BAB IV HASIL DAN PEMBAHASAN
Pemanfaatan batubara sebagai sumber bahan bakar di pabrik pupuk
merupakan sebuah alternatif yang cukup menarik. Seiring dengan berkembangnya
teknologi dan ilmu pengetahuan, saat ini batubara dapat dikonversi menjadi gas
produser yang selanjutnya memiliki fleksibilitas yang lebih tinggi untuk
dimanfaatkan pada berbagai keperluan. Seiring dengan meningkatnya harga gas
alam yang merupakan bahan bakar dan bahan baku yang digunakan saat ini
substitusi gas alam dengan batubara sebagai bahan bakar maupun bahan baku gas
CO dan H2 di pabrik pupuk mulai memenuhi aspek kelayakan ekonomi.
Berbagai model konfigurasi pemanfaatan batubara yang dibahas pada
penelitian ini adalah pemanfaatan batubara sebagai bahan bakar via proses
pembakaran, pemanfaatan batubara sebagai bahan bakar via proses gasifikasi dan
pemanfaatan batubara sebagai bahan bakar sekaligus bahan baku via gasifikasi.
Ketiga model ini selanjutnya dibandingkan dengan proses pembuatan gas sintesis
konvensional saat ini untuk di evaluasi baik kajian teknisnya maupun kajian
ekonominya. Tujuan utama dari penelitian ini adalah menganalisis sejauh mana
batubara dapat mensubstitusi peran gas alam di pabrik pupuk saat ini dan masa
mendatang jika harga gas alam terus meningkat. Penghitungan neraca massa dan
energi untuk masing-masing konfigurasi dilakukan melalui simulasi proses
menggunakan perangkat lunak.
IV. 1. Simulasi Model Konvensional
IV. 1. 1 Simulasi Pembuatan Gas Sintesis Konvensional
Pada bagian ini dilakukan penghitungan neraca massa dan energi melalui
simulasi proses dengan menggunakan perangkat lunak. Batasan sistem proses yang
akan disimulasi meliputi unit proses pengolahan gas alam mulai dari primary
reformer, secondary reformer, shift converter (LTSC dan HTSC) dan methanator. Pada sistem ini tidak dilakukan simulasi pada unit catalytic desulphurizer,
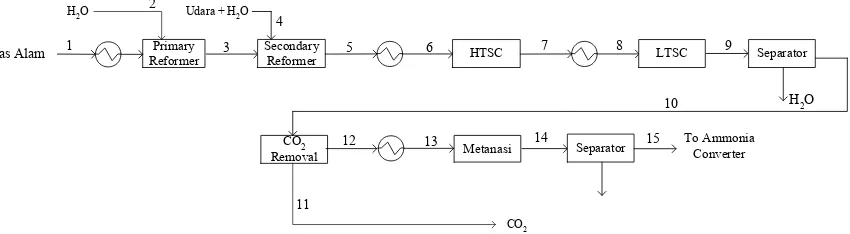
hydrotreater dan sisi api dari primary reformer. Diagram blok simulasi model ini dapat dilihat pada Gambar IV.1. Simulasi model konvensional ini menggunakan
massa hasil simulasi dengan perhitungan neraca massa sebenarnya minimal. Hal ini
dilakukan untuk memvalidasi model simulasi. Semakin kecil perbedaan antara hasil
simulasi dan data referensi maka model simulasi telah memenuhi syarat untuk dapat
mewakili proses yang sebenarnya.
Gambar IV. 1. Diagram blok simulasi model konvensional
Simulasi ini dilakukan dengan menggunakan aliran gas alam sebagai basis
perhitungan. Kondisi masukkan gas alam keluaran kompresor 102J berturut-turut
adalah tekanan 40,05 bar, temperatur 79,4 0C dan laju alir sebesar 1219,7 kmol/jam. Kondisi tekanan dan temperatur yang digunakan sama dengan dengan kondisi
sebenarnya atau variabel tetap sedangkan approach temperature merupakan variabel bebas yang akan diubah-ubah selama simulasi. Perbandingan kondisi proses setiap
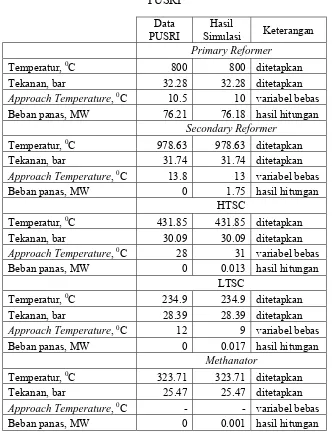
unit dengan data di PT PUSRI tertera pada Tabel IV. 1. Temperature approach yang digunakan untuk masing-masing unit reaktor berturut-turut mulai dari primary reformer, secondary reformer, LTSC dan HTSC adalah sebagai berikut 10 0C, 13 0C, 31 0C dan 9 0C. Hal ini tidak berbeda jauh dengan data kondisi proses saat ini yang masing-masing memiliki nilai 10.5 0C untuk primary dan 13.8 0C untuk secondary reformer, 28 0C dan 12 0C untuk HTSC dan LTSC.
Nilai-nilai yang dipilih diatas merupakan nilai yang memberikan perhitungan
neraca massa yang paling mendekati data PUSRI. Perbedaan besarnya beban panas
untuk unit-unit secondary reformer, HTSC, LTSC dan methanator dapat dianggap sebagai besarnya panas hilang yang tidak diikutkan pada simulasi proses ini. Selain
itu perbedaan ini juga dapat disebabkan oleh perbedaan penggunaan persamaan
keadaan untuk menghitung besaran-besaran termodinamika dari proses.
CO2
Gas Alam ReformerPrimary SecondaryReformer HTSC
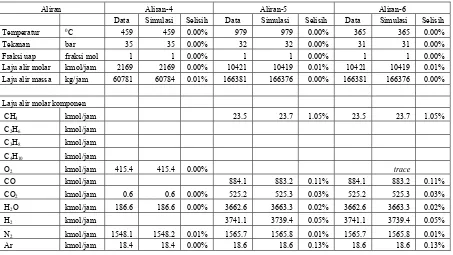
Perbandingan neraca massa dan energi hasil simulasi dengan data di PT PUSRI
dapat dilihat pada Tabel IV. 2.
Tabel IV. 1. Pembandingan kondisi proses simulasi dengan kondisi proses data PT
PUSRI
Data PUSRI
Hasil
Simulasi Keterangan
Primary Reformer
Temperatur, 0C 800 800 ditetapkan
Tekanan, bar 32.28 32.28 ditetapkan
Approach Temperature, 0C 10.5 10 variabel bebas
Beban panas, MW 76.21 76.18 hasil hitungan
Secondary Reformer
Temperatur, 0C 978.63 978.63 ditetapkan
Tekanan, bar 31.74 31.74 ditetapkan
Approach Temperature, 0C 13.8 13 variabel bebas
Beban panas, MW 0 1.75 hasil hitungan
HTSC
Temperatur, 0C 431.85 431.85 ditetapkan
Tekanan, bar 30.09 30.09 ditetapkan
Approach Temperature, 0C 28 31 variabel bebas
Beban panas, MW 0 0.013 hasil hitungan
LTSC
Temperatur, 0C 234.9 234.9 ditetapkan
Tekanan, bar 28.39 28.39 ditetapkan
Approach Temperature, 0C 12 9 variabel bebas
Beban panas, MW 0 0.017 hasil hitungan
Methanator
Temperatur, 0C 323.71 323.71 ditetapkan
Tekanan, bar 25.47 25.47 ditetapkan
Approach Temperature, 0C - - variabel bebas
Tabel IV. 2. Perbandingan neraca massa hasil simulasi model konvensional dengan data di PT PUSRI (lihat diagram alir Gambar IV. 1)
Aliran Aliran -1 Aliran-2 Aliran-3
Data Simulasi Selisih Data Simulasi Selisih Data Simulasi Selisih
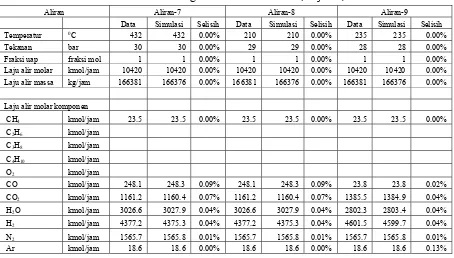
Tabel IV. 2. Perbandingan neraca massa dan energi hasil simulasi model konvensional dengan data di PT PUSRI (lanjutan)
Tabel IV. 2. Perbandingan neraca massa dan energi hasil simulasi model konvensional dengan data di PT PUSRI (lanjutan)
Aliran Aliran-7 Aliran-8 Aliran-9
Tabel IV. 2. Perbandingan neraca massa dan energi hasil simulasi model konvensional dengan data di PT PUSRI (lanjutan)
Aliran Aliran-10 Aliran-11 Aliran-12
Tabel IV. 2. Perbandingan neraca massa dan energi hasil simulasi model konvensional dengan data di PT PUSRI (lanjutan)
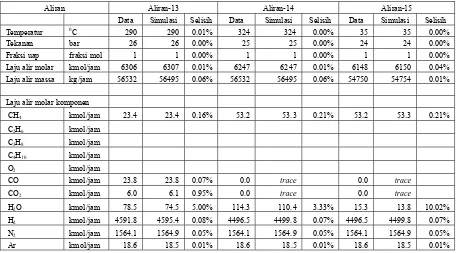
Aliran Aliran-13 Aliran-14 Aliran-15 Data Simulasi Selisih Data Simulasi Selisih Data Simulasi Selisih
Dari Tabel IV. 2 tidak ditemui perbedaan hitungan yang cukup berarti
terutama di aliran-aliran 1 sampai 10 (≤ 5%) dan perbedaan sedikit besar di aliran
11-15. Simulasi proses pembuatan gas sintesis dibagi menjadi dua tahapan proses
yang pertama adalah proses absorbsi CO2 sedangkan yang kedua adalah proses
lainnya. Hal ini dilakukan karena adanya perbedaan dalam penggunaan persamaan
keadaan. Persamaan Peng Robinson-Boston Mathias merupakan persamaan keadaan
yang direkomendasikan oleh Aspen dalam simulasi pembuatan gas sintesis, hal ini
terbukti dari hasil simulasi yang memiliki simpangan yang relatif kecil, sedangkan
pada proses absorbsi CO2 persamaan keadaan yang digunakan adalah ElecNRTL
yang baik digunakan untuk perhitungan proses yang melibatkan kesetimbangan
uap-cair. Hasil simulasi CO2 Removal diatas merupakan hasil simulasi yang paling mendekati dengan neraca massa PT PUSRI. Secara keseluruhan data hasil simulasi
masih cukup mewakili data neraca massa.
IV. 1. 2. Simulasi Pemanfaatan Gas Alam Sebagai Utilitas Bahan Bakar
Gas alam selain digunakan sebagai bahan baku gas sintesis juga digunakan
sebagai utilitas bahan bakar gas untuk berbagai keperluan, diantaranya: bahan bakar
dapat dilihat pada Tabel IV. 3. Pembakaran gas alam dilakukan dengan
menggunakan udara yang sedikit berlebih untuk memastikan terjadinya pembakaran
sempurna. Pada simulasi turbin gas besarnya udara lebih diatur sedemikian sehingga
temperatur gas panas masuk expansion turbine sebesar 926 0C. Pembatasan ini berkaitan dengan ketahanan material turbin. Gas diekspansi dalam turbin sampai
tekanan atmosferik, selanjutnya gas ini bersama-sama gas hasil pembakaran bahan
bakar tambahan digunakan untuk membangkitkan steam. Turbin gas dengan bahan bakar gas alam digunakan untuk membangkitkan listrik sebesar 15 MW. Sedangkan
WHB dengan memanfaatakan gas panas keluaran turbin gas digunakan untuk
membangkitkan steam sebanyak 90,700 kg/jam pada tekanan 625 psig dan temperatur 401 0C. Package boiler merupakan unit yang digunakan untuk membangkitkan steam sebesar 102,060 kg/jam pada tekanan 43.213 kg/cm2 dan temperatur 399 0C. Kelebihan udara yang digunakan adalah sebesar 10%. Hasil simulasi turbin gas, WHB dan package boiler dapat dilihat pada Tabel IV. 4.
Tabel IV. 3. Distribusi pemakaian gas alam di PT PUSRI
Laju alir, kmol/jam %
Gas alam ke primary reformer 2059.75 71.96% Untuk proses 1219.73 59.22%
Untuk bahan bakar 840.02 40.78%
Gas alam utilitas 802.78 28.04% Turbin gas 303.40 37.79%
Package Boiler 344.89 42.96%
WHB 154.50 19.25%
Total gas alam 2862.53
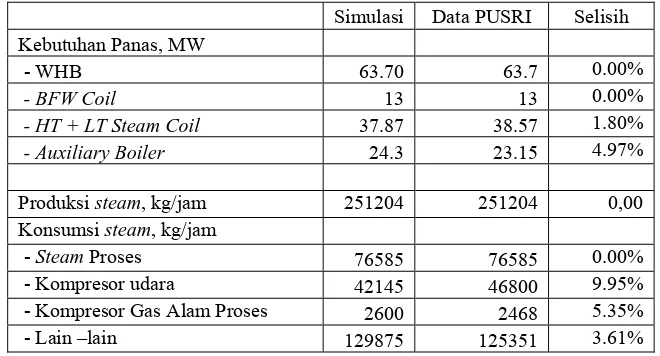
Pada simulasi ini juga dilakukan penghitungan neraca massa steam pada sistem produksi gas sintesis. Steam dibangkitkan melalui pertukaran panas dengan aliran gas buang primary reformer (Auxiliary Boiler), aliran keluaran secondary
reformer dan aliran keluaran shift converter. Steam dibangkitkan pada tekanan tinggi (HPS) 100 bar dan temperatur 460 0C, steam ini digunakan untuk memutar kompresor gas sintesis pada proses pembuatan ammonia hingga mencapai 40 bar
penggerak dan utilitas lainnya. Perbandingan neraca massa steam dapat dilihat di Tabel IV. 5.
Tabel. IV. 4. Neraca massa dan kondisi proses unit utilitas
Gas Turbine Generator ( GTG ) Data Simulasi
Beban, kW 15000 15000
Tekanan udara ambien, atm 1 1 Laju alir gas alam, kmol/jam 303.40 Laju alir udara, kmol/jam 9819.12
Excess Air, % 204%
Temperatur gas keluar turbin, 0C 491.05 592.1
Tabel IV. 5. Perbandingan neraca massa steam hasil simulasi dengan data PT PUSRI
Simulasi Data PUSRI Selisih
Nilai-nilai dengan selisih sama dengan 0% merupakan nilai-nilai yang
ditetapkan sedangkan nilai lainnya merupakan nilai hasil simulasi. Nilai hasil
simulasi memiliki perbedaan dengan nilai data PUSRI. Hal ini disebabkan oleh
perbedaan nilai parameter proses seperti efisiensi perpindahan panas pada alat-alat
penukar panas dan efisiensi pada peralatan bergerak misal efisiensi isentropi dan
efisiensi mekanik turbin, kompresor dan pompa. Nilai yang digunakan pada simulasi
merupakan nilai yang biasa digunakan oleh Aspen sebesar 72%.
IV. 2. Simulasi Model I
Konfigurasi model ini merupakan hasil modifikasi dari model konvensional.
Pada model ini gas alam masih digunakan sebagai bahan baku dari pembuatan gas
produksi dan bahan bakar di primary reformer, sedangkan utilitas bahan bakar dipenuhi dengan menggunakan batubara. Batubara sebagai bahan bakar
dimanfaatkan energinya melalui proses pembakaran. Batubara yang digunakan
berasal dari Tanjung Enim dan termasuk ke dalam golongan subbituminuous. Skema pemanfaatan batubara pada model ini dapat dilihat pada Gambar III. 3.
Proses pemanfataan batubara sebagai bahan bakar boiler pertama-tama harus
melewati tahap persiapan meliputi coal grinding, pencucian, pengangkutan dan lain-lain baru kemudian dibakar. Simulasi ini tidak melibatkan proses persiapan batubara
melainkan langsung menuju proses pembakaran dengan menggunakan udara. Hasil
simulasi pemanfaatan batubara sebagai utilitas bahan bakar terdapat pada Tabel IV.
6.
Konfigurasi sistem utilitas terbagi menjadi dua, yang pertama (Model IA)
steam dibangkitkan seluruhnya pada tekanan 42.377 bar dan temperatur 401 0C.
Steam hasil pembangkitan ini kemudian dibagikan untuk keperluan steam ex WHB, ex Package boiler dan pembangkitan listrik sebesar 15 MW. Konfigurasi kedua (Model IB) adalah pembangkitan steam dilakukan pada tekanan dan temperatur tinggi (151 bar, 577 0C). Steam tekanan tinggi ini kemudian digunakan untuk membangkitkan listrik sebesar 15 MW hingga mencapai kondisi tekanan 42.377 bar
dan 401 bar, steam ini selanjutnya digunakan sebagai untuk mengganti steam ex
utilitas panas lainnya maupun penggunaan steam (fluida penggerak) pada proses kimia lainnya.
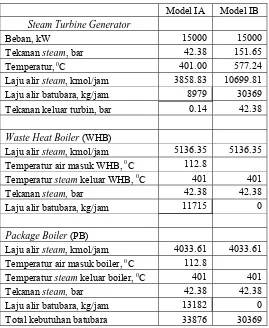
Tabel IV. 6. Hasil simulasi sistem utilitas model I
Model IA Model IB
Steam Turbine Generator
Beban, kW 15000 15000
Tekanan steam, bar 42.38 151.65 Temperatur, 0C 401.00 577.24 Laju alir steam, kmol/jam 3858.83 10699.81 Laju alir batubara, kg/jam 8979 30369 Tekanan keluar turbin, bar 0.14 42.38
Waste Heat Boiler (WHB)
Laju alir steam, kmol/jam 5136.35 5136.35 Temperatur air masuk WHB, 0C 112.8 Temperatur steam keluar WHB, 0C 401 401 Tekanan steam, bar 42.38 42.38 Laju alir batubara, kg/jam 11715 0
Package Boiler (PB)
Laju alir steam, kmol/jam 4033.61 4033.61 Temperatur air masuk boiler, 0C 112.8 Temperatur steam keluar boiler, 0C 401 401 Tekanan steam, bar 42.38 42.38 Laju alir batubara, kg/jam 13182 0 Total kebutuhan batubara 33876 30369
Dari Tabel IV. 6 terlihat bahwa banyaknya batubara yang dibutuhkan untuk
pembangkitan steam pada konfigurasi kedua lebih kecil 10% daripada konfigurasi pertama. Hal ini disebabkan lebih sedikitnya steam yang harus dibangkitkan, namun pada konfigurasi ini diperlukannya turbin uap bertekanan dan bertemperatur tinggi
yang memerlukan kekuatan material dan sistem isolasi yang sangat baik. Penentuan
konfigurasi mana yang lebih baik dapat ditentukan dengan melakukan kajian
IV. 2. Simulasi Model II
Pemanfaatan batubara sebagai utilitas bahan bakar pada konfigurasi ini
dilakukan melalui gasifikasi batubara terlebih dahulu untuk mengubah batubara
menjadi gas produser yang selanjutnya akan digunakan sebagai pengganti gas alam
sebagai bahan bakar gas. Gasifikasi dilakukan dengan menggunakan oksigen murni
yang dibeli dari luar unit gasifikasi. Skema pemanfaatan gas produser sebagai
pengganti gas alam dapat dilihat pada Gambar III.7. Konsumsi gas produser di
masing-masing unit dan kondisi proses yang digunakan dapat dilihat pada Tabel IV.
7.
Dari Tabel IV.7. dapat terlihat bahwa jumlah gas alam yang dibutuhkan
untuk membangkitkan listrik neto sebanyak 15 MW jauh lebih sedikit dibandingkan
dengan gas produser. Hal ini sesuai dengan nilai bakar gas alam yang jauh lebih
besar dibandingkan dengan gas produser (empat kali lipat). Pembakaran pada ruang
bakar turbin gas dilakukan dengan menggunakan udara lebih. Banyaknya udara lebih
ini diatur agar temperatur gas keluaran ruang bakar sebesar 926 0C. Beban kompresor udara pada turbin gas juga meningkat karena lebih banyak udara yang
dibutuhkan untuk menghasilkan gas buang dengan temperatur 926 0C bahkan mungkin memerlukan tambahan kompresor. Peningkatan laju alir bahan bakar dan
laju alir udara yang dibutuhkan juga akan memerlukan modifikasi pada sistem
perpipaan di turbin gas yang ada.
Produksi steam melalui WHB baik dari WHB gasifikasi maupun WHB turbin gas menghasilkan jumlah steam yang lebih besar dari produksi WHB konvensional. Jumlah steam dari WHB turbin gas meningkat karena meningkatnya laju alir gas buang keluaran turbin gas oleh karena itu, tidak diperlukan lagi pembakaran bahan
bakar tambahan, sebaliknya beban package boiler pun menjadi lebih kecil (~ 60% kapasitas saat ini). Meningkatnya jumlah gas buang pada WHB menyebabkan
perlunya modifikasi pada unit tersebut Kebutuhan gas produser pada package boiler
dua kali lipat dari kebutuhan gas alam, hal ini disebabkan jumlah produksi steam
hanya setengah dari kapasitas normalnya. Penurunan kapasitas ini mungkin akan
merubah efisiensi perpindahan pada package boiler.
buang yang dihasilkan baik dari pembakaran gas produser maupun gas alam
memiliki nilai yang tidak terlalu jauh berbeda sehingga modifikasi hanya diperlukan
di bagian ruang bakar dari boiler saja.
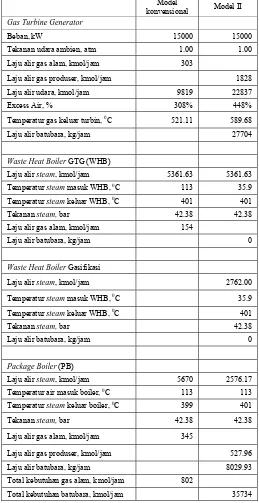
Tabel IV. 7. Konsumsi gas produser sebagai utilitas bahan bakar
Model
konvensional Model II
Gas Turbine Generator
Beban, kW 15000 15000 Tekanan udara ambien, atm 1.00 1.00 Laju alir gas alam, kmol/jam 303
Laju alir gas produser, kmol/jam 1828 Laju alir udara, kmol/jam 9819 22837 Excess Air, % 308% 448%
Temperatur gas keluar turbin, 0C 521.11 589.68 Laju alir batubara, kg/jam 27704
Waste Heat Boiler GTG(WHB)
Laju alir steam, kmol/jam 5361.63 5361.63
Temperatur steam masuk WHB, 0C 113 35.9 Temperatur steam keluar WHB, 0C 401 401
Tekanan steam, bar 42.38 42.38 Laju alir gas alam, kmol/jam 154
Laju alir batubara, kg/jam 0
Waste Heat Boiler Gasifikasi
Laju alir steam, kmol/jam 2762.00
Temperatur steam masuk WHB, 0C 35.9 Temperatur steam keluar WHB, 0C 401
Tekanan steam, bar 42.38
Laju alir batubara, kg/jam 0
Package Boiler (PB)
Laju alir steam, kmol/jam 5670 2576.17
Temperatur air masuk boiler, 0C 113 113 Temperatur steam keluar boiler, 0C 399 401
Tekanan steam, bar 42.38 42.38 Laju alir gas alam, kmol/jam 345
Laju alir gas produser, kmol/jam 527.96 Laju alir batubara, kg/jam 8029.93 Total kebutuhan gas alam, kmol/jam 802
Total kebutuhan batubara, kmol/jam 35734
Konsumsi batubara untuk gasifikasi lebih besar dibandingkan dengan
hilang panas pada proses gasifikasi yakni pada saat gas produser memasuki unit wet scrubber. Hal yang yang tidak ikut dipertimbangkan selama simulasi yakni efisiensi pembakaran batubara. Pada pembakaran batubara biasanya perambatan reaksi
pembakaran ke seluruh bahan bakar padat kurang sempurna sehingga biasanya akan
dihasilkan lebih banyak tar dibandingkan dengan gasifikasi. Namun hal ini dapat
diatasi dengan proses hidrodinamika pembakaran yang lebih baik.
IV. 4. Simulasi Model III
Konfigurasi pemanfaatan batubara pada model ini merupakan konfigurasi
maksimal. Pada konfigurasi ini batubara selain dimanfaatkan sebagai bahan bakar
juga dimanfaatkan sebagai bahan baku gas sintesis. Simulasi dimulai dengan
gasifikasi batubara dilanjutkan dengan pembersihan gas produser menghasilkan gas
produser yang bersih dan bertemperatur rendah. Gas ini selanjutnya memasuki
proses upgrading untuk meningkatkan kadar gas H2-nya. Proses upgrading gas
produser meliputi reaksi pergeseran CO, pemisahan CO2 dan atau metanasi.
Proses-proses ini tentunya bukan Proses-proses yang asing di pabrik pupuk, hanya saja umpan gas
yang digunakan memiliki kandungan CO dan CO2 yang tinggi. Kondisi proses
gasifikasi dan pembersihan gas produser yang digunakan sama dengan kondisi
proses tersebut pada model II, sedangkan kondisi proses upgrading gas produser sama dengan kondisi proses tersebut pada model konvensional. Perbandingan
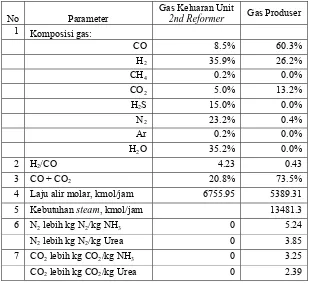
komposisi gas keluaran secondary reformer dan gas produser bersih dapat dilihat pada Tabel IV. 8, sedangkan diagram alir pembuatan gas sintesis dapat dilihat pada
Gambar IV. 2.
Gas produser hasil gasifikasi batubara merupakan gas yang kaya akan CO
dan CO2 namun miskin H2 dibandingkan dengan gas keluaran unit 2nd reformer
karena tingginya rasio C/H pada batubara. Mulai dari sini gas produser akan
melewati berbagai proses yang sama dengan gas keluaran 2nd reformer untuk meningkatkan kandungan gas H2-nya. Proses utama pada upgrading gas produser
adalah pergeseran CO menjadi CO2 dengan menggunakan steam menghasilkan gas
H2. Karena kadar CO dalam gas produser cukup besar oleh karenanya kebutuhan
perbandingannya pada proses konvensional. Steam yang diperlukan diperoleh dari WHB gasifikasi dan steam system berbahan baku gas produser.
Tabel IV. 8. Perbandingan komposisi gas keluaran reformer dengan gas produser basis kering
No Parameter
Gas Keluaran Unit
2nd Reformer Gas Produser
1 Komposisi gas:
CO 8.5% 60.3%
H2 35.9% 26.2%
CH4 0.2% 0.0%
CO2 5.0% 13.2%
H2S 15.0% 0.0%
N2 23.2% 0.4%
Ar 0.2% 0.0%
H2O 35.2% 0.0%
2 H2/CO 4.23 0.43
3 CO + CO2 20.8% 73.5%
4 Laju alir molar, kmol/jam 6755.95 5389.31 5 Kebutuhan steam, kmol/jam 13481.3
6 N2 lebih kg N2/kg NH3 0 5.24
N2 lebih kg N2/kg Urea 0 3.85
7 CO2 lebih kg CO2/kg NH3 0 3.25
CO2 lebih kg CO2/kg Urea 0 2.39
Kapasitas shift converter yang terpasang saat ini hanya sebesar 115% dari kapasitas yang tertera pada neraca massa sehingga diperlukan peningkatan kapasitas
(tiga kali lipat) dengan membangun unit baru. Selain itu hal perlu diperhatikan
adalah ketahanan katalis shift converter terhadap tingginya komposisi CO dan CO2
gas umpan. Pemakaian unit lama untuk mengolah umpan gas produser dapat
Aliran Coal O2 Steam 1 2 3 4 Laju alir kg/jam 92086 55724 9287 153170 153170 163309 127141
Aliran Clean Producer
Laju, kmol/jam 5389 18870 18832 4612 4580 4526 Laju alir kg/jam 125627 368493 368493 10477 10477 9510
Gambar IV. 2. Diagram alir pembuatan gas sintesis berbahan baku batubara dan
neraca massa hasil simulasi
Steam LTSC CO2 Removal
Selain meningkatnya beban shift converter, beban CO2 Removal juga ikut meningkat sekitar tiga kali lipat yang juga akan memerlukan pembangunan unit baru
dan tentunya meningkatkan penggunaan absorben. Perbedaan jumlah laju alir juga
menyebabkan perlunya modifikasi perpipaan terutama pada unit CO2 Removal yang lama karena jumlah CO2 yang akan diserap menjadi lebih banyak sehingga jumlah
absorben yang dialirkan akan lebih banyak, selain itu kondisi kesetimbangan gas cair
di dalam absorber juga harus tetap terjaga. Pengaruh penggunaan gas produser
sebagai umpan terhadap efisiensi produksi unit-unit lama merupakan pembahasan
yang perlu dikaji lebih lanjut lagi.
Saat ini telah berkembang pula berbagai metode pemisahan CO2 pada
pembuatan gas sintesis dari gas produser produk gasifikasi batubara diantaranya
Selexol dan Rectisol. Pada simulasi ini pemisahan CO2 dilakukan dengan
menggunakan Larutan Benfield yang selanjutnya akan memasuki unit metanator.
Pada pemisahan dengan menggunakan selexol dan rectisol biasanya tidak lagi
diperlukan metanator karena aliran gas keluaran CO2 Removal sudah cukup bersih dan bisa digunakan sebagai bahan baku ammonia synthesis.
Pada simulasi sistem utilitas listrik dan steam gas produser digunakan sebagai bahan bakar turbin gas dan package boiler saja karena pembangkitan steam
dari WHB turbin gas sudah mencukupi kebutuhan steam sebagai utilitas di pabrik urea mirip dengan pembangkitan steam pada simulasi model II. Berbeda dengan simulasi pada model II, pada model ini unit primary dan secondary reformer tidak digunakan lagi, oleh karena itu beban penyediaan utilitas steam bertambah seiring dengan adanya kebutuhan steam dari steam system. Selain itu juga dibutuhkan steam
proses sebagai umpan unit shift converter. Pada sistem ini steam yang diproduksi dari WHB gasifikasi sangat banyak sehingga package boiler hanya beroperasi 30% dari kapasitas saat ini.
Pada simulasi model ini, oksigen murni didapat dari pemisahan udara melalui
proses kriogenik. Dari unit ini dihasilkan pula nitrogen yang digunakan pada
ammonia synthesis. Namun besarnya kebutuhan udara gasifikasi batubara sehingga produksi nitrogen menjadi berlebih. Kelebihan nitrogen merupakan produk samping
CO2. CO2 yang dihasilkan dari unit absorbsi CO2 dijadikan bahan baku dari urea,
namun tingginya CO2 yang dihasilkan dari proses ini menyebabkan terjadi kelebihan
CO2. Perhitungan N2 lebih dan CO2 lebih dilakukan dengan perhitungan neraca
massa sederhana yang dapat dilihat pada Tabel IV. 8.
IV. 5. Perbandingan Model IV. 5. 1. Konsumsi Bahan Bakar
Simulasi sistem utilitas steam dan listrik dilakukan untuk menghasilkan
kebutuhan batubara pada setiap model konfigurasi pemanfaatan batubara.
Perbandingan konsumsi gas alam dan konsumsi batubara untuk masing-masing
model dapat dilihat pada Tabel IV. 9.
Secara umum konsumsi batubara untuk model I dan II tidak jauh berbeda
karena secara keseluruhan neraca energi kedua model ini sama. Jumlah batubara
model II sedikit lebih tinggi karena terjadi hilang panas pada saat pembersihan gas
produser. Pada proses ini gas produser yang masih memiliki temperatur sebesar 400
0
C dicampur dengan air untuk menghilangkan tar pada gas sehingga tidak
terkondensasi unit-unit lain dan mengganggu proses selanjutnya. Konsumsi batubara
tertinggi tentu saja dimiliki oleh model III, hal ini disebabkan beban panas steam system ditanggung oleh pembakaran gas produser melalui auxiliary boiler.
Dari Tabel IV. 9 terlihat bahwa pengurangan konsumsi gas alam untuk model
I dan II adalah sebesar 28.4% (dari 2825 kmol/jam menjadi 2023 kmol/jam)
sedangkan untuk model III konsumsi gas alam menjadi nol dan 100% digantikan
oleh batubara
IV. 5. 2. Neraca Massa Steam
Neraca massa produksi-konsumsi steam untuk setiap model dapat dilihat pada Tabel IV. 10. Steam system pada simulasi ini meliputi tiga macam tekanan
steam yang dapat dilihat pada Tabel IV. 11. Spesifikasi steam ini digunakan pada simulasi pembangkitan steam. Produksi steam model IA terlihat lebih tinggi dibandingkan dengan model konvensional hal ini disebabkan meningkatnya produksi
model IB produksi uap sama dengan pada model konvensional dengan melakukan
Cogeneration.
Tabel IV. 9. Konsumsi gas alam dan batubara untuk setiap model konfigurasi
Aliran Satuan Konvensional Model IA Model IB Model II Model III
Konsumsi b.bara kg/jam 0 33876 30369 35734 170840
Lain halnya dengan produksi uap model II, pada model ini produksi sedikit
lebih banyak karena diperlukan steam tambahan sebagai umpan dari gasifikasi. Model III tentu saja memproduksi dan mengkonsumsi steam paling banyak karena selain meningkatnya kebutuhan steam untuk gasifikasi juga tingginya kebutuhan
melalui WHB gasifikasi memproduksi steam yang lebih dari cukup untuk memenuhi kebutuhan unit gasifikasi sendiri bahkan bisa menurunkan beban package boiler.
Steam untuk gasifikasi diperlukan pada tekanan 30 bar pada keadaan jenuh. Steam
dihasilkan dengan menurunkan temperatur steam utilitas melalui desuperheater. Pemenuhan steam dari WHB turbin gas berbahan baku gas produser pun tidak memerlukan bahan bakar tambahan, hal ini disebabkan besarnya laju alir gas buang
turbin gas.
Tabel IV. 10. Neraca massa steam untuk setiap model konfigurasi
Steam System (Aux boiler) Kg/jam 248506 248506 248506 248506 248506
WHB GTG Kg/jam 90700 0 0 96591 97783
Package Boiler Kg/jam 102060 0 0 46410 33239
WHB Gasifikasi Kg/jam 0 0 0 53332 245106 Boiler Batubara Kg/jam 0 262278 192760
Total kg/hr Kg/jam 441266 510783 441266 444839 624634
Konsumsi
HPS :Syngas Compresor Kg/jam 248506 248506 248507 248506 248506 MPS :1st dan 2nd Reformer Kg/jam 76585 76585 76585 76585 0 MPS dan LPS : Utilitas Kg/jam 171921 171921 171922 171921 171921
Shift Converter Kg/jam 0 0 0 0 242869
Utilitas Pabrik urea Kg/jam 192760 192760 192760 192760 192760
Gasifikasi Kg/jam 0 0 0 3573 17084
Turbin Uap Kg/jam 0 69518 192760 0 0
Total Kg/jam 441266 510783 441267 444839 624634
Tabel IV. 11. Tingkatan tekanan steam proses dan steam utilitas
Tingkatan Tekanan, bar Temperatur 0C
HP steam turbin 105 577
HP steam system 100 460
MP steam system 40 350
MP steam utilitas 42.38 401
LP steam system 4.68 250
IV. 5. 3. Daftar Investasi Peralatan
Daftar peralatan tambahan yang dibutuhkan untuk masing-masing
konfigurasi dapat dilihat pada Tabel IV. 12. Daftar peralatan utama ini menentukan
besarnya investasi yang harus dikeluarkan untuk setiap model konfigurasi
pengganti package boiler dan WHB ditambah dengan turbin uap untuk memproduksi listrik pengganti turbin gas. Hal ini dilakukan karena bahan bakar gas
alam digantikan dengan batubara yang berbentuk padatan. Perbedaan antara model
IA dan IB hanya dari kapasitas boiler dan jenis turbin uap yang diperlukan. Dari segi
kapasitas boiler kedua turbin memiliki beban yng tidak terlalu jauh berbeda, namun
dari segi turbin uap sangat berbeda jauh. Turbin uap bertekanan tinggi membutuhkan
ketahanan material yang lebih tinggi, isolasi rumah turbin yang lebih baik dan sistem
pengendalian getaran yang lebih ketat.
Berbeda dengan model I, pada model II unit-unit package boiler, WHB dan turbin gas masih digunakan namun memerlukan modifikasi pada sistem perpipaan
bahan bakar dan udara. Selain itu modifikasi pada bagian ruang bakar pun
diperlukan terutama untuk mengatasi perbedaan karakteristik pembakaran antara gas
produser dan gas alam. Investasi untuk model II juga mencakup satu unit gasifikasi
batubara dan sistem unit pembersihan gas produser yang meliputi siklon, WHB,
scrubber, KO drum dan filter.
Investasi terbesar tentu saja diperlukan oleh model III. Pada model ini tidak
diperlukan lagi unit primary dan secondary reformer karena gas alam sepenuhnya diganti dengan gas produser hasil gasifikasi. Untuk mencapai kapasitas produksi
NH3 sebesar 1200 ton per hari tentu saja memerlukan jumlah gas produser yang
sangat banyak sehingga diperlukan unit gasifikasi yang besar (lima kali lipat dari
model II). Pemenuhan kebutuhan gas oksigen sebagai media penggasifikasi pada
model ini dilakukan dengan menggunakan ASU (Air Separation Unit) sehingga diperlukan investasi untuk unit ini.
Beberapa unit pada proses pembuatan gas sisntesis konvensional yang masih
dapat digunakan adalah shift converter dan CO2 removal. Namun beberapa hal perlu diperhatikan seperti umur katalis dan laju alir absorben. Pada model ini juga
diperlukan boiler tambahan sebagai pengganti WHB dari aliran-aliran pada sistem
pembuatan gas sintesis konvensional. Selain itu juga perlu adanya modifikasi
perpipaan pada unit shift converter karena diperlukannya pencampuran steam
WHB dan pipa-pipa yang tadinya menuju primary dan secondary reformer menuju
shift converter.
Tabel IV. 12. Daftar inventarisasi peralatan utama untuk setiap model konfigurasi
Konven-Boiler Batubara + Steam Turbine Generator 1 1
IV. 6 Evaluasi Kelayakan Ekonomi
Selain kajian teknis dari masing-masing model konfigurasi perlu dilakukan
juga evaluasi kelayakan ekonomi untuk masing-masing konfigurasi. Besar kecil
suatu proyek. Pada bagian ini akan dilakukan evaluasi kelayakan ekonomi dari
masing-masing model denga menghitung besaran-besaran ROI, NPV, IRR dan PBP.
Selain itu juga akan dilakukan sensitiviy analysis terhadap besaran-besaran investasi, harga jual, harga bahan baku dan kapasitas produksi.
Dalam melakukan perhitungan kelayakan ekonomi diatas digunakan
asumsi-asumsi sebagai berikut :
- Harga batubara : 35 USD/ton
- Harga steam : 10 USD/ton
- Harga N2 cair : 50 USD/ton
- Harga listrik : 65 USD/MWh
- Bunga bank : 8 %/tahun
- Pajak pendapatan : 30%
- Nilai tukar rupiah : 10000 Rp/USD
- Umur pabrik : 15 tahun
Penjualan produk dari masing-masing model dihitung berdasarkan produk yang
memiliki nilai jual yang dihasilkan oleh masing-masing model. Berikut ini
merupakan daftar produk yang dihasilkan pada masing-masing model.
- Model IA dan IB : listrik dan steam bertekanan sedang
- Model II : cleanedproducer gas dan steam dari WHB gasifikasi
- Model III : upgradedproducer gas, steam dari WHB gasifikasi dan nitrogen cair dari unit ASU.
Investasi yang dilakukan pada model IA meliputi instalasi boiler batubara dan turbin
uap. Evaluasi ekonomi untuk model IA cukup menarik karena slelain investasi yang
diperlukan relatif kecil biaya operasinya pun reandah. Namun nilai ROI masih
rendah dibandingkan dengan bunga bank, namun dari syarat IRR model ini layak
secara ekonomi. Investasi model IB lebih menraik lagi karena dengan investasi yang
tidak berbeda jauh dengan model IA naumn biaya operasinya lebih rendah sehingga
ROI dan IRR jauh lebih menarik. Hal ini membuktikan bahwa sistem cogeneration
lebih efisien dari segi konsumsi bahan baku dan bahan bakar. Perbandingan
kelayakan ekonomi dari masing–masing model dapat dilihat pada Tabel IV. 13.
Sensitivity analysis untuk model IA dapat dilihat pada Gambar IV. 3. Dari
produk sedangkan nilai IRR sangat bergantung pada harga jual dan investasi. Hal
yang sama terjadi pada model IB. Sensitivity analysis untuk model ini dapat dilihat pada Gambar IV. 4.
Tabel IV.13. Evaluasi kelayakan ekonomi untuk masing-masing model konfigurasi
Model IA Model IB Model II Model III
Investasi, USD 34,795,046.98 34,139,877.99 42,740,422.77 302,607,655.61
Total Sales, USD 23,820,800 23,220,800 42,244,479 234,812,719
Production Cost, USD
Main Material Cost, USD 8,284,117 8,657,558 21,508,021 48,031,627.69
Auxiliary Cost, USD 8,141,630 6,147,507 5,870,768 97,010,441.05
Labor, USD 48,000 48,000 48,000 96,000
Plant Overhead, USD 1,098,349 1,098,349 1,102,629 1,205,990.50
Operating Expenses, USD 6,263,174 6,176,338 7,457,854 53,178,439
Net Profit, USD (141,370) 676,304 4,288,527 24,591,057
ROI, % 5.91% 8.39% 15.80% 14.02%
NPV, USD 33,196,024 41,727,922 12,174,864 49,147,735
IRR, % 18.53% 21.411% 12.191% 10.537%
PBP, tahun 8.6 7.3 11.5 13
Investasi pada model II meliputi gasifer, unit persiapan batubara, unit pembersihan gas dan modifikasi pada turbin gas, WHB dan package boiler. Kapasitas gasifier di model ini rlatif kecil sehingga pembangunan gasifier sebaiknya di dekat pabrik lama. Berbeda dengan investasi pada model III yang meliputi model
II ditambah dengan new shift converter dan new CO2 Removal dan instalasi perpipaan gas produser. Besarnya kapasitas gasifier memberikan pertimbangan untuk membangun unit baru di luar pabrik disamping untuk mengatasi kesulitan
pengaturan lahan juga mengurangi ongkos pengangkutan batubara.sebagai gantinya
gas produser bersih dialirkan melalui pipa menuju pabrik lama, sedangkan lokasi
unit gasifier dan lain-lain berada dekat dengan tambang batubara. Kebergantungan kedua model ini terhadap harga jual gas produser dapat dilihat pada Gambar IV. 5
dan 6.
Untuk model II dan III evaluasi kelayakan ekonomi tampak sangat menarik
walaupun nilai investasi yang dikeluarkan sangat besar. Namun nilai ini sangat
bergantung pada harga jual gas produser, harga yang digunakan pada perhitungan ini
adalah sebesar 9 USD/MMBtu, harga ini masih relatif sangat mahal dibandingkan
produser bersih (pada model II) yang setara dengan gas keluaran secondary reformer
dan gas produser yang kaya akan gas H2 (pada model III) yang setara dengan gas
keluaran unit metanator. Oleh karena itu perlu dilakukan penghitungan harga gas
keluaran secondary reformer dan gas keluaran metanator untuk melakukan perbandingan yang lebih tepat. Dari penghitungan jumlah gas alam dibandingkan
dengan jumlah gas produser dengan melibatkan nilai kalornya, model II akan
ekonomis jika harga gas alam mencapai 6.5 USD.MMBtu sedangkan model III akan
ekonomis jika harga gas alam mencapai 8 USD/MMBtu.
Biaya yang besar juga diperlukan pada penyediaan oksigen terutama dari
biaya utilitas listrik. Proses pemisahan udara merupakan proses yang banyak
mengkonsumsi listrik terutama untuk kompresor udara. Hal ini dapat diatsi dengan
melakukan gasifikasi menggunakan media penggasifikasi udara. Pada proses ini
tidak diperlukan pemisahan udara namun tentu saja akan meningkatkan laju alir gas
dan kapasitas perlatan selanjutnya. Kajian mengenai gasifikasi batubara dengan
udara untuk menghasilkan gas sintesis bahan baku ammonia perlu dilakukan lebih
lanjut lagi. Sensitivity analysis untuk model II dan III dapat dilihat pada Gambar IV. 6 dan IV. 7.
Terlihat pada gambar bahwa kedua model ini sangat sensitif terhadap semua
parameter. Selain itu keduanya juga tidak fleksibel pada penurunan kapasitas dan
harga jual begitupun sebaliknya kenaikan investasi dan harga bahan baku. Hal ini
menunjukkan bahwa pemanfaatan batubara di pabrik pupuk pada saat ini masih pada
kondisi kritis namun akan semakin layak bila harga gas alam semakin naik sehingga
harga gas produser mulai bersaing dengan gas alam. Secara keseluruhan
pemanfaatan batubara di pabrik pupuk sebaiknya untuk sementara dilakukan dengan
menggunakan konfigurasi model IB karena tidak membutuhkan investasi yang
terlalu besar sehingga cukup layak dari segi ekonomi.
Pemanfaatan batubara sebagai bahan bakar melalui proses gasifikasi juga
merupakan sebuah alternatif yang cukup menarik karena unit-unit lama masih dapat
digunakan hanya memerlukan sedikit modifikasi. Evaluasi untuk model ini belum
cukup menarik karena dari segi investasi lebih besar karena diperlukan tambahan
WHB dan juga biaya operasinya yang cukup besar karena membutuhkan umpan
Sensitivity Analysis
0.00E+00 1.00E+07 2.00E+07 3.00E+07 4.00E+07 5.00E+07 6.00E+07 7.00E+07 8.00E+07 9.00E+07
-50% -40% -30% -20% -10% 0% 10% 20% 30% 40% 50%
NP
V
Investment Sales Raw Material Capacity
Sensitivity Analysis
0% 5% 10% 15% 20% 25% 30% 35% 40%
-50% -40% -30% -20% -10% 0% 10% 20% 30% 40% 50%
IR
R
Investment Sales Raw Material Capacity
Sensitivity Analysis
0.00E+00 1.00E+07 2.00E+07 3.00E+07 4.00E+07 5.00E+07 6.00E+07 7.00E+07 8.00E+07 9.00E+07 1.00E+08
-50% -40% -30% -20% -10% 0% 10% 20% 30% 40% 50%
NP
V
Investment Sales Raw Material Capacity
Sensitivity Analysis
0% 5% 10% 15% 20% 25% 30% 35% 40%
-50% -40% -30% -20% -10% 0% 10% 20% 30% 40% 50%
IR
R
Investment Sales Raw Material Capacity
Gambar IV. 4. Sensitivity analysis model IB
Sensitivity Analysis
0.00E+00 2.00E+07 4.00E+07 6.00E+07 8.00E+07 1.00E+08 1.20E+08
-50% -40% -30% -20% -10% 0% 10% 20% 30% 40% 50%
NP
V
Investment Sales Raw Material Capacity
Sensitivity Analysis
0% 5% 10% 15% 20% 25% 30% 35% 40%
-50% -40% -30% -20% -10% 0% 10% 20% 30% 40% 50%
IR
R
Investment Sales Raw Material Capacity
Sensitivity Analysis
0.00E+00 1.00E+08 2.00E+08 3.00E+08 4.00E+08 5.00E+08 6.00E+08
-50% -40% -30% -20% -10% 0% 10% 20% 30% 40% 50%
NP
V
Investment Sales Raw Material Capacity
Sensitivity Analysis
0% 5% 10% 15% 20% 25% 30% 35%
-50% -40% -30% -20% -10% 0% 10% 20% 30% 40% 50%
IR
R
Investment Sales Raw Material Capacity
Gambar IV. 6. Sensitivity analysis model III
IV. 7. Aspek Lingkungan Pemanfaatan Batubara
Batubara dikenal sebagai sumber energi yang kotor karena tar yang
dihasilkan, selain itu juga tingginya kadar komponen carbon (C) dalam batubara
membuat gas buang hasil pembakaran batubara memiliki kandungan CO2 yang
kandungan CO2 yang dihasilkan dari unit pemisahan CO2 pun tetap tinggi dan lebih
dari cukup untuk digunakan sebagai bahan baku urea. Berikut ini merupakan besar
emisi CO2 untuk masing-masing model dibandingkan dengan besar emisi CO2 pada
pembakaran gas alam (konvesional).
Tabel IV. 14. Emisi CO2 untuk setiap model konfigurasi
Parameter Model
Konvensional Model IA Model IB Model II Model III Komposisi gas buang pembakaran di boiler, fraksi mol
O2 0.017 0.019 0.019 0.016 0.016
CO2 0.096 0.149 0.149 0.213 0.213
H2O 0.173 0.089 0.089 0.120 0.120
N2 0.714 0.742 0.742 0.644 0.644
Emisi CO2, kg/kg Steam 0.180 0.245 0.298 0.327 0.327
Emisi CO2, kg/kWh 1.084 1.1341 3.836 3.523 3.523
Emisi CO2, kg/kg NH3 0 0 0 0 3.255
Emisi CO2, kg/kg Urea 0 0 0 0 2.392
Dari Tabel IV. 14 terlihat bahwa emisi tertinggi dihasilkan dari pembakaran
gas produser hal ini disebabkan telah terjadi pembakaran sebelumnya dengan
menggunakan oksigen murni pada proses gasifikasi sehinnga tidak terjadi
pegenceran produk. Secara umum proses melibatkan batubara memberikan emisi
CO2 yang lebih tinggi dari pembakaran gas alam. Gas CO2 merupakan gas rumah
kaca oleh karena itu proses pemanfaatannya maupun pengurangan emisi CO2
merupakan bahasan yang cukup menarik proses yang melibatkan batubara.
Meskipun emisi CO2 pada model III lebih tinggi namun pada model ini terjadi
pengambilan CO2 dari aliran gas sehingga memudahkan dari segi pemanfaatannya.
Untuk negara-negara maju yang mengkonsumsi banyak energi atau dengan
kata lain menghasilkan emisi CO2 yang besar diberlakukan CO2-tax, yakni
pembayaran denda akibat mengeluarkan emisi melebihi batas tertentu. Lain halnya
dengan negara-negara yang memiliki hutan yang luas, negara tropis pada umumnya,
negara-negara ini dianggap memiliki pabrik pengolahan CO2 dan jika emisi CO2 dari
negara-negara ini belum melampaui batas emisinya, mereka berhak untuk menjual
sertifikat kepada negara-negara yang mengeluarkan emisi CO2 berlebih. Mekanisme
Indonesia sebagai negara berkembang saat ini belum ikut terlibat dalam
CDM, namun dalam beberapa saat tentunya akan terlibat juga. Indonesia sebagai
negara tropis dan memiliki hutan yang cukup luas memiliki keleluasaan dalam hal
batasan emisi CO2. Namun, hal ini bukan berarti tidak perlu dilakukan pengurangan
emisi CO2 sama sekali.
Selain CO2 pemanfaatan batubara juga akan menghasilkan abu dan air yang
mengandung tar. Pemanfaatan abu saat ini telah banyak dilakukan diantaranya
sebagai bahan campurann pada pembuatan batako maupun semen, bergantung dari
karakteristik abu, sedangkan limbah cair dari unit scrubber dan pencucian batubara harus diolah terlebih dahulu di unit pengolahan air baru selanjutnya dapat dibuang ke