BAB V
ANALISA DAN HASIL PEMBAHASAN
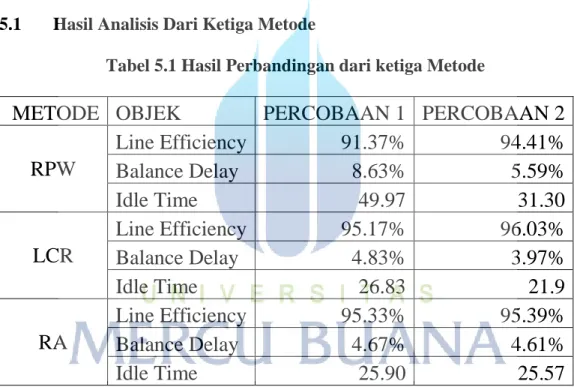
5.1 Hasil Analisis Dari Ketiga Metode
Tabel 5.1 Hasil Perbandingan dari ketiga Metode
METODE OBJEK
PERCOBAAN 1 PERCOBAAN 2
RPW
Line Efficiency
91.37%
94.41%
Balance Delay
8.63%
5.59%
Idle Time
49.97
31.30
LCR
Line Efficiency
95.17%
96.03%
Balance Delay
4.83%
3.97%
Idle Time
26.83
21.9
RA
Line Efficiency
95.33%
95.39%
Balance Delay
4.67%
4.61%
Idle Time
25.90
25.57
Dari hasil analisis di atas, dapat diketahui bahwa nilai Line efficiency semakin besar maka semakin baik, semakin besar nilai line efficiency ini menunjukan bahwa pembagian bobot kerja antar stasiun kerja berjalan dengan baik dan merata. Sedangkan, nilai balance delay merupakan besaran keseimbangan waktu senggang, maka semakin besar nilai balance delay maka semakin buruk, ini artinya terdapat
pembagian bobot kerja yang tidak merata dan adanya ketimpangan beban kerja antara satu stasiun kerja dengan stasiun kerja lainnya. Pada nilai idle time atau waktu menganggur, semakin besar nilai idle time maka akan semakin buruk ini berarti banyaknya waktu yang terbuang sia-sia, karena nilai idle time merupakan non value
added time yang harus ditekan oleh perusahaan.
Ranked Positional Weight (RPW), pada percobaan 1 terlihat bahwa nilai
efisiensi lintasan adalah sebesar 91,37%, nilai balance delay adalah 8,63%, serta nilai idle time adalah 49,97 menit. Sedangkan, pada percobaan kedua terlihat bahwa hasil efisiensi lintasan sebesar 94,41%, dengan nilai balance delay sebesar 5,59%, dan nilai idle time hanya sebesar 31,30 menit. Dari hasil dua perbandingan percobaan tersebut, maka hasil dari percobaan kedua tentu lebih baik, karena memiliki efisiensi lintasan yang lebih tinggi sebesar 94,41%, ini berarti pembagian bobot kerja lebih merata. Lalu, nilai balance delay sebesar 5,59%, dan nilai idle time (waktu menganggur) lebih sedikit disbanding percoban pertama yaitu sebesar 31,30 menit saja.
Pada metode Largest Candidate Rule (LCR), di percobaan pertama terlihat bahwa nilai efisiensi lintasan sebesar 95,17%, nilai balance delay adalah sebesar 4,83%, dan nilai idle time pada percobaan pertama adalah sebesar 26,83 menit. Sedangkan, pada percobaan kedua nilai efisiensi lintasan 96,03%, lalu nilai balance
delay adalah 3,97% dan idle time sebesar 21,9 menit lebih baik daro percobaan
pertama. Dari kedua percobaan tersebut, maka percobaan kedua memiliki hasil yang lebih baik yaitu dengan efisiensi lintasan yang lebih tinggi sebesar 96,03%, nilai
balance delay yang lebih kecil, yaitu sebesar 3,97%, dan memiliki waktu idle time
Pada metode Region Approach (RA), di percobaan pertama nilai efisiensi lintasan sebesar 95,33%, lalu nilai balance delay adalah 4,67%, dan nilai idle time atau waktu menganggur adalah 25,90 menit. Sedangkan pada percobaan kedua, kita dapat lihat bahwa nilai efisiensi lintasan adalah 95,39%, di mana nilai balance delay adalah sebesar 4,61%, dan nilai idle time sebesar 25,57 menit. Dengan itu, maka kita ketahui bahwa pada metode region approach (RA) ini memiliki hasil yang lebih baik pada percobaan kedua, di mana nilai efisiensi lintasan lebih besar sebesar 95,39%, lalu nilai balance delay yang lebih kecil sebesar 4,61%, dan nilai idle time atau waktu menganggur sebesar 25,57 menit.
Dari ketiga metode tersebut, kita ketahui bahwa pada metode Ranked
Positional Weight (RPW) memiliki hasil yang lebih baik pada percobaan kedua, yaitu
dengan nilai efisiensi lintasan sebesat94,41%, nilai balance delay sebesar 25,59% dan nilai idle time sebesar 31,30 menit. Sedangkan,pada metode Largest Candidate Rule (LCR) kita ketahui bahwa hasil yang lebih baik terdapat pada percobaan kedua, yaitu dengan nilai efisiensi lintasan sebesar 96,03%, lalu nilai balance delay sebesar 3,97%, dan nilai idle time sebesar 21,9 menit. Dan pada metode Region Approach (RA), terlihat bahwa hasil terbaik terdapat pada percobaan kedua dengan nilai efisiensi lintasasan sebesar 95,39%, lalu nilai balance delay sebesar 4,61& dan nilai
idle time adalah 25,57 menit.
Dari hasil terbaik berdasarkan tiga metode, kita ketahui bahwa, metode
Largest Candidate Rule (LCR) pada percobaan ke-2 memiliki hasil yang paling baik,
yaitu dengan efisiensi lintasan sebesar 96,03% yang berarti memiliki pembagian bobot kerja yang paling baik, lalu nilai Balance Delay sebesar 3,97% yang berarti
paling minimnya ketimpangan pembagian bobot kerja antara stasiun kerja, dan Idle
Time hanya sebesar 21,90 Menit yang paling kecil waktu menganggur nya.
5.2 Analisa Tata Letak Stasiun Kerja
Letak stasiun kerja pada kondisi awal dapat kita lihat bahwa terlalu jauh letak stasiun kerja Gear Box Station, hal ini akan menyulitkan pembagian bobot kerja apabila akan dilakukan pengelompokan kerja terhadap engine staions. Hal tersebut dikarenakan terlalu jauh nya jarak antara engine stations dengan Gear Box station dan terhalangi oleh Engine To Gear Box station.
5.2.1 Tata Letak Stasiun Kerja Kondisi Awal Aggregate Line Stations
Pada kondisi awal, jarak antara setiap engine station mulai dari station satu hingga empat masih sangat terlalu jauh untuk menuju gear box station, yang akan merepotkan arus gerakan operator atau man power proses produksi karena jarak yang terlalu jauh.
Gambar 5.1 Lay Out Awal Pada Aggregate Line Stations
ENGINEST. 1
(7m x 7m)
ENGINEST. 2
(7m x 7m)
ENGINEST. 3
(7m x 7m)
ENGINEST. 4
(7m x 7m)
ENGINE To GEAR BOX ST. (6), (28m x 7m)
GEAR BOX ST. (5), (28 m x 7m)
Unpacking Kits Area, (28m x 7m)
Unpacking Kits Area, (49m x 7m)
REAR AXLE ST. (8), (28m x 7m)
FRONT AXLE ST. (7), (28 m x 7m)
28m
45,5m
52,5m
59,5m
Kita lihat bahwa jarak dari engine stations 1 ke Gear Box Station adalah 66,5m, lalu jarak dari engine stations 2 ke Gear Box Station sebesar 59,5m, kemudian jarak dari engine stations 3 menuju Gear Box Station adalah 52,5 m, jarak dari engine stations 4 ke Gear Box Station yaitu 45,5 m, dan yang terakhir jarak dari Engine To Gear Box Station adalah 28 m.
5.2.2 Usulan Perbaikan Tata Letak Stasiun Kerja pada Aggregate Line Stations
Pada usulan perbaikan tata letak stasiun kerja pada Aggregate Line Stations ini terjadi pertukaran letak antara Unpacking Kits Area dengan Gear Box Station yang memiliki ukuran sama yaitu 28 m x 7 m. Hal ini dilakukan agar terjadi aliran perpindahan man power pada produksi yang tidak terlalu jauh antara satu stasiun kerja dengan stasiun lainnya.
Gambar 5.2 Usulan Perbaikan Lay Out Awal Pada Aggregate Line Stations
ENGINEST. 1
(7m x 7m)
ENGINEST.
2 (7m x 7m)
ENGINEST. 3
(7m x 7m)
ENGINEST. 4
(7m x 7m)
ENGINE To GEAR BOX ST. (6), (28m x 7m)
Unpacking Kits Area, (28m x 7m)
Gear Box St. (5), (28m x 7m)
Unpacking Kits Area, (49m x 7m)
REAR AXLE ST. (8), (28m x 7m)
FRONT AXLE ST. (7), (28 m x 7m)
10,5m
3,5m 3,5m
10,5m
10m
3m
X1
X2
X3
X4
X5
28m
Pada lay out yang akan diusulkan sebagai perbaikan, kita akan mengetahui nilai jarak pergerakan operator atau man power dari setiap work station ke Gear Box
Station. Jarak perpindahan itu dapat didapatkan dengan menggunakan rumus
Phytagoras, yaitu dengan cara :
Jarak Perpindahan Engine Station 1 ke Gear Box Station √
√ √
Maka, Jarak dari engine station 1 ke gear box station adalah 14,5 meter, ini berarti jarak pergerakan operator atau man power pada produksi lebih pendek dari kondisi awal yaitu sebesar 66,5 meter.
Jarak Perpindahan Engine Station 2 ke Gear Box Station
√
√
√
Maka, Jarak dari engine station 2 ke gear box station adalah 10,59 meter, ini berarti jarak pergerakan operator atau man power pada produksi lebih pendek dari kondisi awal yaitu sebesar 59,5 meter.
Jarak Perpindahan Engine Station 3 ke Gear Box Station
√
√
√
Maka, Jarak dari engine station 3 ke gear box station adalah 10,59 meter, ini berarti jarak pergerakan operator atau man power pada produksi lebih pendek dari kondisi awal yaitu sebesar 52,5 meter.
Jarak Perpindahan Engine Station 4 ke Gear Box Station
√
√
√
Maka, Jarak dari engine station 3 ke gear box station adalah 14,5 meter, ini berarti jarak pergerakan operator atau man power pada produksi lebih pendek dari kondisi awal yaitu sebesar 45,5 meter.
Jarak Perpindahan Engine To Gear Box Station ke Gear Box Station
√
√
√
Maka, Jarak dari engine to Gear Box station ke gear box station adalah 29,73 meter, ini berarti jarak pergerakan operator atau man power pada produksi lebih panjang sedikit dari kondisi awal yaitu sebesar 28 meter.
Dari hasil re-lay out tersebut, maka jarak Perpindahan dari engine station 1,
engine station 2, engine station 3, engine station 4 ke Gear Box Station jauh lebih
pendek dari kondisi awal yaitu masing-masing 14,5 meter, 10,59 meter,10,59 meter, dan 14,5 meter.Sedangkan pada jarak pergerakan operator atau man power pada produksi dari Engine to Gear Box Station ke Gear Box Station berdasarkan lay out yang diusulkan yaitu sebesar 29,73 meter, ini berarti sedikit lebih panjang dari kondisi awal yang berjarak 28 meter di mana perbedaan tersebut tidak terlalu signifikan. Namun, re-layout tetap diusulkan karena jarak perpindahan operator dari masing-masing engine stations ke engine to Gear Box Station sangat jauh lebih pendek, ini dapat mempermudah pengelompokan beban kerja antar work stations pada Aggregate Line Stations.
5.3 Perhitungan jumlah Operator
Peningkatan kapasitas output produksi atau target dari 2.5 unit/hari menjadi 3 unit/hari tentunya harus dihitung dengan memperhatikan jumlah operator dari divisi
Aggregate Line Stations, mengingat jumlah operator awal adalah sebesar 8 orang.
Perhitungan Operator dapat dilakukan dengan membagi jumlah standard hours dibagi dengan Takt Time setiap harinya. Berdasarkan data standard hours, kita ketahui bahwa masing-masing waktu standar di setiap stasiun kerja adalah engine
station 1 dan 2 adalah 163.42, lalu engine station 3 dan 4 adalah 76.60 menit, lalu
Gear Box Station adalah 170.97 menit, pada engine to gear box adalah 118.menit,
lalu pada front axle station adalah 214.883 menit dan pada rear axle station adalah 362.583 menit. Maka, total waktu standar adalah 1106.57 menit, dengan itu maka jumlah operator yang dibutuhkan adalah :
Maka, peningkatan target produksi dari 2.5 unit/hari menjadi 3 unit/hari sangat memungkinkan dikarenakan jumlah operator sama pada saat kondisi awal yaitu 8 operator.