vi
SOLUSI LEVELLING MENGURANGI DEFORMASI PONDASI MESIN PATROL BOAT 36 METER PADA PROSES SUB ASSEMBLY
M.Adzannis Arianda Putra Teknik Bangunan Kapal
Politeknik Perkapalan Negeri Surabaya
Institut Teknologi Sepuluh Nopember (ITS) Surabaya Kampus ITS Sukolilo Surabaya 60113
Email : [email protected]
Pembangunan kapal baru selalu dimulai dari proses fabrikasi hingga proses erection.Dalam setiap proses pembangunan kapal sering terjadi suatu permasalahan dari hal kecil hingga hal besar.Kesalahan kecil dalam pembangunan kapal dapat mempengaruhi kualitas sebuah produk yang dibuat oleh galangan. Pada kebanyakan galangan kapal yang ada di Indonesia, kecenderungan untuk terjadi kesalahan teknis dan non teknis di dalam proses produksi masih cukup besar.Salah satunya dikarenakan pengerjaannya masih belum memenuhi standar kerja yang berlaku berikut standar toleransi yang ada. Kesalahan teknis yang sering terjadi pada sebuah proses produksi seperti perubahan bentuk (deformation),merupakan hal yang dapat mempengaruhi suatu kualitas produk(quality control). Pada Field Project ini kami menganalisa tentang deformasi pada pondasi mesin Kapal Patrol Boat 36 meter saat masih proses sub
assembly di PT.Dumas Tanjung Perak Shipyard, dimana pondasi mesin
merupakan tempat mesin induk diletakkan. Deformasi yang terjadi berupa melengkungnya pelat, perlakuan akibat joining plat yang tidak sesuai prosedur. Selain itu pemanasan terpusat saat mengelas juga bisa menjadi penyebab deformasi. Untuk itu diperlukan sebuah akurasi (accuracy control), dimana keakuratan suatu produk diukur. Beberapa kegiatan accuracy control digunakan di antaranya adalah scantling dan levelling. Dengan memberikan perlakuan
levelling pada pondasi mesin saat sub assembly,deformasi dapat diminimalisir
hingga saat menginjak proses berikutnya deformasi yang muncul tidak terlalu besar karena terdapat batas toleransi deformasi < 2mm dan kualitas suatu produk dapat terjamin.
Kata kunci: pondasi mesin, deformasi, sub assembly, levelling, accuracy control, batas toleransi.
Build a new ship always started from fabrication process until erection process.Each process building ship often happening many problems from minor problem until mayor problem.The minor error on building ship can influence a quality of product which produced by shipyards.Majority shipyards in Indonesia, tendency for making error technical and error untechnical in production process enough heavy.One of them was caused by still not yet fulfill work standart processed.Technical errors often happening on production process like a dimension change (deformation), this thing can affect quality product In this Field Project, we analyze about deformation on patrol boat 36 metres engine foundation still in sub assembly process in PT.Dumas Tanjung Perak Shipyard, where engine foundation represent main engine place put down.Deformation that
vii
happened in the form of arching of plate, effect of inappropriate plate joining of procedure.Besides, warm-up centrally when welding can become cause of deformation.It’s that needed a accuration ( control accuracy), where accuracy a product measured. Some activity of control accuracy used among others is scantling and levelling.By giving treatment of levelling at engine foundation at sub assembly, deformation earn minimize till moment step on next process of deformation which emerge don’t too big because there are deformation tolerance range < 2mm and quality of a product earn well guarantedly
Keywords : engine foundation, deformation, sub assembly, levelling, accuracy
control, tolerance range.
1. LATAR BELAKANG
Saat ini semakin banyak galangan-galangan kapal berskala menengah hingga besar yang pada proses produksinya telah menggunakan sistem blok.Sistem ini memungkinkan kapal untuk diproduksi lebih cepat dibandingkan sistem produksi kapal sebelumnya yang harus memulai pekerjaan dari bagian bawah kapal (keel) terlebih dahulu.Pada sistem blok proses produksi kapal melibatkan penyambungan blok-blok untuk digabung menjadi sebuah kapal atau biasa disebut erection.Pada kebanyakan galangan kapal yang ada di Indonesia, kecenderungan untuk terjadi kesalahan teknis dan non teknis di dalam proses produksi masih cukup besar, salah satunya dikarenakan pengerjaannya masih belum memenuhi standar kerja yang berlaku berikut standar toleransi yang ada.Biasanya kesalahan pada proses erection berawal dari proses produksi sebelumnya atau assembly,
sub assembly dan bahkan pada tahap fabrication.
Kesalahan teknis yang sering terjadi biasanya berupa perubahan
betuk (deformation). Salah satu penyebabnya adalah proses pengelasan.Selain pada perubahan bentuk, perubahan dimensi juga bisa terjadi pada saat pembuatan kapal.Deformasi ini apabila tidak diatasi akan menimbulkan masalah pada tahap selanjutnya atau tahap
erection.Masalah ini akan menambah
jam kerja orang, menambah waktu produksi dan lain-lain yang akan merugikan pihak galangan sebagai produsen kapal.Pada galangan PT. Dumas Tanjung Perak Shipyard bahkan di beberapa galangan yang ada di seluruh Indonesia permasalahan ini sering terjadi di sini.Beberapa blok pada proses
assembly, yang penulis amati
mengalami deformasi.Deformasi yang terjadi berupa melengkungnya plat, akibat joining plat yang tidak sesuai prosedur.Selain itu pemanasan terpusat saat mengelas juga bisa menjadi penyebab deformasi.Oleh karena itu standar accurancy control dalam pembangunan sebuah kapal baru sangat penting.Dibutuhkan agar selama proses erection tidak melakukan pengerjaan ulang yang sudah dikerjakan proses sebelumnya .Suatu proses produksi tanpa
vii
accurancy control didalamnya pastinya akan menghasilkan sebuah produk yang kurang baik bahkan kurang memuaskan.Hal ini akan merugikan pihak galangan selaku produsen dan juga owner selaku pemesan.
2. PERUMUSAN MASALAH Setelah dilakukan identifikasi latar belakang permasalahan, dapat dibuat perumusan masalah
1. Bagaimana cara mencegah deformasi yang terjadi saat perakitan pondasi mesin? 2. Apakah yang terjadi jika proses
levelling tidak dilakukan pada
perakitan pondasi mesin? 2.1 Bangunan Baru
Tahapan dalam pembuatan sebuah bangunan kapal baru dimulai dari proses : 1. Fabrication 2. Sub assembly 3. Assembly 4. Erection 2.1.1 Metode Pembangunan Bangunan Baru
Pada umumnya metode atau cara dalam proses pembuatan kapal terdiri dari dua cara yaitu cara, pertama berdasarkan sistem dan cara kedua berdasarkan tempat.Proses pembuatan kapal berdasarkan sistem terbagi menjadi tiga macam:
1. Sistem seksi 2. Sistem blok-seksi 3. Sistem blok
2.2 Sub Assembly
Sub Assembly merupakan proses penggabungan komponen-komponen dari fabrikasi menjadi
blok-blok kecil.Komponen-komponen tersebut masih berupa pelat dengan potongan lurus maupun tidak lurus (non paralel). Sebelum proses sub assembly hasil pekerjaan fabrikasi diperlukan untuk pengecekan baik bentuk maupun ukuran serta tanda (marking) guna mengurangi kesalahan dalam sub
assembly.
Tugas dari bagian sub assembly adalah menggabungkan beberapa komponen kecil menjadi komponen block antara lain:
- Pemasangan stiffener pada pelat sekat.
- Pembuatan wrang.
- Penyambungan dua lembar pelat atau lebih.
- Membantu tugas bagian assembly. Fitting.
2.3 Deformasi.
Deformasi(deformation)
adalah perubahan bentuk akibat adanya tegangan dalam logam yaitu tegangan memanjang dan tegangan melintang, yang disebabkan oleh ekspansi (pengembangan) yang tidak uniform/merata dari logam las selama periode pemanasan dan pendinginan.Bila pendinginan ini dibiarkan membeku secara bebas maka volume dari logam cair tersebut akan mengalami penyusutan secara bebas.Bila sebuah logam dipanasi secara merata (uniform) maka akan terjadi ekspansi
viii (pengembangan) ke segala arah dan setelah terjadi pendinginan maka akan terjadi kontraksi secara merata (uniform) sampai dimensi semula.Bila suatu batang mendapat tahanan selama dipanaskan maka ekspansi kearah lateral tidak akan terjadi namun volume ekspansi harus terjadi sehingga batang akan mengalami ekspansi ke arah vertikal.Bila batang tersebut kembali ke temperatur kamar maka kontraksi tetap terjadi kesegala arah secara merata (uniform) sehingga batang sekarang menjadi berubah bentuk dari bentuk semula.
2.4 Accuracy Control
Accuracy control didefinisikan sebagai penerapan ilmu teknik statistik untuk memonitor, mengontrol dan secara berkelanjutan meningkatkan desain, perencanaan, dan metode pengerjaan, untuk memaksimalkan produktifitas dalam pembangunan sebuah kapal (storch:319).
2.5 Levelling
Levelling merupakan kegiatan mengukur perbedaan ketinggian suatu permukaan untuk menemukan
suatu kerataan sebuah
permukaan/bidang.
Pekerjaan pengukuran dan levelling merupakan pekerjaan yang sangat penting karena hasil dari pekerjaan ini dapat mempengaruhi dan menentukan baik buruknya ukuran dan bentuk bangunan. Jenis pekerjaan ini harus dilaksanakan dengan penuh ketelitian, setiap
langkah pekerjaan harus dilakukan pengontrolan kembali.
Pada proses levelling wrang-wrang pondasi mesin yang dilakukan oleh galangan kapal ada 2 cara, yaitu
1. Proses levelling dengan menggunakan selang air yang berisi air.Cara seperti ini masih bersifat konvensional dan metode ini digunakan jika peralatan
levelling lainnya tidak
tersedia.Meskipun cukup akurat, metode selang air ini cukup memakan waktu untuk proses pekerjaan.
2. Theodolite,dengan menggunakan alat theodolite diharapkan suatu akurasi dapat tercapai daripada menggunakan selang air yang masih konvensional.
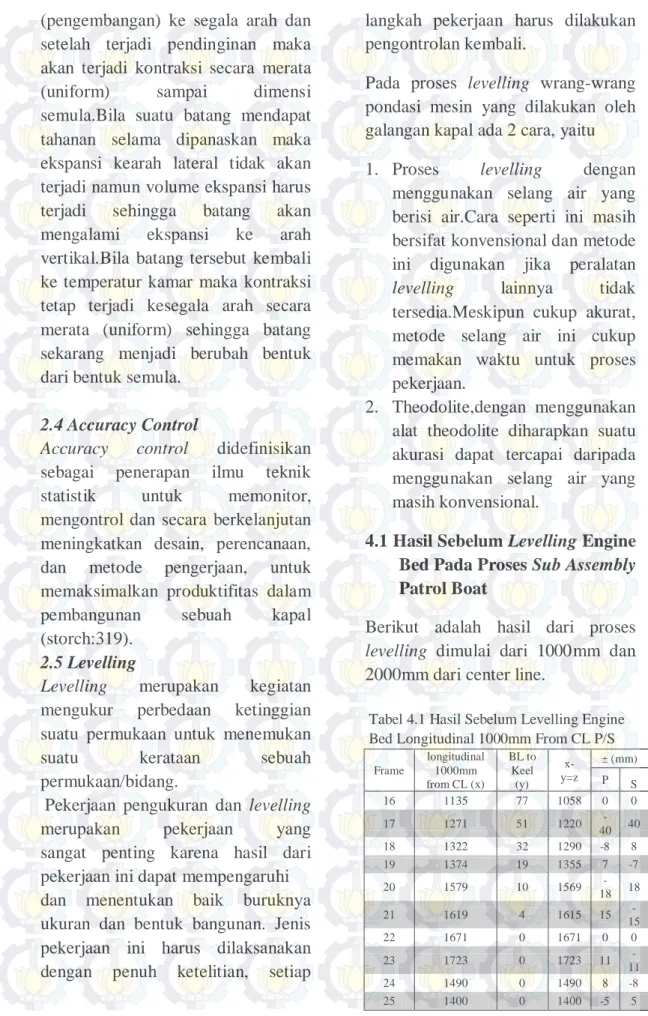
4.1 Hasil Sebelum Levelling Engine Bed Pada Proses Sub Assembly Patrol Boat
Berikut adalah hasil dari proses
levelling dimulai dari 1000mm dan
2000mm dari center line.
Frame longitudinal 1000mm from CL (x) BL to Keel (y) x-y=z ± (mm) P S 16 1135 77 1058 0 0 17 1271 51 1220 -40 40 18 1322 32 1290 -8 8 19 1374 19 1355 7 -7 20 1579 10 1569 -18 18 21 1619 4 1615 15 -15 22 1671 0 1671 0 0 23 1723 0 1723 11 -11 24 1490 0 1490 8 -8 25 1400 0 1400 -5 5
Tabel 4.1 Hasil Sebelum Levelling Engine Bed Longitudinal 1000mm From CL P/S
ix
Tabel 4.2 Hasil Sebelum Levelling Engine Bed Longitudinal 2000mm From CL P/S
Frame longitudinal 2000mm from CL (x) BL to Keel (y) x-y=z ± (mm) P S 16 1403 77 1326 0 0 17 1363 51 1312 -20 20 18 1322 32 1290 14 14 -19 1374 19 1355 8 -8 20 1579 10 1569 -12 12 21 1619 4 1615 17 17 -22 1671 0 1671 -9 9 23 1723 0 1723 0 0 24 1490 0 1490 18 -18 25 1400 0 1400 0 0
X = Jarak girder dari center line Y = Jarak baseline terhadap keel Z = Jarak girder dari center line - Jarak baseline terhadap keel
P/S = Hasil levelling wrang posisi
portside dan starboard side 4.5 Proses Levelling
Dengan perlakuan proses
levelling yang diberikan pada
wrang-wrang pondasi mesin akan mencegah dan mengurangi angka deformasi sehingga nilai yang mengalami kenaikan dan penurunan dengan dilakukannya kegiatan levelling membuat nilai tersebut menjadi selevel atau sama, membuat ketinggian wrang posisi portside dan starboard side sama rata setiap framenya.Dengan batas toleransi (tolerance) yang diijinkan saat proses
levelling yakni hingga < 2mm setiap
kenaikan atau penurunan frame.
Berikut ini proses levelling pondasi mesin yang dilakukan di PT.Dumas Tanjung Perak Shipyard.
1. Mempersiapkan alat theodolite,diletakkan sejauh ±2meter dari building birth kemudian theodolite disetel.
2. Melihat gambar kerja ukuran ketinggian pondasi mesin dari
keel sampai dengan engine bed,
salah satu frame dijadikan acuan pengerjaan levelling.
3. Meteran ditarik dari keel sampai dengan baseline (tanah) dan
ditembak dengan theodolite.Kedua wrang posisi
portside dan starboard side diukur ketinggiannya dengan meteran, meteran ditarik dari sisi pinggir wrang ke baseline.
4. Jika salah satu sisi wrang bertambah atau berkurang dari ukuran yang terdapat pada gambar kerja maka ketinggian tidak sama dan dilakukan proses
levelling.
5. Dongkrak dipasang dan dikaitkan pada wrang.Jika wrang sisi kiri mengalami deformasi maka pada wrang sisi kanan dongkrak diletakkan. Dongkrak ditarik sampai menyentuh angka yang sama antara sisi portside dan starboard side.
6. Setelah sama maka kedua sisi portside dan starboard side diberi bracket dengan dilas pada center girder.Dengan memberikan bracket penahan diharapkan posisi yang telah sama tadi tidak berubah nilainya.
7. Dilakukan menyeluruh dari frame 16 s/d frame 25.
x Setelah proses leveling selesai wrang pada pondasi mesin dapat dilas penuh tanpa melepas bracket penahan.Proses levelling dimulai dari wrang 1000mm dari center line hingga wrang 2000mm dari center
line.
5.1 Kesimpulan
Pada pengerjaan perakitan pondasi mesin seharusnya dilakukan proses levelling dahulu pada wrang-wrang sebelum melakukan proses pengelasan penuh.Levelling bertujuan meratakan ketinggian setiap bidang sesuai dengan gambar kerja.Dengan wrang yang rata maka saat pemasangan engine bed terlihat rata,berbeda dengan wrang yang belum di levelling,engine bed terlihat tidak rata mengikuti wrang yang ketinggiannya tidak rata setiap frame.Dengan melakukan pekerjaan
levelling saat perakitan pondasi
mesin, deformasi dapat dicegah.
Disisi lain dari segi accuracy
control dilakukan untuk memonitor
masing-masing proses pekerjaan dari awal hingga akhir.Selain itu, penerapan sepenuhnya sistem
accuracy control memunculkan suatu timbal balik yang kuantitatif antara produk, perencanaan,serta hasil di lapangan.
Analisa dapat diperlihatkan pada hal ini sangat jelas untuk perbaikan dan kemajuan dari suatu galangan kapal,seorang yang berada dibagian quality control harus mengikuti seperti :
- Lebih detail dalam pemeriksaan data/dimensi dari suatu produk. - Pemeriksaan
peralatan-peralatan dalam proses pengukuran (measuring). - Mereview kembali dari metode
kerja.
- Mengetahui detail pada toleransi setiap benda kerja.
5.2 Saran
Kemampuan para pekerja-pekerja harus di awasi untuk menjamin pemenuhan dengan standar akurasi (accuracy
standart).Semua pekerjaan mereka
baiknya di cek kembali dan diawasi oleh supervisor/work leaders.Dimana peran supervisor ini sangat membantu bagain quality control, tentunya juga harus mengetahui suatu batas toleransi.
Pada pengerjaan pondasi mesin di PT.Dumas Tanjung Perak Shipyard, para pekerja sebaiknya diberikan pengarahan tentang SOP,accuracy control, quality control, WPS (Welding Procedure
Standart) agar saat melakukan pekerjaan tidak terjadi kesalahan (errors).Yang mana kesalahan-kesalahan yang terjadi dapat mempengaruhi hasil akhir suatu produk hingga menimbulakan suatu pertanyaan apakah produk ini nantinya dapat diterima baik atau tidak oleh owner kapal.