commit to user
TUGAS AKHIR
PRARANCANGAN PABRIK METIL ESTER SULFONAT
DARI PALM STEARIN METHYL ESTER
KAPASITAS 50.000 TON/TAHUN
Oleh :
Hangga Ruky Warmiaji I 0508047
JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS SEBELAS MARET
SURAKARTA
commit to user
KATA PENGANTAR
Segala puji syukur kepada Allah SWT, hanya karena rahmat dan ridho-Nya,
penulis akhirnya dapat menyelesaikan penyusunan laporan tugas akhir dengan
judul ”Prarancangan Pabrik Metil Ester Sulfonat dari Palm Stearin Methyl Ester
Kapasitas 50.000 ton/tahun”.
Dalam penyusunan tugas akhir ini penulis memperoleh banyak bantuan
baik berupa dukungan moral maupun spiritual dari berbagai pihak. Oleh karena
itu, penulis mengucapkan terima kasih kepada :
1. Dr. Sunu Herwi Pranolo selaku Ketua Jurusan Teknik Kimia Fakultas
Teknik Universitas Sebelas Maret
2. Inayati S.T., M.T., Ph.D. selaku Dosen Pembimbing I dan Dr. Margono,
S.T., M.T. selaku Dosen Pembimbing II, atas bimbingan dan bantuannya
dalam penyusunan tugas akhir
3. Inayati S.T., M.T., Ph.D. selaku pembimbing akademik.
4. Kedua orang tua dan keluarga atas dukungan doa, materi dan semangat
yang senantiasa diberikan tanpa kenal lelah.
5. Teman - teman mahasiswa Teknik Kimia FT UNS khususnya angkatan
2008.
Penulis menyadari bahwa laporan tugas akhir ini belum sempurna. Oleh
karena itu, penulis mengharapkan saran dan kritik yang membangun. Semoga
laporan tugas akhir ini dapat bermanfaat bagi penulis dan pembaca sekalian.
Surakarta, Juli 2012
commit to user
DAFTAR ISI
Halaman Judul ... i
Lembar Pengesahan ... ii
Kata Pengantar ... iii
Daftar Isi ... iv
Daftar Tabel ... ix
Daftar Gambar ... xiv
Intisari ... xv
BAB I PENDAHULUAN ... 1
1.1 Latar Belakang Pendirian Pabrik ... 1
1.2 Kapasitas Perancangan ... 4
1.2.1 Data Impor Surfaktan Indonesia... 4
1.2.2 Ketersediaan Bahan Baku ... 6
1.2.3 Kapasitas Pabrik yang Menguntungkan ... 7
1.3 Pemilihan Lokasi Pabrik ... 7
1.4 Tinjauan Pustaka ... 14
1.4.1 Proses Pembuatan Surfaktan Metil Ester Sulfonat ... 14
1.4.2 Kegunaan Produk ... 16
1.4.3 Sifat Fisis dan Kimia Bahan Baku dan Produk ... 16
1.4.3.1 Bahan Baku ... 16
1.4.3.2 Produk ... 21
commit to user
BAB II DESKRIPSI PROSES ... 23
2.1 Spesifikasi Bahan Baku dan Produk ... 23
2.1.1 Spesifikasi Bahan Baku ... 23
2.1.2 Spesifikasi Produk ... 25
2.1.3 Spesifikasi Bahan Pembantu (Katalis) ... 25
2.2 Konsep Proses ... 26
2.2.1 Tinjauan Termodinamika ... 26
2.2.2 Tinjauan Kinetika ... 30
2.2.3 Mekanisme Reaksi ... 32
2.3 Diagram Alir Proses dan Tahapan Proses ... 34
2.3.1 Diagram Alir Proses ... 34
2.3.2 Langkah Proses ... 38
2.4 Neraca Massa dan Neraca Energi ... 40
2.4.1 Neraca Massa ... 40
2.4.2 Neraca Energi ... 44
2.5 Lay Out Pabrik dan Peralatan Proses ... 47
BAB III SPESIFIKASI PERALATAN PROSES ... 55
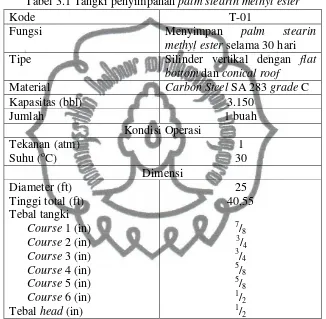
3.1 Tangki Penyimpanan ... 55
3.2 Melter ... 57
3.3 Sulfur Burner ... 58
3.4 Cyclone ... 58
3.5 Catalytic Converter ... 59
commit to user
3.7 Digester ... 60
3.8 Bleacher ... 61
3.9 Neutralizer ... 62
3.10 Spray Dryer ... 62
3.11 Menara Distilasi ... 63
3.12 Heat Exchanger ... 64
3.13 Gudang ... 70
3.14 Belt Conveyor ... 70
3.15 Hopper ... 71
3.16 Silo ... 72
3.17 Accumulator ... 72
3.18 Pompa ... 73
BAB IV UNIT PENDUKUNG PROSES DAN LABORATORIUM ... 78
4.1 Unit Pendukung Proses ... 78
4.1.1 Unit Pengadaan Air ... 79
4.1.1.1 Air Pendingin ... 79
4.1.1.2 Air Umpan Waste Heat Boiler ... 82
4.1.1.3 Air Konsumsi Umum dan Sanitasi ... 82
4.1.2 Unit Pengadaan Udara Tekan ... 84
4.1.3 Unit Pengadaan Listrik ... 84
4.1.3.1 Listrik untuk Keperluan Proses dan Utilitas .. 85
4.1.3.2 Listrik untuk Penerangan ... 86
commit to user
4.1.3.4 Listrik untuk Laboratorium dan Instrumentasi 88
4.1.4 Unit Pengadaan Bahan Bakar ... 89
4.2 Laboratorium ... 90
4.2.1 Laboratorium Fisik ... 92
4.2.2 Laboratorium Analitik ... 92
4.2.3 Laboratorium Penelitian dan Pengembangan ... 92
4.2.4 Prosedur Analisa Proses ... 93
4.2.5 Prosedur Analisa Air ... 94
4.3 Unit Pengolahan Limbah ... 95
BAB V MANAJEMEN PERUSAHAAN ... 99
5.1 Bentuk Perusahaan ... 99
5.2 Struktur Organisasi ... 100
5.3 Tugas dan Wewenang ... 105
5.3.1. Pemegang Saham ... 105
5.3.2. Dewan Komisaris ... 105
5.3.3. Dewan Direksi ... 106
5.3.4. Staf Ahli ... 107
5.3.5. Penelitian dan Pengembangan (Litbang) ... 107
5.3.6. Kepala Bagian ... 108
5.3.7. Kepala Seksi ... 111
5.4 Pembagian Jam Kerja Karyawan ... 112
5.4.1. Karyawan Non Shift ... 112
commit to user
5.5 Status Karyawan dan Sistem Upah ... 114
5.6 Penggolongan Jabatan, Jumlah Karyawan dan Gaji ... 114
5.6.1. Penggolongan Jabatan ... 114
5.6.2. Jumlah Karyawan dan Gaji ... 115
5.7 Kesejahteraan Sosial Karyawan ... 117
5.8 Manajemen Produksi ... 118
5.8.1. Perencanaan Produksi ... 119
5.8.2. Pengendalian Produksi ... 120
BAB IV ANALISA EKONOMI ... 122
6.1 Dasar Perhitungan ... 122
6.2 Penafsiran Harga Peralatan ... 123
6.3 Penentuan Total Capital Investment (TCI) ... 125
6.4 Penentuan Manufacturing Cost (TCI) ... 127
6.4.1. Direct Manufacturing Cost (DMC) ... 127
6.4.2. Indirect Manufacturing Cost (IMC) ... 127
6.4.3. Fixed Manufacturing Cost (FMC) ... 128
6.5 Penentuan Total Poduction Cost (TPC) ... 128
6.5.1. General Expense (GE) ... 128
6.5.2. Total Production Cost (TPC) ... 129
6.6 Keuntungan ... 129
6.7 Analisa Kelayakan ... 129
Daftar Pustaka ... 135
commit to user
DAFTAR TABEL
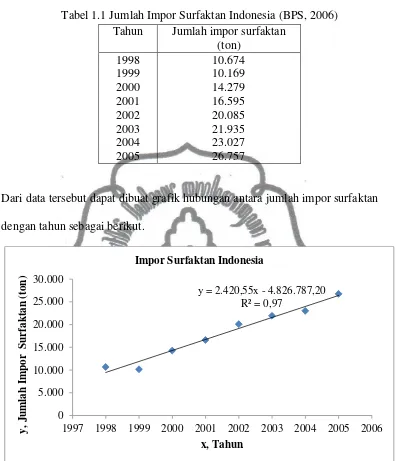
Tabel 1.1 Jumlah Impor Surfaktan Indonesia ... 5
Tabel 1.2 Produsen palm stearin methyl ester ... 6
Tabel 1.3 Produsen Metanol ... 7
Tabel 1.4 Daftar Pabrik Penghasil Metil Ester Sulfonat ... 7
Tabel 1.5 Jumlah Penduduk Provinsi Riau ... 12
Tabel 1.6 Persentase Jumlah Angkatan Kerja dan Non Angkatan di Riau ... 12
Tabel 2.1 Benchmark Feed Characteristics for C16-C18 ME ... 24
Tabel 2.2 Spesifikasi H2O2 ... 24
Tabel 2.3 Spesifikasi Metanol ... 24
Tabel 2.4 Spesifikasi Natrium Hidroksida ... 25
Tabel 2.5 Benchmark Product Characteristics for MES... 25
Tabel 2.6 Neraca Massa Melter... 40
Tabel 2.7 Neraca Massa Sulfur Burner ... 41
Tabel 2.8 Neraca Massa Cyclone ... 41
Tabel 2.9 Neraca Massa Catalytic Converter Bed 1 ... 41
Tabel 2.10 Neraca Massa Catalytic Converter Bed 2 ... 42
Tabel 2.11 Neraca Massa Catalytic Converter Bed 3 ... 42
Tabel 2.12 Neraca Massa Falling Film Reactor ... 42
Tabel 2.13 Neraca Massa Digester ... 43
Tabel 2.14 Neraca Massa Bleacher ... 43
Tabel 2.15 Neraca Massa Neutralizer ... 43
commit to user
Tabel 2.17 Neraca Massa Menara Distilasi ... 44
Tabel 2.18 Neraca Energi pada Melter... 44
Tabel 2.19 Neraca Energi pada Sulfur Burner ... 45
Tabel 2.20 Neraca Energi pada Cyclone ... 45
Tabel 2.21 Neraca Energi pada Catalytic Converter ... 45
Tabel 2.22 Neraca Energi pada Falling Film Reactor ... 46
Tabel 2.23 Neraca Energi pada Digester ... 46
Tabel 2.24 Neraca Energi pada Bleacher ... 46
Tabel 2.25 Neraca Energi pada Neutralizer ... 47
Tabel 2.26 Neraca Energi pada Spray Dryer ... 47
Tabel 2.27 Neraca Energi pada Menara Distilasi ... 47
Tabel 3.1 Tangki penyimpanan palm stearin methyl ester ... 55
Tabel 3.2 Tangki penyimpanan H2O2 ... 55
Tabel 3.3 Tangki penyimpanan metanol ... 56
Tabel 3.4 Tangki penyimpanan NaOH ... 56
Tabel 3.5 Spesifikasi Melter... 57
Tabel 3.6 Spesifikasi Sulfur Burner ... 58
Tabel 3.7 Spesifikasi Cyclone ... 58
Tabel 3.8 Spesifikasi Catalytic Converter ... 59
Tabel 3.9 Spesifikasi Falling Film Reactor ... 60
Tabel 3.10 Spesifikasi Digester ... 60
Tabel 3.11 Spesifikasi Bleacher ... 61
commit to user
Tabel 3.13 Spesifikasi Spray Dryer ... 62
Tabel 3.14 Spesifikasi Menara Distilasi ... 63
Tabel 3.15 Spesifikasi HE-01 ... 64
Tabel 3.16 Spesifikasi HE-02 ... 64
Tabel 3.17 Spesifikasi HE-03 ... 65
Tabel 3.18 Spesifikasi HE-04 ... 65
Tabel 3.19 Spesifikasi HE-05 ... 66
Tabel 3.20 Spesifikasi HE-06 ... 67
Tabel 3.21 Spesifikasi Kondenser Parsial ... 67
Tabel 3.22 Spesifikasi Kondenser ... 68
Tabel 3.23 Spesifikasi Reboiler ... 68
Tabel 3.24 Spesifikasi Waste Heat Boiler (WHB) ... 69
Tabel 3.25 Spesifikasi Gudang ... 70
Tabel 3.26 Spesifikasi Belt Conveyor - 01 ... 70
Tabel 3.27 Spesifikasi Belt Conveyor - 02 ... 71
Tabel 3.28 Spesifikasi Hopper - 01 ... 71
Tabel 3.29 Spesifikasi Hopper - 02 ... 71
Tabel 3.30 Spesifikasi Silo ... 72
Tabel 3.31 Spesifikasi Accumulator... 74
Tabel 3.32 Spesifikasi Pompa-01 ... 73
Tabel 3.33 Spesifikasi Pompa-02 ... 73
Tabel 3.34 Spesifikasi Pompa-03 ... 74
commit to user
Tabel 3.36 Spesifikasi Pompa-05 ... 75
Tabel 3.37 Spesifikasi Pompa-06 ... 75
Tabel 3.38 Spesifikasi Pompa-07 ... 76
Tabel 3.39 Spesifikasi Pompa-08 ... 76
Tabel 3.40 Spesifikasi Pompa-09 ... 77
Tabel 4.1 Kebutuhan Air Konsumsi dan Sanitasi ... 83
Tabel 4.2 Kebutuhan Total Air ... 83
Tabel 4.3 Listrik Peralatan Proses ... 85
Tabel 4.4 Jumlah Lumen Berdasarkan Luas Bangunan ... 87
Tabel 4.5 Total Kebutuhan Listrik Pabrik ... 88
Tabel 5.1 Jadwal Pembagian Kelompok Shift ... 113
Tabel 5.2 Jumlah Karyawan Menurut Jabatan ... 115
Tabel 5.3 Perincian Golongan dan Gaji Karyawan ... 116
Tabel 6.1 Indeks Harga Alat ... 123
Tabel 6.2 Fixed Capital Investment ... 126
Tabel 6.3 Working Capital Investment ... 126
Tabel 6.4 Total Capital Investment ... 127
Tabel 6.5 Direct Manufacturing Cost ... 127
Tabel 6.6 Indirect Manufacturing Cost ... 128
Tabel 6.7 Fixed Manufacturing Cost ... 128
Tabel 6.8 Manufacturing Cost ... 128
Tabel 6.9 General Expense ... 129
commit to user
Tabel 6.11 Variable Cost ... 131
Tabel 6.12 Regulated Cost ... 131
commit to user
DAFTAR GAMBAR
Gambar 1.1 Hubungan Antara Jumlah Impor Surfaktan dengan Tahun ... 5
Gambar 1.2 Fasilitas Pendukung di Kawasan Industri Dumai (KID) ... 9
Gambar 1.3 Peta Kota Dumai ... 10
Gambar 1.4 Pelabuhan Dumai ... 11
Gambar 2.1 Diagram Alir Proses ... 36
Gambar 2.2 Diagram Alir Kualitatif ... 37
Gambar 2.3 Diagram Alir Kuantitatif ... 38
Gambar 2.4 Layout Pabrik ... 52
Gambar 2.5 Layout Peralatan Proses ... 56
Gambar 5.1 Struktur Organisasi Pabrik Metil Ester Sulfonat ... 101
Gambar 6.1 Chemical Engineering Cost Index ... 121
commit to user
INTISARI
Hangga Ruky Warmiaji, 2012, Prarancangan Pabrik Metil Ester Sulfonat dari Palm Stearin Methyl Ester Kapasitas 50.000 Ton/Tahun, Program Studi S1 Reguler, Jurusan Teknik Kimia, Fakultas Teknik, Universitas Sebelas Maret, Surakarta
Metil ester sulfonat (MES) merupakan surfaktan anionik yang paling banyak digunakan. Surfaktan MES memiliki beberapa kelebihan dibandingkan dengan surfaktan LAS diantaranya bersifat terbarukan (renewable), dan mudah didegradasi (good biodegradability). Dengan memperhatikan beberapa faktor, seperti aspek penyediaan bahan baku, transportasi, tenaga kerja, pemasaran, serta utilitas, maka lokasi pabrik yang cukup strategis adalah Kawasan Industri Dumai, kota Dumai, Provinsi Riau. Pabrik direncanakan mulai beroperasi pada tahun 2014.
Proses pembuatan MES terdiri dari beberapa tahapan, yaitu tahap sulfonasi, bleaching, netralisasi dan pengeringan. Pada tahap sulfonasi, metil ester dikontakkan dengan SO3 di dalam suatu falling film reactor (FFR). Proses ini
berlangsung secara eksotermis. Agar reaksi sulfonasi berlangsung sempurna, produk keluaran FFR dimasukkan ke dalam digester (aging process). Proses sulfonasi menghasilkan produk berwarna gelap dan bersifat sangat asam. Untuk mengurangi warna sampai sesuai dengan spesifikasi, dilakukan proses bleaching
dengan menambahkan 50% hidrogen peroksida dan metanol. Selanjutnya dilakukan tahap netralisasi dengan menambahkan 50% natrium hidroksida hingga pH 5,5-7,5. Hasil dari proses netralisasi yang berupa pasta netral dilewatkan ke sistem dryer dimana metanol dan air berlebih dipisahkan dan dimasukkan ke dalam methanol removal system. Metanol hasil recovery di-recycle kembali ke dalam proses bleaching. Produk yang dihasilkan dari sistem dryer berupa powder
kering MES.
Utilitas terdiri dari unit penyediaan air sebagai pendingin, air keperluan umum, tenaga listrik, penyediaan udara tekan, penyediaan bahan bakar, dan unit pengolahan limbah. Terdapat tiga laboratorium, yaitu laboratorium fisik, laboratorium analitik dan laboratorium penelitian dan pengembangan, untuk menjaga kualitas bahan baku dan produk.
Bentuk perusahaan adalah Perseroan Terbatas (PT) dengan struktur organisasi line and staff. Sistem kerja karyawan berdasarkan pembagian jam kerja yang terdiri dari karyawan shift dan non-shift.
Dari hasil analisis ekonomi diperoleh, ROI (Return on Investment)
sebelum dan sesudah pajak sebesar 34,01% dan 27,21%, POT (Pay Out Time)
sebelum dan sesudah pajak selama 2,27 dan 2,69 tahun, BEP (Break Event Point)
commit to user
BAB I
PENDAHULUAN
1.1 Latar Belakang Pendirian Pabrik
Surfaktan merupakan bahan aktif permukaan yang dapat menurunkan
tegangan permukaan antar dua fasa yang berbeda. Surfaktan mempunyai
kemampuan untuk menggabungkan bagian antar fase yang berbeda seperti
udara-air, atau fase yang memiliki derajat polaritas yang berbeda seperti minyak-air.
Sifat khas surfaktan ini disebabkan oleh struktur ampifilik yang dimilikinya, yang
berarti dalam satu molekul surfaktan mengandung gugus hidrofilik yang bersifat
polar dan gugus hidrofobik yang bersifat nonpolar.
Surfaktan telah diaplikasikan secara luas pada berbagai industri seperti
industri farmasi, industri deterjen, industri kosmetika, industri kimia, industri
pertanian dan industri pangan. Kegunaan lain surfaktan adalah dapat
meningkatkan perolehan minyak bumi melalui proses Enhanced Oil Recovery
(EOR). Salah satu metode EOR yang digunakan yaitu injeksi kimia dengan
menggunakan surfaktan yang dikenal dengan istilah surfactant flooding. Gaya
adhesi dari surfaktan-minyak akan mengurangi hasil resultan gaya kohesi dengan
RSO3- dari surfaktan sehingga terjadi penurunan tegangan antarmuka yang
mengakibatkan minyak terbebas dari core (batuan). Secara umum surfaktan dapat
dibagi menjadi empat kelompok besar, yaitu kelompok anionik, nonionik,
kationik dan amfoterik. Pembagian jenis surfaktan ini berdasarkan muatan ion
commit to user
Kelompok surfaktan yang saat ini paling banyak diproduksi dan
diaplikasikan secara luas pada berbagai industri adalah surfaktan anionik.
Surfaktan anionik yang umum digunakan adalah surfaktan yang disintesis dari
petroleum seperti Linear Alkyl Benzene Sulfonic Acid / Sulfonate (LAS/LABS).
Kelemahan penggunaan surfaktan ini adalah sulit didegradasi sehingga cenderung
mencemari lingkungan, tidak tahan terhadap kadar salinitas yang tinggi, dan
pengadaannya masih harus diimpor. Peningkatan harga minyak bumi dunia yang
mencapai US$ 90 per barrel pada awal tahun 2012 mempengaruhi tingginya harga
surfaktan berbahan baku petroleum. Hal ini mendorong perlunya mencari
alternatif bahan baku untuk pembuatan surfaktan yang lebih murah dan prospektif,
terutama ditinjau dari aspek penyediaan bahan baku yang renewable dan ramah
lingkungan.
Salah satu jenis surfaktan anionik yang mempunyai potensi besar untuk
dikembangkan di Indonesia adalah surfaktan metil ester sulfonat (MES).
Surfaktan jenis ini dapat diproduksi dengan menggunakan bahan baku minyak
sawit. Menurut Matheson (1996a), metil ester sulfonat memperlihatkan
karakteristik dispersi yang baik, sifat deterjensi yang baik terutama pada air
dengan tingkat kesadahan yang tinggi (hard water) serta tidak adanya fosfat, ester
asam lemak C14, C16 dan C18 akan meningkatkan tingkat deterjensinya.
Surfaktan MES memiliki beberapa kelebihan dibandingkan dengan
surfaktan LAS dan LABS diantaranya bersifat terbarukan (renewable) dan mudah
didegradasi (good biodegradability). Selain itu, biaya produksi surfaktan MES
commit to user
Sulfonat (MES) dibuat dari reaksi sulfonasi metil ester melalui beberapa tahapan
proses. Salah satu jenis metil ester yang paling baik untuk pembuatan surfaktan
MES adalah jenis palm stearin methyl ester (ME C16-C18).
Pengembangan industri surfaktan MES juga didukung oleh peningkatan
permintaan biodiesel. Semakin meningkatnya permintaan dunia terhadap
biodiesel ini telah mendorong produksi biodiesel dari bahan baku sawit seperti
palm stearin. Indonesia dan Malaysia menyisihkan 40% dari produksi minyak
sawit gabungan mereka untuk pembuatan biodiesel. Biodiesel berbasis sawit
berisi campuran ME C16 dan C18 baik jenuh maupun tak jenuh. Metil ester C16
kebanyakan jenuh, dan biodiesel yang mengandung persentase ME C16 dalam
jumlah besar tidak akan lulus uji standar biodiesel Uni Eropa untuk CFPP (cold
filter plugging point). Tingkat kejenuhan yang tinggi pada ME C16 juga
berpengaruh pada tingginya freezing point. CFPP dan freezing point yang rendah
merupakan persyaratan penting untuk penggunaan biodiesel sebagai bahan bakar.
Fraksi C16 jenuh dapat dihilangkan dengan thermal fractionation, dan karena
produksi biodiesel berbasis kelapa sawit terus meningkat, otomatis pasokan ME
C16 juga akan sangat meningkat.
Akan tetapi, ME C16 merupakan bahan baku yang sangat baik untuk
pembuatan surfaktan MES. Surfaktan yang dihasilkan berkualitas sangat baik dan
memiliki kelarutan yang baik di air dingin. Fakta perlunya penghilangan fraksi
C16 berarti bahwa by-product ME C16 dari biodiesel dalam jumlah besar akan
tersedia. Masa depan ekonomi MES akan dikaitkan dengan ketersediaan
commit to user
Tujuan dari perancangan pabrik ini adalah untuk memenuhi peningkatan
permintaan dunia terhadap surfaktan yang lebih ramah lingkungan. Perancangan
pabrik MES merupakan bentuk dukungan terhadap program kegiatan
pengembangan industri hilir kelapa sawit yang gencar dilakukan oleh pemerintah
Indonesia.
Semakin berkembangnya industri hilir kelapa sawit ini akan meningkatkan
nilai tambah produk turunan kelapa sawit yang otomatis akan meningkatkan
devisa negara dan menciptakan banyak lapangan kerja baru. Selain keuntungan
ekonomi dari pengembangan pabrik ini, diharapkan dapat juga meningkatkan
kualitas sumber daya manusia (SDM) bangsa Indonesia terhadap penguasaan
teknologi pengolahan produk turunan berbasis kelapa sawit.
1.2 Kapasitas Perancangan
Dalam menentukan kapasitas perancangan perlu dipertimbangkan hal-hal
sebagai berikut :
1.2.1 Data Impor Surfaktan Indonesia
Berdasarkan data dari Badan Pusat Statistik (BPS), impor surfaktan di
Indonesia terus mengalami peningkatan dari tahun ke tahun seperti ditunjukkan
commit to user
Tabel 1.1 Jumlah Impor Surfaktan Indonesia (BPS, 2006) Tahun Jumlah impor surfaktan
(ton)
Dari data tersebut dapat dibuat grafik hubungan antara jumlah impor surfaktan
dengan tahun sebagai berikut.
Gambar 1.1 Grafik Hubungan Antara Jumlah Impor Surfaktan dengan Tahun
Dari grafik tersebut dapat dibuat persamaan yang menghubungkan jumlah
impor surfaktan dengan tahun yaitu : y = 2.420,55x – 4.826.787,20
dengan y = jumlah impor surfaktan (ton)
x = tahun
1997 1998 1999 2000 2001 2002 2003 2004 2005 2006
commit to user
Dari persamaan tersebut dapat diprediksi bahwa kekurangan kebutuhan
surfaktan Indonesia pada tahun 2014 adalah sekitar 48.200 ton/tahun. Sehingga,
pabrik surfaktan metil ester sulfonat ini dirancang untuk memenuhi kekurangan
tersebut, yaitu 50.000 ton/tahun.
1.2.2 Ketersediaan Bahan Baku
Bahan baku utama pembuatan surfaktan metil ester sulfonat (MES) adalah
metil ester C16-C18, sulfur dan oksigen. Metil ester C16-C18 dapat diperoleh dari
palm stearin methyl ester atau by-product biodiesel yang dapat dipenuhi oleh
produsen di Indonesia. Sulfur diperoleh melalui impor dari supplier asal China,
yakni Tianjin Elong Co., Ltd. Oksigen diperoleh dari udara bebas. Natrium
hidroksida diperoleh dari supplier Indonesia, yakni PT Aneka Inti Kimia. Metanol
diperoleh dari produsen di Indonesia. Sedangkan Hidrogen Peroksida diperoleh
dari produsen di Indonesia, yakni PT Peroksida Industri Pratama dengan kapasitas
produksi 16.000 ton/tahun. Daftar produsen palm stearin methyl ester dan jumlah
yang dihasilkan ditampilkan pada tabel 1.2 berikut.
Tabel 1.2 Produsen palm stearin methyl ester (Kemenperin RI, 2012)
No Nama Perusahaan Kapasitas
(ton/tahun)
1 PT Soci Mas 8.000
2 PT Pelita Agung Agriindustri 200.000 3 PT Wilmar Bio Energi Indonesia 1.050.000
4 PT Indo Biofuels 150.000
Jumlah 1.408.000
Daftar produsen metanol dan jumlah yang dihasilkan ditampilkan pada tabel 1.3
commit to user
Tabel 1.3 Produsen Metanol (Indonesian Commercial Newsletter, 2010)
No Nama Perusahaan Kapasitas
(ton/tahun) 1 PT Medco Methanol Bunyu 330.000 2 PT Kaltim Methanol Industri 660.000
Jumlah 990.000
1.2.3 Kapasitas Pabrik yang Menguntungkan
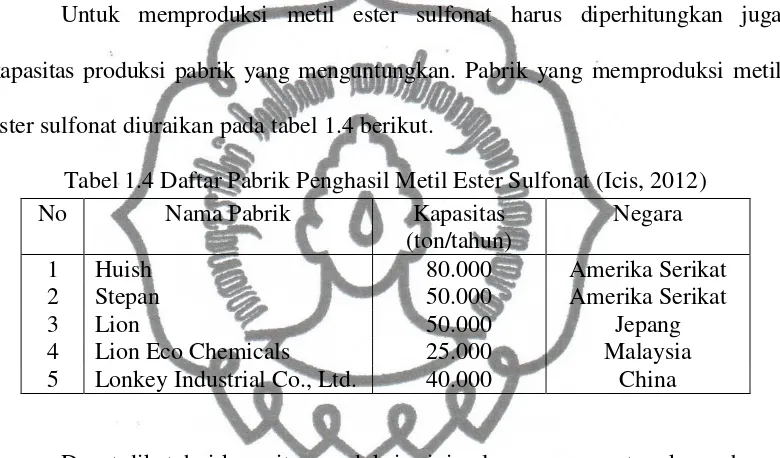
Untuk memproduksi metil ester sulfonat harus diperhitungkan juga
kapasitas produksi pabrik yang menguntungkan. Pabrik yang memproduksi metil
ester sulfonat diuraikan pada tabel 1.4 berikut.
Tabel 1.4 Daftar Pabrik Penghasil Metil Ester Sulfonat (Icis, 2012)
No Nama Pabrik Kapasitas
(ton/tahun)
Negara
1 Huish 80.000 Amerika Serikat
2 Stepan 50.000 Amerika Serikat
3 Lion 50.000 Jepang
4 Lion Eco Chemicals 25.000 Malaysia
5 Lonkey Industrial Co., Ltd. 40.000 China
Dapat diketahui kapasitas produksi minimal yang menguntungkan sebesar
25.000 ton/tahun. Sedangkan di dalam negeri masih membutuhan surfaktan
sebesar 48.200 ton/tahun. Maka ditetapkan bahwa kapasitas pabrik metil ester
sulfonat sebesar 50.000 ton/tahun.
1.3 Pemilihan Lokasi Pabrik
Area yang dipilih untuk tempat pembangunan pabrik ini didasarkan pada
beberapa kriteria, diantaranya ketersediaan bahan baku, iklim, ketersediaan listrik,
commit to user
pabrik ini adalah di Kawasan Industri Dumai (KID), Pelintung, Kota Dumai,
Provinsi Riau. Alasan pemilihan lokasi ini karena berbagai pertimbangan yaitu :
a. Akses dan rencana penyediaan bahan baku
Riau merupakan daerah yang memiliki perkebunan kelapa sawit paling
luas di Indonesia. Perkebunan kelapa sawit di Riau, berdasarkan statistik
perkebunan 2007, luas lahan 1.612.382 ha, produksi CPO 5.119.270 ton,
dihasilkan dari 130 PKS dengan kapasitas 5.645 ton TBS/jam. CPO merupakan
bahan dasar pembuatan palm stearin methyl ester yang akan dimanfaatkan untuk
memproduksi surfaktan metil ester sulfonat.
Di kota Dumai banyak pabrik yang menghasilkan biodiesel dalam jumlah
besar. Seperti telah dijabarkan sebelumnya bahwa jika produksi biodiesel berbasis
kelapa sawit terus meningkat, otomatis pasokan ME C16 juga akan sangat
meningkat. Pabrik biodiesel akan memisahkan kandungan ME C16 dari biodiesel,
karena banyaknya komponen ME C16 akan meningkatkan freezing point dari
biodiesel. Kemudian ME C16 tersebut juga akan dijual oleh pabrik biodiesel dan
dapat digunakan sebagai bahan baku untuk industri surfaktan metil ester sulfonat.
b. Akses dan rencana penyediaan kebutuhan utilitas
Pembangunan PLTU 2 x 100 MW oleh PLN di Kawasan Industri Dumai
yang dimulai pada akhir tahun 2011 akan menambah suplai listrik bagi daerah
Dumai, sehingga memberikan kemudahan akses listrik pada pabrik.
Kota Dumai dalam memainkan peranannya ke depan telah memiliki lima
kawasan Industri yang strategis yaitu Kawasan Industri Dumai (KID) di
commit to user
Kawasan Industri Bukit Kapur dan Kawasan Industri di Bukit Timah. Salah satu
kawasan industri telah menjadi kawasan industri yang paling pesat kemajuannya
di Provinsi Riau yakni Kawasan Industri Dumai di Pelintung. KID yang memiliki
luas 330 hektar menyediakan keperluan utilitas untuk industri, seperti pembangkit
listrik, instalasi pengolahan air dan air limbah. Fasilitas pendukung di KID
ditampilkan pada gambar 1.2.
Gambar 1.2 Fasilitas Pendukung di Kawasan Industri Dumai (KID)
c. Akses dan rencana pemasaran produk
Kawasan Dumai sangat strategis untuk dijadikan kawasan pengembangan
perdagangan internasional, karena Dumai berada di kawasan lintas perdagangan
internasional Selat Malaka, sebagai pintu keluar dan masuk menuju pusat bisnis di
commit to user
telah mengajukan usulan sebagai kawasan perdagangan bebas/Free Trade Zone.
Pemerintah RI sedang menyempurnakan produk hukum yang disebut UU
kawasan perdagangan bebas. Peta lokasi Kota Dumai ditampilkan pada gambar
1.3 berikut.
Gambar 1.3 Peta Kota Dumai
d. Fasilitas penunjang
Kota Dumai memiliki fasilitas/infrastruktur yang lengkap. Fasilitas/
infrastruktur tersebut meliputi jaringan jalan raya yang meliputi jalan nasional
(13,30 km), jalan provinsi (16,2 km), dan jalan kota (1.139,19 km). Jaringan
listrik dengan kapasitas terpasang 79.975.862 kWh, dengan jumlah pelanggan
commit to user
Juga tersedia fasilitas telekomunikasi (telepon kabel, telepon selular, dan internet),
air bersih (kapasitas 16.941 m3), fasilitas pelayanan kesehatan (rumah sakit,
puskesmas, dan klinik), dan perbankan (bank nasional dan daerah).
Di kota Dumai juga tersedia pelabuhan yang dapat menunjang kegiatan
industri. Pelabuhan di Dumai telah dibangun sebagai pelabuhan penghubung
untuk kegiatan ekspor impor. Pelabuhan Dumai merupakan pelabuhan CPO
terbesar di Indonesia yang dapat disinggahi kapal berbobot 20-30 ribu DWT dan
bongkar muat CPO mencapai 6 juta ton/tahun. Sementara Pelabuhan Kawasan
Industri Dumai memiliki kedalaman 14 m dan mengakomodir kapal berbobot 50
ribu DWT.
commit to user
e. Kondisi lain yang terkait
Secara geografis, daerah kota Dumai dilalui oleh Sungai Sumai, Sungai
Penebah, Sungai Rainis, Sungai Rempang, Sungai Nyiur, dan Sungai Sair yang
dapat dijadikan sebagai alternatif sumber air untuk keperluan industri.
Kawasan Dumai memiliki kondisi keamanan yang relatif baik. Berada di
kawasan pesisir dengan pertumbuhan ekonomi yang relatif tinggi (8,65% per
tahun). Kota Dumai merupakan pusat penghasil minyak bumi yang terbesar di
Indonesia.
Selain dipengaruhi oleh sumber bahan baku, target pasar, dan
infrastruktur, perencanaan daerah pembangunan suatu pabrik harus
mempertimbangkan ketersediaan sumber tenaga kerja. Jumlah penduduk di
provinsi Riau ditampilkan pada tabel 1.5.
Tabel 1.5 Jumlah Penduduk Provinsi Riau (BPS Provinsi Riau, 2010)
Kode Kabupaten/Kota Jumlah
Penduduk
01 Kuantan Singingi 291.044
02 Indragiri Hulu 362.961
03 Indragiri Hilir 662.305
04 Pelalawan 303.021
05 Siak 377.232
06 Kampar 686.030
07 Rokan Hulu 475.011
08 Bengkalis 498.384
09 Rokan Hilir 552.433
10 Kepulauan Meranti 176.371
71 Pekanbaru 903.902
72 Dumai 254.337
Jumlah 5.543.031
Berdasarkan data jumlah penduduk provinsi Riau pada tabel 1.5 di atas,
commit to user
atas dapat diperkirakan jumlah penduduk kota Dumai pada tahun 2014 adalah
302.017 jiwa. Data pada tabel 1.5 merupakan jumlah keseluruhan penduduk,
mencakup anak-anak, remaja, pemuda, pemudi, maupun orangtua. Tenaga kerja
yang dibutuhkan dalam suatu pabrik berada dalam rentang usia yang produktif.
Persentase angkatan kerja (usia produktif) dan bukan angkatan kerja, baik
berdasarkan kabupaten/kota di provinsi Riau ditampilkan pada tabel 1.6 berikut.
Tabel 1.6 Persentase Jumlah Angkatan Kerja dan Non Angkatan Kerja di Riau (BPS Provinsi Riau, 2010)
No Kabupaten/Kota Angkatan Kerja (%)
Non Angkatan Kerja (%)
01 Kuantan Singingi 68,20 31,80
02 Indragiri Hulu 68,54 31,46
03 Indragiri Hilir 67,64 32,36
04 Pelalawan 65,39 34,61
05 Siak 62,64 37,36
06 Kampar 63,60 36,40
07 Rokan Hulu 64,37 35,63
08 Bengkalis 65,81 34,19
09 Rokan Hilir 62,88 37,12
10 Kepulauan Meranti 65,81 34,19
11 Pekanbaru 68,96 31,04
12 Dumai 65,35 34,65
Jumlah angkatan kerja di kota Dumai berdasarkan data pada tabel 1.6
adalah 65,35%. Jumlah angkatan kerja ini cukup besar sehingga kecukupan tenaga
kerja yang dibutuhkan untuk pabrik metil ester sulfonat di kota Dumai ini dapat
commit to user
1.4 Tinjauan Pustaka
1.4.1 Proses Pembuatan Surfaktan Metil Ester Sulfonat
Produksi metil ester sulfonat dalam skala industri terdiri dari beberapa tahapan
proses yaitu :
a. Tahap sintesis gas SO3
Gas SO3 diperoleh dengan membakar belerang.
Reaksi : S(s)+ O2(g)↔ SO2(aq)
2SO2(g) + O2(g)↔ 2SO3(g)
Pertama-tama, belerang dibakar dengan dry process air menghasilkan
SO2. Gas SO2 yang meninggalkan sulfur burner dikirim ke vanadium pentoxide
catalytic converter, di mana gas SO2 diubah menjadi SO3. Efisiensi konversi
converter adalah antara 99,0% - 99,7%.
b. Tahap sulfonasi
Metil ester sulfonat (MES) diproduksi melalui proses sulfonasi palm
stearin methyl ester dengan campuran SO3/udara. Reaksi pengontakkan palm
stearin methyl ester dan SO3 terjadi di dalam falling film reactor (FFR) multitube
pada suhu 45 oC dan tekanan 2 atm. Gas SO3 dan palm stearin methyl ester
mengalir di dalam tube secara co-current. Reaksi berlangsung sangat eksotermis
(160 kJ/mol panas dilepaskan), sehingga untuk menjaga kestabilan temperatur
reaksi dilakukan proses pendinginan menggunakan cooling water. Air pendingin
ini mengalir pada bagian shell dari reaktor. Agar reaksi sulfonasi berlangsung
sempurna, produk keluaran falling film reactor (FFR) dimasukkan ke dalam
commit to user
c. Tahap Bleaching
Proses sulfonasi menghasilkan produk berwarna gelap. Untuk mengurangi
warna sampai sesuai dengan spesifikasi, dilakukan proses bleaching. Pada
perancangan pabrik MES untuk tahap bleaching ini dipilih metode acid
bleaching. Acid bleaching dilakukan dengan menambahkan 50% hidrogen
peroksida. Selain itu untuk meminimalkan terbentuknya by-product berupa disalt
dilakukan penambahan metanol. Kedua proses ini berlangsung secara simultan.
Acid bleaching berlangsung dengan reaksi cepat yang memungkinkan
proses kontinyu dengan waktu tinggal total 1,5-2 jam. Acid bleaching
menghasilkan kualitas produk unggulan, terutama untuk produk berbasis palm
stearin. Produk yang dihasilkan memiliki warna yang lebih rendah (<20 Klett)
dengan tingkat di-salt dalam kisaran 4% (secara aktif 100%).
d. Tahap Netralisasi
Produk (MESA) yang keluar dari tahap bleaching bersifat sangat asam.
Selanjutnya dilakukan tahap netralisasi dengan menambahkan 50% natrium
hidroksida hingga pH 5,5-7,5 dan membentuk produk pasta MES (VI).
e. Tahap Pengeringan
Hasil dari proses netralisasi yang berupa pasta netral dilewatkan ke sistem
dryer dimana metanol dan air berlebih dipisahkan dan dimasukkan ke dalam
menara distilasi. Metanol hasil recovery di-recycle kembali ke dalam proses
bleaching. Produk yang dihasilkan dari sistem dryer berupa produk powder kering
commit to user
1.4.2 Kegunaan Produk
Produk metil ester sulfonat adalah salah satu jenis surfaktan yang biodegradable.
Surfaktan telah diaplikasikan secara luas pada berbagai industri seperti :
Industri farmasi
Industri deterjen
Industri kosmetika
Industri kimia
Industri pertanian
Industri pangan
Dapat meningkatkan perolehan minyak bumi melalui proses Enhanced Oil
Recovery (EOR)
1.4.3 Sifat Fisis dan Kimia Bahan Baku serta Produk
1.4.3.1Bahan Baku
a. Sulphur
Sifat fisika (Perry, 2008) :
Bentuk : Padatan
Rumus molekul : S
Berat molekul : 32,065 g/gmol
Titik didih pada 1 atm : 444,6 oC
Titik lebur pada 1 atm : 120 oC
commit to user
Sifat kimia (Othmer, 1996) :
Dengan udara membentuk sulphur dioxide.
Reaksi : S + O2 → SO2
Dengan asam klorida dan katalis Fe akan menghasilkan hidrogen sulfida
Tidak larut dalam air, tetapi larut dalam karbon disulfida
b. Udara
Sifat fisika (Perry, 2008) :
Sifat Gas N2 O2
Berat molekul 28,01 32
Kenampakan
Gas Tidak berbau Tidak berwarna
Gas Tidak berbau Tidak berwarna Titik Lebur (1 atm, oC) -209,86 -218, 4 Titik Didih (1 atm, oC) -195,8 -183
Specific gravity 1,026 1,71
c. Vanadium Pentoksida
Sifat fisika (Perry, 2008) :
Fase : Padatan
Rumus molekul : V2O5
Berat molekul : 181,88 g/gmol
Titik didih : 1750 oC
Titik lebur : 800 oC
commit to user
Sifat kimia (Othmer, 1996) :
V2O5 adalah oksida amfoter. Bereaksi dengan non pereduksi asam untuk
membentuk larutan yang mengandung dioxovanadium (V)
V2O5 + 2HNO3→ 2VO2(NO3) + H2O
Bereaksi dengan Thionyl chloride membentuk VOCl3 :
V2O5 + 3SOCl2→ 2VOCl3 + 3SO2
d. Palm Stearin Methyl Ester
Sifat fisika :
Fase : Cairan
Berat molekul : 280,7 g/gmol (Zoller, 2009)
Densitas pada 25 oC : 0,85 g/cm3 (Udomsap, 2009)
Kinematic viscosity @ 40 oC : 4,52 mm2/s (Udomsap, 2009)
Flash point : 165,00 oC (Udomsap, 2009)
Pour point : 18,00 oC (Udomsap, 2009)
Melting point : 15,86 oC (Udomsap, 2009)
Sifat kimia :
Reaksi dengan gas SO3 menghasilkan methyl ester sulfonic acid (MESA).
Reaksinya adalah sebagai berikut :
O O
R–CH2–C–O–CH3 + SO3→ R–CH–C–O–CH3
commit to user
e. Metanol
Sifat fisika (Othmer, 1996) :
Fase : Cairan
Rumus molekul : CH3OH
Berat molekul : 32,04 g/gmol
Titik didih (1 atm) : 64,70 oC
Titik lebur (1 atm) : -97,7 oC
Densitas pada 25 oC : 0,7866 gr/mL
Temperatur kritis : 239,43 oC
Sifat kimia (Othmer, 1996) :
Reaksi metanol yang penting dalam industri :
Dehidrogenasi dan dehidrogenasi oksidatif dengan katalis
silver/molybdenum oksida membentuk formaldehid
CH3OH + ½ O2→ HCHO + H2O
Karbonilasi dengan katalis kobalt/rhodium membentuk asam asetat
CH3OH + CO → CH3COOH
Dehidrasi dengan katalis asam membentuk dimethyl eter dan air
2CH3OH ↔ CH3OCH3 + H2O
f. Hidrogen Peroksida 50%
Sifat fisika (Othmer, 1996) :
commit to user
Rumus molekul : H2O2
Berat molekul : 34,01 g/gmol
Titik didih (1 atm) : 150,2 oC
Titik lebur (1 atm) : -0,43 oC
Densitas pada 25 oC : 1,450 gr/mL
Sifat kimia (Othmer, 1996) :
Hidrogen peroksida terdekomposisi secara eksotermis menjadi air dan gas
oksigen secara spontan. Reaksi yang terjadi adalah sebagai berikut :
2H2O2→ 2H2O + O2
Sebagai agen pereduksi, seperti pada reaksi dengan sodium hipoklorit atau
potassium permanganat
NaOCl + H2O2→ O2 + NaCl + H2O
2KMnO4 + 3H2O2→ 2MnO2 + 2KOH + 2H2O + 3O2
g. Natrium Hidroksida 50%
Sifat fisika (Othmer, 1996) :
Bentuk : Cairan
Rumus molekul : NaOH
Berat molekul : 40 g/gmol
Titik didih (1 atm) : 1388 °C
Titik lebur (1 atm) : 318 °C
commit to user
Sifat kimia (Othmer, 1996) :
Bereaksi dengan asam klorida menghasilkan natrium klorida dan air.
Reaksinya adalah sebagai berikut :
NaOH(aq) + HCl(aq)→ NaCl(aq) + H2O(l)
Bereaksi dengan karbon dioksida membentuk natrium bikarbonat dan air
2NaOH + CO2→ Na2CO3 + H2O
1.4.3.2Produk
Metil Ester Sulfonat
Sifat fisika :
Fase : Serbuk padatan
Berat molekul : 382,7 g/gmol (Zoller, 2009)
Densitas : 600 kg/m3 (Sun Products Corporation, 2011)
Autoignition Temperature : 684 oF (Sun Products Corporation, 2011)
Flash Point : > 200 oF (Sun Products Corporation, 2011)
Sifat Kimia :
Larut dalam air (Sun Products Corporation, 2011)
Sifat deterjensi yang baik pada hard water (Zoller, 2009)
1.4.4 Tinjauan Proses Secara Umum
Dalam proses pembuatan metil ester sulfonat, pertama mereaksikan
belerang cair dengan udara sehingga terbentuk gas SO2. Selanjutnya dilakukan
commit to user
tekanan 1 atm dan suhu optimum 425 oC. Kondisi operasi reaktor adiabatic non
isothermal.
Pada tahap sulfonasi, metil ester dikontakkan dengan SO3 di dalam suatu
falling film reactor (FFR). Proses ini berlangsung secara eksotermis. Agar reaksi
sulfonasi berlangsung sempurna, produk keluaran FFR dimasukkan ke dalam
digester (aging process). Proses sulfonasi menghasilkan produk berwarna gelap
dan bersifat sangat asam. Untuk mengurangi warna sampai sesuai dengan
spesifikasi, dilakukan proses bleaching dengan menambahkan 50% hidrogen
peroksida dan metanol. Selanjutnya dilakukan tahap netralisasi dengan
menambahkan 50% natrium hidroksida.
Hasil dari proses netralisasi yang berupa pasta netral dilewatkan ke sistem
dryer dimana methanol dan air berlebih dipisahkan dan dimasukkan ke dalam
menara distilasi. Metanol hasil recovery di-recycle kembali ke dalam proses
commit to user
BAB II
DESKRIPSI PROSES
2.1 Spesifikasi Bahan Baku dan Produk
2.1.1 Spesifikasi Bahan Baku
a. Spesifikasi belerang yang digunakan (www.alibaba.com) :
Fase : padat
Komposisi : belerang = 99,96%
impuritas = 0,040%
Titik lebur : 120 ºC
Titik didih : 444,6 oC
Berat molekul : 32,064 g/gmol
Kemasan : Curah
b. Spesifikasi udara yang digunakan (Othmer, 1996) :
Wujud : gas
Warna : tak berwarna
Bau : tak berbau
Komposisi : O2 = 21%
N2 = 79%
commit to user
c. Palm stearin methyl ester (ME C16-C18)
Palm stearin methyl ester yang digunakan untuk pembuatan surfaktan metil
ester sulfonat harus memenuhi kriteria yang akan dijabarkan dalam pada Tabel
2.1 berikut ini.
Tabel 2.1 Benchmark Feed Characteristics for C16-C18 ME (Zoller, 2009)
Typical Specification
Molecular weight 280,7
Iodine value (cg iodine/g ME) 0,10 <0,15
other organics include glycerides, glycerine, and methanol
d. Hidrogen peroksida
Hidrogen peroksida yang digunakan berkadar 50% dengan spesifikasi :
Tabel 2.2 Spesifikasi H2O2 (Siemens water technology, 2011)
Typical Physical Properties
Appearance Clear, colorless liquid
Concentration 50 wt%
Boiling Point 114oC(237oF)
Specific gravity 1,20
Freezing point -52 oC (-62oF)
e. Metanol
Metanol yang digunakan harus memenuhi spesifikasi kandungan sebagai
commit to user
Tabel 2.3 Spesifikasi Metanol (Zoller, 2009)
Characteristics Specification
Purity ≥ 98,5 wt%
Chloride content ≤ 0,10 wt%
Appearance Clear
f. Natrium hidroksida
Natrium hidroksida yang digunakan adalah natrium hidroksida 50% yang
harus memenuhi spesifikasi kandungan sebagai berikut :
Tabel 2.4 Spesifikasi Natrium Hidroksida (Zoller, 2009)
Characteristics Specification
Concentration ≥ 50 wt%
Iron (Fe) ≤ 10 ppm (wt)
Sulfate (Na2SO4) ≤ 0,1 wt%
Chloride (NaCl) ≤ 1,5 wt%
Appearance Clear liquid
2.1.2 Spesifikasi Produk
Penjabaran spesifikasi produk MES yang berkualitas baik pada Tabel 1.2 berikut.
Tabel 2.5 Benchmark Product Characteristics for MES (Zoller, 2009)
Benchmark C16-C18 Dry MES Product
Molecular weight 382,7
Total active (wt%) (MES + disalt) 88,5
Disalt (wt%) 5,8
Methanol (wt%) 0,1
Moisture (wt%) 2,6
Free ME (wt%) 2,8
Final Color (Klett) (5 wt%) 40
2.1.3 Spesifikasi Bahan Pembantu (Katalis)
Katalisator : Vanadium Pentoksida (V2O5)
Bentuk : granular
commit to user
Porositas : 0,45
Bulk density : 541,424 kg/m3
Umur teknis : 10 tahun
2.2 Konsep Proses
2.2.1 Tinjauan Termodinamika
Tinjauan secara termodinamika ditujukan untuk mengetahui sifat reaksi
(endotermis/eksotermis) dan arah reaksi (reversible/ irreversible). Penentuan
panas reaksi berjalan secara eksotermis atau endotermis dapat dihitung dengan
perhitungan panas pembentukan standar ( o) pada tekanan 1 atm dan suhu
298,15 K. Pada proses pembentukan metil ester sulfonat terjadi reaksi sebagai
berikut :
S (g) + O2(g) SO2(g) (2.1)
SO2(g) + ½ O2 (g) SO3 (g) (2.2)
O O
R–CH2–C–O–CH3 + SO3→ R–CH–C–O–CH3 (2.3)
SO3H
a. Untuk reaksi 2.1 :
Data panas pembentukan standar suhu 298,15 K (Smith Van Ness, 1975) :
o S = 0 J/mol
o O2 = 0 J/mol
o SO2 = -296.830 J/mol
commit to user
H298,15 = (-296.830) – (0 + 0) J/mol
= -296.830 J/mol
Reaksi ini termasuk reaksi eksotermis dilihat dari nilai panas pembentukan
standar (Δ 298,15) yang bernilai negatif.
b. Untuk reaksi 2.2 :
Data panas pembentukan standar suhu 298,15 K (Smith Van Ness, 1975) :
o O2 = 0 J/mol
o SO2 = -296.830 J/mol
o SO3 = -395.730 J/mol
H298,15 = o produk - o reaktan
298,15 = (-395.730) – (-296.830 + ½ x 0) J/mol
= -98.900 J/mol
Reaksi ini termasuk reaksi eksotermis dilihat dari nilai panas pembentukan
standar (Δ 298,15) yang bernilai negatif.
c. Untuk reaksi 2.3 :
Reaksi ini sangat eksotermis yaitu 150-170 kJ/mol panas yang dilepaskan
(Robert, 2003).
Sifat reaksi kimia yang reversible atau irreversible dapat diketahui dari
harga konstanta kesetimbangan. Data energi Gibbs pada 298,15 K (Smith Van
Ness, 1975) :
commit to user
o O2 = 0 J/mol
o SO2 = -300.360 J/mol
o SO3 = -370.620 J/mol
Perubahan energi Gibbs dapat dihitung dengan menggunakan persamaan (Smith
Van Ness, 1975) :
G298,15 = - R T ln K
G298,15 = o produk - o reaktan
dengan :
G298,15 = Energi bebas Gibbs standar suatu reaksi pada 298,15 K (kJ/mol)
R = Konstanta Gas ( 8,314 J/mol·K)
T = Temperatur (K)
K = Konstanta Kesetimbangan
a. Reaksi 2.1 :
Dari persamaan 15.17 Smith Van Ness :
commit to user
dengan :
K = Konstanta kesetimbangan pada suhu tertentu
T = Suhu tertentu
R = Tetapan gas ideal, 8,314 J/mol·K
H298,15 = Panas reaksi standar pada 298,15 K
Pada suhu 140oC (1.243,15 K) besarnya konstanta kesetimbangan dapat
dihitung sebagai berikut :
298,15
Karena harga konstanta kesetimbangan relatif besar, maka reaksi berlangsung
searah ke arah kanan (irreversible).
commit to user
Pada suhu 425oC (698,15 K) besarnya konstanta kesetimbangan dapat
dihitung sebagai berikut :
298,15
Karena harga konstanta kesetimbangan relatif kecil, maka reaksi berlangsung
bolak-balik (reversible).
c. Reaksi 2.3 :
Pada 45oC (343,15 K) energi bebas gibbs (Torres, 2008) :
Δ 343,15 = -449,15 x 103 J/mol
Maka konstanta kesetimbangan dapat dihitung sebagai berikut :
n 343,15 -Δ R 343,15
- 8,314 mo -449,15 10⁄ 343,15 3 mo
= 157,43
K = 2,36 x 1068
Karena harga konstanta kesetimbangan relatif besar, maka reaksi berlangsung
commit to user
2.2.2 Tinjauan Kinetika
Secara kinetika, reaksi pembentukan belerang trioksida mempunyai
persamaan kecepatan reaksi sebagai berikut (Froment, 1990) :
Reaksi : SO2 + ½ O2 SO3
Konstanta kesetimbangan :
Kp =
dengan : Kp = konstanta kesetimbangan
T = suhu reaksi, ºK
Kecepatan reaksinya :
2commit to user
Untuk reaksi pembentukan methyl ester sulfonic acid (MESA), persamaan
kecepatan reaksinya adalah sebagai berikut (Torres, 2008) :
r - 3
dengan konstanta kecepatan reaksi : 1,14 1019
-14350
2.2.3 Mekanisme Reaksi
Dasar mekanisme reaksi pembuatan Metil Ester Sulfonat (MES) adalah
sebagai berikut (Zoller, 2009) :
Absorpsi belerang trioksida oleh metil ester pada falling film reactor
ditunjukkan pada reaksi 2.4 secara cepat membentuk intermediet II, yang
umumnya disebut sebagai adisi.
O O
R–CH2–C–O–CH3 (I) + SO3↔ R–CH2–(C–OCH3):SO3 (II) (2.4)
Int rm di t II da am s timbangan d ngan b ntu yang m nga ti an α-karbon
untuk sulfonasi dalam reaksi di 2.5, yaitu reaksi untuk membentuk intermediet III.
O O
R–CH2–(C–OCH3):SO3 (II) + SO3↔ R–CH–(C–OCH3):SO3 (III) (2.5)
SO3H
Intermediet III harus menjalani "penataan ulang" seperti yang ditunjukkan pada
reaksi 2.6 untuk melepaskan belerang trioksida sehingga membentuk methyl ester
commit to user
O O
R–CH–(C–OCH3):SO3(III) ↔ R–CH–C–O–CH3 (IV) + SO3 (2.6)
SO3H SO3H
Belerang trioksida yang dilepaskan kemudian akan mengkonversi
intermediet II sisa untuk membentuk intermediate III. Jika intermediet III tidak
dikonversi ke MESA (IV) sebelum tahap netralisasi, hidrolisis ester akan terjadi,
sehingga membentuk disalt (V) seperti yang ditunjukkan pada reaksi 2.7.
O O
R–CH–(C–OCH3):SO3(III) + 3Na → R–CH–C–ONa(V)+ 2H2O + CH3OSO3Na (2.7)
SO3H SO3Na
Reaksi 2.6 selesai oleh reaksi belerang trioksida dengan intermediet II
seperti yang ditunjukkan pada Reaksi 2.5. Setelah intermediate II terkonsumsi,
reaksi 2.6 lumayan melambat.
Jumlah intermediet III keluaran falling film reactor bervariasi dari 10% -
20%. Hal ini dapat diminimalkan dengan penambahan alkohol sesuai reaksi 2.8,
untuk bereaksi dengan intermediet III sisa membentuk MESA (IV) yang
diinginkan sebelum sampai pada tahap netralisasi.
O O
R–CH–(C–OCH3):SO3(III) + CH3 → R–CH–C–OCH3(IV) + CH3OSO3H (2.8)
commit to user
Netralisasi MESA (IV) untuk membentuk MES (VI) ditunjukkan dalam reaksi
2.9.
O O
R–CH–C–OCH3(IV) + Na → R–CH–C–OCH3 (VI) + H2O (2.9)
SO3H SO3Na
Namun, jika pH netralisasi tidak terkontrol, MES (VI) produk dapat dihidrolisis
untuk membentuk disalt (V) seperti yang ditunjukkan pada reaksi 2.10. Reaksi ini
menghasilkan disalt (V) dan metanol. Jadi, meminimalkan hasil disalt (V)
memerlukan penyelesaian reaksi intermediet III menjadi MESA (IV) sebelum
tahap netralisasi serta kontrol yang tepat dari bleaching dan kondisi netralisasi
untuk mencegah konversi besar dari MES (VI) membentuk disalt (V ) dan
metanol.
O O
R–CH–C–OCH3(VI) + Na → R–CH–C–ONa (V) + CH3OH (2.10)
SO3Na SO3Na
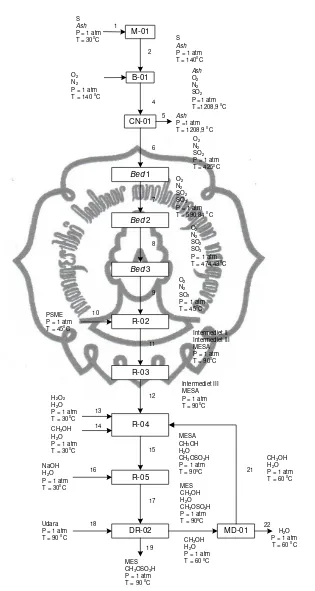
2.3 Diagram Alir Proses dan Tahapan Proses
2.3.1 Diagram Alir Proses
Diagram alir prarancangan pabrik metil ester sulfonat dapat ditunjukkan
dalam tiga macam, yaitu :
a. Diagram alir proses (Gambar 2.1)
b. Diagram alir kualitatif (Gambar 2.2)
commit to user
commit to user
PSME = 4.738,86 kg
Intermediet II = 772,03 kg Intermediet III = 1.482,26 kg MESA = 4.242,52 kg
CH3OH = 1.888,34 kg H2O = 18,00 kg
commit to user
2.3.2 Langkah Proses
Dalam proses produksi metil ester sulfonat dapat dibagi dalam beberapa
tahap, yaitu :
a. Tahap sintesis gas SO3
Bahan baku belerang berupa granular disimpan di dalam gudang
penyimpanan (G-01) pada kondisi lingkungan. Belerang diangkut dengan Belt
Conveyor (BC-01) menuju Hopper (H-01) untuk ditampung sebelum dileburkan.
Belerang selanjutnya dilebur di Melter (M-01) pada suhu 140 oC dengan media
pemanas steam. Selanjutnya produk cairan M-01 dipompakan dengan pompa
(P-01) menuju Burner (B-01) untuk direaksikan dengan udara. Udara yang
diumpankan ke Burner (B-01) diperoleh dari udara luar yang ditekan dengan
Blower (BL-01)dan dilewatkan air dryer (DR-01) agar menjadi udara kering.
Burner difungsikan untuk mereaksikan belerang dengan udara membentuk
SO2 dengan sifat reaksi eksotermis. Produk keluaran burner berupa gas SO2
dengan suhu 935,75 oC. Gas SO2 dari burner kemudian dilewatkan di Waste Heat
Boiler (WHB-01) yang berfungsi memanfaatkan panas produk keluar burner
untuk memproduksi steam sekaligus menurunkan suhu produk keluar Waste Heat
Boiler menjadi 425 oC. Setelah itu dilewatkan Cyclone (CN-01) yang berfungsi
untuk menyaring impuritas sebelum gas SO2 diumpankan menuju reaktor fixed
bed-multi bed.
Gas SO2 masuk ke dalam reaktor fixed bed-multi bed (R-01) yang terdiri
dari 3 buah bed catalyst. Katalis yang digunakan berupa vanadium pentoksida
commit to user
SO2 + ½ O2 SO3
Temperatur pada bed dijaga pada temperatur sekitar 425 oC dengan
interstage cooling agar katalis tetap pada kondisi operasi optimumnya sehingga
diharapkan terjadi konversi reaksi yang optimum pula.
b. Tahap sulfonasi
Reaksi pengontakkan palm stearin methyl ester dan SO3 terjadi di dalam
falling film reactormultitube (R-02) pada suhu 45 oC dan tekanan 2 atm. Gas SO3
dan palm stearin methyl ester mengalir di dalam tube secara co-current. Reaksi
berlangsung secara eksotermis (160 kJ/mol panas dilepaskan), sehingga untuk
menjaga kestabilan temperatur reaksi dilakukan proses pendinginan menggunakan
cooling water. Air pendingin ini mengalir pada bagian shell dari reaktor. Agar
reaksi sulfonasi berlangsung sempurna, produk keluaran FFR dimasukkan ke
dalam digester (R-03).
c. Tahap bleaching
Proses sulfonasi menghasilkan produk berwarna gelap dan bersifat sangat
asam. Untuk mengurangi warna sampai sesuai dengan spesifikasi, dilakukan
proses bleaching dengan menambahkan 50% hidrogen peroksida. Selain itu untuk
meminimalkan terbentuknya by-product berupa disalt dilakukan penambahan
metanol. Kedua proses ini berlangsung secara simultan di bleacher (R-04).
d. Tahap netralisasi
Produk (MESA) yang keluar dari tahap bleaching bersifat sangat asam.
commit to user
hidroksida dan membentuk produk pasta MES (VI). Proses ini berlangsung di
neutralizer (R-04).
e. Tahap pengeringan
Hasil dari proses netralisasi yang berupa pasta netral dilewatkan ke spray
dryer (DR-02) dimana metanol dan air berlebih dipisahkan dan dimasukkan ke
dalam menara distilasi (MD-01). Metanol hasil recovery di-recycle kembali ke
dalam proses bleaching. Produk yang dihasilkan dari spray dryer berupa produk
powder kering MES.
2.4 Neraca Massa dan Neraca Energi
Produk : Metil Ester Sulfonat
Kapasitas : 50.000 ton/tahun
Satu tahun produksi : 300 hari
Waktu operasi selama 1 hari : 24 jam
Basis perhitungan : 1 jam operasi
2.4.1 Neraca Massa
2.4.1.1Neraca Massa Melter
Tabel 2.6 Neraca Massa Melter
Komponen
Input
(kg/jam)
Output
(kg/jam) Arus 1 Arus 2
Belerang 706,16 706,16
Ash 0,28 0,28
commit to user
2.4.1.2Neraca Massa Sulfur Burner
Tabel 2.7 Neraca Massa Sulfur Burner
Komponen
2.4.1.3Neraca Massa Cyclone
Tabel 2.8 Neraca Massa Cyclone
Komponen Input
2.4.1.4Neraca Massa Catalytic Converter Bed 1
Tabel 2.9 Neraca Massa Catalytic Converter Bed 1
Komponen Input (kg/jam) Output (kg/jam)
commit to user
2.4.1.5Neraca Massa Catalytic Converter Bed 2
Tabel 2.10 Neraca Massa Catalytic Converter Bed 2
Komponen Input (kg/jam) Output (kg/jam)
Arus 7 Arus 8
O2 105,71 35,24
N2 3.481,32 3.481,32
SO2 423,26 141,09
SO3 1.234,27 1.586,92
Jumlah 5.244,56 5.244,56
2.4.1.6Neraca Massa Catalytic Converter Bed 3
Tabel 2.11 Neraca Massa Catalytic Converter Bed 3
Komponen Input (kg/jam) Output (kg/jam)
Arus 8 Arus 9
O2 35,24 1,06
N2 3.481,32 3.481,32
SO2 141,09 4,23
SO3 1.586,92 1.757,95
Jumlah 5.244,56 5.244,56
2.4.1.7Neraca Massa Falling Film Reactor
Tabel 2.12 Neraca Massa Falling Film Reactor
Komponen Input (kg/jam) Output (kg/jam) Arus 9 Arus 10 Arus 11
PSME 0,00 4.738,86 0,00
SO3 1.757,95 0,00 0,00
Intermediet II 0,00 0,00 772,03
Intermediet III 0,00 0,00 1.482,26
MESA 0,00 0,00 4.242,52
Total 1.757,95 4.738,86
commit to user
2.4.1.8Neraca Massa Digester
Tabel 2.13 Neraca Massa Digester
Komponen Input (kg/jam) Output (kg/jam) Arus 11 Arus 12
Intermediet II 772,03 0,00
Intermediet III 1.482,26 438,31
MESA 4.242,52 6.058,49
Total 6.496,81 6.496,81
2.4.1.9 Neraca Massa Bleacher
Tabel 2.14 Neraca Massa Bleacher
Komponen Input
2.4.1.10 Neraca Massa Neutralizer
Tabel 2.15 Neraca Massa Neutralizer
commit to user
2.4.1.11 Neraca Massa Spray Dryer
Tabel 2.16 Neraca Massa Spray Dryer
Komponen Input (kg/jam) Output (kg/jam)
7.056,27 3.116,92 10.173,19
2.4.1.12 Neraca Massa Menara Distilasi
Tabel 2.17 Neraca Massa Menara Distilasi Komponen Input (kg/jam) Output (kg/jam)
1.906,33 1.210,59 3.116,92
2.4.2 Neraca Energi
2.4.2.1Neraca Energi pada Melter
Tabel 2.18 Neraca Energi pada Melter
Komponen Q input
commit to user
2.4.2.2Neraca Energi pada Sulfur Burner
Tabel 2.19 Neraca Energi pada Sulfur Burner
Komponen Q input (kJ/jam)
Q output
(kJ/jam)
Q arus 2 126.250,67 0,00
Q arus 3 530.376,05 0,00
Q reaksi 6.536.977,19 0,00
Q arus 4 0,00 7.193.603,91
Total 7.193.603,91 7.193.603,91
2.4.2.3Neraca Energi pada Cyclone
Tabel 2.20 Neraca Energi pada Cyclone
Komponen Q input (kJ/jam)
Q output
(kJ/jam)
Q arus 4 2.014.191,56 0,00
Q arus 5 0,00 111,89
Q arus 6 0,00 2.014.079,67
Total 2.014.191,56 2.014.191,56
2.4.2.4Neraca Energi pada Catalytic Converter
Tabel 2.21 Neraca Energi pada Catalytic Converter
Komponen Q input (kJ/jam)
Q output
(kJ/jam)
Q bed I 2.014.079,67 2.866.192,99
Q bed II 1.989.343,40 2.240.181,56
Q bed III 1.982.275,90 1.993.803,08
Q reaksi 2.171.503,97 0,00
Q pendingin 0,00 1.057.025,30
commit to user
2.4.2.5Neraca Energi pada Falling Film Reactor
Tabel 2.22 Neraca Energi pada Falling Film Reactor
Komponen Q input (kJ/jam)
Q pendingin 0,00 2.177.033,86
Total 2.984.391,67 2.984.391,67
2.4.2.6Neraca Energi pada Digester
Tabel 2.23 Neraca Energi pada Digester
Komponen Q input (kJ/jam)
Q pendingin 0,00 501.747,38
Total 1.347.590,86 1.347.590,86
2.4.2.7Neraca Energi pada Bleacher
Tabel 2.24 Neraca Energi pada Bleacher
Komponen Q input (kJ/jam)
Q pendingin 0,00 183.556,31
commit to user
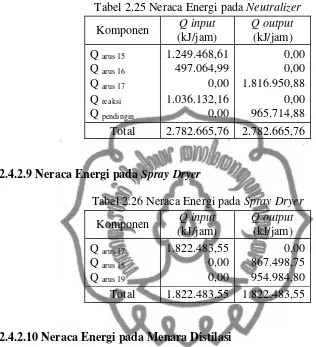
2.4.2.8Neraca Energi pada Neutralizer
Tabel 2.25 Neraca Energi pada Neutralizer
Komponen Q input (kJ/jam)
Q pendingin 0,00 965.714,88
Total 2.782.665,76 2.782.665,76
2.4.2.9Neraca Energi pada Spray Dryer
Tabel 2.26 Neraca Energi pada Spray Dryer
Komponen Q input (kJ/jam)
Total 1.822.483,55 1.822.483,55
2.4.2.10Neraca Energi pada Menara Distilasi
Tabel 2.27 Neraca Energi pada Menara Distilasi
Komponen Q input (kJ/jam)
Total 954.984,80 954.984,80
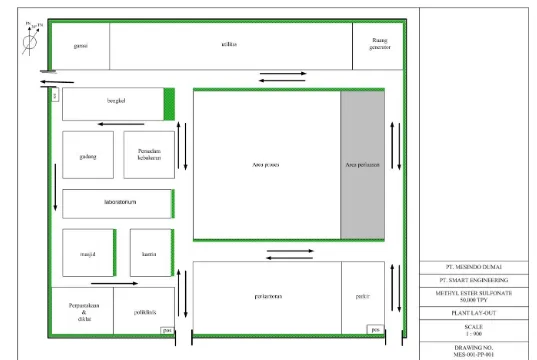
2.5 Lay Out Pabrik dan Peralatan Proses
2.5.1 Lay Out Pabrik
Tata letak (layout) pabrik merupakan hal penting yang perlu
commit to user
dilakukan secara seksama sehingga penempatan peralatan-peralatan proses serta
fasilitas penunjang lainnya dapat meminimalisasi biaya investasi lahan dan biaya
perawatan, dapat mengakomodir seluruh pegawai yang bekerja di pabrik, serta
memenuhi aspek-aspek keselamatan pekerja dan pabrik.
Pabrik MES ini akan didirikan pada areal seluas 3 hektar yang dapat
menampung semua peralatan desain dan memungkinkan jika akan dilakukan
perluasan pabrik. Untuk keamanan dan keselamatan kerja, maka area pabrik
dibagi menjadi 2 bagian, yaitu OSBL (Outside Battery Limit) dan ISBL (Inside
Battery Limit).
a. OSBL (Outside Battery Limit)
Area OSBL meliputi :
Kantor
Laboratorium
Klinik
Maintenance
Tempat ibadah
Pos keamanan
Tempat parkir
b. ISBL (Inside Battery Limit)
Area ISBL meliputi daerah proses dan penanganan produk, control room,
sistem utilitas. Di area ini diberlakukan sistem pengamanan dan keselamatan kerja
yang ketat, ditandai dengan kewajiban untuk memakai helm, sepatu safety, dan
commit to user
atas tujuan efektivitas, kenyamanan, dan keselamatan produksi. Letak urutan
peralatan proses, ukuran peralatan, dan sifat bahan yang diolah merupakan
beberapa hal yang sangat mempengaruhi tata letak suatu pabrik.
Control room sebagai pusat dari segala peralatan elektronik yang
mengendalikan dan mengoperasikan pabrik, perlu diletakkan pada lokasi yang
aman namun staf yang ada di sana dimungkinkan untuk segera melakukan
tindakan manual jika terjadi sesuatu di plant. Beberapa pertimbangan untuk
control room:
Tekanan udara di dalam control room dibuat lebih tinggi untuk mencegah
masuknya uap berbahaya dan beracun.
Mendesain control room agar tahan dari blast dan ledakan.
Menempatkan di lokasi yang memiliki resiko paling kecil, berdasarkan jarak
pisah dengan peralatan dan kemungkinan terlepasnya gas berbahaya dan
beracun.
Memasang unit pemurnian udara yang masuk yang dapat meminimalisasi
terpaparnya para pekerja dari uap beracun.
Memasang seal di semua sewer outlet dari control room.
Kapasitas 50.000 ton/tahun
Bab II Deskripsi Proses
50
commit to user
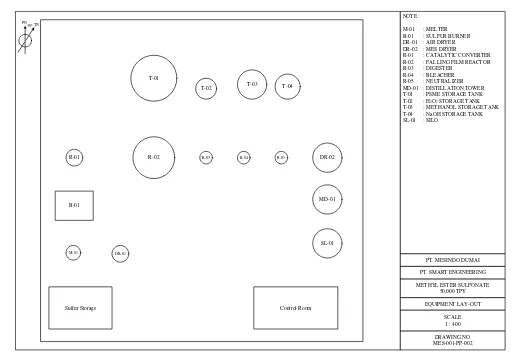
2.5.2 Lay Out Peralatan Proses
Mode operasi yang digunakan dalam pabrik MES adalah kontinyu. Letak
peralatan proses didasarkan dari fungsi peralatan tersebut dan urutannya dalam
proses produksi agar lebih efisien. Ukuran peralatan perlu diperhatikan dalam
rangka menyederhanakan konstruksi pabrik sehingga tidak boros lahan dan
konstruksi. Sifat bahan yang diolah berpengaruh terhadap tata letak pabrik karena
bahan kimia yang berbahaya harus mendapat penanganan khusus. Penentuan
skema tata letak peralatan di dalam pabrik dilakukan dengan memperhitungkan
faktor-faktor berikut ini :
a. Arah angin
Penempatan peralatan proses harus memperhatikan arah angin. Semua
peralatan yang melibatkan zat-zat yang berbahaya dan mudah terbakar harus
diletakkan di daerah yang searah dengan arah angin sehingga apabila terjadi
kebocoran, angin tidak akan membawa zat tersebut ke seluruh pabrik di mana zat
tersebut dapat tersulut dan terbakar. Fasilitas lain seperti perkantoran, control
room, kantin, tempat ibadah, laboratorium, gudang, dan tempat parkir diletakkan
di daerah yang berlawanan dengan arah angin sebab di fasilitas ini paling banyak
terdapat orang.
b. Penempatan alat
Penempatan peralatan proses perlu dikelompokkan dalam