RANCANGAN DAN SIMULASI
SISTEM PENANGANAN BAHAN PADA
PT. FEDERAL IZUMI MANUFACTURING
Disusun Oleh:
Faried Pradhana Putra
32409110
FAKULTAS TEKNOLOGI INDUSTRI
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS GUNADARMA
DEPOK
FORMULASI PERMASALAHAN
Latar Belakang
Pesatnya perkembangan teknologi dan ilmu pengetahuan pada era ini
mempengaruhi industri manufaktur di Indonesia untuk ikut berkembang dengan
cepat. Industri manufaktur merupakan suatu industri yang mengaplikasikan
peralatan dan suatu medium proses untuk transformasi bahan mentah menjadi
barang jadi untuk dijual. Proses merubah bahan baku menjadi sebuah produk
meliputi perancangan produk, pemilihan material dan tahap-tahap proses dimana
produk itu dibuat. Salah satu industri manufaktur yang berkembang dengan cepat
adalah industri yang memproduksi alat transportasi atau kendaraan yang biasa
disebut dengan industri otomotif. Otomotif merupakan salah satu industri yang
diprioritaskan pemerintah Indonesia karena menurut pengamatan gabungan
kendaraan bermotor Indonesia (Gakindo), penjualan domestik Indonesia di tingkat
ASEAN periode Januari-Mei 2013 berada pada posisi ke-2 setelah Thailand.
Kemungkinan besar posisi Thailand masih bisa digeser oleh Indonesia mengingat
data yang ada baru sampai bulan kelima di tahun 2013.
Cepatnya perkembangan alat transportasi baik dari model maupun
mesinnya, menuntut industri otomotif untuk membuat produk baru dengan cepat
dan lebih kreatif agar dapat bertahan dalam persaingan pasar. Alat transportasi
bermesin tidak dapat menjadi produk yang baik jika tidak didukung oleh
komponen-komponen mesin yang berkualitas. Maka perusahaan alat transportasi
bermesin harus memperhatikan kualitas komponen mesin yang akan digunakan
untuk membuat produk barunya. Salah satu komponen yang digunakan oleh alat
transportasi bermesin adalah piston. Piston merupakan komponen utama
kendaraan bermotor yang berfungsi merubah energi pembakaran menjadi energi
mekanik. Salah satu perusahaan yang memproduksi piston untuk alat transportasi
bermesin adalah PT. Federal Izumi Manufacturing (FIM).
PT. Federal Izumi Manufacturing memiliki empat ruang utama dalam
kegiatan produksi, yaitu gedung bahan baku, gedung foundry, gedung machining,
Federal Izumi Manufacturing menggunakan beberapa mesin yang terdapat pada
ruang foundry dan machining. Jarak yang terdapat pada beberapa gedung tersebut
mengakibatkan dibutuhkannya media sebagai alat angkut bahan. Penanganan
bahan yang dilakukan dengan alat yang sesuai akan membantu kelancaran
produksinya.
Tujuan
Berdasarkan latar belakang yang telah dirumuskan maka dibuatlah tujuan
dari sistem penanganan bahan. Adapun tujuan dari sistem penanganan bahan ini
adalah:
1. Meminimalkan jumlah antrian bahan terhadap bahan yang akan dipindahkan.
2. Meminimalkan waktu antrian bahan terhadap bahan yang akan dipindahkan.
Formulasi Permasalahan
Formulasi permasalahan merupakan suatu langkah yang sangat penting
dalam perancangan model simulasi. Formulasi permasalahan yang tidak tepat
tidak akan mungkin menghasilkan model yang tepat (akurat). Formulasi
permasalahan merupakan suatu kegiatan untuk memilih satu permaslaahan yang
dianggap paling penting untuk diselesaikan dari sekian banyak permasalahan.
Permasalahan yang terjadi pada sistem penanganan bahan yaitu kapasitas alat
pemindah barang yang terbatas. Oleh sebab itu dilakukan simulasi terhadap sistem
penanganan bahan agar tujuan dapat tercapai.
Variabel yang mendefinisikan sistem dan output-nya dapat dikategorikan
sebagai variabel eksogenus dan endogenus. Variabel eksogenus kadang-kadang
disebut juga sebagai variabel input sedangkan variabel endogenus disebut juga
sebagai variabel output. Variabel yang termasuk dalam variabel eksogenus dan
endogenus yaitu:
1. Variabel eksogenus tidak dapat dikontrol:
a. Jumlah kedatangan bahan.
2. Variabel eksogenus dapat dikontrol:
a. Total alat angkut.
b. Kapasitas alat angkut.
3. Variabel endogenus
a. Jumlah alat angkut yang sedang digunakan.
b. Waktu menunggu bahan untuk dipindahkan.
c. Status dari alat angkut apakah sibuk atau tidak.
Proses Produksi Piston Motorcycle Honda KPHF
Proses produksi pembuatan piston motorcycle Honda KPHF di PT. Federal
Izumi Manufacturing dibagi menjadi lima bagian alur proses utama, yaitu
foundry, machining, surface treatment, final inspection, dan shipping. Proses
utama akan dijelaskan dibawah ini.
1. Foundry
Foundry merupakan tahap awal pembuatan piston. Terdapat beberapa proses
yang harus dilakukan, yaitu:
a. Proses Melting
Proses melting merupakan proses peleburan bahan baku piston yang berupa
material murni yaitu alumunium ingot dan return scrap. Bahan baku piston
dilebur hingga suhu 745oC ± 10oC selama 60 menit dalam holding furnace.
b. Proses Material Treatment
Material mengalami beberapa proses perlakuan material di dalam holding
furnace yaitu penyemprotan gas N2 ke dalam material atau proses
degassing, selanjutnya material dicampur dengan serbuk fluxing untuk
proses drossing, lalu diberi serbuk fosfor untuk mengontrol besar butiran
piston agar sesuai standar dan serbuk magnesium untuk mencapai kekerasan
pada heat treatment. Perlakuan material dilakukan untuk menjamin kualitas
material agar sesuai dengan standar kualitas produksi dan siap digunakan
c. Proses Gravity Casting
Casting merupakan proses pencetakan piston. Sebelum, sesudah, dan selama
proses casting dilakukan pengambilan contoh untuk pengecekan kualitas
piston yang dihasilkan. Setelah proses gravity casting, hasil produksi
dibawa ke proses berikutnya yaitu proses pemotongan sprue dan riser.
d. Proses Pemotongan Sprue (Sprue Cutting)
Proses pemotongan sprue dilakukan untuk memisahkan bagian-bagian tuang
yang tidak diperlukan oleh piston. Piston yang telah menjalani proses
pemotongan sprue dan riser disusun ke dalam basket untuk dilakukan heat
treatment.
e. Proses Heat Treatment
Proses heat treatment memiliki tiga tahapan yang harus dilalui oleh piston
Tahapan pertama yaitu piston dimasukkan ke dalam treatment furnace
hingga mencapai suhu hardening dan ditahan selama waktu tertentu untuk
memadukan unsur-unsur agar membentuk ikatan yang diperlukan untuk
mencapai tingkat kekerasan tertentu. Tahapan kedua yaitu tahapan
quenching, piston dimasukkan ke dalam air untuk menurunkan suhu
material dengan segera agar ikatan unsur yang diperoleh pada proses
hardening dapat dipertahankan. Tahapan ketiga yaitu piston dipanaskan
dalam tempering furnace hingga mencapai suhu tempering dan ditahan
selama waktu tertentu agar tegangan dalam piston yang terjadi selama
hardening dan quenching dapat hilang.
f. Proses Finishing
Piston diperiksa 100% secara visual untuk menjamin kualitas piston yang
akan dikirim ke bagian machining. Piston dimasukkan ke dalam box sesuai
nomor lot produksinya dan siap dikirim ke bagian machining.
2. Machining
Terdapat beberapa proses yang harus dilakukan di dalam machining, yaitu
proses Guide Bore Finish (GBF) yang merupakan proses awal dari pembuatan
piston sebagai dasar dudukan pada mesin selanjutnya. Proses Rough Turning
Proses Rough Pin Hole (RPH) sebagai proses pembuatan lubang pin yang
berfungsi sebagai pemegang pada proses selanjutnya. Proses Ring Groove
Finish (RGF) yaitu proses pembubutan ring groove dengan dua tahap proses,
yaitu proses roughing dan finish dalam satu rangkaian proses mesin. Proses
Drill Oil Hole (DOH) merupakan proses pembuatan lubang-lubang kecil di
bagian ring groove piston yang berfungsi sebagai lubang oli untuk pelumasan.
Proses Pin Hole Finish (PHF) yaitu proses pembubutan akhir pada lubang pin.
Proses PHF ini merupakan proses lanjutan dari proses RPH. PHF merupakan
proses yang kritikal karena diameter hasil proses PHF berpasangan dengan pin
pada saat assy. Oleh sebab itu perlu diperhatikan dimensi hasil proses PHF.
Proses Lapping merupakan proses penghalusan permukaan pin hole. Proses
Outsider Diameter Finish (ODF) yaitu proses yang paling kritikal dari semua
proses yang ada. Pada dasarnya proses ODF merupakan proses bubut dengan
diameter akhir adalah diameter finish yang menyebabkan proses ODF kritikal
adalah adanya penentuan diameter untuk piston (grade). Grade ini merupakan
bagian penting karena menentukan pasangan piston tersebut dengan liner yang
ada.proses Center Bosh Cutting merupakan proses akhir pembuatan dabo.
Proses grafir yaitu proses penamaan piston. Proses penyemprotan dan cek pin
yaitu proses penyemprotan dilakukan untuk menghilangkan sisa-sisa scrup dan
cairan coolant yang menempeldi piston. Sedangkan proses cak pin dilakukan
untuk memeriksa diameter lubang pin.
3. Surface Treatment
Piston motorcycle Honda KPHF yang telah menjalani proses machining harus
menjalani proses surface treatment untuk dilakukan coating. Coating
merupakan proses pelapisan molybdenum pada permukaan skirt piston.
Tahapan pertama dalam proses coating yaitu piston direndam dalam
degreasing machine dan mengalami proses degreasing, rinsing, dan dryer.
Setelah diangkat piston dikeringkan di dalam oven, setelah kering piston
mengalami proses coating lalu piston dimasukkan ke dalam baking furnace
4. Visual
Visual merupakan proses pemeriksaan piston untuk menentukan piston baik
(OK) atau tidak baik (NG). apabila baik piston diletakkan di box yang akan
dibawa ke tempat final inspection, namun apabila piston dinyatakan NG maka
piston diletakkan di kereta reject.
5. Final Inspection
Final inspection merupakan pemeriksaan akhir piston setelah melalui beberapa
proses secara sampling. Apabila beberapa piston yang diambil sebagai contoh
sudah dinyatakan baik maka piston didata sebelum memasuki proses
selanjutnya.
6. Shipping
Shipping adalah proses penyimpanan piston sebelum piston dikirim ke
konsumen. Piston jenis OEM akan langsung disimpan di ruang storage
sedangkan piston jenis REM mengalami proses packing sebelum disimpan di
ruang storage.
Penanganan Bahan
Sistem penanganan bahan perlu dioptimalkan karena dapat digunakan untuk
pengembangan sistem produksi yang efektif dan efisien sehingga dapat mencapai
kebutuhan kapasitas dan kualitas dengan biaya yang paling ekonomis. Alat
penanganan bahan yang digunakan di PT. Federal Izumi Manufacturing yaitu
trolley, roller, crane, lift, forklift, handlift, belt conveyor, pallet, leadle, kereta return scrup, kereta reject, dan basket. Berikut merupakan penjelasan dari
masing-masing alat tersebut:
1. Forklift
Forklift adalah sebuah alat bantu berupa kendaraan yang fungsinya
memindahkan barang dengan jumlah besar dari satu tempat ke tempat yang
lain. Forklift di PT. Federal Izumi Manufacturing digunakan untuk
memindahkan beberapa barang, seperti memindahkan alumunium ingot dari
tempat penyimpanan ke ruang produksi, dan memindahkan box berisi piston
Gambar 1. Forklift
2. Handlift
Handlift merupakan alat penanganan bahan yang memiliki garpu baja dengan
tiga roda. Handlift ini bekerja secara manual dan mempunyai pengaturan
ketinggian sesuai dengan kebutuhan. Handlift di PT. Federal Izumi
Manufacturing gunanya hampir sama dengan forklift, hanya beban yang
dibawa handlift lebih ringan. Biasanya handlift digunakan untuk mengangkut
box berisi piston work in process ke ruang machining.
Gambar 2. Handlift
3. Kereta Return Scrup
Kereta Return Scrup merupakan wadah sebagai tempat penyimpanan scrup
yang akan digunakan ulang untuk proses produksi sebagai tambahan komposisi
Gambar 3. Kereta Return Scrup
4. Kereta Reject
Tempat yang digunakan untuk menyimpan dan mengangkut piston reject
disebut kereta reject. Piston not good disimpan di kereta reject dan diangkut
ke foundry untuk dipindahkan ke kereta return scrup. Kereta reject disediakan
di setiap line machining.
MODEL KONSEPTUAL
Model konseptual merupakan metode visualisasi (diagram) suatu sistem.
Visualisasi dilakukan dengan menggambarkan relasi kausal antar faktor yang
diyakini mempengaruhi kinerja sistem. Berikut merupakan model konseptual pada
sistem penanganan bahan.
Variabel Status Sistem
Sistem penanganan bahan memiliki beberapa variabel status sistem, antara
lain:
(B) Bahan
0 : Bahan tiba di gudang bahan baku.
1 : Bahan menganggur.
Kejadian diskrit yang terjadi pada sistem penanganan bahan antara lain:
B bernilai 0, O bernilai 1, dan AA bernilai 1.
2. Bahan menunggu diangkut ke gedung foundry.
B bernilai 1, O bernilai 0, dan AA bernilai 0.
3. Bahan menuju gedung foundry.
B bernilai 2, O bernilai 1, dan AA bernilai 1.
4. Bahan menunggu diproses.
B bernilai 3, O bernilai 1, dan AA bernilai 1.
5. Bahan diproses di gedung foundry.
B bernilai 4, O bernilai 0, dan AA bernilai 0.
6. Bahan menunggu diangkut ke gedung machining.
B bernilai 5, O bernilai 0, dan AA bernilai 0.
7. Bahan menuju gedung machining.
B bernilai 2, O bernilai 1, dan AA bernilai 1.
8. Bahan menunggu diproses.
B bernilai 3, O bernilai 1, dan AA bernilai 1.
9. Bahan diproses di gedung machining.
B bernilai 4, O bernilai 0, dan AA bernilai 0
10.Bahan menunggu diangkut ke gedung foundry.
B bernilai 5, O bernilai 0, dan AA bernilai 0.
11.Bahan menunggu diangkut ke gudang barang jadi.
B bernilai 5, O bernilai 0, dan AA bernilai 0.
12.Bahan menuju gedung foundry.
B bernilai 2, O bernilai 1, dan AA bernilai 1.
13.Bahan menuju gudang barang jadi.
B bernilai 2, O bernilai 1, dan AA bernilai 1.
14.Bahan menunggu diproses.
B bernilai 3, O bernilai 1, dan AA bernilai 1.
15.Bahan diproses di gudang bahan jadi.
B bernilai 4, O bernilai 0, dan AA bernilai 0.
B bernilai 5, O bernilai 0, dan AA bernilai 0.
17.Bahan menunggu diangkut ke pelanggan.
B bernilai 5, O bernilai 0, dan AA bernilai 0.
18.Bahan menuju gedung machining.
B bernilai 2, O bernilai 1, dan AA bernilai 1.
Kondisi
Kondisi merupakaan suatu kejadian yang terjadi akibat kejadian diskrit yang
terjadi pada sistem penanganan bahan, antara lain:
(D) Operator menganggur menunggu bahan diangkut.
(DA) Alat angkut menganggur menunggu mengangkut bahan.
Penundaan Kejadian
Penundaan Kejadian merupakan suatu keadaan yang mengakibatkan sistem
terhenti sementara. Penundaan kejadian dalam sistem penanganan bahan antara
lain:
(TB) Waktu yang dibutuhkan untuk menunggu bahan diangkut.
(TP) Waktu yang dibutuhkan untuk bahan diproses.
(TA) Waktu yang dibutuhkan untuk melakukan pengangkutan.
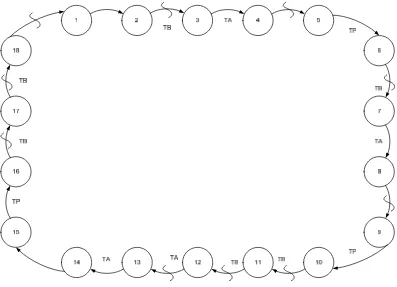
Graff Kejadian Sistem
Model simulasi kejadian diskrit dapat digambarkan sebagai sebuah model
interaksi kejadian diskrit yang terjadi dalam sistem dan variabel status sistem yang
dapat digambarkan dengan graff. Berdasarkan penjelasan di atas, maka dapat
MODEL LOGIKA
Dalam membuat model logika harus terlebih dahulu menentukan variabel
model dari sistem, antara lain:
a. Variabel Eksogenus tidak dapat dikontrol.
Simbol Penjelasan
• JK Jumlah kedatangan bahan
• WK Waktu kedatangan bahan
b. Variabel Eksogenus dapat dikontrol.
Simbol Penjelasan
• TAA Total alat angkut
• KAA Kapasitas alat angkut
c. Variabel Endogenus
Simbol Penjelasan
• JA Jumlah alat angkut yang sedang digunakan
• WM Waktu menunggu bahan untuk dipindahkan
• SA Status dari alat angkut apakah sibuk atau tidak
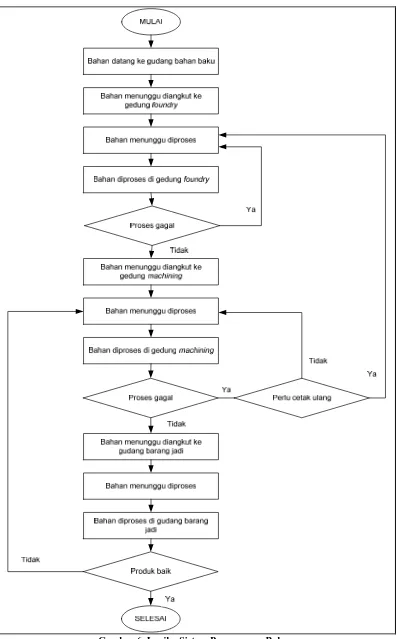
Dalam menjalankan sistem penanganan bahan, terlebih dahulu membuat
model logika berupa diagram alir agar sistem tersebut dapat berjalan dengan
lancar. Terdapat empat simbol dasar diagram alir, yaitu oval, persegi, jajaran
Kegiatan dimulai dengan bahan yang datang ke gudang bahan baku.
Setelah bahan tiba, maka bahan menunggu untuk diangkut ke gedung foundry.
Kemudian bahan diangkut ke gedung foundry dengan menggunakan forklift dan
bahan menunggu untuk diproses. Setelah bahan siap untuk diproses, maka bahan
segera diproses di gedung foundry untuk dilakukan pencetakan piston. Apabila
proses pencetakan gagal maka bahan kembali menunggu untuk proses cetak
ulang.
Bahan kemudian akan menunggu untuk diangkut ke gedung machining
hanya jika proses pencetakan berhasil. Selanjutnya bahan diangkut menggunakan
handlift untuk menunggu diproses. Setelah bahan siap untuk diproses, maka bahan
segera diproses di gedung machining untuk dilakukan pemotongan hasil cetakan.
Jika proses gagal dan harus dilakukan pencetakan ulang, maka bahan diangkut
kembali ke gedung foundry bersama dengan sisa bahan hasil pemotongan
menggunakan kereta return scrup. Jika proses gagal namun tidak perlu
pencetakan ulang maka bahan akan kembali menunggu untuk proses pemotongan.
Proses pemotongan berhasil dan bahan menunggu untuk diangkut ke
gudang barang jadi. Bahan selanjutnya diangkut ke gudang barang jadi
menggunakan forklift untuk dilakukan proses pemeriksaan terhadap piston serta
pengemasan. Jika keadaan piston tidak baik maka bahan kembali dibawa ke
gedung machining menggunakan kereta reject. Jika keadaan piston sudah baik,
MODEL SIMULASI
Model merupakan penyederhanaan dari sebuah sistem. Sedangkan simulasi
merupakan suatu proses memproduksi tingkah laku sistem dengan jalan
mengembangkan suatu model deskripsi dari sistem tersebut. Melalui model
tersebut, pembuat simulasi dapat menganalisis untuk memahami kondisi suatu
sistem. Model simulasi dibuat dengan menggunakan software Promodel.
Layout Sistem Penanganan Bahan
Gambar 7 Layout Sistem Penanganan Bahan
Keterangan Layout
1. Lokasi
Lokasi mempresentasikan sebuah area tetap dimana bahan baku, bahan
serta mencari aliran material atau proses selanjutnya. Tempat dimana entitas
mengalami proses, delay, disimpan, dan beberapa aktivitas lainnya. Dalam sistem
ini terdapat empat lokasi yang menjadi objek dalam urutan sistem penanganan
Entitas merupakan objek yang mengalami proses di dalam sistem. Objek yang
menjadi entitas pada sistem ini adalah bahan baku, bahan setengah jadi, dan bahan
jadi.
3. Arrival (kedatangan)
Arrival merupakan mekanisme entitas memasuki sistem. Baik banyaknya
lokasi tempat kedatangan maupun frekuensi serta waktu kedatangannya secara
periodik menurut interval waktu. Entity pada arrival adalah bahan baku. Arah
entity memasuki sistem merupakan arah masuk atau gerbang masuk dengan
quantity 1 bahan baku. Saat pertama kali entity atau bahan baku masuk ke dalam
sistem adalah 1 menit.
4. Processing (Urutan Proses)
Processing merupakan kegiatan yang dilakukan dalam lokasi. Processing
menggambarkan yang dialami oleh suatu entitas mulai dari entitas masuk daam
sistem sampai keluar dari sistem. Adapun urutan proses dari sistem penanganan
bahan ini ada 5 proses diantaranya sebagai berikut:
o Bahan baku yang berada di dalam gudang bahan baku diangkut ke gedung
o Bahan baku yang berada pada gedung foundry mengalami operasi selama tiga menit sehingga menjadi bahan setengah jadi dan kemudian diangkut ke
gedung machining menggunakan handlift.
o Bahan setengah jadi yang diolah pada gedung machining memiliki sisa bahan
yang masih dapat dimanfaatkan, serta diasumsikan mengalami kecacatan
sebanyak satu unit tiap 2 menit, sehingga dikirim bersama untuk dilebur ke
gedung foundry menggunakan kereta return scrup.
o Bahan setengah jadi yang berlokasi di gedung machining mengalami operasi selama enam menit sehingga menjadi bahan jadi dan kemudian diangkut ke
gudang barang jadi menggunakan forklift.
o Bahan jadi yang diperiksa di gudang barang jadi diasumsikan mengalami kecacatan sebanyak satu unit tiap 5 menit, sehingga harus dikirim kembali ke
gedung machining menggunakan kereta reject.
5. Resources (Sumber Daya)
Resources merupakan sumber daya yang dipergunakan untuk melaksanakan
suatu operasi tertentu dalam suatu sistem. Objek yang menjadi sumber daya pada
ANALISA OUTPUT SIMULASI
Hasil dari simulasi sistem penanganan bahan yang dibuat menggunakan
promodel adalah sebagai berikut:
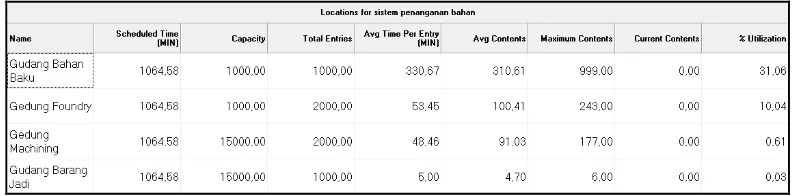
Tabel 1 Location For Sistem Penanganan Bahan
Keterangan:
o Scheduled Time (MIN) adalah lamanya simulasi pada lokasi tersebut.
o Capacity adalah kapasitas lokasi (entity terbanyak yang dapat dilayani).
o Total Entries adalah jumlah entity yang dilayani dilokasi tersebut selama
simulasi berlangsung, tetapi tidak termasuk entitas masuk untuk bergabung.
o Averages Minutes Per Entry adalah rata-rata jumlah entitas yang masuk ke
sistem tersebut.
o Maximum Content adalah jumlah entitas terbanyak yang menempati lokasi
selama simulasi.
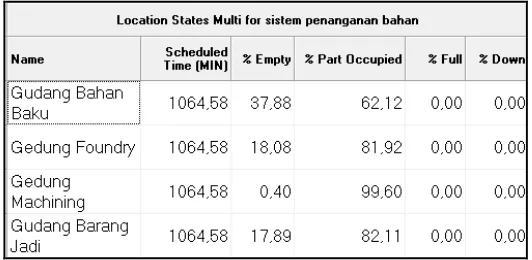
Keterangan:
o Scheduled Time (MIN) adalah lamanya (dalam menit) simulasi pada lokasi
tersebut.
o % Empty adalah persentase waktu tidak aktif (beroperasi) dilokasi tersebut
dibandingkan dengan waktu keseluruhan.
o % Part Occupied adalah persentase entitas menempati bagian dari lokasi
tersebut.
o % Full adalah persentase lokasi terisi penuh oleh entitas.
o % Down adalah persentase waktu down/rusak di lokasi tersebut dibandingkan
dengan keseluruhan.
Tabel 3 Resources For Sistem Penanganan Bahan
Keterangan:
o Units adalah jumlah resources (sumber daya).
o Scheduled Time (MIN) adalah jumlah jam dimana resources tersebut
dijadwalkan untuk available (termasuk off-shift time, waktu istirahat, dan
down time yang telah dijadwalkan).
o Number Time Used adalah jumlah penggunaan resources untuk transportasi
atau memproses entitas atau melakukan perbaikan.
o Average Time Per Usage adalah rata-rata waktu penggunaan resources (dalam
melayani di suatu lokasi. Waktu ini termasuk pengangkutan, waktu penurunan
barang dan blocked time.
o Average Time Travel To Use adalah rata-rata waktu penggunaan resources
(dalam menit) untuk melakukan transportasi atau memproses suatu entitas,
atau melayani di suatu lokasi. Waktu ini tidak termasuk pengangkutan, tapi
ke suatu tujuan karena jalur selanjutnya terhalang (ditempati oleh resources
lain).
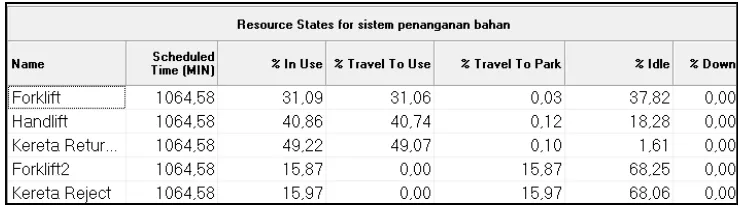
Tabel 4 Resources States For Sistem Penanganan Bahan
Keterangan:
o Scheduled Time (MIN) adalah jumlah jam (menit) dimana resources tersebut
dijadwalkan untuk available (termasuk off-shift time, waktu istirahat, dan
down time yang telah dijadwalkan).
o % In Use adalah persentase rata waktu penggunaan resources (dalam menit)
untuk melakukan transpotasi atau memproses suatu entitas, atau melayani di
suatu lokasi atau melayani resources lain yang rusak. Ini juga termasuk
deposit time.
o % Travel To Use adalah persentase waktu suatu resources dalam melakukan
perpindahan ke suatu lokasi untuk memindahkan atau memproses suatu
o % Travel To Park adalah persentase waktu untuk melakukan perpindahan ke
suatu tempat parkir atau tempat down time.
o % Idle adalah persentase waktu suatu resource tersedia tetapi tidak digunakan
(idle).
o % Down adalah persentase waktu suatu resource tidak tersedia dikarenakan down time yang tidak terjadwal.
Tabel 5 Entity Activity For Sistem Penanganan Bahan
Keterangan:
suatu entitas untuk melakukan perpindahan antar lokasi, mencakup semua
delay yang terjadi saat perpindahan.
o Average Time Wait For Res (MIN) adalah rata-rata waktu yang diperlukan
entitas untuk menunggu resources atau entitas lain (untuk digabungkan atau
dikombinasikan). Juga mencakup waktu tunggu dibelakang entitas yang
tertahan.
o Average Time In Operation (MIN) adalah rata-rata waktu suatu entitas
menjalani operasi pada suatu lokasi atau mengalami perpindahan pada
o Average Time Blocked (MIN) adalah rata-rata waktu suatu entitas menunggu
untuk memasuki suatu lokasi tujuan, sampai terdapat kapasitas yang cukup
untuk entitas tersebut.
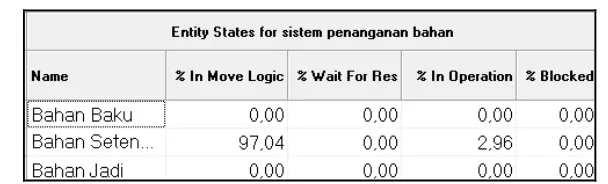
Tabel 6 Entity States For Sistem Penanganan Bahan
Keterangan:
o % In Move Logic adalah persentase waktu suatu entitas untuk melakukan
perpindahan antar lokasi, mencakup semua delay yang terjadi saat
perpindahan.
o % Wait For Res adalah Persentase waktu yang diperlukan entitas untuk
menunggu resources, menunggu sampai suatu kondisi entitas lain bergabung
atau di belakang entitas lain (100% - jumlah persentase dari semua keadaan).
o % In Operation adalah persentase waktu suatu entitas menjalani operasi pada
suatu lokasi atau mengalami perpindahan pada conveyor / antrian.
o % Blocked adalah persentase waktu suatu entitas menunggu untuk memasuki
suatu lokasi tujuan, sampai terdapat kapasitas yang cukup untuk entitas
KESIMPULAN DAN SARAN
Kesimpulan
Berdasarkan pembahasan dan analisa yang telah dilakukan sebelumnya,
maka kesimpulan yang diperoleh yaitu:
1. Meminimalkan waktu antrian dengan menyeimbangkan lini produksi serta
peremajaan alat angkut bahan agar kinerjanya selalu optimal.
2. Meminimalkan jumlah antrian dengan memperbesar kapasitas alat angkut agar
dapat melakukan pengangkutan lebih banyak dalam sekali angkut.
Saran
Adapun saran yang dapat diberikan agar sistem penanganan bahan lebih
baik lagi, yaitu:
1. Sebelum bahan tiba di tiap lokasi hendaknya mempersiapkan penampung
bahan yang sesuai dengan alat angkut yang digunakan.