ANALISIS PENGENDALIAN KUALITAS KAIN GREY PADA
DEPARTEMEN WEAVING DI PT ISKANDAR INDAH PRINTING TEXTILE
SURAKARTA
Disusun Oleh :
Mita Rosita Inawati
F3509046
PROGRAM DIPLOMA III MANAJEMEN BISNIS
FAKULTAS EKONOMI UNIVERSITAS SEBELAS MARET
SURAKARTA
commit to user
ANALISIS PENGENDALIAN KUALITAS KAIN GREY PADA
DEPARTEMEN WEAVING DI PT ISKANDAR INDAH PRINTING TEXTILE
SURAKARTA
TUGAS AKHIR
Diajukan Untuk Memenuhi Syarat-syarat Mencapai Sebutan Ahli Madya
Manajemen Industri
Disusun Oleh :
Mita Rosita Inawati
F3509046
PROGRAM DIPLOMA III MANAJEMEN BISNIS
FAKULTAS EKONOMI UNIVERSITAS SEBELAS MARET
SURAKARTA
2012
ABSTRAKSI
ANALISIS PENGENDALIAN KUALITAS KAIN GREY PADA
DEPARTEMEN WEAVING DI PT ISKANDAR INDAH PRINTING TEXTILE
SURAKARTA
Mita Rosita Inawati
F3509046
Hal yang paling diperhatikan oleh konsumen terhadap suatu elemen produk adalah kualitas. Maka dari itu setiap perusahaan harus dapat mengendalikan dan memperhatikan setiap kerusakan dari suatu produk agar tetap terjaganya kualitas dan tidak menimbulkan kerugian bagi perusahaan. Penelitian ini dilakukan di PT Iskandar Indah Printing Textile selama satu bulan. Penelitian ini dilakukan untuk mengetahui tingkat kerusakan kain Grey dan penyebab terjadinya kerusakan pada departemen wea ving PT Iskandar Indah Textile Surakarta.
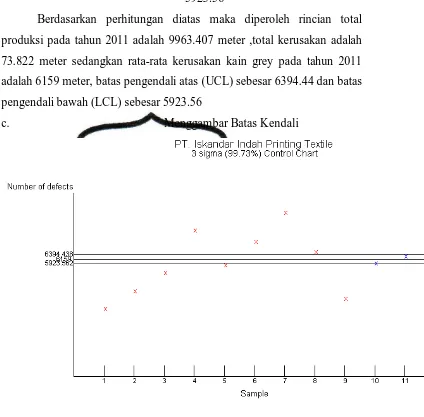
Metode yang digunakan dalam penelitian ini adalah dengan menggunakan metode c-chart, karena dengan metode inilah dapat diketahui tingkat rata – rata kerusakan. Yaitu sebesar 6.159 meter dengan batas pengendali atas sebesar 6394,44 meter dan batas pengendali bawah sebesar 5923,56 meter. Terdapat juga kerusakan yang berada di luar batas pengendalian yaitu pada bulan April, Juni, Juli Agustus dan Desember tahun 2011. Penyebab tingkat kerusakan terbesar berada di putus lusi karena mesin yang tua dan jarang dilakukan servis.
Saran yang disampaikan adalah hendaknya perusahaan menerapkan metode analisis c-chart, karena metode ini sangat tepat untuk digunakan di dalam PT Iskandar Indah Textile karena dapat diketahui batas atas kerusakan, Batas bawah kerusakan serta rata-rata kerusakan kain grey. Selain itu kerusakan terbesar terdapat pada putus benang pakan dan putus benang lusi, oleh karena itu perusahan diharapkan memperhatikan keadaan mesin yang yang digunakan untuk memproduksi kain tenun dan melakukan peremajaan mesin dengan melakukan servis rutin pada mesin tenun.
Kata Kunci : Tingkat Kerusakan, Pengendalian Kualitas Kain
commit to user
HALAMAN PERSETUJUAN
Tugas Akhir dengan judul :
ANALISIS PENGENDALIAN KUALITAS KAIN GREY PADA
DEPARTEMEN WEAVING DI PT ISKANDAR INDAH PRINTING TEXTILE
SURAKARTA
Surakarta, Juni 2012
Telah disetujui Dosen Pembimbing
YENI FAJARIYANTI, SE, MSi
NIP. : 197 401 122 000 122 004
HALAMAN PENGESAHAN
Tugas Akhir dengan judul :
ANALISIS PENGENDALIAN KUALITAS KAIN GREY PADA
DEPARTEMEN WEAVING DI PT ISKANDAR INDAH PRINTING TEXTILE
SURAKARTA
Telah disahkan oleh Tim Penguji Tugas Akhir
Program Studi Diploma 3 Manajemen Bisnis
Fakultas Ekonomi Universitas Sebelas Maret Surakarta
Surakarta, 1 Agustus 2012
Tim Penguji Tugas Akhir
1) Dra. Hj.Mahastuti Agung, MSi.
NIP. 19480622 19730 22001 Penguji
2) Yeni Fajariyanti, SE, MSi
NIP. 19740112 20001 22004 Pembimbing
commit to user
MOTTO DAN PERSEMBAHAN
MOTTO :
Berusahalah untuk tidak menjadi manusia yang berhasil tapi berusahalah
menjadi manusia yang berguna.
(Enstein)
Jika kamu tidak berfikir tentang masa depan kamu tidak akan pernah
memilikinya.
(John Gale)
Karya ini dipersembahkan kepada :
- Ayahku yang selalu memberiku semangat
- Ibuku tercinta
- Nurlita adikku satu – satunya
- Sigit Budi Santoso yang selalu ada untuk membantuku
- Ayaka, Muezza, Mueci, Nunna, dan Cherry
- Mimo, Elmo, dan Juno
- Anak – anak Manajemen Bisnis 2009
KATA PENGANTAR
Segala Puji dan Syukur kehadirat Tuhan Yang Maha Esa atas segala Rahmat
dan KaruniaNya yang telah dicurahkan kepada penulis sehingga dapat
menyelesaiakan laporan tugas akhir dengan Judul Analisis Pengendalian Kualitas
Kain Grey pada Departemen Weaving di PT. Iskandar Indah Printing Textile
Surakarta ini dapat selesai dengan baik.
Laporan magang dan tugas akhir ini disusun guna memenuhi syarat-syarat
mencapaigelar ahli madya pada program diploma 3 Program Studi Manajemen
Industri Fakultas Ekonomi Universitas Ekonomi Universitas Sebelas Maret
Surakarta.
Dalam kesempatan ini penulis sampaikan ucapan terimakasih kepada
pihak-pihak yang telah membantu dalam penyusunan laporan tugas akhir ini :
1. Bapak Dr. Wisnu Untoro, MS selaku dekan Fakultas Ekonomi Univesitas
Sebelas Maret.
2. Ibu Sinto Sunaryo, SE, MSi selaku Ketua Program Studi Manajemen Bisnis
pada Program Diploma 3 Fakultas Ekonomi Univesitas Sebelas Maret.
3. Ibu Yeni Fajariyanti, SE, MSi selaku Pembimbing Tugas Akhir.
4. Bapak Joko Suyono,SE, MSi selaku pembimbing akademik.
5. Bapak Bambang Setiawan selaku pimpinan PT. Iskandar Indah Printng
Textile.
commit to user
6. Bapak Agus Mulyo selaku karyawan pendamping peelitian pada PT. Iskandar
Indah Printng Textile.
7. Seluruh staf karyawan dan direksi PT. Iskandar Indah Printng Textile.
8. Almarhum eyangku yang telah mendidikku hingga menjadi sepert ini.
9. Ayahku yang selalu membimbingku dan memberiku semangat.
10.Ibuku tercinta.
11.Seluruh teman manajemen industri angkatan 2009.
12.Semua pihak yang telah membantu yang tidak dapat saya sebutkan satu
persatu.
Kepada pembaca, Penulis menyadari sepenuhnya atas kekurangan dalam
penulisan tugas akhir ini. Untuk itu penulis mengharapkan adanya kritik dan
saran yang konstruktif dalam tugas akhir ini. Namun demikian,karya ini
dhaapkan dapat bermanfaat bag pihak-pihak yang membutuhkan.
Surakarta, 23Juni 2012
Penulis
DAFTAR ISI
C. Tujuan Pengendalian Kualitas……….….11
D. Biaya Kualitas………..12
E. Diagram c-chart………....…13
F. Alat-alat Pendukung Pengendalian Kualitas………15
commit to user
H. Diagram Sebab Akibat………..….18
BAB III PEMBAHASAN
A. Gambaran Umum Perusahaan………....19
B. Laporan Magang Kerja……….………...…52
C. Pembahasan Masalah………...……...55
BAB IV PENUTUP
A. Kesimpulan………..………..….…66
B. Saran……….………..……….68
DAFTAR PUSTAKA
LAMPIRAN
DAFTAR TABEL
TABEL Halaman
3.1. Tabel Tenaga Kerja dan Pembagin Kerja Perusahaan……….34
3.2. Jumlah Produksi dan Jumlah Kerusakan Kain……….54
3.3. Jenis Kerusakan Kain Grey………..58
commit to user DAFTAR GAMBAR
GAMBAR Halaman
1.1. Kerangka Pemikiran………5
2.1. Diagram Pareto……….………..……17
3.1. Struktur Oganisasi………..……24
3.2. Proses Produksi Tenun………..…….41
3.3. Bagan Kendali………...56
3.4. Diagram Pareto………..60
3.5. Diagram Sebab Akibat………..………61
ABSTRAKSI
ANALISIS PENGENDALIAN KUALITAS KAIN GREY PADA
DEPARTEMEN WEAVING DI PT ISKANDAR INDAH PRINTING
TEXTILE SURAKARTA
Mita Rosita Inawati
F3509046
Hal yang paling diperhatikan oleh konsumen terhadap suatu elemen produk adalah kualitas. Maka dari itu setiap perusahaan harus dapat mengendalikan dan memperhatikan setiap kerusakan dari suatu produk agar tetap terjaganya kualitas dan tidak menimbulkan kerugian bagi perusahaan. Penelitian ini dilakukan di PT Iskandar Indah Printing Textile selama satu bulan. Penelitian ini dilakukan untuk mengetahui tingkat kerusakan kain Grey dan penyebab terjadinya kerusakan pada departemen weaving PT Iskandar Indah Textile Surakarta.
Metode yang digunakan dalam penelitian ini adalah dengan menggunakan metode c-chart, karena dengan metode inilah dapat diketahui tingkat rata – rata kerusakan. Yaitu sebesar 6.159 meter dengan batas pengendali atas sebesar 6394,44 meter dan batas pengendali bawah sebesar 5923,56 meter. Terdapat juga kerusakan yang berada di luar batas pengendalian yaitu pada bulan April, Juni, Juli Agustus dan Desember tahun 2011. Penyebab tingkat kerusakan terbesar berada di putus lusi karena mesin yang tua dan jarang dilakukan servis.
Saran yang disampaikan adalah hendaknya perusahaan menerapkan metode analisis c-chart, karena metode ini sangat tepat untuk digunakan di dalam PT Iskandar Indah Textile karena dapat diketahui batas atas kerusakan, Batas bawah kerusakan serta rata-rata kerusakan kain grey. Selain itu kerusakan terbesar terdapat pada putus benang pakan dan putus benang lusi, oleh karena itu perusahan diharapkan memperhatikan keadaan mesin yang yang digunakan untuk memproduksi kain tenun dan melakukan peremajaan mesin dengan melakukan servis rutin pada mesin tenun.
commit to user
BAB I
PENDAHULUAN
A.
Latar Belakang Masalah
Perkembangan Industri di dunia mengalami perkembangan yang
sangat pesat, terjadi perubahan-perubahan yang sangat signifikan di era
globalisasi akhir-akhir ini. Semua itu terbukti dengan semakin ketatnya
persaingan dalam dunia industri.
Dalam menghadapi persaingan tersebut perusahaan dituntut untuk
lebih memperhatikan proses produksi produknya agar menghasilkan
produk-produk dengan kualitas yang baik. Selain itu, kualitas juga yang
menentukan baik atau buruknya reputasi perusahaan itu sendiri. Maka dari
itu perusahaan harus dapat mempertahankan kualitas produknya dengan
baik agar dapat memenangkan persaingan dengan perusahaan lain.
Semakin baik kualitas maka semakin sedikit produk cacat yang
dihasilkan oleh perusahaan, maka dari itu perusahaan harus dapat menekan
kerusakan pada produk yang sedang diproduksi.
Perusahaan yang baik adalah perusahaan yang menjadikan
pengendalian kualitas sebagai acuan kegiatan perusahaan untuk menekan
produk cacat. Pengandalian kualitas adalah alat bantu manajemen untu
menjamin kualitas, karena pada dasarnya tidak ada dua produk yang
dihasilkan perusahaan itu sama besar dan tidak dapat dihindarkan adanya
variasi (Purnomo 2003:163).
Perusahaan PT. Iskandar Indah Printing Textile adalah perusahaan
yang berlokasi di Jalan Pakel No. 11 RT 03 RW VIII, Kelurahan Kerten,
Kecamatan Laweyan, Surakarta. Perusahaan ini adalah perusahaan
manufaktur yang bergerak pada bidang tekstil, dimana proses produksinya
dengan menggunakan benang sebagai bahan baku awal. Banyaknya proses
produksi bedasarkan pesanan dari konsumen dan dalam menyelesaikan
produknya PT. Iskandar Indah Printing Textile selalu memperhatikan
ketepatan waktu , jumlah ,dan kualitas produk, itu adalah cara perusahaan
untuk bersaing dengan perusahaan lainnya.
Perusahaan selalu berupaya untuk mendapatkan produk dengan
hasil yang memuaskan, maka dari itu perusahaan PT. Iskandar Indah
Printing Textile selalu memperhatikan kualitas dan mencegah adanya
kerusakan produk, untuk mencagah kerusakan pada kain grey saat
berlangsungnya proses produksi PT. Iskandar Indah Printing Textile
menggunakan mesin tenun otomatis, yang akan berhenti saat benang
putus. Secara otomatis mesin akan berhenti dan lampu akan menyala, bila
lampu hijau menyala maka benag lusi yang putus, sedangkan bila benang
pakan yang terputus maka lampu merah yang akan menyala. Dengan
demikian akan lebih mempermudah kerja operator mesin dan menekan
jumlah kerusakan pada kain grey yang di produksi.
commit to user
Pelaksanaan pengendalian kualitas mengacu pada standar yang
telah ditentukan dan diterapkan pada perusahaan PT. Iskandar Indah
Printing Textile, perusahaan selalu meminimalisir jumah produk cacat dan
berusaha semaksimal mugkin agar produk akhir yang dihasilkan sesuai
dengan standar kualitas yang sudah diterapkan oleh perusahaan.
Perusahaan PT. Iskandar Indah Printing Textile menggunakan
pengendalian kualitas untuk acuan dalam perusahaan agar kualitas
produksi yang dhasilkan dapat optimal dan dapat memenuhi kebutuhan
konsumen, sehingga sangat perlu ditentukan besarnya rata-rata kecacatan
produk batas pengendalian atas dan batas pengendalian bawah produk.
Dengan demikian akan mempermudah mengetahui prosentase kerusakan
yang terjadi pada produk akhir.
Berdasarkan hal diatas, maka dalam tugas akhir ini penulis akan
mengambil tema dengan judul “ ANALISIS PENGENDALIAN
KUALITAS KAIN GREY PADA DEPARTEMEN WEAVING DI
PT.ISKANDAR INDAH PRINTING TEXTILE “ .
B. Rumusan Masalah
Berdasarkan latar belakang masalah yang telah diuraikan di atas,
maka didapat perumusan masalah sebagai berikut :
1. Bagaimana penerapan metode C-Cha rt di PT. Iskandar Indah Printing
Textile ?
2. Apakah kerusakan kain grey di PT. Iskandar Indah Printing Textile
masih dalam batas pengendalian kualitas ?
3. Apakah penyebab kerusakan produk kain grey di PT. Iskandar Indah
Printing Textile ?
C. Tujuan Penelitian
Bedasarkan rumusan masalah diatas maka tujuan penelitian adalah
sebagai berikut :
1. Untuk menentukan penerapan metode C-Cha rt di PT. Iskandar Indah
Printing Textile
2. Untuk menentukan kerusakan produk kain grey yang terjadi di PT.
Iskandar Indah Printing Textile masih dalam batas pengendalian
kualitas atau tidak
3. Untuk mengidentifikasi penyebab kerusakan produk kain grey di PT.
Iskandar Indah Printing Textile
D. Manfaat Penelitian
Adapun manfaat penelitian adalah :
1. Bagi Penulis
a. Dapat menerapkan ilmu yang selama ini telah di dapat di bangku
kuliah
commit to user
2. Bagi Perusahaan
a. Memberikan sedikit pemikiran pada perusahaan mengenai
pengendalian kualitas
b. Sebagai pertimbangan bagi perusahaan dalam menghasilkan
produk yang berkualitas
3. Bagi Pembaca
a. Sebagai bahan untuk menambah wawasan, sekaligus sebagai bahan
acuan untuk perbandingan dalam penelitian yang serupa.
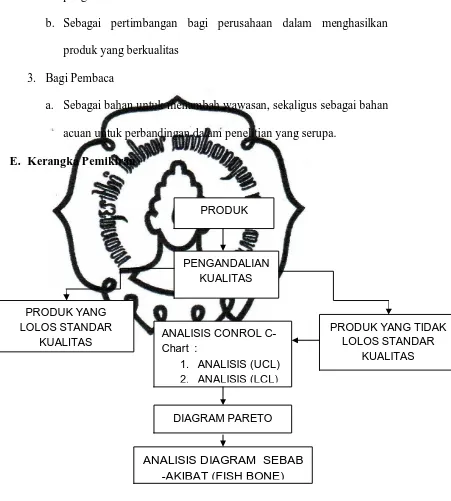
E. Kerangka Pemikiran
Gambar 1.1. Kerangka Pemikiran
5
Keterangan :
Pengendalian kualitas dilakukan agar produksi dapat terarah dan
mendapatkan hasil yang maksimal, namun tidak dapat dihindari bahwa
semua produk yang diproduksi tidak semuanya sesuai dengan spesifikasi
dan standar yang telah ditentukan pihak perusahaan. Dengan adanya
produk yang tidak sesuai dengan standar kualitas perusahaan, maka perlu
dilakukan analisis dengan menggunakan metode C-Cha rt, dengan
menggunakan metode C-Cha rt , dapat diambil kesimpulan terhadap
produk rusak, apakah produk rusak yang dihasilkan oleh perusahaan masih
dalam batas kendali atau tidak. Sedangkan diagram pareto dan diagram
fishbone digunakan agar perusahaan mengetahui kerusakan terbesar dan
penyebab kerusakan itu sendiri, sehingga perusahaan dapat menanggulangi
kerusakan dan mempertahankan kualitas produk diproduksi selanjutnya.
F. Metode Penelitian
1. Objek Penelitian
Tempat yang menjadi objek penelitian adalah pada departemen
wea ving PT. Iskandar Indah Printing Textile yang berlokasi di Jalan
Pakel No. 11 RT 003 RW VIII Kelurahan Kerten, Kecamatan
commit to user
2. Desain Penelitian
Desain yang digunakan dalam peneliian ini adalah desain
penelitian deskriptif mengenai pengendalian kualitas dengan
menggunakan metode C-Chart dengan studi kasus di PT. Iskandar
Indah Printing Textile.
3. Jenis Data
a. Data Primer
Data ini diperoleh dengan wawancara secara langsung kepada
karyawan dan staf perusahaan PT. Iskandar Indah Printing Textile
yang berkaitan dengan pengendalian kualitas. Menurut Kuncoro
(2003:127) data primer adalah data yang diperoleh dengan survey
lapangan yang menggunakan semua metode pengumpulan data
original.
b. Data Sekunder
Data ini diperoleh dari data dan laporan perusahaan yang
berkaitan dengan masalah-masalah perusahaan dan sejarah
perisahaan yang ditulis. Menurut Kuncoro (2003:127) data primer
adalah data yang dikumpulkan oleh lembaga pengumpul data dan
dipublikasikan kepada masyarakat pengguna data.
4. Metode Pengumpulan Data
a. Wawancara
Dengan bertanya secara langsung dengan karyawan dan staf
produksi mengenai informasi yang ingin diperoleh.
b. Observasi
Dengan pengamatan secara langsung pada proses produksi
yang digunakan di departemen wea ving PT. Iskandar Indah
Printing Textile.
c. Studi Pustaka
Dengan membaca buku-buku yang terkait dengan pengendalian
kualitas.
5. Metode Analisis Data
a. Metode C-Cha rt
Diagram C-Cha rt digunakan untuk mengetahui karusakan pada
suatu produk. langkah-langkah bagan pengendalian kualitas C-
chart menurut Ariani (2004:140) sebagai berikut :
1. Menentukan Garis Pusat :
Keterangan :
=
Rata-rata jumlah produk rusak=
Banyaknya produk rusakcommit to user
2. Menentukan Batas Atas Pengawasan :
(upper control limit) :
UCL :
+
Menentukan Batas Bawah Pengawasan :
(lower control limit) :
LCL :
-
Batasan atas (UCL) dan batasan bawah (LCL) merupakan
batasan pengawasan dari kesalahan yang terjadi bila ada kerusakan
dan turun lebih rendah dari batas bawah merupakan prestasi yang
baik bagi perusahaan sehingga sedapat mungkin memperoleh
kerusakan atau penolakan mendekati nol,namun apabila sampai
jauh di luar atas berarti terjadi penyimpangan kualitas produk yang
dihasilkan, dalam hal seperti ini harus segara mungkin untuk
dilakukan koreksi dan perbaikan terhadap pelaksanaan
pengendalian kualitas tersebut, sebelum adanya penyimpangan
yang lebih besar terjadi perlu diadakan tindakan yang lebih
intensif.
BAB II
LANDASAN TEORI
A. Kualitas
Kualitas menjadi sangat penting dengan adanya perkembangan
teknologi saat ini, dengan perkembangan teknologi yang cukup pesat.
Maka karna itu produsen dituntut lebih besar untuk menjaga kualitas
produknya. Ada banyak pengertian kualitas menurut beberapa ahli.
Pengertian kualitas menurut beberapa ahli sebagai berikut :
Menurut Render dan Heizer (2005:253) Kualitas adalah
keseluruhan fiture dan karakteristik produk atau jasa yang mampu
memuaskan kebutuhan yang terlihat atau tersamar.
Menurut Crosby dalam Yamit (2004:7) Kualitas adalah sebagai
nilai nihil cacat, kesempurnaan dan kesesuaian terhadap persyaratan.
Jadi dalam pengertian di atas dapat disimpulkan bahwa kualitas
adalah kesesuaian spesifikasi produk yang dikehendaki oleh konsumen,
bisa disimpulkan bahwa kualitas dapat dinilai dan diukur dari orientasi
kepuasan pada pelanggan, juga tidak luput dari kesesuaian yang dihasilkan
produsen. Menurut Yamit (2002:337) Suatu produk dapat dikatakan
berkualitas oleh produsen apabila produk tersebut telah sesuai dengan
spesifikasi. Kesesuaian mencakup beberapa unsur :
1. Sesuai dengan spesifikasi fisiknya
2. Sesuai dengan prosedurnya
3. Sesuai dengan persyaratannya
commit to user
B. Pengendalan Kualitas
Pengendalian kualitas adalah proses untuk mengukur standar
produk yang diproduksi, jadi ukuran standar produk dapat digunakan
untuk pemeriksaan produk sebelum dan sesudah diproduksi agar
terciptanya produk dengan kualitas yang baik dan terjamin. Menurut para
Ahyari (2002:239) pengertian pengendalian kualitas sebagai berikut
Pengendalian kualitas adalah suatu aktivitas (mnajemen perusahaan) untuk
menjaga dan mengarahkan agar kualitas produk (jasa) perusahaan dapat
dipertahankan sebagai Mana yang telah direncanakan.
Jadi dapat disimpulkan pengendalian kualitas adalah aktivitas yang
dilakukan perusahaaan untuk menjaga kualitas produk yang diproduksi
agar selalu di dalam standarisasi yang dikehendaki perusahaan. Menurut
Purnomo (2003:162) akivitas pengendalian kualitas dibagi menjadi 3,
yaitu :
1. Pengamatan terhadap informasi produk atau proses
2. Membandingkan peforma yang ditampilkan dengan standar
yang berlaku
3. Mengambil tindakan-tindakan apabila terdapat
penyimpangan-penyimpangan yang cukup signifikan dan bila perlu dibuat
tindakan-tindakan untuk mengoreksinya.
C. Tujuan Pengendalian Kualitas
Setiap aktivitas pengendalian kualitas yang dilakukan oleh
perusahaan pasti memiliki tujuan di dalamnya. Ada beberapa tujuan
menurut para ahli salah satunya adalah Antony et.al. dalam Ariani
(2004:64) Beberapa tujuan pengendalian kualitas statistik adalah :
1. Terjadinya informasi bagi karyawan apabila akan memperbaiki
proses
2. Membantu karyawan memisahkan sebab umum dan sebab
khusus terjadinya kesalahan.
3. Tersedianya bahasa yang umum dalam kinerja proses untuk
berbagai pihak.
4. Menghilangkan penyimpangan karena sebab khusus untuk
mencapai konsistensi dan kinerja yang baik
5. Pengertian yang lebih baik mengenai proses
6. Pengurangan waktu yang berarti dalam penyelesaian masalah
kualitas
7. Pengurangan biaya pembuangan produk cacat, pengerjaan
ulang, inspeksi ulang dan sebagainya
8. Komunikasi yang lebih baik dengan pedagang tentang
kemampuan produk dalam memenuhi spesifikasi pelanggan
9. Membuat organisasi lebih berorientasi pada data statistik
daripada hanya berupa asumsi
10.Perbaikan proses sehingga kualitas produk jadi lebih baik
D. Biaya Kualitas
Menurut Render dan Heyzer (2005:255) Biaya kualitas adalah
commit to user
biaya karena mengarjakan suatu dengan salah, yaitu harga yang timbul
karena ketidakmampuan memenuhi standar. Empat kategori yang disebut
sebagai biaya kualitas, yaitu :
a. Biaya Pencegahan
Biaya yang terkait dengan sebagai pengurangan komponen atau
jasa yang rusak. (Contoh : pelatihan, program peningkatan
kualitas)
b. Biaya penafsiran Biaya yang dikaitkan dengan proses evaluasi
produk, proses, komponen, dan jasa (Contoh : biaya percobaan,
lab, dan penguji)
c. Kegagalan Interna l
Biaya yang diakibatkan oleh proses produksi komponen atau
jasa yang rusak sebelum diantarkan ke pelanggan (contoh :
reywork dan scra b)
d. Biaya eksterna l
Biaya yang terjadi setelah pengiriman barang aau jasa yang
cacat (Contoh : barang dikembalikan, kewajiban, biaya pada
masyarakat)
E. Diagram C-chart
Diagram C-cha rt merupakan bagan yang digunakan untuk
menghitung jumlah produk yang rusak. Diagram ini juga digunakan untuk
mengendalikan jumlah produk per unit hasil suatu produksi. Adapun
langkah-langkah bagan pengendalian kualitas C- cha rt menurut Ariani
(2004:140) sebagai berikut :
1. Menentukan Garis Pusat :
Keterangan :
=
Rata-rata jumlah produk rusak=
Banyaknya produk rusak= Banyaknya observasi yang dilakukan
2. Menentukan Batas Atas Pengawasan :
(upper control limit) :
UCL :
+
Menentukan Batas Bawah Pengawasan :
(lower control limit) :
LCL :
-
Batasan atas (UCL) dan batasan awah (LCL) merupakan batasan
pengawasan dari kesalahan yang terjadi bila ada kerusakan dan turun lebih
rendah dari batas bawah merupakan prestasi yang baik bagi perusahaan
commit to user
sehingga sedapat mungkin memperoleh kerusakan atau penolakan
mendekati nol,namun apabila sampai jauh di luar atas berarti terjadi
penyimpangan kualitas produk yang dihasilkan. Apabila kerusakan produk
sudah berada di luar atau dipengendali batas atas (UCL) maka harus segera
dilakukan tindakan perbaikan atau koreksi.
F. Alat-alat pendukung pengendalian kualitas
Menurut Render dan Heizer (2005:263-268) ada 7 alat dalam
pengendalian kualitas, yaitu:
a. Lembar pengecekan (check sheet)
Adalah suatu formulir yang didesain untuk mencatat data.
Dalam banyak kasus pencaatan dilakukan sehingga pada saat
data diambil pola dapatr dilihat dengan mudah. Lembar
pengecekan membantu analisis menentukan fakta atau pola
yang mungkin dapat membantu analisis selanjutnya.
b. Diagram sebar (sca tter diagram)
Diagram sebar menunjukkan hubungan antara dua
perhitungan. Sebagai contoh adalah hubungan yang
berbanding lurus diantara lamanya waktu pelayanan jasa yang
dipanggil ke rumah dengan jumlah pelayanan yang dilakukan
teknisi kembali ke truknya untuk mengambil komponen. Jika
dua hal berhubungan dekat, titik-titik data akan akan
membentuk sebuah pita yang ketat.Jika hasilnya adalah
sebuah pola acak, maka hal tersebut tidak berhubungan.
c. Diagram sebab-akibat (ca use a nd effect diagram)
Diagram sebab akibat dikenal juga dengan diagram ishika wa
atau diagram tulang ikan (fish bone cha rt). Alat ini digunakan
untuk mengenali elemen proses (penyebab) yang mungkin
memberikan pengaruh pada hasil.
d. Diagram pareto
Adalah sebuah metode untuk mengelola kesalahan, masalah,
atau cacat untuk membantu memusatkan perhatian pada usaha
peyelesaian masalah. Analisis pareto mengisyaratkan
masalah-masalah yang ditangani dapat memberikan manfaat. Setelah
diagram pareto dibuat maka langkah selanjutnya adalah
mencari peyebab kerusakan serta mencari cara-cara untuk
mengurangi kerusakan produk tersebut.
e. Diagram alir (flow cha rt)
Adalah diagram yang secara garis besar menyajikan sebuah
proses dengan menggunakan kotak dan garis yang
berhubungan. Diagram ini adalah alat yang sangat baik untuk
memahami sebuah proses atau menjelaskan sebuah proses.
f. Histogra m
Menunjukkan cakupan nilai sebuah perhitungan dan frekuensi
dari setiap nilai yang terjadi. Histogra m menunjukkan data
yang paling sering terjadi dan juga variasi dalam perhitungan.
Penjelasan statisik, seperti rata-rata dan standar deviasi dapat
commit to user
dihitung untuk menjelaskan distribusi. Walaupun demikian,
data harus selalu dipetakan sehingga bentuk distribusi dapat
dilihat.
G. Diagram Pareto
Menurut Render dan Heizer (2005:266) diagram pareto adalah
sebuah metode untuk mengelola kesalahan, masalah atau cacat untuk
membantu memusatkan perhatian pada usaha penyelesaian masalah.
Digunakan untuk menidentifikasi dan mengevaluasi tipe-tipe yang tidak
sesuai. Langkah-langkah pembuatannya sebagai berikut :
a. Menentukan prosentase untuk setiap jenis kerusakan. Data
yang diolah untuk mengetahui prosentase kerusakan dihitung
dengan menggunakan rumus jumlah kerusakan pada jenis
% kerusakan =
x 100 %
b. Membuat pareto dengan mengurutkan jenis kerusakan yang
jumlahnya paling besar ke jumlah yang paling kecil dari kiri ke
kanan.
Gambar 2.1. Diagram Pareto
H. Diagram sebab akibat
Diagram sebab akibat dikenal juga dengan diagram ishika wa atau
diagram tulang ikan (fish bone chart). Alat ini digunakan untuk mengenali
elemen proses (penyebab) yang mungkin memberikan pengaruh pada
hasil. Menurut Render dan Heizer (2005:265) Diagram fishbone adalah
teknik skematis yang digunakan untuk menemukan lokasi yang mungkin
pada permasalah kualitas. Diagram fishbone memiliki empat kategori yang
merupakan penyebab kerusakan, yaitu : material,mesin,manusia dan
metode.
commit to user
BAB III
ANALISIS DATA DAN PEMBAHASAN
A. Gambaran Umum Perusahaan
1. Sejarah Singkat Perusahaan
PT. Iskandar Indah Printing Textile merupakan perusahaan tekstile
di Indonesia yang menggunakan bahan baku benang menjadi kain grey
dan selanjutnya diolah untuk dijadikan kain batik printing sehingga nilai
jualnya meningkat. Awalnya perusahaan ini adalah perusahaan milik
keluarga Wahyu Iskandar. Perusahaan ini pada awalnya memproduksi
batik cap yang lokasi usahanya berada di daerah laweyan. Sebelumnya
perusahaan bernama CV. Iskandartex bedasarkan akta perusahaan No.98
pada tanggal 23 Mei 1975.
Pada awal mula berdirinya perusahaan hanya mempunyai 25 mesin
tenun, dan pada tahun 1977 perusahan menambah mesin tenun menjadi 77
unit mesin tenun. Tiga tahun kemudian tepatnya pada tahun 1980
perusahaan mengalami perkambangan yang sangat pesat, dan
mendatangkan mesin dari Negara Taiwan yang mempunyai kelebihan
bekerja secara otomatis, selain itu jumlah mesin tenun pun menjadi 300
unit dan memperluas lokasi perusahaan lebih luas.
Pada tahun 1991 berubah nama menjadi PT. Iskandar Indah
Printing Textile karena perusahaan mengalami perkembangan yang sangat
pesat dan daerah pemasarannya pun semakin luas. Tanggal 2 Januari 1991
ditetapkan
dengan adanya surat ijin usaha No. 199/ 11. 66/ pb/ VIII/ 1991/ PI.
Perusahaan PT. Iskandar Indah Printing Textile menempati tanah seluas
kurang lebih 4 hektar yang berlokasi di jalan Pakel No.
11 RT 003 RW VIII Kelurahan Kerten, Kecamatan Laweyan Surakarta
dan digunakan
untuk dua departemen yaitu departemen printing dan departeman tenun.
Pada tahun 1993 perusahaan perusahaan meningkatkan jumlah
produksinya karena permintaan yang terus meningkat, sehingga pada
tahun 1993 PT. Iskandar Indah Printing Textile menambah jumlah mesin
tenun hingga mencapai 614 unit mesin tenun.
Mesin tersebut terdiri dari :
a. Mesin palet 50 unit
b. Mesin kanji 2 unit
c. Mesin diesel 1 unit
d. Mesin warping 3 unit
Adapun beberapa faktor yang mendukung pendirian PT. Iskandar
Indah Printing Textileadalah sebagai berikut :
a. Adanya keinginan untuk mengembangkan jenis usaha
keluarga menjadi usaha yang lebih maju.
b. Adanya keyakinan bahwa permintaan akan tekstil di pasar
sangat terbatas.
commit to user
c. Adanya keinginan yang kuat untuk mencapai tingkat
kehidupan yang lebih baik, atau orientasi pendirian
perusahaan adalah untuk mencari laba.
d. Adanya dorongan dari pihak pemerintah agar pihak swasta
turut serta untuk menciptakan kesempatan bekerja,
khususnya dalam bidang pertekstilan.
2. Lokasi Perusahaan
PT. Iskandar Indah Printing Textile berdiri di tanah yang memiliki
luas kurang lebih sekitar 4 hektar. Dari pemilihan lokasi tersebut,
perusahaan berusaha mencari
tempat yang strategis yang tentunya dapat memberikan keuntungan bagi
perusahaan, antara lain :
a. Ditinjau dari segi ekonomi :
1) Mudah dalam melakukan pendistribusian bahan baku
sampai hasil produksi sehingga dapat menghemat ongkos
transportasi.
2) Tersedianya tenaga kerja yang cukup banyak
3) Memberi kemudahan untuk memasarkan produksinya
karena lokasi berdekatan dengan jalan raya.
b. Ditinjau dari segi sosial :
1) Menciptakan lapangan pekerjaan bagi penduduk yang
tinggal di sekitar perusahaan.
2) Membantu pemerinah dalam mensukseskan gerakan
pemakaian produk dalam negeri.
c. Ditinjau dari segi teknis :
1) Daerah sekitar perusahaan masih cukup luas untuk
mengembangkan perusahaan tersebut.
2) Mudah untuk mendatangkan alat-alat, mesin-mesin dan
memperoleh ahli mesin atau montir.
3. Tujuan Perusahaan
PT. Iskandar Indah Printing Textile, juga mempunyai beberapa
tujuan sebagai pabrik dalam bidang tekstil, yaitu :
a. Membantu pemerintah unuk mengurangi pengangguran dan
membuka lapangan pekerjaan bagi masyarakat.
b. Membantu pemerintah dalam pengadaan sandang untuk
memenuhi kebutuhan masyarakat.
c. Membantu perusahaan-perusahaan kecil yang bergerak
dibidang garment,tekstil dan konveksi untik
mengembangkan industrinya di daerah.
Dan fungsi dari PT. Iskandar Indah Printing Textile adalah :
a. Menjalankan segala usaha dalam bidang tekstil atau
sandang.
commit to user
b. Sebagai perusahaan tekstil yang dapat memenuhi
permintaan konsumen dengan terus meningkatkan kualitas
serta kuantias produk yang dihasilkan.
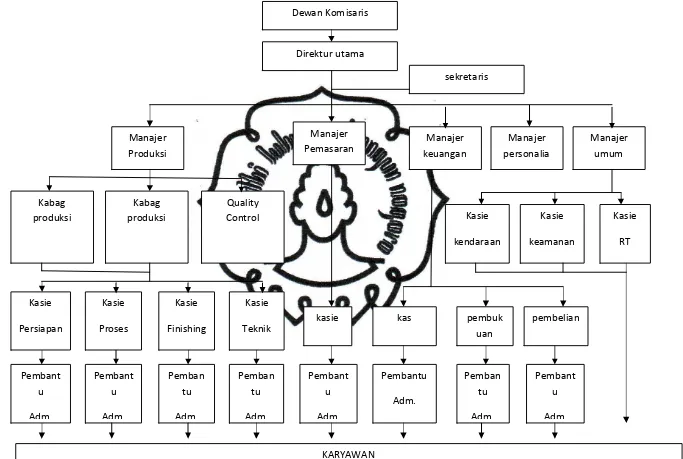
4. Struktur Organisasi Perusahaan
Struktur organisasi sering diartikan sebagai kerja sama beberapa
orang untuk mencapai suatu tujuan tertentu. Maka di dalam sebuah
perusahaan harus memiliki sistem yang terorganisir dengan baik dan benar
karena seiap kegiatan yang dilakukan dalam sebuah perusahaan perlu
perencanaan , pengaturan, pengawasan, dan pengorganisasian agar semua
kegiatan yang dilakukan perusahaan dapat berjalan dengan teratur dan
mencegah perusahaan mengalami kemunduran .
Di dalam sebuah perusahaan terdapat struktur organisasi yang
dijalankan secara rutin dan secara baik telah dikoordinasikan oleh setiap
personal agar masing-masing pihak dapat bertanggung jawab dengan
tugasnya.
Berikut ini adalah struktur organisasi pada PT. Iskandar Indah
Printing Textile Surakarta:
commit to user
5. Tugas dan Wewenang
Adapun tugas dan wewenang pada PT. Iskandar Indah Printing
Textile Surakarta adalah sebagai berikut ini :
a. Rapat Umum Pemegang Saham
Tugas dan wewenangnya adalah :
1) Mengadakan rapat tahunan dan dengan persetujuan anggota
mengadakan rapat istimewa
2) Menggariskan kebijakan perusahaan secara garis besar
3) Mengesahkan ketetapan tahunan
4) Mengesahkan anggaran pendapatan dan belanja
perusahaan.
b. Dewan Komisaris
Tugas dan wewenangnya adalah :
1) Menandatangani laporan tahunan
2) Menjamin bahwa perusahaan melaksanakan aktivitas sesuai
dengan kepentingan pemegang saham.
3) Mengadakan RUPS
4) Memberhentikan pengurus dari tiap jabatan
5) Mengawasi pekerjaan direksi baik secara preventif maupun
representif.
commit to user
6) Menunjuk akuntan publik untuk melaksanakan
pemeriksaan tahunan terhadap laporan keuangan
perusahaan.
7) Bertanggung jawab atas pihak ketiga yang merugikan
perusahaan
c. Direktur Utama
Bertanggung jawab atas tugas-tugas sebagai berikut :
1) Bertanggung jawab atas pengembangan perusahaan secara
keseluruhan
2) Mengkoordinir dan memimpin rapat departemen mengenai
rencana-rencana penjualan, pembelian, produksi, keuangan,
dan manajemen.
3) Mempelajari situasi dan perkembangan bisnis pertekstilan
secara keseluruhan
4) Bertanggung jawab atas wewenang yang diberikan
kepadanya dan juga atas informasi yang diturunkan pada
manajer di bawahnya.
d. Sekretaris
Bertanggung jawab atas tugas-tugas sebagai berikut :
1) Menjalankan tugas yang diberikan oleh atasan.
2) Membantu penyelesaian pekerjaan-pekerjaan dari
perusahaan
3) Menampung, memproses, dan mematangkan semua urusan
dari dalam dan luar perusahaan sebelum diteruskan kepada
commit to user
e. Manajer Produksi
Bertanggung jawab atas tugas-tugas sebagai berikut :
1) Bertanggung jawab atas kelancaran produksi yang
mencangkup perencanaan, pengendalian dlam mencapai
industri yang tepat.
2) Bertanggung jawab atas hasil kerja yang mencangkup unsur
manusia, material yang menunjang dan mesin.
3) Berusaha mengembangkan produksi secara kualitas dan
kuantitas sesuai dengan perkembangan teknologi.
f. Kabag Produksi Printing
Bertugas dan bertanggung jawab atas pemberian motif kain
dan juga mengatur cara kerja agar efisien dalam penggunaan
waktu, tempat dan tenaga serta mendelegasikan tugas yang
dikerjakan bagian bawahannya yaitu :
1) Kasie bagian persiapan
a) Menyusun jadwal kerja kelompok warping,
kanji,cucuk, palet sesuai dengan rencana produksi.
b) Membantu mempersiapkan peralatan, bahan baku,
dan bahan penolong.
c) Mengatur dan mengawasi pelaksanaan kerja bagian
persiapan.
commit to user
2) Kasie bagian proses
a) Menyusun jadwal kerja bagian proses sesuai yang
direncanakan
b) Membantu menyiapkan peralatan kerja
c) Mengatur dan mengawasi pelaksanaan kerja bagian
proses
3) Kasie bagian finishing
a) Menyusun jawal kerja bagian finishing sesuai
dengan yang direncanakan
b) Mengatur dan mengawasi pelaksanaan kerja
departemen printing
c) Menyiapkan laporan hasil produksi per hari tiap
shif.
4) Kasie bagian tenik/ ma intena nce
a) Mengatur kerja perbaikan dan pemeliharaan
peralatan-peralatan.
b) Mengatur dan mengawasi pelaksanaan kerja bagian
ma intena nce
c) Bertanggung jawab atas kelancaran mesin produksi
sehingga dapat digunakan dengan baik.
g. Kabag Produksi Wea ving
Bertanggung jawab atas penenunan dari benang menjadi
kain dan mendelegasikan tugas yang dikerahkan bagian bawahnya
commit to user
1) Kasie bagian persiapan
a) Menyusun jadwal kerja kelompok wa rping, kanji,
cucuk, palet sesuai dengan rencana produksi
b) Membantu menyiapkan peralatan, bahan baku, dan
bahan penolong
c) Mengatur dan mengawasi pelaksanaan kerja bagian
persiapan
2) Kasie bagian proses
a) Menyusun jadwal kerja bagian proses sesuai dengan
yang direncanakan
b) Membatu menyiapkan peralatan kerja
c) Mengatur dan mengawasi pelaksanaan kerja bagian
proses
3) Kasie bagian finishing
a) Menyusun jadwal kerja bagian proses sesuai dengan
yang direncanakan
b) Mengatur dan mengawasi pelaksanaan kerja bagian
priting
c) Menyiapkan laporan hasil produksi per hari tiap shif
4) Kasie bagian tenik/ maintenance
a) Mengatur kerja perbaikan dan pemeliharaan
peralatan-peralatan.
b) Mengatur dan mengawasi pelaksanaan kerja bagian
ma intena nce
c) Bertanggung jawab atas kelancaran mesin produksi
sehingga dapat digunakan dengan baik.
h. Manajer pemasaran
Bertanggung jawab atas tugas-tugas sebagai berikut :
1) Mengarahkan, mengkoordinir, dan mendelegasikan tugas
atau kegiatan penjualan
2) Melakukan pekerjaan administrasi penjualan
3) Membuat permintaan produksi
4) Mengatur cara promosi
5) Bertanggung jawab atas pencapaian target penjualan dan
tugas yang didelegasikan pada bawahnnya.
i. Manajer keuangan
Bertanggung jawab atas tugas-tugas sebagai berikut :
1) Menyetujui dan menandatangani permintaan biaya belanja
sehari-hari
2) Menyusun anggaran sesuai dengan rencana produksi
3) Menyusun ca sh flow tahunan
4) Menerima dan mencocokan rekening koran
commit to user
5) Menyusun neraca dan lapoan laba/rugi periode
6) Mengawasi sekaligus memberikan nasehat, petunjuk dan
bimbingan kepada bawahan dan meminta laporan atas
kerja bawahannya.
j. Kabag Kas
Bertanggung jawab atas tugas-tugas sebagai berikut :
1) Melakukan pekejaan administrasi keuangan
2) Mengatur pemasukan dan pengeluaran keuangan
perusahaan
3) Melaksanakan pembayaran gaji dan upah para karyawan
k. Kabag pembukuan
Bertanggung jawab atas tugas-tugas sebagai berikut :
1) Menjamin kegiatan yang ada di bawahnya dalam
melaksanakan tugas sesuai dengan yang telah ditetapkan
2) Mempersiapkan daftar pembayaran utang dan daftar
penagihan piutang.
3) Melakukan cross check daftar pembayaran utang dan daftar
penagihan piutang
4) Bertanggung jawab atas administrasi pembukuan
l. Kabag pembelian
Bertanggung jawab atas tugas-tugas sebagai berikut :
1) Mengkoordinir pembelian bahan baku yang diperlukan
perusahaan serta pembelian peralatan dan perlengkapan
yang dibutuhkan
2) Mengawasi barang-barang yang dibeli, jika tidak sesui
dengan pesanan baik kualitas maupun kuantitas serta yang
telah disepakati sebelumnya
3) Mengatur dan menetapkan cara pembelian dan pengadaan
bahan-bahan yang diperlukan dalam proses produksi
4) Menetukan atau memilih pemasok
5) Bertanggung jawab atas tugas-tugas yang didelegasikan
pada bawahannya dan kelancaran penyediaan kebutuhan
bahan proses produksi
m. Kabag Gudang
Bertanggung jawab atas tugas-tugas sebagai berikut :
1) Mengikuti pelaksanaan dari rencana pengadaan barang dan
sparepart
2) Melakukan stock opna me dengan bagian pembukuan setiap
hari
3) Mengatur dan mengawasi pekerjaan-pekerjaan yang
berhubungan dengan penerimaan, pengeluaran dan
penyimpanan barang spa re pa rt dan benang
commit to user
n. Manajer Personalia
Bertanggung jawab atas tugas-tugas sebagai berikut :
1) Membuat daftar hadir dan administrasi kepegawaian
2) Mengarahkan,mengkoordinir dan mendelagasikan tugas
kepada bawahan.
3) Mengurusi kesejahteraan karyawan
4) Menyelasaikan persoalan yang berhubungan dengan tenaga
kerja.
o. Manajer Umum
Bertanggung jawab atas tugas-tugas sebagai berikut :
1) Mengatur pekerjaan koperasi
2) Mengatur pelaksanaan dana sosial
3) Melakukan absensi karyawan setiap hari
4) Melakukan koordinasi dengan semua kepala bagian tentang
kebutuhan-kebutuhan pelayanan umum.
p. Kasie Kendaraan
Bertanggung jawab atas tugas-tugas sebagai berikut :
1) Bertanggung jawab atas perawatan dan perbaikan
kendaraan perusahaan
2) Bertugas menyiapkan kendaraan yang digunakan dalam
kegiatan perusahaan
q. Kasie Keamanan
Bertanggung jawab atas tugas-tugas sebagai berikut :
1) Melayani tamu dibagian pos depan
2) Bertugas dan bertanggung jawab dalam menjaga keamanan
dan ketertiban perusahaan.
r. Kasie Rumah Tangga
Bertanggung jawab atas tugas-tugas sebagai berikut :
1) Bertanggung jawab terhadap hal-hal yang bersifat kerumah
tanggaan dalam perusahaan seperti perawatan taman,
selokan dan lain sebagainya.
6. Personalia perusahaan
a. Jumlah tenaga kerja
Di PT. Iskandar Indah Printing TextileSurakarta, system
tenaga kerja dibagi menjadi dua bagian, yaitu :
1) Bagian produksi
Adalah bagian yang bekerja di departemen wea ving dan
departemen unit printing serta bagian finishing.
2) Bagian non Produksi
Adalah bagian yang bekerja sebagai karyawan kantor dan
gudang
commit to user
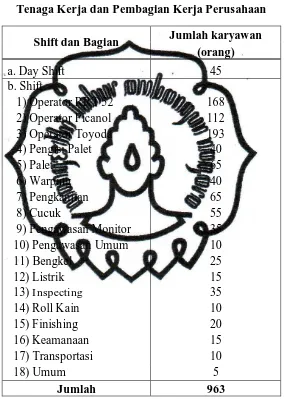
3) Saat ini jumlah tenaga kerja di PT. Iskandar Indah Printing
Textile Surakarta berjumlah 963 orang
Berikut ini adalah tabel pembagian kerja PT. Iskandar
Indah Printing Textile Surakarta :
Tabel 3.1
Tenaga Kerja dan Pembagian Kerja Perusahaan
Shift dan Bagian Jumlah karyawan
(orang)
Sumber : PT. Iskandar Indah Printing Textile
commit to user
Kerja mesin produksi selama 24 jam, namun pada waktu istirahat
selama satu jam mesin dimatikan total.
Sistem kerja karyawan :
1) Day Shift : masuk terus mulai dari pagi
2) Shift : masuk pagi,siang, atau malam.
Sistem kerja shift :
1) Shift I atau disebut sebagai Group A masuk pagi
2) Shift II atau disebut sebagai Group B masuk siang
3) Shift III atau disebut sebagai Group C masuk malam.
Tiap shift dikepalai oleh kepala shift, pengawas dan staf dan setiap
harinya mendapat jam istirahat selama satu jam.
Pembagian jam kerja di PT. Iskandar Indah Printing TextileSurakarta,
yaitu :
1) Group A : pukul 07:00 WIB – 15:00 dengan waktu istirahat
11:30 -12:30 WIB.
2) Group B : pukul 15:00 WIB -23:00 WIB dengan waktu
istirahat 18:45 WIB- 19:45 WIB.
3) Group C : pukul 23:00 WIB – 07:00 WIB dengan waktu
istirahat 02:00 WIB – 03:00 WIB.
Sistem pembagian kerja diatas hanya berlaku untuk karyawan
bagian produksi dan tehnik, sedangkan untuk karyawan bagian non
commit to user
1) Hari senin – jumat mulai pukul 07:00 wib – 16:00 wib
dengan waktu istirahat pukul 11:45 WIB – 12:45 WIB
2) Hari sabtu mulai pukul 07:00 WIB – 12:00 WIB.
Jadi bagian non produksi bekerja 40 jam seminggu dan pergantian
masuk jam kerja tiap bagian produksi setiap satu minggu sekali dan
dimulai pada hari senin.
a. Sistem Pembagian Upah
Sistem pembagian upah di PT. Iskandar Indah Printing Textile
Surakarta adalah sebagai berikut :
1) Upah bulanan :
Merupakan gaji yang diberikan oleh perusahaan setiap satu
bulan sekali, upah ini diberlakukan bagi karyawan yang
bekerja dibagian staf, kepala bagian, atau mandor pada
akhir bulan.
2) Upah Mingguan :
Merupakan gaji yang diberikan seminggu sekali, upah ini
diberlakukan bagi karyawan yang bekerja dibagian operator
mesin pada unit wea ving, printing, dan finishing pada akhir
minggu.
3) Upah Borongan
Merupakan gaji yang diberikan sesuai dengan jumlah
pekerjaan yang diselesaikan dan diberikan pada karyawan
commit to user
untuk bagian pengepakan dan pembungkusan.
4) Upah Lembur
Merupakan upah yang diberikan untuk karyawan yang
bekerja di luar jam kerja , dengan perhitungan sebagai
berikut :
Upah lembur mingguan : 150 persen gaji x hari lembur
Upah lembur bulanan : x hari lembur
b. Kesejahteraan Karyawan
Dalam upaya meningkatkan kesejahteraan karyawan serta
memberikan hak kepada karyawan perusahaan memberikan beberapa
fasilitas, antara lain :
1) Tunjangan Hari Raya :
Tunjangan ini diberikan pada karyawan pada menjelang
akhir tahun atau hari raya.
2) Mengikutkan ASTEK :
Perusahaan mengikut sertakan karyawan dalam asuransi
sosial tenaga kerja (ASTEK)
3) Fasilitas Kesehatan dan Pengobatan
Pelayanan ini diberikan pada karyawan yang mengalami
gangguan kesehatan selama proses produksi berlangsung.
4) Cuti Hamil
Tujangan kesehatan ini diberikan pada karyawan
commit to user
yang sedang hamil dengan menerima upah sebesar 50
persen dari upah maksimum yang diterimanya , yang
diberikan pada masa cuti hamil.
5) Fasilitas Transportasi
Perusahaan menyediakan transportasi karyawan yang dapat
digunakan karyawan saat berangkat dan pulang bekerja.
6) Pemberian Seragam
Pemberian seragam ini dimaksudkan agar karyawan
mengenal karyawan lain melalui pakaian yang dikenakan
serta sebagai identitas diri (karyawan) maupun pada
perusahaan.
7) Kegiatan berlibur seminggu sekali
Acara yang diadakan oleh perusahaan yang dimaksudkan
untuk menyegarkan kembali karyawan dengan rekreasi dan
memberikan semangat baru untuk memulai kerjanya
kembali.
8) Koperasi
Koperasi pada perusahaan PT. Iskandar Indah Printing
TextileSurakarta diadakan untuk menyediakan berbagai
kebutuhan yang diperlukan karyawan.
9) Mushola
Mushola ini digunakan karyawan untuk menunaikan ibadah
sholat .
commit to user
7. Bahan dan Mesin Produksi
a. Bahan-bahan yang digunakan dalam proses produksi ,
yaitu :
1) Bahan Baku
a) Benang katun yaitu benang yang berasal dari serat
kapas.
b) Benang Rayon yaitu benang yang berasal dari serat
buatan.
2) Bahan Penolong
a) Napol, Reaktif, Doskol, Direk, dan Pigmen
digunakan untuk bahan pewarnaan.
b) PVA ( seperti film untuk melapisi bulu-bulu
benang).
c) Weck atau sejenis malam pet.
d) Tepung Jagung dan Akrelic untuk melenturkan
benang
b. Mesin-mesin yang digunakan dalam proses produksi, yaitu
:
1) Mesin Wa rping
Mesin yang digunakan untuk menggulung kembali benang
dengan kons yang dimasukkan ke gulungan besar yang
disebut boom.
2) Mesin Kelos
Mesin yang digunakan untuk memproses kembali benang
yang putus dari mesin wa rping sehingga benang dapat
commit to user
3) Mesin Palet
Mesin yang digunakan untuk menggulung benang pakan ke
dalam palet dan selanjutnya benang dimasukkan kedalam
teropong melintang pada kain grey.
4) Mesin Tenun
Mesin yang dipakai menenun benang untuk dijadikan kain
grey
5) Mesin Kanji
Mesin yang digunakan untuk menkanji benang lusi
sehingga benang menjadi kuat dan bulu-bulu benang
menjdi halus, maka apabila saat menenun benang tidak
mudah putus.
6) Mesin Inspecting
Mesin ini difungsikan sebagai control terhadap kain dari
hasil produksi.
7) Mesin Lipat
Mesin yang digunakan untuk mengkontrol kain dari hasil
produksi.
8) Mesin Printing
Mesin ini digunakan untuk memberikan corak pada kain.
9) Mesin Uap
Mesin ini digunakan sebagai alat pemanas.
10)Mesin Diesel
Mesin yang digunakan sebagai sumber tenaga unuk
menggerakkan mesin-mesin produksi.
11)Mesin Folding
Mesin ini digunakan unuk melipat melipat sekaligus
mengukur panjang kain.
commit to user
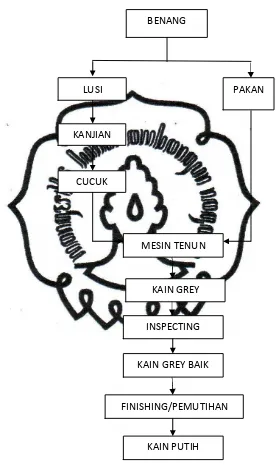
Berikut ini adalah gambar proses produksi tenun :
Gambar 3.2. Proses produksi tenun
43
BENANG
LUSI PAKAN
KANJIAN
CUCUK
MESIN TENUN
KAIN GREY
INSPECTING
KAIN GREY BAIK
FINISHING/PEMUTIHAN
commit to user
c. Proses Produksi
Tiap proses produksi di PT. Iskandar Indah Printing Textile dibagi
menjadi beberapa tahap, yaitu :
1) Tahap Persiapan
a) Pembuatan benang lusi
Benang lusi adalah benang yang diarahkan
memanjang atau membujur dalam proses penenunan kain
grey. Benang tersebut digulung kedalam alat yang bernama
boom, kemudian dilakukan penarikan benang untuk
peyusunan benang yang disesuaikan dengan banyaknya
benang pada leher kain.
b) Penghanian (Wa rping)
Proses awal dari pembuatan benang lusi melaui
proses penghanian dalam mesin wa rping yang melakukan
proses penggulungan benang dan menentukan panjang
benang yang diperlukan. Semakin lebar dan semakin halus
kain yang diproduksi, maka akan membutuhkan jumlah
benang yang semakin banyak karena dengan kain yang
semakin lebar tentu semakin lebar pula gulungan kain
tersebut. Demikian juga untuk produksi kain yang halus,
akan memerlukan anyaman benang yang lebih rapat.
c) Pengkanjian
commit to user
Merupakan tahapan mengkanji benang yang sudah
terbentuk melalui proses pengeringan. Benang yang telah
disiapkan dalam tahap wa rping dimasukkan ke dalam
mesin slak dan dicampur dengan obat yang dapat
menguatkan benang agar tidak mudah kaku dan putus.
d) Pencucukan (ra cing)
Benang dimasukkan lewat mata jarum kesisir atau gun,
jumlah mata sisir tergantung dari jumlah benang yang
tersedia dari proses kanji. Selanjutnya dipasangkan ke
mesin tenun dan apabila benang sudah dicucuk maka akan
dibawa kebagian proses penenunan.
e) Pembuatan Benang Pakan
Benang pakan adalah benang yang menyilang di dalam
proses penenunan. Benang pakan diproses melalui mesin
kelos dan mesin palet. Benang dimasukkan ke mesin kelos
kemudian benang yang sudah dikelos akan dimasukkan ke
mesin palet dan selanjutnya akan menggulung benang ke
kayu klinting. Setelah berisi benang dipindakan ke bagian
penenunan bersama-sama dengan benang lusi.
2) Tahap Penenunan
Tahap penenunan merupakan proses penyilangan dari
benang lusi dan benang pakan sehingga dapat terbentuk
kain. Benang
lusi yang berbeda dengan pada mesin tenun secara otomatis
akan ditenun secara otomatis akan ditenun oleh benang
pakan yang arahnya melintang. Dalam proses ini harus ada
operator . Operator yang menjalankan mesin tenun bertugas
mengawasi jalannya mesin dan menyambung benang yang
putus dan secara otomatis mesin akan berhenti serta
memasukkan teropong benang
pakan apabila benang pakan telah habis dan perlu diganti
dengan teropong benang pakan yang baru.
3) Tahap Pengawasan
a) Inspecting
Kegiatan yang dilakukan untuk mengawasi dan memeriksa
kain grey bila kerusakan atau cacat kain yang perlu
diperbaiki.
b) Repairing
Kegiatan memperbaiki anyaman kain grey yang rusak atau
ada yang ganda pakan atau lusi.
c) Sma shing
Kegiatan pembersihan kain grey dari sisa-sisa benang, serat
atau bulu-bulu.
d) Folding
Kegiatan terakhir yang dilakukan dengan melipat sekaligus
menghitung panjang kain.
commit to user
d. Penetapan Standar Kualitas
Produk-produk yang telah diproduksi harus wajib diperiksa agar
sesuai dengan standar yang telah ditetapkan oleh perusahaan, dan
kerusakan dalam produksi dapat disingkirkan. Tingkat kerusakan yang
ditetapkan pada setiap produksi kain grey maksimal sebesar 0.5 persen.
Kerusakan atau cacat kain yang terjadi adalah :
1) Putus Lusi
Yaitu putusnya beban tenun yang arahnya memanjang pada
kain tenun.
2) Putus Pakan
Yaitu putusnya benang tenun yang arahnya melintang pada
kain tenun
3) Ganda Lusi
Terdapat dua atau lebih jumlah benang lusi yang menempel
pada kain tenun.
4) Ganda Pakan
Terdapat dua atau lebih benang pakan yang menempel pada
tenun.
5) Penenunan Loncat
Penenunan yang tidak berurutan.
6) Kotor Oli
Kain tenun terkena tumpahan oli dari mesin produksi.
8. Bidang Pemasaran
a. Daerah Pemasaran
Pada awal terbentuk dalam perusahaan perseorangan PT.
iskandar Indah Printing Textile Surakarta memasarkan
produknya hanya di daam kota Surakarta saja. Tetapi
setelah berjalannya waktu dan perkembangan perusahaan
yang semakin pesat, pemasaran hasil produksi perusahaan
PT. iskandar Indah Printing Textile Surakarta suah
merambah kota-kota besar diseluruh penjuru tanah air.
b. Bauran Pemasaran
Pada perusahaan PT. Iskandar Indah Printing Textile
Surakarta juga menerapkan bauran pemasaran pada sistem
kerja pemasaran produk yang merupakan kombinasi dari
variabel atau kegiatan yang merupakan inti dari pemasaran
perusahaan. Variabel-variabel tersebuat adalah :
1) Produk
Produk yang telah dihasilkan oleh perusahaan PT. Iskandar
Indah Printing Textile Surakarta ada dua macam yaitu kain grey
dan kain batik printing. Perusahaan sangat mengutamakan kualitas
dari kain grey dan pada setiap produksi kain grey perusahaan selalu
commit to user
menekan adanya produk kain grey yang cacat atau rusak.
Sedangkan pada kain batik printing, perusahan selalu
memperhatikan kualitas dan juga mempunyai cirri khas tersendiri
dari detail corak kainnya.
2) Harga
Penetapan harga jual produk kain grey pada PT. iskandar
Indah Printing Textile Surakarta sangatlah penting untuk
dilakukan, dikarenakan dengan penetapan harga jual sebuah kain
grey akan menentukan laba yang akan diperoleh oleh perusahaan
dan bertujuan untuk memperoleh pengembalian investasi sesuai
yang diharapkan. Penetapan harga jual pada PT. Iskandar Indah
Printing Textile Surakarta dengan cara menetapkan harga jual
dengan biaya per unit ditambah dengan prosentase laba yang
diinginkan atau basa disebut dengan metode cost plus pricing.
3) Promosi
Pada perusahaan PT. Iskandar Indah Printing Textile
Surakarta, promosi adalah hal yang sangat penting untuk
dilakukan agar dapat meningkatkan volume penjualan. Ada
beberapa cara perusahaan dalam melakukan promosi yaitu dengan
memberikan potongan harga atau diskon pada setiap pembelian
produk dalam jumlah yang banyak, selain itu juga memberikan
contoh atau sampel barang pada konsumen khususnya konsumen
yang berada di luar kota.
commit to user
4) Distribusi
Pada perusahaan PT. iskandar Indah Printing Textile
Surakarta menggunakan dua macam saluran barang industri yaitu
:
a) Produsen-distributor-pemakai
b) Produsen-agen-distributor-pemakai
9. Keuangan Perusahaan
a. Sumber Dana
1) Sumber dana internal
Sumber dana yang berasal dari laba yang ditahan
atau disebut juga laba yang tidak dibagi, sedangkan
akumulasi penyustan aktiva tetap yang sementara belum
digunakan untuk mengganti aktiva lama dan cadangan yang
dibentuk dari keuangan yang diperoleh
2) Sumber dana eksternal
Sumber dana eksternal berasal dari supplier, dan
sektor perbankan pemilik perusahaan atau peserta. Supplier
memberikan dana ke perusahaan dalam bentuk penjualan
kredit untuk membeli bahan baku. Perbankan juga
memberikan sejumlah dana dengan cara memberikan
pinjaman baik dalam jangka penjang ataupun jangka
commit to user
b. Penggunaan Dana
1) Modal kerja
Dana modal kerja perusahaan adalah dana yang
berhubungan dengan aktiva lancar yang biasanya dibiayai
dengan kredit jangka pendek, yaitu : kas, ba nk, piutang, dan
persediaan.
2) Modal tetap
Modal tetap adalah modal yang digunakan oleh
perusahaan untuk memenuhi kebutuhan perusahaannya
yang berhubungan dengan aktiva tetap, yaitu :
tanah,gedung,mesin,dll.
c. Penggolongan Biaya
1) Biaya Produksi
a) Biaya bahan baku
Biaya bahan baku digunakan untuk membeli bahan
baku, untuk membuat kain tenun atau printing bahan baku
yang digunakan adalah benang katun, sedangkan untuk kain
rayon bahan baku yang digunakan adalah benang rayon.
b) Biaya tenaga keja
Biaya tenaga kerja adalah biaya yang digunakan
untuk membayar upah karyawan pabrik yang terlibat dalam
proses produksi.
c) Biaya overhea d pabrik
Biaya overhead pabrik adalah biaya pabrik selain
bahan baku dan tenaga kerja, misal : biaya listrik, biaya
reparasi, biaya pemeliharaan mesin dll.
2) Biaya non Produksi
Biaya non produksi adalah biaya yang dikeluarkan
oleh perusahaan yang berhubungan dengan fungsi non
produksi. Biaya-biaya tersebut antara lain, biaya upah
pegawai administrasi, biaya listrik, biaya peralatan kantor,
biaya telepon kantor, biaya pemeliharaan kantor, biaya
kendaraan kantor, biaya administrasi dan bunga bank.
B. LAPORAN MAGANG
1. Pengertian Magang Kerja
Program magang kerja adalah satu dari kegiatan perkuliahan yang
wajib dilaksanakan oleh mahasiswa sebagai acuan untuk menyusun tugas
akhir. Selain itu kegiatan magang dilaksanakan agar mahasiswa bisa
merasakan situasi dunia kerja yang sesunguhnya juga dapat melakuan
pekerjaan yang berhubungan dengan program studinya diperkuliahan.
Kegiatan magang kerja dilaksanakan di luar kampus secara berkelompok
atau juga dapat dilakukan secara individu dengan terjun langsung
dimasyarakat atau instansi pemerintah maupun perusahaan swasta.
Sebelum dilaksanakan
commit to user
magang kerja, Mahasiswa diberikan ketrampilan dan ilmu di bangku
perkuliahan, sehingga diharapkan mahasiswa mampu untuk ikut
berpartsipasi memecahkan permasalahan yang dihadapi oleh perusahaan
saat dilaksanaannya magang kerja.
2. Tujuan Magang Kerja
Adapun tujuan pelaksanaan magang kerja adalah :
a. Mahasiswa dapat mengamati permasalahan yang dihadapi
dalam dunia kerja .
b. Mahasiswa dapat belajar sekaligus memperoleh pengalaman
kerja langsung di lapangan.
c. Mahasiswa dapat menambah pengetahuan dalam bidang
industri.
3. Manfaat Magang Kerja
a. Bagi Mahasiswa
1) Memberikan pengalaman pada mahasiswa dalam memasuki
dunia kerja.
2) Dapat mengetahui masalah-masalah yang dihadapi dalam
dunia kerja.
3) Dapat menerapkan ilmu yang selama ini diperoleh
dibangku kuliah kedalam kerja nyata.
b. Bagi Perguruan Tinggi
1) Dapat terjadi hubungan kerja sama yang baik antara
persahaan yang ditempati untuk magang kerja dengan
perguruan tinggi
commit to user
tempat mahasiswa kuliah.
2) Bisa digunakan sebagai bahan evaluasi pada bidang
akademik.
c. Bagi perusahaan
1) Perusahaan dapat membantu di dalam dunia pendidikan.
2) Membantu menyiapkan tenaga kerja yang profesional.
4. Pelaksanaan Magang Kerja
a. Tempat dan waktu pelaksanaan magang
Tempat magang kerja dilaksanakan di PT. Iskandar Indah
Printing Textile yang beralamatkan di Jalan Pakel no.11 kerten,
Laweyan Surakarta, waktu pelaksanaan magang mulai tanggal 13
Februari 2012 sampai dengan 10 Maret 2012.
b. Kegiatan magang kerja
Pelaksanaan magang kerja dilaksanakan mulai tanggal 13
Februari 2012 sampai dengan 10 Maret 2012, waktu magang
dimulai dari hari senin sampai dengan hari sabtu dan dimulai pukul
08:00 WIB sampai dengan pukul 15:00 WIB, dengan waktu
istirahat mulai pukul 11:30 WIB sampai dengan 12:30 WIB.
Dengan rincian sebagai berikut :Pada minggu pertama penulis
ditempatkan dibagian administrasi wea ving yang mempunyai tugas
mencatat kerusakan kain grey.
Pada minggu kedua penulis ditempatkan di bagian wea ving disini
commit to user
mengamati sistem kerja mesin tenun.
Pada minggu ketiga penulis ditempatkan di bagian gudang spa re
pa rt yang mempunyai tugas mencatat keluar masuknya spa re pa rt
mesin produksi.
Pada minggu keempat penulis ditempatkan dibagian printing, disini
penulis mengamati proses printing pada kain greysehingga
memiliki motif batik.
C. PEMBAHASAN
1. Analisis C-cha rt
Kerusakan produksi adalah hal yang sangat dihindari dalam sebuah
produksi. Terlebih apabila dalam proses produksi dapat ditekannya kerusakan
produk maka akan menghasilkan produksi yang maksimal. Semakin sedikit
tingkat kerusakan produk pada suatu produksi kain grey, maka semakin banyak
pula hasi yang diproduki oleh PT. Iskandar Indah Printing Textile dan semakin
banyak pula keuntungan yang diperoleh perusahaan.
Analisis c-cha rt digunakan untuk melihat seberapa besar kerusakan
produk pada proses produksi, dengan anaisis c-cha rt juga dapat mengetaui apakah
tingkat kerusakan masih di batas tingkat kerusakan apa tidak.
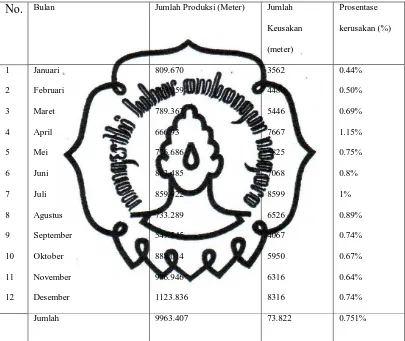
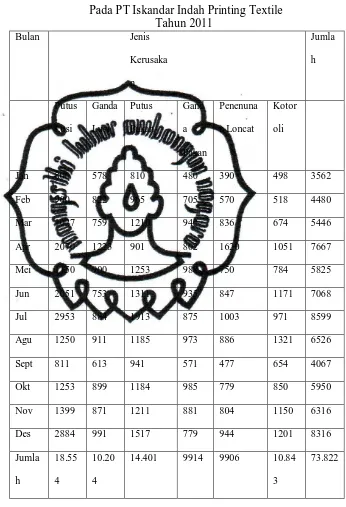
Berikut ini adalah data jumlah produksi dan jumlah kerusakan pada PT.
Iskandar Indah Printing Textile Surakarta :
Tabel 3.2
Jumlah produksi dan jumlah kerusakan produk
pada PT. Iskandar Indah Printing Textile
Tahun 2011
Sumber :PT. Iskandar Indah Printing Textile
56
No. Bulan Jumlah Produksi (Meter) Jumlah
commit to user
Data diatas adalah data total produksi kain grey dan jumlah
kerusakan kain grey pada PT. Iskandar Indah Printing Textile periode
januari 2011 sampai desember 2011. Dengan data-data yang ada diatas
tersebut maka dapat diambil langkah-langkah analisis c-cha rt sebagai
berikut ini :
a. Menentukan rata-rata kerusakan :
=
=
6159Berdasarkan data diatas maka dapat diketahui rata-rata kerusakan
produk pada analisis c-cha rt sebesar 6159 meter, yang merupakan
kerusakan ideal bagi perusahaan karena kerusakan terdapat di garis center
line atau garis rata-rata kerusakan.
b. Menentukan batas pengendalian :
Batas pengendali atas (UCL) = +
= 6159 + 3 = 6159 + 235.44
= 6394.44
Batas pengendali bawah (LCL) = LCL :