FRONTIERS IN INDUSTRIAL ENGINEERING
SEMINAR
NASIONAL
T E K N I K I N D U S T R I
P R O C E E D I N G
Y o g y a k a r t a , 1 7 O k t o b e r 2 0 1 8
Prosiding
SEMINAR NASIONAL TEKNIK INDUSTRI 2018 UNIVERSITAS GADJAH MADA
Frontiers in Industrial Engineering Yogyakarta, 17 Oktober 2018
Diterbitkan oleh:
Departemen Teknik Mesin dan Industri Fakultas Teknik
Universitas Gadjah Mada
Departemen Teknik Mesin dan Industri FT UGM
ISBN 978-602-73461-8-5 ii
Prosiding Seminar Nasional Teknik Industri 2018 Frontiers in Industrial Engineering
Editor: M. Kusumawan Herliansyah, ST., MT., Ph.D., Nur Aini Masruroh, S.T, M.Sc., Ph.D.,, Sinta Rahmawidya Sulistyo, S.T., MSIE., Titis Wijayanto, S.T, M.Des., Dr. Eng.
Reviewer:
Ir. Alva Edy Tontowi, M.Sc., Ph.D (Universitas Gadjah Mada) Andi Rahadiyan Wijaya, S.T, M.Sc, Lic., Ph.D (Universitas Gadjah Mada) Andi Sudiarso, S.T, M.T, M.Sc., Ph.D (Universitas Gadjah Mada) Anna Maria Sri Asih, S.T, M.M, M.Sc, Ph.D (Universitas Gadjah Mada) Budi Hartono, S.T, M.PM, Ph.D (Universitas Gadjah Mada) Budi Sholeh Wibowo, ST., MT., MBA., P.D.Eng (Universitas Gadjah Mada) Dawi Karomati Baroroh, S.T, M.Sc (Universitas Gadjah Mada) Dwi Handayani, S.T., M.Sc. (Universitas Islam Indonesia) Fitri Trapsilawati, S.T., Ph.D (Universitas Gadjah Mada) Hari Agung Yuniarto, S.T., M.Sc., Ph.D (Universitas Gadjah Mada) Herianto, S.T, M.Eng., Dr. Eng (Universitas Gadjah Mada) I Gusti Bagus Budi Dharma, S.T, M.Eng, Ph.D (Universitas Gadjah Mada) Dr. I Made Miasa, S.T., M.Sc. (Universitas Gadjah Mada)
Muhammad Adha Ilhami, S.T., M.T. (Universitas Sultan Ageng Tirtayasa) M. Arif Wibisono, S.T, M.T., Dr. Eng. (Universitas Gadjah Mada)
M. Kusumawan Herliansyah, S.T, M.T, Ph.D (Universitas Gadjah Mada) Nur Aini Masruroh, S.T, M.Sc., Ph.D. (Universitas Gadjah Mada) Nur Mayke Eka Normasari, S.T., M.Eng (Universitas Gadjah Mada) Retno Wulan Damayanti, S.T., M.T. (Universitas Sebelas Maret) Ir. Rini Dharmastiti, M.Sc, Ph.D (Universitas Gadjah Mada) Sinta Rahmawidya Sulistyo, S.T., M.SIE (Universitas Gadjah Mada)
Ir. Subagyo, Ph.D (Universitas Gadjah Mada)
Titis Wijayanto, S.T, M.Des., Dr. Eng. (Universitas Gadjah Mada)
Dr. Yosephine Suharyanti, S.T., M.T. (Universitas Atma Jaya Yogyakarta)
ISBN 978-602-73461-8-5
© 2018 Departemen Teknik Mesin dan Industri,
Fakultas Teknik, Universitas Gadjah Mada
Alamat : Jalan Grafika No. 2, Yogyakarta, 55281
E-mail : [email protected]
Departemen Teknik Mesin dan Industri FT UGM
ISBN 978-602-73461-8-5 iv
SUSUNAN PANITIA
Pengarah
Dekan Fakultas Teknik UGM Prof. Ir. Nizam, M.Sc., Ph.D.
Ketua Departemen Teknik Mesin dan Industri UGM Prof. Mochammad Noer Ilman, S.T., M.Sc., Ph.D.
Ketua Program Studi S1 Teknik Industri UGM Bertha Maya Sopha, ST., M.Sc., Ph.D.
Ketua Program Studi S2 Teknik Industri UGM M. Kusumawan Herliansyah, ST., MT., Ph.D.
Ketua Program Studi S3 Teknik Industri UGM Nur Aini Masruroh, S.T, M.Sc., Ph.D.
Penanggung jawab
Ketua Departemen Teknik Mesin dan Industri UGM Prof. Mochammad Noer Ilman, S.T., M.Sc., Ph.D.
Panitia
Ketua Panitia : Dr. Titis Wijayanto, S.T., M.Des., Dr.Eng.
Anggota : M. Kusumawan Herliansyah, S.T., M.T, Ph.D : Nur Aini Masruroh, S.T., M.Sc., Ph.D
: Nur Mayke Eka Normasari, S.T., M.Eng : Ir. Rini Dharmastiti, M.Sc, Ph.D
: Sinta Rahmawidya Sulistyo, S.T., MSIE : Ir. Subagyo, Ph.D
: Taufik Ramadhan F, S.T.
: Indra Ali Ahmad, S.T.
: Gracia Matatula, S.T.
: Chieka Nabella P, S.T.
: Yuliayani Nur A, S.T.
: Azizah Nur Ilmi, S.T.
: Andana Dwi Aprilia Rakadiputra, S.T.
: Famila Dwi Winati, S.T.
: Nias Sukmaningsih, S.T.
: Desita Nur Rachmaniar, S.T.
: Grahita Prisca B, S.T.
: Dita Chasanah Dewi S, S.T.
: Hendrik Christianto, S.T.
: Krisnawanti, S.T.
: Bonifasius Yoga Adi Pratama, S.T.
: Hanissa Okitasari, S.T.
: Yulia Kharisma, S.T.
: Dyah Sukmawati, S.T.
Departemen Teknik Mesin dan Industri FT UGM
ISBN 978-602-73461-8-5 v
: Anirawilda Purba, S.T.
: Sigit Rahmat Rizalmi, S.T.
: Ahmad Ainul Yaqin, S.T.
: Halim Qista Karima, S.T.
: Poppy Nandasari, S.T.
: Ibnu Abdul Rosid, S.T.
: Irvan Setyawan, S.T.
: Bagus Prabowo Aji, S.T.
: Kurniawan Hamidi, S.T.
: Noni Oktiana S, S.T.
: Hesti Mustika Sari, S.T.
: Yulinda Uswatun K, S.T.
Editor:
M.K Herliansyah, S.T, M.T, Ph.D Nur Aini Masruroh, S.T, M.Sc., Ph.D.
Sinta Rahmawidya Sulistyo, S.T., MSIE Titis Wijayanto, S.T, M.Des., Dr. Eng.
Reviewer:
Ir. Alva Edy Tontowi, M.Sc., Ph.D (Universitas Gadjah Mada) Andi Rahadiyan Wijaya, S.T, M.Sc, Lic., Ph.D (Universitas Gadjah Mada) Andi Sudiarso, S.T, M.T, M.Sc., Ph.D (Universitas Gadjah Mada) Anna Maria Sri Asih, S.T, M.M, M.Sc, Ph.D (Universitas Gadjah Mada) Budi Hartono, S.T, M.PM, Ph.D (Universitas Gadjah Mada) Budi Sholeh Wibowo, ST., MT., MBA., P.D.Eng (Universitas Gadjah Mada) Dawi Karomati Baroroh, S.T, M.Sc (Universitas Gadjah Mada) Dwi Handayani, S.T., M.Sc. (Universitas Islam Indonesia) Fitri Trapsilawati, S.T., Ph.D (Universitas Gadjah Mada) Hari Agung Yuniarto, S.T., M.Sc., Ph.D (Universitas Gadjah Mada) Herianto, S.T, M.Eng., Dr. Eng (Universitas Gadjah Mada) I Gusti Bagus Budi Dharma, S.T, M.Eng, Ph.D (Universitas Gadjah Mada) Dr. I Made Miasa, S.T., M.Sc. (Universitas Gadjah Mada)
Muhammad Adha Ilhami, S.T., M.T. (Universitas Sultan Ageng Tirtayasa) M. Arif Wibisono, S.T, M.T., Dr. Eng. (Universitas Gadjah Mada)
M. Kusumawan Herliansyah, S.T, M.T, Ph.D (Universitas Gadjah Mada) Nur Aini Masruroh, S.T, M.Sc., Ph.D. (Universitas Gadjah Mada) Nur Mayke Eka Normasari, S.T., M.Eng (Universitas Gadjah Mada) Retno Wulan Damayanti, S.T., M.T. (Universitas Sebelas Maret) Ir. Rini Dharmastiti, M.Sc, Ph.D (Universitas Gadjah Mada) Sinta Rahmawidya Sulistyo, S.T., M.SIE (Universitas Gadjah Mada)
Ir. Subagyo, Ph.D (Universitas Gadjah Mada)
Titis Wijayanto, S.T, M.Des., Dr. Eng. (Universitas Gadjah Mada)
Dr. Yosephine Suharyanti, S.T., M.T. (Universitas Atma Jaya Yogyakarta)
Departemen Teknik Mesin dan Industri FT UGM
ISBN 978-602-73461-8-5 vi
DAFTAR ISI
HALAMAN JUDUL i
KATA PENGANTAR iii
SUSUNAN PANITIA iv
DAFTAR ISI vi
ER – ERGONOMIKA
Judul dan Penulis Halaman
Identifikasi Keandalan Operator dengan Pendekatan Kognitif pada
Departemen Sewing ER-1
Agustina Hotma Uli T., Andi R. Wijaya, I G.B. Budi Dharma
Evaluasi Aktivitas Manual Material Handling dengan Metode Risk
Assessment in Pushing and Pulling (RAPP) ER-13
Ani Umyati, Aristyo Widianto, Lovely Lady, Ade Sri Mariawati Analisis Perbandingan Metode Penilaian Postur Kerja Menggunakan
OWAS, RULA, REBA, dan ROSA ER-22
Ardania Meilaningrum, Ratna Purwaningsih
Analisis Sistem Tanggap Darurat pada Peristiwa Luar Biasa Hebat (PLH) di PT Kereta Api Indonesia (Persero) Daerah Operasi 5
Purwokerto ER-34
Dezembrix Taufik Muttaqin, Widodo Hariyono
Perancangan Liquid Cooling Garment Menggunakan Peltier Device
Untuk Aktivitas di Lingkungan Panas ER-45
Esmu Aprianto, Titis Wijayanto
Analisis Risiko Keselamatan dan Kesehatan Kerja pada Unit Polyster
Berdasarkan Metode HAZOP di PT. ABC ER-51
Firgiawan Iksanja, Niko Siameva Uletika
Perbaikan Kondisi Iklim Kerja pada Industri XYZ, Surakarta ER-60 Ghina Nurrahma, Bambang Suhardi, Rahmaniyah Dwi Astuti
Pengaruh Beban Kerja Mental dan Fisik Terhadap Perilaku
Keselamatan Kerja Karyawan Proyek Konstruksi ER-71 Hana Silvia Dwi Putri, Budi Hartono
Perbaikan Temperatur di Ruang Produksi Batik Printing (Studi Kasus : PT. Batik Marak Manis)
ER-83 Iga Kusuma Wardhani, Bambang Suhardi, Rahmaniyah Dwi
Astuti
Analisis Kecepatan Reaksi Petugas Pengendali Kereta Api di Stasiun
Besar Kelas A dan B Daerah Operasi II Bandung ER-91 Lauditta Irianti, Bayu Setia Indrawan, Arie Desrianty
Analisis Risiko Keselamatan dan Kesehatan Kerja dengan Metode
HIRARC pada Aktivitas Pemuatan Semen di PT. XYZ ER-102 Lukman Setiadi, Rani Aulia Imran
Atribut Spesifikasi Produk pada Desain Sepeda Anak Usia 6-12 Tahun
Menggunakan Metode Rapid Etnografi ER-111
Marcellino Aditya Mahendra, Rini Dharmastiti
Departemen Teknik Mesin dan Industri FT UGM
ISBN 978-602-73461-8-5 vii
Judul dan Penulis Halaman
Evaluasi Penerapan Work Improvement for Small Enterprises (WISE) pada IKM XYZ
ER-117 Serlita Vidinia Wardani, Bambang Suhardi, Wakhid Ahmad
Jauhari
RO – RISET OPERASI
Judul dan Penulis Halaman
Business Process Improvement sebagai Dasar Perbaikan Untuk Memperpendek Waktu Siklus pada Service Routine Activity
RO-1 Akbar Gunawan, Nuraida Wahyuni, Putiri Bhuana Katili, Dhana
Alianissa Putri
Model Optimisasi Lot Produksi dengan Mempertimbangkan Inspeksi
Sensus & Biaya Penalti pada Sistem Produksi Multistage RO-14 Arie Desrianty, Hendro Prassetiyo, Putri Zsa Zsa Leani Leuser
Penjadwalan dan Optimasi Biaya Pemeliharaan Mesin Press Manual Menggunakan Metode Realibility Centered Maintenance (RCM) II pada
PT. CCC RO-24
Arief Suwandi, Supriyadi
Pengembangan Rekomendasi Untuk Menurunkan Emisi SO2 dan NOx dengan Optimalisasi Level Parameter Menggunakan Metode Taguchi
(Studi Kasus: PT Sinar Tambang Arthalestari) RO-36 Aries Susanty, Auni Wahyu Intan Pertiwi
Integrasi Simulasi Monte Carlo dan Sistem Dinamis dalam Merumuskan
Kebijakan Persediaan Bahan Baku Model P Backorder RO-47 Asep Ridwan, Evi Febianti, Maulana Bagus R
Strategi Pengambilan Keputusan Penjualan Dalam Rangka Optimasi Profit Industri Ritel Berbasis Unsupervised Machine Learning
Algorithm (Studi Kasus Modern Minimarket-X) RO-59
Bagus Prabowo Aji, Muh.Arif Wibisono
Gaya Kepemimpinan dan Sikap Senior Manajer pada Inisiatif Pengembangan Inovasi dan Produk Baru Hijau di Industri Kecil
Menengah RO-70
Broto Widya Hartanto, Amallia Puspitasari
Model Optimasi Distribusi Logistik Bencana di Demak dan Pekalongan
dengan Integer Linear Programming RO-80
Dyah Ika Rinawati, Sriyanto, Annisa Fajrita Yuandari
Optimasi Sandar Kapal Menggunakan Simulasi Sistem di Dermaga I PT ASDP Indonesia Ferry (PERSERO) Cabang Merak
RO-91 Dyah Lintang Trenggonowati, Ratna Ekawati, Asep Ridwan,
Manuhara Bramandipo Topani
Kajian Awal Analisis Pemilihan Supplier dan Jasa pengiriman Part 3D
Printer untuk mengoptimalkan Biaya Produksi RO-103 Elsya Paskaria Loyda, Herianto
Kajian Awal Heterogeneous Vehicle Routing Problem with Multi Trips
Untuk Penentuan Rute Distribusi BBM RO-111
Hasyrani Windyatri, Nur Aini Masruroh
Departemen Teknik Mesin dan Industri FT UGM
ISBN 978-602-73461-8-5 viii
Judul dan Penulis Halaman
Perancangan Ulang Tata Letak Gudang Logistik Bencana Menggunakan Dedicated Storage dan Pendekatan Simulasi
RO-118 Khadijatuzzahro Al Arifiyyah Aritonang, Prima Denny Sentia,
Andriansyah
Profiling Mahasiswa Program Studi S2 Teknik Industri
Universitas Gadjah Mada RO-127
Marta Hayu Raras Sita Rukmika Sari , Andi Rahadiyan Wijaya Analisis Pola Perpindahan Pemilihan Tipe Mobil pada Showroom XYZ
dengan Menggunakan Markov Chains RO-138
Nazaruddin, Pudji Astuti
Usulan Perbaikan Tata Letak Gudang Barang Jadi PT X menggunakan
Class-Based Storage berdasarkan Analisis Entry Item Quantity (EIQ) RO-145 Nirwan Setiawan, Fran Setiawan, Yani Herawati
Perancangan Database Berbasis Google Sheets untuk Penilaian Performance Indicator Mata Kuliah Berstandar ABET
(Studi Kasus Mata Kuliah S1 Teknik Industri UGM) RO-156 Qonita Haula Kinanti, I G. B. Budi Dharma
Kajian Awal Analisis Faktor Kelulusan Mahasiswa dengan Artificial
Neural Network RO-164
Rizky Syahrani Andrifa, Andi Rahadiyan Wijaya
Penentuan Produk Unggulan Usaha Kecil Menengah Pengolahan Ikan di Kota Serang
RO-169 Shanti Kirana Anggraeni, M. Syamsul Maarif, Sukardi, Sapta
Raharja
Prediksi Masa Studi Mahasiswa Berbasis Algoritma Naive Bayes
RO-179 Singgih Saptadi, Sriyanto, Andy Imanuel
The Optimization Models for Shipping Allocation and Transportation
within a Sago-Starch Supply Chain RO-188
Syamsul Anwar
A Study of Pollution Routing Problem
RO-197 Syarif Al Fajrin, Fu-Kwun Wang, Nur Aini Masruroh
Pengembangan Metode Pemilihan Suppliers Potensial
RO-204 Titi Indarwati, Nur Aini Masruroh
Optimasi Interval Perawatan Jalan Rel Kereta Api Berdasarkan
Minimasi Biaya RO-215
Wini Wiliyanti, Andi Rahadiyan Wijaya
Kajian Awal Pengembangan Model Tata Kelola Sampah Menggunakan
Pemodelan Sistem Dinamis RO-225
Yekti Condro Winursito, Anna Maria Sri Asih TP – TEKNIK PRODUKSI
Judul dan Penulis Halaman
Usulan Preventive Maintenance Mesin Compactor Menggunakan Metode
Reliability Block Diagram Untuk Menurunkan Downtime di PT. XYZ TP-1
Ade Irman, Evi Febianti , Putro Ferro Ferdinant, M. Kurnia Fauzan
Departemen Teknik Mesin dan Industri FT UGM
ISBN 978-602-73461-8-5 ix
Judul dan Penulis Halaman
Analisis Penyebab Kegagalan Pengadaan Peralatan PDKB Sentuh Langsung (SL) dengan Pendekatan Root Cause Analysis (RCA)
(Studi Kasus pada PT PLN Distribusi Jawa Tengah dan D.I.Yogyakarta) TP-12 Adinda Hasnarani, Ratna Purwaningsih
Pengurangan Waste pada Proses Produksi Kacang Shanghai di PT ABC Tulungagung dengan Metode Lean Manufacturing
TP-21 Avinda Shaina Marastya, Akhmad Nidhomuz Zaman, Muhamad
As’adi
Analisis Kebijakan Preventive dan Corrective Maintenance pada Mesin Rotogravure di PT Bukit Muria Jaya-Kudus (Studi Kasus pada PT Bukit
Muria Jaya-Kudus) TP-33
Carina Eka Putri, Ratna Purwaningsih
Kajian Pendahuluan Life Cycle Assessment pada Produk Kertas Daur
Ulang (Studi Kasus PT. Papertech Magelang) TP-41
Cici Finansia, Bertha Maya Sopha
Hubungan Persepsi Metodologi ASD Tim Proyek terhadap Maturity ASD
dan Keberhasilan Proyek di Indonesia TP-48
Citra Nudiasari, Budi Hartono
Analisis Proses Produksi Combustion Chamber Menggunakan Metode
Lean Manufacturing dengan Pendekatan Simulasi TP-60 Evi Febianti, Yusraini Muharni, Adityo Widianto
Penggunaan Konsep FMEA (Failure Mode Effect and Analysis) dalam Pencegahan Kerusakan Mesin pada Pabrik Karet PT. Bakrie Sumatera
Plantations (BSP) Kisaran TP-71
Farida Ariani, Khawarita Siregar, Khalida Syahputri, Mangara M Tambunan, Kiswanto Marino Sihombing
Analisis Penyebab Kegagalan Proses Pengadaan di PT. PLN (Persero) Distribusi Jawa Tengah dan D.I. Yogyakarta dengan Menggunakan
Metode Fault Tree Analysis TP-86
Finiesa Septi Aulia, Darminto Pujotomo
Usulan Perbaikan Cacat Over Gap pada Proses Lower Sub Assy
Menggunakan Metode Failure Mode And Effect Analysis (FMEA) TP-102 Hendro Prassetiyo, Arie Desrianty, Muhammad Dimas Triraharjo
Pengembangan Lean Healthcare Assessment Tool pada Rumah Sakit
TP-118 I G B Budi Dharma, Dimas Ugroseno
Peningkatan Kualitas Kain Tekstil Solid dengan Menggunakan
Pendekatan Six Sigma pada Unit Finishing And Printing di PT. XYZ TP-125
Ibnu Abdul Rosid, Kifayah Amar
Departemen Teknik Mesin dan Industri FT UGM
ISBN 978-602-73461-8-5 x
Judul dan Penulis Halaman
Usulan Perbaikan Kualitas Baja dengan Metode Statistical Quality Control (SQC) dan Failure Mode Effect Analysis (FMEA) di PT. Growth
Sumatera Industry TP-135
Khawarita Siregar, Khalida Syahputri, Rahmi M Sari, Indah Rizkya Tarigan, Farida Ariani, Novi Andri
Usulan Perawatan Equipment Universal Preparing Stand Menggunakan
Reliability Block Diagram di PT.X TP-144
Maria Ulfah, Putro Ferro Ferdinant, Nadhilah Zahrina
Perbaikan Kualitas Ikan Bandeng dengan Pendekatan Seven Tools di
Tempat Pelelangan Ikan (TPI) Lumpur Gresik TP-156
Moh. Ririn Rosyidi, Hermanto
Pengukuran Kepuasan Pelanggan Melalui Integrasi Importance
Performance Analysis dan Model Kano TP-166
Nuraida Wahyuni, Iqbal, Ratna Ekawati, Akbar Gunawan Identifikasi Faktor yang Mempengaruhi Produktivitas Pabrik CPO
TP-174 Nurhayati Sembiring, M. Imam Ramzani
Upaya Peningkatan Kualitas Produk Hollow Core Slab Menggunakan
Metode Six Sigma di PT Beton Elemenindo Perkasa TP-182 Prasetyo Utomo, Dyah Ika Rinawati, Diana Puspita Sari
Penjadwalan Perawatan Preventive Maintenance Replacement dan Penentuan Kebutuhan Spare Part pada Mesin Craneship Unloader
TP-193 Putro Ferro Ferdinant, Evi Febianti, Ade Irman Saeful M, Angga
Syahreza Putra
Analisis Reliability Sistem dengan Reliability Block Diagram pada PT. X
TP-209 Rifda Ilahy Rosihan, Hari Agung Yuniarto
Evaluasi Manajemen Risiko Sistem Rantai Dingin pada Industri Es Kristal
(Sebuah Studi Kasus) TP-215
Siti Febrianti Tafnar, Prima Denny Sentia, Nur Izzaty
Proses dan Permasalahan Implementasi Standar GS1 di Usaha Kecil dan Menengah (UKM) (Studi Kasus: KSU Keju Boyolali)
Tegar Yuli Arianto, Yusuf Priyandari, Pringgo Widyo Laksono
TP-228
M – MANUFAKTUR
Judul dan Penulis Halaman
Penentuan Analitik Frekuensi Alami dan Modus Getar Tabung Motor
Roket Rx 320 dengan Metode Holzer M-1
Agus Budi Djatmiko
Pengaruh Konsentrasi Bombyx Mori Silk Fiber Terhadap Kekuatan Fleksural Fiber Reinforced Composite Bone Graft
M-10 Muhammad Kusumawan Herliansyah, Rifki Moechtar, Siti
Sunarintyas
Departemen Teknik Mesin dan Industri FT UGM
ISBN 978-602-73461-8-5 xi
Judul dan Penulis Halaman
Penentuan Faktor dan Level Faktor Proses Keramik Tableware Untuk Mengurangi Cacat Pinhole Menggunakan Response Surface
Methodology M-17
Vincentius Chrisaldy Susanto, Hari Adianto, Cherish Rikardo
Departemen Teknik Mesin dan Industri FT UGM TP-215 ISBN 978-602-73461-8-5
Evaluasi Manajemen Risiko Sistem Rantai Dingin pada Industri Es Kristal (Sebuah Studi Kasus) Siti Febrianti Tafnar, Prima Denny Sentia, Nur Izzaty Program Studi Teknik Industri, Fakultas Teknik, Universitas Syiah Kuala Jl. Tengku Syech Abdurauf No.7, Darussalam, Syiah Kuala, Banda Aceh, Aceh 23111
Telp.+62651755129
E-mail: [email protected] Intisari
PT. XYZ merupakan perusahaan yang memiliki permintaan es kristal yang cukup banyak, sehingga diperlukan pengelolaan rantai pasok dingin dengan baik. Rantai pasok dingin merupakan suatu aliran rantai pasok dari hulu ke hilir yang mempertimbangkan keadaan atau kondisi suhu. Pada proses rantai pasok ditemui berbagai risiko yang dapat mempengaruhi aliran rantai pasok tidak berjalan lancar.
Untuk mengurangi hal tersebut terjadi diperlukan upaya perbaikan secara terus menerus dengan mengatasi atau mengurangi risiko yang terjadi. Tujuan penelitian ini adalah memitigasi risiko yang terjadi berdasarkan pemetaan aktivitas yang ada diperusahaan dan membuat skenario mitigasi. Metode yang digunakan untuk memetakan aktivitas sesuai dengan kondisi diperusahaan yaitu Supply Chain Operation Risk, untuk mengevaluasi dan memitigasi risiko prioritas yang tinggi dengan metode House Of Risk fase pertama dan kedua, dan pembuatan skenario dengan menggunakan Logika Fuzzy. Pemetaan yang dilakukan diperusahaan terdapat 12 aktivitas rantai pasok, dan hasil dari evaluasi risiko menggunakan metode House Of Risk fase 1 risiko yang harus dimitigasi sebanyak 3 risiko dari 34 risiko yang ada. Dari permasalahan tersebut dicari penyebab risiko dan mitigasi terhadap risiko tersebut dengan menggunakan House Of Risk fase 2 diperoleh alternatif risiko sebanyak 18 alternatif yang kemudian akan dipilih alternatif yang terbaik sehingga dibuat skenario dengan menggunakan logika fuzzy sebanyak 125 rules.
Kata kunci: House Of Risk, Logika Fuzzy, Rantai Dingin, Supply Chain Operation Risk.
1. Pendahuluan
Pengelolaan rantai pasok tidaklah mudah karena banyak melibatkan berbagai pihak didalam perusahaan maupun diluar perusahaan sehingga banyak terjadi risiko ketidakpastian Rantai pasok memerlukan koordinasi dan kolaborasi antar perusahaan, karena dengan adanya kerja sama dengan elemen-elemen pada rantai pasok tujuan tersebut akan tercapai sehingga memuaskan konsumen akhir, mengirimkan produk tersebut tepat waktu, dan dengan kualitas yang bagus (Pujawan dan Er, 2010). Pada saat sekarang ini, rantai pasok juga dikenal dengan rantai dingin ini bertujuan untuk menjaga temperatur agar produk tetap terjaga selama proses pengumpulan, pengolahan, dan distribusi komoditas hingga ke tangan konsumen, sedangkan manajemen rantai dingin adalah seluruh aktivitas rantai pendingin yang dianalisis, diukur, dikontrol, didokumentasikan, dan divalidasi agar berjalan secara efektif dan efisien baik secara teknis dan ekonomis (Simatupang, 2016).
Untuk menghindari berbagai risiko yang terjadi pada rantai dingin diperlukan
manajemen risiko pada perusahaan. Ide dasar manajemen rantai pasok adalah menerapkan
pendekatan total sistem untuk pengelolaan informasi, material, dan service dari pemasok
Departemen Teknik Mesin dan Industri FT UGM TP-216 ISBN 978-602-73461-8-5
bahan baku sampai proses produksi dipabrik dan pergudangan sampai distribusi ke pelanggan (Zaroni, 2017).
House of Risk terdiri dari dua fase, pertama yaitu mengidentifikasi permasalahan sedangkan fase kedua digunakan untuk menentukan tindakan pertama yang dilakukan dari permasalahan yang terjadi. Metode House Of Risk ini telah banyak dilakukan penelitian yang membuktikan bahwa Metode House Of Risk dapat digunakan untuk mengidentifikasi, penilaian dan mengevaluasi risiko yang digunakan untuk mengurangi risiko yang terjadi (Ulfah dkk, 2016; Tampubolon dkk, 2013; Dewi dkk, 2015; Anggrahini dkk, 2015;
Pujawan dan Geraldin, 2009). Dan metode logika fuzzy merupakan metode yang digunakan untuk pengaplikasian keputusan. Menurut Kusumadewi dan Purnomo, (2010), Logika fuzzy digunakan sebagai suatu cara untuk memetakan permasalahan dari input menuju output. Metode logika fuzzy ini telah banyak juga dilakukan penelitian membuktikan bahwa dengan pendekatan logika fuzzy dapat memitigasi risiko dan memetakan permasalahan sebagai pecegahan dan penanggulangan dari risiko yang terjadi (Jaya dkk, 2014; Cordova et al, 2017; Aqlan dan Lam, 2015).
PT. XYZ merupakan salah satu perusahaan rantai pasok dingin yang memproduksi es kristal di Banda Aceh dan sekitarnya yang memiliki permintaan es kristal yang cukup banyak, sehingga diperlukan pengelolaan rantai pasok dingin dengan baik. Hal ini membuat PT. XYZ diharuskan memiliki rantai pasok dingin dengan baik untuk menjaga suhu es kristal dengan baik sampai ke tangan konsumen. Oleh sebab itu, untuk mengurangi risiko yang terjadi pada rantai dingin es kristal maka diperlukan evaluasi manajemen untuk mengurangi terjadimya risiko.
2. Metode
Adapun langkah-langkah pada penelitian yang dilakukan untuk evaluasi manajemen risiko sistem rantai dingin yaitu:
1. Pemetaaan aktivitas rantai pasok
Pemetaan aktivitas rantai pasok dibuat berdasarkan aktivitas rantai pasok yang ada diperusahaan.
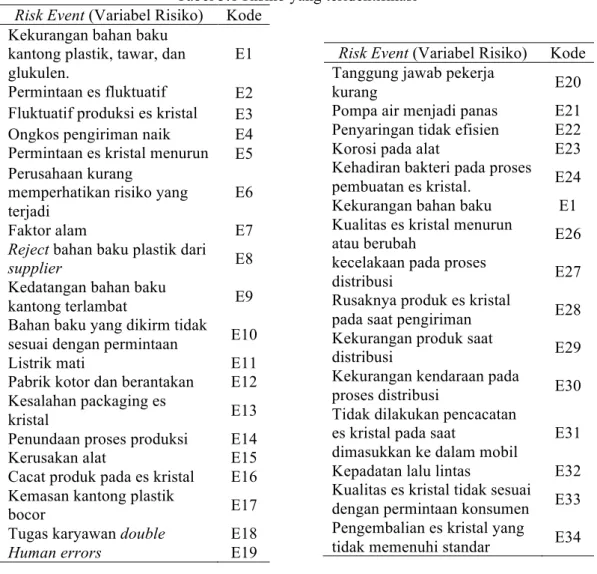
2. Identifikasi dan klasifikasi risiko
Identifikasi risiko dilakukan berdasarkan studi literatur dimana pada studi literatur terdapat 53 risiko yang kemudian risiko tersebut disesuaikan dengan kondisi risiko yang pernah terjadi diperusahaan.
3. Perancangan risiko dan penyebaran kuesioner ke responden
Perancangan risiko diperoleh dari studi literatur yang merujuk kepada penelitian yang memiliki kuesioner House of Risk. Risiko yang telah teridentifikasi akan dikembangkan dalam bentuk pertanyaan dan akan disebarkan ke beberapa pihak diperusahaan.
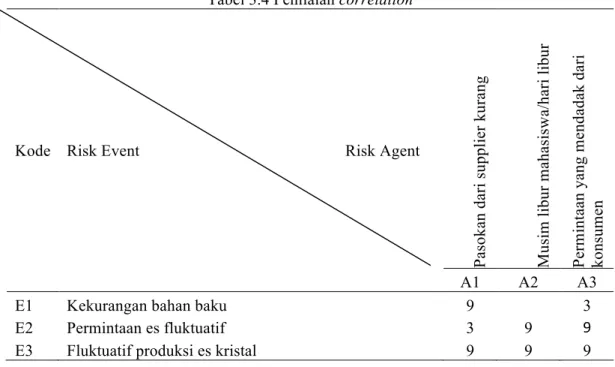
4. Penentuan nilai severity, occurance, dan correlation.
Penilaian risiko didasarkan dari penentuan nilai pembobotan dengan menetapkan nialai 0-10 tergantung dari sebarapa besar kemnungkinan risiko yang timbul.
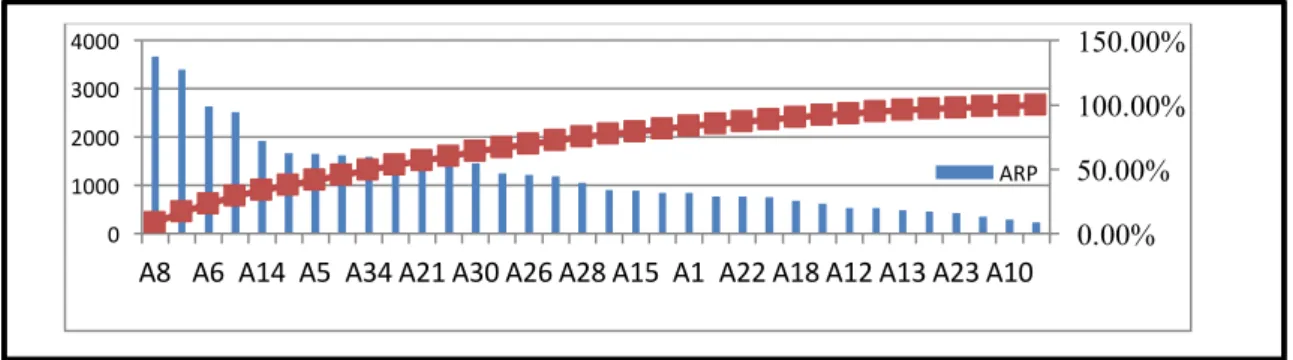
5. Penentuan nilai risiko dengan Aggregate Risk Potential (ARP)
Setelah melakukan pengelompokkan berdasarkan tiga penilaian yaitu severity,
occurance, dan correlation. Tahap selanjutnya adalah mengakumulasikan hasil
perolehan angka tersebut dengan menggunakan perhitungan Aggragate Risk
Potential (ARP).
Departemen Teknik Mesin dan Industri FT UGM TP-217 ISBN 978-602-73461-8-5
6. Evaluasi Risiko
Pada tahap ini merupakan evaluasi kejadian risiko yaitu mengetahui agen risiko mana yang akan di beri penanganan dengan menggunakan diagram pareto.
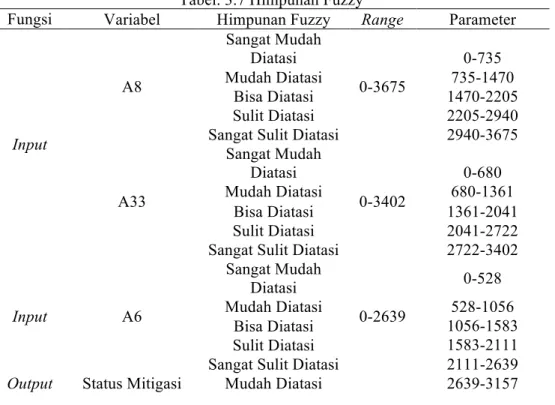
7. Penyusunan skenario dengan menggunakan metode mamdani.
Pembuatan skenario dilakukan dengan menggunakan metode mamdani untuk mendapatkan skenario output skenario yang dibuat.
8. Pemilihan skenario
Pemilihan skenario ini diperoleh setelah melakukan penyusunan skanario berdasarkan variabel risiko himpunan fuzzy dan parameter yang ada. Pemilihan skenario merupakan gambaran untuk mengurangi risiko kedepannya.
3. Hasil dan Pembahasan
3.1 Pemetaan aktivitas rantai pasok
Pemetaan rantai pasok dilakukan dengan memahami alur proses produksi di PT. XYZ dengan melakukan wawancara dan observasi aktivitas rantai pasok di perusahaan.
Pemetaan aktivitas rantai pasok dilakukan dengan menggunakan metode SCOR Level 1.
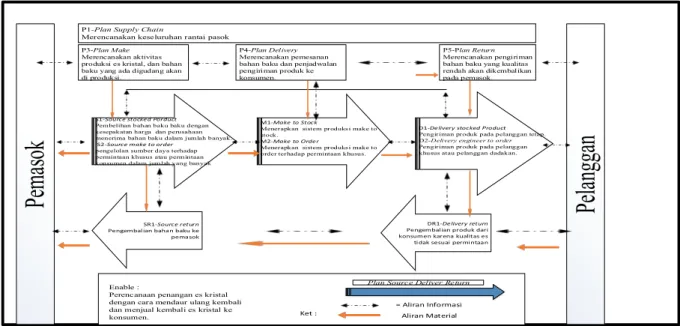
Pada level ini terdapat lima tahapan yaitu plan, source, make, delivery dan return. Berikut ini adalah pengelompokan kode SCOR Level 1 pada aktivitas rantai pasok es kristal yang diperoleh yaitu plan supply chain, plan make, plan delivery, plan return, source stocked product, source make to order, delivery stocked product, delivery engineer to order, source delivery, dan delivery return. Berikut ini merupakan aktivitas rantai pasok pada PT. XYZ pada Gambar 3.1.
Pe ma sok Pe langga n
P1-Plan Supply Chain
Merencanakan keseluruhan rantai pasok P3-Plan Make
Merencanakan aktivitas produksi es kristal, dan bahan baku yang ada digudang akan di produksi.
P4-Plan Delivery Merencanakan pemesanan bahan baku dan penjadwalan pengiriman produk ke konsumen.
P5-Plan Return Merencanakan pengiriman bahan baku yang kualitas rendah akan dikembalikan pada pemasok.
S1-Source stocked Porduct Pembelihan bahan baku baku dengan kesepakatan harga dan perusahaan menerima bahan baku dalam jumlah banyak.
S2-Source make to order pengelolan sumber daya terhadap permintaan khusus atau permintaan konsumen dalam jumlah yang banyak
M1-Make to Stock
Menerapkan sistem produksi make to stock.
M2-Make to Order
Menerapkan sistem produksi make to order terhadap permintaan khusus.
D1-Delivery stocked Product Pengiriman produk pada pelanggan tetap.
D2-Delivery engineer to order Pengiriman produk pada pelanggan khusus atau pelanggan dadakan.
SR1-Source return Pengembalian bahan baku ke pemasok
DR1-Delivery return Pengembalian produk dari konsumen karena kualitas es tidak sesuai permintaan
Plan Source Deliver Return Enable :
Perencanaan penangan es kristal dengan cara mendaur ulang kembali dan menjual kembali es kristal ke
konsumen. Ket :
= Aliran Informasi Aliran Material