LAPORAN
PRAKTEK KERJA LAPANG
PENERAPAN HACCP (HAZARD ANALYSIS CRITICAL CONTROL POINT) PADA PROSES PEMBUATAN YOGHURT
DI YOGURT FLAMBOYAN ASLI (ASNAN – LIDIA)
Oleh :
ANIK WAHYUNINGSIH NIM: 201310220311055
JURUSAN ILMU DAN TEKNOLOGI PANGAN
FAKULTAS PERTANIAN PETERNAKAN
UNIVERSITAS MUHAMMADIYAH MALANG
HALAMAN PENGESAHAN
LAPORAN PRAKTEK KERJA LAPANG
JUDUL :
Penerapan HACCP (Hazard Analysis Critical Control Point) pada Proses Pembuatan Yoghurt
di Yogurt Flamboyan ASLI (Asnan – Lidia)
Oleh :
ANIK WAHYUNINGSIH NIM: 201310220311055
Malang, 25 Agustus 2016
Telah diperiksa dan disetujui oleh :
Ketua Jurusan Ilmu dan Teknologi Pangan
Dosen Pembimbing
Moch. Wachid, STP. MSc Dr. Ir. Warkoyo, MP
NIP. 105. 0501. 0408 NIDN : 0003036402
Mengetahui :
Dekan Fakultas Pertanian Peternakan, Universitas Muhammadiyah Malang
Anik Wahyuningsih. 201310220311055. Penerapan HACCP (Hazard Analysis Critical Control Point) pada Proses Pembuatan Yoghurt di Yogurt Flamboyan ASLI (Asnan – Lidia). Dosen Pembimbing : Dr. Ir. Warkoyo, MP. Pembimbing lapang : Asnan Asri
ABSTRAK
Yogurt Flamboyan ASLI (Asnan – Lidia) merupakan salah satu industri yang bergerak dalam bidang pengolahan susu yang beralamatkan di Jalan Flamboyan Raya B No. 3 Songgokerto Batu. UKM ini adalah salah satu produsen yoghurt di kota Batu. Di UKM ini dapat mempelajari proses pengolahan yoghurt yang bahan bakunya adalah susu sapi dan susu kambing segar yang didatangkan langsung dari peternak. Susu merupakan salah satu pangan yang tinggi kandungan gizinya bila ditinjau dari kandungan protein, lemak, mineral, dan beberapa vitamin. Namun, susu yang bernilai gizi tinggi ini mempunyai sifat mudah rusak sehingga diperlukan penanganan yang cepat dan tepat. Proses pengolahan yoghurt bertujuan untuk memperoleh susu yang berkualitas tinggi, meningkatkan daya simpan, menghasilkan produk baru, mempermudah pemasaran dan meningkatkan nilai jual.
KATA PENGANTAR
Alhamdulillah puji syukur kepada Allah SWT, karena atas rahmat dan hidayah-Nya penulis dapat melaksanakan dan menyelesaikan Praktek Kerja Lapang (PKL) di Yogurt Flamboyan ASLI (Asnan – Lidia) pada tanggal 18 Juli – 18 Agustus 2016 serta menyelesaikan penulisan laporan PKL dengan Judul “Penerapan HACCP (Hazard Analysis Critical Control Point) pada Proses Pembuatan Yoghurt di Yogurt Flamboyan ASLI (Asnan – Lidia)”.
Kegiatan PKL merupakan pengintegrasian Tri Dharma Perguruan Tinggi yang menjadi salah satu syarat menempuh pendidikan strata satu di jurusan Ilmu dan Teknologi Pangan, Fakultas Pertanian Peternakan, Universitas Muhammadiyah Malang. Dengan telah selesainya PKL hingga tersusun laporan, penulis dibantu berbagai pihak. Untuk itu, penulis berterima kasih kepada:
1. Bapak Dr. Ir. Damat, M.P, selaku Dekan Fakultas Pertanian – Peternakan Universitas Muhammadiyah Malang
2. Bapak Moch. Wachid, STP, MSc, selaku Ketua Jurusan Ilmu dan Teknologi Pangan
3. Bapak Dr. Ir. Warkoyo, MP selaku dosen pembimbing PKL
4. Bapak Asnan Asri dan Ibu Lidia Triastuti, S.Pd. selaku Pemilik UKM dan pembimbing lapang di Yogurt Flamboyan ASLI
5. Karyawan Yogurt Flamboyan ASLI yang telah membantu dan memberi arahan selama pelaksanaan PKL.
Laporan PKL ini masih jauh dari kata sempurna, kritik dan saran dapat diberikan kepada penulis dan dapat menghasilkan laporan lebih baik. Semoga laporan PKL ini dapat membantu menjadi rujukan akademis untuk teman-teman di Jurusan Ilmu dan Teknologi Pangan di Universitas Muhammadiyah Malang.
Malang, 25 Agustus 2016
Penulis,
DAFTAR ISI
BAB I PENDAHULUAN... 1
1.1 Latar Belakang... 1
1.2 Tujuan... 2
1.2.1 Tujuan Umum... 2
1.2.2 Tujuan Khusus... 3
1.3 Manfaat... 3
BAB II TINJAUAN PUSTAKA... 4
2.1 Susu... 4
2.2 Komposisi dan Nutrisi Susu... 5
2.2.1 Lemak Susu... 5
2.2.2 Protein Susu... 6
2.2.3 Laktosa... 6
2.2.4 Mineral Dan Air... 7
2.2.5 Vitamin... 7
2.3 Sifat Fisik dan Kimia Susu... 8
2.4 Yoghurt... 9
2.5 Proses Pembuatan Yoghurt... 12
2.6 Bakteri Asam Laktat... 12
2.7 HACCP (Hazard Analysis Critical Control Point)... 15
2.7.1 Analisa Bahaya... 16
2.7.2 Titik Kritis... 18
BAB III. METODE PELAKSANAAN PKL... 20
3.1 Waktu dan Tempat... 20
3.2 Skala Usaha Mitra PKL... 20
3.3 Materi dan Alat atau Kelengkapan PKL... 20
3.4 Metode dan Teknis Pelaksanaan PKL... 20
BAB IV PROFIL DAN GAMBARAN UMUM MITRA PKL... 22
4.1 Visi dan Misi Mitra PKL... 22
4.2 Struktur Organisasi Mitra PKL... 22
4.3 Tugas dan Wewenang Pembimbing Lapang Mitra PKL... 23
4.4.2 Lokasi Perusahaan... 24
4.4.3 Klasifikasi Tenaga Kerja... 24
4.4.4 Sanitasi dan Hygiene Perusahaan... 24
4.4.5 Pengolahan Limbah... 25
4.5 Bahan Baku... 26
4.5.1 Susu... 26
4.5.2 Starter... 27
4.5.3 Bahan Tambahan... 27
4.6 Peralatan Produksi... 28
BAB V. HASIL DAN PEMBAHASAN KEGIATAN PKL... 30
5.1 Proses Produksi Yoghurt di Yogurt Flamboyan... 30
5.1.1 Penerimaan Bahan Baku... 30
5.1.2 Pasteurisasi Susu... 31
5.1.3 Pendinginan... 31
5.1.4 Penyaringan Lemak Susu... 32
5.1.5 Inokulasi (Penambahan Starter)... 32
5.1.6 Inkubasi (Fermentasi) ... 33
5.1.7 Penyaringan dan Penyimpanan Plain Yoghurt ... 34
5.1.8 Pencampuran Bahan Tambahan (Mixing) ... 35
5.1.9 Pengemasan, Pembekuan dan Penyimpanan Frozen Yoghurt ... 35
5.2 Penerapan HACCP Yoghurt di Yogurt Flamboyan ... 38
5.2.1 Analisa Bahaya... 39
5.2.2 Titik – Titik Pengendalian Kritis (CCP)... 40
5.2.3 Batas-Batas Kritis... 41
5.2.4 Sistem Monitoring atau Pemantauan untuk CCP... 42
5.2.5 Tindakan Koreksi... 43
5.2.6 Prosedur Verifikasi... 43
5.2.7 Dokumentasi dan Sistem Penyimpanan Catatan/Rekaman... 44
BAB VI. KESIMPULAN DAN SARAN... 45
6.1 Kesimpulan... 45
6.2 Saran... 45
DAFTAR PUSTAKA... 46
DAFTAR TABEL
Tabel 1. Syarat Mutu Susu Segar berdasarkan SNI 01-3141-1998... 5
Tabel 2. Kandungan Mineral Susu... 7
Tabel 3. Kandungan Vitamin Susu Segar... 8
Tabel 4. Syarat Mutu Yoghurt... 10
Tabel 5. Senyawa Utama Pada Susu dan Yoghurt... 11
Tabel 6.Pengelompokan bahaya kimia menurut National Advisory Committee on Microbiology Criteria for Food... 17 Tabel 7. Pengelompokan Tingkat Bahaya... 18
Tabel 8. Analisa bahaya... 38
Tabel 9. Titik Pengendalian Kritis (CCP)... 40
Tabel 10. Batas – Batas Kritis... 41
Tabel 11. Sistem Monitoring atau Pemantauan untuk CCP... 42
Tabel 12.Tindakan Koreksi... 43
Tabel 13. Prosedur Verifikasi... 43
DAFTAR GAMBAR
Gambar 1. Pohon keputusan penentuan titik kritis ... 19
Gambar 2. Stuktur organisasi yogurt flamboyan ASLI ... 23
Gambar 3. Susu ... 26
Gambar 4. Starter ... 27
Gambar 5. (a) Gula, (b) pasta morison... 28
Gambar 6. Sirup anggur ... 28
Gambar 7. Freezer... 39
Gambar 8. Penerimaan bahan baku susu... 31
Gambar 9. Pasteurisasi susu segar... 31
Gambar 10. Penyaringan lemak susu ... 32
Gambar 11. Inokulasi ... 33
Gambar 12. Inkubasi ... 33
Gambar 13. Penyaringan yoghurt... 34
Gambar 14. Penyimpanan plain yoghurt... 34
Gambar 15. Pencampuran bahan tambahan dan pengadukan... 35
Gambar 16. Macam-macam bentuk kemasan frozen yoghurt... 36
Gambar 17. Proses pembekuan yoghurt... 36
Gambar 18. Penyimpanan Frozen Yoghurt... 37
Gambar 19. Penerimaan bahan baku (fresh milk) dari peternak ... 51
Gambar 20. Proses pasteurisasi susu... 51
Gambar 21. Penyaringan lemak susu... 51
Gambar 22. Inokulasi (penambahan starter)... 51
Gambar 23. Inkubasi yoghurt... 52
Gambar 24. Penyaringan yoghurt... 52
Gambar 25. Penyimpanan plain yoghurt ... 52
Gambar 26. Mixing yoghurt... 52
Gambar 27. Pengemasan yoghurt... 53
Gambar 28. Pembekuan yoghurt... 53
Gambar 29. Penyimpanan frozen yoghurt... 53
DAFTAR LAMPIRAN
BAB I PENDAHULUAN 1.1. Latar Belakang Kegiatan PKL
Susu merupakan minuman bergizi tinggi yang dihasilkan ternak perah menyusui, seperti sapi perah, kambing perah, dan kerbau perah yang berperan penting dalam mewujudkan kesehatan masyarakat. Provinsi Jawa Timur telah menjadi sentra sapi perah nasional yang menyokong berbagai Industri Pengolahan Susu (IPS) yang ada di Indonesia. Berdasarkan data Badan Pusat Statistik (BPS), jumlah populasi sapi perah di Jawa Timur tahun 2015 mencapai 253.830 ekor atau hampir 50% dari total populasi sapi perah nasional dimana jumlah ini tersebar di seluruh kabupaten/kota diantaranya di Kab. Malang (75.683 ekor), Kota Batu (11.060 ekor). Populasi sapi perah sebanyak itu memberi kontribusi produksi susu segar sebanyak 1.300 ton/hari atau 55% dari total produksi susu segar nasional. Hal itu menyebabkan semakin banyak tumbuh industri baru dengan memakai bahan baku susu segar.
Susu sangat mudah rusak dan tidak tahan lama di simpan kecuali telah mengalami perlakuan khusus. Guna meningkatkan daya simpan susu maka diperlukan pengolahan lebih lanjut. Selain itu, proses pengolahan susu juga bertujuan untuk memperoleh susu yang berkualitas tinggi dan meningkatkan daya jual. Perkembangan ilmu teknologi yang semakin maju, mendorong usaha-usaha pengolahan susu segar menjadi produk-produk olahan dengan berbagai bentuk. Salah satu produk olahan berbahan baku susu segar adalah yoghurt.
Yogurt Flamboyan ASLI merupakan salah satu industri yang bergerak dalam bidang pengolahan susu. Di UKM Yoghurt ini dapat mempelajari proses pengolahan yoghurt, penerimaan bahan baku seperti bahan baku susu segar didatangkan langsung dari peternak sapi yang telah memiliki standarisasi oleh pihak Yogurt Flamboyan. Proses produksi yang manual dengan tingkat kontaminasi yang tinggi sehingga dapat menyebabkan kegagalan produksi maka pengawasan mutu sangat dibutuhkan.
Pengawasan mutu merupakan tahapan penting yang harus dilakukan untuk mempertahankan kualitas produk. Pengawasan mutu dan sanitasi produk dapat dilakukan dengan penerapan Hazard Analysis Critical Control Point (HACCP). HACCP adalah suatu sistem kontrol dalam upaya pencegahan terjadinya masalah yang didasarkan atas identifikasi titik-titik kritis di dalam tahap penanganan dan proses produksi dengan cara menghilangkan atau mengendalikan faktor-faktor di dalam pengolahan pangan yang berperan dalam pemindahan bahaya (hazard) sejak penerimaan bahan baku, pengelolaan, pengemasan, penggudangan produk sampai produk akhir didistribusikan. Dengan demikian, prosses pengawasan mutu melalui penerapan HACCP menjadi topik utama yang diangkat dalam laporan praktek kerja lapang ini.
1.2. Tujuan PKL 1.2.1. Tujuan Umum
Tujuan umum pelaksanaan Praktek Kerja Lapang adalah :
1. Memenuhi persyaratan untuk menyelesaikan jenjang pendidikan Strata 1 di Jurusan Ilmu dan Teknologi Pangan, Fakultas Pertanian-Peternakan Universitas Muhammadiyah Malang.
2. Mengetahui secara langsung proses produksi sehingga mahasiswa dapat mengkorelasikan ilmu yang didapat dengan proses langsung di lapang. 3. Mengetahui bagaimana dunia kerja yang sebenarnya, sehingga mahasiswa
1.2.2. Tujuan Khusus
Tujuan umum pelaksanaan Praktek Kerja Lapang adalah :
1. Mengetahui dan mempelajari proses produksi yoghurt di Yogurt Flamboyan dari proses penerimaan bahan baku hingga penyimpanan produk.
2. Mengetahui HACCP yang tepat untuk produksi yoghurt.
1.3. Manfaat PKL
Adapun manfaat yang ingin dicapai dari Praktek Kerja Lapang (PKL) ini adalah :
BAB II
TINJAUAN PUSTAKA 2.1. Susu
Susu dapat diidentifikasikan sebagi cairan berwarna putih yang diperoleh dari pemerahan hewan menyusui seperti sapi dan lainnya, tanpa mengurangi atau menambah dengan bahan lainnya. Susu didapat dari hasil sekresi normal kelenjar susu pada hewan sehat secara teratur dan sekaligus (Hadiwiyoto, 1994).
Susu dapat juga diartikan sebagai bahan pangan yang ada dalam emulsi dalam keadaan aslinya. Komposisi susu bervariasi dalam setiap spesies dan lebih jauh diketahui bahwa adanya varisi ini disebabkan karena adanya variasi genetik antar spesies dan lebih jauh diketahui bahwa adanya variasi ini disebabkan adanya variasi genetik antar spesies, nutrisi, tingkat laktasi dan lainnya. Semua susu biasanya mengandung trigliserida dan beberapa tipe protein, termasuk fosfor dan kalsium yang membawa kasein. Kandungan protein berhubungan dengan tingkat pertumbuhan, sedangkan lemak berhubungan dengan tingkat pengunaan energi (Friberg and Larson, 1997).
Susu merupakan sistem emulsi lemak di dalam air (o/w). Emulsi dapat distabilkan menggunakan fosfolipida yang diserap oleh globula lemak. Emulsi susu dapat rusak karena peristiwa homogenasi dan churning (Hui, 1992).
Tabel 1. Syarat Mutu Susu Segar berdasarkan SNI 01-3141-1998
Berat Jenis (BJ) pada suhu 27°C Minimal 1,0280
Kadar Kering Minimal 3,0 %
Bahan Kering Tanpa Lemak (BKTL) atau Solid non Fat (SNF)
Minimal 8,0 %
Kadar Protein Minimal 2,7 %
Cemaran logam berbahaya :
a. Timbal (Pb) Maksimum 0,3 ppm
b. Seng (Zn) Maksimum 0,5 ppm
c. Merkuri (Hg) Maksimum 0,5 ppm
d. Arsen (As) Maksimum 0,5 ppm
2 Standar
Susu Organoleptik : warna, bau, rasa dan kekentalan Tidak ada perubahan Kotoran dan benda asing Negatif
Cemaran mikroba :
a. Total Kuman Maksimum 1.000.000
CFU/ml
b. Salmonella Negatif
c. Eschericia coli (pathogen) Negatif
d. Coliform 20 CFU/ml
e. Streptococcus group B Negatif f. Streptococcus aureus 100 CFU/ml
Jumlah sel radang Maksimum 40.000/ml
Uji katalase Maksimum 3 cc
Uji reduktase 2 – 5 jam
Residu antibiotik, pestisida sesuai dengan peraturan yang berlaku
dan insektisida Negatif
Uji Alkohol (70 %) 6 – 7 °SH
Derajat Asam Negatif
Uji pemalsuan 0,520 s/d 0,560 °C
Titik Beku Positif
(Sumber : Badan Standarisasi Nasional, 2011)
2.2. Komposisi dan Nutrisi Susu
Air susu merupakan campuran kompleks dari karbohidrat {laktosa), lemak, protein, senyawa-senyawa organik dan garamnya, serta garam-garam anorganik yang terlarut dan terdispersi dalam air (Meyers, 1993).
2.2.1. Lemak Susu
dalam setiap ml susu. Butiran-butiran ini mempunyai daerah permukaan yang luas dan hal tersebut menyebabkan susu mudah dan cepat menyerap flavor asing. Butiran-butiran ini dilapisi oleh suatu membran tipis yaitu protein dan fosfolipid.
Lemak tersusun dari trigliserida yang merupakan gabungan gliserol dan asam-asam lemak. Dalam lemak susu terdapat sekurang-kurangnya 50 jenis asam lemak dimana 60-75% bersifat jenuh dan 25-30% tidak jenuh dan sekitar 4 % merupakan asam lemak polyunsaturated. Komponen mikro dari lemak susu antara lain adalah fosfolipid, sterol, tokoferol (vitamin E), karoten, vitamin A dan D (Buckle et al., 1987).
2.2.2. Protein Susu
Protein merupakan senyawa yang sangat kompleks, terdiri dari beberapa unit asam amino yang terikat denngan ikatan peptida. Protein merupakan bahan makanan yang sangat penting dalam menyusun komponen-komponen sel, terutama dalam proses pertumbuhan dan perkembangan makhluk hidup. Kadar protein yang terdapat dalam susu berkisar antara 2,8-4,0% (Adnan, 1984).
Menurut Buckle et al. (1987), protein yang terdapat dalam susu terdiri dari sebagian besar kasein, sampai mencapai sekitar 80%. Oleh karena itu, kasein sering disebut sebagai protein susu. Kasein terdapat dalam bentuk kasein kalsium yaitu senyawa kompleks dari kalsium fosfat dan terdapat dalam bentuk partikel-partikel kompleks koloid yang disebut misel. Partikel-partikel-partikel kasein dalam susu dapat dipisahkan dengan sentrifuge berkecepatan tinggi atau penambahan asam.
Sesudah lemak dan kasein dihilangkan dari susu, air sisanya dikenal sebagai whey. Kira-kira 0,5-0,7% dari bahan protein yang dapat larut tertinggal dalam whey, yaitu protein-protein laktalbumin dan laktoglobulin (Buckle et al.,1987)
2.2.3. Laktosa
Serebrosida ini penting untuk perkembangan fan fungsi otak. Galaktosa juga dapat dibentuk oleh tubuh dari glukosa di hati. Karena itu keberadaan laktosa sebagai karbohidrat utama yang terdapat di susu mammalia, termasuk ASI, merupakan hal yang unik dan penting (Sinuhaji, 2006).
Laktosa tidak semanis gula tebu dan memiliki kelarutan 20% pada suhu kamar. Laktosa ini akan mengendap dari larutan menjadi berbentuk seperti kristal yang keras seperti pasir, oleh karena itu harus dijaga agar jangan sampai kristal-kristal ini terbentuk pada pembuatan es krim dan susu kental. Laktosa mudah sekali diragikan oleh bakteri asam laktat menjadi asam laktat yang merupakan ciri khas susu yang diasamkan (Buckle et al., 1987).
2.2.4. Mineral dan Air
Bila air pada susu dihilangkan dengan penguapan dan sisa yang kering dibakar pada panas rendah akan diperoleh sisa abu putih yang berisi bahan-bahan mineral. Air merupakan komponen terbesar yang menyusun susu segar. Kandungan mineral rata-rata dalam susu dan abu disajikan pada Tabel 1 berikut. Tabel 2. Kandungan Mineral Susu
Unsur Jumlah (%)
Potasium 0,140
Kalsium 0,125
Klorin 0,103
Fosfor 0,096
Sodium 0,056
Sumber : Buckle et al. (1987)
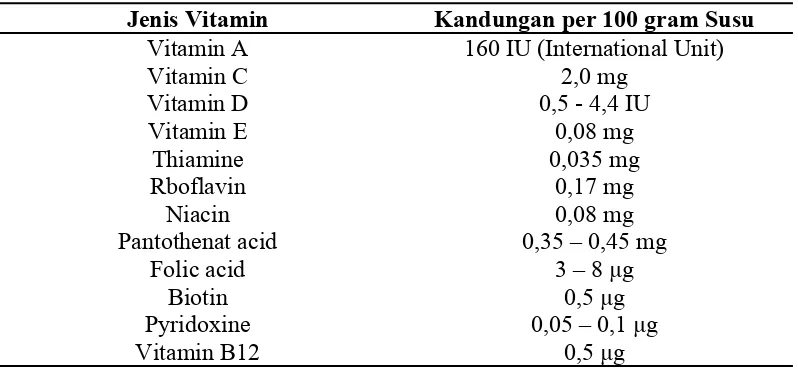
2.2.5. Vitamin
Vitamin yang larut dalam air cukup stabil terhadap pengaruh pemanasan dan pengolahan kecuali vitamin B2 dan vitamin C. Vitamin B sangat mudah terdegradasi oleh cahaya pada panjang gelombang 610 nm. Sedangkan vitamin C sangat labil dan mudah rusak oleh pemanasan. Kandungan vitamin dalam susu segar disajikan dalam Tabel 2
Tabel 3. Kandungan Vitamin Susu Segar
Jenis Vitamin Kandungan per 100 gram Susu
Vitamin A 160 IU (International Unit)
Vitamin C 2,0 mg Sumber : Buckle et al. (1987)
2.3. Sifat Fisik dan Kimia Susu
Menurut Hadiwiyoto (1994), Sifat fisik meliputi warna, bau, rasa, titik didih dan titik beku, serta viskositasnya, sedangkan sifat kimiawinya adalah pH dan keasamannya.
a. Warna Susu
Susu mempunyai warna putih kebiru-biruan sampai kuning kecoklatan.warna putih pada susu serta kenampakannya adalah akibat penyebaran butiran-butiran koloid lemak, kalsium kaseinat dan kalsium fosfat. Bahan utama yang memberi warna kekuning-kuningan adalah karoten dan riboflavin. Jenis sapi dan jenis makanannya juga dapat mempengaruhi warna susu (Buckle et al., 1987). b. Bau susu
c. Rasa Susu
Susu yang baik memiliki rasa yang sedikit manis, yang berasal dari laktosa, sedangkan rasa asin yang muncul dikarenakan pengaruh beberapa garam mineral seperti garam klorida dan sitrat (Hadiwiyoto, 1994).
d. Titik Beku dan Titik Didih Susu
Susu akan membeku pada suhu -0,55 0C sampai 0,61 0C. Rendahnya titik
beku susu karena adanya adanya bahan-bahan yang larut dalam susu, seperti gula laktosa dan mineral-mineral. Keadaan tersebut dapat digunakan sebagai indikator kemurnian susu. Titik beku susu akan berubah jika pada susu ditambahkan air, santan atau lemak meskipun dalam jumlah sedikit saja. Sebaliknya, titik didih susu lebih tinggi (101,17 0C) daripada titik air (Hadiwiyoto, 1994).
e. Viskositas Susu
Susu lebih kental dai air, karena emulsi lemak dan partikel-partikel koloid yang dikandungnya. Viskositas susu segar adalah 1,5 – 2 cp pada temperatur 20
0C (Buckle et al., 1987).
f. pH
Menurut Buckle et al. (1987), pH susu segar berada diantara 6,6 – 6,7 dan bila terjadi cukup banyak pengasaman oleh bakteri, angka-angka ini akan menurun secara nyata. Hal itu disebabkan aktivitas buffer fosfat, sitrat dan protein yang ada dalam susu.
2.4. Yoghurt
Kata Yoghurt berasal dari bahasa Turki yaitu jugurt atau yogurut yang artinya susu asam. Secara definisi, yoghurt adalah produk yang diperoleh dari susu yang telah dipasteurisasi, kemudian difermentasikan dengan bakteri tertentu sampai diperoleh keasaman, bau, dan rasa yang khas, dengan atau tanpa penambahan bahan lain (Surajudin et al., 2006). Yoghurt dapat dibuat dari susu sapi, susu kambing, atau lainnya (Stelios dan Emmanuel, 2004)
membuat yoghurt lebih padat serta memiliki tekstur dan aroma yang khas. Aroma yang spesifik dari yoghurt terdiri dari komponen-komponen karbonil dengan diacetil dan acetaldehid yang dominan. Proses fermentasi menyebabkan kadar laktosa dalam yoghurt berkurang sehingga yoghurt aman dikonsumsi oleh orang yang lanjut usia atau yang alergi terhadap susu (Belitz dan Grosch, 1987).
Yogurt adalah susu yang dibuat melalui fermentasi bakteri. Yoghurt dapat dibuat dari susu apa saja, termasuk susu kacang kedelai. Tetapi produksi modern saat ini di dominasi dari susu sapi. Fermentasi gula susu (laktosa) menghasilkan asam laktat yang berperan dalam protein susu untuk menghasilkan tekstur seperti gel dan bau yang unik pada yoghurt (Buckle et al, 1987).
Syarat mutu yoghurt berdasarkan Standar Nasional Indonesia (SNI) 01-2981-1992, adalah disajikan pada Tabel 4 sebagai berikut:
Tabel 4. Syarat Mutu Yoghurt SNI 01-2981-1992 No
.
KriteriaUji Spesifikasi
1 Keadaan :
Penampakan Cairan kental sampai semi padat
Bau Normal/khas
Rasa Asam/khas
Konsentrasi Homogen
2. Lemak : % ; b/b Maks. 3,8
3. Bahan Kering Tanpa Lemak : %; b/b
Maks. 8,2
4. Protein: % ; b/b Min. 3,5
5. Abu Maks. 1,0
6. Jumlah asam (sebagai laktat) : %; b/b
0,5 – 2,0
7. Cemaran logam :
Timbal (Pb): mg/kg Maks.0,3 Tembaga (Cu) : mg/kg Maks. 20 Seng (Zn) : mg/kg Maks. 40 Timah (Sn) : mg/kg Maks. 40 Raksa (Hg) : mg/kg Maks. 0,03 Arsen (As) : mg/kg Maks. 0,1 8. Cemaran mikroba :
Bakteri coliform Maks. 10
E.coli ; APM/g < 3
Salmonella Negatif / 100 gram
Berdasarkan kadar lemaknya, yoghurt dapat dibedakan atas yoghurt berlemak penuh (kadar lemak lebih dari 3%), yoghurt setengah berlemak (kadar lemak 0,5-3,0%), dan yoghurt berlemak rendah (lemak kurang dari 0,5%). Berdasarkan metode pembuatannya, jenis yoghurt dibagi menjadi dua yaitu set
yoghurt dan stirred yoghurt. Bila fermentasi atau inkubasi susu dilakukan dalam kemasan kecil sehingga gumpalan susu yang terbentuk tetap untuh dan tidak berubah sewaktu didinginkan atau siap konsumsi, maka produk terduk tersebut disebut set yoghurt. Sedangkan fermentasi stirred yoghurt dilakukan dalam wadah, setelah fermentasi selesai produk dikemas dalam kemasan kecil sehingga gumpalan susu dapat berubah atau pecah sebelum pengemasan dan pendinginan selesai (Samui, 2003).
Yoghurt merupakan salah satu produk hasil fermentasi yang banyak mengandung nutrisi. Proses fermentasi yang terjadi pada yoghurt akan menambah kandungan gizinya. Komposisi gizi pada yoghurt mirip dengan dengan susu. Bahkan terdapat komponen gizi yang jumlahnya lebih tinggi dari susu (Jay, 1992). Beberapa di keunggulan yoghurt adalah kaya protein, memiliki kandungan kalsium, riboflavin, vitamin B6 dan vitamin B12. Yoghurt lebih mudah dicerna oleh tubuh dibanding susu (Sudha, 2009). Perbandingan nutrisi gizi yoghurt dan susu dapat dilihat pada Tabel 5.
Tabel 5. Senyawa Utama pada Susu dan Yoghurt Komposisi
(Unit/100 g)
Susu Yoghurt
Murni Skim Full Fat Low Fat
Energi (kkal) 67,5 36 72 64
Protein (g) 3,5 3,3 3,9 4,5
Lemak (g) 4,25 0,13 3,4 1,6
Karbohidrat (g) 4,7 5,1 4,9 6,5
Kalsium (g) 119 121 145 150
Fosfor (g) 94 95 114 118
Natrium (mg) 50 52 47 51
Kalium (mg) 152 145 186 192
Vitamin A (IU) 148 - 140 70
Vitamin C (IU) 1,5 1,0 - 1,7
Thiamin (B1) (µg) 37 40 30 42
Riboflavin (B2) (µg) 160 180 190 200
Sumber : Surajudin et al. (2006)
2.5. Proses Pembuatan Yoghurt
Pembuatan yoghurt terdiri dari persiapan bahan, persiapan bibit, inokulasi bibit, fermentasi (inkubasi) dan pendinginan. Persiapan bahan meliputi pengaturan kandungan bahan padatan atau bahan kering, kandungan lemak susu dan pasteurisasi. Kandungan bahan kering, yaitu bahan kering susu maupun pemanis tidak lebih dari 22% karena konsentrasi lebih tinggi akan menghambat aktivitas bibit (Samui, 2003).
Susu yang akan difermentasi dipanaskan terlebih dahulu atau pasteurisasi dengan tujuan untuk menurunkan populasi mikroba dalam susu dan memberikan kondisi yang baik bagi pertumbuhan biakan yoghurt. Selain itu, pemanasan sebelum dibuat yoghurt juga bertujuan untuk mengurangi kadar airnya, sehingga akan diperoleh yoghurt yang lebih padat. Suhu pasteurisasi dilakukan sampai 85-90oC selama 15-20 menit , atau 80-85oC selama 15-20 menit, kemudian suhu
diturunkan sampai 48oC, selanjutnya diinokulasi biakan (starter) sebanyak 2-3%
dan diinokulasi pada suhu45oC sampai keasaman mencapai 0,80-0,90% asam
laktat (Foster, 1957).
Inkubasi yoghurt bisa dilakukan pasa suhu kamar ataupun 45oC. Pada suhu
tinggi aktivitas mikroba akan semakin tinggi juga. Inkubasi pada suhu ruang memerlukan waktu 14-16 jam, dan pada suhu 32oC selama 11 jam. Selama
inkubasi susu mengalami penggumpalan yang disebabkan penurunan pH akibat aktivitas kultur. Pada mulanya Streptococcus thermophillus menyebabkan penurunan pH hingga 5-5,5 selanjutnya pH menurun hingga 3,8-4,5 karena lactobacillus bulgaricus. Selain itu, selama inkubasi akan terbentuk flavor karena terbentuknya asam laktat, asetaldehid, asam asetat, dan diasetil. Selama penyimpanan setelah inkubasi, yoghurt mengalami penurunan pH terus-menerus. Penyimpanan pada suhu yang lebih tinggi akan mempercepat penurunan pH yoghurt. Yoghurt akan disimpan pada suhu 4oC untuk menghambat aktivitas
2.6. Bakteri Asam Laktat
Bakteri asam laktat adalah salah satu kelompok mikroorganisme paling penting yang digunakan dalam fermentasi makanan, dan berkontribusi pada rasa dan tekstur produk fermentasi serta menghambat bakteri pembusukan makanan dengan memproduksi zat penghambat pertumbuhan dari sejumlah besar asam laktat sebagai agen bakteri asam laktat fermentasi terlibat dalam pembuatan yoghurt, keju, mentega, sosis, acar mentimun dan sauerkraut. Namun beberapa spesies merusak daging, bir, dan anggur (Todar, 2011).
Bakteri asam laktat (BAL) adalah kelompok bakteri gram positif yang tidak membentuk spora dan dapat memfermentasi karbohidrat untuk menghasilkan asam laktat. Berdasarkan taksonomi, terdapat sekitar 20 genus bakteri yang termasuk BAL. Beberapa BAL yang sering digunakan dalam pengolahan pangan adalah Aerococcus, Bifidobacterium, Carnobacterium, Enterococcus, Lactobacillus, Lactococcus, Leuconostoc, Oenococcus, Pediococcus, Streptococcus, Tetragenococcus, Vagococcus, Weissella. Contoh produk makanan yang dibuat menggunakan bantuan BAL adal yoghurt, keju, mentega, sour cream (susu asam), dan produk fermentasi lainnya (Yang, 2000).
Pada pengolahan makanan, BAL dapat melindungi dari pencemaran bakteri patogen, meningkatkan nutrisi, dan berpotensi memberikan dampak positif bagi kesehatan manusia. Sebagian bakteri asam laktat berpotensi memberikan dampak positif bagi kesehatan dan nutrisi manusia, beberapa diantaranya adalah meningkatkan nilai nutrisi makanan, mengontrol infeksi pada usus, meningkatkan digesti (pencernaan) laktosa, mengendalikan beberapa tipe kanker, dan mengendalikan tingkat serum kolesterol dalam darah. Sebagian keuntungan tersebut merupakan hasil dari pertumbuhan dan aksi bakteri selama pengolahan makanan, sedangkan sebagian lainnya hasil dari pertumbuhan beberapa BAL di dalam saluran usus saat mencerna makanan yang mengandung BAL sendiri (Gilliland, 1990).
Staphylococcus, dan Listeria. Senyawa bakteriosin yang diproduksi BAL dapat bermanfaat karena menghambat bakteri patogen yang dapat merusak makanan ataupun membahayakan kesehatan manusia sehingga keamanan makanan lebih terjamin (Walstra dan Geurts, 2005).
Antimikroba lain selain bakteriosin yang dapat diproduksi oleh BAL adalah hidrogen peroksida, asam organik, reuterin, dan diasetil. Senyawa-senyawa tersebut juga berfungsi untuk memperpanjang masa depan dan meningkatkan keamanan produk pangan. BAL menghasilkan hidrogen peroksida (H2O2) untuk
melindungi selnya terhadap keracunan oksigen. Namun, H2O2 dapat bereaksi
dengan senyawa lain (contohnya tiosianat endogen dalam susu mentah) hingga menghasilkan senyawa penghambat mikroorganisme lain. Mekanisme ini disebut sebagai sistem amtimikrobia laktoperoksidase (Taylor, 2004).
Asam laktat dan asam organik lain yang dihasilkan BAL dapat memberikan efek bakteriosidal untuk bakteri lain karena pH lingkungan menjadi 3-4,5. Pada kondisi pH tersebut, BAL tetap dapat hidup sedangkan bakteri lain, termasuk bakteri pembusuk makanan yang merugikan akan mati. Reuterin adalah senyawa antimikrobial efektif untuk melawan berbagai jenis bakteri (bersifat spektrum luas) yang diproduksi oleh Lactobacillus reunteri selama pertumbuhan anaerobik karena keberadaan gliserol. Diasetil adalah senyawa yang menentukan rasa dan aroma mentega, serta aktif melawan bakteri gram negatif, khamir dan kapang (Rostini, 2007).
Sebagian BAL dapat mengurangi jumlah bakteri patogen secara efektif pada hewan ternak, contohnya bakteri jahat E. Coli O:157 dan Salmonella. Di samping itu, BAL juga dikonsumsi manusia dan hewan sebagai bakteri probiotik, yaitu bakteri yang dimakan untuk meningkatkan kesehatan atau nutrisi tubuh. Beberapa spesies BAL merupakan probiotik yang baik karena dapat bertahan melewati pH lambung yang rendah dan menempel atau melakukan kolonisasi usus. Akibatnya, bakteri jahat di usus akan berkurang karena kalah bersaing dengan BAL (Taylor, 2004).
karbohidrat yang dibutuhkan untuk pertumbuhannya seperti glukosa yang akan dikonversi menjadi asam laktat (homofermentatif), karbondioksida, etanoldan asam asetat (heterofermentatif). Asam yang diproduksi dari karbohidrat dapat terjadi baik di bawah kondisi aerob maupun anaerob (Sharpe dan Holt, 1984).
2.7. HACCP (Hazard Analysis Critical Control Point)
HACCP (Hazard Analysis Critical Control Point) merupakan suatu alat (tools) yang digunakan untuk menilai tingkat bahaya, menduga perkiraan risiko dan menetapkan ukuran yang tepat dalam pengawasan dengan menitikberatkan pada pencegahan dan pengendalian proses pengujian akhir proses akhir yang biasanya dilakukan dengan cara pengawasan tradisional. Nasional advisory committee on microbiological criteria for food (committee) menganjurkan sistem HACCP sebagai pendekatan yang efektif dan rasional untuk menjamin keamanan pangan. Sistem ini merupakan pendekatan sistematis terhadap identifikasi, evaluasi pengawasan keamanan pangan secara bermakna (Arisman, 2009). Menurut Thaheer (2005), sistem HACCP terdiri dari 7 prinsip sebagai berikut, 1. Melakukan analisa bahaya
2. Menentukan titik kendali kritis 3. Menentukan batas kritis
4. Membuat sistem pemantauan CCP 5. Melakukan tindakan korektif 6. Menetapkan prosedur verifikasi
7. Melakukan dokumentasi seluruh prosedur
Tujuan penerapan HACCP dapat dikelompokkan menjadi dua yaitu tujuan umum dan tujuan khusus. Tujuan umum penerapan HACCP adalah memelihara kesehatan masyarakat dengan cara mencegah atau mengurangi kasus keracunan pangan (Haryadi, 2001). Adapun tujuan khususnya adalah :
1. Mengevaluasi cara produksi pangan untuk mengetahui bahaya yang mungkin timbul dari pangan
2. Memperbaiki cara produksi pangan dengan memberikan perhatian khusus terhadap tahap-tahap proses yang dianggap kritis
4. Meningkatkan inspeksi mandiri terhadap industri pangan oleh operator dan karyawan.
2.7.1. Analisa Bahaya
Bahaya (hazard) adalah agen biologis, kimia, atau agen fisik atau factor yang berpotensi untuk menimbulkan efek yang merugikan bagi kesehatan (WHO, 2005). Bahaya yang ada harus ditiadakan atau dikurangi sehingga produksi pangan dinyatakan aman. Penentuan adanya bahaya berdasarkan tiga pendekatan yaitu keamanan pangan, sanitasi, dan penyimpanan secara ekonomi seperti penggunaan bahan yang tidak dibenarkan. Hazard analysis adalah analisis bahaya atau kemungkinan adanya risiko bahaya yang tidak dapat diterima. Bahaya disini adalah segala macam aspek mata rantai produksi pangan yang tidak dapat diterima karena merupakan penyebab masalah keamanan pangan. Bahaya tersebut meliputi (Suklan, 1998):
1. Keberadaan yang tidak dikehendaki dari pencemar biologis, kimiawi atau fisik pada bahan mentah
2. Pertumbuhan atau kelangsungan hidup mikroorganisme dan hasil perubahan kimiawi yang tidak dikehendaki misalnya nitrosamine pada produk antara atau jadi atau pada lingkungan produksi; dan
3. Kontaminasi atau kontaminasi silang (cross contamination) pada produk antara, jadi atau pada lingkungan produksi.
Keberadaan yang tidak dikehendaki dari pencemar biologis, kimiawi, atau fisik pada bahan mentah dapat dijabarkan sebagai berikut (Nurliana, 2004):
2. Bahaya mikrobiologi meliputi bakteri pathogen (kontaminasi, pertumbuhan, dan ketahanan) beserta toksin-toksin yang dihasilkannya, virus, jamur, dan mikotoksin, protozoa.
3. Potensi bahaya fisik seperti serpihan gelas atau logam dari mesin atau wadah, benda-benda asing seperti pasir, kerikil atau potongan kayu, rambut, tulang atau bagian tubuh dari serangga dan hewan lainnya yang mencemari pangan.
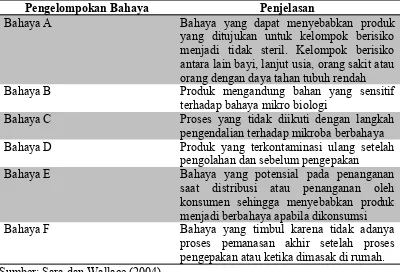
Tabel 6. Pengelompokan Bahaya Kimia Menurut National Advisory Committee on Microbiology Criteria for Food
Pengelompokan Bahaya Penjelasan
Bahaya A Bahaya yang dapat menyebabkan produk yang ditujukan untuk kelompok berisiko menjadi tidak steril. Kelompok berisiko antara lain bayi, lanjut usia, orang sakit atau orang dengan daya tahan tubuh rendah Bahaya B Produk mengandung bahan yang sensitif
terhadap bahaya mikro biologi
Bahaya C Proses yang tidak diikuti dengan langkah pengendalian terhadap mikroba berbahaya Bahaya D Produk yang terkontaminasi ulang setelah
pengolahan dan sebelum pengepakan
Bahaya E Bahaya yang potensial pada penanganan saat distribusi atau penanganan oleh konsumen sehingga menyebabkan produk menjadi berbahaya apabila dikonsumsi Bahaya F Bahaya yang timbul karena tidak adanya
Tabel 7. Pengelompokan Tingkat Bahaya
Tingkat Bahaya Penjelasan
Kategori 6 Jika bahan pangan mengandung bahaya A atau ditambah dengan bahaya yang lain
Kategori 5 Jika bahan pangan mengandung lima karakteristik bahaya (B,C,D,E,F)
Kategori 4 Jika bahan pangan mengandung empat karakteristik bahaya (B,C,D,E,F)
Kategori 3 Jika bahan pangan mengandung tiga karakteristik bahaya (B,C,D,E,F)
Kategori 2 Jika bahan pangan mengandung dua karakteristik bahaya (B,C,D,E,F)
Kategori 1 Jika bahan pangan mengandung satu karakteristik bahaya (B,C,D,E,F)
Kategori 0 Jika tidak terdapat bahaya Sumber: Sudarmaji (2005)
2.7.2. Titik Kritis
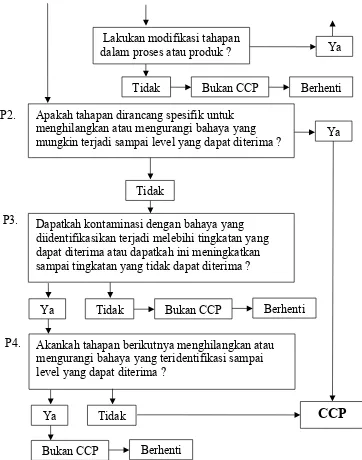
Food flow (alir makanan) yaitu perjalanan makanan dalam rangkaian proses pengolahan pangan. Titik Kritis (TK) adalah setiap titik, tahap atau prosedur pada suatu sistem pengolahan bahan pangan yang jika tidak terkendali dapat menyebabkan risiko dan jika dikendalikan dapat mencegah, mengurangi atau menghilangkan bahaya. Titik-titik kritis/ kondisi rawan dalam proses pengolahan makanan bias saja terdapat satu atau lebih dimana kondisi rawan (critical point) tersebut harus dikendalikan untuk menghindarkan bahaya konsumen (Thaheer, 2005).
Critical control point (CCP) atau titik kendali kritis adalah langkah dimana pengendalian dapat diterapkan dan diperlukan untuk mencegah atau menghilangkan bahaya atau menguranginya sampai titik aman. Dengan menggunakan pohon keputusan (decision tree) pada setiap tahapan proses pengolahan makanan/minuman dapat ditentukan titik kritis pada alur proses (Thaheer, 2005). Titik kendali kritis (CCP) dapat berupa bahan mentah, lokasi praktek, prosedur atau pengolahan dimana pengendaliannya dapat diterapkan untuk mencegah atau mengurangi bahaya (Suklan, 1998).
Gambar 1. Pohon Keputusan Penentuan Titik Kritis Sumber: Badan Standarisasi Nasional (1998)
Lakukan modifikasi tahapan
dalam proses atau produk ? Ya
Tidak Bukan CCP Berhenti
Apakah tahapan dirancang spesifik untuk menghilangkan atau mengurangi bahaya yang
mungkin terjadi sampai level yang dapat diterima ? Ya
Tidak
Dapatkah kontaminasi dengan bahaya yang diidentifikasikan terjadi melebihi tingkatan yang dapat diterima atau dapatkah ini meningkatkan sampai tingkatan yang tidak dapat diterima ?
Ya Tidak Bukan CCP Berhenti
Akankah tahapan berikutnya menghilangkan atau mengurangi bahaya yang teridentifikasi sampai level yang dapat diterima ?
Ya Tidak
CCP
Bukan CCP Berhenti P2.
P3.
BAB III
METODE PELAKSANAAN PKL 3.1 Waktu dan Tempat Pelaksanaan
Pelaksanaan Praktek Kerja Lapang (PKL) ini dilaksanakan pada tanggal 18 Juli – 18 Agustus 2016. Tempat pelaksanaan Praktek Kerja Lapang (PKL) ini dilaksanakan di Yogurt Flamboyan ASLI (Asnan – Lidia) Batu beralamat di Jl. FLamboyan Raya B No. 3 Songgokerto, Telp (0341) 593276 Batu Jawa Timur.
3.2 Skala Usaha Mitra PKL
Yogurt Flamboyan ASLI (Asnan – Lidia) adalah sebuah Usaha Kecil Menengah (UKM) yang memproduksi yoghurt berbahan baku susu sapi dan susu kambing etawa yang berdiri sejak tahun 2008. Yogurt Flamboyan ASLI memiliki karyawan sebanyak 9 orang. Kapasitas produksi yoghurt berupa frozen yoghurt sebanyak 5000 biji kemasan es lilin, 100 botol ukuran 250 ml dan 600 ml dengan bahan baku susu sekitar 150-250 liter perhari. Yoghurt yang diproduksi memiliki 7 macam rasa diantaranya leci, melon, strawberry, anggur, jeruk, durian, dan coklat. UKM ini juga menyediakan Plain Yoghurt jika ada pesanan. Meskipun masih dalam skala UKM, namun Yogurt Flamboyan ASLI sudah memasarkan produknya ke berbagai kota di Indonesia, seperti Malang, Surabaya, Sidoarjo, Probolinggo dan lain sebagainya.
3.3 Materi dan Alat Kelengkapan PKL
Alat yang digunakan selama PKL dari pihak peserta sendiri adalah buku catatan, alat tulis dan ponsel untuk mendokumentasikan data yang diperlukan. Sumber bahan referensi yang digunakan selama PKL adalah dari buku, jurnal, dan hasil diskusi dengan pembimbing.
3.4 Metode dan Teknis Pelaksanaan PKL
baku, sarana produksi, proses produksi, pengemasan). Sedangkan data sekunder merupakan data yang diperoleh dari literatur/pustaka yang bertujuan untuk menunjang laporan PKL. Metode dan teknis pelaksanaan PKL menggunakan beberapa metode, antara lain:
1. Kerja Lapang
Peserta PKL berpartisipasi aktif dalam semua proses produksi pengolahan susu dari tahap awal sampai tahap akhir produksi. Peserta PKL terjun langsung membantu karyawan UKM selama proses produksi.
2. Observasi Data secara Kualitatif
Metode observasi kualitatif merupakan metode pengumpulan data dengan mengamati secara langsung terhadap objek dan beberapa kegiatan yang ada di lapang sesuai dengan data yang diperlukan. Metode ini juga membantu peserta PKL dalam pengumpulan data.
3. Wawancara tertutup
Metode wawancara merupakan suatu metode pengumpulan informasi dengan cara melakukan tanya jawab dan diskusi kepada pembimbing lapang maupun penanggung jawab proses produksi yoghurt.
4. Dokumentasi
Metode dokumentasi ini dilakukan untuk mendapatkan gambar yang dibutuhkan dalam penyusunan laporan. Gambar diambil dengan izin dari pihak yang berwenang.
5. Studi Pustaka
BAB IV
PROFIL DAN GAMBARAN UMUM MITRA PKL
1. Visi dan Misi Mitra PKL
Visi merupakan serangkaian kalimat yang menyatakan cita-cita perusahaan yang ingin dicapai di masa depan, selaras dengan Yogurt Flamboyan ASLI (Asnan – Lidia), Yogurt Flamboyan ASLI ini memiliki visi yang sangat mulia, yakni memasyarakatkan susu sebagai salah satu makanan/minuman terbaik karunia Allah SWT. Sedangkan misi merupakan pernyataan tentang apa yang harus dikerjakan oleh lembaga dalam usahanya mewujudkan visi. Bila diaplikasikan dalam Yogurt Flamboyan ASLI, UKM ini memiliki misi:
1. Meningkatkan kesehatan dan kecerdasan bangsa dengan meningkatkan konsumsi susu khususnya yoghurt yang memiliki banyak manfaat bagi kesehatan tubuh manusia.
2. Memberdayakan dan membangun pebisnis yang tangguh di bidang susu dan olahannya.
Dari visi dan misi ini, Yogurt Flamboyan ASLI selalu berupaya untuk meningkatkan kesehatan bangsa melalui konsumsi olahan susu khususnya yoghurt yang sangat bermanfaat bagi kesehatan. Dengan tetap mempertahankan kualitas yoghurt dengan bahan baku susu yang berkualitas baik pula.
2. Struktur Organisasi mitra PKL
Gambar 2. Stuktur Organisasi Yogurt Flamboyan ASLI
3. Tugas dan wewenang pembimbing lapang Mitra PKL Adapun tugas dan wewenang Pembimbing Lapang antara lain: 1. Memberikan bimbingan dan arahan selama kegiatan PKL berlangsung
2. Memberikan informasi terkait dengan proses produksi selama PKL berlangsung.
3. Menegur dan memberikan peringatan jika mahasiswa PKL melakukan kesalahan.
4. Memberikan penilaian kepada mahasiswa atas hasil kerja lapang sesuai dengan parmeter penilaian.
4. Profil Mitra PKL dan Gambaran Umum Mitra PKL 4.4.1. Sejarah Perusahaan
Sejarah berdirinya perusahaan berawal apada tahun 2003, ibu Lidia mendapatkan bakteri yoghurt dari seorang temannya. Awalnya bakteri itu digunakan untuk membuat yoghurt yang dikonsumsi sendiri. Pada awal tahun 2005, ibu Lidia beserta suaminya mencoba mengembangkan yoghurt es lilin dengan berbagai rasa dan memasarkannya. Berbagai kendala dihadapi oleh ibu Lidia dan suaminya. Salah satunya adalah rasa yoghurt yang belum sempurna. Akan tetapi seiring berjalannya waktu, ibu Lidia beserta suaminya terus mencoba berbagai cara sampai ditemukan rasa yang pas dengan pengondisian starter dan waktu inokulasi.
Pada tahun 2008, pesanan dan produksi yoghurt mulai meningkat. Pemasaran yoghurt meliputi daerah Surabaya, Nganjuk, Malang, Probolinggo, Kediri bahkan sampai ke luar Jawa. Pada Tahun 2014, Yogurt Flamboyan ASLI mendapatkan anggaran dari Direktorat Penelitian dan Pengabdian kepada
Pimpinan UKM Asnan
Karyawan Pemasaran
Ririn Kepala Produksi
Masyarakat Direktorat Jenderal Pendidikan Tinggi (DP2M – DIKTI) yaitu sebagai IbM (Ipteks bagi Masyarakat) di bawah naungan Lembaga Penelitian dan Pengabdian kepada Masyarakat Universitas Brawijaya (LPPM – UB Malang).
Sampai saat ini jumlah produksi yoghurt dalam sehari mencapai 5000 biji frozen yoghurt atau es lilin serta dalam bentuk botol berukuran 250 ml dan 600 ml yang memiliki 7 macam rasa diantaranya leci, melon, strawberry, anggur, jeruk, durian, dan coklat. Es lilin dijual dengan harga Rp. 25.000,00 per 50 biji atau Rp. 500,00 per biji. Frozen Yoghurt kemasan botol 250 ml dijual dengan harga Rp. 5.500,00 per botol sedangkan kemasan botol 600 ml dijual dengan harga Rp. 13.000,00 per botol.
4.4.2. Lokasi Perusahaan
Yogurt Flamboyan ASLI berlokasi di Jalan Flamboyan Raya B No. 3 Songgokerto, Batu. Salah satu alasan utama perusahaan memilih lokasi ini karena lokasi ini dekat dengan sumber bahan baku. Lokasi ini dapat menghemat biaya transportasi para pemasok bahan baku serta keterlambatan datangnya bahan baku dapat diminimalkan. Lokasi produksi terdiri atas 4 ruang diantaranya ruang pasteurisasi, ruang fermentasi, ruang produksi dan ruang penyimpanan.
4.4.3. Klasifikasi Tenaga Kerja
Tenaga kerja di Yogurt Flamboyan ASLI memiliki komismen bekerja yang baik yang akan memberikan dampak positif untuk perkembangan dan kemajuan UKM. Rata-rata tenaga kerja di UKM tidak mengutamakan tingkat pendidikan melainkan keahlian, keterampilan dan keuletan dalam bekerja. Yogurt Flamboyan ASLI memiliki 9 orang pekerja. Diantaranya, kepala produksi, pemasaran, distributor dan 6 karyawan. Karyawan terbagi atas beberapa tugas diantaranya bagian pasteurisasi, penyaringan yoghurt, dan pengemasan yoghurt. Hari kerja adalah Senin – Minggu dengan jam kerja sekitar 8 jam yaitu antara pukul 08.00 – 15.00 WIB. Rata-rata setiap pekerja mampu menghasilkan ± 700 biji frozen yoghurt dalam sehari.
Sanitasi adalah upaya kesehatan dengan cara memelihara dan melindungi kebersihan lingkungan agar terhindar dari cemaran sehingga dapat menjaga dan meningkatkan kesehatan manusia. Sanitasi perusahaan merupakan aspek yang penting yang harus diperhatikan dalan setiap perusahaan atau tempat usaha lainnya. Sanitasi ini menentukan kualitas dari perusahaan tersebut terhadap barang atau produk yang dihasilkan. Yogurt Flamboyan ASLI menerapkan beberapa peraturan untuk menjaga kebersihan lingkungan produksi, yaitu :
1. Sanitasi Gedung
Sanitasi tentang gedung dan fasilitas yang ada pada perusahaan diantaranya ruang produksi, sumber air, sarana pembuangan serta kebersihan kamar mandi yang ada. Sebelum dan sesudah proses produksi ruangan dibersihkan dengan cara disapu atau dipel. Ruang fermentasi dikondisikan bebas kotoran, suhu stabil dan minimal terjadinya mobilisasi sehingga kontaminasi dapat dihindari. Sumber air yang digunakan lancar, bersih, tidak berbau, tidak berasa, dan tidak berwarna. Sarana pembuangan dialirkan langsung melalui aliran pembuangan tanpa ada perlakuan khusus karena tidak mengandung bahan/ zat kimia berbahaya. Kamar mandi yang ada jauh dari ruang produksi.
2. Sanitasi Alat
Sebelum dan sesudah menggunakan alat dan mesin produksi dibersihkan. Alat-alat seperti baskom, panci, pengaduk dibersihkan menggunakan sabun cuci piring kemudian diremdam dalam air panas. Sedangkan serbet dan celemek dicuci dengan sabun cuci pakaian. Kompor, freezer dan meja produksi dibersihkan setiap hari.
3. Sanitasi Pekerja
Merupakan sanitasi yang diterapkan oleh pekerja selama produksi agar tidak mengontaminasi produk yang sedang diolah. Pekerja diwajibkan mencuci tangan dengan sabun sebelum dan sesudah bekerja. Pekerja juga diwajibkan menggunakan celemek selama bekerja.
4.4.5. Pengolahan Limbah
ekonomi, bahkan dapat bernilai negatif karena penanganan untuk membuang atau membersihkan limbah membutuhkan biaya cukup besar, disamping itu juga dapat mencemari lingkungan (Thaheer, 2005).
Penanganan limbah bertujuan agar limbah yang dihasilkan tidak mencemari lingkungan sekitar atau dapat dimanfaatkan serta dijual kembali. Limbah yang dihasilkan selama proses produksi yoghurt hanya berupa lemak susu yang dipisahkan setelah susu dipasteurisasi. Lemak susu masih dapat digunakan seperti ditambahkan pada pembuatan kue, dll. Limbah ini kemudian ditampung oleh pihak lain yang membutuhkannya.
4.5. Bahan Baku 4.5.1. Susu
Gambar 3. Susu sapi segar 4.5.2. Starter
Bahan baku selain susu pada pada proses pembuatan yoghurt yang tidak tidak kalah pentingnya adalah starter. Starter yang digunakan oleh industri ini terdiri dari dua bakteri yaitu Lactobacillus bulgaricus dan Streptococcus thermopillus. Manajemen inokulum/starter di Yogurt Flamboyan ASLI yaitu starter diperoleh dari teman pemilik UKM yang berada di Belanda. Starter yang digunakan telah melalui peremajaan. Penambahan starter yaitu sebanyak 2% dari jumlah bahan baku susu.
Gambar 4. Starter
4.5.3. Bahan Tambahan
Bahan tambahan digunakan untuk menunjang produksi yoghurt sehingga akan didapatkan yoghurt dengan rasa dan kualitas yang diinginkan. Bahan tambahan yang digunakan disini adalah gula dan sirup. Sirup disini terbuat dari 1 kg gula pasir, 4 gelas belimbing air dan pasta morison (essence) dengan berbagai
macam rasa (leci, strawberry, jeruk, melon, anggur, durian, dan coklat). Pertama, gula dan air dipanaskan menggunakan api sedang, setelah air gula dingin baru ditambahkan dengan satu botol essence sehingga menghasilkan 1,16 liter sirup.
Setelah semua bahan dicampur, kemudian dilakukan pengadukan hingga homogeny dan tercampur rata sehingga tidak ada gula yang masih menggumpal di dasar yoghurt.
(a) (b)
Gambar 5. (a) Gula, (b) pasta morison
Gambar 6. Sirup anggur
4.6. Peralatan Produksi
Peralatan adalah setiap instrument atau perkakas kecil yang digunakan untuk melakukan pekerjaan dalam mengerjakan produk atau bagian-bagian produk (Assauri, 1999).
canggih. Peralatan produksi yang digunakan di UKM ini antara lain baskom, pengaduk, kompor, toples, gelas, gelas ukur, panci stainless steel, saringan, sendok, gelas ukur, corong, refrigerator, freezer, dengan merk Sharp dengan kapasitas ±1200 biji frozen yoghurt, dan suhu 0oC sampai -10oC serta kemasan
plastic dan botol PE (Poly Ethylene). UKM ini memiliki 1 refrigerator yang digunakan untuk menyimpan starter dan 8 freezer yang digunakan untuk menyimpan yoghurt setelah disaring, membekukan yoghurt setelah dikemas dan menyimpan yoghurt setelah dipack.
BAB V
HASIL DAN PEMBAHASAN 5.1. Proses Produksi Yoghurt di Yogurt Flamboyan
5.1.1. Penerimaan Bahan Baku
Tahap ini merupakan tahap persiapan bahan baku yang akan digunakan dalam proses pengolahan yoghurt. Bahan-bahan yang digunakan antara lain susu segar, starter yoghurt, gula, essence Pasta Morison, air dan natrium siklamat. Bahan baku yang digunakan dalam pembuatan yoghurt diperoleh dari daerah Batu dan sekitarnya. Pembelian bahan baku dilakukan dengan relasi perusahaan yang bertindak sebagai supplier dimana bahan baku yang dipesan tersebut diantar ke UKM. Untuk mempertahankan kualitas produk yang dihasilkan, Yogurt Flamboyan melakukan pengawasan bahan-bahan yang dibeli melalui perjanjian yang sesuai dengan prosedur penerimaan bahan baku.
Susu yang datang setiap pagi dicek oleh pemilik UKM berdasarkan ciri-ciri fisik. Apabila terjadi kerusakan susu seperti kerak pada dasar panci maka susu tidak akan digunakan dan ditarik oleh pihak peternak. Starter yang digunakan UKM ini adalah bakteri Lactobacillus bulgaricus dan Streptococcus thermophilus yang telah mengalami peremajaan. Starter disimpan dalam refrigerator agar biakan tidak terkontaminasi dan laju perkembangbiakannya ditekan (inaktif). Gula disuplay setiap 2 hari sekali dengan setiap pengirimannya 25 kg. Gula yang diinginkan adalah gula yang tidak bercampur dengan kotoran berwarna hitam. Essence yang digunakan adalah Pasta Morison. Pasta ini memiliki beberapa macam rasa. Yogurt Flamboyan menggunakan 7 rasa yakni leci, melon, strawberry, anggur, jeruk, durian, dan coklat. Pasta Morison disuplay setiap 2 minggu sekali dalam jumlah banyak dan disegel. Suplay air diperoleh dari sumur bor berupa air tanah. Air ini dimasak terlebih dahulu sebelum digunakan.
Gambar 8. Penerimaan bahan baku susu
5.1.2. Pasteurisasi Susu
Pasteurisasi adalah perlakuan panas yang diberikan pada bahan baku dengan suhu dibawah titik didih yakni 75-85oC selama 20-30 menit. Pasteurisasi
merupakan pengawetan bahan pangan dengan pemanasan untuk membunuh mikroorganisme pathogen dan memperpanjang daya simpan. Susu yang datang setiap pagi segera dipasteurisasi menggunakan panci stainless steel. Seorang karyawan bertugas mengawasi susu selama proses pasteurisasi.
Gambar 9. Pasteurisasi susu segar
5.1.3. Pendinginan
suhu optimum bagi pertumbuhan Lactobacillus bulgaricus dan Streptococcus thermopillus untuk mencegah kematian pada starter akibat pengaruh suhu yang tinggi. Pada Yogurt Flamboyan, tahap ini dilakukan dengan membiarkan susu dalam panci diatas kompor yang telah dimatikan apinya hingga suhu susu mencapai ± 40oC. Hal ini dilakukan untuk menghemat energi dan disesuaikan
dengan pengerjaan tahap lain. Pendinginan juga dimaksudkan agar memberi waktu agar lemak susu naik ke permukaan susu.
5.1.4. Penyaringan Lemak Susu
Setelah dilakukan pasteurisasi dan pendinginan pada susu, dilakukan penyaringan lemak susu yang terdapat di permukaan susu. Ini dimaksudkan agar menghasilkan susu yang rendah lemak (low fat) sehingga dihasilkan yoghurt dengan kadar lemak yang rendah pula. Cara penyaringan yang dilakukan di Yogurt Flamboyan ini adalah dengan mengumpulkan lemak di salah satu sisi secara perlahan menggunakan sendok besar dan menyaringnya menggunakan saringan. Kemudian saringan diangkat dan digoyang-goyangkan untuk menyaring susu yang terikut dalam saringan agar kembali ke tempat semula. Lemak susu yang telah disaring dikumpulkan dan dijual kepada orang yang telah memesan dan menjadi pelanggan tetap.
Gambar 10. Penyaringan Lemak Susu
5.1.5. Inokulasi (penambahan starter)
Starter yang digunakan dalam pembuatan yoghurt berasal dari bakteri asam laktat yaitu Lactobacillus bulgaricus dan Streptococcus thermopillus. Sebelum inokulasi, susu dalam panci dipindahkan ke bak-bak fermentasi di dalam ruang fermentasi. Starter ditambahkan 2% dari jumlah susu yang digunakan. Penambahan starter dilakukan dengan gayung khusus dan dalam ruangan steril.
Gambar 11. Inokulasi
5.1.6. Inkubasi (Fermentasi)
Inkubasi yoghurt dilakukan pada suhu kamar yaitu 37oC selama 10-12
jam. Tempat inkubasi yang digunakan oleh Yogurt Flamboyan ASLI adalah sebuah ruangan steril yang tempatnya dibedakan dari ruang pengolahan. Inkubasi dilakukan secara aerob. Selama inkubasi, susu mengalami penggumpalan yang disebabkan penurunan pH akibat asam laktat yang dihasilkan oleh starter yang diberikan.
5.1.7. Penyaringan dan Penyimpanan Plain Yoghurt
Penyaringan yoghurt yang telah diinkubasi dilakukan dengan tujuan untuk memisahkan yoghurt dari gumpalan-gumpalan yoghurt yang gumpalan tersebut akan diremajakan dan dijadikan starter lagi. Penyaringan yoghurt dilakukan setelah dilakukan inkubasi selama 10-12 jam. Penyaringan tidak boleh sampai kering agar bakteri tidak ikut tersaring. Hasil penyaringan tersebut digunakan untuk perkembangbiakan bakteri selanjutnya. Penyaringan juga bertujuan untuk memisahkan yoghurt dari partikel-partikel kecil yang tidak diinginkan.
Setelah penyaringan selesai, yoghurt harus segera disimpan dalam freezer. Penyimpanan ini bertujuan agar bakteri alam yoghurt menginaktifkan perkembangbiakannya yang menyebabkan yoghurt semakin asam. Penyimpanan ini juga bertujuan sebagai tahapan tambahan sebelum yoghurt dikemas sehingga yoghurt tidak terpapar di suhu ruang sebelum dilakukan tahap selanjutnya.
5.1.8. Pencampuran Bahan Tambahan (Mixing)
Bahan tambahan yang digunakan dalam pembuatan yoghurt yaitu gula pasir dan sirup. Sirup yang digunakan disini terbuat dari 10 kg gula pasir yang dicampur dengan 4 gelas belimbing air (± 800 ml) dan ditambah 1 botol essence yang berisi 50 ml. Essence yang digunakan beraneka rasa diantaranya leci, melon, strawberry, anggur, jeruk, durian, dan coklat.
Bahan gula dan air dimasak menggunakan api sedang sambil diaduk hingga gula tercampur rata kemudian didinginkan dan ditambahkan essence. Sirup ini kemudian dicampur dengan yoghurt dan diaduk hingga rata. Wadah yang digunakan pada proses pencampuran ini adalah ember besar yang dapat menampung 10 liter plain yoghurt yang ditambahkan dengan 10% gula pasir dan 7,5% sirup sehingga menghasilkan rasa yoghurt yang pas.
Gambar 15. Pencampuran bahan tambahan dan pengadukan
5.1.9. Pengemasan, Pembekuan dan Penyimpanan Frozen Yoghurt
Es lilin Frozen yoghurt yang telah mengeras ini kemudian dikeluarkan dari freezer dan dilakukan pengemasan sekunder. Pengemasan ini dilakukan dengan memasukkan es lilin berdasarkan rasa sebanyak 50 ke dalam kantong plastik kresek. Pengemasan sekunder ini bertujuan untuk melindungi produk dari benturan yang menyebabkan kerusakan dan mempermudah saat proses penjualan. Setelah dikemas, kantong kresek berisi es lilin ini dimasukkan kedalam freezer yang lebih besar untuk penyimpanan. Penyimpanan ini bertujuan untuk menghambat aktivitas bakteri asam laktat dalam yoghurt sehingga kualitas yoghurt dapat dipertahankan dan memperpanjang daya simpan. Selanjutnya, saat distributor datang maka kantong kresek berisi es lilin ini dilakukan pengemasan tersier yakni dimasukkan dalam styrofoam box guna mempermudah distributor dalam pendistribusiannya.
Gambar 16. Macam-macam bentuk kemasan frozen yoghurt
Gambar 18. Penyimpanan Frozen Yoghurt
5.2. Penerapan HACCP Yoghurt di Yogurt Flamboyan
No Input/
UKM M H N Perlakuan sanitasi air
K : logam
tanah, benda asing B. Proses pembuatan yoghurt
5. Pemasakan
lingkungan L M TN Sanitasi ruang produksi
10. Penyaringa
L M TN Pengecekan dan
yoghurt freezer
tidak stabil L M TN
Pengecekan dan pengaturan freezer Keterangan : F= fisik, K= kimia, dan B= biologi ; A= peluang, B= keparahan, dan
C= signifikasi ; L= low, M= medium, dan H= high
5.2.2. Titik – Titik Pengendalian Kritis (CCP) Tabel 9. Titik Pengendalian Kritis (CCP)
Input/Tahap
Proses Bahaya P1 P2 P3 P4 CCP/Bukan CCP
Penerimaan Bahan Baku (Susu)
B : Salmonella, E.coli, Staphylococcus aureu
s Y N Y Y Bukan CCP
Staphylococcus aureus Y Y CCP
Inokulasi B : mikroba (bakteri)
Y N Y N CCP
Inkubasi B : bakteri, kapang Y N Y N CCP
Mixing B : mikroba S. aureus Y N N Bukan CCP
Pembekuan B : Bakteri berspora, Mikroba yang tidak
diinginkan Y Y CCP
Tabel 10. Batas – Batas Kritis Input/Tahap
Proses
Bahaya CCP/Bukan
CCP
Batas – Batas Kritis
Pemasakan sirup
K : toksik
CCP Natrium Siklamat 250 mg/kg,Pasta Morison 6,6 g/kg
Pasteurisasi
susu B : Salmonella, E.coli, Staphylococcus aureus CCP Suhu pasteurisasi 85°C selama 15 menit
Inokulasi B : mikroba (bakteri)
CCP SOP penyimpanan starter yakni pada refrigerator suhu 5-10oC
Inkubasi B : bakteri, kapang CCP Ruang dan alat fermentasi steril
Pembekuan B : Bakteri berspora, Mikroba yang tidak
diinginkan CCP
5.2.4. Sistem Monitoring atau Pemantauan untuk CCP Tabel 11. Sistem Monitoring atau Pemantauan untuk CCP
Tahapan proses
CCP
Batas kritis What HowProsedur monitoringWhere Who When Pemasakan
5.2.5. Tindakan Koreksi Tabel 12. Tindakan Koreksi
Tahapan proses
CCP Batas kritis Tindakan koreksi
Pemasakan sirup Natrium Siklamat 250 mg/kg,
Pasta Morison 6,6 g/kg Penambahan air dan gula Pasteurisasi susu Suhu pasteurisasi 85°C
selama 15 menit Pasteurisasi ulang
Inokulasi SOP penyimpanan starter yakni pada refrigerator suhu
5-10oC Pengadaan starter baru
Inkubasi Ruang dan alat fermentasi
steril Produksi ulang
Pembekuan Suhu pembekuan dibawah
4°C Pembekuan ulang Pasteurisasi susu Suhu pasteurisasi
85°C selama 15 Inkubasi Ruang dan alat
fermentasi steril Produksi ulang
5.2.7. Batas-batas kritis, sistem monitoring, tindakan koreksi, verifikasi dan dokumentasi Tabel 14. HACCP
Tahapan Proses
CCP
Batas Kritis Prosedur Monitoring Tindakan
Koreksi Verifikasi Dokumentasidan Record
What How Where Who When
Pemasakan
sirup Natrium Siklamat 250 mg/kg, Pasta
i susu Suhu pasteurisasi 85°C selama 15
produksi ProduksiPersonel ProduksiSaat
Pasteurisasi
BAB VI
KESIMPULAN DAN SARAN 5.1. Kesimpulan
Kesimpulan dari kegiatan Praktek Kerja Lapangan (PKL) di Yogurt Flamboyan adalah :
1. Yoghurt adalah salah satu hasil olahan susu dengan cara fermentasi menggunakan bakteri Lactobacillus bulgaricus dan Streptococcus thermophilus yang menguraikan laktosa menjadi asam laktat yang menyebabkan susu menjadi asam
2. Proses produksi yoghurt di Yogurt Flamboyan ada 12 tahap, yaitu penerimaan bahan baku, pasteurisasi susu, pendinginan, penyaringan lemak susu, inokulasi (penambahan starter), inkubasi (fermentasi), penyaringan dan penyimpanan plain yoghurt, pencampuran bahan, tambahan (mixing), pengemasan, pembekuan dan penyimpanan frozen yoghurt
3. Critical Control Point (CCP) dari proses pembuatan yoghurt antara lain, pemasakan sirup, pasteurisasi susu, inokulasi, inkubasi, dan Pembekuan.
6.2. Saran
Berdasarkan hasil pengamatan yang telah dilakukan selama pelaksanaan kegiatan Praktek Kerja Lapang (PKL), saran yang dapat disampaikan sebagai pertimbangan bagi perusahaan, yaitu :
1. Yogurt Flamboyan perlu mendokumentasikan data-data penting pada saat proses produksi, khususnya pada saat CCP agar lebih mudah dalam penulusuran jejak jika terjadi masalah pada saat produk akhir jadi.
DAFTAR PUSTAKA
Adnan, M., 2002. Kimia dan Teknologi Pengolahan Air Susu. Yogyakarta: Andi Offset.
Arisman. 2009. Buku Ajar Ilmu Gizi Keracunan Makanan. Jakarta: EGC.
Assauri, S. 1999. Manajemen Produksi dan Operasi, Edisi Revisi, LPFE-UI. Jakarta.
Badan Standarisasi Nasional. 1998. Sistem Analisa Bahaya dan Pengendalian Titik Kritis HACCP (Hazard Analysis Critical Control Point) serta Pedoman Penerapannya. Badan Standarisasi Nasional. SNI 01-4852-1998 Badan Standarisasi Nasional. 2009. Yoghurt. Standar Nasional Indonesia. SNI
2981:2009
Badan Standarisasi Nasional. 2011. Standarisasi Nasional Indonesia (SNI) Susu. Jakarta.
Belitz, H.D. dan W, Grosch. 1987. Food Chemistry. Heildelberg: Springer Verlag Berlin.
Buckle K.A, R.A, Edward, G.H, Fleet dan M, Wooton. 1987. Ilmu Pangan; Terjemahan H. Purnomo dan Adiono. Jakarta: UI Press.
Foster. 1957. Dairy Microbiology. Prentice-Hall Inc., Englewood Cliffs. New Jersey.
Friberg, S.E. and K. Larsson, 1997. Food Emulsion. Third Edition, Revised and Expanded Marcel Dekker, Inc. New York.
Gilliland, S.E.1990. Health and Nutritional Benefis From Lactis Acid Bacteria. FEMS Microbiology. Review, 87, 175.
Hadiwiyoto, S. 1994. Teori dan Prosedur Pengujian Mutu Susu dan Hasil Olahannya. Yogyakarta: Liberty.
Haryadi. 2001. Sistem Analisa Bahaya dan Pengendalian Titik Kritis (HACCP). Makalah Training HACCP. Bogor.
Hui, Y. H. 1992. Encyclopedia of Food Science and Technology. Willey and Sons Inc. New York.
Jay J. M. 1992. Modern Food Microbiology. 4th Edition. New York: Chapman and
Hall. p. 38-77, 147-150, 201-256, 413-426, 553-575.
Kasmiati, T., Utami, E., Harmayani, dan E.S., Rahayu. 2002. Potensi Bakteri Asam Laktat Indigenous Untuk Menurunkan Kadar Laktosa. Seminar Nasional PATPI. Malang, 30-31 Juli 2002.
Meyers, M. 1993. Plant Layout in Material Handling. New York: Mc Graw Hill. McLean, V.A. 1993. Yoghurt and You: Nutritional Value of Yoghurt. The National
Nurliana. 2004. Tinjauan terhadap Peran HACCP (Hazard Analysis Critical Control Point) dalam Mengendalikan Bahaya Kimia pada Makanan. Bogor : Institut Pertanian Bogor Press.
Rostini, I. 2007. Peranan Bakteri Asam Laktat (Lactobacillus plantarum) Terhadap Masa Simpan Filet Nila Merah pada Suhu Rendah. Laporan Penelitian: Fakutas Perikanan dan Kelautan UNPAD.
Samui, K. 2003. Bio-Yoghurt. London: VCH Publisher.
Sara, M., dan C. Wallace. 2005. HACCP Sekilas Pandang (Diterjemahkan Oleh Apriningsih, SKM). Jakarta : EGC
Sharpe, M.E. dan J.G., Holt,. 1984. Bergey’s Manual of Determinative Bacteriology 2nd Edition. The Williams and Wilkins Co. Baltimore.
Sinuhaji, AB. 2006. Intoleransi Laktosa. Majalah kedokteran nusantara 39, 4, 424-429.
Solomons, NW. 2002. Fermentation, Fermented Foods And Lactose Intolerance. Eur. J. Clin. Nutr. 56, Suppl 4, 50-55
Stelios, K. and A. Emmanuel. 2004. Characteristics Of Set-Type Yoghurt Made From Caprine or Ovine Milk and Mixtures of The Two. Int J Food Sci Technol 39(3): 319–324.
Sudarmaji. 2005. Analisis Bahaya Dan Pengendalian Titik Kritis. Jurnal Kesehatan Lingkungan.Vol.1 No.2. Januari 2005
Sudha, C.A. 2009. Pemanfaatan Susu Sisa Sortasi Kop SAE Pujon menjadi Yoghurt Aneka Rasa sebagai Upaya Meningkatkan Pendapatan Peternak Sapi Perah di Kecamatan Pujon Kabupaten Malang. PKMM didanai Dikti 2009. Universitas Negeri Malang.
Suklan, H. 1998. Pedoman Pelatihan System Hazard Analysis Critical Control Point (HACCP) untuk Pengolahan Makanan. Jakarta: Depkes RI.
Sumanti, D. 2008. Mikrobiologi Pangan Yoghurt. Jatinangor: Universitas Padjadjaran Press.
Surajudin, R. K., Fauzi, dan D., Purnomo. 2005. Yoghurt Susu Fermentasi yang Menyehatkan. Jakarta : Agromedia Pustaka. Hal.3-12
Susanto dan D., Budiana. 2005. Cara Pengolahan Siap Konsumsi Susu Kambing. Jakarta: Penebar Swadaya.
Taylor, L. 2004. Antimikrobia of Yoghurt. Raintree Nutrition Inc. New York: Square One Publishers.
Thaheer, H. 2005. Sistem Manajemen HACCP (Hazard Analysis Critical Control Points). PT Bumi Aksara. Jakarta
Todar, K., 2011. Fermentation of Food by Lactic Acid Bacteria. Todars Online Textbook of Bacteriology.
LAMPIRAN Lampiran 1. Deskripsi Produk
Parameter Deskripsi Keterangan
Nama Produk Yoghurt
Komposisi Susu segar, air, gula, perisa, starter
Karakteristik Produk Es lilin yoghurt : Bentuk lonjong dengan ukuran 2 cm x 2cm x 13 cm,cairan beku, bertekstur lembut
Metode Pengolahan Fermentasi
Pengemas Primer Plastik PE
Pengemas Sekunder atau
pengemas untuk transportasi Kantong kresek, styrofoam box Kondisi Penyimpanan Suhu rendah
Umur Simpan 6 bulan pada suhu rendah
Metode Distribusi Kendaraan bermotor
Lampiran 2. Proses Pembuatan Yoghurt
Susu segar
Pasteurisasi (T = 85oC, t = 15 – 30 menit)
Pendinginan (T = 40oC)
Penyaringan
Inkubasi (T = 37oC, t = 10 – 12 jam)
Lemak
Susu rendah lemak
Yoghurt
Penyimpanan plain yoghurt
Mixing Penyaringan
Gumpalan dan kotoran yang tidak diinginkan
Plain Yoghurt
Pembekuan
Pengemasan dengan plastik
Frozen Yoghurt Starter
Lampiran 3. Dokumentasi
Gambar 15. Penerimaan bahan baku (fresh milk) dari peternak
Gambar 16. Proses pasteriusasi susu
Gambar 17. Penyaringan lemak susu
Gambar 19. Inkubasi yoghurt Gambar 20. Penyaringan yoghurt
Gambar 21. Penyimpanan plain yoghurt
Gambar 23. Mixing yoghurt Gambar 24. Pembekuan yoghurt
Gambar 25. Penyimpanan frozen yoghurt