BAB 1
PENDAHULUAN
1.1 Latar Belakang
Di era globalisasi seperti sekarang ini dunia industri dan jasa harus mempunyai kiat-kiat khusus agar dapat bertahan di tengah arus globalisasi. Belum lagi dengan adanya persaingan global dan perdagangan bebas yang membuat persaingan bisnis semakin ketat. Untuk itu suatu perusahaan diharuskan memiliki daya saing yang lebih tinggi dibandingkan dengan perusahaan-perusahaan lain yang sejenisnya. Hal ini diperlukan, terutama untuk mempertahankan posisinya selama ini, tentunya dengan harapan agar dapat bersaing dipasaran lokal maupun internasional.
Perkembangan pembangunan di bidang industri semakin meningkat seiring dengan meningkatnya permintaan dari konsumen. Untuk dapat memenuhi kebutuhan konsumen terhadap produk dengan kualitas yang tinggi, maka produk harus memiliki keunggulan dalam persaingan dengan produk lain. Dalam hal ini masalah kualitas adalah merupakan salah satu faktor yang sangat penting karena untuk dapat bersaing dengan perusahaan lain, sebuah perusahaan harus dapat menawarkan produk yang lebih berkualitas. Sebuah produk dapat dikatakan berkualitas jika produk tersebut sesuai dengan spesifikasi yang ditetapkan (baik dimensi maupun fungsi) dan juga produk
tersebut memiliki variasi yang kecil atau dalam batas toleransi. Untuk itu pengendalian kualitas (Quality Control) mutlak untuk diperhatikan dengan sangat teliti, karena akan sangat berpengaruh terhadap spesifikasi dan variasi produk yang dihasilkan.
1.2 Identifikasi dan Perumusan Masalah
Saat ini PT SUCACO menggunakan standar SPLN (Standar Perusahaan Listrik Negara) sebagai acuan dalam memproduksi kabel jenis NYFGbY. Standar yang digunakan untuk memproduksi kabel hanya mengacu pada nilai minimum dan normal dari suatu satuan kabel saja sehingga perusahaan sering kali tidak memperhatikan diameter dan ketebalan yang optimal dari kabel yang diproduksi. Hal ini menyebabkan adanya variabilitas pada produk yang dihasilkan. Variabilitas juga dapat disebabkan oleh berbagai faktor antara lain faktor manusia, mesin, lingkungan, metode kerja, dan material. Untuk itu penulis berusaha untuk menganalisa dan memberi masukan kepada perusahaan untuk memperbaiki kualitas produk yang dihasilkan. Untuk lebih jelasnya, permasalahan yang akan coba dijawab oleh penulis antara lain :
• Apakah proses produksi masih dalam batas kendali statistik? • Apakah variasi proses masih dalam batas kendali statistik?
• Apakah Cp dan Cpk (Capability Process Index) proses produksi sudah baik?
• Faktor-faktor apa saja yang mempengaruhi suatu proses?
1.3 Ruang Lingkup
Penelitian ini hanya difokuskan pada produk kabel jenis NYFGbY 4x16 mm, salah satu produk yang dihasilkan oleh plant low voltage yang berada di PT SUCACO. Dengan meneliti kabel jenis ini, diharapkan dapat mewakili kondisi proses produksi yang berlangsung di plant low voltage karena kabel jenis NYFGbY merupakan jenis kabel yang paling sering diproduksi di plant low voltage.
Penelitian hanya dibatasi pada faktor mesin saja dimana mesin ini memiliki variabel-variabel yang turut mempengaruhi hasil akhir. Beberapa variabel yang diketahui sangat berpengaruh pada hasil produk akan digunakan dalam percobaan. Percobaan yang dilakukan menggunakan metode DOE (Design of Experiment).
1.4 Tujuan dan Manfaat 1.4.1 Tujuan
1. Untuk melihat apakah suatu proses yang sedang berjalan berada dalam kendali statistik atau tidak.
2. Untuk mengetahui seberapa besar kapabilitas proses yang sedang berjalan.
3. Untuk mengetahui faktor-faktor apa saja yang mempengaruhi kualitas produk kabel NYFGbY pada PT SUCACO.
4. Untuk mengetahui apakah variabel-variabel yang telah ditetapkan sebagai faktor yang mempunyai pengaruh yang signifikan terhadap hasil produksi kabel NYFGbY pada PT SUCACO.
5. Untuk mengetahi nilai yang optimal dari variabel-variabel yang berpengaruh agar menghasilkan produk yang sesuai dengan spesifikasi.
1.4.2 Manfaat
Manfaat dari penelitian untuk mahasiswa adalah :
1. Mahasiswa dapat mengetahui sejauh mana ilmu yang telah diperoleh dapat diterapkan dalam suatu industri.
2. Mahasiswa dapat terjun langsung dan melihat secara langsung kondisi nyata suatu industri termasuk permasalahan dan hal-hal apa saja yang terkait didalamnya.
Sedangkan manfaat dari penelitian untuk perusahaan adalah agar perusahaan mendapatkan ide dan metode-metode baru yang mungkin dapat diterapkan dalam perusahaan.
1.5 Gambaran Umum Perusahaan 1.5.1 Sejarah Singkat Perusahaan
PT. SUPREME CABLE MANUFACTURING CORPORATION didirikan tanggal 9 November 1970 di Jakarta. Perseroan menjalankan usahanya dalam rangka Undang-Undang No.6 tahun 1968, Undang-Undang No. 12 tahun 1970 tentang Penanaman Modal Dalam Negeri dan dengan akte notaries Eliza Pondaag Nomor 9. perusahaan ini pada awalnya memperkejakan sekitar 200 orang karyawan. Pada tahun 1982, PT Sucaco telah menjual sebagian sahamnya kepada masyarakat, sehingga pada saat itu perseroan tercatat sebagai perusahaan penanaman modal dalam negeri (PMDN) pertama yang Go-public dan tercatat di Bursa Efek Jakarta dengan kode SCCO. Pada tahun 1989, PT Sucaco telah mendaftarkan seluruh sahamnya di pasar modal (company listing) diikuti dengan emisinya yang kedua.
Pada tahun permulaan setelah berdirinya, produksi yang dihasilkan Perusahaan ini terdiri dari kabel-kabel listrik tegangan rendah dan formika. Kemudian sejalan dengan kemampuan dan pengalaman Perusahaan Asing terkemuka seperti antara lain dengan :
1. The Furukawa Electric Company Ltd. Japan 2. Sumitomo Electric Industries Ltd. Japan 3. I.E.S.C. New York USA
Maka lambat laun mampu diproduksi sendiri kabel telepon (sejak tahun 1975), kabel listrik sampai dengan 15 KV (tahun 1976), kabel Enamelled (tahun 1977), kabel konduktor aluminium (tahun 1976), dan pada tahun 1981 Perusahaan telah mampu produksi kabel listrik tegangan menengah dan tinggi dengan 77 KV. Hasil karya tersebut semata-mata dikerjakan langsung oleh tenaga Indonesia (tidak terdapat tenaga asing dalam PT. SUCACO sampai saat ini).
Menekuni bisnis kabel selama lebih dari 30 tahun, PT. SUCACO Tbk telah tumbuh secara mantap untuk menjadi salah satu produsen kabel terbesar dan terkemuka di Indonesia, dengan total penjualan mencapai Rp 1 triliyun per tahun serta reputasi internasional untuk mutu dan keandalan.
Dengan bantuan teknik dari Furukawa Electric Co. Ltd., International
Executive Service Corps. serta Sumitomo Electric, PT. Sucaco berusaha lebih
maju dari para saingannya melalui pemanfaatan teknologi mutakhir serta perencanaan produksi yang seksama. Selain mendapat bantuan teknik dari perusahaan-perusahaan tersebut diatas, PT. Sucaco juga telah menjalin hubungan kerjasama teknologi dengan perusahaan asing lainnya antara lain dari :
1. Amerika, General Electric, Western, USS Stell, Dupont. 2. Jepang, Kuhara, Hamana, Showa, Nissin Denki.
4. Jerman, Kabelmetal, Siemens, Rosendhal, AEG, Krupp. 5. Inggris, AEI, Babcock.
6. Perancis, Pourtier, Brondel, Pechinery. 7. Switzerland, Maillefer, Cortaloid. 8. Italy, OM Lesmo.
9. Finlandia, Nokia. 10. Taiwan, Pan Pioneer.
PT. SUCACO merupakan pelopor dalam industri kabel modern di Indonesia dan salah satu anggota pendiri dari Asosiasi Pabrik Kabel Listrik Indonesia (APKABEL). PT. SUCACO Tbk memproduksi dan memasarkan kabel listrik, kabel telekomunikasi, dan kawat enamel di bawah merek dagang ”SUPREME”. Perusahaan ini juga bergerak dalam berbagai bidang usaha melalui perusahaan afiliasinya, seperti produksi batangan tembaga dan aluminium, PVC compound, kabel serat optik serta lembaran melamine tekanan tinggi untuk dekorasi.
Saat ini, PT. SUCACO Tbk telah menjadi mitra bisnis yang andal di industri kabel. Lebih dari itu, Perusahaan ini juga merupakan perusahaan dengan posisi keuangan yang sehat yang mampu memberikan sumbangan bagi pembangunan infrastruktur nasional dengan reputasi internasional.
1.5.1.1 Ruang Lingkup Perusahaan
Sejak tahun 1972, PT. SUCACO Tbk telah mendukung dan berpastisipasi dalam pembangunan infrastruktur dan industri di Indonesia dengan memasok kabel listrik, kabel telekomunikasi dan kawat enamel yang bermutu tinggi dan handal.
Selain menjadi salah satu pemain utama di pasar domestik, PT. SUCACO Tbk juga mengekspor produk ke pasar mancanegara, antara lain Australia, Selandia Baru, Brazil, Singapura, Hongkong, Thailand, Philipina, Vietnam, Nepal, Sri Lanka, Bangladesh, Iran, Kepulauan Solomon, Madagaskar, Uni Emirat Arab, dsb.
Hasil produksi dari PT. SUCACO Tbk ini memenuhi berbagai standar nasional maupun internasional, seperti SNI, SPLN, SII, STEL-K, IEC, ICEA/NEMA, JIS, BS, AS, REA, dll., atau disesuaikan dengan permintaan pelanggan.
Adapun bidang usaha yang dilakukan yaitu memproduksi : 1. Electrical Power Cables (kabel listrik), yaitu :
Bare Conductors Overhead Conductors PVC Low Voltage Cables Industrial Cables
XLPE Medium Voltage Cables (up to 35 kV) XLPE High Voltage Cables (up to 150 kV)
2. Telecomunications Cables (kabel telekomunikasi), yaitu : Aerial Cable
Drop Wire Burial Cables PCM Cable
Duct Cables (with Solid or Foam Skin Insulation/Jelly Field or
Air Core)
Direct Buried Cables (with Solid or Foam Skin Insulation) 3. Enameled Wires (kawat enamel), yaitu :
Polyvinyl Formal Copper Wire (PVF) Polyester – imide Copper Wire (EIW) Polyester Copper Wire (PEW)
Polyurethane Copper Wire (UEW) Polyester Nylon Copper Wire (PEW-N)
Polyester Amide Imide Copper Wire (PEW-AI)
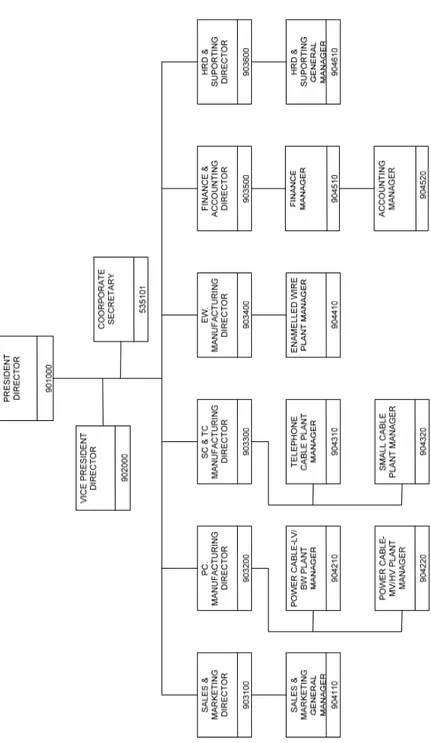
1.5.2 Struktur Organisasi
Keorganisasian PT. SUCACO dipimpin oleh seorang President
saham PT. SUCACO Tbk. Setiap pembagian kerja dalam perusahan dipegang oleh seorang direktur. Lalu dibawah direktur-direktur tersebut terdapat manajer-manajer yang mengepalai salah satu bidang pekerjaan yang terdapat pada PT SUCACO Tbk.
Struktur organisasi pada PT. SUCACO merupakan struktur organisasi fungsional yaitu struktur organisasi yang tiap departement dikelompokkan berdasarkan fungsinya. Kelebihan dari struktur organisasi ini antara lain :
• Pembagian antar departement lebih jelas.
• Memudahkan pengendalian dan pengawasan kinerja karyawan. • Komunikasi lebih cepat.
gambar 1.1 Struktur Organisasi
1.5.2.1 Tugas dan Tanggung Jawab
Tugas dan tanggung jawab masing-masing jabatan yang ada pada struktur organisasi PT. SUCACO adalah :
1. President Director
Menyusun kebijakan dan peraturan perusahaan
Melakukan pengawasan kepada Vice President Director dan Director perusahaan
Bertugas memimpin dan bertanggung jawab terhadap kegiatan yang dilaksanakan atas nama perusahaan di dalam ataupun diluar perusahaan.
Mengelola kegiatan operasi perusahaan 2. Vice President Director
Melakukan pengawasan kepada Director perusahaan Mengkoordinasi tugas para Director
3. Corporate Secretary
Mengelola dan menyimpan dokumen-dokumen perusahaan Menyiapkan dokumen atau persyaratan administrasi perusahaan 4. Sales dan Marketing Director
Menyusun rencana kerja departemen Sales dan Marketing
Memimpin, mengawasi, dan mengkoordinasi jalannya kegiatan Sales dan Marketing
Menganalisa bersama General Manager tentang perkembangan Sales dan Marketing serta menentukan strategi perusahaan berdasarkan situasi dan kondisi pasar
5. Power Cable Manufacturing Director
Menyusun rencana kerja untuk produksi power cable
Memimpin, mengawasi, dan mengkoordinasi jalannya kegiatan produksi power cable
Berperan sebagai representator dan membantu Direksi utama untuk menginspirasikan kepemimpinan dan keteladanan dalam mengimplementasikan program atau kebijakan Direksi Utama atau perusahaan
Merumuskan kebijakan Direktorat
Melaksanakan review dan evaluasi terhadap sasaran departemen Menetapkan kebijakan, mengendalikan, dan memimpin Plant
Manager atau G.M bagian-bagian atau fungsi terkait dalam
program-program pengendalian, perbaiakan dalam hal efisiensi dan peningkatan OEE (Overall Equipment Effectiveness) dari mesin-mesin dan peralatan produksi.
Dibantu oleh Plant Manager atau G.M untuk memonitoring dan menetapkan tindakan-tindakan yang diperlukan untuk mengendalikan dan meminimalisasi biaya produksi
Melaksanakan upaya-upaya peningkatan kapasitas atau kapabilitas produksi dan tingkat kapabilitas mutu dengan berlandaskan kebijakan perusahaan
6. Small Cable dan Telephone Cable Manufacturing Director
Menyusun rencana kerja untuk produksi small cable dan telephone
cable
Memimpin,mengawasi, dan mengkoordinasi jalannya kegiatan produksi small cable dan telephone cable
Berperan sebagai representator dan membantu Direksi Utama untuk menginspirasikan kepemimpinan dan keteladanan dalam mengimplementasikan program atau kebijakan Direksi Utama atau perusahaan
Merumuskan kebijakan Direktorat
Melaksanakan review dan evaluasi terhadap sasaran departemen Menetapkan kebijakan, mengendalikan, dan memimpin Plant
Manager atau G.M bagian-bagian atau fungsi terkait dalam
program-program pengendalian, perbaiakan dalam hal efisiensi dan peningkatan OEE (Overall Equipment Effectiveness) dari mesin-mesin dan peralatan produksi.
Dibantu oleh Plant Manager atau G.M untuk memonitoring dan menetapkan tindakan-tindakan yang diperlukan untuk mengendalikan dan meminimalisasi biaya produksi
Melaksanakan upaya-upaya peningkatan kapasitas atau kapabilitas produksi dan tingkat kapabilitas mutu dengan berlandaskan kebijakan perusahaan
7. Enamelled Wire Director
Menyusun rencana kerja untuk produksi enamelled wire
manufacturing
Memimpin,mengawasi, dan mengkoordinasi jalannya kegiatan produksi enamelled wire manufacturing
Berperan sebagai representator dan membantu Direksi Utama untuk menginspirasikan kepemimpinan dan keteladanan dalam mengimplementasikan program atau kebijakan Direksi Utama atau perusahaan
Merumuskan kebijakan Direktorat
Melaksanakan review dan evaluasi terhadap sasaran departemen Menetapkan kebijakan, mengendalikan, dan memimpin Plant
Manager atau G.M bagian-bagian atau fungsi terkait dalam
OEE (Overall Equipment Effectiveness) dari mesin-mesin dan peralatan produksi.
Dibantu oleh Plant Manager atau G.M untuk memonitoring dan menetapkan tindakan-tindakan yang diperlukan untuk mengendalikan dan meminimalisasi biaya produksi
Melaksanakan upaya-upaya peningkatan kapasitas atau kapabilitas produksi dan tingkat kapabilitas mutu dengan berlandaskan kebijakan perusahaan
8. Finance dan Accounting Director
Mengendalikan seluruh aktivitas yang berkaitan dengan keuangan perusahaan
Bertanggung jawab terhadap pengelolaan dan pengolahan data akuntansi dan memeriksa kebenaran bukti-bukti transakasi
Melaporkan aktivitas keuangan dalam laporan keuangan 9. HRD dan Supporting Director
Memimpin, mengawasi, dan mengkoordinasi semua karyawan
Menyusun rencana pelatihan seperti pelatihan keselamatan kerja untuk karyawan
10. Manager untuk setiap bagian produksi
Menetapkan, menyetujui rencana pembebanan mesin beserta tanggal penyerahan produk jadi
Melakukan monitoring dan evaluasi umum atas kesiapan kebutuhan
item-item untuk terlaksananya order produksi, seperti : kesiapan bahan
baku, mesin, operator dan tools
Memimpin pengevaluasian atas pencapaian hasil proses produksi secara periodik dan memberikan arahan atau strategi pada bawahannya untuk memastikan penyelesaian tahap order berikutnya
Melakukan koordinasi, analisa dan evaluasi atas data kinerja mutu produk hasil proses
Melakukan koordinasi untuk terlaksananya perbaikan Melaksanakan evaluasi dan analisa atas kinerja waste
Melakukan tindakan dan melaksanakan perbaikan atas kinerja waste produksi dimensi dan perbaikan bahan
Memastikan bahwa semua investaris perusahaan yang digunakan pada semua unit kerja yang ada di departemennya terdaftar dengan baik dan jelas penanggung jawabnya
Menilai dan mengevaluasi atas aktivitas penyediaan fasilitas serta pemeliharaan keselamatan dan kebersihan lingkungan kerja dengan menerapkan 5-R
Melakukan pemantauan atas pengaruh proses produksi terhadap keamanan dan kenyamanan lingkungan.
1.5.3 Proses Produksi
1.5.3.1 Bahan Baku dan Bahan Penolong
Pada umumnya proses produksi kabel menggunakan bahan baku tembaga dan alumunium sebagai bahan baku utamanya. Bahan baku dan penolong yang umumnya digunakan pada proses pembuatan kabel adalah : 1. N : cable with copper conductors
2. NA : cable with alumunium conductors 3. Y : polyvynilchloride (PVC) insulation 4. S : copper tape screening
5. T : steel wire messenger 6. f : flexible wire
7. B : double tape steel or alumunium tape armour 8. Gb : steel tape helix
9. C : concentric copper wire screening
1.5.3.2 Proses Produksi
Tahapan proses produksi dari satu kabel sebenarnya tergantung dari jenis kabel tersebut. Tetapi pada dasarnya tahapan proses pembuatan sebuah kabel adalah sebagai berikut :
1. Proses Drawing
Proses Drawing adalah proses penarikan kawat alumunium dengan menggunakan beberapa dies dari ukuran diameter supply sampai diameter kawat yang diinginkan, untuk membuat penghantar berbentuk bulat. Proses ini untuk menghasilkan kawat alumunium dengan diameter tertentu yang akan digunakan untuk membuat penghantar berbentuk bulat.
Gambar 1.2 Proses Drawing
Sumber : PT SUCACO Tbk
2. Proses Annealing
Proses Annealing adalah proses pemanasan kawat conductor yang dihasilkan dari proses drawing dengan tujuan untuk meghasilkan kawat yang mempunyai kelunakan tertentu.
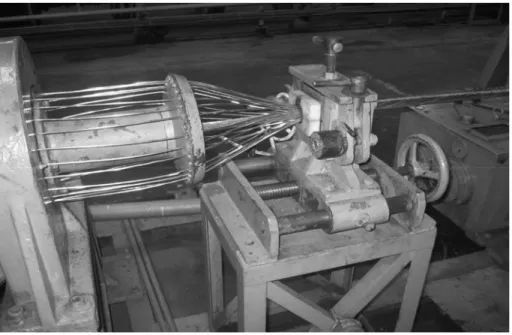
3. Proses Stranding/Pemilinan
Proses Stranding yaitu proses pemilinan kawat Al/Cu untuk membuat
conductor dengan jumlah tertentu (7 kawat atau lebih) dipilin
bersama-sama dalam bentuk bulat (round), bulat padat (compact) dengan arah atau langkah pilin, diameter conductor dan lay pict tertentu.
Gambar 1.3 Proses Stranding/ Pemilinan
Sumber : PT SUCACO Tbk
4. Proses Insulating
Merupakan proses pemberian lapisan isolasi melalui tiga proses ekstursi sekaligus, yaitu :
1. Inner Semi Conductor 2. Insulation
5. Proses Sheating
Proses pemberian lapisan/selubung dalam, tengah atau luar yang dilakukan secara ekstrusi sehingga menutupi celah-celah/lapisan sebelumnya dengan menggunakan bahan sejenis plastic PVC dan PE.
Gambar 1.4 Proses Sheating/ Ekstrusi
Sumber : PT SUCACO Tbk
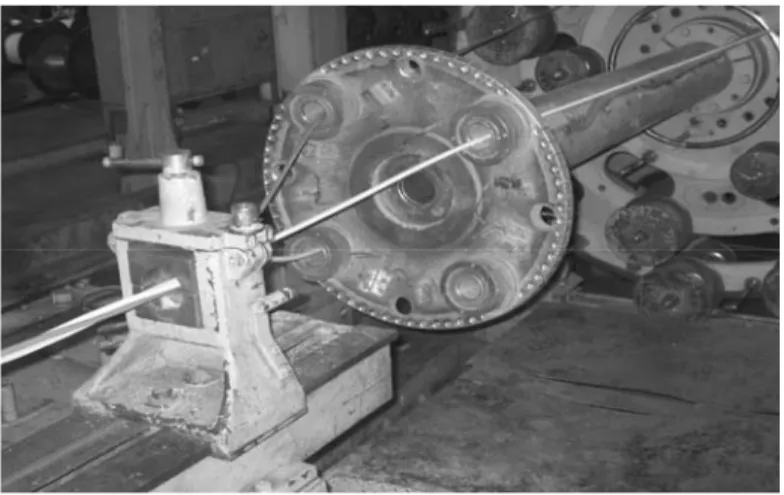
6. Proses Armouring
Proses pemberian lapisan pelindung dari kerusakan mekanis yang dilakukan secara helical sedemikian rupa, sehingga menutupi celah-celah bagian dalam. Material yang dipakai adalah Steel Tape.
Gambar 1.5 Proses Armouring
Sumber : PT SUCACO Tbk
7. Proses Screening
Proses pemberian lapisan pelindung dari gangguan elektris yang dilakukan secara helical sedemikian rupa, sehingga menutupi celah-celah bagian dalam.
Pada proses ini memakai :
• Cooper Tape
• Walter Blocking Tape • Binder Tape/Pita Warna 8. Proses Insulating Silane
Proses pembungkusan conductor dengan menggunakan campuran Material LDPE, Catalyst, VTMOS, BHT, DCP dalam perbandingan
tertentu dengan cara diekstrusi bersama-sama sedemikian rupe sehingga menutupi celah-celah conductor.
9. Proses Metalic Sheating
Proses pemberian lapisan pelindung dari kerusakan mekanis yang dilakukan secara ekstrusi sedemikian rupa, sehingga menutupi lapisan sebelumnya dengan menggunakan bahan dari Lead Alloy (timah).
10. Proses Cabling
Proses cabling yaitu proses pemilinan conductor berjumlah 2 inti atau lebih yang dipilin secara bersama-sama menjadi satu dengan arah dan jarak pilin tertentu.
Gambar 1.6 Proses Cabling
11. Proses Corrugating
Proses pemberian lapisan pelindung mekanis yang dilakukan sedemikian rupa berbentuk pipa gelombang sehingga menutupi lapisan sebelumnya dengan bahan metal (tembaga, aluminium, stainless, baja)
12. Proses Rewinding
Proses rewinding yaitu proses membagi /menggulung kawat (Al/Cu) dari
supply yang ada digulung sesuai dengan ukuran yang dibutuhkan, dengan
tujuan agar kawat yang dihasilkan dapat diproses lanjut.
1.5.4 PENGENDALIAN KUALITAS
Pelaksanaan T.Q.C. (Total Quality Control) tersebut diatur sedemikian rupa dengan program dan jadwal kerja tertentu untuk mencapai hasil yang maksimal dengan jalan face to face, mendiskusikan semua problema yang ada pada bidang masing-masing mendapatkan sasaran-sasaran yang positif dengan hasilnya yang tidak jarang bersifat problem solving. Langkah menyelenggarakan komunikasi 2 arah ini seperti diuraikan diatas telah mendapat sambutan yang sangat memuaskan dari semua karyawan di semua tingkat, terutama karena merasa telah dihargai sebagaimana mestinya dan turut berperan secara nyata menentukan kebijaksanaan management dalam memajukan pelbagai bidang tugas dan karenanya dilain pihak, Perusahaan pun secara nyata mendapat manfaat dari padanya. Sampai saat ini
PT.SUCACO telah melaksanakan 3 kali konvensi G.K.M (Gugus Kendali Mutu). dan mempunyai lebih 60 buah G.K.M.
Kebijakan mutu PT SUCACO Tbk terapkan dengan Selalu menjaga tingkat standar dan komoitmen yang tinggi dalam
•
Pelayanan terhadap pelanggan•
Perancangan dan pelaksanaan produk, material maupun proses•
Pemastian mutu dan keandalan produk•
Peningkatan efisiensiMembentuk karakter sumber daya manusia yang
•
Peduli dan responsif terhadap kepuasan pelanggan•
Peduli terhadap peningkatan efisiensi•
Selalu bekerja dalam kebersamaan demi keunggulanDiperolehnya sertifikat ISO 9002 pada tahun 1994, ISO 9001 pada tahun 1997 dan ISO 9001 : 2000 pada tahun 2003 dari SGS Yarsley
International Certification Services Ltd., membuktikan komitmen dan
dedikasi PT SUCACO Tbk terhadap mutu.
1.5.4.1 STANDAR YANG DIGUNAKAN
Hasil produksi dari PT. SUCACO Tbk ini telah memenuhi berbagai standar nasional maupun internasional, seperti SNI, SPLN, SII, STEL-K, IEC,
ICEA/NEMA, JIS, BS, AS, REA, dan lain-lain., atau disesuaikan dengan permintaan pelanggan.
1.5.4.2 PENGENDALIAN MUTU YANG DILAKUKAN
Dalam menerapkan quality control, diperlukan inspeksi. Beberapa
pengujian dilakukan dalam inspeksi tersebut. Untuk kabel ini, inspeksi yang dilakukan dapat dibedakan menjadi 3 yaitu pengujian bahan baku (Material
Testing), proses control, Intermedite Testing dan pengujian final (Final Testing). Quality Assurance Plan (QAP) memuat semua jenis inspeksi yang
akan dilakukan.
PT SUCACO Tbk memiliki bagian Product Design and Quality
Assurance (PQA) yang terdiri atas desain, development, QA test (bagian
lab/pengujian). QA Test terdiri atas 2 laboratorium yaitu Quality Control I (QC I) dan Quality Control II (QC II). Kedua laboratorium tersebut bertugas untu menguji apakah produk telah memenuhi standar yang telah ditetapkan PQA atau tidak. Perbedaannya adalah QC I menguji bahan mentah dan WIP sedangkan QC II menguji produk jadi (inspeksi final).
1.5.4.3 Inspeksi Bahan Baku
Adanya prosedur penerimaan dan pemeriksaan bahan baku bertujuan untuk menjamin kualitas bahan baku yang diterima oleh pemasok. Hal ini
dilakukan sebelum bahan baku dikirim ke bagian produksi. Prosedur ini menjelaskan proses penerimaan bahan baku dari pemasok dan pemeriksaan kualitas bahan baku yang akan dipergunakan untuk proses produksi.
Secara sederhana, prosedur diawali dengan pemasok mengirim sampel bahan baku. Jika bahan baku tersebut tidak lulus pengujian maka pembelian tersebut dibatalkan. Sebaliknya, jika bahan baku tersebut lulus pengujian maka pembelian atas bahan baku tersebut dilanjutkan. Setelah pemasok mengirimkan bahan baku, QC I melakukan pengujian terhadap bahan baku tersebut. Inspeksi dilakukan dengan metode sampling. Pengambilan sampel mengikuti ketentuan yang telah ditetapkan oleh PQA.
Terdapat juga beberapa bahan baku kabel yang tidak mengalami
material testing. hal ini disebabkan bahan baku tersebut harus tetap dalam
keadaan steril (tidak dibuka) saat akan memulai proses. Alasan lain adalah keterbatasan jenis alat yang tersedia di laboratorium. Inversi dilakukan dalam bentuk pengamatan dan pengujian. Tiap material umumnya dilakukan pengujian laboratorium dan inspeksi kemasan. Berbagai pengujian akan dilakukan pada suatu jenis material yang digunakan. Hasil pengujian tersebut harus memenuhi syarat yang telah ditetapkan oleh PQA.
Umumnya pengujian material berupa : 1. Tensile Strength
Tensile Strength (TS) merupakan jumlah stress/tegangan maksimum
yang dapat diberikan pada suatu material tersebut berhenti bersifat elastis. Jika diberi tekanan lagi maka material tersebut akan menjadi plastis (tidak dapat kembali ke bentuk semula) atau bahkan putus.
2. Elongasi
Elongasi merupakan sifat mekanisme material. Elongasi adalah perpanjangan permanen setelah mencapai keadaan plastis. Elongasi merupakan gambaran sederhana dari kelenturan material.
3. Densitas
Densitas adalah jumlah massa dalam volume tertentu. Jika massa adalah jumlah ”sesuatu” dalam suatu objek, maka densitas adalah seberapa erat ”sesuatu” itu berkaitan dalam objek tersebut.
4. Konduktivitas dan Resistivitas
Konduktivitas dan Resistivitas merupakan data dua sifat elektis yang penting dari suatu bahan baku kabel. Konduktivitas mewakili kemampuan material untuk menghantarkan listrik, sedangkan resistivitas merupakan ketahanan material terhadap aliran listrik tersebut yang menyebabkan perubahan energi listrik menjadi panas atau bentuk energi lainnya.
5. Swelling heigth
Ketinggian pembengkakan (swelling heigth) digunakan untuk mengukur kemampuan material untuk menyerap air. Pengujian dilakukan dengan meneteskan/memberikan air pada sampel kemudian mengukur pertambahan ketinggian/ketebalan yang terjadi pada sampel tersebut. Namun, perusahaan tidak melakukan pengujian ini karena tidak memiliki alat untuk mengukur swelling heigth tersebut.
6. Kekuatan Dielektrik
pengujian kekuatan dielektrik dilakukan untuk mengetahui daya tembus suatu material plastik seperti PVC, PE/Polyester terhadap tegangan tertentu. pengujian dilakukan dengan mengalirkan tegangan (B) hingga terjadi hubungan singkat pada sampel. Selanjutnya, dengan menghitung ketebalan sampel (T), kekuatan dielektrik dapat diketahui dengan B/T.
1.5.4.4 Inspeksi Intermediate
Inspeksi intermediate merupakan bentuk pengendalian kualitas saat proses produksi. Intermediate Testing (IT) merupakan pengujian laboratorium yang dilakukan pada material yang telah melewati suatu proses. Menurut QAP, hasil IT dicatat pada Laboratory Test Record (LRT) atau Quality
Pengujian yang dilakukan pada hasil stranding (konduktor) bertujuan untuk mengetahui apakah diameter, lay pitch, konduktivitas, resistivitas, dan berat konduktor masih dalam batas toleransi. Pengujian konduktivitas dan resistivitas sama dengan yang dilakukan pada bahan baku. Pengukuran diameter dilakukan dengan jangka waktu sorong (vernier caliper). pengukuran lay pitch dilakukan dengan meletakkan karbon di atas form uji, lalu menumpangkan di atas sampel, selanjutnya menekan karbon dengan bulpen atau pensil secara longitudinal sepanjang pilinan, kemudian memberi tanda sesuai jumlah pilinan pada form uji tersebut dan mengukur panjangnya.
Menurut QAP, terdapat pula intermediate testing yang didokumentasikan di Product and Process Record (PPR). Namun, inspeksi seperti ini lebih sering disebut process control. Process control merupakan inspeksi yang dilakukan saat atau setelah material melalui suatu proses dilantai produksi. Inspeksi dilakukan oleh operator mesin sendiri.
1.5.4.5 Inspeksi Final
Inspeksi final merupakan inspeksi yang dilakukan pada produk jadi. pada tahap ini dilakukan pengujian 100%. Dengan kata lain, semua produk jadi diinspeksi. Hal ini dilakukan agar semua produk jadi memenuhi standar kualitas yang diminta pelanggan. Pengujian final ada dua jenis yaitu pengujian sampel dan pengujian rutin. Pengujian sampel bertujuan untuk
membuat sertifikat sehingga yang diuji hanya beberapa sampel saja. Pengujian ini hanya diadakan sekali. pengujian rutin adalah pengujian berfrekuensi rutin yang dilakukan pada semua produk jadi.