PRAKTIKUM TEKNIK PENGECORAN LOGAM
Laporan ini disusun untuk memenuhi salah satu syarat menyelesaikan mata kuliah Praktikum Teknik Manufaktur 3 di Jurusan Teknik Mesin Fakultas Teknik
Oleh:
Imam Ridwan Rukmana 2112142037 Firman Santya Budi 2112142038 Reza Perdana Putra 2112142039
Ega Febrian 2112142037
Rochman Nur Alif 2112142044
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK MESIN
KATA PENGANTAR
Puji syukur kehadirat Allah SWT yang telah melimpahkan rahmat, taufik, hidayah, dan inayah-Nya, sehingga penulis dapat menyelesaikan penulisan laporan praktikum teknik pengecoran logam ini dengan sebaik-baiknya.
Penulisan laporan ini dilaksanakan dalam rangka memenuhi salah satu tugas mata Teknik Manufaktur 3. Selain itu, penulisan laporan ini pun dimaksudkan untuk mencapai kompetensi dasar perkuliahan Teknik Manufaktur 3.
Dalam penulisan laporan ini penulis mengalami berbagai kesulitan. Kesulitan tersebut menjadi rintangan yang menghalangi penulis untuk menyelesaikan laporan ini. Namun berkat bantuan, arahan, dorongan, serta bimbingan dari berbagai pihak akhirnya kesulitan tersebut dapat teratasi.
Sebagai penutup, penulis kembali mengucapkan terima kasih dan semoga laporan ini dapat bermanfaat bagi pembacanya. Selain itu, penulis juga mengharapkan apresiasi dari pembaca baik berupa saran maupun kritik.
Bandung, Januari 2015
DAFTAR ISI
KATA PENGANTAR...i
DAFTAR ISI...ii
DAFTAR GAMBAR...iv
BAB I...1
PENDAHULUAN...1
1.1 Latar Belakang...1
1.2 Tempat Praktikum...1
1.3 Tujuan dan Manfaat Praktikum...1
BAB II...3
DASAR TEORI...3
2.1 Pengertian Umum...3
2.2 Bahan-bahan Coran...4
2.2.1 Besi...4
2.2.2 Alumunium...5
2.2.3 Tembaga...6
2.3 Penggunaan Coran...6
2.4 Klasifikasi Pengecoran...7
2.4.1 Terminologi Pengecoran dengan Cetakan Pasir...8
2.5 Pengecoran Cetakan Pasir...8
2.5.1 Pasir...9
2.5.2 Jenis Cetakan Pasir...9
2.5.3 Pola...10
2.6 Operasi Pengecoran Cetakan Pasir...11
2.7 Proses Peleburan Logam...15
2.8 Pembekuan Ingot dan Coran...15
2.8.1 Pengaruh Penyusutan...16
2.8.2 Segregasi pada Ingot dan Coran...16
2.9 Cacat-cacat Coran...17
BAB III...18
PROSEDUR PRAKTIKUM...18
3.1 Diagram Alir Proses Pengecoran...18
3.2 Alat dan Bahan...18
3.2.1 Alat...18
3.2.2 Bahan...19
3.3 Langkah Kerja...19
3.3.1 Pengecoran Cetakan Pasir Basah...19
3.3.2 Pengecoran Cetakan Pasir Kering...19
BAB IV...20
PEMBAHASAN...20
4.1 Hasil Praktikum...20
4.2 Analisa Hasil Praktikum...20
BAB V...22
KESIMPULAN DAN SARAN...22
5.1 Kesimpulan...22
DAFTAR GAMBAR
Gambar 1Blok mesin...7
Gambar 2Komponen mesin...7
Gambar 3Flowchart Proses Pengecoran Cetakan Pasir...9
Gambar 4Jenis Pola Match-piate pattern...11
Gambar 5Perancangan produk cetakan pasir...12
Gambar 6Contoh Pola spiral hasil pengujian Fluiditas...14
Gambar 7Beberapa bentuk cetakan untuk pengukuran Fluiditas...14
Gambar 8Cacat pada Coran...17
Gambar 9 Diagram alir proses pengecoran...18
BAB I
PENDAHULUAN
1.1 Latar Belakang
Proses manufaktur adalah proses yang mengubah bahan baku / raw material menjadi produk.Dimana terdapat tujuh dasar proses manufaktur terdapat yaitu proses pengecoran, pembentukan, pemesinan, pengelasan, perlakuan panas, perlakuan permukaan dan metalurgi serbuk.
Salah satu dari tujuh dasar proses manufaktur adalah pengecoran, dimana proses pengecoran merupakan suatu proses manufaktur yang menggunakan logam cair dan cetakan untuk menghasilkan bentuk yang mendekati bentuk geometri akhir produk jadi. Logam cair akan dituangkan atau ditekan ke dalam cetakan yang memiliki rongga cetak (cavity) sesuai dengan bentuk atau desain yang diinginkan. Setelah logam cair memenuhi rongga cetak dan tersolidifikasi, selanjutnya cetakan disingkirkan dan hasil cor dapat digunakan untuk proses sekunder.
Seiring dengan perkembangan teknologi dan industri saat ini, pengecoran semakin dibutuhkan.Proses pengecoran yang semakin banyak dilakukan harus diimbangi dengan orang yang menguasai teknik pengecoran, karena tidak semua orang dapat melakuan proses pengecoran dengan baik dan benar. Oleh karena itu mahasiswa dilatih untuk melakukan pengecoran sehingga mahasiswa memiliki pengalaman praktek pengecoran dan melatih kemampuandalam membuat cetakan serta mengetahui dan memahami proses atau teknik pengecoran logam dalam suatu proses/teknik produksi dalam manufaktur.
1.2 Tempat Praktikum
Tempat : Laboratorium Proses Produksi Jurusan Teknik Mesin Fakultas Teknik Universitas Jenderal Achmad Yani
Waktu : Sabtu, 24 Januari 2015 1.3 Tujuan dan Manfaat Praktikum
mengenai teknik pengecoran logam. Adapun tujuan dan manfaat lain dari praktikum teknik pengecoran logam adalah sebagai berikut:
a. Dapat membuat pola dan cetakan pasir untuk membuat produk pengecoran logam.
b. Menentukan dan merencanakan sistim saluran dalam suatu pembuatan produk pengecoran logam.
c. Mengetahui beberapa proses atau teknik dalam pembuatan cetakan.
d. Mengetahui besaran-besaran atau parameter proses yang terlibat dan berpengaruh terhadap cetakan yang yang dibuat.
e. Merencanakan dan membuat barang jadi melalui teknik pengecoran logam.
BAB II
DASAR TEORI
2.1 Pengertian Umum
Pengecoran (Casting) adalah suatu proses penuangan materi cair seperti logam atau plastik yang dimasukkan ke dalam cetakan, kemudian dibiarkan membeku di dalam cetakan tersebut, dan kemudian dikeluarkan atau di pecah-pecah untuk dijadikan komponen mesin. Pengecoran digunakan untuk membuat bagian mesin dengan bentuk yang kompleks Pengecoran digunakan untuk membentuk logam dalam kondisi panas sesuai dengan bentuk cetakan yang telah dibuat. Pengecoran dapat berupa material logam cair atau plastik yang bisa meleleh (termoplastik), juga material yang terlarut air misalnya beton atau gips, dan materi lain yang dapat menjadi cair atau pasta ketika dalam kondisi basah seperti tanah liat, dan lain-lain yang jika dalam kondisi kering akan berubah menjadi keras dalam cetakan, dan terbakar dalam perapian. Proses pengecoran dibagi menjadi dua: expandable (dapat diperluas) dan non expandable (tidak dapat diperluas) mold casting Pengecoran biasanya diawali dengan pembuatan cetakan dengan bahan pasir. Cetakan pasir bisa dibuat secara manual maupun dengan mesin. Pembuatan cetakan secara manual dilakukan bila jumlah komponen yang akan dibuat jumlahnya terbatas, dan banyak variasinya. Pembuatan cetakan tangan dengan dimensi yang besar dapat menggunakan campuran tanah liat sebagai pengikat. Dewasa ini cetakan banyak dibuat secara mekanik dengan mesin agar lebih presisi serta dapat diproduk dalam jumlah banyak dengan kualitas yang sama baiknya Klasifikasi yang berkaitan dengan bahan pembentuk, proses pembentukan, dan metode pembentukan dengan logam cair, dapat dikategorikan sebagai berikut:
pada temperature tinggi logam cair). Setelah cetakan yang telah berbentuk padat, hasil cetakan dipisahkan dari cetakannya.
b. Permanent molds, yang mana terbuat dari logam yang tahan pada temperature tinggi. Seperti namanya, cetakan ini digunakan berulang-ulang dan dirancang sedemikian rupa sehingga hasil cetakan dapat dihilangkan dengan mudah dan cetakan dapat digunakan untuk cetakan berikutnya. Cetakan logam dapat digunakan kembali karena bersifat konduktor dan lebih baik daripada cetakan bukan logam yang terbuang setelah digunakan. sehingga, cetakan padat terkena tingkat yang lebih tinggi dari pendinginan, yang mempengaruhi sturktur mikro dan ukuran butir dalam pengecoran.
c. Comosite molds, yang mana terbuat dari dua atau lebih material yang berbeda (seperti pasir, grafit, dan logam) dengan menggabungkan keunggulan masing-masing bahan. Pembentuk ini memiliki sifat tetap dan sebagian dibuang dan digunakan di berbagai proses cetakan untuk meningkatkan kekuatan pembentuk, mengendalikan laju pendinginan, dan mengoptimalkan ekonomi keseluruhan proses pengecoran.
2.2 Bahan-bahan Coran
Pada dasarnya semua logam yang mampu dicairkan dapat dibentuk dengan proses pengecoran. Bahan-bahnan ini umumnya memiliki titik leleh yang rendah sampai menengah. Untuk bahan yang titik cairnya tinggi jarang dilakukan dengan proses pengecoran. Pada parakteknya bahan-bahan logam yang umum di lakukan pembentukan dengan proses pengecoran adalah bahan besi, alumunium, tembaga, magnesium,timah.
2.2.1 Besi
pengendali. paduan besi cor (alloy iron castings) bahannya telah dilakukan penghalusan (refined) dan pemaduan besi kasar (pig iron). Produk-produk seperti crankshaf, conecting rod dan element dari bagian-bagian mesin sebelumnya dibuat dari baja tempa (steel forgings), sekarang lebih banyak menggunakan high-duty alloy iron casting.
Benda-benda cor dapat membentuk bagian bentuk yang rumit dibandingkan dengan bentuk-bentuk benda hasil tempa (wrought) kendati diperlukan proses machining, akan tetapi dapat diminimalisir dengan memberikan kelebihan ukuran sekecil mungkin dari bentuk yang dikehendaki (smaller allowance), olleh karena itu produk penuangan relatif ukurannya dilebihkan sedikit.
2.2.2 Alumunium
Alumunium casting merupakan suatu cara ( metode ) pembuatan paduan logam alumunium dengan menggunakan cetakan ( die casting atau sand casting ) dengan cara melebur paduan logam yang kemudian dituang didalam suatu cetakan sehingga mengalami pendinginan ( solidification ) didalam cetakan. Alumunium dipilih sebagai bahan dasar casting karena memiliki beberapa sifat, yaitu:
a. Alumunium merupakan unsur dengan massa jenis yang rendah ( 2.7 g/cm3) sehingga dapat menghasilkan paduan yang ringan
b. Temperatur leburnya rendah ( 660 .32 derajat celcius ) sehingga dapat meminimalkan energi pemanasan
c. Flowabilitynya baik, kemampuan mengisi rongga – rongga cetakan baik Untuk menghasillkan paduan yang memiliki mechanical properties yang baik ( touhnest, tensile strength, ductility, wear resistace, etc ) maka diperlukan adanya unsur paduan lain pada logam alumunum. Logam – logam yang ditambahkan yaitu Silikon (Si). Silikon memiliki sifat mampu alir yang baik (
2.2.3 Tembaga
Tembaga digunakan secara luas sebagai salah satu bahan teknik, baik dalam keadaan murni maupun paduan. Tembaga memiliki kekuatan tarik hingga 150 N/mm2 dalam bentuk tembaga tuangan dan dapat ditingkatkan hingga 390 N/ mm2 melalui proses pengerjaan dingin dan untuk jenis tuangan aangka kekerasanya hanya mencapai 45 HB namun dapat ditingkatkan menjadi 90 HB melalui pengerjaan dingin, dimana dengan proses pengerjaan dingin ini akan mereduksi keuletan, walaupun demikian keuletannya dapat ditingkatkan melalui proses annealing (lihat proses perlakuan panas) dapat menurunkan angka kekerasan serta tegangannya atau yang disebut proses “temperature” dimana dapat dicapai melalui pengendalian jarak pengerjaan setelah annealing. Tembaga memiliki sifat thermal dan electrical conduktifitas nomor dua setelah Silver. Tembaga yang digunakan sebagai penghantar listrik banyak digunakan dalam keadaan tingkat kemurnian yang tinggi hingga 99,9 %. Sifat lain dari tembaga ialah sifat ketahanannya terhadap korosi atmospheric serta berbagai serangan media korosi lainnya. Tembaga sangat mudah disambung melalui proses penyoderan, Brazing serta pengelasan. Tembaga termasuk dalam golongan logam berat dimana memiliki berat jenis 8,9 kg/m3 dengan titik cair 10830C.
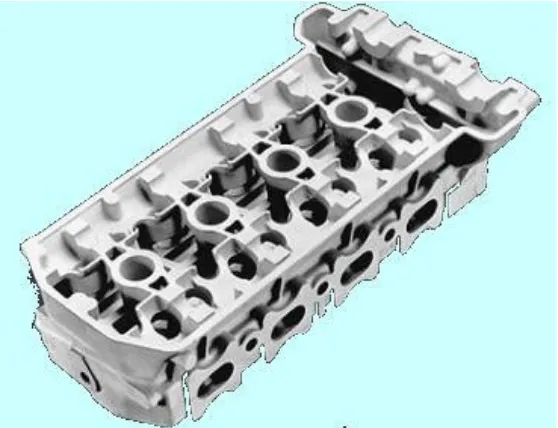
2.3 Penggunaan Coran
rem, dan komponen-komponen lainnya. Contoh-contoh penggunaan produk cor dapat dilihat pada gambar berikut.
Gambar 1Blok mesin
Gambar 2Komponen mesin 2.4 Klasifikasi Pengecoran
Sedangkan perekat antar butir-butir pasir dapat digunakan, bentonit, resin, furan atau air gelas.
2.4.1 Terminologi Pengecoran dengan Cetakan Pasir
Secara umum cetakan harus memiliki bagian-bagian utama sebagai berikut:
a. Cavity (rongga cetakan), merupakan ruangan tempat logam cair yang dituangkan kedalam cetakan. Bentuk rongga ini sama dengan benda kerja yang akan dicor. Rongga cetakan dibuat dengan menggunakan pola. b. Core (inti), fungsinya adalah membuat rongga pada benda coran. Inti
dibuat terpisah dengan cetakan dan dirakit pada saat cetakan akan digunakan. Bahan inti harus tahan menahan temperatur cair logam paling kurang bahannya dari pasir.
c. Gating sistem (sistem saluran masuk), merupakan saluran masuk kerongga cetakan dari saluran turun. Gating sistem suatu cetakan dapat lebih dari satu, tergantung dengan ukuran rongga cetakan yang akan diisi oleh logam cair.
d. Sprue (Saluran turun), merupakan saluran masuk dari luar dengan posisi vertikal. Saluran ini juga dapat lebih dari satu, tergantung kecepatan penuangan yang diinginkan.
e. Pouring basin, merupakan lekukan pada cetakan yang fungsi utamanya adalah untuk mengurangi kecepatan logam cair masuk langsung dari ladle ke sprue. Kecepatan aliran logam yang tinggi dapat terjadi erosi pada sprue dan terbawanya kotoran-kotoran logam cair yang berasal dari tungku kerongga cetakan.
f. Raiser (penambah), merupakan cadangan logam cair yang berguna dalam mengisi kembali rongga cetakan bila terjadi penyusutan akibat solidifikasi. 2.5 Pengecoran Cetakan Pasir
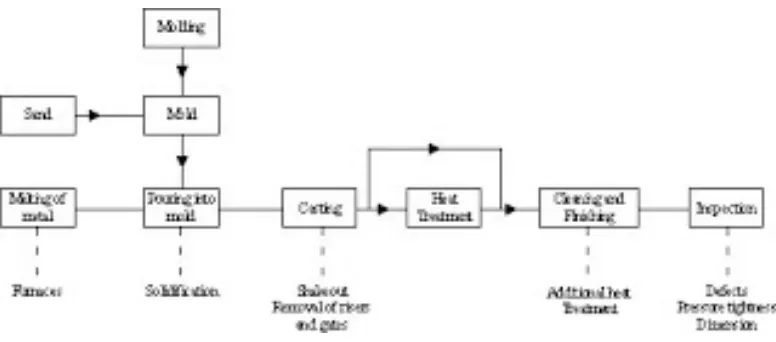
pasir masih menjadi andalan industri pengecoran terutam industri-industri kecil. Tahapan yang lebih umum tentang pengecoran cetakan pasir diperlihatkan dalam gambar dibawah ini.
Gambar 3Flowchart Proses Pengecoran Cetakan Pasir 2.5.1 Pasir
Kebanyakan pasir yang digunakan dalam pengecoran adalah pasir silika (SiO2). Pasir merupakan produk dari hancurnya batu-batuan dalam jangka waktu
lama. Alasan pemakaian pasir sebagai bahan cetakan adalah karena murah dan ketahanannya terhadap temperature tinggi. Ada dua jenis pasir yang umum digunakan yaitu naturally bonded (banks sands) dan synthetic (lake sands). Karena komposisinya mudah diatur, pasir sinetik lebih disukai oleh banyak industri pengecoran.
2.5.2 Jenis Cetakan Pasir
Ada tiga jenis cetakan pasir yaitu green sand, cold-box dan no-bake mold. Cetakan yang banyak digunakan dan paling murah adalah jenis green sand mold (cetakan pasir basah). Kata “basah” dalam cetakan pasir basah berati pasir cetak itu masih cukup mengandung air atau lembab ketika logam cair dituangkan ke cetakan itu. Istilah lain dalam cetakan pasir adalah skin dried. Cetakan ini sebelum dituangkan logam cair terlebih dahulu permukaan dalam cetakan dipanaskan atau dikeringkan. Karena itu kekuatan cetakan ini meningkat dan mampu untuk diterapkan pada pengecoran produk-produk yang besar.
Dalam cetakan kotak dingin (box-cold-mold), pasir dicampur dengan pengikat yang terbuat dari bahan organik dan in-organik dengan tujuan lebih meningkatkan kekuatan cetakan. Akurasi dimensi lebih baik dari cetakan pasir basah dan sebagai konsekuensinya jenis cetakan ini lebih mahal.
Dalam cetakan yang tidak dikeringkan (no-bake mold), resin sintetik cair dicampurkan dengan pasir dan campuran itu akan mengeras pada temperatur kamar. Karena ikatan antar pasir terjadi tanpa adanya pemanasan maka seringkali cetakan ini disebut juga cold-setting processes. Selain diperlukan cetakan yang tinggi, beberapa sifat lain cetakan pasir yang perlu diperhatikan adalah permeabilitas cetakan (kemampuan untuk melakukan udara/gas).
2.5.3 Pola
Pola merupakan gambaran dari bentuk produk yang akan dibuat. Pola dapat dibuat dari kayu, plastic/polimer atau logam. Pemilihan material pola tergantung pada bentuk dan ukuran produk cor, akurasi dimensi, jumlah produk cor dan jenis proses pengecoran yang digunakan.
Jenis-jenis pola:
a. Pola tunggal (one pice pattern / solid pattern)
Biasanya digunakan untuk bentuk produk yang sederhana dan jumlah produk sedikit. Pola ini dibuat dari kayu dan tentunya tidak mahal. b. Pola terpisah (spilt pattern)
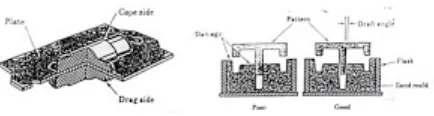
c. Match-piate pattern
Jenis ini popular yang digunakan di industri. Pola “terpasang jadi satu” dengan suatu bidang datar dimana dua buah pola atas dan bawah dipasang berlawanan arah pada suatu pelat datar. Jenis pola ini sering digunakan bersama-sama dengan mesin pembuatan cetakan dan dapat menghasilkan laju produksi yang tinggi untuk produk-produk kecil.
Gambar 4Jenis Pola Match-piate pattern
2.5.4 Inti
Untuk produk cor yang memiliki lubang/rongga seperti pada blok mesin kendaraan atau katup-katup biasanya diperlukan inti. Inti ditempatkan dalam rongga cetak sebelum penuangan untuk membentuk permukaan bagian dalam produk dan akan dibongkar setelah cetakan membeku dan dingin. Seperti cetakan, inti harus kuat, permeabilitas baik, tahan panas dan tidak mudah hancur (tidak rapuh).
Agar inti tidak mudah bergeser pada saat penuangan logam cair, diperlukan dudukan inti (core prints). Dudukan inti biasanya dibuatkan pada cetakan seperti pada gambar 8. pembuatan inti serupa dengan pembuatan cetakan pasir yaitu menggunakan no-bake, cold-box dan shell. Untuk membuat cetakan diperlukan pola sedangkan untuk membuat inti dibutuhkan kotak inti.
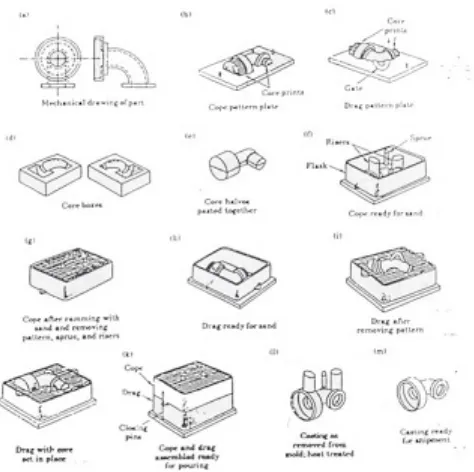
2.6 Operasi Pengecoran Cetakan Pasir
Gambar 5Perancangan produk cetakan pasir
Setelah proses perancangan produk cor yang menghasilkan gambar teknik produk dilanjutkan dengan tahapan-tahapan berikutnya :
a. Menyiapkan bidang dasar datar atau pelat datar dan meletakan pola atas (cope) yang sudah ada dudukan inti dipermukaan pelat datar tadi. b. Seperti pada langkah a, untuk cetakan bagian bawah (drag) beserta
sistem saluran.
c. Menyiapkan koak inti (untuk pembuatan inti)
d. Inti yang telah jadi disatukan (inti yang dibuat berupa inti setengah atau paroan inti)
e. Pola atas yang ada dipermukaan pelat datar ditutupi oleh rangka cetak atas (cope) dan ditambahkan system saluran seperti saluran masuk dan saluran tambahan (riser). Selanjutnya diisi dengan pasir cetak.
f. Setelah diisi pasir cetak dan dipadatkan, pola dan system saluran dilepaskan dari cetakan
g. Giliran drag diisi pasir cetak setelah menempatkan rangka cetak diatas pola dan pelat datar.
j. Cope dipasangkan pada drag dan dikunci kemudian dituangkan logam cair.
k. Setelah membeku dan dingin, cetakan dibongkar dan produk cor dibersihkan dari sisa-sisa pasir cetakan.
l. Sistem saluran dihilangkan dari produk cor dengan berbagai metoda dan produk cor siap untuk diperlakukan lebih lanjut.
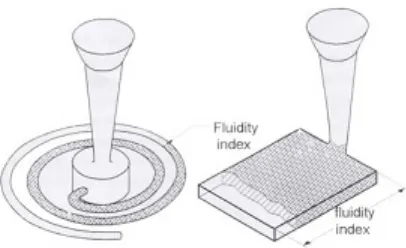
Dalam teknik pengecoran logam fluiditas tidak diartikan sebagai kebalikan dari viskositas, akan tetapi berarti kemampuan logam cair untuk mengisi ruang-ruang dalam rongga cetak. Fluiditas tidak dapat dikaitkan secara langsung dengan sifat-sifat fisik secara individu, karena besaran ini diperoleh dari pengujian yang merupakan karakteristik rata-rata dari bebrapa sifat-sifat fisik dari logam cair.
Ada dua faktor yang mempengaruhi fluiditas logam cair, yaitu temperatur dan komposisi unsur. Temperatur penuangan secara teoritis harus sama atau diatas garis liquidus. Jika temperatur penuangan lebih rendah, kemungkinan besar terjadi solidifikasi didalam gating sistem dan rongga cetakan tidak terisi penuh. Cacat ini disebut juga dengan nama misrun. Cacat lain yang bisa terjadi jika temperatur penuangan terlalu rendah adalah laps dan seams. Yaitu benda cor yang dihasilkan seakan-akan membentuk alur-alur aliran kontinu logam yang masuk kedalam rongga cetak, dimana alur satu dengan alur lai berdampingan daya ikatannya tidak begitu baik. Jika temperatur penuangan terlalu tinggi pasir yang terdapat pada dinding gating sistem dan rongga cetakan mudah lepas sewaktu bersentuhan dengan logam cair dan permukaanya menjadi kasar. Terjadi reaksi yang cepat antara logam tuang, dengan zat padat, cair dan gas diadalam rongga cetakan. Dari pengujian ini dapat dicari daerah temperatur penuangan yang menghasilkan produk dengan cacat yang seminim mungkin.
Gambar 6Contoh Pola spiral hasil pengujian Fluiditas
Ada beberapa metoda dalam mengukur fluiditas. Metoda ini dibedakan berdasarkan bentuk rongga cetak yang digunakan untuk mengetahui mampu alir logam cair. Ada rongga cetak yanmg berbentuk spiral dan ada juga rongga cetak yang berbentuk lorong yang memanjang. Pemilihan metoda ini sangat tergantung
Gambar 7Beberapa bentuk cetakan untuk pengukuran Fluiditas
praktis, karena langsung menggambarkan bagaimana mampu alir logam cair dalam rongga cetak dengan bahan cetakan sebenarnya. Harga fluiditasnya dinyatakan dengan panjang (dalam mm) spiral yang terisi logam. Atas dasar hal ini, fluiditas juga dikenal dengan istilah Fluid life.
2.7 Proses Peleburan Logam
Peleburan logam merupakan aspek terpenting dalam operasi-operasi pengecoran karena berpengaruh langsung pada kualitas produk cor. Pada proses peleburan, mula-mula muatan yang terdiri dari logam, unsur-unsur paduan dan material lainnya seperti fluks dan unsur pembentuk terak dimasukkan kedalam tungku. Fluks adalah senyawa inorganic yang dapat “membersihkan” logam cair dengan menghilangkan gas-gas yang ikut terlarut dan juga unsur-unsur pengotor (impurities). Fluks memiliki beberpa kegunaan yang tergantung pada logam yang dicairkan, seperti pada paduan alumunium terdapat cover fluxes (yang menghalangi oksidasi dipermukaan alumunium cair),. Cleaning fluxes, drossing fluxes, refining fluxes, dan wall cleaning fluxes
2.8 Pembekuan Ingot dan Coran
Dari Pembekuan ingot dihasilkan 3 daerah dengan karakteristik yang berbeda. Daerah-daerah tersebut adalah :
a. Chill Zone
Selama proses penuangan logam cair kedalam cetakan, logam cair yang berkontak langsung dengan dinding cetakan akan mengalami pendinginan yang cepat dibawah temperatur likuidusnya. Akibatnya pada dinding cetakan tersebut timbul banyak inti padat dan selanjutnya tumbuh kearah cairan logam. Bila temperatur penuangannya rendah, seluruh bagian logam cair akan membeku secara cepat dibawah temperatur likuidus. Disisi lain bila temperatur penuangan tinggi, cairan logam yang berada ditengah-tengah ingot akan tetap berada diatas temperatur likuidus untuk jangka waktu lama.
Sesaat setelah penuangan, gradien temperatur pada dinding cetakan menurun dan kristal pada daerah chill tumbuh memanjang dalam arah kristal tertentu. Kristal-kristal tersebut tumbuh memanjang berlawanan dengan arah perpindahan panas (panas bergerak dari cairan logam kea rah dinding cetakan yang bertemperatur lebih rendah) yang disebut dengan dendrit. Setiap kristal dendrit mengandung banyak lengan-lengan dendrit (primary dendrit). Jika Fraksi volum padatan (dendrite) meningkat dengan meningkatnya panjang dendrit dan jika struktur yang terbentuk berfasa tunggal, maka lengan-lenagn dendrti sekunder dan tertier akan timbul dari lengan dendrit primer. Daerah yang terbentuk antara ujung dendrit dan ttitik dimana sisa cairan terakhir akan membeku disebut sebagai mushy zone atau pasty zone.
c. Equiaxed zone
Daerah ini terdiri dari butir-butir equiaxial yang tumbuh secara acak ditengah-tengah ingot. Pada daerah ini perbedaan temperatur yang ada tidak menyebabkan terjadinya pertumbuhan butir memanjang.
2.8.1 Pengaruh Penyusutan
Kebanyakan logam akan menyusut selama proses pembekuan dan ini mengakibatkan perubahan struktur ingot. Paduan-paduan dengan selang pembekuan (daerah antara temperatur liquidus dan solidus ) yang sempit menghasilkan mushy zone yang sempit pula dan pada bagian permukaan atas ingot terdapat sisa cairan logam yang lama kelamaan akan berkurang hingga pembekuan berakhir dan pada ingot mengandung rongga cukup dalam pada bagian tengah atau disebut pipe.
Pada paduan-paduan dengan selang temperatur pembekuan lebar, mushy zone dapat menempati seluruh bagian ingot sehingga tidak terbentuk pipe.
2.8.2 Segregasi pada Ingot dan Coran
Pada struktur pembekuan terdapat dua jenis segregasi yaitu segregasi makro (perubahan komposisi pada tiap bagian spesimen) dan segregasi mikro (seperti yang terjadi antara lengan dendrit sekunder). Ada empat faktor yang menyebabkan timbulnya segregasi makro, yaitu :
b. Perbedaan kerapatan antardendritik cairan logam c. Perbedaan kerapatan antara padatan dan cairan
d. Temperatur yang menyebabkan perbedaan kerapatan dalam cairan
Segregasi dalam pembekuan logam tidak diinginkan karena memberikan pengaruh buruk pada sifat mekanik. Untuk segregasi mikro, pengaruhnya dapat dikurangi dengan proses perlakuan panas (homogenisasi).
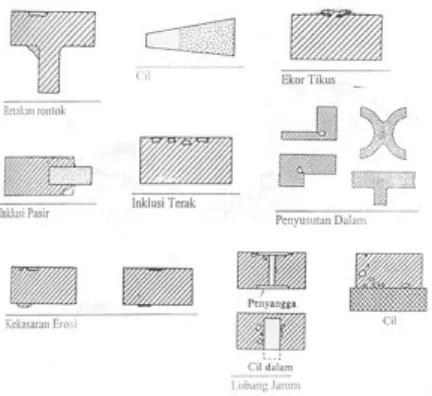
2.9 Cacat-cacat Coran
Komisi pengecoran international telah membuat penggolongan cacat-cacat coran dan dibagi menjadi 9 kelas, yaitu :
a. Ekor tikus tak menentukan atau kekerasan yang meluas b. Lubang-lubang
c. Retakan
d. Permukaan kasar e. Salah alir
f. Kesalahan ukuran
g. Inklusi dan struktur tak seragam h. Deformasi
BAB III
PROSEDUR PRAKTIKUM
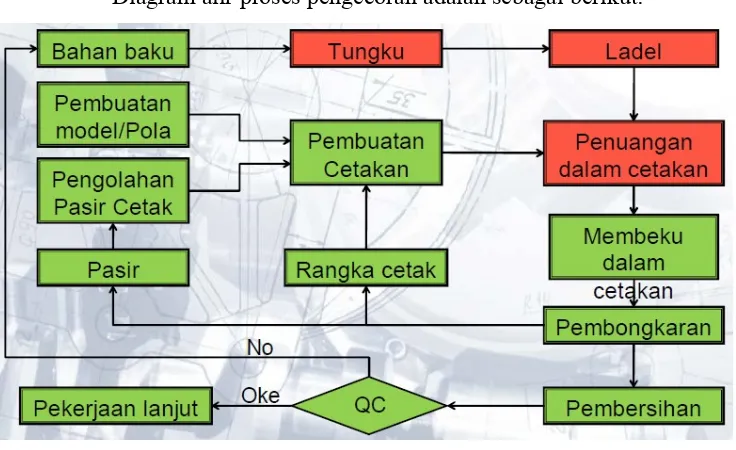
3.1 Diagram Alir Proses Pengecoran
Diagram alir proses pengecoran adalah sebagai berikut:
Gambar 9 Diagram alir proses pengecoran 3.2 Alat dan Bahan
Alat dan bahan yang digunakan dalam praktikum pengelasan pembuatan Jemuran dan pengelasan plat adalah sebagai berikut:
3.2.1 Alat
Peralatan yang digunakan untuk praktikum teknik pengecoran logam adalah sebagai berikut:
a. Kompor Minyak b. Sendok/cetok c. Plat
d. Penumbuk Tajam e. Kuas
3.2.2 Bahan
Praktikum teknik pengecoran logam membutuhkan bahan-bahan sebagai berikut:
a. Pasir Silika
b. Perekat (yang nantinya akan dicampurkan dengan pasir silica) c. Air
d. Pasir RCS (Resin Coated Sand) e. Benda yang terbuat dari alumunium 3.3 Langkah Kerja
3.3.1 Pengecoran Cetakan Pasir Basah
Langkah kerja pengecoran cetakan pasir basah adalah sebagai berikut: a. Mencampur Pasir Silika, perekat dan air dengan perbandigan tertentu. b. Pembuatan pola, sesuai dengan bentuk coran yang akan dibuat; c. Persiapan pasir cetak;
d. Pembuatan cetakan; e. Peleburan logam;
f. Penuangan logam cair ke dalam cetakan; g. Pendinginan dan pembekuan;
h. Pembongkaran cetakan pasir;
i. Pembersihan dan pemeriksaan hasil coran. 3.3.2 Pengecoran Cetakan Pasir Kering
Langkah kerja pengecoran cetakan pasir kering a. Siapkan alat an bahan
b. Buat wadah untuk pembuatan cetakan berbentuk persegi dengan menggunakan plat
c. Nyalakan kompor minyak kemudian letakan plat untuk proses pengeringan cetakan.
d. Letakan wadah pembuatan cetakan di atas plat dan letakan pola yang akan dibuat di tengah wadah tersebut
h. Buat kembali cetakan atasnya dengan proses yg sama. i. Buat rongga untuk memasukan cairan logam.
j. Peleburan logam
k. Penuangan logam cair ke dalam cetakan; l. Pendinginan dan pembekuan;
m. Pembongkaran cetakan pasir;
BAB IV
PEMBAHASAN
4.1 Hasil Praktikum
Hasil dari praktikum yang telah dilaksanakanadalah sebagai berikut:
Gambar 10Hasil praktikum teknik pengecoran logam 4.2 Analisa Hasil Praktikum
Hasil praktikum teknik pengecoran logam memiliki beberapa cacat pengecoran. Adapun cacat pengecoran tersebut adalah sebagai berikut:
a. Porositas
Porositas berupa lubang di dalam permukaan berbentuk bola dan halus. Cacat ini dapat disebabkan oleh beberapa hal yaitu sebagai berikut:
1) Gas terbawa dalam logam cair selama pencairan.
2) Gas terserap dalam logam cair selama penuangan atau injeksi. 3) Reaksi logam induk dengan uap air dari cetakan.
6) Cawan tuang dan sistem saluran yang basah. 7) Cetakan yang kurang kering.
b. Permukaan kasar
Hasil pengecoran memiliki permukaan yang kasar yang dapat disebabkan oleh cetakan rontok. Cetakan rontok tersebut dapat disebabkan oleh beberapa hal, yaitu bagian cetakan yang lemah runtuh, cetakan runtuh saat penarikan pola, kemiringan pola tidak cukup, cetakan kurang padat, kekuatan pasir cetak kurang,
c. Kesalahan ukuran
BAB V
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Kesimpulan praktikum teknik pengecoran logam adalah sebagai berikut: a. Hasil praktikum pengecoran memiliki beberapa cacat yaitu porositas,
permukaan kasar dan kesalahan ukuran.
b. Setelah praktikum teknik pengecoran logam, mahasiwa dapat mengetahui prosedur dan teknik pengecoran logam cetakan pasir basah dan cetakan pasir kering.
5.2 Saran
Saran praktikum teknik pengecoran logam adalah sebagai berikut:
a. Porositas hasil coran dapat dikurangi dengan melakukan peniupan gas inert ke dalam cairan logam, pencairan kembali, atau perencanaan yang tidak menyebabkan turbulen pada aliran logam cair, sehingga dapat menghilangkan kandungan gas di dalam cairan logam.
b. Permukaan yang kasar akibat cetakan rontok dapat dihindari dengan cara pembuatan cetakan harus lebih cermat dan teliti.