25
3
BAB III
LANDASAN TEORI
3.1 Pengendalian Kualitas
3.1.1 Definisi Kualitas
Kualitas mempunyai cakupan yang sangat luas, relatif, berbeda-beda dan berubah-ubah, sehingga definisi dari kualitas memiliki banyak kriteria dan sangat bergantung pada konteksnya terutama jika dilihat dari sisi penilaian akhir konsumen dan definisi yang diberikan oleh berbagai ahli serta dari sudut pandang produsen sebagai pihak yang menciptakan kualitas. Konsumen dan produsen itu berbeda dan akan merasakan kualitas secara berbeda pula sesuai dengan standar kualitas yang dimiliki masing-masing. Begitu pula para ahli dalam memberikan definisi dari kualitas juga akan berbeda satu sama lain karena mereka membentuknya dalam dimensi yang berbeda. Oleh karena itu definisi kualitas dapat diartikan dari dua perspektif, yaitu dari sisi konsumen dan sisi produsen.
Pemakaian suatu produk kondisinya berbeda-beda, pemakai dengan kondisi sosial ekonomi yang baik berbeda tingkat kebutuhan dan pemuasnya dengan pemakai yang kondisi ekonominya kurang baik.
26 Demikian pula dengan konsumen dengan tingkat pendidikan yang lebih tinggi berbeda pula tuntutan pemuas kebutuhannya dibanding dengan konsumen yang pendidikannya lebih rendah. Jadi kualitas bersifat relatif tergantung pemakai atau konsumen. Tidak ada yang menyangkal bahwa kualitas menjadi karakteristik utama dalam organisasi atau perusahaan agar tetap survive. Ada berbagai cara untuk mewujudkannya, dimana salah satunya adalah menggunakan Statistical Quality Control (SQC) dan
Statistical Process Control (SPC). Menurut Kotler (1997) kualitas harus dimulai dari kebutuhan pelanggan dan berakhir pada persepsi pelanggan. Berarti bahwa citra kualitas yang baik bukan dilihat dari persepsi pihak perusahaan atau penyedia jasa, melainkan berdasar persepsi para pelanggan. Persepsi pelanggan terhadap kualitas merupakan perilaku menyeluruh atas keunggulan suatu jasa. Kata Quality (kualitas) digunakan dalam banyak pengertian, kualitas juga sangat erat kaitannya dengan persyaratan. Dimana persyaratan adalah segala sesuatu yang menjadi titik pemeriksaan apakah barang atau jasa tersebut dapat diterima atau ditolak.
Definisi kualitas sangat bervariasi, banyak ahli yang mendefinisikan kualitas secara garis besar orientasinya adalah kepuasan pelanggan yang merupakan tujuan suatu perusahaan atau organisasi. Berikut ini adalah pendapat beberapa ahli mengenai kualitas :
1. Kotler (1997) mendefinisikan kualitas sebagai keseluruhan ciri dan karakteristik produk atau jasa yang mendukung kemampuan untuk memuaskan kebutuhan.
27 2. Menurut Taguchi (1987) kualitas adalah loss to society, yang maksudnya adalah apabila terjadi penyimpangan dari target, hal ini merupakan fungsi berkurangnya kualitas.
3. Menurut Juran dalam Schonberger dan Knod (1997), kualitas adalah
fitness for use / kesesuaian penggunaan.
4. Assourri Sofjan (1999), kualitas ialah faktor-faktor yang terdapat dalam suatu barang atau hasil tersebut sesuai dengan tujuan untuk apa barang atau hasil itu dimasudkan atau dibutuhkan.
5. Deming (1992) mendefinisikan kualitas sebagai perbaikan terus-menerus. Ia mendasarkan pada peralatan statistik, dengan proses bottom-up.
6. Gaze dan Buzzell (1989) serta Band (1989) bahwa yang dimaksud kualitas adalah perceived quality, yaitu perspektif pelanggan.
7. Elliot (1993) kualitas ialah sesuatu yang berbeda untuk orang yang berbeda dan tergantung pada waktu dan tempat, dikatakan sesuai dengan tujuan.
8. Goetch dan Garvin (1995), kualitas ialah suatu kondisi dinamis yang berkaitan dengan produk, pelayanan, manusia, proses dan tugas, serta lingkungan yang memenuhi atau melebihi harapan pelanggan atau konsumen.
Dari beberapa pendapat tersebut di atas, secara garis besar kualitas adalah keseluruhan ciri atau karakteristik produk atau jasa yang bertujuan untuk memenuhi kebutuhan dan keinginan konsumen.
28
3.1.2 Pengertian Pengendalian Kualitas (Quality Control)
Pengendalian kualitas ialah aktivitas teknik dan manajemen dari mana harus mengukur karakteristik kualitas barang atau jasa yang dihasilkan, kemudian membandingkan hasil pengukuran dengan spesifikasi output yang diinginkan pelanggan serta mengambil tindakan perbaikan yang tepat apabila ditemukan perbedaan antara performansi aktual dan standar (Gasperz Vincent 1998).
Pengendalian menurut J.M. Juran adalah sebagai keseluruhan cara yang digunakan untuk menentukan dan mencapai standar. Apabila ingin memutuskan untuk melaksanakan sesuatu, dimulai dengan sebuah rencana, kemudian bekerja menurut rencana tersebut, dan meninjau kembali hasilnya.
Kualitas atau mutu suatu produk adalah gabungan seluruh karakteristik produk dan pelayanan baik dari segi rekayasa, manufaktur, pemasaran, sampai pada perawatan dan harga jualnya.
Secara keseluruhan, pengendalian kualitas merupakan aktifitas teknik dan manajemen, dengan cara mengukur karakteristik kualitas dari output kemudian membandingkan hasil pengukuran itu dengan spesifikasi output
yang diinginkan konsumen, serta mengambil tindakan perbaikan yang tepat apabila ditemukan perbedaan antara performansi aktual dan standar.
Produk yang berkualitas secara umum mempunyai karakteristik, yaitu : 1. Produk yang memiliki kecocokan dalam penggunaan.
2. Produk yang memiliki spesifikasi produsen. 3. Produk yang memenuhi keinginan konsumen.
29
3.1.3 Tujuan Pengendalian Kualitas
Maksud dan tujuan dari pengendalian kualitas itu sendiri adalah agar spesifikasi produk yang telah ditetapkan sebagai standar dapat tercemin dalam produk atau hasil akhir.
Secara terperinci tujuan dari pengendalian kualitas adalah sebagai berikut :
1. Agar barang hasil produksi dapat mencapai standat kualitas yang telah ditetapkan.
2. Mengusahakan agar biaya inspeksi dapat menjadi sekecil mungkin
3. Mengusahakan agar biaya desain dari produk dan proses dengan menggunakan kualitas produksi tertentu dapat menjadi sekecil mungkin 4. Mengusahakan agar biaya produksi menjadi serendah mungkin
3.1.4 Dimensi Kualitas Produk
suatu produk haruslah memiliki karakteristik / dimensi kualitas. Dimensi kualitas adalah sifat – sifat yang dimiliki suatu benda atau barang maupun jasa yang secara keseluruhan memberi rasa kepuasan kepada penggunanya karena telah sesuai dengan apa yang dibutuhkan. David A. Garvin menguraikan dimensi kualitas untuk industri manufaktur, yaitu : 1. Performance, yaitu kesesuaian produk dengan fungsi utama produk itu
sendiri atau karakteristik operasi dari suatu produk.
2. Feature, yaitu ciri khas produk yang membedakan dari produk lain yang merupakan.karakteristik pelengkap dan mampu menimbulkan kesan yang baik bagi pelanggan.
30 3. Reliability, yaitu kepercayaan pelanggan terhadap produk karena
kehandalannya atau kemungkinan rusak yang rendah.
4. Conformance, yaitu kesesuaian produk dengan syarat atau ukuran tertentu atau sejauh mana karakteristik desain dan operasi memenuhi standar yang telah ditetapkan.
5. Durability, yaitu tingkat keawetan produk atau lama umur produk.
6. Serviceability, yaitu kemudahan produk apabila akan diperbaiki atau kemudahan memperoleh.komponen produk tersebut.
7. Aesthetic, yaitu keindahan atau daya tarik suatu produk.
8. Perception, yaitu fanatisme konsumen akan merk suatu produk tertentu karena citra atau reputasi produk itu sendiri.
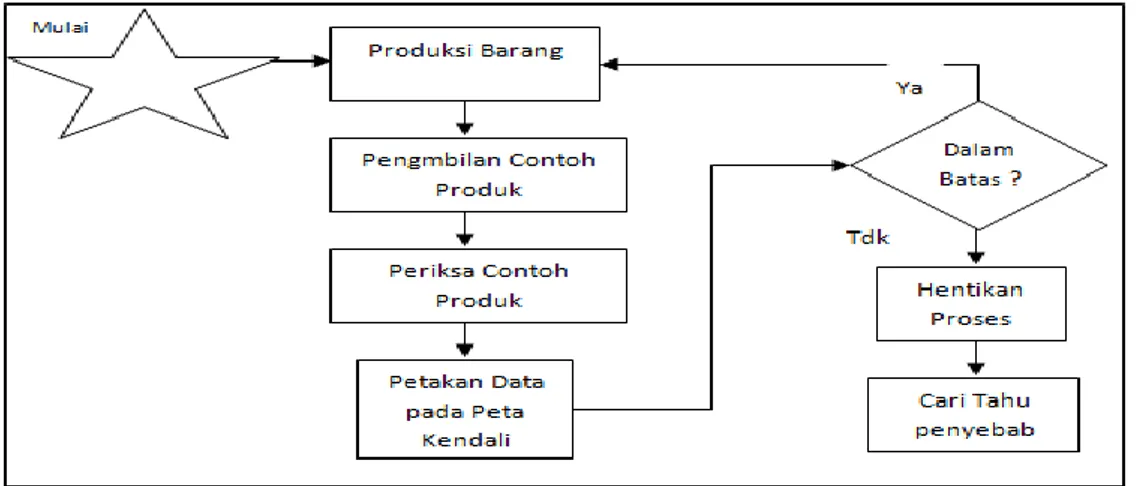
3.2 Statistical Process Control (SPC)
Pengendalian Proses Statis (Statistical Prosess Control – SPC) adalah sebuah cara yang memungkinkan operator menentukan apakah suatu proses sedang berproduksi, dan mungkin terus memproduksi keluaran yang sesuai. Hal tersebut dapat dicapai dengai menilai parameter kunci atas sebuah contoh keluaran kecil yang dihasilkan pada saat interval sementara proses itu terus berjalan (Munro – Faure, 1992).
Perusahaan yang menggunakan pengendalian kualitas statistik (statistical quality control) merupakan perusahaan yang masih mentolerir adanya cacat produk dalam batas-batas tetentu. Pengendalian kualitas statistik ini dapat dibagi ke dalam pengendalian kualitas proses, yaitu pengendalian kualitas produk selama masih dalam proses dan pengendalian produk jadi. Untuk itu pengendalian
31 kualitas proses dapat digunakan alat pengendali yang disebut dengan Peta Pengendali Proses (Process Control Chart) atau sering disebut control chart.
Pengendalian proses statistik adalah pengendalian kualitas produk selama masih dalam proses. Dalam mengadakan pengendalian kualitas tersebut dapat digambarkan batas atas (upper control limit) dan batas bawah (lower control limit) beserta garis tengahnya (center limit).
Dalam pengendalian proses statistik dikenal adanya ”seveen tools”. Seveen tools dari pengendalian proses statistik ini adalah metode grafik paling sederhana untuk menyelesaikan masalah. Seveen tools tersebut adalah :
1. Lembar pengamatan (check sheet). 2. Stratifikasi (run chart).
3. Histogram.
4. Grafik kendali (control chart). 5. Diagram pareto.
6. Diagram sebab akibat (cause and effect diagram). 7. Affinity Diagram.
32
3.2.1 Definisi Tentang Data Dalam Konteks SPC
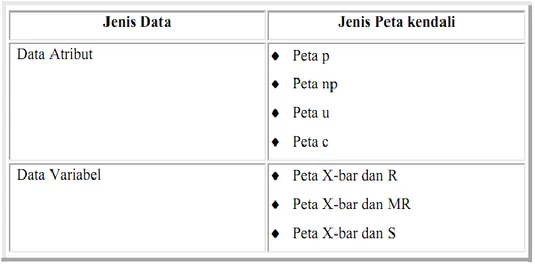
Data adalah catatan tentang sesuatu, baik yang bersifat kualitatif maupun yang bersifat kuantitatif yang dipergunakan sebagai petunjuk untuk bertindak. Berdasarkan data, kita mempelajari fakta-fakta yang ada dan kemudian mengambil tindakan yang tepat berdasarkan dari fakta itu. Dalam konteks pengendalian proses statistical dikenal dua jenis data, antara lain :
Tabel 3.1 Jenis Data dan Peta Kendalinya
Data Atribut, yaitu data kualitatif yang dapat dihitung untuk pencatatan dan analisis. Contoh dari data atribut karakteristik kualitas adalah : ketiadaan label pada kemasan produk, kesalahan proses administrasi buku tabungan nasabah, banyaknya jenis cacat pada produk, banyaknya produk kayu lapis yang cacat karana corelap, dll.
Data Variabel, merupakan data kuantitatif yang diukur untuk keperluan analisis. Contoh dari data variabel kuantitas adalah : diameter pipa, ketebalan produk kayu lapis, berat semen dalam kantong, banyaknya kertas setiap rim, konsentrasi elektrolit dalam persen, dll.
33
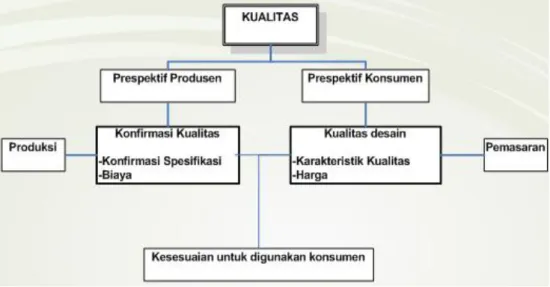
3.2.2 Konsep Kualitas Pada Industri Manufaktur
Kualitas pada industri manufaktur selain menekankan pada produk yang dihasilkan, juga perlu diperhatikan kualitas pada proses produksi. Bahkan yang terbaik adalah apabila perhatian pada kualitas bukan pada produk akhir, melainkan proses produksinya atau produk yang masih ada dalam proses (work in process), sehingga bila diketahui ada cacat atau kesalahan masih dapat diperbaiki. Dengan demikian, produk akhir yang dihasilkan adalah produk yang bebas cacat dan tidak ada lagi pemborosan yang harus dibayar mahal yang mengakibatkan produk tersebut harus dibuang atau dilakukan pengerjaan ulang, berikut adalah gambaran perspektif kualitas:
34 Apabila kita perhatikan, maka kedua perspektif itu akan bertemu pada satu kata ”fitness for customer use”. Kesesuaian untuk digunakan tersebut
merupakan kesesuaian antara konsumen dengan produsen, sehingga dapat membuat standar yang disepakati bersama dan dapat memenuhi kebutuhan dan harapan kedua belah pihak.
3.3 Instrumen Manajemen Kualitas
Sebagai konsep pengembangan berkelanjutan yang melibatkan tenaga kerja, diperlukan instrumen yang dapat membantu mengatasi masalah secara sistematis. Instrumen pertama dalam peningkatan kualitas adalah berhubungan dengan TQM yang difokuskan pada aspek penyelesaian masalah tentang issue operasional yang terjadi setiap hari. Instrumen dasar peningkatan kualitas ini banyak digunakan diseluruh dunia oleh perusahaan-perusahaan yang melakukan upaya total quality. Teori ini disebut sebagai The Basic Quality Improvement Tools yang mencakup sepuluh instrumen, yaitu: Brainstorming, Multi-Voting, Nominal Group Technique (NGT), Flow Chart, Cause and Effect Diagram, Data Collection, Pareto Chart, Histogram, Scatter Diagram, Control Chart.
Meskipun instrumen tersebut sudah ada sejak tahun 1940-an, namun instrumen ini baru digunakan secara luas sejak awal tahun 1970-an. Setiap instrumen dapat digunakan secara terpisah dari yang lainnya, tapi penerapan secara keseluruhan sebagai sebuah sistem akan memberikan manfaat yang paling besar bagi perusahaan. Penggunaan secara bersama dilakukan karena pada dasarnya instrumen tersebut saling berkaitan dan akan memberikan manfaat jika dikombinasikan.
35
3.4 Peta Kendali
Peta kendali merupakan grafik yang menggambarkan data dari waktu kewaktu, tetapi tidak menunjukkan penyebab penyimpangan. Grafik pengendali adalah suatu alat yang secara grafis digunakan untuk memonitor apakah suatu aktivitas dapat diterima sebagai proses yang terkendali. Peta kendali ini menyatakan garis tengah atau Control Limit yang merupakan nilai rata-rata karakteristik kualitas yang berkaitan dengan keadaan dimana data-data ini masih bisa dikontrol dan digaris yang lainnya ialah garis Batas Kontrol Atas (BKA) dan garis Batas Kontrol Bawah (BKB), jadi selama data-data yang dikumpulkan terletak dalam batas kontrol tersebut maka dianggap bahwa pengendalian kualitas terkendali. Jika ada data yang berada diluar batas-batas tersebut maka dipastikan proses tidak terkendali.
3.5 Penggunaan Peta-peta kontrol
Alat pengendalian kualitas yang paling sering digunakan dalam menganalisa adalah dengan bagan kendali (control chart). Bagan kendali ini alat yang dipakai untuk mengetahui penyimpangan proses yang berulang. Bagan kendali pada dasarnya adalah penjabaran secara grafis dari suatu data sebagai fungsi dari waktu, sehingga mempunyai batas kontrol yang membatasi jangkauan dari sebaran yang masih diterima dan probabilitas yang diharapkan. Dengan bagan kendali tersebut maka data secara cepat dapat dibandingkan dengan unjuk kerja proses yang pernah terjadi.
Peta-peta control digunakan dengan maksud untuk menghilangkan variasi tidak normal melalui pemisahan variasi yang disebabkan oleh sebab khusus
36
(special-causes variation) dari variasi yang disebabkan oleh penyebab umum
(common-causes variation).
Pada dasarnya peta-peta kontrol digunakan untuk :
1. Menetukan apakah suatu proses berada dalam pengendalian. Peta-peta kontrol digunakan untuk mencapai suatu keadaan terkendali, dimana semua nilai rata-rata dan range dari sub-sub kelompok (subgrup) contoh berada dalam batas-batas pengendalian (control limits), maka itu variasi penyebab khusus menjadi tidak ada lagi dalam proses.
2. Memantau proses terus menerus sepanjang waktu agar proses tetap stabil secara statistikal dan hanya mengandung variasi penyebab umum. 3. Menentukan kemampuan proses (process capability). Setelah proses berada dalam pengendalian, batas-batas dari variasi proses dapat ditentukan.
Berdasarkan macam-macam data, bentuk peta kendali dapat dibedakan berdasarkan pengukuran untuk datanya, yaitu :
a. Pengukuran unit dalam komponen (dalam mm) atau hasil dari proses kimia (dalam g). Ini dikenal dengan ” Nilai Indiskrit ” atau bersifat variabel.
b. Data yang lain berdasarkan pada perhitungan seperti jumlah artikel cacat atau rusak. Mereka dikenal dengan ” Nilai Diskrit ” atau bersifat atribut. Peta kendali yang didasarkan pada dua kategori ini akan berbeda.
37
3.5.1 Peta Kendali Data variabel
Yang dimaksud dengan data variabel adalah data mengenai ketepatan pengukuran produk yang masih berada dalam proses dengan standar yang telah ditetapkan. Penyimpangan dari pengukuran yang diharapkan tetapi masih ada dibawah batas atas (UCL) atau diatas batas bawah (LCL) masih dianggap sebagai produk yang baik. Bila data berada diluar batas atas dan batas bawah maka perlu diadakan revisi terhadap peta kendali tersebut sehingga data pengukuran akan berada dalam batas pengendalian.
Data variabel (variables data) merupakan data kuantutatif yang diukur untuk keperluan analisis. Contoh dari data variabel karakteristik kualitas adalah diameter pipa, ketebalan produk kayu lapis, berat semen dalam kantong, banyaknya kertas setiap rim, konsentrasi elektrolit dalam persen, dll. Ukuran-ukuran berat, panjang, lebar, tinggi, diameter, volume biasanya merupakan data variabel.
Pete-peta control yang umum dipergunakan untuk data variabel adalah Peta X-bar, R dan Peta X-MR.
1. Peta Kontrol X-bar dan R
Peta kontrol X-bar (rata-rata) dan R (range) digunakan untuk memantau proses yang mempunyai karakteristik berdimensi kontinu, sehingga peta control X-bar dan R sering disebut sebagai peta control untuk data variabel.
2. Peta Kontrol Individual X dan MR
Peta pengendali ini digunakan apabila dari hasil observasi data tampak bahwa antara data yang satu dengan yang lain hanya menampakan perbedaan yang sangat sedikit.
38
3.5.2 Peta Kendali Data Atribut
Yang dimaksud dengan data atribut adalah data mengenai ketepatan pengukuran produk yang masih berada dalam proses dengan standar yang telah ditetapkan. Pengukuran ini meliputi pengukuran cacat atau tidak, nyala atau tidak, dan sebagainya. Penyimpangan dari pengukuran yang diharapkan masih ada dibawah batas atas atau diatas batas bawah. Bila data berada di luar batas atas dan batas bawah maka perlu diadakan revisi terhadap peta pengendali tersebut sehingga data pengukuran akan berada dalam batas pengendali.
Apabila kondisi perusahaan berada diluar batas pengendalian, maka harus dilihat apakah penyebab kesalahan ini merupakan sebab umum (common cause atau change cause) yang tidak dapat dihindari atau sebab khusus (assignablecause) yang seharusnya dapat dihindari. Bila merupakan sebab umum maka data tersebut dianggap in control sehingga tidak perlu dilakukan revisi, namun bila merupakan sebab khusus maka data dianggap sebagai out of control sehingga harus direvisi.
Peta pengendali kualitas proses statistik data atribut, meliputi : 1. Peta kendali P (p-chart) dan peta kendali NP (np-chart)
Yaitu peta pengendali proses untuk mengetahui proporsi produk cacat dalam suatu sampel, np-chart hanya digunakan unutk banyaknya sampel yang sama dalam setiap kali observasi, sedangkan p-chart dapat digukan untuk banyaknya sampel sama maupun bervariasi untuk setiap observasinya.
2. Petakendali C (c-chart) ataupetakendali U (u-chart)
Yaitu peta pengendali proses untuk mengetahui banyaknya cacat dalam satu unit produk, c-chart hanya digunakan untuk banyaknya sampel yang sama dalam setiap kali observasi, sedangkan u-chart dapat digukan untuk banyaknya sampel sama maupun bervariasi untuk setiap observasinya.
39 Peta kendali atribut u merupakan peta kendali adaptasi yang bermanfaat dalam dunia tulis-menulis dan industri. Bilamana ketidaksesuaian jarang sekali terjadi dan jumlah unit yang diproduksi juga besar sekali, data perlu di skala kembali agar bagan-bagan tersebut memberikan manfaat yang maksimal.
Contoh penerapan peta kendali c adalah sebagai berikut :
Banyaknya cacat atau yang diteliti dalam segulungan bahan celana. Banyaknya cacat dalam segulungan kertas karton.
Banyaknya cacat paku keling pada sayap pesawat terbang.
Data atribut (attributes data) merupakan data kualitatif yang dapat dihitung untuk pencatatan dan analisis. Contoh dari data atribut karakteristik kualitas adalah ketiadaan label pada kemasan produk, banyaknya jenis cacat pada produk dan lain-lain.
3.6 Peta kendali P
Peta kendali P adalah suatu peta yang menunjukkan cacat pecahan (P) atau kendali bagian yang ditolak untuk satu atau lebih karakteristik mutu yang tidak memenuhi spesifikasi. Untuk ukuran sampel yang beragam dapat digunakan peta kandali P :
Langkah-langkah pembuatan peta kendali kendali P akan diuraikan sebagai berikut :
1. Mengumpulkan data, mengambil sebanyak mungkin yang menggambarkan jumlah yang diperiksa (n) dengan jumlah produk cacatnya (pn).
2. Bagilah data ke dalam sub-grup, biasanya akan dikelompokkan berdasarkan tanggal, bulan atau lot. Ukuran sub-grup harus lebih dari 50 dari nilai rata-rata cacat untuk setiap sub-grup harus berkisar antara 3 sampai 4.
40 3. Hitung bagian cacat untuk setiap sub-grup dan masukkan ke dalam
lembaran data. Untuk mencari bagian cacat gunakan rumus berikut :
4. Carilah rata-rata bagian cacat CLP. ksaTotal YangdiPeri CacatTotal p = n pn
5. Menentukan batas-batas kendali
Besar standar deviasi ditentukan oleh besarnya tingkat keyakinan. Untuk tingkat keyakinan 67% menggunakan standar deviasi 1, sedangkan untuk tingkat keyakinan 95% menggunakan standar deviasi 2 dan untuk tingkat keyakinan 99% menggunakan standar deviasi 3.
Garis Pusat : CL = p
Garis Kendali Atas : BKA atau UCL = p+3
n p p1
Garis Kendali Bawah : BKB atau LCL = p- 3
n p p1
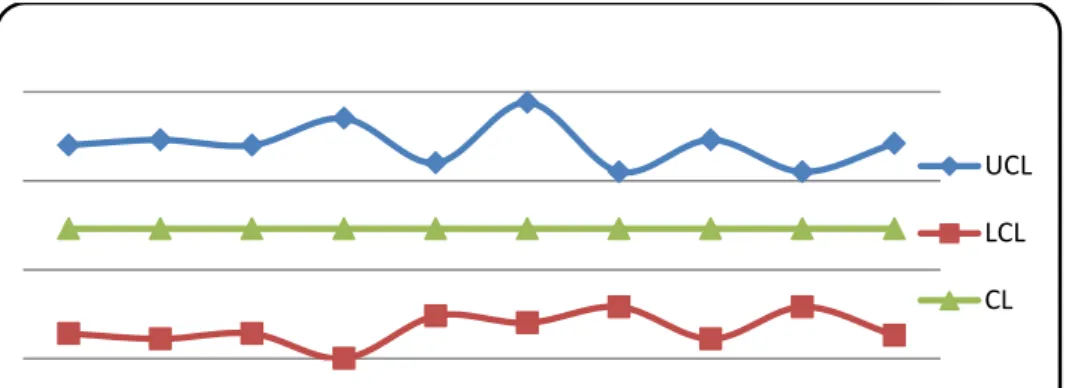
6. Membuat Grafik Kendali
Batas kendali yang banyak digunakan ialah batas kendali shewart diagram berbentuk sederhana seperti di bawah ini :
41
Gambar 3.3 Contoh Peta Kendali
3.7 Keterkendalian Proses
Setelah peta kendali P diimplementasikan dalam proses akan dapat diperoleh informasi tentang hubungan antara perubahan proses dengan pergeseran titik pada peta kendali, yaitu :
1. Suatu proses dalam keadaan terkendali
Apabila suatu proses dalam kadaan terkendali, maka peta kendali P akan memberikan indikasi :
Seluruh titik selalu dalam batas-batas UCL dan LCL
Titik-titik yang mengelompokkan tidak menunjukkan bentuk-bentuk khusus
2. Suatu proses dalam keadaan tak terkendali
Apabila suatu proses dalam keadaan tidak terkendali, maka peta kendali P akan memberikan indikasi :
Beberapa titik ke luar dari batas-batas UCL dan LCL.
Titik-titik yang mengelompokkan menunjukkan bentuk-bentk khusus meskipun dalam batas-batas pengawasan.
UCL LCL CL
42
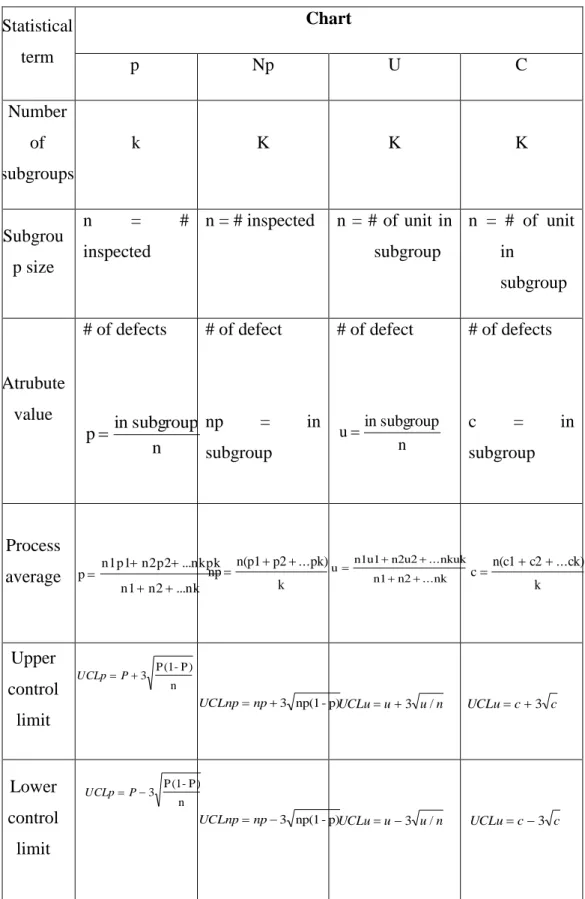
Tabel 3.2 Simbol dan Rumus Peta Kendali Atribut Statistical term Chart p Np U C Number of subgroups k K K K Subgrou p size n = # inspected n = # inspected n = # of unit in subgroup n = # of unit in subgroup Atrubute value # of defects n subgroup in p # of defect np = in subgroup # of defect n subgroup in u # of defects c = in subgroup Process average ...nk n2 n1 ...nkpk n2p2 n1p1 p k ...pk) p2 n(p1 np n1 n2 ...nk ...nkuk n2u2 n1u1 u k ...ck) c2 n(c1 c Upper control limit n P ) -P (1 3 P UCLp p) -np(1 3 np
UCLnp UCLuu3 u/n UCLuc3 c
Lower control limit n P ) -P (1 3 P UCLp p) -np(1 3 np
43
3.8 Diagram Kualitas
3.8.1 Pareto Diagram
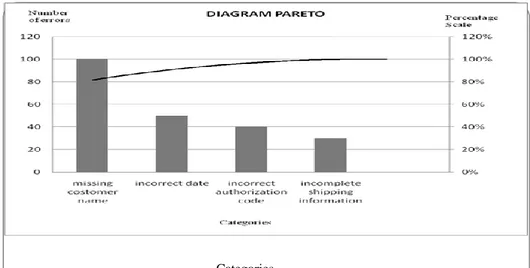
Diagram pareto merupakan suatu diagram batang yang dapat dipergunakan untuk menendai penyebab masalah utama. Dengan demikian memungkinkan untuk memusatkan perhatian pada menghilangkan penyebab – penyebab utama ini dan mempunyai dampak yang berarti atas pemecahan masalah (Devor, 1992). Hal ini memungkinkan pendeteksian suatu pemecahan yang mencapai dampak paling tinggi dengan sumber daya paling rendah. Diagram pareto dibuat berdasarkan jumlah cacat, frekuensi terjadinya, dan ukuran ketidakpuasan pelanggan (Munro – Faure, 1992).
Diagram pareto sangat tepat digunakan jika kita mengiginkan hal-hal berikut ini:
1. Menentukan prioritas karena keterbatasan sumberdaya 2. Menggunakan kearifan tim secara kolektif
3. Menghasilkan konsensus atas keputusan akhir 4. Menempatkan keputusan pada data kuantitatif
Gambar 3.4 merupakan suatu contoh diagram pareto yang memperlihatkan sebab-sebab kesalahan dalam menangani pesanan pelanggan dalam suatu perusahaan.
44
Gambar 3.4 Contoh Diagram Pareto
3.8.2 Fishbone (Ishikawa) Diagram
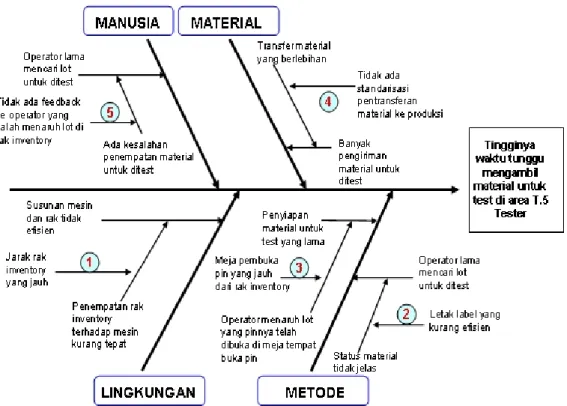
Instrumen dasar dalam peningkatan kualitas yang lain adalah diagram Ishikawa. Dinamakan Ishikawa sesuai dengan nama penemunya yang berasal dari negara jepang yang bernama Kaaru Ishikawa pada tahun 1943. Diagram Ishikawa juga dikenal sebagai diagram sebab akibat atau Fishbone. Fungsi dasarnya adalah untuk mengidentifikasi dan mengorganisasi penyebab-penyebab yang mungkin timbul dari suatu efek spesifik dan kemudian memisahkan akar penyebabnya.
Diagram sebab akibat ( juga disebut diagram ishikawa, atau tulang ikan) sering kali digunakan pada tahap ini karena memberikan suatu gambar visual yang jelas tentang masalah itu, menunjukan penyebab – penyebab potensial dan hubungan – hubungan yang mungkin timbul antara masing – masing penyebab. Dari diagram ini kelompok dapat memilih penyebab – penyebab paling mungkin untuk mengarahkan data menyatakan kegiatan ( Munro – Faure, 1992 ) y = 0,1326ln(x) + 0,8169 R² = 0,9932 y = -0,0156x2 + 0,1381x + 0,6942 R² = 0,9874 DIAGRAM PARETO Numbe r of errors Percentage Scale Categories
45 Diagram Fishbone terdiri dari 2 macam yaitu:
1. Standar Fishbone: mengidentifikasi penyebab-penyebab yang mungkin dari suatu masalah yang tidak diinginkan dan bersifat spesifik.
2. Diagram fishbone terbalik: mengidentifikasi tindakan yang harus dilakukan untuk menghasilkan efek atau hasil yang diinginkan.
Langkah-langkah dalam pembuatan diagram sebab akibat atau fishbone adalah sebagai berikut:
1. Definisikan masalah yang ada, langkah ini dapat menggunakan dari hasil diagram pareto.
2. Gambarkan kotak masalah (kepala ikan) dan panah utama serta garis-garis samping (tulang ikan)
3. Tuliskan pernyataan masalah tersebut pada kepala ikan yang merupakan akibat.
4. Spesifikasi kategori utama yang merupakan sumber-sumber penyebeb timbulnya masalah dan tuliskan pada tulang ikan.
5. Identifikasi penyebab-penyebeb sekunder yang mempengaruhi penyebab utama dan tuliskan pada tulang ikan yang lebih kecil.
6. Analisis sebab-sebab timbulnya permasalahan dan kemudian diambil tindakan korektifnya untuk perbaikan.
46
Gambar 3.5 Contoh Diagram Fishbone Berikut ini manfaat fishbone diagram:
1. Merupakan alat yang luar biasa untuk mengumpulkan ide dan input-input kelompok, merupakan metode dasar dari brainstorming terstruktur.
2. Dengan mengelompokan penyebab-penyebab yang mungkin, maka kelompok dapat memikirkan banyak kemungkinan ketimbang hanya memfokuskan pada beberapa area tipikal.
3. Membantu dimulainya fase analyze. Dengan menggunakan fishbond diagram, maka dapat digunakan untuk mengidentifikasi beberapa penyebab dengan lebih fokus untuk memulai analisis proses dan data. Fishbone diagram juga membawa kita kembali ke isu variasi. Kita perhatikan bahwa sebuah proses memiliki dua tipe variasi.