1
PENGENDALIAN KUALITAS PRODUK AKHIR KAIN ERRO DENGAN METODE C-CHART PADA PT. SARI WARNA ASLI UNIT I KEBAKKRAMAT,
KARANGANYAR
Tugas Akhir
Diajukan untuk Memenuhi Syarat-syarat Mencapai Sebutan Ahli Madya Di Bidang Manajemen Industri Fakultas Ekonomi
Universitas Sebelas Maret Surakarta
Oleh :
ERLINA DEVI ASTITI
F3507023
FAKULTAS EKONOMI
UNIVERSITAS SEBELAS MARETSURAKARTA
6
The Future is Bright if Christ in Your Hope
Every dark light is followed by a light morning
Follow your dream, Never give up and do what your heart tell’s you
Bersuka citalah dalam pengharapan, sabarlah dalam kesesakan dan bertekunlah dalam doa.
(ROMA 12 : 12 )
Ada hal-hal yang tidak dapat kita miliki, kita harus siap untuk itu. Karena Tuhan pasti memberi yang terbaik untuk kita dan kita harus tau bagaimana bersyukur
dengan nikmat itu.
Sebab Tuhan, Dia sendiri akan berjalan di depanmu, Dia sendiri akan menyertai engkau dan tidak akan membiarkan engkau dan tidak akan meninggalkan engkau,
janganlah takut dan janganlah patah hati.
( Ulangan 31 : 8 )
Janganlah merasa terlalu kecewa, tetapi jalanilah hidup setiap saat dengan sepenuh hati kamu. Apapun yang mesti kamu lakukan, lakukan dengan kebaktian penuh.
Miliki iman pada Tuhan dan rencana agung seluruh alam semesta
By learning you will teach, by teaching you will learn
7
Do all the good you can, All the best you can, In all times you can, In all places you can, For all the creatures you can.
PERSEMBAHAN
Tempat untuk berbahagia itu di sini. Waktu untuk berbahagia
itu kini. Cara untuk berbahagia ialah dengan membuat orang lain
8
Tugas Akhir ini dipersembahkan untuk:
1. Bapak dan ibuku tercinta
2. Kakaku tersayang
3. Sahabat-sahabat setiaku
4. Teman-teman MI A & MI B „07
9
KATA PENGANTAR
Puji syukur penulis panjatkan kehadirat Tuhan Yang Maha Esa yang telah melimpahkan Rahmat dan Karunia-Nya sehingga Laporan Tugas Akhir dengan judul PENGENDALIAN KUALITAS PRODUK AKHIR KAIN ERRO DENGAN METODE C-CHART PADA PT. SARI WARNA ASLI UNIT I KEBAKKRAMAT, KARANGANYAR ini dapat diselesaikan dengan baik.
Tugas akhir ini disusun untuk memenuhi Syarat-Syarat Mencapai Gelar Ahli Madya Pada Program Studi Manajemen Industri Fakultas Ekonomi Universitas Sebelas Maret.
Dalam kesempatan ini penulis sampaikan ucapan terima kasih kepada pihak-pihak yang membantu penyusunan laporan tugas akhir ini:
1. Prof. Dr. Bambang Sutopo, M.com., Ak selaku Dekan Fakultas Ekonomi Universitas Sebelas Maret.
2. Intan Novela, SE, M.Si selaku Ketua Program Studi Manajemen Industri pada Program Diploma 3 Fakultas Ekonomi Universitas Sebelas Maret. 3. Drs. Karsono, M.Si selaku Pembimbing Tugas Akhir yang telah
memberikan pengarahan selama penyusunan tugas akhir.
4. Seluruh dosen serta segenap karyawan Fakultas Ekonomi Universitas Sebelas Maret.
5. Bapak Budi Harsanto selaku Personalia PT. Sari Warna Asli Unit I Karanganyar yang telah memberikan kesempatan kepada penulis untuk melakukan magang kerja dan penelitian.
10
7. Bapak, Ibu dan kakak tercinta yang selalu memberikan cinta kasih,
dukungan serta doa‟nya kepada penulis hingga terselesainya tugas akhir ini.
8. Seluruh keluarga besar aku yang selalu memberikan semangat serta doa kepada penulis.
9. Sahabat-sahabat setiaku.
10. Teman-teman MI A dan MI B 2007 terima kasih kerja sama kalian selama ini.
Penulis menyadari sepenuhnya atas kekurangan dalam penulisan tugas akhir ini. Untuk itu penulis mengharapkan kritik dan saran yang membangun. Namun demikian, karya sederhana ini diharapkan dapat bermanfaat bagi pihak-pihak yang membutuhkan.
Surakarta, 16 Juni 2010
11 DAFTAR ISI
HALAMAN JUDUL ... i
HALAMAN ABSTRAK ... ii
HALAMAN PERSETUJUAN ... iii
HALAMAN PENGESAHAN ... iv
HALAMAN MOTTO ... v
HALAMAN PERSEMBAHAN ... vi
KATA PENGANTAR ... vii
DAFTAR ISI ... ix
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xiii
DAFTAR LAMPIRAN ... xiv
BAB I PENDAHULUAN A. Latar Belakang Masalah ... 1
B. Rumusan Masalah ... 4
C. Tujuan Penelitian ... 4
D. Manfaat Penelitian ... 5
E. Metode Penelitian ... 5
1. Desain Penelitian ... 5
12
B. Pengertian Pengendalian Kualitas ... 17
13
5. Kegiatan Magang Kerja ... 40
C. Proses Produksi ... 42
1. Proses Produksi Kain Erro ... 42
2. Mesin Produksi ... 44
D. Pembahasan Masalah ... 45
1. Analisis C-Chart ... 45
2. Analisis C-Chart dengan POM Windows ... 48
3. Analisis Diagram Pareto ... 49
4. Analisis Diagram Sebab-Akibat ... 52
BAB IV PENUTUP A. Kesimpulan ... 58
B. Saran ... 59 DAFTAR PUSTAKA
14
DAFTAR TABEL
Tabel
3.1 Data Kerusakan Produk Kain Erro ... 46
3.2 Data Kerusakan Kain Erro dengan POM for Windows ... 48
3.3 Data Kerusakan Produk Kain Erro ... 50
15
DAFTAR GAMBAR
Gambar
1.1 Contoh Grafik Control Chart ... 9
1.2 Contoh Diagram Pareto ... 10
1.3 Contoh Diagram Sebab-Akibat ... 12
1.4 Kerangka Pemikiran ... 13
3.1 Grafik C-Chart Kerusakan Kain Erro ... 50
3.2 Diagram Pareto KainErro ... 51
16
DAFTAR LAMPIRAN
Lampiran 1. Struktur Organisasi Perusahaan
Lampiran 2. Surat Pernyataan
Lampiran 3. Surat Keterangan Magang Kerja
17 BAB I
PENDAHULUAN
A. Latar Belakang Masalah
Seiring dengan persaingan di era globalisasi ini yang semakin
kompetitif serta perkembangan ilmu pengetahuan dan teknologi yang
pesat, produsen dituntut untuk dapat menghasilkan produk yang
berkualitas. Pada saat ini industri tekstil di Indonesia secara terpadu
telah mampu menghasilkan beraneka ragam produk yang berasal baik
dari serat-serat sintetis maupun serat-serat alami. Mutu atau kualitas
dari suatu produk merupakan salah satu kunci utama keberhasilan
dalam suatu persaingan disamping faktor lain seperti daya jual, harga
dan pelayanan.
Bagi produsen yang mengutamakan kualitas, pengendalian
kualitas terhadap produk harus dilaksanakan. Hal ini dapat
mengendalikan atau mengontrol jumlah produk cacat atau rusak yang
dapat merusak citra perusahaan dimata konsumen apabila
dipasarkan. Hal tersebut dapat dibuktikan secara langsung dari
kegiatan evaluasi terhadap hasil produksi yang tidak sempurna dan
menyebabkan produk cacat atau rusak. Untuk menjaga konsistensi
kualitas produk yang dihasilkan dan sesuai dengan kebutuhan pasar,
perlu dilakukan pengendalian kualitas (quality control) atas aktifitas
proses produksi yang dijalani. Pengendalian produk adalah usaha
18
kerusakan dan usaha apa yang harus dikerjakan terlebih dahulu untuk
mengatasi kerusakan yang terjadi sehingga kerusakan yang timbul
dapat diatasi secara tepat. Selain itu pengendalian kualitas juga dapat
meminimumkan timbulnya masalah dan kesalahan yang terjadi tak
terulang lagi.
Pengawasan kualitas merupakan kegiatan yang sangat
diperlukan dalam setiap kegiatan produksi. Kualitas barang atau jasa
merupakan suatu cermin atau ukuran keberhasilan perusahaan dalam
melakukan kegiatan produksinya.
Karena banyaknya persaingan dalam dunia bisnis ini maka PT.
Sari Warna Asli Unit I harus meningkatkan kualitas produk kain.
Sebagai contoh kerusakan pada kain erro yaitu flek obat, bekas melipat
dan belang. Tujuan dilakukan analisis pengendalian kualitas dengan
mengunakan metode c-chart pada produk kain erro adalah untuk
meminimalkan tingkat kerusakan produk.
Sehubungan dengan hal itu PT. Sari Warna Asli Unit I yang
merupakan perusahaan yang di bidang pengolahan kain grey,
menangkap hal itu sebagai tantangan dan peluang. Sehingga PT. Sari
Warna Asli Unit I melakukan upaya-upaya untuk menghasilkan produk
yang berkualitas. Yaitu dengan mengkoordinasi terhadap setiap sumber
daya yang dimiliki, baik tenaga kerja maupun faktor-faktor lain untuk
berperan secara optimal dalam memperlancar proses produksi agar
19
Hasil produksi PT. Sari Warna Asli Unit I dipasarkan didalam
maupun luar negeri sesuai pesanan konsumen. Untuk itu produk yang
dihasilkan harus memenuhi standar kualitas yang telah ditetapkan oleh
perusahaan.
Berdasarkan latar belakang tersebut, maka dapat diambil tema
penelitian mengenai pengendalian kualitas produksi pada perusahaan
dengan judul “PENGENDALIAN KUALITAS PRODUK AKHIR KAIN
ERRO DENGAN METODE C-CHART PADA PT. SARI WARNA ASLI
20 B. Rumusan Masalah
Berdasarkan latar belakang yang telah diuraikan di atas, penulis
merumuskan masalah sebagai berikut :
1. Apakah produk yang dihasilkan perusahaan pada perusahaan pada
periode 2009 masih dalam batas pengendalian atau diluar batas
pengendalian ?
2. Berapa batas pengendalian atas (UCL) dan batas pengendalian
bawah (LCL) pada diagram peta kendali c - chart ?
3. Apa saja penyebab kerusakan produk kain erro pada tahun 2009 ?
C. Tujuan Penelitian
Tujuan yang diharapkan bisa dicapai dari penelitian ini adalah :
1. Untuk mengetahui kerusakan selama periode 2009 masih dalam
batas pengendalian atau diluar batas pengendalian.
2. Untuk mengetahui tingkat batas pengendali atas (UCL) dan batas
pengandali bawah (LCL) pada diagram pengendali c - chart.
3. Untuk mengetahui penyebab keruskan produk kain erro pada tahun
21 D. Manfaat Penelitian
1. Bagi penulis
Diharapkan bermanfaat untuk mengetahui keadaan yang
sebenarnya sehingga dapat memebandingkan teori yang diterima
diperkuliahan dan penerapan dilapangan secara langsung.
2. Bagi Perusahaan
Sebagai bahan masukan dan sumbangan pikiran tentang kualitas
produk yang dihasilkan dan dalam melaksanakan proses produksi
agar dicapai produk yang berkualitas sesuai standar dengan biaya
yang efisien.
3. Bagi Pembaca
Sebagai tambahan referensi dan informasi dengan topik yang
sama.
E. Metode Penelitian
1. Desain Penelitian
Desain penelitian yang ini menggunakan studi kasus dengan
metode c-chart yang merupakan bagian dari teknik pengendalian
kualitas secara statistik yaitu pengambilan dari data-data yang
diperoleh dari perusahaan yang kemudian menganilisis
pengendalian kualitas produk akhir kain Erro pada PT. Sari Warna
22 2. Objek Penelitian
Penelitian ini dilakukan di PT. Sari Warna Asli Unit I desa Kemiri,
Kebakramat, Karanganyar, Surakarta, Indonesia.
3. Jenis dan Sumber Data
Berdasarkan sumber data dikelompokkan menjadi :
a) Data Primer
Yaitu data yang diperoleh secara langsung dari sumbernya.
Dalam hal ini data dari PT. Sari Warna Asli Unit I diperoleh
dengan wawancara yang berupa penjelasan tentang data-data
proses produksi.
b) Data Sekunder
Yaitu data yang digunakan merupakan data sekinder yang
diperoleh dari perusahaan. Adapun data sekunder yang
dibutuhkan dalam penelitian ini adalah :
1) Sejarah perkembangan perusahaan.
2) Lokasi perusahaan
3) Stuktur organisasi perusahaan.
4. Metode pengumpulan data
Pengumpulan data pada penelitian ini menggunakan metode
23 a) Observasi
Metode yang dilakukan dengan cara peneliti melakukan
pengamatan pada obyek penelitian sesuai dengan data yang
diperlukan.
b) Wawancara
Metode pengumpulan data dengan cara bertanya langsung
dengan pihak menajemen yang berwenang untuk memberikan
data berkaitan dengan masalah yang diteliti.
c) Studi Pustaka
Pengumpulan data yang diperoleh dari catatan, laporan,
dokumen serta tulisan ilmiah dan sumber-sumber lain yang
sekiranya dapat dipergunakan.
5. Metode Analisis Data
a. Metode C- Chart
Teknik analisis data yang digunakan dalam penulisan Tugas
Akhir ini adalah metode c–chart. Metode tersebut digunakan
untuk mengetahui tingkat kerusakan produk yang tejadi.
Adapun cara yang digunakan dengan menggunakan bagan
kendali C-chart adalah sebagai berikut :
a. Menentukan garis pusat (center line) menurut Ariani (2004 :
24
Ci : Jumlah produk rusak
g : Banyaknya observasi yang dilakukan
b. Menentukan batasan pengawasan
1. Batas atas ( Upper Control Limit ):
UCL = c + 3 c
2. Batas bawah ( Lower Control Limit )
LCL = c- 3 c
Batas kendali atas (UCL) atau batas kendali bawah (LCL)
merupakan batas-batas pengawasan dari penyimpangan yang
terjadi. Bila kerusakan berada diantara batas kendali atas
(UCL) dan dari pusat (center line) ataupun berada diantara
batas kendali bawah (LCL) dan dari pusat (center line),
merupakan prestasi yang bagus bagi perusahaan dalam
menjaga kualitasnya, karena diharap sedapat mungkin
mendapatkan kerusakan sampai mendekati angka nol.
Apabila kerusakan produk berada diluar UCL dan LCL berarti
25
tersebut harus segera diadakan tindakan perbaikan atau
koreksi terhadap pelaksanaan pengendalian kualitas tersebut.
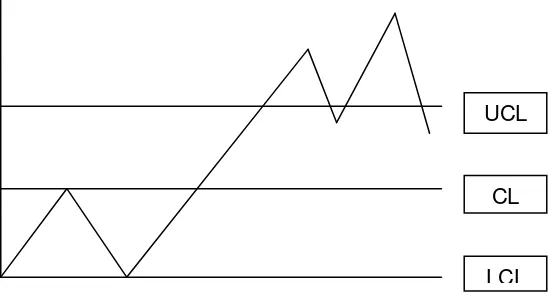
b. Membuat Grafik Control Chart
Control Chart merupakan grafik garis dengan
mencantumkan batas maximal dan minimal yang merupakan
batas daerah pengendalian ( Purnomo , edisi kedua, 2004 : 203).
C-chart digunakan untuk mendeteksi adanya penyimpangan,
tetapi tidak menunjukkan timbulnya penyimpangan tersebut.
Control chart dapat digambarkan sebagai berikut :
Sub group
Gambar 1.1
Contoh Grafik Control Chart
UCL
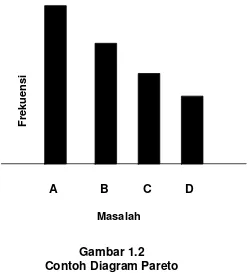
26 c. Membuat Diagram Pereto
Diagram pareto adalah diagram yang mengklasifikasikan
masalah menurut sebab dan gejalanya. Permasalahn yang ada
dibuat diagram menurut prioritas, dengan menggunakan format
grafik batang (Purnomo, 2004:302).
A B C D
Masalah
Gambar 1.2
Contoh Diagram Pareto
d. Membuat Diagram Sebab- Akibat
Menurut Render dan Heizer (2004 : 265)
1. Pengertian
Diagram sebab akibat merupakan salah satu dari banyak
alat yang dapat memebantu mengidentifikasi masalah kualitas
dan titik inspeksi untuk masalah pengendalian kualitas sehari-
Frek
ue
ns
27
hari. Diagram sebab-akibat juga disebut diagram Isihkawa
atau Diagram Tulang Ikan.
2. Tujuan
Tujuan dari pengguaan diagram sebab-akibat ini adalah
untuk mengidentifikasi kesalahan sehari-hari dari
pengendalian mutu. Diagram sebab-akibat juga digunakan
untuk penelusuran akar penyebab terjadinya masalah secara
aktif.
3. Tahapan
Pada umumnya untuk memulai suatu diagram
sebab-akibat adalah dengan menggunakan 2 kategori, daiantaranya :
a. Bagian manufacturing – 4 M
1) Man, method, machine, material
b. Bagian aplikasi layanan
2) Equipment, policies, procedures, people
Dari beberapa kategori tersebut dapat memberikan daftar
yang baik untuk analisis awal. Bila dikembangkan secara
sistematis,maka masalah-masalah mutu yang mungkin terjadi
28 4. Alat
Diagram Sebab-Akibat bentuknya menyerupai tulang ikan
untuk lebih jelasnya dapat kita lihat pada gambar sebagai
berikut :
Gambar 1.3
Contoh Diagram Sebab-Akibat
Metode Manusia
Material Mesin
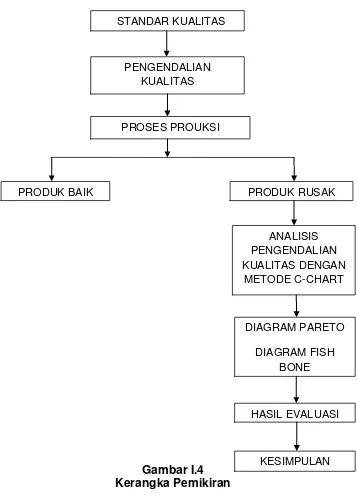
29 F. Kerangka Pemikiran
Gambar I.4 Kerangka Pemikiran
Dari kerangka pemikiran dapat dijelaskan bahwa untuk mencapai
standar kualitas perusahaan harus memeperhatikan secara konsisten
jalannya proses produksi. Hal ini dilakukan agar proses produksi
sesuai dengan peraturan yang telah ditetapkan oleh pihak
30
Dalam menentukan kualitas produk yang telah diproduksi apakah
telah memenuhi standar kualitas atau tidak maka hasil produksi itu
diseleksi dengan menggunakan QC (pengendalian kualitas).
Pengendalian kualitas terhadap produk dilakukan untuk menjaga dan
mengarahkan agar kualitas produk dapat dipertahankan sesuai
dengan spesifikasi yang ditetapkan.
Hasil seleksi akan dibagi menjadi 2 kategori yaitu produk yang
telah memenuhi standar kualitas (produk baik) dan produk yang tidak
memenuhi standar (produk rusak). Untuk produk yang telah memenuhi
standar kualitas, perusahaan tidak perlu melakukan perbaikan.
Untuk melakukan perbaikan digunakan sistem pengendalian
berupa bagan pengendali c-chart ,diagram pareto dan diagram sebab
akibat. Diagram sebab-akibat digunakan untuk mengetahui penyebab
kerusakan produk.
Hasil evaluasi dengan bagan C-Chart dan Diagram Sebab-akibat
akan dijadikan rekomendasi pihak perusahaan sebagai acuan untuk
memperbaiki kualitas produk yang telah dihasilkan. Dari hasil evaluasi
tersebut dapat ditarik kesimpulan apakah produk-produk yang
dihasilkan oleh perusahaan masih berada dalam batas kendali atau
tidak. Dan hasil evaluasi tersebut dapat digunakan sebagai laporan dan
31 BAB II
TINJAUAN PUSTAKA
A. Pengertian Kualitas
Kualitas atau mutu suatu hasil sangat berperan dalam
kelangsungan hidup perusahaan. Untuk itu sebelumnya kita
mengetahui arti dari kualitas itu sendiri. Definisi kualitas dapat
diartikan bermacam-macam sesuai dengan kebutuhan
penggunaanya.
Menurut Handoko (1999 : 54) kualitas merupakan faktor yang
terdapat dalam suatu produk yang menyebabakan produk tersebut
bernilai sesuai dengan maksud untuk apa produk tersebut
diproduksi. Menurut Purnomo (2003 : 161) kualitas adalah suatu
produk diartikan sebagai derajat atau tingkatan dimana poduk jasa
tersebut mampu memuaskan konsumen.
Menurut Elliot dalam Ariani (2004: 3) kualitas adalah sesuatu
yang berbeda untuk orang yang berbeda dan tergantung pada waktu
dan tempat, atau dikatakan sesuai dengan tujuan. Menurut Goetsch
dan Davis dalam Tjiptono (2003: 4) kualitas adalah merupakan suatu
kondisi dinamis yang berhubungan dengan produk, jasa, manusia,
proses, dan lingkungan yang memenuhi atau melebihi harapan.
Menurut Deming dalam Yamit (2004: 7) kualitas adalah apapun
yang menjadi kebutuhan dan keinginan konsumen. Sedangkan
32
sebagai keseluruhan fiture dan karakteristik produk atau jasa yang
mampu memuaskan kebutuhan yang terlihat atau tersamar.
Ada tiga pengaruh kualitas menurut Render dan Heizer (2004 :
245)
a. Reputasi perusahaan
Suatu perusahaan menyadari bahwa reputasi akan kualitas
apakah itu baik atau buruk. kualitas akan muncul sebagai
presepsi tentang produk baru perusahaan. Kebiasaan
karyawan dan hubungan pemasok
b. Keandalan produk
Keandalan (reabilitas) adalah probabilitas bahwa suatu
komponen atau produk akan aus pada lama waktu tertentu
dibawah penggunan kondisi normal. Aspek dalam reabilitas
adalah lama atau umur kehidupan yang diperkirakan dan
kondisi pengguna.
c. Keterlibatan global
Bagi perusahan yang ingin bersaing secara efektif pada
ekonomi global, maka produk mereka harus memenuhi harapan
kualitas desain dan harga global.
Dari definisi diatas maka dapat diambil kesimpulan bahwa kualitas
33
tanpa suatu cacat apapun dengan tujuan yaitu untuk memenuhi
kebutuhan dan kepuasan pelanggan.
B. Pengertian Pengendalian Kualitas
1. Pengertian pengendalian kualitas
Peranan pengendalian kualitas sangat diperlukan untuk dapat
meningkatkan keefisienan kualitas produk. Pengendalian kualitas
memerlukan dan perlu dilaksanakan oleh perancang bagian
inspeksi, bagian produksi sampai pendistribusian produk ke
konsumen. Untuk itu perlu mengetahui definisi pengendalian
kualitas agar lebih jelas :
a. Menurut ( Cawley dan Harrold dalam Ariani, 2004 : 54)
Pengendalian kualitas statistik merupakan teknik penyelesaian
masalah yang digunakan untuk memonitor mengendalikan,
menganalisis, mengolah dan memperbaiki produk dengan
menggunakan metode-metode statistik.
b. Menurut Purnomo (2003 : 163)
Pengendalian kualitas adalah alat bantu manajemen untuk
jaminan kualitas, karena pada dasarnya tidak ada dua produk
yang dihasilkan oleh suatu proses itu sama besar, tidak dapat
34 c. Menurut Handoko ( 1999: 435 )
Pengendalian kualitas merupakan upaya mengurangi
kerugian-kerugian akubat produk rusak dan banyaknya sisa produk atau
scrap.
d. Menurut Ariani (2004: 22)
Pengendalian kualitas merupakan suatu metode yang dapat
membantu menemukan akar penyebab permasalahan kualitas
yang terjadi dalam perusahaan dan dapat diketahui pula
kesesuaian standar kualitas perusahaan dengan keinginan atau
harapan pelanggan.
C. Tujuan Pengendalian Kualitas
Dalam sebuah perusahaan tujuan utama pengendalian kualitas
adalah untuk meningkatkan tingkat kepuasan konsumen. Menurut
Handoko (1999 : 454) tujuan pengendalian kualitas adalah :
a) Mengurangi kesalahan dan meningkatkan mutu
b) Mengilhami kerja tim yang lebih baik
c) Mendorong keterlibatan dalam tugas
d) Meningkatkan motivasi para karyawan
e) Menciptakan kemampuan memecahkan masalah
35
g) Memperbaiki komunikasi dan mengembangkan hubungan antara
manajer dengan karyawan
h) Mengembangkan kesadaran akan keamanan yang tinggi
i) Memejukan karyawan dan mengembangkan kepemimpinan
j) Mendorong penghematan biaya.
D. Dimensi Kualitas
Menurut David Garvin dalam Ariani ( 2004: 6) dimensi kualitas
untuk industri manufaktur, meliputi:
1. Performance (kinerja)
Yaitu kesesuaian produk dengan fungsi utama produk itu
sendiri atau karakteristik pokok dari produk inti.
2. Features
Yaitu ciri khas produk yang membedakan dari produk lain
yang merupakan karakteristik pelengkap dan mampu menimbulkan
kesan yang baik bagi pelanggan.
3. Reliability (kehandalan)
Yaitu kepercayaan pelanggan terhadap produk karena
kehandalannya atau karena kemungkinan tingkat kerusakan yang
36
4. Conformance (kesesuaian)
Yaitu kesesuaian produk dengan syarat atau ukuran tertentu
atau sejauh mana karakteristik desain dan operasi memenuhi
standar- standar yang telah ditetapkan sebelumnya.
5. Durability (daya tahan)
Yaitu tingkat ketahanan/keawetan produk atau berapa lama
produk dapat terus digunakan.
6. Serviceability (pelayanan)
Yaitu kemudahan produk itu bila diperbaiki atau kemudahan
memperoleh komponen produk tersebut. Meliputi kenyamanan,
kemudahan, dalam pemeliharaan dan penanganan keluhan yang
memuaskan.
7. Estetika
Yaitu keindahan yang menyangkut corak, rasa dan daya
tarik produk tersebut.
8. Perception (anggapan)
Yaitu fanatisme konsumen akan merk suatu produk tertentu
37 E. Aktivitas Pengendalian Kualitas
Menurut Purnomo (2003: 242) aktivitas pengendalian kualitas
antara lain :
a. Pengamatan terhadap performansi produk atau proses.
b. Membandingkan performansi yangditampilkan dengan standar
yang berlaku.
c. Mengambil tindakan-tindakan bila terdapat
penyimpangan-penyimpangan yang cukup signifikan, dan jika perlu dibuat
tindakan-tindakan untuk mengoreksinya.
F. Peta Kendali Atribut
Banyaknya karakteristik kualitas yang tidak dapat dinyatakan
dengan angka numerik, pengendalian kualitas untuk item yang
karakteristik kualitasnya tidak dapat dinyatakan dengan angka
tersebut dinamakan ”atribut” atau “sifat”. Untuk mengklasifikasikan
kualitas produk pada umumnya digunakan istilah “sesuai spesifikasi”
dan „tidak sesuai spesifikasi” atau sering juga disebut “cacat” dan
“tidak cacat”. Peta kendali atribut ada dua (Yamit, 2004:215), yaitu:
1. P - chart
Digunakan untuk pengukuran kualitas produk selama proses
produksi apakah produk yang dihasilkan masih dalam batas yang
di syaratkan dan ukuran cacat berupa proporsi/ pecahan,
38 Rumus:
a) Menentukan Proporsi Rata- Rata
b) Menentukan Standar Deviasi
n
c) Menentukan Batas Kendali
Batas Kendali Atas:
Digunakan untuk mengetahui ketidaksesuaian atau cacat
39 Rumus:
a) Menentukan Rata- Rata Kerusakan
g c c
c = rata-rata jumlah cacat
c = jumlah produk cacat
g = banyaknya observasi yang dilakukan
b) Menentukan Batas Kendali
Batas Kendali Atas:
UCL= c3 c
Batas Kendali Bawah:
40 BAB III
PEMBAHASAN
A. Gambaran Obyek Penelitian
1. Sejarah Perusahaan
PT. Sari Warna Asli Unit IV merupakan alah satu perusahaan
yang bergerak di bidang industri tekstil dan merupakan salah satu
unit dari PT. Sari Warna Asli TEX INDUSTRI GROUP yang
berlokasi di desa Kemiri kecamatan Kebakramat kabupaten
Karanganyar. PT. Sari Warna Asli Unit IV memulai usahanya
dengan mengambil alih PT. Tubantia Kudus Spinning Mills pada
tahun 1983 dan memulai usahanya dengan nama PT. Tubantia
Kudus Spinning Mills.
PT. Tubantia Kudus Spinning Mills didirikan pada tahun 1974
dalam pelaksana undang-undang Penanaman Modal Asing (PMA)
berdasarkan Akta Notaris Kartini, SH no 41 tanggal 8 Februari
1974. Berkedudukan di Besito Kudus Jawa Tengah diatas tanah
seluas kurang lebih 56.958 dengan kapasitas produksi
8.408.615 LBS benang tenun, sesuai dengan surat persetujuan
tetap sekretaris / Mentri Negara RI no. B 140 / PRES / 12 / 1973
tanggal 20 Desember 1974. Dan mendapatkan ijin usaha tetap dari
Mentri Perindustrian no. 165 / DJAI / TUT / III / PMDN / 4 / 1988
tanggal 7 April 1988 dengan ijin pembaharuan no. 51 / DJAI / TUT /
41
Tubantia Kudus Spinning Mills diambil oleh PT. Sari Warna IV
TEXTILE INDUSTRY yang berada dibawah undang-undang
Penanaman Modal Dalam Negeri (PMDN) berdasarkan akte notaris
Misahdi Wilamirta, SH No. 37 tanggal 3 desember 1983 dengan
bidang usaha yang diperluas menjadi textile terpadu. Pengalihan
status “ PMA “ ke “ PMDN “ ini berdasrkn surat persetujuan
perubahan status sekretaris atau Mentri Negara Republik Indonesia
No. B. 2135 / MENSESNEG / 7 / 1983 tanggal 1September 1983.
Tahun 1984 PT. TKSM yang telah diambil oleh PT. Sari Warna
Asli IV mengadakan perluasan di Boyolali tepatnya di desa Randu
Sari, Teras, Boyolali dengan bidang weaving (pertenunan)
perluasan di Boyolali ini dilakukan karena lokasi di daerah Kudus
sudah tidak memungkinkan untuk diadakan perluasan. PT.TKSM di
Boyolali menempati tanah seluas kurang lebih 70.000 dan
sesuai dengan surat persetujuan perubahan dari BKPM No. 08 / 11
/ PMDN / 1984 Tanggal 3 April 19854 dan memperoleh ijin usah
tetap dari BKPM atas nama Mentri Perindustrian dan memulai
produksi pada Januari 1986 dengan jumlah produksinya adalah
sebanyak 30.000.000 meter kain tenun. Kemudian pada tahun
1987 mengadakan perluasan dengan menambah kapasitas
produksi kain tenun menjadi 39.258.000 meter kain tenun dengan
persetujuan BKPM No. 01 / 11 / PMDN / 1987.
Tahun 1991 PT. TKSM mengadakan perluasan di Karanganyar
42
karanganyar dengan bidang usaha finishing. Perluasan
dikarenakan lokasi di Boyolali tidak mungkin untuk diperluas. PT.
TKSM di Karanganyar menempati tanah seluas kurang lebih 43.000
dengan produksi kain finishing sejumlah 53.528.00 meter kain
sesuai dengan surat persetujuan BKPM No. 187 / 11 / PMDN /
1991 Tanggal 6 Februari 1992.
Pada tahun 2000 seiring dengan perkebangan zaman serta
perkembangan dunia industri, khususnya di bidang textile PT.
Tubantia Kudus Spinning Millls IV Karanganyar bergabung menjadi
satu dengan PT. Sari Wana Asli Textile Industry di tandai
berubahnya nama menjadi PT. Sari Warna Asli IV Karanganyar dan
diresmikan oleh Mentri Perindustrian Bpk. Ir. Hartanto pada
Tanggal 18 Februari 1993. PT. Sari Warna Asli IV ini didirikan
dengan tujuan untuk memberikan kontribusi dalam industri textile
guna memenuhi kebutuhan dan meningkatkan kesejahteraan
masyarakat.
43
Sebelah Selatan : Persawahan penduduk
Sebelah Utara : Jalan Desa
Sebelah barat : Persawahan Penduduk
Sebelah Timur : PT. Indo Acidatama Chemical Industri
Perusahaan ini didirikan diatas tanah seluas 43.000 dengan
pembagian tanah dan pertimbangan lokasi sebagai berikut :
Pembagian bangunan dibagi atas beberapa bagian yaitu :
a) Bangunana kantor berlantai dua
b) Bangunan penjaga satpam
c) Bangunan tempat mesin-mesin produksi
d) Bangunan generator diesel
e) Bangunan tempat gudang
f) Bangunan tempat makan
g) Bangunan ruang dapur
h) Bangunan tempat mushola
i) Bangunan tempat parkir
j) Bangunan untuk kamar mandi, WC, dan lain-lain.
4. Visi dan Misi peusahaan
Visi dari PT. Sari Warna Asli Unit I adlah menjadi salah satu
pemimpin pasar tekstile global yang sahamnya diminati Bursa
44
Sedangkan Misi yang dimiliki oleh PT. Sari Warna Asli Unit I
adalah :
1) Mencapai target penjualan dan mengembalikan investasi
sesuai target.
2) Meningkatkan kapasitas produksi di spinning menjadi 10.000
bale/bulan dan kain jadi 10 juta yard/bulan.
3) Mengurangi hasil produksi yang tidak sesuai standart menjadi
maksimal 4% dan mengurangi keluhan pelanggan menjadi
maksimal 0.5%.
4) Mencapai waktu ketepatan pengiriman ke pemesan 85%.
5) Menempatkan SDM sesuai kemempuannya pada posisi tepat.
5. Struktur Organisasi Perusahaan
Organisasi merupakan suatu bentuk tatanan kerja yang
dilengkapi dengan fungsi masing-masing individu tersebut. Dalam
setiap organisasi membutuhkan individu-induvidu untuk
menjalankan organisasi tersebut. Dalam setiap perusahaan pasti
selalu ada stuktur organisasi yang fungsinya untuk menciptakan
hasil kerjasama yang baik antara pimpinan dan bawahannya dalam
mencapai tujuan perusahaan.
Struktur organisasi PT. Sari Warna Asli Unit IV dapat dilihat
pada bagan bagian-bagian dalam struktur organisasi yang
mempunyai tugas dan tanggung jawab dari tiap kegiatan sebagai
45 a. Direktur Utama
1) Sebagai koordinator dari para direktur
2) Penanggung jawab tertinggi dalam RUPS
3) Sebagai pengambil keputusan terakhir bila terdapat
perbedaan pendapat antara manajer-manajer.
b. Plan Manager
Memimpin dan bertanggung jawab terhadap seluruh
kegiatan operasional yang dijalankan oleh perusahaan agar
tercapai internal control yang baik.
Adapun tugas lain Plan Manager :
1) Mengkoordinasi dan mengawasi tugas-tugas yang telah
dibagikan dan dilaksanakan oleh kepala-kepala bagian dan
kepala seksi.
2) Memimpin rapat yang diadakan secara berkala atau jika
dipandang perlu membahas masalah-masalah yang timbul.
3) Mengadakan pengawasan tata kerja dan
peraturan-peraturan yang telah ditetapkan.
c. Manajer Produksi
1) Memimpin dan mengelola jalannya proses produksi mulai
dari bahan mentah sampai barang jadi.
2) Merencanakan dan mengendalikan produksi agar didalam
proses produksi dapat berjalan dengan baik.
3) Mengadakan produk testing terhadap produksi baik secara
46
4) Mengkoordinir semua aktivitas perusahaan dan bertanggung
jawab terhadap produk yang telah dihasilkan.
Manajer produksi sendiri membawahi :
d. Kepala bagian mekanik
1) Bertanggung jawab atas seluruh sasaran peralatan proses
produksi.
2) Bertanggung jawab atas kelancaran mesin-mesin produksi.
3) Mengawasi dan segera mengambil tindakan pencegahan
timbulnya kerusakan atau bahaya lainnya.
4) Memperbharui, service, kebersihan mesin atau mekanis
produksi.
5) Mengontrol secara rutin bagia-bagian mekanisme yang peka
akan gangguan.
6) Meminta spare part yang diperlukan.
7) Melaporkan secara berkala investasi produksi.
e. Kepala bagian Produksi
1) Bertanggung jawab terhadap seluruh proses produksi.
2) Bertanggung jawab terhadap kelancaran proses produksi.
3) Membuat laporan produksi.
4) Bekerja sama dengan bagian-bagian lain yang terkait.
5) Mengontrol secara rutin bagian-bagian produksi.
f. Kepala bagian PPC
1) Menyusun dokumen mutu terpadu pada semua lini produksi
47
2) Pengendali dokumen mutu atau produksi dengan
mengkreasikan suatu sistem audit mutu internal terpadu dan
berkesinambungan
3) Pengendali eksternal mutu produksi sebelum hasil produksi
dari suatu departement produksi yang diserahkan kepada
bagian lain atau konsumen selanjutnya.
4) Mengevaluasi sumber dan penggunaan bahan baku produksi
dan hasil produksi serta menilai kinerja departement
produksi dengan data-data yang tersedia secara tertulis.
g. Kepala bagian QC
1) Pengendali dokumen persediaan dengan menerapkan
sistem inventory yang terpadu. Pengendali sistem
pemesanan bahan baku, bahan penolong dan spare part.
2) Pengendali dan pengawas sistem penerimaan dan
pengiriman barang dan semua unit penyimpanan.
3) Menganalisa kebutuhan bahan dengan mempertimbangkan
batas minimal keamanan ketersediaan barang yang ada di
gudang.
h. Kabag Akuntansi
1) Melakukan pencatatan dan pengawasan terhadap kekayaan
dan kewajiban-kewajiban perusahaan.
2) Menyusunlaporan laporan keuangan baik yang berkala
maupun uncidental.
48 i. Kabag Keuangan
1) Menyusun prosedur dan pengumpulan rancangan anggaran
devisa keuangan.
2) Mengumpulkan penerimaan dan pengeluaran perusahaan
secara efektif dan efisien.
j. Kabag Personalia dan Umum
1) Mengatur dan mengurus keamanan perusahaan.
2) Mengatur dan mengurus urusan intern perusahaaan dan
urusan yang berhubungan dengan masyarakat luas.
3) Mengurus dan melaksanakan administrasi kepegawaian.
4) Mengurus dan menangani masalah perburuhan.
6. Aspek Sumber Daya Manusia (Personalia)
Fungsi personalia PT. Sari Warna Asli Unit I Karanganyar
memegang peranan yang sangat penting dalam menentukan
perkembangan serta keberhasilan suatu perusahaan, bahwa fungsi
tersebut bertanggung jawab dalam mengadakan seleksi calon
karyawan dan training. Sumber daya manusia berperan sebagai
komponen tenaga kerja (karyawan) dan aset yang sangat penting
bagi perusahaan, oleh karena itu tujuan diadakan seleksi adalah
untuk mendapatkan calon karyawan yang sesuai dengan pekerjaan
yang diharapkan perusahaan Dalam melakukan seleksi ada
beberapa kualifikasi dasar yaitu :
a. Keahlian : keahlian merupakan faktor utama dalam
49
b. Pendidikan : sekarang ini pendidikan dijdikan sebagai
tolak ukur akan kemampuan seseorang karyawan.
c. Pengalaman : karyawan yang telah berpengalaman akan
menguntungkan perusahaan karena dapat menghemat
waktu pelatihan (training), biaya dan mempercepat
penyesuaian kerja. Perusahaan menyeleksi karyawan
biasanya lebih memperhatikan pengalaman kerja.
PT. Sari Warna Asli I pada saat ini memiliki karyawan untuk
day shift orang yang terdiri dari 620. Dengan pembagian shift A
180 karyawan, shift B 73 karyawan dan shift C 79 karyawan. Jadi
total karyawan berjumlah 852 karyawan.
Untuk memperlancar kinerja karyawan, ada beberapa
ketentuan yang harus dijalankan oleh karyawan yaitu :
1. Pengaturan jam kerja karyawan
a. Karyawan yang masuk day shift
Hari Senin sampai Jumat
50 b. Karyawan yang masuk shift
Setiap hari dan tidak ada hari libur
Shift I
7. Aspek Pemasaran dan Distribusi
Dalam meningkatkan hasil produksi setiap tahun, maka
perusahaan juga giat dalam memasarkan produknya karena
pemasaran dapat mempengaruhi maju mundurnya perusahaan,
sebab walaupun perusahaan akan mengalami kemacetan. Dengan
keuletan dan ketekunan pimpinan perusahaan, manajer
perusahaan, serta staffnya didalam memasarkan hasil produknya,
maka dalam waktu relatif singkat PT. Sari Warna Asli Unit I dapat
merebut pasaran seluruh wilayah Indonesia maupun luar negeri.
Dalam memenuhi pasar luar negeri PT. Sari Warna Asli
mempunyai strategi khusus didalam melakukan ekspor produknya
yaitu strategi pasar ekspor yang berpusat pada pelayanan pasar
51
a. Ekspor produksi tekstil yang berkualitas secara langsung
kepada pelanggan di luar negeri.
b. Menjual produk tekstil yang berkualitas kepada
perusahaan garment di Indonesia sehingga dapat
bersaing di pasar internasional secara baik.
Produk-produk yang dihasilkan oleh PT. Sari Warna Asli
mendapatkan sambutan yang baik dari diberbagai Negara,
diantaranya Amerika, Inggris, jerman, Kanada, Cina, dan lain
sebagainya.
PT. Sari Warna Unit I juga memproduksi produknya
berdasarkan segmentasi pasar yaitu berdasarkan jenis kelamin dan
tingkat pendapatan. Berdasarkan jenis kelamin PT. Sari Warna Asli
memproduksi kain menurut pria dan wanita dengan wanita dengan
motif dan corak berbeda-beda sedangkan menurut tingkat
pendapatan memproduksi kain dengan beberapa tingkatan harga
agar dapat dijangkau seluruh lapisan msyarakat.
Saluran distribusi yang digunakan PT. sari Warna Asli Unit I
adalah sebagai berikut :
1) Untuk wilayah Jawa Barat
Dari produsen kemudian masuk ke agen selanjutnya
masuk ke pengecer baru ke konsumen.
2) Untuk wilayah Jawa Tengah
Dari produsen masuk ke agen kemudian masuk ke
52
3) Untuk wilayah Jatwa Timur dan Indonesia bagian Tengah
dan Timur, ada 2 macam saluran distribusi yaitu :
a. Dari produsen masuk ke agen kemudian ke pengecer
baru ke konsumen.
b. Dari produsen masuk ke pedagang besar kemudian ke
agen selanjutnya masuk ke pengecer baru ke
konsumen.
4) Untuk wilayah Jakarta
Dari produsen masuk ke pedagang besar kemudian ke
agen selanjutnya masuk ke pengecer baru ke konsumen.
8. Pengendalian Kualitas
Jaminan kualitas merupakan faktor yang harus diperhatikan
bagi perusahaan besar, baik dari kualitas bahan, kualitas proses
maupun kualitas pada hasil produksi. Untuk mengatasi masalah
tersebut PT. Sari Warna Asli menerapkan pengendalian kualitas
pada keseluruhan kegiatannya dengan pembentukan departemen
Quality Control dengan tujuan menangani semua masalah tersebut
adapun upaya yang dilakukan untuk pengandalian kualitas adalah :
a. Pengendalian kualitas pada bahan baku
Pengendalian kualitas bahan baku dilakukan dengan
pemilihan kain grey yang baik yang disertai dokumen
resmi. Bahan baku tersebut dari Boyolali berupa kain grey.
Pengecekan kain dilakukan oleh bagian logistik dengan
53
b. Pengendalian kulitas pada proses produksi
Pengendalian kualitas pada tahap proses produksi
merupakan hal yang paling penting, karena bagian ini
penentu baik buruknya kualitas produk yang dihasilkan
oleh perusahaan. Pada bagian proses produksi PT. Sari
Warna Asli memilih karyawan yang menguasai kualitas
lapangan sehingga sangat membantu dalam penentuan
kualitas hasil serta menjaga hasil produksi agar
kualitasnya tetap terjaga.
c. Pengendalian kualitas pada hasil produksi
Pada bagian ini karyawan yang cekatan sangat
dibutuhkan oleh PT. Sari Warna Asli karena karyawan
harus dapat memilih hasil produksi dengan baik.
Pengendalian kualitas pada bagian ini yaitu memilih kain
mana yang cocok untuk dikirim ke pemesanan dan produk
cacat ( BS ) serta kain kecil. Biasanya produk cacat kain
finishing masih ada yang memesan, sedangkan kain kecil
juga diinginkan pedagang kain untuk dijual eceran
ataupun meteran
B. Laporan Magang Kerja
1. Pengertian Magang Kerja
Magang kerja adalah kegiatan intrakulikuler yang
54
ke masyarakat atau dunia kerja. Sasaran tempat pelaksanaan
kegiatan magang adalah macam-macam untuk kegiatan
menengah, koperasi, instansi pemerintah atau swasta dan
kelompok masyarakat umum. Adapun bentuk-bentuk kegiatan
magang meliputi praktik kerja, pendampingan, pelatihan,
penyuluhan, pelaporan dan lain-lain. Sebelum melaksanakan
kegiatan magang kerja, mahasiswa terlebih dahulu dibekali dengan
berbagai pengetahuan praktis, disamping keahliannya dalam
konsentrasi industri masing-masing.
2. Tujuan dari Magang Kerja
Tujuan yang ingin dicapai dalam kegiatan magang kerja
adalah :
a. Agar setiap mahasiswa dapat lebih mendalami dan
menguasai materi-materi perkuliahan yang didapat saat
menempuh dibangku kuliah.
b. Agar mahasiswa mendapat pengalaman langsung dan
pengetahuan tentang aktivitas dalam dunia usaha.
c. Agar mahasiswa dapat memahami dan menghayati
permasalahan-permasalahan yang dihadapi dalam dunia
55 3. Manfaat Magang Kerja
Magang kerja dapat memberikan manfaat bagi berbagai pihak
yaitu :
a. Bagi Mahasiswa
1. Agar mahasiswa dapat menerapkan ilmu pengetahuan
yang sudah didapat selama menempuh pendidikan.
2. Agar setelah lulus mahasiswa dapat menghadapi masalah
yang akan timbul dalam dunia kerja.
b. Bagi Perusahaan
1. Perusahaan akan mendapat sumber daya manusia yang
berkualitas di masa yang akan datang.
2. Hasil penelitian mahasiswa selama magang kerja dapat
dijadikan masukan dalam menentukan
kebijakan-kebijakan dalam perusahaan.
4. Tempat dan Waktu Pelaksanaan Magang Kerja
Kegiatan magang kerja dilaksanakan di PT. Sari Warna Asli
Unit I yang beralamatkan di Desa Kemiri Kecamatan Kebakkramat
Kabupaten Karanganyar. Magang ini dilaksanakan selama satu
bulan yaitu mulai tanggal 1 Februari 2010 sampai dengan tanggal
56
ketentuan yang harus ditaati oleh mahasiswa. Ketentuan tersebut
antara lain :
a. Masuk hari Senin sampai hari Sabtu pukul 08.00 – 16.00.
Dan hari sabtu masuk jam 08.00 – 12.00.
b. Selama magang mahasiswa diwajibkan memakai
seragam yaitu atasan kemeja berwarna putih dan
bawahan celana panjang warna hitam serta memakai
co-card yang wajib dikenakan di lingkungan perusahaan
sebagai tanda pengenal.
c. Apabila ingin meninggalkan perusahaan pada waktu jam
magang, mahasiswa harus meminta ijin terlebih dahulu
kepada kepala bagian department kemudian ke pos
satpam.
d. Selama magang mahasiswa harus menaati peraturan
yang berlaku di PT. Sari Warna Asli Unit I.
5. Kegiatan Magang Kerja adalah sebagai berikut :
a. Minggu pertama tanggal 1 – 6 Februari 2010
1) Perkenalan kepada staff, pembimbing magang,
karyawan terutama pada line 1 dan lingkungan yang ada
57
2) Menerima penjelasan tentang hal-hal yang berkaitan
dengan perusahaan.
3) Orientasi tempat magang kerja.
b. Minggu kedua tanggal 8 – 13 Februari 2010
1) Melakukan pengamatan di bagian produksi line I
mengenai proses produksi kain dan dijelaskan tentang
peralatan yang digunakan dalam proses produksi.
2) Membantu sebagian karyawan dalam menyelesaikan
tugas di bagian PPC.
c. Minggu ketiga tanggal 15 – 20 Februari 2010
1) Mencari data di bagian personalia mengenai jumlah
karyawan yang bekerja.
2) Melakukan penelitian tentang produktifitas kerja.
d. Minggu keempat tanggal 22 – 27 Februari 2010
1) Melakukan pengecekan terhadap semua data yang
diperoleh selama magang dan melengkapi data yang
kurang.
Demikian laporan magang kerja yang telah dilaksanakan pada
tanggal 1 Februari sampai dengan 28 Februari 2010. Dalam rangka
58 C. Proses Produksi
1) Proses Produksi Kain Erro W/I TC 45 TC 45 108 68 48
a. BBKR
Proses pembakaran bulu yang bertujuan menghilangkan
bulu-bulu yang timbul pada permukaan kain sehingga dapat
memperbaiki kenampakan kain.
b. SCOURING BLEACHING
Kain yang sudah di BBKR dicuci dengan proses
pencucian awal untuk melepaskan rantai kanji dengan
oksidator dalam serat. Setelah itu melalui proses pemberian
obat scouring yang bertujuan mengubah pigmen grey
menjadi putih.
SCOURING BLEACHING dengan Indikator
Zat pengokzid dapat memutuskan ikatan kanji dengan serat
tetapi juga dapat memutuskan ikatan dalam serat sehingga
melemahkan serat.
Adalah proses pemadatan kain yang tujuannya agar
elastisitas kain setelah dicuci tidak lebih dari 1% atau kai
59 2) Alat Produksi atau Mesin Produksi :
a. Shearing
Merupakan mesin yang digunakan untuk memotong bulu
pada grey.
b. Gas Singing (GS)
Merupakan mesin yang digunakan proses BBHK. Mesin
ini digunakan untuk produk WI (putih)
c. HK
Merupakan mesin yang digunakan untuk menghilangkan
serat kanji yang masih menempel pada serat kain, hanya
proses dyeing.
d. Continous Bleaching (CB)
Mesin ini memiliki fungsi ganda yaitu, dapat digunakan
sebagai scouring bleaching, dan juga dapat digunakan
sebagai bleaching saja.
e. Stenter
Mesin yang memiliki fungsi untuk proses resi finish dan
set.
f. CPB II
Merupakan mesin yang berperan sebagai costic warna
untuk menyerap warna lebih baik, sehingga warna kain yang
60 g. Sueding
Merupakan mesin yang digunakan untuk menmbulkan
serat bulu pada produk kain tertentu. Dengan kapasitas
mesin.
h. Jet Dyeing
Merupakan mesin yang digunakan untuk proses
pewarnaan dimana kain akan melewati proses pemberian
warna.
i. CPB Dyeing
Alat ini dikelompokkan menjadi dua CPB Barat untuk kain
lebar dan CPB Timur digunakan untuk kain pendek.
j. Curing
Merupakan mesin yang digunakan untuk membantu
proses terjadinya fiksasi sehingga warna yang dihasilkan
lebih cemerlang.
k. Comfeed
Merupakan mesin yang digunakan untuk membantu
melenturkan kain full polyster dengan kapasitas mesin.
l. Callender
Merupakan mesin yang memiliki fungsi untuk proses kain
61 D. Pembahasan Masalah
Berdasarkan data yang diperoleh dari PT. Sari Warna Asli Unit I
maka dilakukan pembahasan mengenai pengendalian kualitas dengan
mengguanakan analisis c-chart.
Analisis ini digunakan untuk mengetahuai dan menentukan apakah
kerusakan pada produk kain erro yang terjadi dalam proses produksi
masih dalam batas kendali atau tidak. Dalam analisis ini disertakan
diagram sebab akibat (fish bone) dan diagram pareto untuk
mengetahui jenis kerusakan serta penyebabnya.
1. Analisis C – Chart
Bagan pengendalian c-chart digunakan untuk mengadakan
pengujian terhadap kualitas proses produksi yang mengetahui
banyaknya jumlah produk yag rusak dan untuk mengetahui
apakah ada kerusakan produksi yang masih dalam batas kendali
apa tidak. Untuk mengetahui hal tersebut pnulis mengadakan
perhitungan yaitu dengan metode c-chart. Metode tersebut
digunakan untuk mengetahui tingkat kerusakan produk yang
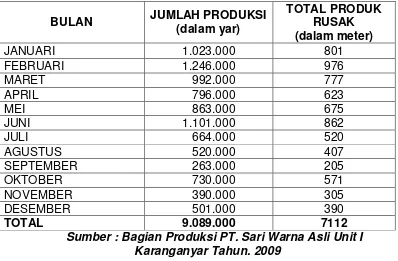
62
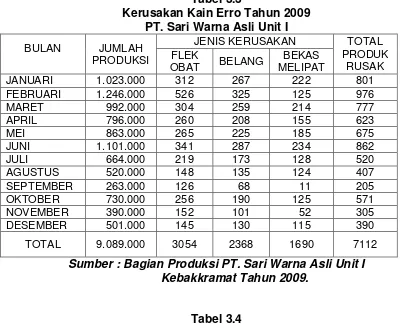
TABEL 3.1
Data Kerusakan Produk Kain Erro Di PT. Sari Warna Asli Unit I Karanganyar
Tahun.2009
BULAN JUMLAH PRODUKSI
(dalam yar)
TOTAL PRODUK RUSAK (dalam meter)
JANUARI 1.023.000 801
FEBRUARI 1.246.000 976
MARET 992.000 777
Sumber : Bagian Produksi PT. Sari Warna Asli Unit I Karanganyar Tahun. 2009
a. Data tabel 3.1 kemudian dilakukan perhitungan dengan
menggunakan metode c-chart dengan langkah sebagai berikut
Mencari rata-rata kerusakan
g
Dari perhitungan diatas dapat diketahui bahwa rata-rata
63
b. Menentukan batas kendali atas (UCL) dan batas kendali
bawh (LCL) dengan menggunakan rumus :
1) UCL = c + 3 c
= 592,6 + 3 592,6
= 592,6 + 73,03
= 665,70
2) LCL = c - 3 c
= 592,6 – 3 592,6
= 592,6 – 73,03
64
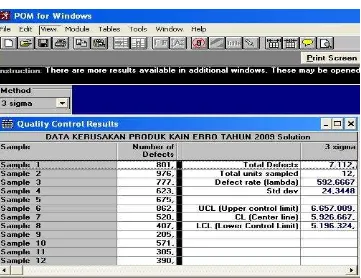
2. Analisis c-chart dengan menggunakan POM for windows
Tabel 3.2
Data Kerusakan Produk Kain Erro Di PT. Sari Warna Asli Unit I Karanganyar
65
Gambar 3.3
Grafik C-Chart Kerusakan Kain Erro Tahun 2009 PT.Sari Warna Asli Unit I
Berdasarkan grafik di atas hasil perhitungan dengan analisis c-chart
menunjukkan bahwa untuk kain erro pada bulan Januari – Desember
2009, secara umum dapat diketahui bahwa produksi kain erro
sebagian besar masih berada diluar batas pengendlian (out of
control), kecuali pada bulan April, Juli dan Oktober yang berada di
batas pengendalian (in control).
Berdasarkan tabel tersebut pada bulan Januari, Februari, Maret,
Mei, Juni, Agustus, September, November dan Desember kerusakan
yang paling besar adalah flek obat. Dengan demikian dapat
disimpulkan bahwa kerusakan kerusakan flek obat yang
menyebabkan produk kain erro berada diluar batas pengendalian (out
of control). Dengan demikian perusahaan perlu melakukan tindakan
perbaikan atau koreksi kembali terhadap produk kain erro agar tidak
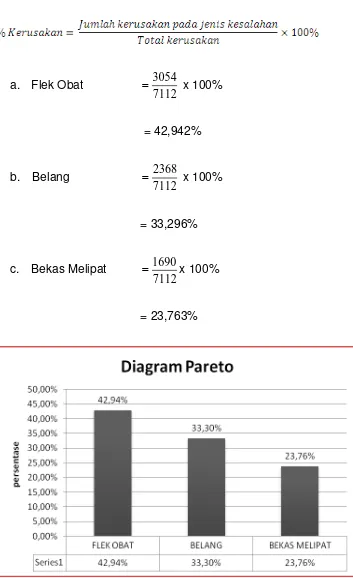
66 3. Analisis Diagram Pareto
“Diagram pareto merupakan diagram yang mengklasifikasikan
hasil menurut sebab dan gejalanya (Purnomo, 2004: 302).”
Persentase kerusakan kain erro di lihat dari cacat keseluruhan
Tabel 3.3
Kerusakan Kain Erro Tahun 2009 PT. Sari Warna Asli Unit I
BULAN JUMLAH
PRODUKSI
JENIS KERUSAKAN TOTAL PRODUK
Sumber : Bagian Produksi PT. Sari Warna Asli Unit I Kebakkramat Tahun 2009.
Tabel 3.4
Komposisi Jenis dan Jumlah Kerusakan Produk Kain Erro PT. Sari Warna Asli Unit I
Tahun 2009
67
Menghitung persentase jenis kerusakan kain erro :
a. Flek Obat
7112 3054
x 100%
= 42,942%
b. Belang
7112 2368
x 100%
= 33,296%
c. Bekas Melipat
7112 1690
x 100%
= 23,763%
Gambar 3.4
68
Berdasarkan diagram Pareto dapat diketahui bahwa jenis
kerusakan tertinggi terjadi karena flek obat obat. Beberapa sebab
yang mengakibatkan kain erro menjadi rusak antara lain:
a. Flek Obat
Adalah cacat kain yang dikarenakan tidak
sempurnanya pencampuran warna. Yang diakibatkan dari
penimbangan dan sistem memasukkan obat yang tidak
tepat, sehingga menyebabkan warna kain menjadi pudar
atau tidak seperti yang diinginkan.
b. Belang
Adalah cacat kain yang terdapat warna lain yang
tercampur dalam standar kain yang diharapkan.
c. Bekas Melipat
Adalah cacat kain dikarenakan kondisi kain yang tidak
rata dan ketidaksempurnaan pada saat proses
penggulungan kain
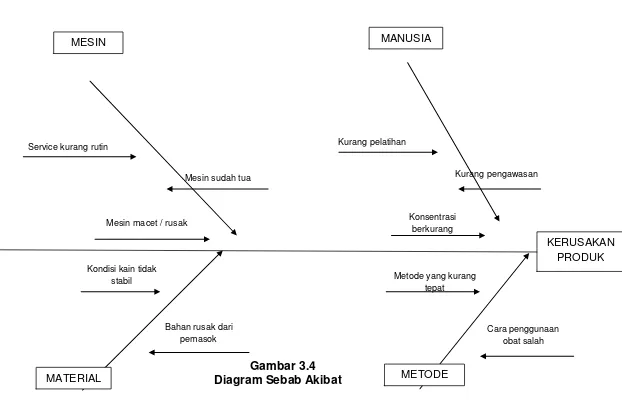
4. Analisis Diagram Sebab Akibat (fish-bone chart)
Diagram sebab akibat adalah grafik yang menggambarkan
hubungan antara masalah atau akibat dengan faktor-faktor yang
69
Diagram sebab akibat digunakan untuk penelusuran akar
penyebab terjadinya masalah secara aktif.
Diagram ini sangat membantu untuk melihat aliran proses
dan dimana masalah terjadi. Cara untuk membuat diagram
sebab-akibat dimulai dengan menggunakan 4 kategori yaitu :
material, mesin, manusia dan metode.
a. Faktor Material.
1) Bahan rusak dari pemasok
Bahan baku yang digunakan tidak lain adalah kain
grey. Apabila kain itu rusak/kotor (akibat proses
sebelumnya), maka akan menghambat penyerapan zat
warna kedalam serat kain dan mengakibatkan pewarnaan
menjadi belang atau motif meleset.
2) Kondisi kain tidak stabil
Temperature lingkungan juga berpengaruh terhadap
kondisi bahan baku atau kain karena temperature yang
berubah-ubah menyebabakan benang atau kain grey
70 b. Faktor Mesin
1) Service kurang rutin
Terlambat dalam memperbaiki kondisi mesin dapat
mengakibatkan lambatnya kinerja mesin dan tidak sesuai
konstruksi.
2) Kondisi mesin yang sudah tua
Masalah ini merupakan masalah yang paling banyak
dihadapi oleh industri textile kaena mahalnya biaya untuk
pembelian mesin dengan teknologi yang baru.
3) Mesin macet atau rusak
Kemacetan mesin secara tiba-tiba dapat
memperlambat proses produksi dan meningkatkan resiko
menurunnya tingkat kualitas produk akhir yang dihasilkan.
c. Faktor Manusia
1) Kurang pengawasan
Sedikitnya petugas pengawas bila dibandingkan
dengan jumlah mesin juga berpengaruh terhadap proses
71 2) Konsentrasi berkurang
Konsentrasi yang tinggi sangat dibutuhkan namun
banyaknya pekerjaan sering membuat konsentrasi
karyawan tepecah. Masalah ini sangat terasa dialami oleh
pekerja shift malam karena selain menangani mesin juga
melawan rasa kantuk.
3) Kurang pelatihan
Karyawan yang kurang terlatih membuat pekerjaan
menjadi tidak teratur dan hasilnya kurang maksimal.
d. Faktor Metode
1) Metode yang kurang tepat
Kesalahan ini mungkin saja terjadi karena banyak
konstruksi kain yang diproduksi sehingga membuat
kelalaian penggunaan metode yang sama namun dalam
konstruksi yang berbeda.
2) Cara penggunaan obat salah
Hal ini disebabkan karena bila metode dalam
pencampuran resep obat pewarna salah, maka akan
menyebabkan terjadinya kerusakan kain yaitu flek obat.
Jadi pencampuran obat/resep haruslah pas(tepat) agar
72
Berikut adalah permasalahan dalam memproduksi kain erro
dan penyebab-penyebab kesalahan tersebut yang dapat
73 Gambar 3.4 Diagram Sebab Akibat
MESIN MANUSIA
Cara penggunaan obat salah Mesin sudah tua Kurang pengawasan
Metode yang kurang tepat Mesin macet / rusak Konsentrasi
berkurang
KERUSAKAN PRODUK Kondisi kain tidak
stabil
Bahan rusak dari pemasok
Kurang pelatihan Service kurang rutin
74 BAB IV
PENUTUP
A. KESIMPULAN
Berdasarkan pembahasan pada BAB III mengenai
pengendalian kualitas dengan metode c-chart pada kain erro pa PT.
Sari Warni Asli maka dapat diambil kesimpulan
1. Dari analisis c-chart pada tahun 2009 dapat diketahui bahwa
rata-rata kerusakan produk yang terjadi adalah sebesar 592,67 kemudian
untuk batas kendali atas (UCL) adalah sebesar 665,70 dan batas
kendali bawah (LCL) adalah sebesar 519,64. Berdasrkan
perhitungan dengan analisis c-chart pada tahun 2009 dapat diketahui
bahwa hampir semua kerusakan berada diluar batas pengendalian
kecuali pada bulan April, Juli, Oktober. Kerusakan yang paling besar
adalah flek obat yang menyebabkan kerusakan diluar batas kendali.
2. Berdasarkan analisis diagram pareto dapat diketahui juga tingkat
kerusakan yang paling besar adalah flek obat yaitu sebanyak 3054
produk atau 42,942% dari total jenis kerusakan produk dan
kerusakan terkecil adalah bekas melipat sebanyak 1690 produk atau
23,763% dari kerusakan produk. Sedangkan pada jenis kerusakan
belang yaitu sebanyak 2368 produk atau 33,296% dari kerusakan
75
3. Dari analisis diagram sebab akibat dapat diketahui faktor-faktor
penyebab kerusakan pada PT. Sari Warna Asli yaitu :
a. Jenis kerusakan yang disebabkan oleh mesin sangat beragam
misalnya, service mesin kurang rutin, kondisi mesin sudah tua
dan mesin tiba-tiba mati atau rusak.
b. Jenis kerusakan yang diakibatkan oleh material adalah bahan
rusak dari pemasok dan kondisi kain tidak stabil.
c. Jenis kerusakan yang diakibatkan oleh faktor tenaga kerja atau
faktor manusia adalah kurangnya pengawasan, kurang
konsentrasi dan kurangnya pelatihan.
d. Jenis kerusakan yang diakibatkan oleh faktor metode adalah
system atau cara penggunaan obat salah dan metode yang
digunakan kurang tepat.
B. SARAN
Berdasarkan pembahasan analisis data dan kesimpulan hasil
penelitian yang telah dikemukakan diatas, maka peneliti ingin
memberikan saran yang diharapkan dapat memberikan manfaat
bagi pihak perusahaan untuk menentukan langkah lebih lanjut
mengenai pengendalian kualitas. Adapun saran yang ingin penulis
sampaikan adalah sebagai berikut :
1. Perusahaan perlu meninjau kembali kebijakan yang
76
Penerapan system pengendalian kualitas yang baik dan tepat
akan dapat mengurangi persentase kerusakan produk yang
berada diluar batas toleransi (out of control)
2. Melakukan pemeliharaan secara rutin terhadap mesin-mesin
maupun alat yang mendukung kinerja perusahaan sehingga
dapat mencegah terhambatnya proses produksi dan
meminimalkan kesalahan atau kerusakan yang terjadi akibat
mesin yang bermasalah.
3. Melakukan pelatihan-pelatihan kerja baik untuk karyawan baru
maupun karyawan lama sehingga dapat mempertahankan dan
meningkatkan mutu produk.
4. Penerimaan karyawan baru harus dilakukan secara selektif
khususnya untuk bagian yang membutuhkkan keahlian khusus.
5. Lebih teliti dan sering melakukan tindakan pengontrolan pada
77
DAFTAR PUSTAKA
Ariani, Wahyu D. 2004. Pengendalian Kualitas Statistik. Yogyakarta: Andi.
Handoko, T. Hani. 1999. Dasar-Dasar Manajemen Produksi Dan Manajemen Operasi. Edisi 1. Yogyakarta: BPFE UGM.
Purnomo, Hari. 2003. Pengantar Teknik Industri. Yogyakarta: Graha Ilmu.
Render, barry dan jay Heizer. 2005. Manajemen Operasi. Edisi 7. Jakarta: Salemba Empat.
Tjiptono, Fandy dan Anastasia Diana. 2003. Total Quality Management. Edisi revisi. Yogyakarta: Andi.