BAB 4
PENGUMPULAN, PENGOLAHAN
DAN ANALISA DATA
4.1 Pengumpulan Data
Perhitungan-perhitungan yang dilakukan berdasarkan data-data sekunder, data-data observasi serta wawancara subjek yang berhubungan langsung dengan penelitian ini, adapun data-data tersebut adalah informasi yang berhubungan dengan item UTP-2057019570 atau TOOTH yang dijadikan subjek atau sampel penelitian, item tersebut diambil karena memiliki permintaan yang banyak setiap bulannya serta pola permintaan yang memiliki tingkat keacakan yang cukup tinggi. Data-nya adalah sebagai berikut:
1. Safety Stock
Berdasarkan kebijakan perusahaan, safety stock level ditetapkan sebesar 1 kali Average Final Forecast Demand (FFD) 1 tahun ke depan. Dan safety stock level di tahun 2008 adalah sebesar 3.947 pcs.
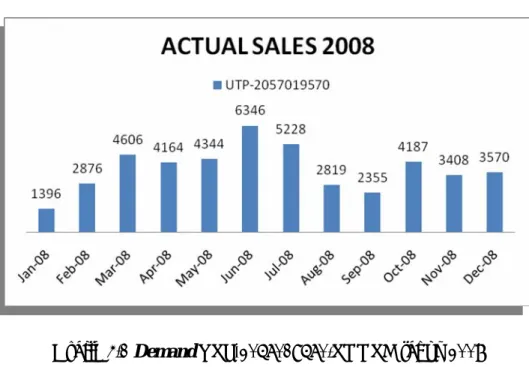
2. Data Actual Sales tahun 2008
Data ini meliputi jumlah penjualan item TOOTH dalam kurun waktu 1 tahun di tahun 2008 :
Grafik 4.1 Demand UTP-2057019570/TOOTH tahun 2008
Dari data historik permintaan item TOOTH di atas, dapat diketahui tingkat keacakan (deviasi) dari permintaan atas item tersebut adalah rata-rata sebesar 1543 pcs (1542,6 pcs) selama tahun 2008.
3. Data Waktu Tenggang (Lead Time)
Berdasarkan informasi dari narasumber, lead time standar dari item TOOTH memerlukan waktu 3 bulan, mulai dari analisa berapa yang harus di pesan sampai item tersebut diterima di gudang, Berikut adalah gambarannya:
Gambar 4.1 Time Fence of Lead Time Order 4. Data Biaya Pembelian (Order cost)
Berdasarkan informasi dari narasumber, Order cost ditentukan sebesar Rp 800.000 ribu per sekali order untuk item TOOTH, angka tersebut dihitung mulai dari biaya email, fax, telepon, proses shipment,
custom clearance, tax, hingga forwarder dari sea port ke gudang
perusahaan.
5. Data Biaya Penyimpanan (Holding cost/Carrying cost)
Berdasarkan informasi dari narasumber, Holding cost atau
carrying cost ditentukan berdasarkan bank rate, dimana dalam satu tahun holding cost atau carrying cost tersebut saat ini ditargetkan sebesar 10%
dari total sales amount dari item TOOTH, harga dari item TOOTH adalah sebesar RP 70.000 per pcs, sedangkan total penjualannya di tahun 2008 adalah sebesar 45299 pcs sehingga Holding Cost (HC) atau
Carrying Cost (CC) yang ditanggung oleh perusahaan adalah sebesar Rp
317.093.000 (70.000 x 45299 x 10%) atau bila dijadikan per pcs adalah sebesar Rp 7.000. per pcs
6. Frekuensi Pemesanan dalam satu tahun (2008)
Berdasarkan informasi dari narasumber, standar frekuensi pemesanan sebanyak 12 kali, artinya satu bulan 1 kali pesan untuk mengcover kebutuhan untuk 3 bulan mendatang. Misalkan, pesanan yang dilakukan di bulan Januari, maka akan diterima di bulan April. Gambarannya adalah sebagai berikut:
Gambar 4.2 Order and Delivery Frequency
7. Jumlah Stock awal di tahun 2008
Berdasarkan informasi dari sistem, stock awal di tahun 2008 adalah sebesar 4.787 pcs, stock di awal tahun 2008 adalah sisa stock di akhir tahun 2007 ditambah dengan pesanan yang datang di awal tahun 2008.
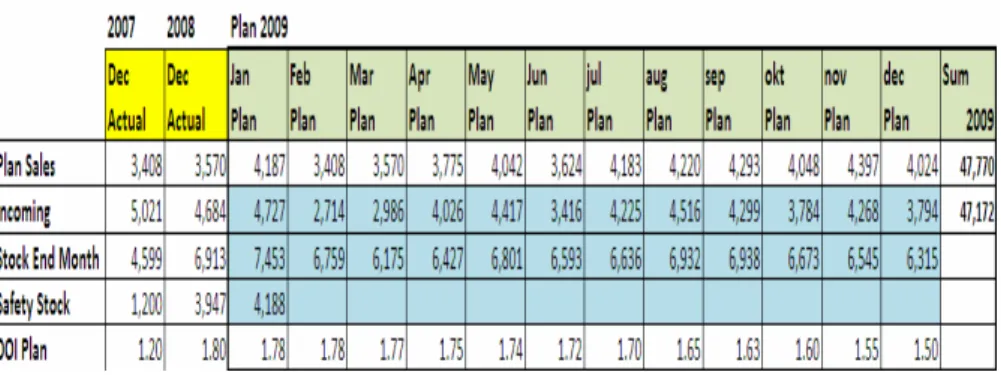
8. Sales Plan 2009
Berdasarkan informasi yang didapat dari perusahaan, perusahaan merencanakan untuk menjual part UTP-2057019570/TOOTH sebanyak 47,770 pcs di tahun 2009, dengan rencana permintaan perbulannya sebagai berikut (kuantitas dalam pcs):
Tabel 4.1 Sales Plan 2009
4.2 Pengolahan Data
4.2.1 Perhitungan Kebijakan Persediaan Perusahaan
Sebelum melakukan perhitungan persediaan untuk operational
plan 2009, terlebih dahulu melihat gambaran transaksi di tahun 2008,
dan berikut adalah transaksi yang terjadi sepanjang tahun 2008 yang meliputi jumlah pesanan, persediaan awal. permintaan actual, dan persediaan akhir di tahun 2008
Tabel 4.2 Tabel Transaksi Persediaan tahun 2008 (Kuantitas dalam pcs)
Dengan melihat tabel transaksi di atas, biaya yang dikeluarkan selama 1 tahun (2008) adalah sebesar Rp.304.015.333,33 Biaya tersebut adalah hasil dari transaksi pada tahun 2008, dimana frekuensi pemesanan adalah sebanyak 1 kali dalam sebulan, Sedangkan besar biaya simpan/gudang yang dikeluarkan adalah sebesar Rp 294.415.333,33. Begitu juga dengan biaya pesan selama tahun 2008 adalah sebesar Rp 9.600.000,00. Untuk mengetahui nilai dari TIC maka perlu dihitung dengan menggunakan rumus sebagai berikut :
Dimana :
TIC = Total Inventory Cost
OC = Order Cost , (OC = Rp 800.000/pesanan)
Order Freq. = Frekuensi Pesanan, (Ord.Freq = 1 kali)
CC = Carrying Cost/Biaya Simpan, (CC = Rp
7000/pcs)
Ave.End.Stock = Rata-rata stock akhir, (AES = 3.505 pcs/bulan)
Hasilnya perhitungannya adalah sebagai berikut :
TIC = (800.000 x 1) + (7.000 x 3505) TIC = Rp 25.334.611,11
Dengan melihat hasil dari perhitungan di atas, nilai TIC adalah sebesar Rp 25,334,611,11, nilai ini menunjukan biaya yang dikeluarkan pada saat terjadinya order dan proses stocking dalam perusahaan setiap bulannya.
Dari gambaran perhitungan di atas, dapat diketahui nilai dari
Days of Inventory (DOI), dimana end stock pada tahun 2008 adalah
sebesar 6.913 pcs, bila dikonversikan ke dalam nilai DOI, maka dapat dihitung dengan menggunakan rumus sebagai berikut:
Dimana :
DOI = Days Of Inventory
Stock End Year = Balance Stock di akhir tahun 2008
Average Sales YTD = Rata-rata penjualan tahun berjalan (Jan 2008-Des 2008)
Sehingga nilai DOI = 54 hari (1,8 bulan), dimana sisa stock di tahun 2009 tersebut digunakan untuk menutupi penjualan selama 1,8 bulan.
Proses selanjutnya adalah berdasarkan nilai DOI yang sudah dihitung, perusahaan menargetkan DOI pada akhir tahun 2009 adalah sebesar 45 hari (1,5 bulan). Dalam merealisasikan target tersebut, perusahaan akan mengatur keluar masuknya barang untuk menentukan sisa stock akhir setiap bulannya (Stock end Month) dengan menjadikan target DOI sebagai acuannya.
Sudah diketahui sebelumnya, bahwa perusahaan menetapkan
sales plan di tahun 2009 adalah sebesar 47.770 pcs. Pada saat
menggunakan pendekatan dimana dilakukan penurunan bertahap terhadap nilai DOI per bulannya yang ditentukan secara kasaran, artinya tidak ada perhitungan untuk menentukan target nilai DOI per bulannya Setelah nilai DOI per bulannya ditentukan, maka akan didapatkan nilai Stock End Month yang diinginkan dengan cara membalikkan rumus yang ada sebagai berikut :
Setelah didapatkan nilai dari stock end month yang diinginkan, selanjutnya dapat ditentukan jumlah barang yang harus didatangkan setiap bulannya (incoming parts) dengan rumus sebagai berikut :
Dan berikut adalah hasil perhitungan incoming parts dan stock
Tabel 4.3 Operational Plan 2009 (Kuantitas dalam pcs)
Pada akhirnya, akan didapatkan nilai DOI sebesar 1,5 bulan (45 hari) pada akhir tahun 2009, dengan rencana safety stock sebesar 4188 pcs dan stock end year di akhir tahun sebesar 6.315 pcs. Dengan kebijakan yang sudah diambil oleh perusahaan, dapat dihitung nilai TIC- nya sebagai berikut :
TIC = (800.000 x 1) + (7.000 x 6.687) TIC = Rp 47.609.000,-
4.2.2 Proses Simulasi
Metode Simulasi dapat digunakan untuk membantu perusahaan dalam mengevaluasi kebijakan operational plan-nya, metode simulasi dapat memberikan gambaran tentang kemungkinan apa yang akan terjadi di masa yang akan datang, sehingga keputusan yang akan dibuat menjadi lebih sesuai dengan kondisi sedang yang berjalan (realistis).
Proses yang dilakukan adalah dengan membuat suatu model yang menyerupai proses yang berjalan di dalam perusahaan, adapun proses yang dimodelkan adalah proses transaksi persediaan barang untuk satu tahun ke depan (operational sales plan 2009).
Sebelum mengarah pada pembuatan model dan proses simulasi, terlebih dahulu dibentuk sebuah konsep pemikiran utama dari sistem yang akan dimodelkan, hal ini dapat dituangkan ke dalam
Causal Loop Diagram, dan berikut adalah Causal Loop Diagram dari
Gambar 4.3 Causal Loop Diagram
Dari Causal Loop Diagram, menjelaskan bahwa pola atau transaksi yang berjalan berdasarkan data penjualan tahun sebelumnya
(actual sales), data tersebut dipergunakan perusahaan sebagai data
yang dihitung kembali untuk mendapatkan gambaran mengenai permintaan yang akan terjadi di periode yang akan datang (sales plan). Setelah melakukan peramalan, maka proses pemesanan (ordering) akan dilakukan, proses pemesanan dilakukan untuk memenuhi permintaan 3 bulan yang akan datang, karena dalam hal ini part UTP-2057019570/TOOTH mempunyai waktu tenggat selama 3 bulan.
Berikut ini adalah gambaran diagram aliran (flow diagram) yang dapat dihubungkan dengan causal loop diagram diatas :
Gambar 4.4 Flow Diagram
Dari gambar diatas dapat terlihat bahwa naik turunnya level (stock) dipengaruhi karena adanya pesanan yang datang (order_received) dan permintaan yang akan datang (operational_plan), model ini akan menggambarkan berapa nilai
stock end year di tahun 2009 dan berapa tingkat Days of Inventory
(DOI) yang akan dicapai. Sedangkan variabel auxiliary (jan, feb, mar,…,des) adalah jumlah pesanan yang rencananya akan diterima pada tahun 2009 yang ditentukan dengan metode perhitungan yang dilakukan perusahaan yaitu metode ABC.
Berikut adalah persamaan atau fungsi perhitungan yang digunakan pada diagram alir di atas :
init stock = stock_end_year flow stock = -dt*operational_plan +dt*order_received aux order_received = summ
aux DOI_plan = stock/(operational_plan/12)
aux summ =
Apr+Aug+Dec+Feb+Jan+Jul+Jun+Mar+May+Nov+Oct+Sept const operational_plan = 47770
Sedangkan untuk menghitung jumlah pesanan yang akan dilakukan di tahun 2009 menggunakan rumus ABC perusahaan yang diterjemahkan pada MS Excel, adapun rumusnya sebagai berikut : =IF(AND(A>=B,B>C,C>0),A/4,IF(AND(C>=B,B>A,A>0),(A+B)/8, (A+B+C)/12))
Dan Berikut adalah hasil perhitungan rencana jumlah pesanan yang akan datang di tahun 2009 :
Tabel 4.4 Plan Order Received tahun 2009 (kuantitas dalam pcs)
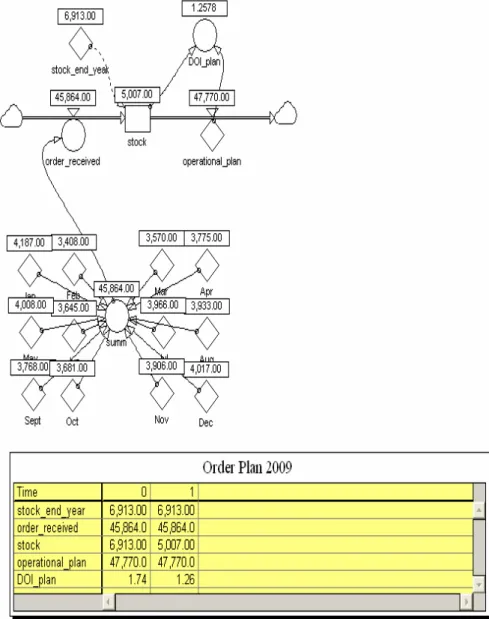
Setelah menghitung jumlah pesanan yang akan datang, hasilnya dimasukan ke dalam model yang sudah dibuat sebelumnya, dan berikut adalah hasil simulasi dari model di atas :
Gambar 4.5 Hasil Simulasi Tahun 2009
Dari hasil simulasi di atas, (periode awal = 0 dan periode kedua =1), bila nilai dari pesanan yang akan datang per bulannnya dimasukkan ke dalam tabel operational plan hasilnya akan terlihat seperti berikut:
Tabel 4.5 Operational Plan Versi Simulasi
Hasil simulasi menggambarkan bahwa dengan rencana pesanan yang akan datang sebesar 45.864 pcs dan stock awal di tahun 2008 sebesar 6.913 pcs (include SS) akan menutupi kebutuhan operational
plan sebanyak 47.770 pcs di tahun 2009, dan diperkirakan akan
menimbulkan stock akhir sebesar 5.007 pcs. Bila stock akhir tersebut dikonversikan menjadi nilai DOI, maka nilai DOI adalah sebesar 1,26 bulan (+ 38 hari). Jika dihitung nilai TIC yang diperkirakan timbul di tahun 2009 adalah sebagai berikut :
TIC = (800.000 x 1) + (7000 x 6.325) TIC = Rp 45.075.000,-
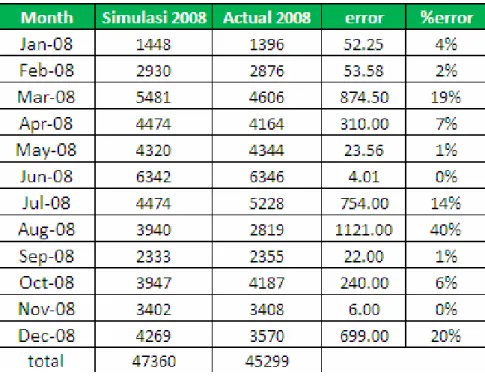
4.2.3 Validasi Model
Proses validasi yang dilakukan adalah mengukur deviasi yang terjadi pada tahun 2008 dengan cara membandingkan data aktual 2008 dengan hasil simulasi tahun 2008 (berdasarkan data tahun 2007). Pengukuran deviasi error dilakukan dengan menggunakan metode pengukuran Absolute Mean Error (AME) sebagai berikut :
AME = ∑(Si – Ai) / N , dimana :
Si = Simulasi period ke-i
Ai = Nilai actual period ke-i
N = Interval waktu pengamatan
Dan berikut gambaran yang terjadi di tahun 2008 bila menggunakan metode simulasi dibandingkan dengan data aktual tahun 2008
Tabel 4.6 Perhitungan Absolute Mean Error (AME)
Dengan melihat tabel perhtungan di atas, batas penyimpangan antara simulasi dengan kenyataan yang dapat diterima secara statistic adalah 5 – 10 %, dengan melihat rata-rata (Jan’08-Dec’08) dari error yang terhitung adalah sebesar 9,4%, artinya error yang terjadi pada simulasi yang dilakukan masih dapat diterima batas penyimpangannya.
4.3 Analisis Hasil Perhitungan
Berdasarkan hasil perhitungan di atas, hasilnya dapat dianalisa sebagai berikut :
4.3.1 Hasil Perhitungan Perusahaan
Pada saat menggunakan perhitungan perusahaan, nilai TIC menjadi lebih besar dari tahun sebelumnya (2008), hal ini dianggap wajar, karena adanya peningkatan rencana penjualan dan jumlah safety
stock periode tahun 2009. Hal ini dapat timbul khususnya pada tingkat
persediaan pada saat perusahaan menentukan nilai DOI yang ingin dicapai terlebih dahulu, baru dilakukan perhitungan dalam menentukan jumlah stock end year yang diharapkan untuk mencapai target DOI yang telah ditetapkan (45 hari). Untuk itu perlu adanya suatu proses yang dapat menggambarkan tingkat persediaan di tahun 2009 untuk mengevaluasi kebijakan perhitungan perusahaan, dan salah satunya adalah metode simulasi.
4.3.2 Hasil Perhitungan Simulasi
Pada saat menggunakan metode simulasi, hasil simulasi diharapkan dapat menggambarkan kondisi tingkat persediaan yang akan datang sesuai dengan metode perhitungan operasional di perusahaan.
Dari hasil simulasi tersebut, dapat terlihat dari segi incoming
parts tidak jauh berbeda hasilnya dengan perhitungan perusahaan,
namun bila dilihat dari segi DOI (1,26 bulan), perusahan seharusnya dapat lebih menekan target DOI yang diharapkan. Bila dilihat dari segi
stock end year, hasil simulasi menggambarkan bahwa stock yang
dihasilkan di, akhir tahun depan adalah sebesar 5.007 pcs, dimana hasilnya lebih rendah daripada perhitungan perusahaan (6.315 pcs), dengan lebih rendahnya nilai stock end year, maka nilai TIC juga otomatis menjadi lebih rendah daripada hasil perhitungan perusahaan. Dalam jumlah pemesanan, perusahaan juga tidak perlu memesan sebanyak 47.172 pcs karena dengan pesanan sebanyak 45.864 pcs perusahaan sudah dapat memenuhi target operational plan sebanyak 47.770 pcs di tahun 2009.
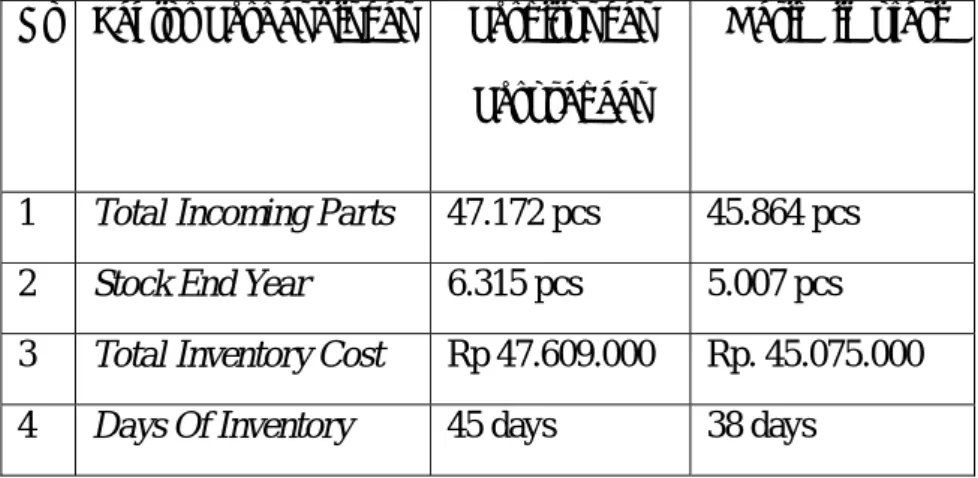
Berikut adalah tabel perbandingan antara perhitungan perusahaan dengan hasil simulasi yang sudah dilakukan :
Tabel 4.7 Perbandingan Hasil Perhitungan dan Simulasi
No Faktor Perbandingan Perhitungan Perusahaan
Hasil Simulasi
1 Total Incoming Parts 47.172 pcs 45.864 pcs 2 Stock End Year 6.315 pcs 5.007 pcs 3 Total Inventory Cost Rp 47.609.000 Rp. 45.075.000 4 Days Of Inventory 45 days 38 days
4.4 Usulan perhitungan Safety Stock dengan Metode MAD
Metode ini merupakan metode yang lebih sederhana dalam proses perhitungannya dibandingkan metode yang umum digunakan. Dengan data
plan sales di tahun 2009 maka bisa didapatkan nilai MAD (Mean Absolute Deviation) sebagai berikut :
4.4.1 Menghitung Demand Plan Rata-Rata (Xbar) tahun 2009
Xbar = (4.187 + 3.408 +…+ 4.397 + 4.024)/ 12
= 3.980,83 pcs /month 4.4.2 Menghitung nilai MAD
MAD = |(4.187 – 3.980)+(3.408 – 3.980)+ ….+(4.024 – 3.980)| /12 = 257,78 pcs/month
4.4.3 Menghitung Safety Stock
Tingkat pelayanan ditentukan sebesar 99,9 %, sehingga nilai dari faktor pengaman adalah sebesar 5 (Tabel 2.3 B ab 2).
SS = 257,78 x 5 = 1288,9 = 1289 pcs
Berikut adalah hasil operational plan bila menggunakan tingkat SS sebesar 1289 pcs
Tabel 4.8 Operational Sales Plan 2009 dengan SS metode MAD
Berdasarkan hasil perhitungan pada tabel, terlihat bahwa dengan perhitungan SS metode MAD, jumlah SS yang harus disediakan adalah sebesar 1289 pcs untuk tahun 2009 dengan asumsi harapannya tidak terjadi overstock sebanyak 2.899 pcs (5.007 – 2.108 = 2.899 pcs) yang disebabkan oleh nilai opening stock di tahun 2009. Hal ini dapat secara langsung menekan biaya TIC dari segi biaya penyimpanan barang dan juga dapat menurunkan tingkat DOI hingga menjadi + 16 hari (0,53 bulan)