BAB II
TINJAUAN PUSTAKA
2.1. Pengertian Deep Drawing
Deep Drawing atau biasa disebut drawing adalah salah satu jenis proses pembentukan logam, dimana bentuk pada umumnya berupa silinder dan selalu
mempunyai kedalaman tertentu, sedangkan definisi proses drawing menurut P.CO
Sharma seorang professor production technology drawing adalah proses
pembentukan logam dari lembaran logam ke dalam bentuk tabung (hallow shape)
(P.C. Sharma 2001 : 88).
Deep Drawing dan drawing pada intinya merupakan satu jenis proses produksi namun terdapat beberapa ahli yang membedakan dengan indek
ketinggian, proses deep drawing mempunyai indek ketinggian yang lebih besar
dibandingkan dengan drawing. Bahan dasar dari proses Deep Drawing adalah
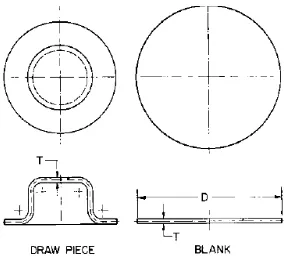
lembaran logam (sheet metal) yang disebut dengan Blank, sedangkan produk dari
hasil proses deep drawing disebut dengan draw piece dapat dilihat pada Gambar
2.1.
Gambar 2.1. Blank dan Draw Piece
(Sumber : D. Eugene Ostergaard ;1967 : 131)
2.1.1. Proses Deep Drawing
Proses deep drawing dilakukan dengan menekan material benda kerja yang berupa lembaran logam yang disebut dengan Blank sehingga
Punch sebagai penekan dan Die sebagai penahan benda kerja saat di tekan oleh Punch. Pengertian dari sheet metal adalah lembaran logam dengan ketebalan maksimal 6mm, lembaran logam (sheet metal) di pasaran dijual
dalam bentuk lembaran dan gulungan. Terdapat berbagai tipe dari lembaran
logam yang digunakan, pemilihan dari jenis lembaran tersebut tergantung
dari:
1. Strain rate yang diperlukan 2. Benda yang akan dibuat
3. Material yang diinginkan
4. Ketebalan benda yang akan dibuat
5. Kedalaman benda.
Pada umumnya berbagai jenis material logam dalam bentuk lembaran
dapat digunakan untuk proses deep drawing seperti stainless steel,
aluminium, tembaga, kuningan, perak, emas, baja maupun titanium. Gambar
proses drawing dapat dilihat pada Gambar 2.2.
Gambar 2.2. Proses Drawing
(Sumber : D. Eugene Ostergaard ;1967 : 128)
Berikut adalah macam-macam proses yang terjadi pada proses deep
drawing :
a). Kontak Awal
Pada Gambar 2.2.A, Punch bergerak dari atas kebawah, Blank
awal terjadi ketika bagian-bagian dari die set saling menyentuh
lembaran logam (Blank) saat kontak awal terjadi belum terjadi
gaya-gaya dan gesekan dalam proses drawing.
b). Bending
Selanjutnya lembaran logam mengalami proses bending seperti
pada Gambar 2.2.B, Punch terus menekan kebawah sehingga posisi
Punch lebih dalam melebihi jari-jari dari Die, sedangkan posisi Die tetap tidak bergerak ataupun berpindah tempat, kombinasi gaya tekan
dari Punch dan gaya penahan dari Die menyebabkan material mengalami peregangan sepanjang jari-jari Die, sedangkan daerah terluar dari Blank mengalami kompresi arah radial. Bending merupakan
proses pertama yang terjadi pada rangkaian pembentukan proses deep
drawing, keberhasilan proses bending ditentukan oleh aliran material saat proses terjadi.
c). Straightening
Saat Punch sudah melewati radius Die, gerakan Punch ke bawah akan menghasilkan pelurusan sepanjang dinding Die dapat dilihat pada
Gambar 2.2.C, lembaran logam akan mengalami peregangan sepanjang
dinding Die. Dari proses pelurusan sepanjang dinding Die diharapkan mampu menghasilkan bentuk silinder sesuai dengan bentuk Die dan
Punch.
d). Compression
Proses compression terjadi ketika Punch bergerak kebawah, akhirnya Blank tertarik untuk mengikuti gerakan dari Punch, daerah Blank yang masih berada pada Blank Holder akan mengalami compres-sion arah radial mengikuti bentuk dari Die.
e). Tension
Tegangan tarik terbesar terjadi pada bagian bawah Cup produk
hasil deep drawing, bagian ini adalah bagian yang paling mudah mengalami cacat sobek, pembentukan bagian bawah cup merupakan
2.1.2. Komponen Utama Die Set
Proses deep drawing mempunyai karakteristik khusus dibandingkan
dengan proses pembentukan logam lain, yaitu pada umumnya produk yang
dihasilkan memiliki bentuk tabung yang mempunyai ketinggian tertentu,
sehingga Die yang digunakan juga mempunyai bentuk khusus, proses
pem-bentukan berarti adalah proses non cutting logam. Produk yang dihasilkan
dari deep drawing bervariasi tergantung dari desain Die dan Punch, Gambar 2.3 menunjukkan beberapa jenis produk (draw piece) hasil deep
drawing.
Gambar 2.3. Beberapa Macam Bentuk Draw Piece
(Sumber : D. Eugene Ostergaard ;1967 : 127)
a). Punch
Punch merupakan bagian yang bergerak ke bawah untuk meneruskan gaya dari sumber tenaga sehingga Blank tertekan kebawah, bentuk
Punch disesuaikan dengan bentuk akhir yang diiginkan dari proses drawing, letak Punch pada Gambar 2.4. berada di atas Blank, posisi dari Punch sebenarnya tidak selalu diatas tergantung dari jenis die drawing yang digunakan.
Blank Holder berfungsi memegang blank atau benda kerja berupa lembaran logam, pada gambar diatas Blank Holder berada diatas benda
kerja, walaupun berfungsi untuk memegang benda kerja, benda kerja
harus tetap dapat bergerak saat proses drawing dilakukan sebab saat
proses drawing berlangsung benda kerja yang dijepit oleh Blank Holder
akan bergerak ke arah pusat sesuai dengan bentuk dari die drawing.
Sebagian jenis Blank Holder diganti dengan nest yang mempunyai
fungsi hampir sama, bentuk nest berupa lingkaran yang terdapat lubang
didalamnya, lubang tersebut sebagai tempat peletakan dari benda kerja
agar tidak bergeser ke samping.
c). Die
Merupakan komponen utama yang berperan dalam menentukan
bentuk akhir dari benda kerja drawing (draw piece), bentuk dan ukuran
Die bervariasi sesuai dengan bentuk akhir yang diinginkan, kontruksi Die harus mampu menahan gerakan, gaya geser serta gaya Punch. Pada Die terdapat radius tertentu yang berfungsi mempermudah reduksi benda saat proses berlangsung, lebih jauh lagi dengan adanya jari-jari
diharapkan tidak terjadi sobek pada material yang akan di drawing.
sedangkan komponen lainya merupakan komponen tambahan tergantung
dari jenis Die yang dipakai. Bentuk dan posisi dari komponen utama
tersebut dapat dilihat pada Gambar 2.4.
2.1.3. Variabel Proses Deep Drawing
Terdapat beberapa hal yang perlu diperhatikan dalam melakukan
proses deep drawing, variabel yang mempengaruhi proses deep drawing antara lain:
a). Gesekan
Saat proses deep drawing berlangsung gesekan terjadi antara
permukaan Punch, dies drawing dengan Blank, gesekan akan mempengaruhi hasil dari produk yang dihasilkan sekaligus
mempengaruhi besarnya gaya yang dibutuhkan untuk proses
pembentukan drawing, semakin besar gaya gesek maka gaya untuk proses deep drawing juga meningkat, beberapa faktor yang mempengaruhi gesekan antara lain :
1. Pelumasan
proses pelumasan adalah salah satu cara mengontrol kondisi
lapisan tribologi pada proses drawing, dengan pelumasan diharapkan mampu menurunkan koefisien gesek permukaan
material yang bersinggungan.
2. Gaya Blank Holder
Gaya Blank Holder yang tinggi akan meningkatkan gesekan yang
terjadi, bila gaya Blank Holder terlalu tinggi dapat mengakibat-kan aliran material tidak sempurna sehingga produk dapat
meng-alami cacat.
3. Kekasaran Permukaan Blank
Kekerasan permukaan Blank mempengaruhi besarnya gesekan
yang terjadi, semakin kasar permukaan Blank maka gesekan yang
terjadi juga semakin besar. Hal ini disebabkan koefisien gesek
yang terjadi semakin besar seiring dengan peningkatan kekasaran
permukaan.
4. Kekasaran Permukaan Punch, Die dan Blank Holder
semakin besar sehingga gesekan yang terjadi juga semakin
besar.
b). Bending dan Straightening
Pada proses deep drawing setelah Blank Holder dan Punch menempel pada permukaan Blank saat kondisi Blank masih lurus selanjutnya terjadi proses pembengkokan material (bending) dan
pelurusan sheet sepanjang sisi samping dalam Die (straightening). Variabel yang mempengaruhi proses ini adalah :
1. Radius Punch
Radius Punch disesuaikan dengan besarnya radius Die, radius Punch yang tajam akan memperbesar gaya bending yang dibutuhkan untuk proses deep drawing.
2. Radius Die
Radius Die disesuaikan dengan produk yang pada nantinya akan
dihasilkan, radius Die berpengaruh terhadap gaya pembentukan, bila besarnya radius Die mendekati besarnya tebal lembaran logam maka gaya bending yang terjadi semakin kecil sebaliknya
apabila besarnya radius Die semakin meningkat maka gaya bending yang terjadi semakin besar.
c). Penekanan
Proses penekanan terjadi setelah proses straghtening, proses ini me-rupakan proses terakhir yang menentukan bentuk dari bagian bawah
produk drawing, besarnya gaya tekan yang dilakukan dipengaruhi oleh :
1. Keuletan Logam
Semakin ulet lembaran logam Blank semakin besar kemampuan
Blank untuk dibentuk ke dalam bentuk yang beranekaragam dan tidak mudah terjadi sobek pada saat proses penekanan, keuletan
logam yang kecil mengakibatkan Blank mudah sobek. 2. Drawability
drawing ratio (βmak), batas maksimum βmaks adalah batas dimana bila material mengalami proses penarikan dan melebihi
nilai limit akan terjadi cacat sobek (craking).
3. Ketebalan Blank
Ketebalan Blank mempengaruhi besar dari gaya penekanan yang dibutuhkan, semakin tebal Blank akan dibutuhkan gaya penekanan yang besar sebaliknya bila Blank semakin tipis maka dibutuhkan gaya yang kecil untuk menekan Blank.
4. Tegangan Maksimum Material
Material Blank yang mempunyai tegangan maksimum besar mempunyai kekuatan menahan tegangan yang lebih besar
sehingga produk tidak mudah mengalami cacat material dengan
tegangan maksimum kecil mudah cacat seperti sobek dan
berkerut.
5. Temperatur
Dengan naiknya temperatur akan dibutuhkan gaya penekanan
yang kecil hal ini disebabkan kondisi material yang ikatan
butirannya semakin meregang sehingga material mudah untuk
dilakukan deformasi.
d). Diameter Blank
Diemeter Blank tergantung dari bentuk produk yang akan dibuat, apabila material kurang dari kebutuhan dapat menyebabkan bentuk
produk tidak sesuai dengan yang diinginkan, namun bila material Blank
terlalu berlebih dari kebutuhan dapat menyebabkan terjadinya cacat pada
produk seperti kerutan pada pinggiran serta sobek pada daerah yang
mengalami bending. e). Clearance
Clearance atau Kelonggoran adalah celah antara Punch dan Die untuk memudahkan gerakan lembaran logam saat proses deep drawing berlangsung. Untuk memudahkan gerakan lembaran logam pada waktu
dari tebal lembaran logam, bila celah Die terlalu kecil atau kurang dari tebal lembaran logam, lembaran logam dapat mengalami penipisan
(ironing) dan bila besar clearence melebihi toleransi 20% dapat mengakibatkan terjadinya kerutan.
f). Strain Ratio
Strain ratio adalah ketahanan lembaran logam untuk mengalami peregangan, bila lembaran memiliki perbandingan regangan yang tinggi
maka kemungkinan terjadinya sobekan akan lebih kecil.
g). Kecepatan Deep Drawing
Die drawing jenis Punch berada diatas dengan nest dapat diberi kecepatan yang lebih tinggi dibandingkan jenis Die yang menggunakan Blank Holder, kecepatan yang tidak sesuai dapat menyebabkan retak bahkan sobek pada material, masing-masing jenis
material mempunyai karakteristik berbeda sehingga kecepatan maksimal
masing-masing material juga berbeda. Tabel 2.1 adalah kecepatan
maksimal beberapa jenis material yang biasa digunakan untuk sheet metal drawing.
Tabel 2.1. Jenis material dan kecepatan maksimal draw dies
Material Kecepatan
Alumunium 0,762 m/s
Brass 1,02 m/s
Copper 0,762 m/s
Steel 0,279 m/s
Steel, stainless 0,203 m/s
Sumber: ( D. Eugene Ostergaard ;1967 : 131)
2.2. Pengenalan Bahan Baku
Stainless Steel adalah paduan besi dengan minimal 12% kromium.
Komposisi ini membentuk protective layer (lapisan pelindung anti korosi) yang
merupakan hasil oksidasi oksigen terhadap krom yang terjadi secara spontan.
dilindungi dengan coating (misal seng dan cadmium) ataupun cat. Meskipun
seluruh kategori Stainless Steel didasarkan pada kandungan krom (Cr), namun
sesuai aplikasinya. Kategori Stainless Steel tidak halnya seperti baja lain yang
didasarkan pada persentase karbon tetapi didasarkan pada struktur metalurginya.
(Sumber
).
Lima golongan utama Stainless Steel adalah Ferritic Stainless Steel,
Martensitic Stainless Steel, Duplex Stainless Steel, Precipitation Hardening Stainless Steel dan Austenitic Stainless Steel:
1. Ferritic Stainless Steel
Baja jenis ini mempunyai struktur body centered cubic (bcc). Unsur
kromium ditambahkan ke paduan sebagai penstabil ferrit. Kandungan
kromium umumnya kisaran 10,5-30%. Beberapa type baja mengandung
unsur molybdenum, silicon, aluminium, titanium dan niobium. Unsur
sulfur ditambahkan untuk memperbaiki sifat mesin. Paduan ini merupakan
ferromagnetic dan mempunyai sifat ulet dan mampu bentuk baik namun kekuatan di lingkungan suhu tinggi lebih rendah dibandingkan baja
stainless austenitic. Kandungan karbon rendah pada baja ferritik tidak
dapat dikeraskan dengan perlakuan panas.
Kelompok ini memiliki sifat yang mendekati baja umum (mild steel) tetapi
memiliki ketahanan korosi yang lebih baik. Didalam kelompok ini yang
paling umum dipakai adalah type 12% Chromium yang banyak dipakai
dalam aplikasi struktural dan type 17% Chromium yang banyak dipakai
pada aplikasi peralatan rumah tangga, boiler, mesin cuci dan benda-benda
arsitektural.
2. Martensitic Stainless Steel
Baja ini merupakan paduan kromium dan karbon yang memiliki struktur
martensit body centered cubic (bcc) terdistorsi saat kondisi bahan dikeraskan. Baja ini merupakan ferromagnetic, bersifat dapat dikeraskan
kromium umumnya berkisar antara 10,5-18%, dan karbon melebihi 1,2%.
Kandungan kromium dan karbon dijaga agar mendapatkan struktur
martensit saat proses pengerasan. Karbida lebih meningkatkan ketahanan aus. Unsur niobium, silicon, tungsten dan vanadium ditambah untuk
memperbaiki proses temper setelah proses pengerasan. Sedikit kandungan
nikel meningkatkan ketahan korosi dan ketangguhan.
Type ini memiliki kekuatan dan kekerasan yang tinggi, dengan ketahanan
korosi yang moderate. Aplikasinya terbanyak adalah untuk turbine blade
dan untuk pisau.
3. Duplex Stainless Steel
Duplex Stainless Steel seperti 2304 dan 2205 (dua angka pertama menyatakan persentase Chrom dan dua angka terakhir menyatakan
persentase Nikel) memiliki bentuk mikrostruktur campuran austenitic dan
Ferritic. Duplex ferritic-austenitic memiliki kombinasi sifat tahan korosi dan temperatur relatif tinggi atau secara khusus tahan terhadap Stress
Corrosion Cracking. Meskipun kemampuan Stress Corrosion Cracking-nya tidak sebaik Ferritic Stainless Steel tetapi ketangguhanCracking-nya jauh lebih
baik (superior) dibanding Ferritic Stainless Steel dan lebih buruk
dibanding Austenitic Stainless Steel. Sementara kekuatannya lebih baik dibanding Austenitic Stainless Steel (yang diannealing) kira-kira 2 kali lipat. Sebagai tambahan, Duplex Stainless Steel ketahanan korosinya
sedikit lebih baik dibanding 304 dan 316 tetapi ketahanan terhadap pitting
corrosion jauh lebih baik (superior) dibanding 316. Ketangguhannya Duplex Stainless Steel akan menurun pada temperatur dibawah -500C dan diatas 3000C. Type ini memiliki struktur yang terdiri dari gabungan
austenit dan ferrite (contoh type 2205, 2507). Type duplex memberikan keseimbangan antara kekuatan, ductility dan ketahanan korosi.
Aplikasi-nya adalah untuk industri petrokimia, pulp dan perkapalan.
4. Precipitation Hardening Stainless Steel
mikro logam. Sehingga gerakan deformasi menjadi terhambat dan
memperkuat material SS. Pembentukan ini disebabkan oleh penambahan
unsur tembaga (Cu), Titanium (Ti), Niobium (Nb) dan alumunium. Proses
penguatan umumnya terjadi pada saat dilakukan pengerjaan dingin (cold
work).
5. Austenitic Stainless Steel
Baja Austenitic Stainless Steel merupakan paduan logam besi-krom-nikel yang mengandung 16-20% kromium, 7-22%wt nikel, dan nitrogen. Logam
paduan ini merupakan paduan berbasis ferrous dan struktur kristal face
centered cubic (fcc). Struktur kristal akan tetap berfasa Austenit bila unsur nikel dalam paduan diganti mangan (Mn) karena kedua unsur merupakan
penstabil fasa Austenit. Fasa Austenitic tidak akan berubah saat perlakuan
panas anil kemudian didinginkan pada temperatur ruang. Baja Stainless
Austenitic tidak dapat dikeraskan melalui perlakuan celup cepat (quenching). Umumnya jenis baja ini dapat tetap menjaga sifat Asutenitic
pada temperature ruang, lebih bersifat ulet dan memiliki ketahanan korosi
lebih baik dibandingkan baja Stainless Ferritik dan Martensit. Setiap jenis
baja Stainless Austenitic memiliki karakteristik khusus tergantung dari penambahan unsur pemadunya.
Baja Stainless Austenitic hanya bisa dikeraskan melalui pengerjaan dingin.
Material ini mempunyai kekuatan tinggi di lingkungan suhu tinggi dan
bersifat cryogenic. Tipe 2xx mengandung nitrogen, mangan 4-15,5%wt, dan kandungan 7%wt nikel. Tipe 3xx mengandung unsur nikel tinggi dan
maksimal kandungan mangan 2%wt. Unsur molybdenum, tembaga,
silicon, aluminium, titanium dan niobium ditambah dengan karakter
material tertentu seperti ketahanan korosi atau oksidasi. Sulfur ditambah
pada tipe tertentu untuk memperbaiki sifat mampu mesin.
Salah satu jenis baja Stainless Austenitic adalah AISI 304. Baja Austenitic
ini mempunyai struktur kubus satuan bidang (face center cubic) dan
merupakan baja dengan ketahanan korosi tinggi. Komposisi unsur–unsur
dan ketahanan korosi. Baja AISI 304 mempunyai kadar karbon sangat
rendah 0,08%wt. Kadar kromium berkisar 18-20%wt dan nikel 8-10,5%wt
yang terlihat pada Tabel 2.2 Kadar kromium cukup tinggi membentuk
lapisan Cr2O3 yang protektif untuk meningkatkan ketahanan korosi.
Komposisi karbon rendah untuk meminimalisasi sensitasi akibat proses
pengelasan.
Kelompok ini yang paling banyak ditemukan dalam aplikasi disekitar kita,
contohnya: peralatan rumah tangga, tangki, vessel (bejana tekan), pipa,
struktur baik yang bersifat konstruksi maupun arsitektural Memiliki
kandungan Ni tidak kurang dari 7% yang mengakibatkan terbentuknya
struktur Austenit dan memberikan sifat ulet (ductile). Stainless Steel 304, 304L, 316, 316L termasuk ke dalam type ini. Austenitic Stainless Steel
bersifat non magnetic.
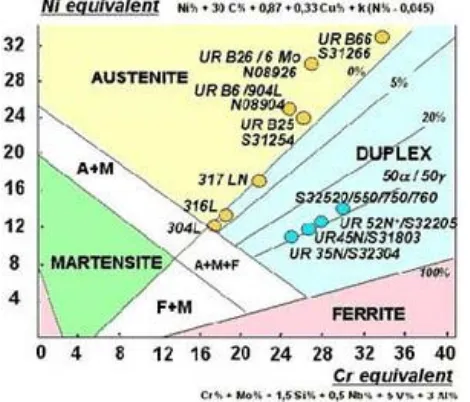
Perbandingan sifat mekanik berbagai jenis Stainless Steel dapat dilihat pada
Tabel 2.2.
Table 2.2. Perbandingan Sifat Mekanik Berbagai Jenis Stainless Steel
Sumber
Gambar 2.5. Diagram Hubungan Berbagai Jenis Stainless Steel.
(Sumber
2.3. Material Properties 2.3.1. Tensile Test
Gambar 2.6. Specimen Uji Tarik
2.3.1.1. Diagram Load-Extension
Gambar 2.7. Diagram Load-Extension.
(Sumber: Z.Marciniak, J.L. Duncan, S.J.Hu; 2002 : 2)
Perpanjangan pada saat tertentu ini adalah Δlmax, dan suatu sifat tensile test total perpanjangan dapat dihitung:
ΕTot =
0 0 max
l l
l −
x 100% (2.3.1)
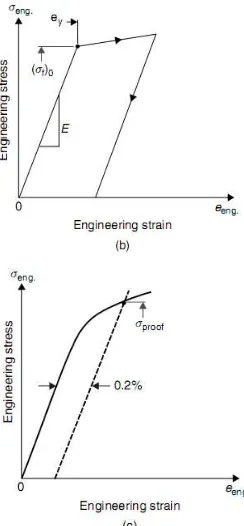
2.3.1.2. Kurva Engineering Stress-Strain
Tegangan adalah besaran pengukuran intensitas gaya atau
reaksi dalam yang timbul persatuan luas. Engineering stress:
0 0 0 w t
eng
Ρ = Α
Ρ =
σ (2.3.2)
Regangan didefinisikan sebagai perubahan ukuran atau bentuk
material dari panjang awal sebagai hasil dari gaya yang menarik atau
yang menekan pada material. Apabila suatu spesimen struktur material
diikat pada jepitan mesin penguji dan diberikan beban serta terjadi
pertambahan panjang, dan perubahan panjang mengalami perubahan
panjang secara serempak, maka dapat digambarkan pengamatan pada
grafik dimana koordinat menyatakan beban atau gaya yang diberikan
elastis perbandingan regangan dan tegangan akan linier dan berakhir sampai pada titik mulur. Hubungan tegangan dan regangan tidak lagi
linier pada saat material mencapai pada batasan fase sifat plastis.
Menurut Marciniak (2002) regangan dibedakan menjadi dua, yaitu:
engineering strain dan true strain. Engineering Strain adalah regangan yang dihitung menurut dimensi benda aslinya (panjang awal). Sehingga
untuk mengetahui besarnya regangan yang terjadi adalah dengan
membagi perpanjangan dengan panjang semula:
0
l l
eeng = ∆ x 100% =
0 0
l l l−
x 100% (2.3.3)
Initial Yield Stress adalah:
0 0
) (
l y
f
Ρ =
σ (2.3.4)
Engineering Stress Maksimum disebut Ultimate Tensile Strenght atau Tensile Strenght :
0 max
Α Ρ =
ΤS (2.3.5)
Modulus Young’s dapat dihitung dengan rumus:
y f
e
0
) (σ
=
Gambar 2.8. (a) Kurva tegangan-regangan untuk test kualitas
pembentukan lembaran baja yang ditunjukkan pada Gambar 2.7. (b)
Bagian awal dari diagram di atas dengan skala regangan diperbesar
untuk menunjukkan perilaku elastis. (c) Konstruksi yang digunakan untuk menentukan tekanan material dengan bertahap elastis, transisi plastic. (Sumber: Z.Marciniak, J.L. Duncan, S.J.Hu; 2002 : 4).
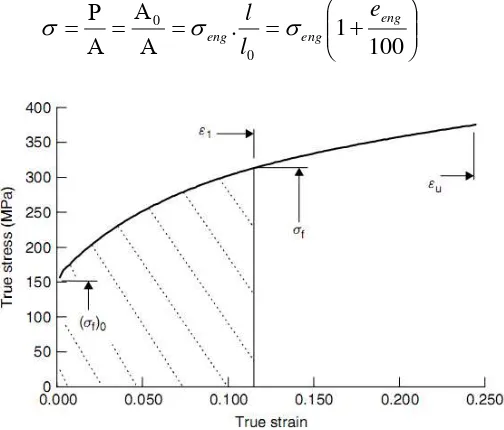
2.3.1.3. Kurva True Stress–Strain
True stress adalah tegangan hasil pengukuran intensitas gaya reaksi yang dibagi dengan luas permukaan sebenarnya (actual). True stress dapat dihitung dengan:
Α Ρ =
σ (2.3.7)
Jika tidak ada perubahan volume selama deformasi, maka:
l l =Α
Α0 0 (2.3.8)
Sehingga penampang yang terjadi dari penampang awal menjadi:
l l0 0
Α =
Dengan demikian dapat diperoleh definisi true stress menjadi:
Tegangan dan regangan teknik dihubungkan dengan tegangan dan
regangan sebenarnya dengan persamaan:
(
ε)
σ
σT = 1+
Jika, selama perubahan bentuk benda-coba, panjangnya meningkat
dengan jumlah kecil, suatu definisi regangan (strain) bahwa kenaikan
regangan adalah perpanjangan per bagian panjangnya yaitu:
l dl
dε = (2.3.10)
kenaikan regangan dapat terintegrasi untuk memberi regangan
sebenarnya (true strain) yaitu:
∫
=∫
=Kurva true stress-strain dihitung dari load-extension diagram diatas dapat dilihat pada Gambar 2.9. Ini dapat juga dihitung dari
diagram engineering stress-strain yang menggunakan hubungan:
Gambar 2.9. Kurva True Stress-Strain
Dan
+ =
100 1 ln eeng
ε (2.3.13)
Maximum Uniform Strain dihitung dengan:
Ε
+ =
100 1
ln u
u
ε (2.3.14)
Jika true stress-strain yang diplot pada skala logaritma, seperti
pada Gambar 2.10, banyak sampel dari lembaran logam dalam kondisi
anil akan menunjukkan karakteristik diagram ini. Pada strain yang
rendah dalam kisaran elastis, kurva sekitar linier dengan kemiringan
kesatuan, ini sesuai dengan persamaan untuk pedoman elastis: ε
σ =Ε or logσ =logΕ+logε (2.3.15)
Gambar 2.10. Diagram Logaritma True Stress-Strain
(Sumber: Z.Marciniak, J.L. Duncan, S.J.Hu; 2002 : 7)
Pada regangan lebih tinggi, kurva menunjukkan suatu bentuk persamaan:
n
ε
σ =Κ (2.3.16a)
Atau
ε
σ log log
log = Κ+n (2.3.16b)
2.3.1.4. Anisotropy
Material di mana sifat-sifat yang sama diukur dalam segala
keadaan anisotropi biasanya ditunjukkan oleh nilai R. Ini didefinisikan
sebagai perbandingan regangan lebar, εw = ln (w/w0), ketebalan regangan, εt = ln (t/t0). Dalam beberapa kasus, ketebalan regangan diukur secara langsung, tetapi dapat dihitung juga dari panjang dan lebar
pengukuran dengan menggunakan asumsi volume konstan, yaitu:
0
Harga R kemudian,
wl
Jika perubahan lebar diukur selama pengujian, nilai R dapat
ditentukan terus menerus dan beberapa variasi dengan regangan dapat
diamati. Seringkali pengukuran diambil pada nilai tertentu keregangan,
misalnya di eeng = 15%. Arah di mana nilai R diukur ditunjukkan oleh akhiran, yaitu R0, R45 dan R90 untuk tes di arah rolling, diagonal dan melintang masing-masing. Jika, untuk bahan tertentu, nilai-nilai yang
berbeda, lembaran dikatakan anisotropi planar menampilkan dan deskripsi yang paling umum dari ini adalah:
2
yang mungkin positif atau negatif, meskipun dalam baja biasanya positif.
Jika diukur nilai R berbeda dari kesatuan, ini menunjukkan perbedaan antara rata-rata in-plane dan melalui sifat-tebal yang biasanya
'Normal' Istilah ini digunakan di sini dalam arti 'tegak lurus' properti
untuk bidang lembaran.
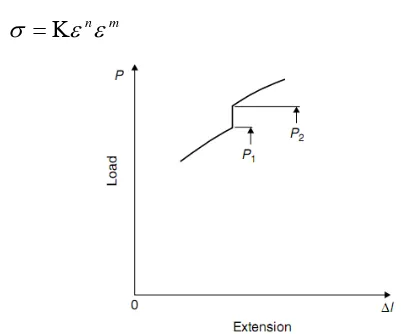
2.3.1.5. Rate Sensitivity
Strain-rate sensitivity didalam material yang diuraikan oleh eksponen, m, didalam persamaan:
m nε
ε
σ =Κ (2.3.20)
Gambar 2.11. Bagian dari suatu diagram Load-Extension yang
memper-tunjukkan lompatan di dalam beban mengikuti suatu peningkatan
mendadak didalam tingkat kecepatan perpanjangan.
Strain rate adalah:
L v =
ε (2.3.21)
di mana L menandakan panjang bagian yang dikurangi paralel
benda-coba. Eksponen m dihitung dari cross-head beban dan kecepatan
cross-head sebelum dan setelah kecepatan berubah, menandakan dengan akhiran 1 dan 2 berturut-turut; yaitu;
(
)
(
1 2)
2 1
/ log
/ log
v v
m= Ρ Ρ (2.3.22)
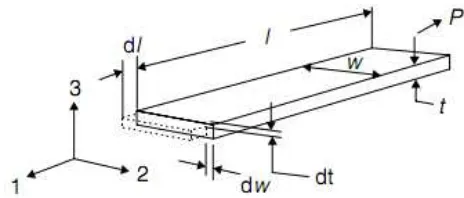
2.4. Sheet Deformation Processes 2.4.1. Uniaxial Tension
Kami menganggap unsur dalam sepotong uji tarik dalam deformasi
dengan beban maksimum, deformasi seragam dan elemen yang dipilih bisa menjadi besar, dan pada Gambar 2.12, kita mempertimbangkan bagian ukuran
keseluruhan. Selama deformasi, permukaan dari elemen akan tetap tegak lurus satu sama lain seperti itu, dengan inspeksi, elemen utama, yaitu tidak ada
regangan geser terkait dengan arah utama, 1, 2 dan 3, di sepanjang sumbu, di
seluruh lebar dan melalui ketebalan, masing-masing.
Gambar. 2.12. Mengukur elemen sepotong uji tarik menunjukkan arah
utama. (Sumber: Z.Marciniak, J.L. Duncan, S.J.Hu; 2002 : 14)
2.4.1.1. Principal Strain Increments
Selama setiap bagian kecil dari proses, peningkatan regangan
utama sepanjang sumbu tarik diberikan oleh Persamaan 2.3.10 dan
l dl
dε1 = (2.4.1)
yaitu peningkatan panjang per satuan panjang saat ini.
Demikian pula, di strip dan dalam arah ketebalan melalui penambahan
regangan adalah:
w dw
dε2 = dan
t dt
dε3 = (2.4.2) 2.4.1.2. Constant Volume (incompressibility) Condition
Telah disebutkan bahwa deformasi plastis terjadi pada volume
konstan sehingga bahwa penambahan regangan terkait dengan cara
berikut. Dengan tidak adanya perubahan dalam volume, diferensial volume wilayah pengukur akan menjadi nol, yaitu:
dan kita memperoleh:
dl x wt + dw x lt + dt x lw =0
atau membaginya dengan lwt:
0
Jadi untuk deformasi volume konstan, jumlah dari penambahan
regangan utama adalah nol.
2.4.1.3. Stress and Strain Ratios (isotropic material)
Jika sekarang kita membatasi analisis untuk bahan isotropik, di
mana sifat identik akan diukur dalam segala arah, kita bisa menganggap
dari simetri bahwa strain dalam arah lebar dan ketebalan akan sama besarnya dan karenanya, dari Persamaan 2.4.3,
1
Kita dapat meringkas proses uji tarik untuk bahan isotropik
dalam hal kenaikan regangan dengan cara berikut:
l Sedangkan untuk tegangan adalah sebagai berikut:
Α Ρ =
1
σ ; σ2 =0; σ3 =0 (2.4.4b)
2.4.1.4. True, Natural or Logarithmic Strains
Bentuk uniaxial dari suatu material isotropic, strain adalah:
0
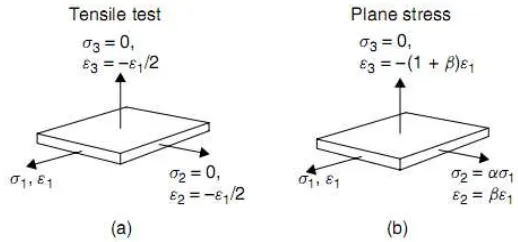
2.4.2. Stress and Strain Ratios
Akan lebih mudah untuk menggambarkan deformasi elemen, seperti
satu-satunya yang kita pertimbangkan, keduanya akan konstan. Konvensi biasa
adalah untuk menentukan:
Gambar 2.13. Tegangan utama dan regangan untuk elemen deformasi dalam
(a) tegangan uniaksial dan (b) a general plane stress sheet process. (Sumber:
Z.Marciniak, J.L. Duncan, S.J.Hu; 2002 : 17).
Arah utama sehingga σ1>σ2 dan arah ketiga tegak lurus ke permukaan di mana σ3 = 0. demikian modus deformasi:
1
ε ; ε2 =βε1; ε3 =−
(
1+β)
ε1 (2.4.6)1
σ ; σ2 =ασ1; σ3 =0
Kondisi volume konstan digunakan untuk memperoleh regangan
utama ketiga. Mengintegrasikan peningkatan strain dalam Persamaan 2.4.3.
menunjukkan bahwa kondisi ini dapat dinyatakan dalam hal true atau natural strains:
0
3 2
1+ε +ε =
ε (2.4.7)
Yakni jumlah dari natural strain adalah nol.
Untuk uniaxial tension, perbandingan tegangan dan regangan adalah β = -1/2 dan α = 0.
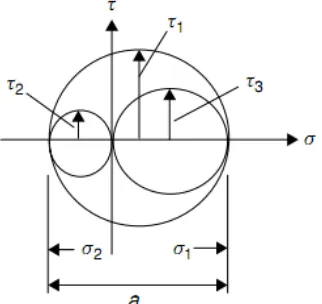
2.4.3. Yielding in Plane Stress 2.4.3.1. Maximum Shear Stress
Di permukaan unsur utama di sisi kiri Gambar 2.14, tidak ada
tegangan geser. Pada permukaan cenderung pada setiap sudut lainnya,
baik tegangan normal dan geser akan bertindak. Pada orientasi
mencapai maksimal selama tiga arah tertentu, ini adalah maximum shear
stress planes dan diilustrasikan pada Gambar 2.14. cenderung pada 450 ke arah pokok dan tegangan geser maksimum dapat ditemukan dari
lingkaran Mohr Stress, Gambar 2.15. Tegangan normal juga bertindak atas maximum shear stress planes, tetapi ini belum ditunjukkan dalam diagram.
Tiga tegangan geser maksimum untuk elemen adalah:
2
2 1 1
σ σ
τ = − ;
2
3 2 2
σ σ
τ = − ;
2
1 3 3
σ σ
τ = − (2.4.8)
Gambar 2.14. Unsur utama dan tiga maximum shear planes dan
stresses. (Sumber: Z.Marciniak, J.L. Duncan, S.J.Hu; 2002 : 19).
Gambar 2.15. Lingkaran Tegangan Mohr yang ditunjukkan tegangan
geser maksimum.(Sumber: Z.Marciniak, J.L. Duncan, S.J.Hu; 2002 : 19)
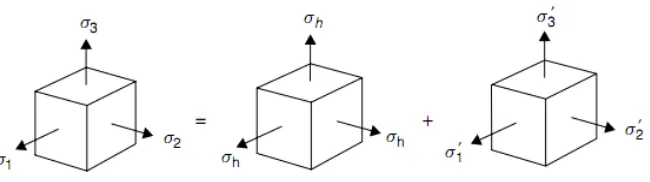
2.4.3.2. Hydrostatic Stress
Tekanan hidrostatis adalah rata-rata dari principal stresses dan
3
3 2
1 σ σ
σ
σh = + + (2.4.9)
Hal ini dapat dianggap sebagai tiga komponen yang sama bertindak
dalam segala arah pada elemen seperti yang ditunjukkan pada Gambar
2.16.
Gambar 2.16. Sebuah unsur utama menunjukkan bagaimana keadaan
tegangan utama dapat terdiri dari komponen hidrostatik dan
deviatorik.(Sumber: Z.Marciniak, J.L. Duncan, S.J.Hu; 2002 : 19)
Tekanan hidrostatis adalah sama pada tekanan hidrostatik p
didalam suatu cairan, kalau tidak, dengan konvensi didalam ilmu
mekanika zat cair dan gas, p adalah positif untuk tekanan, sedangkan
suatu tekanan kompresi adalah negatif, karena;
p
h =−
σ
Seperti ditandai di atas, mungkin saja diantisipasi bahwa
bagian dari tekanan sistem tidak akan berperan untuk kelainan bentuk
didalam suatu material yang mengubah bentuk pada volume tetap.
Sebagaimana ditunjukkan di atas, dapat diantisipasi bahwa
bagian dari sistem stress tidak akan memberikan kontribusi terhadap deformasi pada deformasi bahan pada volume konstan.
2.4.3.3. The Deviatoric or Reduced Component of Stress
Pada Gambar 2.16, komponen tegangan yang tersisa setelah
mengurangkan tegangan hidrostatik memiliki makna khusus disebut
tekanan deviatorik, atau reduced stresses dan ditentukan oleh;
h
σ σ
σ = 1 −
'
1 ; σ =σ2 −σh
'
2 ; σ =σ3 −σh
'
3 (2.4.10a)
1
Reduced atau deviatoric adalah perbedaan antara tegangan utama dan tegangan hidrostatis.
Teori yielding dan deformasi plastic dapat dijelaskan hanya dalam hal
salah satu dari komponen keadaan stress pada suatu titik, yaitu tegangan
geser maksimum, atau tekanan deviatorik.
2.4.3.4. The Tresca Yield Condition
Salah satu hipotesis yang mungkin adalah bahwa yielding akan
terjadi ketika tegangan geser terbesar maksimum mencapai nilai kritis.
Dalam uji tarik dimana σ2 = σ3 = 0, tegangan geser terbesar maksimum pada yielding adalah τcrit = σf/2. Jadi dalam teori ini, kriteria hasil Tresca, yielding akan terjadi dalam proses setiap saat:
2
atau, yang seperti biasa dinyatakan:
f
σ σ
σmax − min = (2.4.11)
Dalam plane stress, dengan menggunakan notasi di sini, σ1 akan menjadi tegangan maksimum dan, σ3=0 through-thickness stress. Tegangan minimum akan baik σ3 jika σ2 adalah positif, atau jika σ2 adalah negatif. Dalam semua kasus, diameter dari lingkaran Mohr stress
dalam Gambar 2.15 akan sama dengan σf.
Kriteria Hasil Tresca dalam plane stress dapat digambarkan secara grafis oleh segi enam yang ditunjukkan pada Gambar 2.17.
Heksagon adalah lokus dari titik P yang menunjukkan keadaan stress di
2.4.3.5. The von Mises Yield Condition
Gambar 2.17. Hasil tempat kedudukan untuk plane stress untuk Tresca
yield condition.(Sumber: Z.Marciniak, J.L. Duncan, S.J.Hu; 2002 : 21).
Mengingat didalam hasil uji tarik, dua di antara tegangan geser
maksimum akan mempunyai nilai σf 2,sedang yang ketiga adalah nol,
kriteria ini dapat dinyatakan secara matematis sebagai:
(
)
Mengganti tekanan utama untuk tegangan geser maksimum
dari Persamaan 2.4.8, hasil kondisi dapat dinyatakan juga sebagai:
(
) (
) (
)
Dengan menggantikan tegangan deviatoric, yaitu:
(
2 1 2 3)
3'
1 σ σ σ
σ = − − etc. hasil kondisi dapat ditulis sebagai:
(
σ +σ +σ)
=σf(
α α)
σ σfσ σ σ
σ − + 2 = − + 2 1 =
2 2 1 2
1 1 (2.4.12d)
Di ruang principal stress, ini adalah sebuah elips seperti yang ditunjukkan pada Gambar 2.18. Hal ini menegaskan bahwa kedua teori
di atas hanya berlaku untuk bahan isotropik dan pendekatan yang masuk
akal untuk pengamatan eksperimental. Meskipun ada perbedaan besar
dalam bentuk matematika dari dua kriteria, nilai-nilai stress diprediksi untuk setiap nilai tertentu α tidak akan berbeda dengan lebih dari 15%. Dalam lingkaran Mohr dari stress, diameter lingkaran terbesar pada Gambar 2.15 akan berada dalam kisaran:
f
σ ≤a≤ σf
3 2
= (1,15σf)
Gambar 2.18. Yield untuk plane stress untuk von Mises yield condition.
(Sumber: Z.Marciniak, J.L. Duncan, S.J.Hu; 2002 : 22)
2.4.4. The Fow Rule
Perbandingan tegangan:
1:0:0
Perbandingan regangan:
1:-1/2:-1/2
2.4.4.1. The Levy–Mises Flow Rule
Seperti ditunjukkan dalam Gambar 2.16, deviatorik atau
hidrostatik tidak mungkin untuk mempengaruhi deformasi dalam solid yang deformasi pada volume konstan. Ini adalah hipotesis Peraturan Arus Levy-Mises. Ini menyatakan bahwa rasio penambahan regangan akan sama dengan rasio tekanan deviatorik, yaitu:
'
Jika elemen material deformasi dalam plane stress, proses proporsional, seperti yang dijelaskan oleh Persamaan 2.4.6, maka
Persamaan 2.4.13 (b) dapat diintegrasikan dan dinyatakan dalam kaitan
dengan natural atau true strain, yaitu:
(
)
(
(
α)
)
2.4.4.2. Relation Between the Stress and Strain Ratios
Dari persamaan diatas, kita memperoleh hubungan antara
tegangan dan perbandingan regangan:
β
Ini dapat dilihat bahwa sementara aturan aliran memberikan
hubungan antara tegangan dan perbandingan regangan, itu tidak
menunjukkan besarnya regangan. Jika elemen deformasi bawah keadaan
tegangan tertentu (misalnya α dikenal) rasio strain dapat ditemukan dari Persamaan 2.4.13, atau 2.4.14. Hubungan dapat diilustrasikan untuk
jalur beban yang berbeda seperti yang ditunjukkan pada Gambar 2.19,
panah kecil menunjukkan rasio kenaikan ketegangan pokok dan garis memancar dari titik asal menunjukkan jalan loading pada elemen. Ini dapat dilihat bahwa masing-masing vektor regangan kenaikan tegak
lurus terhadap lokus hasil von Mises. (Hal ini dimungkinkan untuk
Gambar 2.19. Diagram yang menunjukkan komponen kenaikan
regangan untuk tegangan yang berbeda di sekitar hasil tempat von
Mises. (Sumber: Z.Marciniak, J.L. Duncan, S.J.Hu; 2002 : 23)
2.4.5. Work of Plastic Deformation
Jika kita mempertimbangkan unsur utama satuan seperti yang
ditunjukkan pada Gambar 2.20, maka untuk deformasi kecil, setiap sisi dari
bagian kubus akan bergerak dengan jumlah:
1xdε1; 1xdε2; dll
Gambar 2.20 Diagram elemen utama bagian sisi, menunjukkan gaya yang
bekerja pada permukaan dan perpindahan selama deformasi kecil.
3
Untuk proses plane stress, ini menjadi:
∫
Mengacu pada Gambar 2.9, kerja plastic dilakukan pada satuan volume bahan cacat dalam uji tarik terhadap regangan sebenarnya ε1 (dimana σ2 = σ3 = 0), dari Persamaan 2.4.15b:
yaitu kerja yang dilakukan per satuan volume adalah sama dengan
daerah di bawah kurva tegangan-regangan sesungguhnya, ditampilkan
diarsir pada Gambar 2.9.
2.4.6. Work Hardening Hypothesis
Dalam Bagian 2.4.4 itu menunjukkan bahwa pada suatu saat tertentu
dalam proses plane stress dimana tegangan alir σf, tekanan dan rasio peningkatan regangan untuk deformasi kecil dapat ditentukan. Untuk model
proses kita harus mampu mengikuti deformasi sepanjang jalur pemuatan
diberikan sebagai perubahan aliran tegangan. Jelas kita akan perlu
mengetahui karakteristik pengerasan regangan material sebagaimana
ditentukan, misalnya, dengan kurva tegangan-regangan sebenarnya dalam
uji tarik
Gambar 2.21 Kurva tegangan-regangan untuk arah utama 1 dan 2 untuk
2.4.7. Effective Stress and Strain Functions
Kerja plastic yang terjadi per satuan volume dalam suatu kenaikan dalam proses diberikan oleh Persamaan 2.4.5. Ini akan berguna jika ini bisa
dinyatakan dalam bentuk:
(
1 2 3) (
2 1 2 3)
Sebagai elemen tersebut hasil selama deformasi, fungsi stress yang cocok untuk memilih adalah yang diberikan oleh von Mises yielding criterion, yang telah terbukti memiliki nilai tegangan alir. Untuk plane stress fungsi ini:
(
)
(
2)
1Fungsi ini disebut representative, effective atau equivalent stress,
_
σ ,
dan jika bahan adalah yielding, maka akan sama dengan tegangan alir.
Untuk keadaan umum tegangan dalam bahan isotropik fungsi tegangan yang
efektif adalah dari Persamaan 2.4.12 (b):
(
) (
) (
)
}
Didalam plane stress, fungsi efektif stress adalah:
(
)
1Seperti yang ditunjukkan, jika elemen material pada yield, fungsi ini
akan memiliki besarnya tegangan alir, σf. Fungsi regangan diperlukan dalam Persamaan 2.4.17 dapat ditemukan dengan substitusi fungsi tegangan.
Fungsi ini dikenal sebagai representative, effective atau equivalent strain increment
ε
__
d dan plane stress, fungsi ini adalah:
(
)
{
}
1Dalam keadaan umum tegangan dapat ditulis sebagai:
(
) (
) (
)
}
untuk regangan tambahan dε; yaitu:}
Dimana
ε
, representative, effective, atau equivalent strain.Didalam proses work done per unit volume:
∫
2.5. Deformation of Sheet in Plane Stress
2.5.1. Uniform Sheet Deformation Processes
Gambar 2.22. (a) tidak mengubah bentuk dengan keadaan lingkaran dan grid
persegi ditandai di atasnya (b) keadaan perubahan bentuk dengan perubahan
kecil d2 dan (c) kekuatan tarik, T, atau memindahkan kekuatan per satuan
luasnya. (Sumber: Z.Marciniak, J.L. Duncan, S.J.Hu; 2002 : 30)
2.5.2. Strain Diagram
Gambar 2.23. (a) pembentukan suatu silindris cup. (b) Sektor suatu cup yang
mempertunjukkan penempatan pengukuran regangan. (c) merencanakan
regangan untuk dua langkah didalam proses pembentukan. (Sumber:
Z.Marciniak, J.L. Duncan, S.J.Hu; 2002 : 32)
Jika sumbu mayor dan minor diukur dan ketebalan saat ditentukan,
analisis adalah sebagai berikut;
2.5.2.1. Principal Strains (regangan utama) Regangan utama pada akhir proses adalah:
0
Hal ini biasa untuk mengasumsikan bahwa jalan regangan
linier, yaitu perbandingan regangan tetap konstan dan diberikan oleh:
Dalam prakteknya, perawatan harus dilakukan untuk
menentukan apakah asumsi ini masuk akal. Ada kasus-kasus di mana
jalur regangan akan menyimpang secara signifikan dari linearitas. Kasus
tersebut tidak dapat dianalisis dalam cara yang sederhana.
2.5.2.3. Thickness Strain dan Thikness
Dari Penyamaan 2.5.1a. ketebalan regangan ditentukan oleh
pengukuran ketebalan, atau sebagai alternatif dari regangan besar dan
kecil asumsi deformasi volume konstan, yaitu:
(
)
(
)
Dari Persamaan 2.5.3, ketebalan yang sekarang adalah:
( )
3 0[
(
)
1]
0expε = exp− 1+β ε
=t t
t (2.5.4)
atau sebaliknya, sebagai volume td1d2= t0d02 tetap konstan:
2
2.5.2.4. Summary of the Deformation at a Point
Dari diatas, regangan utama dan perbandingan regangan dapat
ditentukan. proses regangan dengan senang memakainya dijelaskan oleh
regangan utama, yaitu:
Dimana βadalah constant.
Setiap titik dalam diagram regangan pada Gambar 2.23 (c)
menunjukkan besarnya final major dan minor strain dan jalur linier diasumsikan untuk mencapai titik ini. Mengacu pada Gambar 2.24 (a),
kita kaji secara lebih rinci karakter ketinggian tegangan yang berbeda.
Gambar 2.24(a) tidak mewakili proses tertentu, tetapi akan digunakan
untuk membahas proses deformasi yang berbeda. Elips yang ditampilkan
akan mewakili ketegangan dalam elemen material dari hipotesis work-hardening dalam Bagian 2.4.6, memiliki tegangan alir yang sama, σf. 2.5.3. Modes of Deformation
Jika dengan konvensi, kita menetapkan arah prinsip utama 1 kearah
tegangan yang terbesar (paling positif) tegangan utama dan pokok akibatnya
terbesar, maka semua titik akan di sebelah kiri tangan kanan-diagonal pada
Gambar 2.24. (a) Diagram regangan menunjukkan modus deformasi yang berbeda sesuai dengan perbandingan regangan yang berbeda. (b) Equibiaxial
peregangan di tiang kubah membentang. (c) Deformasi plane strain di dinding samping dari bagian yang panjang. (d) uniaksial perpanjangan tepi
lubang diekstrusi. (e) Pembentukan atau murni geser didalam flens dari
pembentukan Cup, menunjukkan suatu kisi-kisi lingkaran yang menambah di satu arah dan memusatkan didalam lainnya. (f). Tekanan uniaxial di tepi
suatu pembentukan Cup (g) Jalur regangan yang berbeda proporsional
ditunjukkan pada Gambar 2.23 diplot dalam diagram regangan rekayasa
2.5.4. Efektif Stress-Strain Laws
Dalam studi dari sebuah proses, langkah pertama biasanya untuk
mendapatkan beberapa indikasi dari distribusi regangan, seperti pada
Gambar 2.23 (c). Seperti disebutkan, hal ini dapat dilakukan dengan
mengukur grid atau dari beberapa analisis geometrik. Langkah selanjutnya
titik. Untuk melakukan ini, seseorang harus memiliki tegangan-regangan
property untuk material dan data uji tarik dapat menunjukkan bagaimana
dapat digeneralisasi untuk diterapkan pada setiap proses yang sederhana
dengan menggunakan tegangan-regangan hubungan yang efektif. Dalam
model numerik, kurva tegangan-regangan yang sebenarnya dapat digunakan
sebagai masukan, tetapi dalam model mekanik lebih baik untuk
menggunakan hukum empiris sederhana yang mendekati data. Di sini kita
mempertimbangkan beberapa hukum.
regangan efektif ε untuk setiap proses deformasi seperti yang digambarkan dalam Gambar 2.22 dapat dihitung dari principal strain dan strain dengan menggunakan Persamaan 2.4.19 (c). Seperti ditunjukkan dalam Bagian 2.4.7, jika bahan isotropik, kurva tegangan-regangan efektif
adalah bertepatan dengan kurva yang uniaksial true stress-strain dan berbagai hubungan matematika dapat dipasang pada data tegangan-regangan
sebenarnya. Beberapa hubungan empiris lebih umum ditunjukkan pada
Gambar 2.25 dan dalam diagram regangan elastis diabaikan. Pada diagram
yang ditunjukkan, kurva eksperimental diwakili oleh garis putus-putus, dan
kurva dipasang oleh garis tebal.
Gambar 2.25. Empirical effective stress-strain laws ke suatu kurva
2.5.4.1. Power Law
Suatu hukum tenaga sederhana
n
Kε
σ = (2.5.6)
2.5.4.2. Use of a pre-Strain Constant
Meskipun memerlukan penentuan tiga konstanta, suatu jenis
hukum;
(
)
nK ε ε
σ = 0 + (2.5.7)
berguna dan akan cocok sebuah material dengan yield stress yang pasti seperti ditunjukkan pada Gambar 2.25 (b). ε0 konstan telah disebut pre-strain atau offset strain constant. Jika material telah mengeras dalam beberapa proses sebelumnya, konstan ini
mengindikasi-kan adanya pergeseran sumbu regangan ini jumlah ketegangan seperti
yang ditunjukkan pada Gambar 2.25 (b). Dalam bahan yang sangat
hampir sepenuhnya anil dan ε0 adalah kecil, hubungan ini dapat diperoleh dengan Persamaan 2.5.6 dan kemudian dengan menggunakan
nilai-nilai yang sama K dan n, untuk menentukan nilai ε0 dengan kurva ke eksperimen ditentukan hasil awal tegangan menggunakan persamaan:
( )
nf 0 Kε0
σ = (2.5.8)
2.5.4.3. Linier Strain-Hardening
Meskipun akurasinya tidak baik, hubungan bentuk:
ε
σ =Υ+Ρ (2.5.9)
kadang-kadang dapat digunakan, seperti yang ditunjukkan pada
Gambar 2.25 (c). Hukum ini cocok untuk rentang regangan kecil.
2.5.4.4. Constant Flow Stress (rigid,perfectly plastic model)
Didalam mendekati model, strain-hardening dapat diabaikan
dan hukum:
Υ =
2.5.5. The Stress Diagram
Gambar 2.26. Proses ditunjukkan didalam ruang regangan, Gambar 2.23,
yang digambarkan di sini didalam ruang tegangan. (arah hasil ellips
ditunjukkan sebagai suatu garis patah). (Sumber: Z.Marciniak, J.L. Duncan,
S.J.Hu; 2002 : 39)
Principal stress adalah: ;
1
σ σ2 =ασ1; σ3 =0 (2.5.11)
2.5.5.1. Equal Biaxial Stretching, α=β= 1
Pada A, lembaran sedang meregang sama tegangan tarik
biaxial dan
σ σ
σ1 = 2 = (2.5.12)
Di suatu material isotropik, masing-masing tegangan sama
dengan cara uji tarik sederhana.
2.5.5.2. Plane Strain, α= 1/2, β= 0
Untuk plane strain, yaitu., regangan nol didalam 2 arah, status
regangan ditandai oleh titik B dan
σ σ
σ 1.15
3 2
1 = = dan 2 1
2 1σ
σ = (2.5.13)
Untuk suatu material diberi aliran regangan, besarnya major
2.5.5.3. Uniaxial Tension, α= 0,β=- 1/2
Titik ini digambarkan oleh C didalam Gambar 2.26; tegangan
terbesar adalah sama dengan tegangan alir σf dan tegangan terkecil
adalah nol. Proses terjadi didalam uji tarik.
2.5.5.4. Drawing, Shear or Constant Thicness Forming, α =- 1,β =- 1 Sepanjang left-hand diagonal pada D, tegangan membran dan
regangan adalah sama berlawanan dan tidak ada perubahan ketebalan.
Tegangan adalah:
σ σ
σ
σ 0.58 0.58
3 1
1 = f = f =
Dan
σ σ
σ
σ 0.58 0.58
3 1
2 =− f =− f =− (2.5.14)
2.5.5.5. Uniaxial Compression, α =- ∞, β =- 2
Mode ini terutama terjadi pada tepi bebas dalam pembentukan
sebuah sheet sebagai tegangan di tepi sheet adalah nol. Minor stress sama dengan tegangan compressive flow stress, yaitu:
0
1 =
σ dan σ2 =−σf =−σ (2.5.15)
Seperti ditunjukkan, tegangan tekan yang tinggi sering
dikaitkan dengan kerutan lembaran.
2.5.6. Principal Tension or Tractions
Penggunaan ’tegangan tarik’ didalam analisa pembentukan pelat
logam telah diperkenalkan. Tegangan tarik utama pada unsur lembaran
digambarkan pada Gambar 2.22 (c). Tegangan tarik adalah gaya per satuan
panjang ditransmisikan dalam lembaran dan mempunyai satuan kekuatan/
panjangnya; suatu bagian digunakan adalah kN/m. Tegangan tarik sebanding
dengan tegangan, yaitu:
t
1 1 =σ
Τ ; Τ2 =σ2t =αΤ1; (2.5.16) Untuk daerah suatu lembaran dimana ketebalan adalah seragam,
regang yang secara geometris serupa kepada hasil tempat tegangan sebagai
disampaikan dalam Gambar 2.16 dan 2.17. Jika material mematuhi suatu
hasil kondisi von Mises, Tegangan tarik utama didalam lembaran pada hasil
akan mencukupi suatu hubungan tegangan tarik hasil efektif atau
disamaratakan yang diberi oleh:
2 2 2 1 2
1 −ΤΤ +Τ
Τ = =
Τ σt
1 2
1− + Τ
= α α (2.5.17)
Dapat dilihat pada Gambar 2.27.
Gambar 2.27. Hubungan antara ketegangan utama untuk sebuah elemen
deformasi dalam proses proporsional dengan tegangan efektif saat T= σt.
Gambar 2.28. principal tension versus the major strain untuk sebuah proses
proporsional.
Untuk setiap perbandingan tegangan tertentu dan regangan terbesar,
tegangan efektif dan ketebalan dapat diperoleh dengan menggunakan
hubungan yang diberikan di atas. Untuk suatu material di mana tegangan
dan regangan mematuhi kekuatan hukum, Persamaan 2.5.6, tegangan tarik
(
)
Hal Ini dapat diperoleh menggunakan persamaan 2.4.12d, 2.4.5 dan
2.4.6. Dari Persamaan 2.5.16 dan 2.5.18, tegangan tarik utama dapat
ditemukan dan digambarkan pada Gambar 2.28 dalam hal ini perbandingan
regangan adalah positif. Seperti telah dibahas sebelumnya, tegangan tarik
terbesar T1 akan selalu sama atau lebih besar dari nol. Tergantung pada nilai
tegangan atau perbandingan regangan, tegangan tarik terkecil T2 akan jadi
positif atau negatif. Untuk memberikan suatu material dan proses,
Penyamaan 2.5.18 dapat direduksi menjadi bentuk:
(
)
Membedakan ungkapan ini, kita menemukan bahwa tegangan tarik
mencapai maksimum hanya untuk memproses di mana sheet menipis, yaitu
Ketika β> -1. Bila hal ini terjadi, regangan pada tegangan tarik maksimum,
dilambangkan dengan *, akan:
β
Untuk uniaxial tension, β =- 1/2, tegangan tarik maksimum ada di
* 1
ε = 2n, dan plane strain, β=0, tegangan tarik maksimum adalah ketika
* 1
ε = n.
2.6. Cylindrical Deep Drawing 2.6.1. Drawing the Flange
Flens dari shell dapat dianggap sebagai annulus seperti yang ditunjukkan pada Gambar 2.30, tekanan pada elemen pada jari-jari r yang ditunjukkan pada
Gambar 2.31. Persamaan kesetimbangan untuk elemen ini adalah tanpa adanya
gesekan
Gambar 2.29. (a) Pembentukan suatu cup silindris dari disk melingkar. (b)
Transmisi kekuatan peregangan dan pembentukan oleh tegangan tarik
didalam dinding cup. (Sumber: Z.Marciniak, J.L. Duncan, S.J.Hu; 2002 :
117)
Gambar 2.30. Annular flange of a deep-drawn cup.
Gambar 2.31. Elemen dalam flange annular pada Gambar 2.30. (Sumber:
Z.Marciniak, J.L. Duncan, S.J.Hu; 2002 : 118).
Yang tereduksi menjadi:
0
= − − +
r dr
dt t dr
Dengan menggunakan Hasil Kondisi Tresca:
( )
f 0r σ
σ
σθ − =− (2.6.2)
Gambar 2.32. Keadaan tegangan dan regangan vektor untuk poin-poin yang
berbeda pada flens. (Sumber: Z.Marciniak, J.L. Duncan, S.J.Hu; 2002 : 119)
di mana
( )
0
f
σ adalah tegangan alir awal dan seperti ketebalan
awalnya seragam, yaitu t = t0, Persamaan 2.6.1 dapat diintegrasikan secara
langsung. Menggunakan kondisi batas σr= 0 pada radius luar Ro Dan
r
Untuk suatu material non-strain-hardening, tegangan radial seperti
yang diberikan oleh Persamaan 2.6.3 adalah terbesar di permulaan dan akan
menurun ketika radius luar berkurang. Tegangan terbesar bahwa dinding
Cup dapat mendukung untuk suatu material yang mematuhi Kondisi Tresca adalah
( )
menunjukkan bahwa Blank terbesar dapat dibentuk, yaitu Pembatasan
Perbandingan Pembentukan, mempunyai nilai:
72
Sebagaimana ditunjukkan, ini merupakan atas perkiraan, dan
2.6.1.1. Efek of Strain-Hardening
Karena pengerasan-regangan, tekanan untuk menarik flange dapat meningkat selama proses tersebut, meskipun radius luar menurun.
Sebagai flange yang ditarik ke dalam, jari-jari luar akan berkurang dan pada saat tertentu R akan seperti yang ditunjukkan pada Gambar 2.33.
Karena strain-hardening, tegangan alir akan meningkat dan menjadi tidak seragam di seluruh flange. Jika kita mengasumsikan nilai rata-rata
(σf)av. Kelebihan flange keseluruhan dan mengabaikan tidak keseragaman dalam ketebalan, maka Persamaan 2.6.3 menjadi;
( )
ri R
av f
ri σ .ln
σ = (2.6.4)
Gambar 2.33. Bagian dari suatu flens selama proses pembentukan untuk
kondisi bergesekan di mana tegangan didalam dinding sama dengan
tegangan radial di radius bagian dalam σri.
Gambar 2.34. Karakteristik pembentukkan tegangan dibandingkan
perjalanan punch untuk bahan strain-hardening material.
2.6.1.2. Effect of Friction on Drawing Stress
Ada dua cara berbeda di mana gesekan akan mempengaruhi
φ µ σ
σ
φ φ
d d
= (2.6.5)
Pada radius Die, seperti yang ditunjukkan pada Gambar 2.35, kita memperoleh dengan integrasi;
2 expµπ σ
σφ = ri (2.6.6)
Gesekan antara blankholder dan flens juga akan meningkatkan
pembentukan tegangan. Itu adalah pendekatan yang masuk akal untuk
mengasumsikan bahwa B gaya Blank Holder akan didistribusikan di sekitar tepi flange sebagai kekuatan garis besarnya B/2πRo per satuan panjang, seperti yang ditunjukkan pada Gambar 2.36. Gaya gesekan
pada flens per satuan panjang sekitar tepi, demikian 2μB/2πRo. Hal ini dapat dinyatakan sebagai tegangan yang bekerja pada tepi flange, yaitu;
( )
t R
B R
r
0 0 π
µ
σφ = = (2.6.7)
di mana t adalah ketebalan Blank.
Gambar 2.35. Dorongan flens radius Die.
Gambar 2.36. Gesekan yang timbul dari kekuatan Blank Holder, diasumsikan untuk bertindak di tepi luar. (Sumber: Z.Marciniak, J.L.
Kedua faktor ini akan meningkatkan tegangan yang diperlukan
untuk pembentukan flens. Tegangan ini dapat ditentukan dengan teknik
numerik atau dengan berbagai model perkiraan yang menyederhanakan
efek strain-hardening dan perubahan ketebalan didalam flens. Yang mengintegrasikan Persamaan 2.6.4. Untuk syarat batas yang baru, yang
diberi oleh Persamaan 2.6.7, kita memperoleh:
( )
dan menerapkan Penyamaan 2.6.6, tegangan didalam dinding adalah:
( )
2.6.1.3. The Limiting Drawing Ratio and Anisotropy
Untuk menentukan pembatasan perbandingan pembentukkan
beberapa metoda menentukan rata-rata tegangan alir
( )
σf av. Ketebalan saat ini dan nilai maksimum yang diizinkan didinding tegangan dalamPersamaan 2.6.9 diperlukan. Ini di luar lingkup dari pekerjaan ini, tetapi
beberapa komentar dapat dibuat tentang pengaruh dari sifat yang
berbeda pada Pembatasan Perbandingan Pembentukkan.
Jika sebelumnya, kita melalaikan strain-hardening, kemudian
pembentukkan tegangan maksimum di awal pembentukkan; jika
mengalir tegangan σf = Y= constant, dinding tegangan untuk memulai
pembentukkan adalah, dari Persamaan 2.6.9:
2
Sebagaimana ditunjukkan, ini tidak boleh melebihi kapasitas
beban dinding pembawa. Jika dinding deformasi, punch akan mencegah
sekitar regangan, sehingga dinding harus berubah bentuk didalam plane
strain. Tegangan dimana akan berubah bentuk tergantung pada hasil ukuran. Gambar 2.37 menggambarkan hasil didalam regangan rata untuk
Untuk kondisi hasil Tresca, Gambar 2.37 (a), tegangan didalam
dinding, σθ, akan mempunyai nilai Y dan substitusi didalam Persamaan 2.6.10 memberikan kondisi untuk ukuran maksimum Blank, yaitu:
η
Gambar 2.37. Memuat ketinggian beban untuk dinding Cup untuk
ukuran hasil yang berbeda. (a) Kondisi Tresca. (b) Kondisi Von Misses.
(c) Suatu bukan isotropik hasil tempat untuk suatu material dengan nilai
R>1. (Sumber: Z.Marciniak, J.L. Duncan, S.J.Hu; 2002 : 122)
Untuk hasil kondisi von Misses (b), membatasi tegangan
didalam dinding σφ =
( )
2 3 Υ dan diprediksi Pembatasan PerbandinganPembentukkan akan jadi lebih besar. telah diasumsikan Gambar 2.35 dan
Penyamaan 2.6.6. Bahwa ketebalan sheet tidak akan berubah karena
adanya pembentukkan diatas radius sudut Die:
( )
Dimana Ty adalah tegangan tarik untuk menghasilkan sheet dan
ρ/t perbandingan tekukan disudut Die. Dengan begitu suatu perbandingan tekukan kecil akan meningkatkan pengurangan ketebalan,
mengurangi kapasitas load-carrying sisi luar dan mengurangi
Pembatasan Perbandingan Pembentukkan.
2.6.2 Tension
(
)
Tension at center and at binder:
2.6.3 Blank Holder Force
Untuk pemberian beban pada Blank Holder dapat dihitung dengan
menggunakan rumus:
15
2.6.4 Maximum Punch Force
Untuk pemberian beban pada Maximum Punch Force dapat dihitung
dengan menggunakan rumus:
2.6.5 Perbandingan Hasil Simulasi dengan Hasil Teoritis
Untuk menghitung perbandingan hasil simulasi dengan hasil teoritis
dapat dihitung dengan menggunakan rumus: