PROSES CHLORINASI
PRA RENCANA PABRIK
Oleh :
TOMMY
0931010051
JURUSAN TEKNIK KIMIA FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
PROSES CHLORINASI
PRA RENCANA PABRIK
Diajukan Untuk Memenuhi Sebagai Persyaratan Dalam Memperoleh Gelar Sarjana Teknik
Jurusan Teknik Kimia
Oleh :
TOMMY
NPM : 0931010051
JURUSAN TEKNIK KIMIA
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
Disusun Oleh :
TOMMY NPM : 0931010051
Telah dipertahankan dihadapan dan diterima oleh Tim Penguji
Pada Tanggal
14-juni-2013
Tim Penguji,
1.
Ir. Sutiyono, MT
NIP. 19600713 198703 1 001 2.
Ir. Novel Karaman, MT NIP. 19580801 198703 1 001 3.
Ir. Tatiek, MT
NIP. 19530712 199103 2 001
Mengetahui :
Dekan Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur
Pembimbing,
dengan segala rahmat serta karuniaNya sehingga penyusun telah dapat
menyelesaikan Tugas Akhir “Pra Rencana Pabrik Aluminium Chloride
Anhydrous Dengan Proses Chlorinasi”, dimana Tugas Akhir ini merupakan tugas
yang diberikan sebagai salah satu syarat untuk menyelesaikan program pendidikan kesarjanaan di Jurusan Teknik Kimia, Fakultas Teknologi Industri, Universitas Pembangunan Nasional Surabaya.
Tugas Akhir “Pra Rencana Pabrik Aluminium Chloride Anhydrous
Dengan Proses Chlorinasi” ini disusun berdasarkan pada beberapa sumber yang
berasal dari beberapa literatur , data-data , majalah kimia, dan internet.
Pada kesempatan ini kami mengucapkan terima kasih atas segala bantuan baik berupa saran, sarana maupun prasarana sampai tersusunnya Tugas Akhir ini kepada :
1. Bapak Ir. Sutiyono, MT
Selaku Dekan FTI UPN “Veteran” Jawa Timur
2. Ibu Ir. Retno Dewati, MT
Selaku Ketua Jurusan Teknik Kimia, FTI,UPN “Veteran” Jawa Timur.
3. Ibu Ir. Ketut Sumada, MS selaku dosen pembimbing.
7. Semua pihak yang telah membantu , memberikan bantuan, saran serta dorongan dalam penyelesaian tugas akhir ini.
Kami menyadari bahwa tugas akhir ini masih jauh dari sempurna, karena itu segala kritik dan saran yang membangun kami harapkan dalam sempurnanya tugas akhir ini.
Sebagai akhir kata, penyusun mengharapkan semoga Tugas Akhir yang telah disusun ini dapat bermanfaat bagi kita semua khususnya bagi mahasiswa Fakultas Teknologi Industri jurusan Teknik Kimia.
berproduksi dengan kapasitas 27.500 ton/tahun dalam bentuk kristal. Pabrik beroperasi secara kontinyu berjalan selama 24 jam tiap hari dan 330 hari kerja dalam setahun.
Aluminium chloride juga digunakan pada industri farmasi, industri tekstil, industri kimia organik, industri pengolahan karet, dan industri minyak pelumas (chemicalland21). Maka pendirian pabrik aluminium chloride di Indonesia mempunyai peluang investasi yang menjanjikan dan mempunyai profitabilitas yang cukup tinggi. Secara singkat, uraian proses dari pabrik aluminium chloride sebagai berikut :
Pertama-tama aluminium scrap dichlorinasi pada furnace membentuk uap aluminium chloride. Uap aluminium chloride kemudian dikondensasi pada condenser, dikristalisasi pada crystallizer dan kemudian dipisahkan pada centrifuge. Kristal kemudian dikeringkan pada rotary dryer, didinginkan dan kemudian dihaluskan pada ball mill sebagai produk akhir.
Pendirian pabrik berlokasi di Manyar, Gresik dengan ketentuan : Bentuk Perusahaan : Perseroan Terbatas Sistem Organisasi : Garis dan Staff Jumlah Karyawan : 194 orang Sistem Operasi : Kontinyu
* Fixed Capital Investment (FCI) : Rp. 55.101.541.829 * Working Capital Investment (WCI) : Rp. 21.770.833.194 * Total Capital Investment (TCI) : Rp. 76.872.375.023 * Biaya Bahan Baku (1 tahun) : Rp. 56.284.232.4000 * Biaya Utilitas (1 tahun) : Rp. 8.680.252.226
- Steam = 6.784,5759 lb/hari
- Air pendingin = 198,21 M3/hari
- Listrik = 98,223kWh/hari
- Bahan Bakar = 12,9537 liter/hari * Biaya Produksi Total (Total Production Cost) : Rp. 62.544.030.945 * Hasil Penjualan Produk (Sale Income) : Rp. 130.624.999.164 * Bunga Bank (Kredit Investasi Bank Mandiri) : 19%
* Internal Rate of Return : 27.66%
* Rate On Investment : 18.88%
* Pay Out Periode : 3,96 Tahun
Tabel VII.2. Jenis Dan Jumlah Fire –Extinguisher ………. VII - 7 Tabel VIII.2.1. Baku mutu air baku harian ……….………… VIII-7
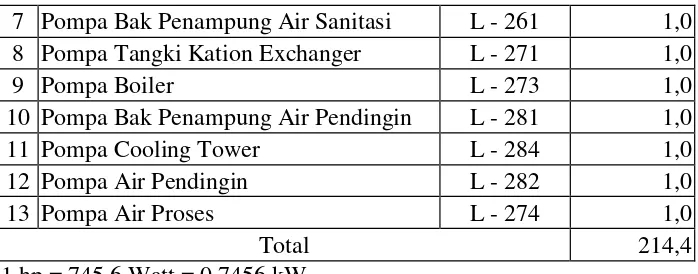
Tabel VIII.2.3. Karakteristik Air boiler dan Air pendingin ………… VIII-9 Tabel VIII.4.1. Kebutuhan Listrik Untuk Peralatan Proses Dan Utilitas
……….……….……….…… VIII-60 Tabel VIII.4.2. Kebutuhan Listrik Untuk Penerangan Ruang Pabrik
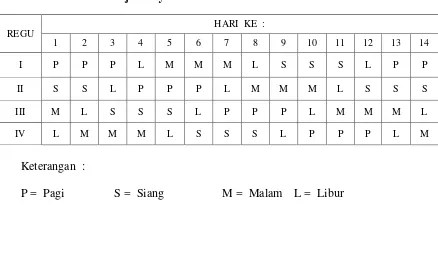
Dan Daerah Proses ……….………. VIII-62 Tabel IX.1. Pembagian Luas Pabrik ……….……… IX - 8 Tabel X.1. Jadwal Kerja Karyawan Proses ……….…… X - 11 Tabel X.2. Perincian Jumlah Tenaga Kerja ……….…… X - 13
Tabel XI.4.A. Hubungan kapasitas produksi dan biaya produksi … XI - 8 Tabel XI.4.B. Hubungan antara tahun konstruksi dengan modal sendiri
KATA PENGANTAR ……….……….………. ii
INTISARI ……….……….……….……… iv
DAFTAR TABEL ……….……….……….…… vi
DAFTAR GAMBAR ……….……….……… vii
DAFTAR ISI ……….……….……….………… viii
BAB I PENDAHULUAN ……….……….……… I – 1
BAB II SELEKSI DAN URAIAN PROSES ……….…… II – 1
BAB III NERACA MASSA ……….……….…… III – 1 BAB IV NERACA PANAS ……….……….……… IV – 1
BAB V SPESIFIKASI ALAT ……….……….. V – 1
BAB VI PERENCANAAN ALAT UTAMA ………. VI – 1
BAB VII INSTRUMENTASI DAN KESELAMATAN KERJA …. VII – 1
BAB VIII UTILITAS ……….……….……… VIII – 1
BAB IX LOKASI DAN TATA LETAK PABRIK ……….. IX – 1
BAB X ORGANISASI PERUSAHAAN ……….………… X – 1
BAB XI ANALISA EKONOMI ……….……….… XI – 1
BAB XII PEMBAHASAN DAN KESIMPULAN ……….. XII – 1
I.1. Latar Belakang
Aluminium chloride atau disebut juga dengan aluminium trichloride atau trichloro alumane adalah suatu senyawa kimia an-organik yang dikenal sebagai salah satu jenis katalis yang banyak digunakan pada industri kimia sintetis, khususnya untuk reaksi Friedel-Crafts, contohnya pada pembuatan anthraquinone dari benzene dan phosgene. Secara ilmiah aluminium chloride tidak terdapat di alam, melainkan dibuat secara sintetis. (wikipedia.org)
Dengan semakin berkembangnya corak hidup manusia maka penggunaan metode reaksi Friedel-Crafts juga semakin meningkat, hal ini mengakibatkan kebutuhan aluminium chloride di dunia juga semakin meningkat, mengingat aluminium chloride merupakan katalis yang sering digunakan pada reaksi Friedel-Crafts tersebut.
Pembuatan aluminium chloride dengan cara chlorinasi bahan mengandung aluminium telah diteliti dan telah digunakan lebih dari 50 tahun. Pada tahun 1913 sampai 1938 Thomas telah mendaftarkan 56 paten dengan beberapa aspek proses pembuatan. Pada tahun 1920 sampai 1960 Gulf Oil Company memproduksi aluminium chloride dari kalsinasi bauxite dan coke. Bahan baku dikalsinasi pada suhu 825C dan kemudian diumpankan ke dalam reaktor, dimana chlorine dan
Industri aluminium chloride di Indonesia mempunyai perkembangan yang stabil, hal ini dapat dilihat dengan berkembangnya industri kimia, terutama kebutuhan katalis pada industri kimia proses contohnya industri petrokimia yang menghasilkan produk alkyl benzene, ethyl benzene, alkyl aryl ketone serta ethyl chloride. Aluminium chloride juga digunakan pada industri farmasi, industri tekstil, industri kimia organik, industri pengolahan karet, dan industri minyak pelumas (chemicalland21). Maka pendirian pabrik aluminium chloride di Indonesia mempunyai peluang investasi yang menjanjikan dan mempunyai profitabilitas yang cukup tinggi.
I.2. Manfaat
I.3. Aspek Ekonomi
Aluminium chloride mempunyai kegunaan yang luas pada bidang industri dan merupakan katalis utama pada beberapa industri kimia proses. Penggunaan katalis yang efektif dan efisien telah menjadi tren dengan makin maraknya penggunaan katalis an-organik. Harga aluminium chloride juga cukup tinggi di pasaran jika dibandingkan dengan jenis katalis lainnya lainnya hal ini menunjukkan produksi aluminium chloride memiliki prospek yang menguntungkan dan mampu bersaing dengan produk katalis lainnya.
Aluminium chloride sangat penting dalam industri kimia proses baik dibidang farmasi, minyak pelumas, maupun tekstil. Data kebutuhan dari Departemen Perindustrian dan Perdagangan tahun 2005-2011 terlihat pada table I.1, sehingga kebutuhan pada tahun 2013 dapat ditentukan dengan metode regresi linier dan penentuan prediksi kapasitas produksi dapat direncanakan.
Tabel I.1. Data Kebutuhan Aluminium chloride di Indonesia
Tahun Kebutuhan (ton/th)
2005 12.778
2006 18.220
2007 21.650
2008 24.350
2009 28.355
2010 34.550
2011 40.750
Digunakan metode Regresi Linier (Peters : 760), dengan persamaan : y = ab(xx)
Dengan : a = y (rata-rata harga y : kapasitas) x = rata-rata harga x : (tahun)
b =
n x x
n y x y x
2 2
i i
(n = jumlah data) (x = tahun)
Didapat : a = 25807,57
b =
7 14.056 28.224.476
7 568 2.539.258. 5
362.874.50
2
= 4402,893
Persamaa linier : y = 25.807,57+ 4402,893 (x - 2.007)
Pabrik direncanakan berproduksi pada tahun 2015 dengan masa konstruksi selama 2 tahun, maka x = 2015 , sehingga didapat kebutuhan pada tahun 2015,
y = 21.071 + 3.728 (2015 - 2.007) = 56.627,82 ton/th
Untuk kapasitas pabrik terpasang direncanakan digunakan 50% dari kapasitas perhitungan, maka kapasitas produksi terpasang = 50% x 55.000 ton/th
Kapasitas produksi = 27.500 ton/th / 330 hari/th 83 ton/hari
I.4. Sifat Bahan Baku dan Produk
Bahan Baku :
I.4.A. Aluminium metal (Chemicalland21, Wikipedia, Perry 7ed)
Nama Lain : aluminium scrap
Rumus Molekul : Al (komponen utama)
Rumus Bangun : Al
Berat Molekul : 27
Warna : perak
Bau : tidak berbau
Bentuk : powder
Specific gravity : 2,700
Melting point : 660C
Boiling point : 2056C
Solubility, Cold Water : tidak larut Solubility, Hot Water : tidak larut Komposisi aluminium scrap : (PT. Alumindo Perkasa)
Komponen %berat
Al 99,996%
Fe2O3 0,002% SiO2 0,001%
Na2O 0,001%
I.4.B. Chlorine (Chemicalland21, Wikipedia, Perry 7ed)
Nama Lain : Dichlorine, Molecular Chlorine Rumus Molekul : Cl2 (komponen utama)
Rumus Bangun : Cl – Cl
Berat Molekul : 71
Warna : kuning kehijauan
Bau : berbau tajam
Bentuk : gas (liquifying)
Specific gravity : 1,560
Melting point : -101,6C (1 atm)
Boiling point : -34,6C (1 atm)
Solubility, Cold Water : 1,46 kg/100 kgH2O (H2O=0C)
Solubility, Hot Water : 0,57 kg/100 kgH2O (H2O=30C)
Komposisi Chlorine : (PT. Industri Soda Indonesia)
Komponen % Berat
Cl2 99,80%
H2O2 0,20%
Produk :
I.4.C. Aluminium Chloride (Chemicalland21, Wikipedia, Perry 7ed)
Nama Lain : Aluminium Trichloride
Rumus Molekul : AlCl3 (komponen utama)
Rumus Bangun :
Berat Molekul : 133,5
Warna : putih
Bau : tidak berbau
Bentuk : powder
Specific gravity : 2,440
Melting point : 194C
Boiling point : 182,7C (terdekomposisi) Solubility, Cold Water : 69,87 kg/100 kg H2O
Solubility, Hot Water : 100 kg/100 kg H2O
Komposisi Aluminium Chloride teknis : (PT.Justus Kimiaraya)
Kadar aluminium chloride dalam produk = minimal 98% Kadar air dalam produk = maksimum 1%
Cl
Cl Al
II.1. Tinjauan Proses
Pada dasarnya pembuatan aluminium chloride dapat dilakukan dengan dua
cara yang berbeda, akan tetapi proses yang dijalankan adalah sama, yaitu chlorinasi.
Perbedaan yang utama adalah dari penggunaan bahan baku pada proses tersebut. Secara garis besar pembuatan aluminium chloide dapat dibedakan menajadi :
1. Pembuatan Aluminium Chloride dari Aluminium Metal dan Chlorine
2. Pembuatan Aluminium Chloride dari Bauxite dan Chlorine
Pada proses chlorinasi aluminium metal ini, dapat dibagi menjadi 3 tahap utama, secara ringkas aliran proses yang terjadi dapat dijelaskan sebagai berikut :
1. Tahap Chlorinasi
Pada tahap ini scrap aluminium metal diumpankan kedalam sebuah furnace
sampai dengan meleleh (melting point = 660 C). Gas chlorine dihembuskan ke
dalam furnace sehingga terjadi kontak dengan aluminium dan membentuk aluminium chloride. Produk aluminium chloride yang keluar pada bagian atas dari
furnace masih berbentuk gas karena boiling pointmya adalah 182.7 C.
2. Tahap Kondensasi
Uap aluminium chloride dari furnace kemudian dikondensasikan pada alat
air-cooled iron condenser, dimana suhu sublimasi aluminium chloride adalah 178 C.
Produk dari condenser kemudian dikemas sebagai produk akhir.
3. Tahap Absorbsi
Dengan ketentuan tentang rate dari chlorine, yaitu tidak ada chlorine yang
terkandung pada produk gas dari furnace. Akan tetapi untuk mencegah terjadi
hal-hal yang tidak diinginkan, maka diasumsikan terdapat gas chlorine yang tidak bereaksi membentuk aluminium chlorine. Dalam hal ini sebuah absorber
II.1.B. Pembuatan Aluminium Chloride dari Bauxite dan Chlorine
Pada proses chlorinasi bauxite ini, dapat dibagi menjadi 3 tahap utama, secara
ringkas aliran proses yang terjadi dapat dijelaskan sebagai berikut : 1. Tahap Briquetting
Pada tahap ini pertama-tama bauxite (58 % Al2O3) dikalsinasi pada sebuah rotary
kiln pada suhu 1800 F untuk memisahkan komponen combine water yang ada
pada bauxite. Bauxite produk dari kiln, kemudian dicampur dengan coke pada
sebuah mixer dengan kebutuhan coke 1/2 – 1/3 dari berat bauxite. Campuran bahan kemudian dihaluskan pada pulveriser. Bahan yang sudah halus (powder)
mesin briquette kemudian di re-kalsinasi pada rotary kiln ke-2 untuk memperoleh kadar karbon dalam briquette sebesar 18 persen.
2. Tahap Chlorinasi
Briquette panas produk kiln ke-2 diumpankan kedalam vertikal shaft kiln untuk
proses chlorinasi. Pada vertikal shaft kiln, udara panas dihembuskan pada bagian
bawah vertikal shaft kiln sehingga panas sistem mencapai 1600 F dengan waktu
sekitar 15 menit. Udara panas dihentikan untuk kemudian diumpankan gas
chlorine dari bagian atas vertikal shaft kiln sampai semua alumina terkonversi menjadi aluminium chloride dengan waktu 8 sampai 10 jam.
3. Tahap Kondensasi
Produk aluminium chloride dari vertikal shaft kiln berbentuk gas, sehingga perlu
dilakukan sublimasi pada sebuah condenser. Sebelum diumpankan ke condenser, uap aluminium chloride didinginkan terlebih dahulu pada sebuah cooler. Produk
II.2. Seleksi Proses Dan Uraian Proses
II.2.A. Seleksi Proses
Dari uraian proses yang telah diketengahkan, maka dapat ditabelkan
perbedaan dan persamaan dari proses tersebut diatas, adapun tabel tersebut sebagai berikut :
Pembatas
Nama Proses
Chlorinasi Aluminium Metal Chlorinasi Bauxite
Bahan Baku Alumunium dan Chlorine Bauxite, Coke, Chlorine, Asphalt
Pengendalian bahan
baku utama biasa khusus (briquetting)
Chlorinator Electric Furnace Vertical Shaft Kiln
Suhu Chlorinasi 660 oC 982.23 oC
Peralatan sedikit lengkap
Kapasitas pabrik 500 – 12000 ton/tahun 7000 – 13000 ton/tahun Maintenance furnace lebih mahal shaft kiln lebih murah sumber : Keyes ,p.70-73
Dari tabel diatas, dipilih proses pembuatan aluminium chloride dari aluminium scrap dan chlorine, dengan faktor – faktor :
1. Bahan baku lebih mudah didapat. (Banyak di pasaran)
2. Suhu operasi lebih rendah. (660C)
II.2.B. Uraian Proses
Pembuatan aluminium chloride dengan proses chlorinasi aluminium dapat
dibagi menjadi tiga unit utama :
A. Unit Pengendalian Bahan Baku (Kode Unit : 100)
B. Unit Proses (Kode Unit : 200)
C. Unit Pengendalian Produk (Kode Unit : 300)
Secara singkat dapat dijelaskan sebagai berikut :
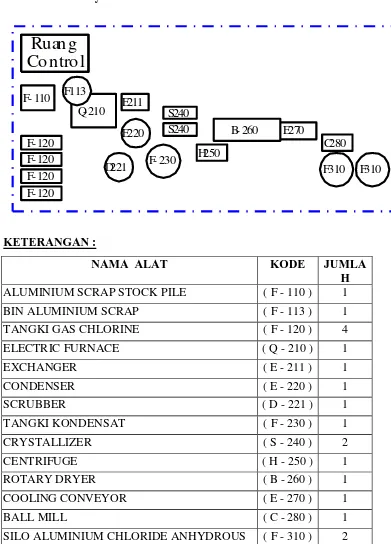
Pertama-tama aluminium scrap dari gudang 110 diumpankan pada bin
F-113 dengan belt conveyor J-111 dan bucket elevator J-112. Dari silo F-F-113, aluminium scrap kemudian diumpankan ke electric furnacce Q-210. Pada electric
furnace Q-210, aluminium scrap dipanaskan sampai dengan suhu 660C pada
tekanan 1 atm (tekanan atmosfer), sehingga meleleh. Setelah aluminium meleleh,
kemudian gas chlorine dari F-120 dihembuskan ke electric furnace berdasarkan
perbedaan tekanan pada saat keluar dari reducing valve (K). Pada electric furnace terjadi chlorinasi aluminium membentuk aluminium chloride.
Reaksi yang terjadi : (Keyes : 70)
2 Al (L) + 3 Cl2 (G) 2 AlCl3 (G)
Produk reaksi berupa gas aluminium chloride dan impuritisnya kemudian dialirkan ke exchanger E-211 yang berfungsi sebagai penukar panas, sehingga suhu gas keluar
turun menjadi 220C sedangkan panas yang hilang dimanfaatkan untuk mengolah air
Gas aluminium chloride kemudian dikondensasi pada condenser E-220 pada
suhu 180C (titik didih aluminium chloride = 182,7C) dengan mengalirkan air
pendingin. Kondensat aluminium chloride kemudian ditampung pada tangki kondensat F-230, sedangkan gas yang tidak terkondensasi kemudian dialirkan ke
scrubber D-221 untuk proses penyerapan. Pada scrubber D-221, campuran gas
diserap dengan air proses secara berlawanan arah sehingga gas-gas yang berbahaya terserap oleh air menjadi limbah cair, sedangkan gas yang lolos, sudah memenuhi
syarat baku mutu limbah gas untuk dibuang ke udara bebas.
Kondensat aluminium chloride dari tangki kondensat F-230, kemudian dikristalisasi pada crystallizer S-240 sehingga terbentuk kristal aluminium chloride
anhydrous. Kristal dan mother liquor kemudian difiltrasi pada centrifuge, dimana mother liquor direcycle kembali ke crystallizer, sedangkan kristal basah aluminium
chloride anhydrous dialirkan ke rotary dryer B-260 dengan screw conveyor J-252.
Pada rotary dryer B-260, terjadi proses pengeringan kristal dengan bantuan udara panas secara berlawanan arah (counter-current). Udara panas dihasilkan dari
udara bebas yang sudah disaring dan dikeringkan (dehumidifying) dihembuskan dengan blower G-262 dan dipanaskan pada heater E-263. Proses pengeringan
berlangsung dengan suhu 100C (berdasarakan titik didih air). Produk kristal
kemudian diumpankan pada cooling conveyor E-270 untuk proses pendinginan
sampai suhu kamar (32C), sedangkan udara panas dan padatan terikut keluar dari
dryer kemudian dipisahkan pada cyclone H-261, dimana udara panas dibuang ke
Kristal aluminium chloride anhydrous yang sudah dingin, kemudian diumpankan ke ball mill C-280 dengan bucket elevator J-271 untuk proses
penghalusan. Pada ball mill, kristal aluminium chloride anhydrous dihaluskan sampai
ukuran 100 mesh dan kemudian disaring pada screen H-281. Kristal yang tidak lolos ayak kemudian direcycle ke ball mill dengan belt conveyor J-282, sedangkan kristal
aluminium chloride anhydrous 100 mesh , kemudian ditampung pada silo F-320
BAB III
NERACA MASSA
Kapasitas produksi = 27.500 ton/tahun
Waktu operasi = 24 jam / hari ; 330 hari / tahun Satuan massa = kilogram / jam
1. ELECTRIC FURNACE ( Q - 210 )
Komponen Masuk (Kg/jam) Komponen Keluar (Kg/jam) Dari Silo Campuran gas ke Condenser Al
= 816.8173 AlCl3
= 4038.7079
Fe2O3 = 0.0163 FeCl3
= 0.0332
SiO2 = 0.0082 SiCl4
= 0.0231
Na2O = 0.0082 NaCl
= 0.0154
816.8500 O2
= 0.0114
Cl2
= 38.9242 Gas Chlorine dari F - 120 H2O
= 6.5348
Cl2
= 3260.8652
4084.2500
O2
= 6.5348
2. CONDENSER ( E - 220 )
Komponen Masuk (Kg/jam) Komponen Keluar (Kg/jam) Campuran Gas dari Furnace Campuran gas ke Scrubber
AlCl3 = 4038.7079
SiCl4 = 0.0231
FeCl3 = 0.0332
O2 = 0.0114
SiCl4 = 0.0231
Cl2 = 38.9242
NaCl = 0.0154
H2O = 6.5348
O2 = 0.0114
45.4935
Cl2 = 38.9242
H2O = 6.5348 Campuran gas ke Crystallizer
4084.2500
AlCl3 = 4038.7079
FeCl3 = 0.0332
NaCl = 0.0154
4038.7565 4084.2500 4084.2500
3. SCRUBBER ( D - 221 )
Komponen Masuk (Kg/jam) Komponen Keluar (Kg/jam) Campuran gas dari E - 220 Limbah gas ke udara bebas
SiCl4 = 0.0231
SiCl4 = 0.0231
O2 = 0.0114
Cl2 = 0.0389
Cl2 = 38.9242
H2O = 1.3070
H2O = 6.5348
1.3690 45.4935
Ke pengolahan limbah cair Air proses dari utilitas
O2 = 0.0114
H20 = 6904.3461
Cl2 = 38.8853
H2O = 6909.5739
4. CRYSTALLIZER ( S - 240 )
Komponen Masuk (Kg/jam) Komponen Keluar (Kg/jam) Dari Condenser Ke centrifuge
AlCl3 = 3846.8693 Kristal
FeCl3 = 0.0316 AlCl3 = 3836.7725
NaCl = 0.0147 FeCl3 = 0.0315
3846.9156 NaCl = 0.0146
Recycle 3836.8187
AlCl3 = 191.8386 Mother Liquor
FeCl3 = 0.0016 AlCl3 = 201.9354
NaCl = 0.0007 FeCl3 = 0.0017
191.8409 NaCl = 0.0008
201.9378
4038.7565 4038.7565
5. CENTRIFUGE ( H - 250 )
Komponen Masuk (Kg/jam) Komponen Keluar (Kg/jam) Bahan masuk Dari Crystallizer Produk ke Rotary Dryer Kristal
AlCl3 = 3655.0306
AlCl3 = 3836.7725 FeCl3 = 0.0300
FeCl3 = 0.0315 NaCl = 0.0140
NaCl = 0.0146 3655.0746
3836.8187 Produk kembali ke Crystallizaer Mother Liquor
AlCl3 = 191.8386
AlCl3 = 201.9354 FeCl3 = 0.0016
FeCl3 = 0.0017 NaCl = 0.0007
NaCl = 0.0008 191.8409
201.9378 Ke pengolahan
Dari Utilitas
Air bekas pencuci = 2378.8276 Air Pencuci = 2186.986639
6. ROTARY DRYER ( B - 260 )
Komponen Masuk (Kg/jam) Komponen Keluar (Kg/jam) Dari Centrifuge Ke Cooling Conveyor AlCl3 = 3655.0306 AlCl3 = 3651.3756
FeCl3 = 0.0300 FeCl3 = 0.0300
NaCl = 0.0140 NaCl = 0.0139
3655.0746 3651.4195
Ke Cyclone
AlCl3 = 3.6550
FeCl3 = 0.000030
NaCl = 0.000014
3.6551
3655.0746 3655.0746
7. CYCLONE ( H - 261 )
Komponen Masuk (Kg/jam) Komponen Keluar (Kg/jam) Dari Rotary dryer Ke Cooling conveyor
AlCl3 = 3.6550 AlCl3 = 3.6185
FeCl3 = 0.0000 FeCl3 = 0.0000
NaCl = 0.0000 NaCl = 0.0000
3.6551 3.6185
Ke Udara bebas
AlCl3 = 0.036550
FeCl3 = 0.000000
NaCl = 0.000000
0.036551
8. COOLING CONVEYOR ( E - 270 )
Komponen Masuk (Kg/jam) Komponen Keluar (Kg/jam)
Dari Rotary dryer
Ke Ball
Mill
AlCl3 = 3651.3756 AlCl3 = 3654.9941
FeCl3 = 0.0300 FeCl3 = 0.0300
NaCl = 0.0139 NaCl = 0.0140
3651.4195 3655.0381
Dari
cyclone
AlCl3 = 3.6185
FeCl3 = 0.00003
NaCl = 0.00001
3.6185
3655.0381 3655.0381
9. BALL MILL ( C - 280 )
Komponen Masuk (Kg/jam) Komponen Keluar (Kg/jam) Fresh feed dari Cooling conveyor Ke Screen
AlCl3 = 3472.2444 AlCl3 = 3654.9941
FeCl3 = 0.0285 FeCl3 = 0.0300
NaCl = 0.0133 NaCl = 0.0140
3472.2862 3655.0381
Recycle
AlCl3 = 182.7497
FeCl3 = 0.0015
NaCl = 0.0007
182.7519
10. SCREEN ( H - 281 )
Komponen Masuk (Kg/jam) Komponen Keluar (Kg/jam) Dari Ball
Mill Produk
AlCl3 = 3654.9941 AlCl3 = 3472.2444
FeCl3 = 0.0300 FeCl3 = 0.0285
NaCl = 0.0140 NaCl = 0.0133
3655.0381 3472.2862
Recycle
AlCl3 = 182.7497
FeCl3 = 0.0015
NaCl = 0.0007
182.7519
Kapasitas produksi = 27.500 ton/tahun
Waktu operasi = 24 jam / hari ; 330 hari / tahun Satuan massa = kilogram / jam
Satuan panas = kilokalori / jam
1. ELECTRIC FURNACE ( Q - 210 )
Komponen Masuk (Kkal) Komponen Keluar (Kkal) Dari Silo Campuran gas ke Condenser
Al = 872.4904 AlCl3 = 585684.7486
Fe2O3 = 0.0005 FeCl3 = 10.3185
SiO2 = 0.0080 SiCl4 = 3.7360
Na2O = 0.0108 NaCl = 2.2380
872.5097 O2 = 1.8043
Cl2 = 3002.4759
Gas Chlorine dari F - 120 H2O = 2043.7257
Cl2 = 5822.0980 590749.0470
O2 = 45.6946
5867.7926 ΔH Reaksi = 7378716.8034
Q supply = 7962725.5480
2. COOLER ( E - 221 )
Komponen Masuk (Kkal) Komponen Keluar (Kkal) Campuran gas ke
Condenser
Campuran gas ke Condenser
AlCl3 = 84935287.1346 AlCl3
= 20812643.1582
FeCl3 = 1290.2933 FeCl3
= 396.2318
SiCl4
= 452.1410 SiCl4
= 138.8464
NaCl
= 324.9409 NaCl
= 92.8918
O2
= 286.4299 O2
= 87.9588
Cl2
= 231601.9075 Cl2
= 70105.9092
H2O
= 639168.9599 H2O
= 188045.9677 85808411.8070 21071510.9640 Pendingin = 16160718.9383 Pendingin = 80897619.7813
101969130.7453 101969130.7453
3. CONDENSER ( E - 220 )
Komponen Masuk (Kkal) Komponen Keluar (Kkal)
Campuran gas dari Cooler Ke Scrubber
AlCl3 = 20812643.1582 SiCl4
= 0.6837
FeCl3 = 396.2318 O2
= 0.4606
SiCl4
= 138.8464 Cl2
= 721.4672
NaCl
= 92.8918 H2O
= 483.9352
O2
= 87.9588
1206.5467
Cl2
= 70105.9092 Ke Crystallizer
H2O
= 188045.9677 AlCl3
= 111451.6228
21071510.9640 FeCl3
= 2.9612
NaCl
= 0.5051
111455.0891
4. SCRUBBER ( D - 221 )
Komponen Masuk (Kkal) Komponen Keluar (Kkal) Campuran gas dari E - 220 Limbah gas ke udara bebas
SiCl4 = 0.6837 SiCl4 = 3.0877E-08
O2 = 0.4606 Cl2 = 0.0324
Cl2 = 721.4672 H2O = 4.2629
H2O = 483.9352
4.2953
1206.5467
Ke pengolahan limbah cair Air proses dari utilitas
O2 = 0.3731
H20 = 289505.0975 Cl2 = 1949.1944
H2O = 414670.9170
416620.4845
ΔHs
= 139354.2483 Qloss = 13441.1127 430065.8925 430065.8925
5. CRYSTALLIZER ( S - 240 )
Komponen Masuk (Kg/jam) Komponen Keluar (Kg/jam) Dari Condenser Ke centrifuge
AlCl3 = 106157.6707 Kristal
FeCl3 = 0.9648 AlCl3 = 87494.1212
NaCl = 0.4811 FeCl3 = 0.8070
106159.1166 NaCl = 0.4008
Recycle 87495.3290
AlCl3 = 4374.7061 Mother Liquor
FeCl3 = 0.0404 AlCl3 = 6135.1665
NaCl = 0.0200 FeCl3 = 0.0425
4374.7664 NaCl = 0.0211
6135.2301
Q kristalisasi
6. ROTARY DRYER ( B - 260 )
Komponen Masuk (Kg/jam) Komponen Keluar (Kg/jam) Dari Centrifuge Ke Cooling Conveyor AlCl3 = 83349.6628 AlCl3 = 97225.2552
FeCl3 = 0.7688 FeCl3 = 0.8862
NaCl = 0.3818 NaCl = 0.4416
83350.8134 97226.5830
Ke Cyclone
Udara panas dari utilitas AlCl3 = 121.8543 Udara panas = 1889243.7055 FeCl3 = 0.0011
NaCl = 0.0005
Udara panas = 1870384.7508
1870506.6067
Qloss = 4861.3292
1972594.5189 1972594.5189
7. HEATER ( E - 263 )
Komponen Masuk (kkal) Komponen Keluar (Kkal)
H dari udara bebas
Ke Rotary Dryer
udara panas +uap air = 26956.9289
udara panas
+uap air = 1889243.7055
Q supply
= 1960301.8701 Qloss
8. COOLING CONVEYOR ( E - 270 )
Komponen Masuk (Kg/jam) Komponen Keluar (Kg/jam) Dari Rotary dryer Ke Ball Mill AlCl3 = 97225.2552 AlCl3 = 2966.1662
FeCl3 = 0.8862 FeCl3 = 0.0296
NaCl = 0.4416 NaCl = 0.0144
97226.5830 2966.2101
Dari
cyclone
Qtersera
p = 94381.0095
AlCl3 = 120.6350
FeCl3 = 0.0011
NaCl = 0.0005
120.6366
Kapasitas produksi = 27.500 ton/tahun
Waktu operasi = 24 jam / hari ; 330 hari / tahun Satuan massa = kilogram / jam
Satuan panas = kilokalori / jam
1. ALUMINIUM SCRAP STOCK PILE ( F - 110 )
Fungsi : Menampung aluminium scrap dari supplier Dasar Pemilihan : Bahan berbentuk solid , tidak hygroskopis.
Kondisi Operasi : - Tekanan = 1 atm (atmospheric pressure) - Suhu = 30C (suhu kamar)
- Waktu penyimpanan = 30 hari
Stock pile (gudang) berbentuk persegi panjang terbuat dari beton. Spesifikasi :
Kapasitas : 7683.4852 m3
Bentuk : empat persegi panjang Ukuran : Panjang = 10,2847 m
Bahan konstuksi : Beton Jumlah : 1 buah
2. BELT CONVEYOR - 1 ( J - 111 )
Fungsi : memindahkan bahan dari F-110 ke J-112
Type : Troughed belt conveyor with rolls of equal length Dasar pemilihan : dipilih conveyor jenis belt sesuai dengan bahan
Spesifikasi :
Kapasitas : 980,22Kg/jam Belt - width : 14 in
- trough width : 9 in - skirt seal : 2 in Belt speed : 31 m/min Panjang : 82,021 ft Sudut elevasi : 20 o
Power : 0,04 Hp
Jumlah : 1 buah
3. BUCKET ELEVATOR - 1 ( J - 112 )
Fungsi : memindahkan bahan padat dari J-111 ke silo F-113 Type : Continuous Discharge Bucket Elevator
Dasar pemilihan : untuk memindahkan bahan dengan ketinggian tertentu
Masuk
Keluar
Spesifikasi :
Kapasitas maksimum = 14 ton/jam
Ukuran = 6 in x 4 in x 4 ¼ in Bucket Spacing = 12 in
Tinggi Elevator = 20 ft Ukuran Feed (maximum) = ¾ in
Bucket Speed = (0,6 / 14) x 225 ft/mnt = 2 ft/menit Putaran Head Shaft = (0,6 / 14) x 43 rpm = 7 rpm
Lebar Belt = 7 in
Power total = 3 hp
Alat pembantu = Hopper Chute (pengumpan)
Jumlah = 1 buah
4. BIN ALUMINIUM SCRAP ( F - 113 )
Fungsi : Menampung aluminium scrap untuk 8 jam proses. Type : silinder tegak dengan tutup atas datar dan bawah conis Dasar pemilihan : umum digunakan untuk menampung padatan
Kondisi Operasi : - Tekanan = 1 atm (atmospheric pressure) - Suhu = suhu kamar
- Waktu penyimpanan = 8 jam proses
Spesifikasi :
Volume : 70 cuft = 2 m3 Diameter : 3 ft
Tinggi : 9 ft
Tebal shell : 3/16 in
inlet
Tebal tutup atas : 3/16 in Tebal tutup bawah : 3/16 in
Bahan konstruksi : Carbon steel SA-283 grade C (Brownell : 253)
Jumlah : 1 buah
5. TANGKI GAS CHLORINE ( F - 120 )
Fungsi : menampung gas chlorine dalam bentuk liquid Type : silinder horizontal dengan tutup dished
Dasar Pemilihan : efisien untuk penyimpanan dengan tekanan tinggi. Kondisi Operasi : - Tekanan = 6,8 atm (vapor pressure)
- Suhu = 30C (suhu kamar) - Waktu penyimpanan = 7 hari
Spesifikasi :
Volume : 14438 cuft = 409 M3 Tekanan : 6,8 atm gauge
Diameter : 19 ft Panjang : 57 ft Tebal shell : 1 ½ in Tebal tutup : 1 ½ in
Bahan konstruksi : Carbon steel SA-212 grade B (Brownell : 276)
Jumlah : 4 buah
6. ELECTRIC FURNACE ( Q - 210 )
Fungsi : Chlorinasi aluminium metal menjadi aluminium chloride. Type : HTE-2020-30 (MIFCO Industrial Furnace Co.)
Masuk
Kondisi operasi : * Tekanan operasi = 4 atm (tekanan furnace) * Suhu operasi = 660oC (Keyes : 70)
* Waktu kontak = 15 menit (Keyes : 71)
Spesifikasi :
Kapasitas maksimum = 2500 lb/mnt
Temperature = maksimum 1982C (3600F) Listrik = 240 – 480 Volts ; 3 phase Watt Density = 11 W/in2 heating elemen
Diameter = 55 in
Lebar = 40 in
Tinggi = 72 in
Isolasi = Ceramic Refractory Tebal isolasi = 4 ½ in
Bahan konstruksi = Heavy Steel Plate Fabricated Furnace
Jumlah = 1 buah
7. EXCHANGER ( E - 211 )
Fungsi : Mendinginkan bahan dari suhu 660C menjadi suhu 220C Type : 1 – 2 Shell and Tube Heat Exchanger (Fixed Tube)
Kondisi Operasi : - Tekanan = 1 atm (tekanan atmosfer) - Suhu = 220C (berdasarkan AlCl3)
- Sistem kerja= kontinyu
Spesifikasi :
Tube : OD = ¾ in ; 16 BWG Panjang = 16 ft
Pitch = 1 in square Jumlah Tube , Nt = 166
Passes = 2
Shell : ID = 17,25 in
Passes = 1
Heat Exchanger Area , A = 521,4 ft2 = 49 m2
Jumlah exchanger = 1 buah
8. CONDENSER ( E - 220 )
Fungsi : Mengkondensasi uap aluminium chloride
Dimensi shell :
Diameter shell, inside : 4 ft Tinggi shell : 12 ft
Tebal shell : 3/16 in
Dimensi tutup :
Tebal tutup atas (dished) : 3/16 in Tinggi tutup atas : 0.55 ft Tebal tutup bawah (dished) : 3/16 in Tinggi tutup bawah : 0.55 ft Coil pendingin:
Ukuran nominal : ¼ in standart IPS sch.40 Panjang helical : 3 ft
Jumlah lilitan : 28 lilitan
Tinggi coil : 4.6 ft
Bahan konstruksi : stainless steel 316 (Perry 7ed,T.28-11) Jumlah condenser : 1 buah
9. SCRUBBER ( D - 221 )
Perhitungan dan penjelasan pada Bab VI Perencanaan Alat Utama
10. TANGKI KONDENSAT ( F - 230 )
Fungsi : menampung kondensat aluminium chloride
Type : silinder tegak , tutup bawah datar dan tutup atas dish Dasar Pemilihan : Umum digunakan untuk liquid pada tekanan atmospheric Kondisi Operasi : - Tekanan = 1 atm (atmospheric pressure)
- Suhu = 30C (suhu kamar) - Waktu penyimpanan = 1 hari
Masuk
Spesifikasi :
Volume : 1140 cuft = 33 M3 Diameter : 11 ft
Tinggi : 11 ft Tebal shell : 3/16 in Tebal tutup atas : 3/16 in Tebal tutup bawah : ¼ in
Bahan konstruksi : Stainless Steel 316 (Perry 7ed,T.28-11) Jumlah : 1 buah
11. POMPA - 1 ( L - 231 )
Fungsi : Memindahkan bahan dari F-230 ke S-240 Type : Centrifugal Pump
Dasar Pemilihan : sesuai untuk viskositas < 10 cP dan bahan liquid.
Spesifikasi :
Rate Volumetrik : 4,60 gpm Total DynamicHead : 30,23 ft.lbf/lbm
Effisiensi motor : 80%
12. CRYSTALLIZER ( S - 240 )
Fungsi : Kristalisasi larutan aluminium chloride dengan pendinginan. Type : Swenson-Walker Crystallizer
Dasar pemilihan : Umum digunakan untuk kristalisasi dengan pendinginan
Spesifikasi :
Kapasitas : 55 cuft Diameter : 3,8 ft Panjang : 12,7 ft Luas Cooling Area : 67 ft2/ft3
Power : 1 hp
Jumlah : 2 buah (1 buah standby running)
13. CENTRIFUGE ( H - 250 )
Fungsi : Memisahkan cake dan filtrat
Spesifikasi :
Bahan : Carbon Steel
Kapasitas maksimum : 10 gpm Diameter Bowl : 7 in
Speed : 12000 rpm
Maximum Centrifugal Force : 14300 lbf/ft2 Power Motor : 0,4 Hp
Jumlah : 1 buah (automatic continuous discharge cake)
14. POMPA - 2 ( L - 251 )
Fungsi : Memindahkan bahan dari H-250 ke S-240 Type : Centrifugal Pump
Dasar Pemilihan : sesuai untuk viskositas < 10 cP dan bahan liquid.
Spesifikasi :
Rate Volumetrik : 0,10 gpm Total DynamicHead : 33,90 ft.lbf/lbm
Effisiensi motor : 80%
15. SCREW CONVEYOR ( J - 252 )
Fungsi : memindahkan bahan dari H-250 ke B-260 Type : Plain spouts or chutes
Dasar pemilihan : Umum digunakan untuk padatan dengan sistem tertutup
Spesifikasi :
Kapasitas : 37 cuft/jam Panjang : 30 ft Diameter : 6 in Kecepatan putaran : 26 rpm Power : 1,0 hp Jumlah : 1 buah
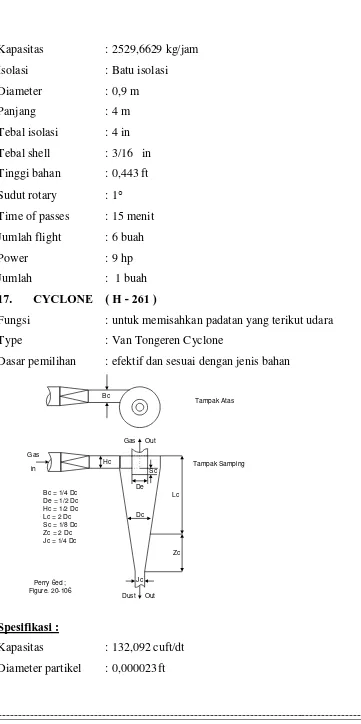
16. ROTARY DRYER ( B - 260 )
Fungsi : mengeringkan bahan dengan bantuan udara panas Type : Rotary Drum
Dasar pemilihan : sesuai untuk pengeringan padatan
Kondisi Operasi : - Tekanan = 1 atm (atmospheric pressure) - Suhu = 100C (berdasarkan titik didih air)
- Waktu proses= Waktu melewati (time of passes)
Spesifikasi :
INLET
OUTLET Tampak
Depan
Kapasitas : 2529,6629 kg/jam Isolasi : Batu isolasi Diameter : 0,9 m
Panjang : 4 m
Tebal isolasi : 4 in Tebal shell : 3/16 in Tinggi bahan : 0,443 ft Sudut rotary : 1
Time of passes : 15 menit Jumlah flight : 6 buah
Power : 9 hp
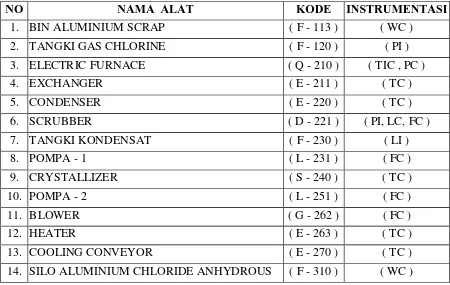
Jumlah : 1 buah 17. CYCLONE ( H - 261 )
Fungsi : untuk memisahkan padatan yang terikut udara Type : Van Tongeren Cyclone
Dasar pemilihan : efektif dan sesuai dengan jenis bahan
Spesifikasi :
Kapasitas : 132,092 cuft/dt
Bc
Hc Gas
in
De Sc
Lc
Dc
Zc
Jc Dust Out
Gas Out
Bc = 1/4 Dc De = 1/2 Dc Hc = 1/2 Dc Lc = 2 Dc Sc = 1/8 Dc Zc = 2 Dc Jc = 1/4 Dc
Perry 6ed ; Figure. 20-106
Tampak Atas
Tebal shell : 3/16 in Tebal Tutup atas : 3/16 in Tebal Tutup bawah : 3/16 in Jumlah : 1 buah
18. BLOWER ( G - 262 )
Fungsi : memindahkan gas dari udara bebas ke B-260 Type : Centrifugal Blower
Dasar Pemilihan : Sesuai dengan jenis bahan , efisiensi tinggi.
Spesifikasi :
Bahan : Commercial Steel Rate Volumetrik : 3203 cuft/menit Adiabatic Head : 15000 ft.lbf/lbm gas Effisiensi motor : 80%
Power : 63 hp
Jumlah : 1 buah
19. HEATER ( E - 263 )
Fungsi : Memanaskan udara dari suhu 30C menjadi suhu 120C Type : 1 – 2 Shell and Tube Heat Exchanger (Fixed Tube) Dasar Pemilihan : Umum digunakan dan mempunyai range perpindahan
panas yang besar.
Kondisi Operasi : - Tekanan = 1 atm (atmospheric pressure) - Suhu = 120C (berdasarkan suhu dryer)
- Sistem kerja= kontinyu Masuk
Keluar
Masuk
Spesifikasi :
Tube : OD = ¾ in ; 16 BWG Panjang = 16 ft
Pitch = 1 in square Jumlah Tube , Nt = 90
Passes = 2
Shell : ID = 13,25 in
Passes = 1
Bahan konstruksi shell = Carbon steel Heat Exchanger Area , A = 282,7 ft2 = 27 m2
Jumlah exchanger = 1 buah
20. COOLING CONVEYOR ( E - 270 )
Fungsi : Mendinginkan bahan sampai dengan 32C Type : Plain spouts or chutes
Dasar pemilihan : Umum digunakan untuk padatan dengan sistem tertutup
Spesifikasi :
Kapasitas : 37 cuft/jam Panjang : 70 ft Diameter : 6 in Kecepatan putaran : 26 rpm Tebal jaket standar : 2 in Power : 2,0 hp Jumlah : 1 buah
INLET
OUTLET Tampak
Depan
Tampak Samping
21. BUCKET ELEVATOR - 2 ( J - 271 )
Fungsi : memindahkan bahan padat dari E-270 ke C-280 Type : Continuous Discharge Bucket Elevator
Dasar pemilihan : untuk memindahkan bahan dengan ketinggian tertentu
Spesifikasi :
Kapasitas maksimum = 14 ton/jam
Ukuran = 6 in x 4 in x 4 ¼ in Bucket Spacing = 12 in
Tinggi Elevator = 66 ft Ukuran Feed (maximum) = ¾ in
Bucket Speed = (2,6 / 14) x 225 ft/mnt = 42 ft/menit Putaran Head Shaft = (2,6 / 14) x 43 rpm = 8 rpm
Lebar Belt = 7 in
Power total = 4 hp
Alat pembantu = Hopper Chute (pengumpan)
Jumlah = 1 buah
22. BALL MILL ( C - 280 )
Kondisi operasi : Tekanan operasi = 1 atm (atmospheric pressure) Suhu operasi = Suhu kamar
Waktu proses = Continuous
Spesifikasi :
Sieve number : No. 100 Kapasitas maksimum : 105 ton/hari Ukuran ball mill : 6 ft x 4,5 ft Mill Speed : 24 rpm
Power : 85 hp
Bola Baja : - Ball charge : 8,9 ton
- Ukuran bola baja : 5” , 3 ½ “ , 2 ½ “
- Jumlah bola 5” : 577 buah
- Jumlah bola 3½“ : 1682 buah
- Jumlah bola 2½“ : 4615 buah
Jumlah ball mill : 1 buah
23. SCREEN ( H - 281 )
Fungsi : Menyaring produk dari ball mill. Type : Vibrating Screen
Spesifikasi :
Kapasitas : 6,0 ton/jam Speed : 50 vibration/dt
Power : 3 Hp (Peter’s 4ed;p.567) Ty Equivalent design : 100 mesh
Sieve No. : 100
Sieve design : standard 149 micron Sieve opening : 0,149 mm
Ukuran kawat : 0,110 mm Effisiensi : 99,73 % Jumlah : 1 buah
24. BELT CONVEYOR - 2 ( J - 282 )
Fungsi : memindahkan bahan dari H-281 ke C-280
Type : Troughed belt conveyor with rolls of equal length Dasar pemilihan : dipilih conveyor jenis belt sesuai dengan bahan
Spesifikasi :
Kapasitas maksimum : 32 ton/jam Belt - width : 14 in
- trough width : 9 in - skirt seal : 2 in
Masuk
Keluar
Belt speed : (0,2 / 32) x 100 ft/mnt = 0,7 ft/min Panjang : 51 ft
Sudut elevasi : 11,3 o
Power : 4 Hp
Jumlah : 1 buah
25. SILO ALUMINIUM CHLORIDE ANHYDROUS ( F - 310 )
Fungsi : Menampung produk aluminium chloride
Type : silinder tegak dengan tutup atas datar dan bawah conis Dasar pemilihan : umum digunakan untuk menampung padatan
Kondisi Operasi : - Tekanan = 1 atm (atmospheric pressure) - Suhu = suhu kamar
- Waktu penyimpanan = 7 hari proses
Spesifikasi :
Volume : 3885 cuft = 110 m3 Diameter : 12 ft
Tinggi : 36 ft
inlet
Tebal tutup atas : 3/16 in Tebal tutup bawah : 3/16 in
Bahan konstruksi : Stainless Steel 316 (Perry 7ed,T.28-11)
Scrubber ( D – 221 )
fungsi : Menyerap gas dari condensor dengan bantuan air proses Type : Packing kolom
G1 : Gas masuk purge scrubber, pada T = 180 oC
Komponen Kmol kg y
SiCl4 0,0001 0,0231 0,0001
O2 0,0004 0,0114 0,0004
Cl2 0,5482 38,9240 0,6013
H2O 0,3630 6,5348 0,3982
0,9118 45,4932 1,0000
G2 : Gas keluar purge scrubber, pada T = 32 o
C
Outlet Gas
Inlet Liquid
Outlet Liquid Inlet GasA
Komponen Kmol kg y
SiCl4 0,0001361 0,0231 0,0019
Cl2 0,0005482 0,0389 0,0075
H2O 0,0726084 1,3070 0,9907
0,0733 1,3690 1,0000
L1 : Liq masuk purge scrubber, pada T = 30 oC
Komponen Kmol kg y
H2O 383,5723 6904,3020 1,0000
383,5723 6904,3020 1,0000
L2 : Liq keluar purge scrubber, pada T = 150,6114 oC
Komponen Kmol kg y
O2 0,0004 0,0114 0,0000009239
Cl2 0,5477 38,8850 0,0014
H2O 383,8628 6909,5298 0,9986
384,4108 6948,426 1,0000
Data - data pelengkap : Bagian atas :
ρv = BM . To . P 359 . T . Po BM campuran = Єyi . BMi
Komponen BMi yi yi . BMi
SiCl4 170 0,0019 0,3158
Cl2 71 0,0075 0,5311
H2O 18 0,9907 17,8319
1,0000 18,6788
Komposisi Berat ( kg ) Xi sg
SiCl4 0,0231 0,0006 2,44
H2O 38,9242 0,9991 2,163
38,9587 1
campuran = 1
0,0006 + 0,0003 + 0,9991
2,44 2,804 2,163
= 2,1633 Kg/liter
= 135,2056 lb/ft3
ρv = 18,6788 x 298 x 1 359 x 150,6 x 1
= 0,102947 lb/cuft
ρ1 = 1
Є xi / ρi
= 1
1,00 / 135,2056
= 135,2056 lb/cuft
Viskositas liquid (μ1) :
Komponen Kmol μ1 ln μ1 xi . ln μ1
H2O 383,5723 1,00 0,0000 0,00000
0,00000
. ln μ1 = 0,00000
μ1 = 1,0000
cp
PERHITUNGAN DIAMETER KOLOM BAGIAN ATAS
Perhitungan diameter tower dasar metode flooding max dari fig. 6-34 Treybal
G = 0,02314408 kg/jam = 0,0510 lb/jam
L = 1,30696 kg/jam = 2,88132402 lb/jam
= ( 0,0510 / 2,881324 ) x ( 0,1029 /
( 135,2056 - 0,102947 ) )0.5
= 0,000489
Dari fig. 6-34 Treybal diperoleh harga :
= 0,26
Jika digunakan packed jenis rashing ring dari bahan keramik berukuran 1 in maka harga :
CF = 155
Dan dengan harga J = 1,502 dan gc = 4,18E+08 maka :
(G2)2 = 0,26 x ρv
x
( ρ1 - ρv ) gc
CF x
μ1 0,1
x J
(G2)2 = 1511561825
232,81
(G2) = 2548,07462 lb/jam ft2
G Operasi = 0,7 x G2
= 1783,6522 lb/jam ft2
Maka luas penampang tower = G2 / G Operasi
= 0,0510 / 1783,6522
= 0,0000286 ft2
Diameter tower = ( 2,9,E-05 / 0,785 )
= 3,6E-05 Ft
Check ukuran packing :
D / 30 = ( 3,64E-05 x 12 ) / 30 =
1,46E-05 ft
( lebih dari ukuran packing ( OK ) )
Bagian bawah xgc v vx xJ x xC G F ) 1 ( 1 ) 2
( 2 0.1
ρv = BM . To . P
359 . T . Po
BM campuran = Єyi . BMi
Komponen BMi yi yi . BMi
NH3 17 0,0001 0,0025
HNO3 63 0,6013 37,8808
H2O 18 0,3982 7,1672
45,0506
ρv = 45,0506 x 298 x 4,5
359 x 180 x 1
= 0,9349 lb/cuft
ρ1 = 1
Є xi / ρi
= 1
0,0001 / 84,468 + 0,9999 / 62,43
= 62,4316 lb/cuft
Viskositas liquid (μ1) :
ln μ1 = Є xi . ln μ1
Komponen Kmol μ1 ln μ1 xi . ln μ1
HNO3 0,0004 0,89 -0,1165 -0,000041
H2O 383,8628 1,0000 0,0000 0,00000
0,000000
ln μ1 = 0,00000
μ1 = 1,0000
cp
PERHITUNGAN DIAMETER KOLOM BAGIAN BAWAH
Perhitungan diameter tower dasar metode flooding max dari fig. 6-34 Treybal
L1 = 0,02314408 kg/jam = 0,0510 lb/jam
= ( L1 / G1 ) x
= ( 0,051023 / 2,8813240 ) x ( 0,9349 /
( 62,432 - 0,9349 ) )
= 0,0022
Dari fig. 6-34 Treybal diperoleh harga :
= 0,261
Jika digunakan packed jenis rashing ring dari bahan keramik berukuran 1 in maka harga :
CF = 155
Dan dengan harga J = 1,502 dan gc = 4,18E+08 maka :
(G2)2 = 1,502 x ρv
x
( ρ1 - ρv ) gc
CF x μ1 0,1 x J
(G2)2 = 36096113064
232,81
(G2) = 12451,7216 lb/jam ft2
G Operasi = 1 x G2
= 8716,2052 lb/jam ft2
Maka luas penampang tower = G2 / G Operasi
= 2,8813 / 8716,2052
= 0,000331 ft2
Diameter tower = ( 0,000331 / 0,785 )
= 0,000421 ft
Check ukuran packing :
D / 30 = ( 4E-04 x 12 ) / 30 = 0,00016844
( lebih dari ukuran packing ( OK ) )
Dari perhitungan diatas, diameter kolom diambil rata - rata dari diameter bagian
atas dan bawah. Jadi diameter kolom adalah 0,000421 ft
PENENTUAN TINGGI SCRUBBER
xgc v vx xJ x xC G F ) 1 ( 1 ) 2
( 2 0.1
H = N x HETP
HETP = D0.3 ( Ulrich pers. 4-48 )
Dimana :
N = jumlah plate = 7 buah
HETP = 13 0,3 = 2,158654
H = 7 x 2,159
= 15,11 ft
PERHITUNGAN TEBAL SHELL DAN TUTUP
Bahan yang digunakan : SA - 240 grade C type 347
dengan :
fall = 18750 psi
E = 0,85
C = 0,125 in
P Design = 66,15 psi
Di = 156,0 in
1. Perhitungan tebal shell
ts = P x R + C
f x E - 0,6 P
= 66,15 x 78 + 0
18750 x 0,85 - 0,6 x 66,15
= 7/16 in
2. Menghitung tebal tutup
t = 0.885Pi x r + C
f x E - 0,1 Pi
= 66,15 x 78 x 0,885 + 0,125
18750 x 0,85 - 0,1 x 66,15
= 7/16 in
Spesifikasi
Fungsi : menyerap limbah gas dengan air proses. Type : silinder tegak , tutup bawah dan tutup atas dish
dilengkapi dengan : packing raschig ring dan sparger Dasar Pemilihan : Umum digunakan untuk proses penyerapan
Kondisi operasi : * Tekanan operasi = 1 atm (tekanan atmosfer) * Suhu operasi = 30oC (suhu kamar)
* Sistem kerja = kontinyu Dimensi tangki :
Volume : 5 cuft = 1 M3 Diameter : 1 ft
Tinggi : 5 ft
Tebal shell : 3/16 in Tebal tutup atas : 3/16 in Tebal tutup bawah : 3/16 in
Bahan konstruksi : Stainless Steel 316 (Perry 7ed,T.28-11) Spesifikasi packing :
Digunakan packing jenis raschig ring dengan spesifikasi : (Van Winkle : 607) Packing disusun secara acak (randomize)
Ukuran packing : 1 in Tebal packing : 1/8 in Free gas space : 73% Jumlah packing : 540 buah
Bahan konstruksi : Ceramic Stoneware
Sparger : Type : Standard Perforated Pipe Bahan konstruksi : commercial steel
Bagian Atas : Diameter lubang : 4,35 mm Jumlah cabang : 20 buah Lubang tiap cabang : 19 buah Sparger Bagian Atas :
BAB VII
INSTRUMENTASI DAN KESELAMATAN KERJA
VII.1. Instrumentasi
Dalam rangka pengoperasian pabrik, pemasangan alat-alat instrumentasi sangat dibutuhkan dalam memperoleh hasil produksi yang optimal. Pemasangan alat-alat instrumentasi disini bertujuan sebagai pengontrol jalannya proses produksi dari peralatan-peralatan pada awal sampai akhir produksi. dimana dengan alat instrumentasi tersebut, kegiatan maupun aktifitas tiap-tiap unit dapat tercatat kondisi operasinya sehingga sesuai dengan kondisi operasi yang dikehendaki, serta mampu memberikan tanda-tanda apabila terjadi penyimpangan selama proses produksi berlangsung.
Pada uraian diatas dapat disederhanakan bahwa dengan adanya alat instrumentasi maka :
1. Proses produksi dapat berjalan sesuai dengan kondisi-kondisi yang telah ditentukan sehingga diperoleh hasil yang optimum.
2. Proses produksi berjalan sesuai dengan efisiensi yang telah
ditentukan dan kondisi proses tetap terjaga pada kondisi yang sama. 3. Membantu mempermudah pengoperasian alat.
Adapun variabel proses yang diukur dibagi menjadi 3 bagian, yaitu : 1. Variabel yang berhubungan dengan energi, seperti temperatur,
tekanan, dan radiasi.
2. Variabel yang berhubungan dengan kuantitas dan laju, seperti pada kecepatan aliran fluida, ketinggian liquid dan ketebalan.
3. Variabel yang berhubungan dengan karakteristik fisika dan kimia, seperti densitas, kandungan air.
Yang harus diperhatikan didalam pemilihan alat instrumentasi adalah : - Level, Range dan Fungsi dari alat instrumentasi.
- Akurasi hasil pengukuran. - Bahan konstruksi material.
- Pengaruh yang ditimbulkan terhadap kondisi operasi proses yang berlangsung.
- Mudah diperoleh di pasaran.
- Mudah dipergunakan dan mudah diperbaiki jika rusak.
Adapun fungsi utama dari alat instrumentasi otomatis adalah : - Melakukan pengukuran.
- Sebagai pembanding hasil pengukuran dengan kondisi yang ditentukan. - Melakukan perhitungan.
- Melakukan koreksi.
Alat instrumentasi otomatis ini dapat dibagi menjadi tiga jenis, yaitu : 1. Sensing / Primary Element / Sensor.
Alat kontrol ini langsung merasakan adanya perubahan pada variabel yang diukur, misalnya temperatur. Primary Element
merubah energi yang dirasakan dari media yang sedang dikontrol menjadi sinyal yang bisa dibaca (misalnya dengan tekanan fluida). 2. Recieving Element / Elemen Pengontrol.
Alat kontrol ini akan mengevaluasi sinyal yang didapat dari sensing element dan diubah menjadi data yang bisa dibaca (perubahan data
analog menjadi digital), digambarkan dan dibaca oleh error detector. Dengan demikian sumber energi bisa diatur sesuai dengan perubahan-perubahan yang terjadi.
3. Transmitting Element.
Alat kontrol ini berfungsi sebagai pembawa sinyal dari sensing element ke receiving element. Alat kontrol ini mempunyai fungsi untuk merubah data bersifat analog (tidak terlihat) menjadi data
Disamping ketiga jenis tersebut, masih terdapat peralatan pelengkap yang lain, yaitu : Error Detector Element, alat ini akan membandingkan besarnya harga terukur pada variabel yang dikontrol dengan harga yang diinginkan dan apabila terdapat perbedaan alat ini akan mengirimkan sinyal error. Amplifier akan digunakan sebagai penguat sinyal yang dihasilkan oleh error detector jika sinyal yang dikeluarkan lemah. Motor Operator Sinyal Error yang dihasilkan harus diubah sesuai dengan kondisi yang diinginkan, yaitu dengan penambahan variabel manipulasi. Kebanyakan sistem kontrol memerlukan operator atau motor untuk menjalankan Final Control Element. Final Control Element adalah untuk mengoreksi harga variabel manipulasi.
Macam instrumentasi pada suatu perencanaan pabrik misalnya : 1. Flow Control ( F C )
Mengontrol aliran setelah keluar suatu alat. 2. Flow Ratio Control ( F R C )
Mengontrol ratio aliran yang bercabang. 3. Level Control ( L C )
Mengontrol ketinggian liquid didalam tangki 4. Weight Control ( W C )
Mengontrol berat solid yang dikeluarkan dari tangki 5. Pressure Control ( P C )
Mengontrol tekanan pada suatu aliran / alat 6. Temperature Control ( T C )
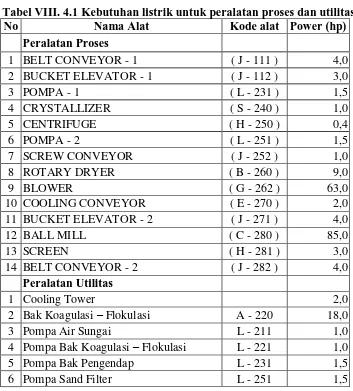
Tabel VII.1. Instrumentasi pada pabrik
NO NAMA ALAT KODE INSTRUMENTASI
1. BIN ALUMINIUM SCRAP ( F - 113 ) ( WC )
2. TANGKI GAS CHLORINE ( F - 120 ) ( PI )
3. ELECTRIC FURNACE ( Q - 210 ) ( TIC , PC )
4. EXCHANGER ( E - 211 ) ( TC )
5. CONDENSER ( E - 220 ) ( TC )
6. SCRUBBER ( D - 221 ) ( PI, LC, FC )
7. TANGKI KONDENSAT ( F - 230 ) ( LI )
8. POMPA - 1 ( L - 231 ) ( FC )
9. CRYSTALLIZER ( S - 240 ) ( TC )
10. POMPA - 2 ( L - 251 ) ( FC )
11. BLOWER ( G - 262 ) ( FC )
12. HEATER ( E - 263 ) ( TC )
13. COOLING CONVEYOR ( E - 270 ) ( TC )
VII.2. Keselamatan Kerja
Keselamatan kerja atau safety factor adalah hal yang paling utama yang harus diperhatikan dalam merencanakan suatu pabrik, hal ini disebabkan karena :
- Dapat mencegah terjadinya kerusakan-kerusakan yang besar yang disebabkan oleh kebakaran atau hal lainnya baik terhadap karyawan maupun oleh peralatan itu sendiri.
- Terpeliharanya peralatan dengan baik sehingga dapat digunakan dalam waktu yang cukup lama. Bahaya yang dapat timbul pada suatu pabrik banyak sekali jenisnya, hal ini tergantung pada bahan yang akan diolah maupun tipe proses yang dikerjakan.
Secara umum bahaya-bahaya tersebut dapat dibagi dalam tiga kategori , yaitu : 1. Bahaya kebakaran.
2. Bahaya kecelakaan secara kimia. 3. Bahaya terhadap zat-zat kimia.
VII.2.1. Bahaya Kebakaran
A. Penyebab kebakaran.
- Adanya nyala terbuka (open flame) yang datang dari unit utilitas, workshop
dan lain-lain.
- Adanya loncatan bunga api yang disebabkan karena korsleting aliran listrik seperti pada stop kontak, saklar serta instrument lainnya.
B. Pencegahan.
- Menempatkan unit utilitas dan unit pembangkitan cukup jauh dari lokasi proses yang dikerjakan.
- Menempatkan bahan yang mudah terbakar pada tempat yang terisolasi dan tertutup.
- Memasang kabel atau kawat listrik di tempat-tempat yang terlindung, jauh dari daerah yang panas yang memungkinkan terjadinya kebakaran.
- Sistem alarm hendaknya ditempatkan pada lokasi dimana tenaga kerja dengan cepat dapat mengetahui apabila terjadi kebakaran
C. Alat pencegah kebakaran.
- Instalasi permanen seperti fire hydrant system dan sprinkle otomatis.
- Pemakaian portable fire-extinguisher bagi daerah yang mudah dijangkau bila terjadi kebakaran. Jenis dan jumlahnya pada perencanaan pabrik ini dapat dilihat pada tabel VII.1.
Tabel VII.2. Jenis dan Jumlah Fire-Extinguisher.
NO. TEMPAT JENIS BERAT
SERBUK
JARAK
SEMPROT JUMLAH
1. 2. 3. 4. 5. 6. 7. Pos Keamanan Kantor Daerah Proses Gudang Bengkel Unit Pembangkitan Laboratorium YA-10L YA-20L YA-20L YA-10L YA-10L YA-20L YA-20L 3.5 Kg 6.0 Kg 8.0 Kg 4.0 Kg 8.0 Kg 8.0 Kg 8.0 Kg 8 m 8 m 7 m 8 m 7 m 7 m 7 m 3 2 4 2 2 2 2
VII.2.2. Bahaya Kecelakaan
Karena kesalahan mekanik sering terjadi dikarenakan kelalaian pengerjaan maupun kesalahan konstruksi dan tidak mengikuti aturan yang berlaku. Bentuk kerusakan yang umum adalah karena korosi dan ledakan. Kejadian ini selain mengakibatkan kerugian yang besar karena dapat mengakibatkan cacat tubuh maupun hilangnya nyawa pekerja. Berbagai kemungkinan kecelakaan karena mekanik pada pabrik ini dan cara pencegahan dapat digunakan sebagai berikut :
A. Vessel.
Kesalahan dalam perencanaan vessel dan tangki dapat mengakibatkan kerusakan fatal, cara pencegahannya :
pengecualian adanya seng dan tembaga. Bahan konstruksi yang biasanya dipakai untuk tangki penyimpan, perpipaan dan peralatan lainnya dalam pabrik ini adalah steel. Semua konstruksi harus sesuai dengan standar ASME (America Society Mechanical Engineering). - Memperhatikan teknik pengelasan.
- Memakai level gauge yang otomatis.
- Penyediaan man-hole dan hand-hole ( bila memungkinkan ) yang memadai untuk inspeksi dan pemeliharaan. Disamping itu peralatan tersebut harus dapat diatur sehingga mudah untuk digunakan.
B. Heat Exchanger.
Kerusakan yang terjadi pada umumnya disebabkan karena kebocoran-kebocoran. Hal ini dapat dicegah dengan cara :
- Pada inlet dan outlet dipasang block valve untuk mencegah terjadinya thermal expansion.
- Drainhole yang cukup harus disediakan untuk pemeliharaan. - Pengecekan dan pengujian terhadap setiap ruangan fluida secara sendiri-sendiri.
C. Peralatan yang bergerak.
Peralatan yang bergerak apabila ditempatkan tidak hati-hati, maka akan menimbulkan bahaya bagi pekerja. Pencegahan bahaya ini dapat dilakukan dengan :
- Pemasangan penghalang untuk semua sambungan pipa. - Adanya jarak yang cukup bagi peralatan untuk memperoleh kebebasan ruang gerak.
D. Perpipaan.
Selain ditinjau dari segi ekonomisnya , perpipaan juga harus ditinjau dari segi keamanannya hal ini dikarenakan perpipaan yang kurang teratur dapat membahayakan pekerja terutama pada malam hari, seperti terbentur, tersandung dan sebagainya. Sambungan yang kurang baik dapat menimbulkan juga hal-hal yang tidak diinginkan seperti kebocoran-kebocoran bahan kimia yang berbahaya. Untuk menghindari hal-hal tersebut, maka dapat dilakukan cara :
- Pemasangan pipa (untuk ukuran yang tidak besarhendaknya pada elevasi yang tinggi tidak didalam tanah, karena dapat menimbulkan kesulitan apabila terjadi kebocoran.
- Bahan konstruksi yang dipakai untuk perpipaan harus memakai bahan konstruksi dari steel.
perubahan suhu, begitu juga harus dicegah terjadinya over stressing
atau pondasi yang bergerak.
- Pemberian warna pada masing-masing pipa yang bersangkutan akan dapat memudahkan apabila terjadi kebocoran.
E. Listrik.
Kebakaran sering terjadi akibat kurang baiknya perencanaan instalasi listrik dan kecerobohan operator yang menanganinya. Sebagai usaha pencegahannya dapat dilakukan :
- Alat-alat listrik dibawah tanah sebaiknya diberi tanda seperti dengan cat warna pada penutupnya atau diberi isolasi berwarna.
- Pemasangan alat remote shut down dari alat-alat disamping starter. - Penerangan yang cukup pada semua bagian pabrik supaya operator
tidak mengalami kesulitan dalam bekerja.
- Sebaiknya untuk penerangan juga disediakan oleh PLN meskipun kapasitas generator set mencukupi untuk penerangan dan proses. - Penyediaan emergency power supplies tegangan tinggi.
- Meletakkan jalur-jalur kabel listrik pada posisi aman.
F. Isolasi.
Isolasi penting sekali terutama berpengaruh terhadap pada karyawan dari kepanasan yang dapat mengganggu kinerja para karyawan, oleh karena itu dilakukan :
- Pemakaian isolasi pada alat-alat yang menimbulkan panas seperti reaktor, exchanger, kolom distilasi dan lain-lain. Sehingga tidak mengganggu konsentrasi pekerjaan.
- Pemasangan isolasi pada kabel instrumen, kawat listrik dan perpipaan yang berada pada daerah yang panas , hal ini dimaksudkan untuk mencegah terjadinya kebakaran.
G. Bangunan Pabrik.
Hal-hal yang perlu diperhatikan dalam perencanaan bangunan pabrik adalah :
- Bangunan-bangunan yang tinggi harus diberi penangkal petir dan jika tingginya melebihi 20 meter, maka harus diberi lampu suar (mercu suar).
VII.2.3. Bahaya Karena Bahan Kimia
Banyak bahan kimia yang berba