Pengertian las dan sejarah
Proses pengelasan SMAW (Shield Metal Arc Welding) yang juga disebut Las Busur Listrik adalah proses pengelasan yang menggunakan panas untuk mencairkan material dasar atau logam induk dan elektroda (bahan pengisi). Panas tersebut dihasilkan oleh lompatan ion listrik yang terjadi antara katoda dan anoda (ujung elektroda dan permukaan plat yang akan dilas ).
Panas yang dihasilkan dari lompatan ion listrik ini besarnya dapat mencapai 4000 derajat C sampai 4500 derajat C. Sumber tegangan yang digunakan pada pengelasan SMAW ini ada dua macam yaitu AC (Arus bolak balik) dan DC (Arus searah).
Proses terjadinya pengelasan ini karena adanya kontak antara ujung elektroda dan material dasar sehingga terjadi hubungan pendek, saat terjadi hubungan pendek tersebut tukang las (welder) harus menarik elektroda sehingga terbentuk busur listrik yaitu lompatan ion yang menimbulkan panas.
Panas akan mencairkan elektroda dan material dasar sehingga cairan elektrode dan cairan material dasar akan menyatu membentuk logam lasan (weld metal). Untuk menghasilkan busur yang baik dan konstan tukang las harus menjaga jarak ujung elektroda dan permukaan material dasar tetap sama. Adapun jarak yang paling baik adalah sama dengan 1,5 x diameter elektroda yang dipakai.
Pada Mesin Las SMAW Arus DC terdapat dua Polaritas yaitu :
1. Polaritas Lurus (DCSP)
2. Polaritas Balik (DCRP)
Klik Cek Harga paket kursus Las SMAW / Listrik.
Para ahli sejarah memperkirakan bahwa orang Mesir kuno mulai menggunakan pengelasan dengan tekanan pada tahun 5500 SM.
Tahun 1892 gas asetilen ditemukan oleh Thomas Leopard Wetson. Campuran gas asetilen dan oksigen dengan perbandingan dan tekanan tertentu bila dibakar akan menghasilkan suhu yang cukup tinggi yang dapat mencairkan logam.
Cara ini dapat dilakukan oleh Brins bersaudara yaitu orang Perancis pada tahun 1886. Sebagai alat pembakar gas asetilen dan oksigen yang dinamakan brander, ditemukan oleh Fouche dan Picord. Alat ini mulai digunakan pada tahun 1901.
Setelah energi listrik ditemukan maka perkembangan proses pengelasan berjalan dengan pesat. Pada tahun 1885 alat-alat las busur listrik ditemukan oleh Bernardes.
Tahun 1901-1903 Fouche dan Picard mengembangkan tangkai las yang dapat digunakan dengan asetilen (gas karbit), sehingga sejak itu dimulailah zaman pengelasan dan pemotongan oksi-asetilen (gas karbit oksigen).
Periode antara 1903 dan 1918 merupakan periode pemakaian las yang terutama sebagai cara perbaikan, dan perkembangan yang paling pesat terjadi selama Perang Dunia I (1914-1918).
Tahun 1936 Wasserman manemukan cara-cara pembrasingan yang mempunyai kekuatan tinggi.
Tahun 1886 Thomas menemukan sistem las dengan tahanan listrik. Kemudian pada tahun 1926 las hidrogen ditemukan oleh Lungumir dan las busur listrik dengan pelindung gas mulia ditemukan oleh Hobart dan Dener.
Winterton menyebutkan bahwa benda seni orang Mesir yang dibuat pada tahun 3000 SM terdiri dari bahan dasar tembaga dan emas hasil peleburan dan pemukulan.
Asal mula pengelasan tahanan listrik {resistance welding) dimulai sekitar tahun 1877 ketika Prof. Elihu Thompson memulai percobaan pembalikan polaritas pada gulungan transformator, dia mendapat hak paten pertamanya pada tahun 1885 dan mesin las tumpul tahanan listrik {resistance butt welding) pertama diperagakan di American Institute Fair pada tahun 1887. Pada tahun 1889, Coffin diberi hak paten untuk pengelasan tumpul nyala partikel (flash-butt welding) yang menjadi satu proses las tumpul yang penting.
Pada waktu yang bersamaan, tahun 1877, ditemukan las tahanan (Resistance Welding). Seorang ahli fisika dari Inggris, James Joule, diakui sebagai penemunya.
Zerner pada tahun 1885 memperkenalkan proses las busur nayala karbon {carbon arc welding) dengan menggunakan dua elektroda karbon, dan
N.G. Slavinoff pada tahun 1888 di Rusia merupakan orang pertama yang menggunakan proses busur nyala logam dengan memakai elektroda telanjang (tanpa lapisan). Coffin yang bekerja secara terpisah juga menyelidiki proses busur nyala logam dan mendapat hak paten Amerika.
Tahun 1892. Pada tahun 1889, A.P. Strohmeyer memperkenalkan konsep elektroda logam yang dilapis untuk menghilangkan banyak masalah yang timbul pada pemakaian elektroda telanjang.
Thomas Fletcher pada tahun 1887 memakai pipa tiup hidrogen dan oksigen yang terbakar, serta menunjukkan bahwa ia dapat memotong atau mencairkan logam. Pada Penggunaan & pengembangan teknologi las.
Pada tahun 1950, AL Chudikov, seorang ahli mesin dari Uni Sovyet, mengemukakan hasil pengamatannya tentang teori tenaga mekanik dapat diubah menjadi energi panas.
Benardes menggunakan alat-alat las busur pada tahun 1885, dengan elektroda dibuat dari batang karbon atau grafit.
Pada tahun 1892, Slavianoff adalah orang pertama yang menggunakan kawat logam elektroda yang turut mencair karena panas yang ditimbulkan oleh busur listrik yang terjadi.
Kjellberg menemukan kualitas sambungan menjadi lebih baik bila kawat elektroda dibugkus dengan terak.
Pada tahun 1886, Thomson menciptakan proses las resistansi listrik. Goldscmitt menemukan las termit dalam tahun 1895 dan, pada tahun 1901 las oksi asetelin mulai digunakan oleh Fouche dan piccard. Pada tahun 1936 Wesserman menemukan cara pembrasingan yang mempunyai kekuatan tinggi.
Tahun 1892 gas asetilen ditemukan oleh Thomas Leopard Wetson. Campuran gas asetilen dan oksigen dengan perbandingan dan tekanan tertentu bila dibakar akan menghasilkan suhu yang cukup tinggi yang dapat mencairkan logam.
Sejarah Pengelasan
Para ahli sejarah memperkirakan bahwa orang Mesir kuno mulai menggunakan pengelasan dengan tekanan pada tahun 5500 SM (untuk membuat pipa tembaga dengan memalu lembaran yang tepinya saling menutup). Winterton menyebutkan bahwa benda seni orang Mesir yang dibuat pada tahun 3000 SM terdiri dari bahan dasar tembaga dan emas hasil peleburan dan pemukulan. Jenis pengelasan ini, yang disebut pengelasan tempa {forge welding), merupakan usaha manusia yang pertama dalam menyambung dua potong logam. Contoh pengelasan tempa kuno yang terkenal adalah pedang Damascus yang dibuat dengan menempa lapisan-lapisan besi yang berbeda sifatnya.
Pengelasan tempa telah berkembang dan penting bagi orang Romawi kuno sehingga mereka menyebut salah satu dewanya sebagai Vulcan (dewa api dan pengerjaan logam) untuk menyatakan seni tersebut. Sekarang kata Vulkanisir dipakai untuk proses perlakuan karet dengan sulfur, tetapi dahulu kata ini berarti “mengeraskan”. Dewasa ini pengelasan tempa secara praktis telah ditinggalkan dan terakhir dilakukan oleh pandai besi. tahun 1901-1903 Fouche dan Picard mengembangkan tangkai las yang dapat digunakan dengan asetilen (gas karbit), sehingga sejak itu dimulailah zaman pengelasan dan pemotongan oksi-asetilen (gas karbit oksigen).
Periode antara 1903 dan 1918 merupakan periode pemakaian las yang terutama sebagai cara perbaikan, dan perkembangan yang paling pesat terjadi selama Perang Dunia I (1914-1918). teknik pengelasan terbukti dapat diterapkan terutama untuk memperbaiki kapal yang rusak. Winterton melaporkan bahwa pada tahun 1917 terdapat 103 kapal musuh di Amerika yang rusak dan jumlah buruh dalam operasi pengelasan meningkat dari 8000 sampai 33000 selama periode 1914-1918. Setelah tahun 1919, pemakaian las sebagai teknik konstruksi dan pabrikasi mulai berkembang dengan pertama menggunakan elektroda paduan (alloy) tembaga-wolfram untuk pengelasan titik pada tahun 1920.
Pada periode 1930-1950 terjadi banyak peningkatan dalam perkembangan mesin las. Proses pengelasan busur nyala terbenam (submerged) yang busur nyalanya tertutup di bawah
bubuk fluks pertama dipakai secara komersial pada tahun 1934 dan dipatenkan pada tahun 1935. Sekarang terdapat lebih dari 50 macam proses pengelasan yang dapat digunakan untuk menyambung pelbagai logam dan paduan.
Pengelasan yang kita lihat sekarang ini jauh lebih kompleks dan sudah sangat berkembang. Kemajuan dalam teknologi pengelasan tidak begitu pesat sampai tahun 1877. Sebelum tahun 1877, proses pengelasan tempa dan peyolderan telah dipakai selama 3000 tahun. Asal mula pengelasan tahanan listrik {resistance welding) dimulai sekitar tahun 1877 ketika Prof. Elihu Thompson memulai percobaan pembalikan polaritas pada gulungan transformator, dia mendapat hak paten pertamanya pada tahun 1885 dan mesin las tumpul tahanan listrik {resistance butt welding) pertama diperagakan di American Institute Fair pada tahun 1887.
Pada tahun 1889, Coffin diberi hak paten untuk pengelasan tumpul nyala partikel (flash-butt welding) yang menjadi satu proses las tumpul yang penting. Zerner pada tahun 1885 memperkenalkan proses las busur nayala karbon {carbon arc welding) dengan menggunakan dua elektroda karbon, dan N.G. Slavinoff pada tahun 1888 di Rusia merupakan orang pertama yang menggunakan proses busur nyala logam dengan memakai elektroda telanjang (tanpa lapisan). Coffin yang bekerja secara terpisah juga menyelidiki proses busur nyala logam dan mendapat hak paten Amerika dalam tahun 1892. Pada tahun 1889, A.P. Strohmeyer memperkenalkan konsep elektroda logam yang dilapis untuk menghilangkan banyak masalah yang timbul pada pemakaian elektroda telanjang. Thomas Fletcher pada tahun 1887 memakai pipa tiup hidrogen dan oksigen yang terbakar, serta menunjukkan bahwa ia dapat memotong atau mencairkan logam. Pada Penggunaan & pengembangan teknologi las
Pada waktu ini, teknik las telah dipergunakan secara luas dalam penyambungan batang-batang pada konstruksi bangunan baja dan konstruksi mesin. Luasnya penggunaan teknologi ini disebabkan karena bangunan dan mesin yang dibuat dengan mempergunakan teknik penyambungan ini menjadi lebih ringan dan proses pembuatannya juga lebih sederhana, sehingga biaya keseluruhannya menjadi lebih murah.
Berdasarkan penemuan benda-benda sejarah, dapat diketahui bahwa teknik penyambungan logam telah diketahui sejak jaman prasejarah, misalnya pembrasingan logam paduan emas tembaga dan pematrian paduan timbal-timah. Menurut keterangan yang didapat telah diketahui dan dipraktikan dalam rentang waktu antara tahun 40000 sampai 30000 S.M. Sumber energi panas yang digunakan waktu itu diduga dihasilkan dari pembakaran kayu atau
arang, tapi panas yang dihasilkan pembakaran dari bahan bakar itu sangat rendah, sehingga teknik penyambungan ini tidak dikembangkan lebih lanjut.
Setelah energi listrik dapat dipergunakan dengan mudah, teknologi pengelasan maju dengan pesat dan menjadi suatu teknik penyambungan yang mutakhir. Cara-cara dan teknik pengelasan yang sering digunakan pada masa itu adalah las busur, las resistansi, las termit, dan las gas, pada umumnya diciptakan pada akhir abad ke – 19.
Benardes menggunakan alat-alat las busur pada tahun 1885, dengan elektroda dibuat dari batang karbon atau grafit. Pada tahun 1892, Slavianoff adalah orang pertama yang menggunakan kawat logam elektroda yang turut mencair karena panas yang ditimbulkan oleh busur listrik yang terjadi. Kjellberg menemukan kualitas sambungan menjadi lebih baik bila kawat elektroda dibugkus dengan terak. Pada tahun 1886, Thomson menciptakan proses las resistansi listrik. Goldscmitt menemukan las termit dalam tahun 1895 dan pada tahun 1901 las oksi asetelin mulai digunakan oleh Fouche dan piccard. Pada tahun 1936 Wesserman menemukan cara pembrasingan yang mempunyai kekuatan tinggi.
Kemajuan-kemajuan dalam ilmu pengetahuan dan teknologi yang dicapai sampai dengan tahun 1950, telah mulai mempercepat lagi kemajuan dalam bidang las. Pada masa ini telah ditemukan cara-cara baru dalam pengelasan antara lain las tekan dingin, las listrik terak, las busur dengan pelindung CO2, las gesek, las busur plasma dan masih banyak lagi.
Pengertian Mengelas, Membrasing Dan Menyolder 1. Mengelas
Mengelas adalah suatu cara kerja menyambung dua bagian logam atau lebih Pengelasan dapat diartikan juga suatu proses penyambungan logam di mana logam menjadi satu akibat panas dengan atau tanpa pengaruh tekanan. Atau dapat juga didefinisikan sebagai ikatan metalurgi yang ditimbulkan oleh gaya tarik menarik antara atom. Menurut DIN (Deuche Industrie Normen) las adalah ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam keadaan lumer atau cair.
Dari definisi tersebut dapat dijabarkan lebih lanjut bahwa las adalah sambungan setempat dari beberapa batang logam dengan menggunakan energi panas.
2. Membrasing
Membrasing termasuk cara menyambung logam, hanya kalau di sini benda kerja yang akan disambung dipanaskan sampai di atas 475 derajat celcius di bawah titik cairnya. Bahan tambahnya yang digunakan biasanya dari logam non ferro, misalnya kuningan atau perak. Agar hasil pembrasingan baik, maka perlu menggunakan flux.
Adalah suatu cara menyambung dengan menggunakan logam pengisi. Biasanya logam pengisi mempunyai titik cair yang lebih rendah dari logam yang akan disolder. Untuk mencairkan logam pengisi tidak digunakan api langsung ke benda yang akan disambung, melainkan menggunakan solder yang dipanasi terlebih dahulu. Panas yang diperlukan kira-kira di bawah 450 derajat celcius. Logam pengisi yang digunakan adalah dari bahan paduan timbal.
Teknologi pengelasan merupakan suatu proses untuk menyambung atau menggabungkan dua material logam menjadi satu.Pada masa sekarang ini perkembangan teknologi pengelasan sudah semakin modern,dengan tersedianya jenis-jenis teknik/cara-cara pengelasan yang bermacam-macam yang diantaranya akan saya bahas dipenulisan ilmiah. Teknologi pengelasan mempunyai peranan penting dalam perkembangan teknologi perindustrian,contohnya : teknologi kontruksi,teknologi automotif,perkapalan dan sebagainya.
Pada zaman sekarang ini yang teknologi berkembang dan modern, kapal laut merupakan alat transportasi yang murah untuk menghubungkan masyarakat, barang dan jasa dari sustu negara kenegara yang lain, dari pulau yang satu kepulau yang lainya.
Dinegara-negara yang sudah maju dalam perindustrianya, industri perkapalan sangatlah dibutuhkan untuk membuat kapal-kapal barang dan tanker untuk membawa hasil-hasil industri yang tidak bias dibawa oleh transportasi lain, karena biaya yang sangat besar dan membutuhkan ruang yang sangat besar. Semuanya itu dapat dipermudah dengan mengunakan kapal laut. Memasuki abad ke –21 ini dan serta menghadapi AFTA dan era globalisasi, pemerintah memprioritaskan pembangunan dibidag industri agar dapat menjajarkan diri dengan negara-negara yang sudah majudalam bidang industri , beberapa contoh pembangunan industri tersebut yang didukung pemerintah adalah proyek IPTN, PAL, dan sebagainya yang merupakan perwujudan dari keinginan bangsa Indonesia untuk dapat seperti negara maju didunia dalam bidang perindustrian sebagai bidang yang bias menjadi
tulang punggung devisa bagi bangsa Indonesia.
Berdasarkan hal tersebut industri perkapalan merupakan industri yang sangat penting untuk menunjang pembangunan. Karena itu sangatlah penting untuk adanya perusahaan –perusahan galangan kapal yang melakukan proses perawatan atau perbaikan
kapal-kapal baik untuk dalam dan luar negeri.
Salah satu perusahan yang menangani perawatan dan perbaikan dan juga membuat konstruksi baru sebuah kapal dan merupakan salah satu perusahaan yang terbaik
dalam perawatan dan perbaikan didalam negeri adalah PT. Dok & Perkapalan Kodja Bahari ( persero) Unit produksi Jakarta II yang bertempat di Tanjung Priok, Jakarta Utara.
a. Definisi pengelasan menurut American Welding Society, 1989 Pengelasan adalah proses penyambungan logam atau non logam yang dilakukan dengan memanaskan material yang akan disambung hingga temperatur las yang dilakukan secara : dengan atau tanpa menggunakan tekanan (pressure),hanya dengan tekanan (pressure), atau dengan atau tanpa menggunakan logam pengisi (filler)
b. Definisi pengelasan menurut British Standards Institution, 1983 Pengelasan adalah proses penyambungan antara dua atau lebih material dalam keadaan plastis atau cair dengan menggunakan panas (heat) atau dengan tekanan (pressure) atau keduanya. Logam pengisi (filler metal) dengan temperatur lebur yang sama dengan titik lebur dari logam induk dapat atau tanpa digunakan dalam proses penyambungan tersebut.
Penggunaan & pengembangan teknologi las
Penggunaan teknologi las Pada saat sekarang ini teknik las telah dipergunakan secara luas yang dimanfaatkan dalam berbagai bidang. Luasnya penggunaan teknologi las disebabkan karena bangunan dan mesin yang dibuat dengan mempergunakan teknik
pengelasan ini menjadi lebih murah
Lingkup penggunaan teknik pengelasan dalam konstruksi sangat luas meliputi perkapalan, jembatan, rangka baja, bejana tekan, pipa pesat, pipa saluran, kendaraan rel dan sebagainya.
Disamping itu untuk pembuatan las, proses las dapat juga dipergunakan untuk reparasi misalnya untuk mengisi lubang-lubang coran, membuat lapisan keras pada perkakas, mempertebal bagian-bagian yang sudah aus dan macam-macam reparasi lainnya. Pengelasan bukan tujuan utama dari konstruksi tetapi hanya merupakan sarana untuk mencapai ekonomi pembuatan yang lebih baik. Karena itu rancangan dan cara pengelasan harus betul-betul memperhatikan kesesuaian antara sifat-sifat las dengan kegunaan konstruksi serta keadaan sekitarnya.
Pengembangan Teknologi Las I. Las Busur Listrik
Selama berabad-abad las tempa dipakai sebagai proses utama untuk menyambung logam tanpa banyak mengalami perkembangan. Pada awal abad 19, ditemukan cara baru yaitu las busur nyala listrik (Elekctric Arc Welding) dengan electrode carbon batangan tanpa pembungkus dengan menggunakan battery sebagai sumber tenaga listrik. Kelemahan utama
proses las listrik carbon adalah oksidasi yang relative tinggi pada lasan (lasan mudah karat) sehingga las ini banyak dipakai.
Pada waktu yang bersamaan, tahun 1877, ditemukan las tahanan (Resistance Welding). Seorang ahli fisika dari Inggris, James Joule, diakui sebagai penemunya. Pada tahun 1856 dia memenaskan dua batang kawat dengan aliran listrik. Selama proses pemanasan, kedua kawat tersebut ditekan satu sama lain. Ternyata kedua kawat tersebut
saling terikat setelah selesai dipanaskan.
Pada perkembangan selanjutnya, resistane welding menghasilkan beberapa jenis proses pengelasan, missal las flash (Flas Welding) pada tahun 1920.las tahanan listrik mencapai kejayaannya setelah diciptakan berbagai jenis robot. Untuk memenuhi kebutuhan dikembangkan berbagai bentuk las tahanan listrik yang meliputi las titik, interval, seam (garis) dan proyeksi. Las ini dalam prosenya menerapkan panas dan tekan. Electrode berfungsi sebagai penyalur arus dan penekanan benda kerja berbentuk plat.
Pada decade berikutnya, diperkenalkan last hermit (Thermit Welding) berdasarkan prose kimiawi sehingga menambah kesanah teknologi pengelasan. Las thermid diperoleh dengan menuangkan logam cair diantara dua ujung logam yang akan disambungkan sehingga ikut mencair. Setelah membeku kedua logam menyatu dan cairan logam yang dituangkan
berfungsi sebagai bahan tambah.
Pada akhir abad 19 ditemukan las oxy acetylene, las ini berhasil menggeser pemakaian las tempa dan mendominasi proses pengelasan untuk beberapa decade sampai dikembangkan las listrik.
Pada tahun 1925 las oxy acetylene digeser oleh adanya perbaikan las busur listrik yang mana las busur tersebut memakai electrode terbungkus. Setelah terbakar, pembungkus electrode menghasilkan gas dan terak. Gas melindungi kawah lasan dari oksidasi pada saat proses pengelasan sedang berlangsung. Terak melindungi lasan selama proses pembekuan hingga dingin (sampai terak dibersihkan). Keterbatasan las busur electrode batangan adalah panjang ektode yang terbatas sehingga setiap periode tertentu pengelasan harus berhenti mengganti electrode. Efesiensi bahan tambah jauh dari 100% karena mesti ada puntungnya.
Bertitik tolak dari kelemahan tersebut maka pada akhir tahun 1930an diciptakan las busur electrode gulungan. Secara prinsip, pengelasan tidak perlu berhenti sebelum sampai ujung jalur las. Dan pengelasan dapat dilakukan dengan cara semi otomatis atau otomatis. Sebagai pelindung dipakai flux. Flux dituangkan sesaat dimuka electrode sehingga busur nyala listrik terpendam oleh flux. Keuntungannya, operator tidak silau oleh busur nyala
listrik, kelemahannya, las terbatas pada posisi dibawah tangan saja pada posisi lain flux akan jatuh berhamburan sebelum berfungsi.
Pada tahun 1941 di Amerika ditemukan electrode Tungsten. Tungsten tidak mencair oleh panasnya busur nyala listrik sehingga tidak terumpan dalam lasan. Sebagai pelindung dipakai gas inti (Inert) yang untuk beberapa saat dapat bertahan pada kondisinya. Gas inti disemburkan kedaerah lasan sehingga lasan terhindar dari oksidasi. Karena menggunakan las inti sebagai bahan pelindung las ini sering disebut las TIG ( Tungsten Inert Gas).
Keberhasilan pemakaian gas inti pad alas tungsten dicoba pula pad alas elektroda gulungan pada awal tahun 1950an. Proses ini selanjutnya disebut Gas Metal Arc Welding (GMAW) atau las MIG (Metal Inert Gas). Karena gas argo sangat mahal maka dipakai gas campuran argon dan oksigen atau gas CO yang cukup aktif. Las ini biasa disebut dengan Metal Aktif Gas (MAG). Dapat pula dipakai pelindung campuran argon dengan CO selama tidak lebih dari 20% hasilnya cukup baik karena tidak meninggalkan terak. Perlu diketahui bahwa gas gas pelindung lebih mahal, maka cara tersebut hanya dipakai untuk keperluan khusus
Berikutnya ditemukan las busur electrode gulungan dengan pelindung lasan berupa serbuk. Supaya dapat dipakai pada segala posisi, elektroda dibuat berlubang seperti pipa untuk menempatkan flux. Proses ini relative lebih murah dari pada las busur gas, dapat untuk segala posisi dan teknis pengelasan dapat dikembangkan secara semi otomatis atau otomatis penuh las ini disebut las busur elektroda berinti flux (Flux Core Arc Welding) Selanjutnya ada elektroda sebagai komponen yang akan dipasang pada bagian lain. Las ini disebut las stud. Stud terpasang pada benda utama melalui tiga tahap yaitu seting posisi, pencarian ujung stud dan benda utama dan penekanan stud pada benda utama sesaat setelah busur nyala dimatikan.
Setelah itu dikembangkan las listrik frekuensi inggi yaitu 10000 sampai 500000 Hz. Las listrik frekuensi tinggi sering disebut las induksi. Ditinjau dari proses penyatuan benda kerja, las ini termasuk las padat yang dibantu dengan panas untuk memecah lapisan oksidasi atau kotoran pada permukaan benda kerja. Panas yang dihasilakan sangat tipis dipermukaan benda kerja sehingga las ini sangat cocok untuk plat tipis.
Pada tahun 1950an , diubahnya energi listrik menjadi seberkas electron yang ditembakkan benda kerja. Panas yang dihasilkan lebih besar dan dimensi bekas electron jauh lebih kecil dari busur nyala listrik, pengelasannya sangat cepat maka sangat cocok untuk produksi masal. Daerah panas menjadi lebih sempit sehingga sangat cocok untuk bahan yang
sensitive terhadap perubahan panas. Kualitas lasan sangat baik dan akurasi , hanya saja peralatannya sangat mahal. Cara ini biasa disebut las electron ( Electron Beam Welding). II. Las Gesek
Pada tahun 1950, AL Chudikov, seorang ahli mesin dari Uni Sovyet, mengemukakan hasil pengamatannya tentang teori tenaga mekanik dapat diubah menjadi energi panas. Gesekan yang terjadi pada bagian-bagian mesin yang bergerak menimbulkan banyak kerugian karena sebagian tenaga mekanik yang dihasilkan berubah menjadi panas. Chudikov berpendapat, proses demikian mestinya biasa dipakai pada proses pengelasan. Setelah melalui percobaan dan penelitian dia berhasil mengelas dengan memanfaatkan panas yang terjadi akibat gesekan. Untuk memperbesar panas yang terjadi, benda kerja tidak hanya diputar tetapi ditekan satu terhadap yang lain. Tekanan juga berfungsi mempercepat fusi. Cara ini disebut las gesek (Friktion Welding).
III.Las Plasma
Las plasma busur nyala listrik (Plasma Arc Welding). Proses plasma sebenarnya merupakan penyempurnaan las tungsren, hanya saja busur nyala listrik tidak muncul diantara elektroda dengan benda kerja tetapi muncul antara ujung elektroda dengan gas inti yang mengalir di sekitarnya. Las plasma ternyata lebih baik dari las tungsten karena busur nyala listrik yang muncul lebih stabil dengan diameter lebih kecil sehingga panasnya lebih terpusat. Proses pengelasan bias lebih cepat, disamping itu tungsten tidak pernah menyentuh benda kerja.
IV.Las Suara
Awal tahun 1960 ditandai dengan penemuan las yang menggunakan suara frekuensi tinggi (Ultrasonic Welding). Las ini juga menggunakan listrik dalam proses kerjanya, tidak ada aliran listrik pada benda kerja, panas yang ditimbulkan semata-mata hasil proses dan sifatnya hanya membantu dalam proses penyatuan benda kerja. uara yang digunakan berkisar antara 10000 sampai 175000 Hz, getaran suara disalurkan melalui sosotrode yang dipasang pada benda kerja. Kemudian tekanan yang diterapkan pada benda kerja selama proses. Kelebihan proses ini adalah sesuai untuk benda tipis dan tidak terpengaruh jenis bahan yang disambungkan. Tidak dipakainya energi panas sebagai energi utama merupakan kelebihan sendiri pada bahan tertentu dan tipis, hanya saja kurang berhasil untuk ketebalan benda kerja diatas 2,5mm x 2. Berbagai bentuk las ultrasonic:
Wedge reed spot. Leteral drive spot. Overthung copuler spot. Line. Ring. Continuous seam.
V. Las eksplosive (Exsplosive Welding atau EXW)
Las eksplosive (Exsplosive Welding atau EXW) dikembangkan dari pengamatan seseorang dimasa PD I, ada pecahan-pecahan bom yang melekat kuat pada logam lain yang tertumbuk. Carl dalam penelitiannya menyimpulakan bahwa pecahan bom tersebut menempel karena efek jet pada saat terjadi tumbukan. Efek jet mampu membersihkan kotoran yang melekat pada permukaan kedua benda sehingga terjadi kontak antar atom kedua benda dan menghasilkan ikatan yang cukup kuat.
VI. Las Laser.
Pada tahun 1955 para ahli fisika berhasil menemukan sinar laser, secara sederhana dapat dikatakan sinar yang diproduksi pada panjang gelombang tertentu dan parallel, kemudian diperbesar, sinar tersebut selanjutnya difokuskan. Panas yang dihasilkan pada titik focus sangat tinggi. Menjelang tahun 1970, laser mulai diterapkan pad alas, laser sebagai sinar dapat diatur secara akurat sehingga las laser sangat sesuai untuk peralatan-peralatan khusus. Las laser dapat dipakai untuk mengelas benda-benda dengan ketebalan 0,13mm sampai 29mm pada kecepatan geser berkisar dari 21 mm/dt sampai 1,2 mm/dt. Persoalan yang timbul pad alas laser sama halnya dengan las electron, kerenggangan benda kerja sangat kecil antara 0,03 sampai 0,15.sampai pada waktu ini banyak sekali cara-cara pengklasifikasian yang digunakan dalam bidang las, ini disebabkan karena perlu adanya kesepakatan dalam hal-hal tersebut. Secara konvensional cara-cara pengklasifikasi tersebut pada waktu ini dapat dibagi dua golongan, yaitu klasifikasi berdasarkan kerja dan klasifikasi berdasarkan energi yang digunakan.
Klasifikasi Proses Pengelasan
Menurut American Welding, proses pengelasan dapat dibedakan menjadi 40 macam, namun yang sering digunakan adalah sebagai berikut :
1. Las Gas
a. las zat asam – asetilen (oxy asetylen) b. las zat asam – hidrogen
c. las udara asetilen d. las gas dengan tekanan 2. Las Busur
a. las busur arang b. las busur listrik c. las busur fluxe
d. las busur logam perisai gas (MIG) Metal Inert Gas e. las busur tungsten perisai gas (TIG) Tungsten Insert Gas f. las busur otomatis
3. Las Padat a. las dingin b. las di lusi c. las Let. d. las tempa e. las gesek f. las ultra sonic 4. Las Tahanan a. las titik b. las rol c. las proyeksi d. las tekan e. las sinar
5. Proses-proses las lain a. las termis
b. las terak listrik c. las induks d. las sinar laser e. las electrón
Jenis – Jenis Las Secara Keseluruhan
IRB = Infra Red Brazing (solder keras infra merah) TB = Torch Brazing (solder keras obor)
FB = Furnace Brazing (solder keras dapur pemanas) IB = Induction Brazing (solderr keras induksi listrik) RB = Resistance Brazing (solder keras tahanan listrik) DB = Dip Brazing (solder keras celup)
OAW = Oxy Acetylen Welding (las karbit)
OHW = Oxy Hydrogen Welding (las zat asam, zat air) PGW = Pressure Gas Welding (las gas bertekanan) RSW = Resistance Spot Welding (las titik tahanan listrik) RSEW = Resistance Seam Welding (las jalur tahanan listrik) RPW = Resistance Projection Welding (las perkusi tahanan listrik) FW = Flash Welding (las tekan tahanan listrik)
UW = Upset Welding (las temu tahanan listrik)
PEW = Percussion Welding (las perkusi tahanan listrik) SW = Stud Welding (las baut pendasi)
PAW = Plasma Arc Welding (las listrik plasma) SAW = Submerged Arc Welding (las busur terbenam)
GTAW = Gas Tungsten Arc Welding (las TIG, las gas tungsten) GMAW = Gas Metal Arc Welding (las gas metal)
FCAW = Flux Cored Arc Welding (las busur inti flux)
SMAW = Shielded Metal Arc Welding (las busur nyala listrik) CAW = Carbon Arc Welding (las busur nyala karbon)
TW = Termit Welding (las termit)LBW = Laser Beam Welding (las busur laser) IW = Induction Welding (las induksi listrik)
EBW = Electro Beam Welding (las busur elektron) USW = Ultrasonic Welding (las ultrasonik)
FRW = Friction Welding (las gesekan) FOW = Forge Welding (las tempa)
EXW = Explosion Welding (las ledakan) = CAD Welding DFW = Diffusion Welding (las pencairan)
CW = Cold Welding (las dingin) OS = Oven soldering
IS = Induction soldering
DS = Dip solderingRS = Resistance soldering TS = Torch soldering
AC = Carbon arc cutting AAC = Air carbon arc cutting GTAC = Gas tungsten arc cutting MAC = Metal arc cutting
PAC = Plasma arc cutting LBC = Laser beam cutting POC = Metal powder cutting OFC = Oxy fuel cutting FOC = Chemical flux cutting LOC = Oxygen lance cutting AOC = Oxygen arc cutting
Dalam melakukan penyambungan aluminium, pada umumnya dilakukan dengan pengelasan gas tungten arc welding (GTAW) dan gas metal arc welding (GMAW). Dengan memvariasi posisi pengelasan, penelitian dalam tugas akhir ini untuk mengetahui perbandingan kedua pengelasan bila ditinjau dari faktor teknik dan faktor ekonomis. Faktor teknis meliputi besarnya deformasi, cacat yang terjadi di permukaan dan didalam permukaan, visual test, radiography test dan fracture toughness. Sedangkan faktor ekonomis meliputi besarnya filler metal yang dikonsumsi tiap posisi pengelasan dan besarnya gas mulia (inert gas) yang digunakan. Dapat diketahui cacat permukaan tidak terjadi pada kedua pengelasan. Hasil visual test lainnya deformasi sudut paling besar terjadi pada GTAW posisi 3G sebesar 0,7628o. Untuk reinforcement, GMAW lebih tinggi dari GTAW yang berukuran rata-rata 2,5 mm . Dari radiography test cacat didalam permukaan yang melebihi standart terjadi pada GTAW posisi 2G dan 3G yang berupa porosity dan berukuran 7 mm dan 8 mm. Untuk fracture toughness, nilai KIC tertinggi pada weld metal dan HAZ adalah GMAW posisi 2G sebesar 160,84 Ksi Inch dan 169,08 Ksi Inch . Hasil faktor ekonomis, pengelasan GMAW posisi 1G paling efisien dengan biaya total Rp. 41,214.00.
http://syrijalakses.blogspot.co.id/2012/10/sejarah-pengelasan_58.html jenis2 pengeasan
Pengertian Proses Pengelasan
Pengelasan adalah Proses Penyambungan material-material menggunakan panas atau Tekanan atau keduanya, dengan atau tanpa logam pengisi yang
mempunyai temperatur leleh hampir sama. Adapun filosofi dari pengelasan tersebut adalah proses memperpendek jarak atom sehingga terbentuk ikatan, Dengan kata lain pengelasan merupakan proses memposisikan atom-atom ke posisi semula sehingga kembali terikat satu sama lain.
Jenis-Jenis Pengelasan
Secara proses, pengelasan dapat di bedakan atas beberapa macam antara lain A. Las Fusi ( Fusion Welding )
Las Fusi adalah Proses pengelasan dengan mencairkan sebagian logam induk. Berikut jenis-jenis pengelasan yang termasuk kedalam jenis las fusi:
1. SMAW (SMAW)
SMAW adalah suatu proses pengelasan dimana elektroda yang di pakai bersifat consumeable (habis pakai) yang mana flux melindungi filler dari oksigen agar tidak terjadi oksidasi.
Berikut gambar skema proses SMAW : 2. GMAW ( MIG )
GMAW adalah Proses pengelasan dengan elektroda terumpan menggunakan Busur listrik sebagai sumber panas dan menggunakan gas pelindung inert / gas mulia, campuran, atao CO2.
Berikut gambar skema proses SMAW :
http://aly12tlas.blogspot.co.id/2013/02/tentang-jenis-jenis-pengelasan_19.html
Pengelasan merupakan penyambungan bahan yang didasarkan pada prinsip-prinsip ikatan magnetik antar atom dari kedua bahan yang disambung. Kelebihan sambungan las adalah konstruksi ringan, dapat menahan kekuatan yang tinggi, mudah pelaksanaannya, serta cukup ekonomis. Namun kelemahan yang paling utama adalah terjadinya perubahan struktur mikro bahan yang dilas, sehingga terjadi perubahan sifat fisik maupun mekanis dari bahan yang dilas.
Proses pengelasan logam secara makro diklasifikasikan menjadi dua kelompok, yaitu: (1) Liquid state welding (LSW), dan (2) Solid state welding (SSW). LSW adalah proses pengelasan logam yang dilakukan dalam keadaan cair, sedangkan SSW merupakan proses las di mana pada saat pengelasan, logam dalam
keadaan padat. Pengelasan logam secara LSW maupun SSW mempunyai beberapa teknik/metode. Berbagai jenis las berdasarkan metode.
A. Las Kondisi Cair (Liquid State Welding)
1. Las Busur Listrik (Electric Arc Welding) a) Las Flash Butt (Flash Butt Welding)
Flash butt merupakan metode pengelasan yang dilakukan dengan
menggabungkan antara loncatan electron dengan tekanan, di mana benda kerja yang dilas dipanasi dengan energi loncatan electron kemudian ditekan dengan alat sehingga bahan yang dilas menyatu dengan baik.
b) Las Elektroda Terumpan (Consumable Electrode)
Consumable electrode (elektroda terumpan) adalah pengelasan dimana
elektroda las juga berfungsi sebagai bahan tambah. Las elektroda terumpan terdiri dari:
- Las MIG (Metal Inert Gas)dan Las MAG(Metal Active Gas)
Las listrik MIG adalah juga las busur listrik dimana panas yang ditimbulkan oleh busur listrik antara ujung elektroda dan bahan dasar, karena adanya arus listrik dan menggunakan elektrodanya berupa gulungan kawat yang berbentuk rol yang gerakannya diatur oleh pasangan roda gigi yang digerakkan oleh motor listrik.
Kecepatan gerakan elektroda dapat diatur sesuai dengan keperluan. Tangkai Ias dilengkapi dengan nosal logam untuk menyemburkan gas pelindung yang dialirkan dari botol gas malalui selang gas.
- Las Listrik (Shielded Metal Arc Welding/SMAW)
SMAW (Shielded Metal Arc Welding) adalah proses pengelasan dengan
mencairkan material dasar yang menggunakan panas dari listrik melalui ujung elektroda dengan pelindung berupa flux atau slag yang ikut mencair ketika pengelasan.Prinsip dari SMAW adalah menggunakan panas dari busur untuk mencairkan logam dasar dan ujung sebuah consumable elektroda tertutup dengan tegangan listrik yang dipakai 23-45 Volt, dan untuk pencairan digunakan arus listrik hingga 500 ampere yang umum digunakan berkisar antara 80-200 ampere.
- Las Busur Terpendam (Submerged Arc Welding/SAW)
Prinsip dasar pengelasan ini adalah menggunakan arus listrik untuk
menghasilkan busur (Arc) sehingga dapat melelehkan kawat pengisi lasan (filler wire), dalam pengelasan SAW ini cairan logam lasan terendam dalam flux yang melindunginya dari kontaminasi udara, yang kemudian flux tersebut akan membentuk terak las (slag) yang cukup kuat untuk melindungi logam lasan hingga membeku.
c) Las Elektroda Tak Terumpan (Non Consumable Electrode)
Non consumable electrode adalah pengelasan dengan menggunakan elektroda,
di mana elektroda tersebut tidak berfungsi sebagai bahan tambah. Elektroda hanya berfungsi sebagai pembangkit nyalah listrik, sedangkan bahan tambah digunakan filler metal.Non Consumable Electrode terdiri dari :
- Las TIG(Tungsten Inert Gas)
Las TIG (Tungsten Inert Gas) adalah proses pengelasan dimanabusur nyala listrik ditimbulkan oleh elektroda tungsten (elektroda tak terumpan) dengan benda kerja logam. Daerah pengelasan dilindungioleh gas lindung (gas tidak aktif) agar tidak berkontaminasi denganudara luar. Kawat las dapat ditambahkan atau tidak tergantung daribentuk sambungan dan ketebalan benda kerja yang akan dilas. - Las Plasma
2. Las Tahanan (Resistance Welding) a) Las Titik (Spot Welding)
elektroda, karena terjadi hambatan diantara kedua bahan yang disambung, maka timbul panas yang dapat melelehkan permukaan bahan dan dengan tekanan akan terjadi sambungan
b) Las Kelim ( Seam Welding)
Ditinjau dari prinsip kerjanya, las kelim sama dengan las titik, yang berbeda adalah bentuk elektrodanya. Elektroda las kelim berbentuk silinder.
c) Las Gas atau Las Karbit (Oxy-acetylene welding / OAW)
Pengelasan dengan oksi - asetilin adalah proses pengelasan secara manual dengan pemanasan permukaan logam yang akan dilas atau disambung sampai mencair oleh nyala gas asetilin melalui pembakaran C2H2 dengan gas O2 dengan atau tanpa logam pengisi.
d) Las Sinar Laser
Pengelasan sinar laser adalah pengelasan yang memanfaaatkan gelombang cahaya sinar laser yang dialirkan lurus kedepan tanpa penyebaran terhadap benda kerja sehingga menghasilkan panas dan melelehkan logam yang akan dilas.
e) Las Sinar Elektron
Prinsip kerjanya adalah adanya energi panas didapat dari energi sebuah elektron yang di tumbukkan pada benda kerja, elektron yang dipancarkan oleh katoda ke anoda difokuskan oleh lensa elektrik ke sistim defleksi. Sistim defleksi
meneruskan sinar elektron yang sudah fokus ke benda kerja. Sinar yang sudah fokus tersebut digunakan untuk melakukan pengelasan benda kerja.
B. Las Kondisi Padat (Solid State Welding)
1) Friction Welding
Friction welding atau las gesekan merupakan proses penyambungan logam
dengan memanfaatkan energi panas yang diakibatkan karena adanya gesekan dari dua material yang akan disambung
2) Cold Welding
Pengelasan dingin (Cold welding) adalah pengelasan yang dilakukan dalam keadaan dingin. Yang dimaksud dingin di sini, bukan berarti tidak ada panas, panas dapat saja terjadi dari proses tersebut, namun tidak melebihi suhu rekristalisasi logam yang dilas. Cold Welding terdiri dari :
- Las Ultrasonik (Ultrasonic Welding / UW)
Las ultrasonik adalah proses penyambungan padat untuk logam-logam yang sejenis, maupun logam-logam berlainan jenis, dimana secara umum bentuk sambungan nya adalah sambungan tindih. Energi getaran berfrekwensi tinggi mengenai daerah las-las an dengan arah paralel dengan permukaan sambungan. Tegangan geser osilasi pada permukaan las-lasan yang terjadi akibat
ke-2 permukaan logam induk yang akan dilas. - Las Ledakan ( Explosive Welding / EW)
Las ledakan atau sering disebut las pembalutan (clading welding), merupakan proses las dimana dua permukaan dijadikan satu dibawah pengaruh tumbukan (impact force) disertai tekanan tinggi yang berasal dari ledakan (detonator) yang ditempatkan dekat dengan logam induk.
3) Las Tempa
Penyambungan logam dengan cara ini dilakukan dengan memanasi ujung logam yang akan disambung kemudian ditempa, maka terjadilah sambungan. Panas yang dibutuhkan sedikit di atas suhu rekristalisasi logam, sehingga logam masih dalam keadaan padat.
3. FCAW
Pada dasarnya pengelasan dengan FCAW merupakan proses pengelasan yang mirip dengan GMAW/MIG dan menggunakan kawat Las Berinti Flux.
4. GTAW (TIG)
GTAW adalah Proses pengelasan dengan elektroda tak terumpan menggunakan Busur listrik sebagai sumber panas dan menggunakan gas pelindung inert / gas mulia
Berikut gambar skema proses GTAW : 5. PAW
PAW adalah proses pengelasan dengan pelindung gas dimana panas timbul akibat busur elektroda dengan BK. Busur dipersempit oleh oriffice tembaga paduan yang terletak antara elektroda dan BK. Plasma dibentuk oleh ionisasi bagian gas yang melewati oriffice.
Pada PAW, sebuah elektroda tungsten digunakan sama seperti pada GTAW. Dua aliran gas yang terpisah melewati torch. Satu aliran mengelilingi elektroda didalam badan orifis dan melalui orifis, terjadi penyempitan busur untuk
membentuk plasma panas. Gas yang digunakan adalah gas mulia dan biasanya adalah argon. Aliran gas lainnya yaitu gas pelindung lewat diantara badan orifis dan di bagian luar pelindung. Gas ini melindungi logam cair dan busur dari kontaminasi oleh lingkungan sekitarnya. Gas mulia, seperti argon, juga bisa digunakan untuk pelindung, tapi campuran gas yang tak teroksidasi, seperti argon dengan 5 % hydrogen, bisa juga dimanfaatkan.
Berikut gambar skema proses PAW : 6. SAW
Secara bahasa SAW adalah pengelasan busur rendam. SAW adalah proses
Pengelasan busur mirip dengan GMAW tetapi secara bersamaan diumpankan flux untuk melindungi proses mengantikan gas pelindung.
Berikut gambar skema proses SAW :
7. Electroslag Welding (ESW)
ESW adalah suatu proses las otomatis dengan laju deposit tinggi yang digunakan untuk mengelas logam dengan tebal 2 inci atau lebih secara vertikal
Berikut gambar skema proses ESW : B. Solid State Welding
Solid state welding adalah proses pengelasan dengan tekanan dan, atau tanpa panas.
Berikut jenis-jenis pengelasan yang termasuk kedalam jenis solid state welding: Explosion Welding
Forge Welding Friction Welding
Radial Friction Welding Ultrasonic Welding Roll Welding
Cold Welding C. Proses Brazing
Proses brazing adalah proses penyatuan logam-logam dengan logam pengisi yang mencair di atas temperatur 840 oF ( di bawah temperatur cair logam induk ).
Berikut jenis-jenis pengelasan yang termasuk kedalam jenis proses brazing: Torch Brazing Furnace Brazing Induction Brazing Dip Brazing Resistance Brazing Diffusion Brazing Exothermic Brazing
Brazing with clad Brazing materials D. Proses Soldering
Proses soldering adalah proses pengelasan dengan logam pengisi yang mencair dibawah temperature 840 oF Umumnya logam pengisi menggunakan Timah. Berikut jenis-jenis pengelasan yang termasuk kedalam jenis proses soldering: Iron Soldering
Torch Soldering
Furnace and Infrared Soldering Dip Soldering
Hot Gas Soldering Induction Soldering Wave Soldering
Brazing dan Soldering adalah proses penyambungan dengan menggunakan efek kapilaritas. Dimana Efek Kapilaritas adalah gaya tarik logam yang disambung terhadap logam pengisi cair sehingga permukaan sambungan dikontak oleh logam pengisi dengan syarat jarak antara dua logam harus dekat.
Weldability dan Faktor-faktor yang mempengaruhinya
Sifat Mampu Las ( Weldability ) adalah kemampuan material disambung dengan proses pengelasan sehingga menghasilkan sambungan yang berkualitas.
Weldability adalah fungsi dari : Jenis proses las yang dipakai. Lingkungan operasi dan proses. Komposisi paduan.
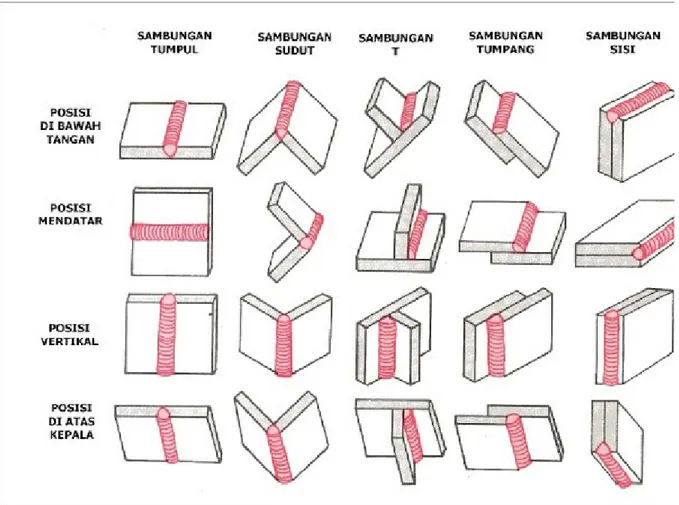
Jenis-Jenis Sambungan
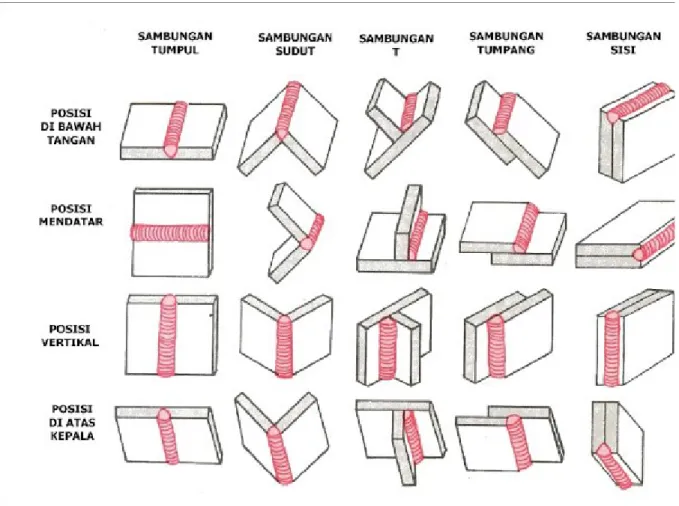
Ada beberapa jenis sambungan yang di gunakan dalam pengelasan. Adapun jenis-jenis sambungan tersebut antara lain:
Sambungan silang Sambungan T Sambungan tumpul Sambungan sudut Sambungan sisi
Sambungan dengan penguat Sambungan dengan Tumpang
Lebih jelas jenis-jenis sambungan tersebut dapat kita lihat pada gambar berikut : Posisi Pengelasan Posisi Pengelasan : 1. Flat ( datar ) ® F 2. Horizontal ® H 3. Vertikal ® V 4. Atas kepala ® OH Skema SMAW
Berikut skema pengelasan SMAW :
Elektroda dan Fungsinya pada pengelasan
Elektroda adalah sautu material yang di gunakan dalm melakukan proses pengelasan. Elektroda selalu memiliki standarisasi yang berbeda-beda, jadi dengan kata lain elektroda yang di gunakan selalu berbeda-beda tergantung pada jenis pengelasannya.
Berikut standarisasi elektroda : E XXX XX atau E XX XX
A B A B
A = Kekuatan tarik minimum ( KSi ) B = Posisi pengelasan
Contoh :
E 6010 ® UTM ≥ 430 MPa ( 760 ksi ) 1 ® semua posisi ( F, H, OH, V ) E 6020 ® UTM ≥ 430 MPa ( 760 ksi ) 2 ® posisi flat atau horizontal
Elektroda untuk Stainless steel see ® AWS A5.4 Nickel and copper alloy see ® AWS A5.11 dan A5.6 Aluminium alloy see ® AWS A5.3
Fungsi elektroda pada pengelasan :
Sebagai penyambung material yang akan di lilas. Sebagai pelindung hasil lasan
Cara menghasilkan nyala busur SMAW Ada 2 metoda :
1. Scratching ( recommended )
Scracth (gores) logam dengan elektroda berupa goresan pendek
Setelah terbentuk busur, segera angkat elektroda untuk mencegah penempelan dengan logam setinggi 2X diameter elektroda
Tahan posisi itu hingga busur terbentuk dan gas pelindung terbentuk Gerakan elektroda sepanjang groove
Gerakan naik turun elektroda secara vertical sampai timbul percikan Setelah ada percikan angkat elektroda setinggi 2X diameternya Jika busur belum stabil turunkan elektroda hingga 1X diameternya Las Titik (Spot Welding)
Las titik merupakan car alas resistansi listrik dimana dua atau lebih lembaran logam dijepit antara elektroda dan logam.
Waktu yang singkat disebut waktu tekan, kemudian dialirkan arus bertegangan rendah di antara elektroda logam yang saling bersinggungan menjadi panas dan temperatur naik sampai mencapai temperature pengelasan (temperatur fusi logam). Segera setelah temperatur pengelasan dicapai tekanan antara elektroda memaksa logam menjadi satu dan terbentuklah sambungan las.
Penggunaan proses las titik tergantung kepada : Besar kecilnya arus listrik
besar kecilnya gaya penekanan lamanya waktu penekanan luas singgungan logam
http://www.kompasiana.com/apri711/jenis-jenis-pengelasan_5500b399a333111d72511941 prinsip kerja las smaw
Las SMAW (shielded metal arc welding), atau las busur elektroda terbungkus sering disebut dengan nama las listrik. Las SMAW merupakan proses penyambungan dua buah keping logam yang sejenis atau lebih dengan mengunakan sumber panas dari listrik dengan menggunakan elektroda terbungkus sebagai bahan tambah atau pengisi sehingga akan membentuk sambungan yang tetap. Prinsip kerja dari las SMAW ini yaitu saat ujung elektroda didekatkan pada benda kerja terjadi panas listrik (busur listrik) yang membuat antara benda kerja dengan ujung elektroda terbungkus tersebut mencair secara bersamaan. Dengan adanya pencairan ini maka kampuh pada lasan akan terisi oleh cairan logam dari elektroda dan logam induk yang mencair secara bersamaan. Elektroda sendiri merupakan kawat/logam yang terbungkus fluks. Fluks pada elektroda berfungsi sebagai pemantap busur dan juga sebagai sumber terak (slag) yang akan melindungi hasil las yang baru dari kontaminasi udara luar.
Pada saat proses pengelasan berlangsung pemindahan logam dari elektroda tergantung dari besar kecilnya arus listrik yang digunakan. Apabila menggunakan arus yang besar maka butiran-butiran logam akan menjadi halus, tetapi sebaliknya apabila menggunakan arus yang yang kecil pemindahan logam dari elektroda akan menjadi lebih besar.
Menurut Riswan Dwi Djatmiko, MPD pada Modul Teori Pengelasan Logam : 2008, secara umum dapat dikatakan bahwa mempunyai sifat mampu las tinggi bila pemindahan terjadi dengan butiran yang halus, sedangkan proses pemindahan dipengaruhi oleh besar kecilnya arus dan juga oleh komposisi bahan pembungkus elektroda (fluks) yang digunakan.Dalam pengelasan menggunakan mesin las SMAW pemilihan elektroda juga menjadi hal penting untuk diperhatikan. Penggunaan elektroda disesuaikan dengan bahan yang akan dilas dan ketebalan benda kerja serta kuat arus yang digunakan harus sesuai dengan ketentuan agar menghasilkan mampu las yang baik.
http://navale-engineering.blogspot.co.id/2013/02/las-smaw.html
bagian-bagan utama mesin las smaw
Peralatan las busur manual terdiri dari peralatan utama, peralatan bantu serta keselamatan dan kesehatan kerja. Untuk dapat melakukan proses pengelasan dengan baik, maka peralatan tersebut perlu dilengkapi. Peralatan utama adalah alat-alat yang berhubungan langsung dengan proses pengelasan; sehingga dengan tidak adanya salah satu dari peralatan tersebut, maka pengelasan tidak dapat dilakukan. Yang
termasuk peralatan utama antara lain adalah : mesin las, kabel las, tang las ( holder ) dan klem masa.
Adapun peralatan bantu, keselamatan dan kesehatan kerja antara lain meliputi : kedok (helm) las, palu terak (chipping hammer), sikat baja dan tang penjepit (smit tang ).
Sedang untuk kegiatan pelatihan atau produksi yang rutin/ tetap dapat dilengkapi dengan meja las dan tabir penghalang dan sistem pengisap asap/ debu, dll. Berikut ini adalah gambar/ ilustrasi sebuah ruang las beserta kelengkapannya
1. Mesin Las Listrik Busur Manual
Mesin las busur manual secara garis besarnya dibagi dalam 2 golongan, yaitu : Mesin las arus bolak balik (Alternating Current / AC Welding
Machine) dan Mesin las arus searah (Direct Current / DC Welding Machine) Mesin las AC sebenarnya adalah transpormator penurun tegangan.
Transformator (trafo mesin las) adalah alat yang dapat merubah tegangan yang keluar dari mesin las, yakni dari 110 Volt, 220 Volt, atau 380 Volt menjadi berkisar antara 45 – 80 Volt dengan arus (Amper) yang
tinggi.Mesin las DC mendapatkan sumber tenaga listrik dari trafo las ( AC ) yang kemudian diubah menjadi arus searah atau dari generator arus searah yang digerakkan oleh motor bensin atau motor diesel sehingga cocok untuk pekerjaan lapangan atau untuk bengkel-bengkel kecil yang tidak mempunyai jaringan listrik. Pengaturan arus pada pengelasan dapat dilakukan dengan cara memutar tuas, menarik, atau menekan, tergantung pada konstruksinya, sehingga kedudukan inti medan magnit bergeser naik-turun pada transformator. Pada mesin las arus bolak-balik,
kabel masa dan kabel elektroda dipertukarkan tidak mempengaruhi perubahan panas yang timbul pada busur nyala.
2. Kabel Las
Pada mesin las terdapat kabel primer ( primary power cable ) dan kabel sekunder atau kabel las ( welding cable ).Kabel primer ialah kabel yang menghubungkan antara sumber tenaga dengan mesin las. Jumlah kawat inti pada kabel primer disesuaikan dengan jumlah phasa mesin las
ditambah satu kawat sebagai hubungan masa tanah dari mesin las.Kabel sekunder ialah kabel-kabel yang dipakai untuk keperluan mengelas, terdiri dari dua buah kabel yang masing-masing dihubungkan dengan penjepit ( tang ) elektroda dan penjepit ( holder ) benda kerja. Inti kabel terdiri dari kawat-kawat yang halus dan banyak jumlahnya serta dilengkapi dengan isolasi. Kabel-kabel sekunder ini tidak boleh kaku , harus mudah
ditekuk/digulung. Penggunaan kabel pada mesin las hendaknya
disesuaikan dengan kapasitas arus maksimum dari pada mesin las. Makin kecil diameter kabel atau makin panjang ukuran kabel, maka
tahanan/hambatan kabel akan naik, sebaliknya makin besar diameter kabel dan makin pendek maka hambatan akan rendah.
Pada ujung kabel las biasanya dipasang sepatu kabel untuk pengikatan kabel pada terminal mesin las dan pada penjepit elektroda maupun pada penjepit masa
3. Tang Las
Elektroda dijepit dengan tang las ( elektroda ). Tang las dibuat dari bahan kuningan atau tembaga dan dibungkus dengan bahan yang berisolasi yang tahan terhadap panas dan arus listrik, seperti ebonit. Mulut penjepit hendaknya selalu bersih dan kencang ikatannya agar hambatan arus yang terjadi sekecil mungkin.
4. Klem masa
Untuk menghubungkan kabel masa ke benda kerja atau meja kerja digunakan penjepit/ klem masa. bahan penjepit / klem sebaiknya sama dengan tang elektroda. Klem ini harus mampu menjepit benda kerja atau meja kerja dengan baik agar arus dari mesin las tidak tersendat.
http://conectingwillys.blogspot.co.id/2013/05/peralatan-las-listrik-busur-manual.html
Peralatan
Perlengkapan yang diperlukan untuk proses pengelasan SMAW adalah peralatan yang paling sederhana dibandingkan dengan proses pengelasan listrik yang lainnya. Adapun perlengkapan las SMAW adalah : transformator DC/AC, elektroda, kabel massa, kabel elektroda, connectors, palu cipping, sikat kawat dan alat perlindungan diri yang sesuai.
Gambar 2. Skema peralatan las SMAW - Sumber Tegangan (power source)
Sumber tegangan diklasifikasikan sebagai mesin las AC dan mesin las DC, mesin las AC biasanya berupa trafo las, sedangkam mesin las DC selain trafo juga ada yang dilengkapi dengan rectifier atau diode (perubah arus bolak balik menjadi arus searah) biasanya
menggunakan motor penggerak baik mesin diesel, motor bensin dan motor listrik. Gambar 3. adalah mesin las DC, saat ini banyak digunakan mesin las DC karena DC mempunyai
beberapa kelebihan dari pada mesin las AC yaitu busur stabil dan polaritas dapat diatur. Gambar 3. adalah mesin las AC yang menggunakan transformator atau trafo las.
Gambar 3. Mesin las DC Gambar 4. Mesin las AC
- Kabel masa dan kabel elektoda (ground cable and electrode cable)
Kabel masa dan kabel elektroda berfungsi menyalurkan aliran listrik dari mesin las ke material las dan kembali lagi ke mesin las. Ukuran kabel masa dan kabel elektroda ini harus cukup besar untuk mengalirkan arus listrik, apabila kurang besar akan menimbulkan panas pada kabel dan merusak isolasi kabel yang akhirnya membahayakan pengelasan.
Sesuai dengan peraturan, kabel di antara mesin dan tempat kerja sebaiknya sependek mungkin. Menggunakan satu kabel (tanpa sambungan) jika jaraknya kurang dari 35 kaki. Jika memakai lebih dari satu kabel, sambungannya harus baik dengan menggunakan lock-type cable connectors. Sambungan kabel minimal 10 kaki menjauhi operator.
Gambar 5. Kabel elektroda - Pemegang elektroda dan klem masa (holder and claim masa)
Pemegang elektrode berguna untuk mengalirkan arus listrik dari kabel elektrode ke elektrode serta sebagai pegangan elektrode sehingga tukang las tidak merasa panas pada saat mengelas. Klem masa berguna untuk menghubungan kabel masa dari mesin las dengan material biasanya klem masa mempunyai per untuk penjepitnya. Klem ini sangat penting karena apabila klem longgar arus yang dihasilkan tidak stabil sehingga pengelasan tidak dapat berjalan dengan baik.
Gambar 6. Pemegang elektroda dan klem masa - Palu las dan sikat kawat (chipping hammer and wire brush)
Palu Ias digunakan untuk melepaskan dan mengeluarkan terak las pada logam Ias (weld metal) dengan jalan memukulkan atau menggoreskan pada daerah lasan. Berhati-hatilah
bagian badan lainnya. Jangan membersihkan terak las sewaktu terak las masih panas/merah. Sikat kawat dipergunakan untuk :
membersihkan benda kerja yang akan dilas
membersihkan terak las yang sudah lepas dari jalur las oleh pukulan palu las.
Gambar 7. Palu las Gambar 8. Sikat kawat
c. Karakteristik Listrik (Electrical Characteristic )
Sumber arus listrik dinyatakan dalam arus AC atau DC. Jika DC, polaritasnya juga harus ditentukan. Untuk menentukan sumber arus listrik apa dan polaritas yang mana yang dipakai perlu diperhatikan beberapa hal sebagai berikut.
Arus DC (direct current)
- Aliran : Continue pada satu arah, jadi busur nyala steady.
- Voltage drop : Sensitif terhadap panjang kabel, kabel sependek mungkin. - Current : Dapat dipakai untuk arus kecil dengan diameter elektrode
kecil.
- Elektrode : Semua jenis elektrode dapat dipakai. - Arc Starting : Lebih mudah, terutama untuk arus kecil. - Pole : Dapat dipertukarkan.
- Arc bow : Sensitif terhahap bagian-bagian pada ujung-ujung, sudut atau bagian yang banyak lekuk-lekuknya.
Arus AC (Alternating Current)
- Voltage drop : Panjang kabel tidak banyak pengaruhnya. - Current : Kurang cocok untuk low current
- Elektrode : Tidak semua jenis elektrode dapat dipakai
- Arc Starting : Lebih Sulit terutama untuk diameter elektrode kecil. - Pole : Tidak dapat dipertukarkan.
- Arc bow : Tidak merupakan masalah. Polaritas Lurus
Apabila material dasar atau material yang akan dilas disambung kan dengan kutup positip ( + ) dan elektrodenya disambungkan dengan kutup negatip ( - ) pada mesin las DC maka cara ini disebut pengelasan polaritas lurus atau DCSP (Direct Current Straight Polarity), ada
juga yang menyebutkan DCEN. Dengan cara ini busur listrik bergerak dari elektrode ke material dasar sehingga tumbukan elektron berada di material dasar yang berakibat 2/3 panas berada di material dasar dan 1/3 panas berada di elektroda.
Cara ini akan menghasilkan pencairan material dasar lebih banyak dibanding
elektrodenya sehingga hasil las mempunyai penetrasi yang dalam, sehingga baik digunakan pada pengelasan yang lambat serta manik las yang sempit dan untuk pelat yang tebal.
Polaritas Balik
Dengan proses pengelasan cara ini material dasar disambungkan dengan kutup negatip ( - ) dan elektrodenya disambungkan dengan kutup positip ( + ) dari mesin las DC, dan disebut DCRP ( Direct Current Reversed Polarity) ada juga yang menyebutkan DCEP. Busur listrik bergerak dari material dasar ke elektrode dan tumbukan elektron berada di elektrode yang berakibat 2/3 panas berada di elektroda dan 1/3 panas berada di material dasar. Cara ini akan menghasilkan pencairan elektrode lebih banyak sehingga hasil las mempunyai penetrasi dangkal, serta baik digunakan pada pengelasan pelat tipis dengan manik las yang lebar.
Gambar 7. Polaritas lurus dan balik pada las SMAW
d. Elektroda (electrode)
Sebagian besar elektrode las SMAW dilapisi oleh lapisan flux, yang berfungsi sebagai pembentuk gas yang melindungi cairan logam dari kontaminasi udara sekelilingnya. Selain itu fluk berguna juga untuk membentuk terak las yang juga berfungsi melindungi cairan las dari udara sekelilingnya. Lapisan elektrode ini merupakan campuran kimia yang
komposisisnya sesuai dengan kebutuhan pengelasan. Menurut AWS (American Welding Society ) elektrode diklasifikasikan dengan huruf E dan diikuti empat atau lima digit sebagai berikut E xxxx (x) . Dua digit yang pertama atau tiga digit menunjukan kuat tarik hasil las tiga digit menunjukan kuat tarik lebih dari 100.000 psi sedangkan dua digit menunjukan kuat tarik hasil lasan kurang dari 100.000 psi.
Sebagai contoh elektrode E 6013 mempunyai kuat tarik 60.000 psi (42 Kg/mm2 ). Sedangkan angka digit ketiga atau keempat bagi yang kuat tariknya lebih besar 100.000 psi
( 70 Kg/mm2 ) digit selanjutnya menujukan posisi pengelasan, apabila angkanya 1 berarti untuk segala posisi.pengelasan, angka 2 berarti las datar atau horizonta l dan angka 3 menunjukan untuk pengelasan datar saja. Digit yang terakhir menunjukan jenis dari campuran kimia dari lapisan elektrode .
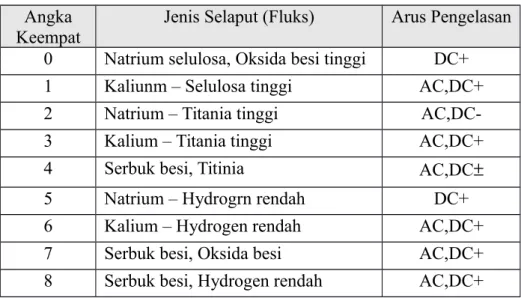
Tabel 1. Macam-macam jenis selaput (fluks) Angka
Keempat
Jenis Selaput (Fluks) Arus Pengelasan 0 Natrium selulosa, Oksida besi tinggi DC+
1 Kaliunm – Selulosa tinggi AC,DC+
2 Natrium – Titania tinggi
AC,DC-3 Kalium – Titania tinggi AC,DC+
4 Serbuk besi, Titinia AC,DC
5 Natrium – Hydrogrn rendah DC+
6 Kalium – Hydrogen rendah AC,DC+
7 Serbuk besi, Oksida besi AC,DC+
8 Serbuk besi, Hydrogen rendah AC,DC+
e. Penyalaan Busur
Ada dua metode dasar yang dipergunakan untuk memulai pnyalaan busur yaitu metode menggores (striking) dan metode memuku (tapping). Penyalaan busur dimulai dengan dengan adanya hubungan pendek antara ujung elektroda dan permukaan benda kerja.
Gambar 8. Penyalaan busur dengan metode menggores (striking) Pada metode striking elektroda disentukan ke permukaan benda kerja dengan
menggores yang gerakannya mirip seperti penyalaan korek api. Begitu elektroda menyentuh permukaan kerja menggasilkan busur yang tidak stabil, oleh karena itu harus dijaga jarak antara ujung elektroda dan permukaan benda kerja sama dengan diameter elektroda yang dipakai.
Gambar 8. Penyalaan busur dengan metode mengetuk (tapping)
Pada metode mengetuk elektroda di posisi vertikal tegak lurus dengan permukaan benda kerja. Penyalaan busur dimulai dengan mengetuk atau melambungkannya di atas permukaan benda kerja, begitu elektroda menyentuh permukaan kerja menggasilkan busur yang tidak
stabil, oleh karena itu harus dijaga jarak antara ujung elektroda dan permukaan benda kerja sama dengan diameter elektroda yang dipakai.
Jika penarikan elektroda untuk membuat jarak antara elektroda dan benda kerja terlambat maka cairan logam akan cepat membeku sehingga elektroda lengket pada benda kerja. Apabila elektroda sulit dilepas dari benda kerja maka segera matikan mesin dan lepaskan elektroda dari benda kerja. Jangan pernah lepaskan helm atau topeng las selama ada kemungkinan elektroda bisa menghasilkan busur.
f. Parameter pengelasan
Diameter elektroda
Diameter elektroda yang dipakai dalam pengelasan SMAW sangat mempengaruhi besar kecilnya amper yang dipakai. Hal tersebut berhubungan dengan laju peleburan atau laju penimbunan (fusion rate/deposition rate) dan kedalaman penetrasi (penetration). Biasanya pada elektrode yang akan dipakai sudah direkomendasikan batasan besarnya amper, posisi pengelasan dan polaritas yang dipakai.
Amper
Penggunaan amper selama proses pengelasan sangat bergantung pada besar kecilnya diamter elektroda yang dipakai. Perusahaan pembuat elektroda sudah menetapkan besar kecilnya amper yang dipakai, informasi besarnya amper yang dipakai biasanya ditemukan pada bungkus elektroda.
Misalnya, amaper yang dianjurkan untuk elektroda tertentu adalah 90-100 ampere, pada pelaksanaan latihan biasanya akan menetapkan besarnya amper di pertengahan antara kedua batas tersebut, yaitu di 95 ampere. Sesudah mulai mengelas, pengeturan amper kembali dilakukan sampai hasilnya baik.
Amper yang terlalu besar dapat mengakibatkan
Elektroda terlalu panas, dapat merusak kestabilan fluks
Lebar cairan las terlalu besar
Besar kumungkinannya terjadi undercut
Terak (slag) sukar dibersihkan
Amper yang terlalu kecil dapat mengakibatkan
Penyalaan busur sulit dan lenket-lengket
Peleburan terputus-putus akibat dari busur yang tidak stabil.
Peleburan base metal dan elektrode jelek dan terjadi slag incluision
Kecepatan pengelasan (welding speed)
Kecepatann pengelasan adalah laju dari elektroda pada waktu proses pengelasan.
Kecepatan maksimum mengelas sangat bergantung pada ketrampilan juru las (welder), posisi, jenis elektroda dan bentuk sambungan.
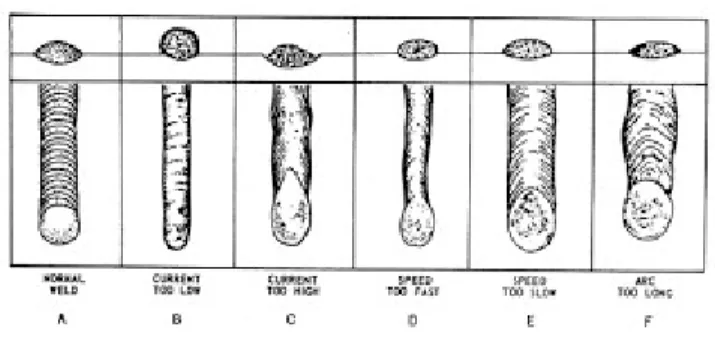
Biasanya, kalau kecepatan pengelasan terlalu cepat, logam lasan menjadi dingin terlalu cepat, menyebabkan bentuk deposit las menjadi kecil dengan puncak yang runcing.
Sebaliknya, jika kecepatan perjalanan terlalu lambat, deposit las bertumpuk-tumpuk menjadi terlalu tinggi dan lebar. Kecepatan yang sesuai adalah bila menghasilkan deposit las baik, dengan tinggi maksimal sama dengan diameter elektoda dan lebar tiga kali diameter elektroda.
Gambar 9. Bentuk-bentuk deposit las dan penyebabnya
Sudut elektroda (Electrode angle)
Sudut elektroda adalah sudut posisi/kedudukan elektroda terhadap benda kerja pada saat pengelasan. Perubahan sudut elektroda yang sangat ekstrim mempengaruhi bentuk deposit las, oleh karena itu sudut elektroda sangat penting dalam proses pengelasan. Sudut elektroda
terdiri atas dua posisi, yaitu sudut kerja (work angle) dan sudut arah pengelasan (travel angle).
Sudut kerja adalah sudut yang terbentuk dari garis horisontal tegak lurus terhadap arah pengelasan. Sudut arah pengelasan adalah sudut pada arah pengelasan terhadap garis vertikal dan mungkin berubah dari 15 hingga 30 derajat.
Gambar 10. Sudut elektroda
g. Keselamatan kerja las SMAW
Busur listrik bukan merupakan barang yang berbahaya asal aturan keamanannya di taati. Berikut ini aturan keselamatan kerja yang harus diketahui dan ditaati oleh praktikan : 1. Radiasi dari busur sangat berbahaya terhadap mata, busur mengeluarkan sinar infra merah dan
ultra violet yang dapat merusak mata dan kulit. Helm las yang dilengkapi dengan kaca gelap dapat melindungi mata dan Apron melindungi kulit dari sengatan sinar.
2. Percikan las yang panas akan berbahaya bila kena tangan dan kaki terbuka begitu juga dengan sepatu yang mudah terbakar. Oleh sebab itu sarung tangan dari kulit, dan penutup dada dari kulit serta sepatu dari kulit dianjurkan dipakai pada waktu mengelas.
3. Hindari menggoreskan elektrode pada material yang akan dilas apabila didekat kita ada orang lain yang tidak menggunakan penutup mata penahan sinar busur listrik.
4. Asap pengelasan dapat membahayakan orang yang menghirupnya oleh sebab itu ventilasai pada waktu mengelas harus terbuka .
5. Tersengat listrik kemungkinan dapat terjadi, hati hati jangan sampai lantai, sarung tangan basah dan gunakan peralatan yang terisolasi.
6. Bahaya tersengat panas juga merupakan hal yang harus dihindari oleh karena itu hindari memegang benda yang dilas dengan tangantanpa sarung tangan.
h. Peralatan keselamatan kerja las SMAW
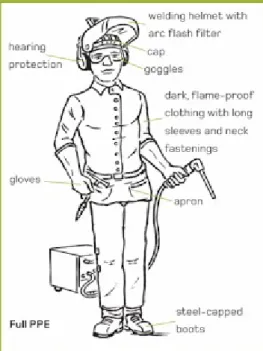
Pengunaan alat perlindungan diri untuk pekerjaan las wajib dipakai setiap praktikan, adapun peralatan keselamatan kerja las SMAW yang sesuai adalah :
1. Helm Las / Topeng Las dengan kaca
2. Sarung tangan kulit panjang
4. Sepatu k ulit (safety shoes)
Gambar 10. Perlindungan maksimum untuk pekerjaan las SMAW http://navale-engineering.blogspot.co.id/2013/02/las-smaw.html
Klasifikasi Elektroda
Elektroda baja lunak dan baja paduan rendah untuk las busur listrik manurut klasifikasi AWS (American Welding Society) dinyatakan dengan tanda E XXXX yang artInya sebagai
berikut :
E menyatakan elaktroda busur listrik
XX (dua angka) sesudah E menyatakan kekuatan tarik deposit las dalam ribuan Ib/in2 lihat table.
X (angka ketiga) menyatakan posisi pangelasan.
angka 1 untuk pengelasan segala posisi. angka 2 untuk pengelasan posisi datar di bawah tangan
X (angka keempat) menyataken jenis selaput dan jenis arus yang cocok dipakai untuk pengelasan lihat table.
Contoh : E 6013 Artinya:
Kekuatan tarik minimum den deposit las adalah 60.000 Ib/in2 atau 42 kg/mm2 Dapat dipakai untuk pengelasan segala posisi
Jenis selaput elektroda Rutil-Kalium dan pengelasan dengan arus AC atau DC + atau DC Elektroda Baja Lunak
Macam-macam jenis elektroda baja lunak perbedaannya hanyalah pada jenis selaputnya. Sedang kan kawat intinya sama.
1. E 6010 dan E 6011
Elektroda ini adalah jenis elektroda selaput selulosa yang dapat dipakai untuk
terak yang tipis dapat dengan mudah dibersihkan. Deposit las biasanya mempunyai sifat sifat mekanik yang baik dan dapat dipakai untuk pekerjaan dengan pengujian Radiografi. Selaput selulosa dengan kebasahan 5% pada waktu pengelasan akan menghasilkan gas pelindung. E 6011 mengandung Kalium untuk mambantu menstabilkan busur listrik bila dipakai arus AC.
2. E 6012 dan E 6013
Kedua elektroda ini termasuk jenis selaput rutil yang dapat manghasilkan penembusan sedang. Keduanya dapat dipakai untuk pengelasan segala posisi, tetapi kebanyakan jenis E 6013 sangat baik untuk posisi pengelesan tegak arah ke bawah. Jenis E 6012 umumnya dapat dipakai pada ampere yang relatif lebih tinggi dari E 6013. E 6013 yang mengandung lebih benyak Kalium memudahkan pemakaian pada voltage mesin yang rendah. Elektroda dengan diameter kecil kebanyakan dipakai untuk pangelasan pelat tipis.
3. E 6020
Elektroda jenis ini dapat menghasilkan penembusan las sedang dan teraknya mudah dilepas dari lapisan las. Selaput elektroda terutama mengandung oksida besi dan mangan. Cairan terak yang terlalu cair dan mudah mengalir menyulitkan pada pengelasan dengan posisi lain dari pada bawah tangan atau datar pada las sudut. Elektroda Berselaput
Elektroda berselaput yang dipakai pada Ias busur listrik mempunyai perbedaan komposisi selaput maupun kawat Inti. Pelapisan fluksi pada kawat inti dapat dengah cara destrusi, semprot atau celup. Ukuran standar diameter kawat inti dari 1,5 mm sampai 7 mm dengan panjang antara 350 sampai 450 mm. Jenis-jenis selaput fluksi pada elektroda misalnya selulosa, kalsium karbonat (Ca C03), titanium dioksida (rutil), kaolin, kalium oksida mangan, oksida besi, serbuk besi, besi silikon, besi mangan dan sebagainya dengan persentase yang berbeda-beda, untuk tiap jenis elektroda.
Tebal selaput elektroda berkisar antara 70% sampai 50% dari diameter elektroda tergantung dari jenis selaput. Pada waktu pengelasan, selaput elektroda ini akan turut mencair dan menghasilkan gas CO2 yang melindungi cairan las, busur listrik dan sebagian benda kerja terhadap udara luar. Udara luar yang mengandung O2 dan N akan dapat mempengaruhi sifat mekanik dari logam Ias. Cairan selaput yang disebut terak akan terapung dan membeku melapisi permukaan las yang masih panas.
Elektroda dengan Selaput Serbuk Besi
Selaput elektroda jenis E 6027, E 7014. E 7018. E 7024 dan E 7028 mengandung serbuk besi untuk meningkatkan efisiensi pengelasan. Umumnya selaput elektroda akan lebih tebal dengan bertambahnya persentase serbuk besi. Dengan adanya serbuk besi dan bertambah tebalnya selaput akan memerlukan ampere yang lebih tinggi.
Elektroda Hydrogen Rendah Selaput elektroda jenis ini mengandung hydrogen yang rendah (kurang dari 0,5 %), sehingga deposit las juga dapat bebas dari porositas. Elektroda ini dipakai untuk pengelasan yang memerlukan mutu tinggi, bebas porositas, misalnye untuk