PENGGUNAAN LENGAN ROBOT BLITZPAC E 35 T SEBAGAI MESIN PACKING PADA SISTEM PEMBUATAN MINUMAN
DI PT. COCA-COLA BOTTLING INDONESIA CENTRAL JAVA
Muhammad Riyadi (L2F 005 559) E-mail : phantom1926@gmail.com
Jurusan Teknik Elektro Fakultas Teknik Universitas Diponegoro
Abstrak: Dalam usaha meningkatkan produktifitas, efisiensi, dan efektifitas dari sumber daya yang dimiliki, sebuah perusahaan harus terus melakukan inovasi-inovasi dalam proses produksinya. Pada era moderen sekarang ini, inovasi-inovasi yang dilakukan untuk meningkatkan kualitas dan kuantitas hasil produksi harus didukung oleh suatu teknologi yang memiliki kecepatan, akurasi dan keandalan yang tinggi serta kemudahan dalam pengoperasiannya. Salah satu hasil teknologi yang sering diterapkan dan menjadi kebutuhan penting dalam industri adalah robot. Hal ini dikarenakan robot mempunyai ketepatan dan kecepatan serta ketahanan yang tidak dimiliki oleh seorang manusia dalam melaksanakan tugasnya.
Packing Machine BLITZPAC E 35 T buatan perusahaan KETTNER Jerman, adalah salah satu robot yang telah digunakan oleh PT. CCBI. Robot ini digunakan untuk memindahan botol yang telah diisi produk minuman dari konveyor kedalam case/krat. Robot ini dapat berjalan secara otomatis maupun manual, sehingga mudah dalam penerapannya. Selain itu juga memiliki akurasi dan kecepatan yang tinggi sehingga sangat bermanfaat dalam peninggkatan kuantitas hasil produksi. Dalam proses pengotrolannya robot ini menggunakan scaner light barier, rotary encoder, ultrasonic tracer, dan proximity switch sebagai sensor. Motor AC tiga fasa dan sistem pneumatik digunakan sebagai aktuator. Sebagai kotrollernya digunakan sistem PLC.
Kata-kunci : Packing Machine BLITZPAC E 35 T, robot, PLC.
Perkembangan teknologi saat ini telah memberi nuansa baru bagi kelangsungan hidup manusia. Dari berbagai pertimbangan fenomena yang muncul, timbul suatu inisiatif untuk menciptakan piranti pembantu untuk mempermudah pekerjaan manusia.
Packing Machine BLITZPAC E 35 T buatan perusahaan KETTNER Jerman, adalah salah satu robot yang telah digunakan oleh PT. CCBI. Robot ini digunakan untuk memindahan botol yang telah diisi produk minuman dari konveyor kedalam case/krat. Setelah proses pengemasan, case yang berisi produk ini akan menuju ke mesin palletizer selanjutnya case tersebut akan disimpan dalam gudang atau langsung bisa didistribusikan ke konsumen-konsumen.
Tujuan dari penulisan Laporan Kerja Praktek ini adalah:
1. Mengetahui dan mempelajari proses pembuatan minuman dalam botol, khususnya proses pengepakkan pada mesin packing BLITZPAC E 35 T.
2. Mengetahui penerapan sistem kontrol di industri, khususnya sistem yang menggunakan Programmable Logic Controller (PLC).
3. Memenuhi persyaratan akademis dalam menempuh pendidikan S1 di Jurusan Teknik Elektro Fakultas Teknik Universitas Diponegoro Semarang.
Pada penyusunan Laporan Kerja Praktek ini, penulis hanya membahas tentang cara kerja Packing machine di line-8 PT. Coca Cola Bottling Indonesia Central Java dengan menggunakan PLC Siemens sebagai kontroler utamanya.
PLC(Programmable Logic Controller) PLC adalah suatu kendali logika terprogram yang beroperasi dengan menguji sinyal input suatu proses dan membawa instruksi logic yang telah diprogram ke memori untuk menghasilkan sinyal output yang dapat
mengendalikan proses mesin. Interface standar pada PLC memungkinkan kontrol ini langsung berhubungan dengan aktuator, tanpa melalui relay atau sirkuit perantara
Gambar 2.1 sistem PLC.
Penggunaan PLC untuk pengontrolan memiliki banyak keuntungan dibanding dengan sistem konvensional. Keuntungan penggunaan PLC dalam sistem kontrol, yaitu :
1. Waktu pengerjaan untuk sistem baru atau desain ulang sistem lebih cepat.
2. Modifikasi sistem mungkin tanpa tambahan biaya jika I/O masih tersedia.
3. Rancangan sistem mudah dimodifikasi.
4. Mudah dalam hal perawatan. 5. Sangat handal dan lebih aman
untuk teknisi.
PERANGKAT INPUT Proximity Switch
Sensor Proximity Switch digunakan untuk mendeteksi kedekatan (proximity), serta ada tidaknya suatu objek disekitar sensor tersebut dengan menggunakan suatu jarak kritis.
Jenis proximity switches yang paling banyak digunakan dalam industri adalah Proximity switches induktif. Alat ini pada prinsipnya seperti detektor metal yaitu dengan membangkitkan medan magnet. Suatu coil dari kawat yang dialiri arus listrik, dan suatu rangkaian listrik yang akan mengukur arus ini. Jika ada suatu obyek metalik cukup dekat dengan coil, maka arus akan naik dan Proximity switches akan terbuka atau menutup. Kekurangan dari
Proximity switches induktif hanya dapat mendeteksi objek metalik.
Gambar 2.2 Bentuk-bentuk Proximity Switch induktif.
Sensor foto-elektris
Piranti sensor foto–elektris dapat beroperasi sebagai tipe transmisif, dimana objek yang dideteksi akan memotong/melewati seberkas sinar cahaya, yang umumnya berupa radiasi sinar infra-red. Tipe yang lain yaitu tipe reflektif, dimana objek yang dideteksi memantulkan seberkas sinar cahaya menuju detektor.
Komponen yang digunakan untuk memancarkan radiasi umumnya adalah sebuah light-emiting- dioda (LED). Sedangkan komponen yang dapat menerima infra merah ini merupakan komponen yang peka cahaya yang dapat berupa dioda (photodioda) atau transistor (phototransistor).
Gambar 2.3 Sensor Infra-red. Sensor Ultrasonik
Sensor jenis ini bekerja berdasarkan prinsip pantulan gelombang suara, dimana sensor ini menghasilkan gelombang suara yang kemudian menangkapnya kembali dengan perbedaan waktu sebagai dasar penginderaannya. Perbedaan waktu antara gelombang suara dipancarkan dengan ditangkapnya kembali gelombang suara tersebut adalah berbanding lurus dengan jarak objek yang memantulkannya. Jenis objek yang dapat diindera diantaranya adalah: objek padat dan cair. Gelombang ultrasonik
dipancarkan melalui udara dengan kecepatan 304 m/s.
PERANGKAT OUTPUT
Katup Solenoid (Solenoid Valve) Katup Solenoid adalah kombinasi dari dua unit fungsional: solenoida (elektromagnet) dengan inti atau plungernya dan badan katup (valve) yang berisi lubang mulut pada tempat piringan atau stop kontak ditempatkan untuk menghalangi atau mengizinkan aliran.
Solenoida adalah alat yang digunakan untuk mengubah sinyal listrik atau arus listrik menjadi gerakan mekanis linear. Solenoida disusun dari kumparan dengan inti besi yang dapat bergerak. Apabila kumparan diberi tenaga, inti atau kadang – kadang disebut jangkar, akan ditarik ke dalam kumparan. Besarnya gaya tarikan atau dorongan yang dihasilkan solenoida ditentukan dengan jumlah lilitan kawat tembaga dan besar arus yang melalui kumparan. Kontruksi solenoida diperlihatkan pada Gambar berikut.
Gambar 2.4 Solenoida .
Silinder Pneumatik
Komponen kerja sistem pneumatik berfungsi untuk mengubah tekanan udara menjadi kerja. Udara bertekanan menimbulkan tenaga yang juga disebut dengan tenaga pneumatik. Tenaga pneumatik diubah menjadi gerakan garis lurus (straight line reciprocating) oleh silinder pneumatik. Besarnya tenaga yang dapat dihasilkan untuk menjadi sebuah gerakan tergantung dari besarnya tekanan, luas penampang silinder, dan gesekan yang terjadi antara dinding dalam silinder dengan toraknya. Udara bertekanan
dapat diubah menjadi udara vakum oleh sebuah generator vakum.
Motor Induksi 3 Fasa
Secara umum motor listrik berfungsi untuk mengubah energi listrik menjadi energi mekanis yang berupa energi putar. Didalam motor DC, energi listrik diambil langsung melalui sikat dan komutator, oleh karena itu motor DC disebut motor konduksi. Lain halnya dengan motor AC, kumparan rotor tidak menerima energi listrik secara langsung, tetapi secara induksi seperti yang terjadi pada kumparan sekunder transformator. Oleh karena itu motor AC dikenal dengan motor induksi.
Motor induksi banyak dipakai dikalangan industri, hal ini dikarenakan adanya beberapa keuntungan berikut :
1. Sederhana dan daya tahan kuat. 2. Harga relatif murah.
3. Perawatan mudah.
4. Tidak memerlukan starting tambahan dan tidak harus sinkron.
Gambar 2.5 Motor induksi 3 fasa. Machine Layout
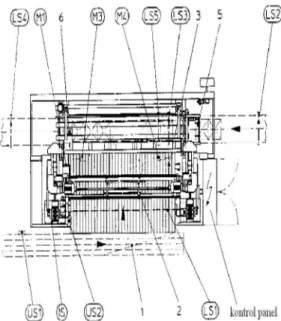
Gambar 3.1 Mesin packing dengan komponen penyusunnya tampak depan
Keterangan :
M2 = marshalling bar M7 = hoist (y-axis) 7 = gripper head 8 = gripper head carrier 9 = hoist control
10 = pendulum chassis control LS6 = crash control gripper head
Simbol-simbol sensor :
• LS = Scanner light barrier • IS = Proximity switch • US = Ultarsonic tracer Simbol-simbol actuator : • M = Motor • V = Magnetic valve
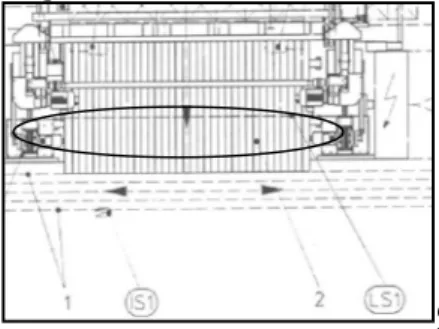
Gambar 3.2 Mesin packing dengan komponen penyusunnya tampak samping. Keterangan :
4 = stopper bar for articles M5 = centering frame (custom-built) M6 = rocker (x-axis)
IS2 = belt switch
Gambar 3.3 Mesin packing dengan komponen penyusunnya tampak atas. Keterangan :
US1 = article accumulation switch ( 120% performance) US2 = article accumulation switch
( 100% performance) 1 = guide rail
M1 = article table
2 = sensing unit of the article completeness control LS1 = bottle completeness control 3 = guide plate assembly LS2 = case reserve
LS3 = case completeness control LS4 = case back-up accumulation LS5 = case conveyor control M3 = case conveyor
5 = case infeed gate/infeed …stopper for cases
6 = case stopper inside machine M4 = pitch chain (custom-built) .M5 = centering frame
(custom-…built)
7 = gripper head IS1 = crank switch
FUNGSI KOMPONEN DALAM PACKING MACHINE
PLC Siemens Simantic S7–300
Berfungsi sebagai pusat kendali packing machine atau lebih spesifiknya sebagai Kontrol sekuensial, PLC ini memproses input sinyal biner menjadi output yang digunakan untuk keperluan pemrosesan teknik secara berurutan (sekuensial), disini PLC menjaga agar semua step/langkah dalam proses sekuensial berlangsung dalam urutan yang tepat. Tugas lainnya, PLC secara terus menerus memonitor status suatu sistem (misalnya kecepatan motor dan jumlah case) dan mengambil tindakan yang diperlukan sehubungan dengan proses packing.
PLC ini di instal di samping packing machine agar bila terjadi suatu masalah dapat segera ditangani.
Gambar 4.1 PLC Siemens PT. Coca Cola Bottling Indonesia Central Java.
Fungsi Sensor
Article accumulation switch (US1 dan US2)
Sensor ini digunakan untuk mendeteksi akumulasi produk, jika produk yang masuk mesin packing sedikit maka kerja mesin akan dikurangi (pelan), begitu juga sebaliknya, jika jumlah produk banyak maka mesin akan bekerja sangat cepat. Sensor ini berupa Ultarsonic tracer.
Dalam perkembangannya sekarang, US1 sekarang telah diganti dengan Proximity switch VariKont buatan perusahaan Pepperl & Fuchs. Proximity switch ini adalah jenis induktif Proximity switch. Proximity switch VariKont yang digunakan memiliki bentuk dan ukuran yang beragam.
Gambar 5.10 Proximity switch untuk mendeteksi akumulasi botol.
Bottle completeness control (LS1) Bottle completeness control (LS1) berfungsi untuk membaca jumlah botol dalam area pengangkatan gripper head, jika jumlah produk kurang maka article table akan berjalan terus dan gripper head tidak akan mengangkat jumlah produk yang kurang tersebut. Konstruksi dari sensor ini yaitu sepasang Scanner light barrier yang dilengkapi dengan 20 kepingan logam yang berfungsi untuk menghalagi sensor. Aliran produk-produk akan menyebabkan kepingan logam terdorong kedepan, sehingga Scanner light barrier tidak terhalangi lagi.
Gambar 4.2 Posisi pemasangan LS1 terlihat dari atas.
Case reserve (LS2)
Pada bagian ini photo-detector digunakan untuk medeteksi ada tidaknya case pada infeed conveyor (konveyor yang akan diisi produk sebagai masukan mesin). Deteksi ini berguna untuk memastikan ketersediaan case yang akan masuk ke area kerja mesin, jika case belum tesedia pada infeed conveyor maka proses packing akan
berhenti, menunggu datangnya case. Sebaliknya jika case telah tersedia, maka proses packing dilanjutkan ke siklus berikutnya. LS2 dipasang pada bagian infeed conveyor didekat mesin, dan pada sisi yang lain dari konveyor dipasang reflektor untuk memantulkan kembali infra merah yang dipancarkan LS2.
Case completeness control (LS3) Sensor ini digunakan untuk mendeteksi keberadaan case ke-5, jika case ke lima tidak terdeteksi maka mesin akan berhenti. Tidak ada prosedur untuk memasukkan kekurangan case ini maka diperlukan bantuan operator untuk memasukkan kekurangan case ini.
Gambar 5.13 case completeness control (LS3).
Case back-up accumulation (LS4) Digunakan untuk mendeteksi ada tidaknya case pada case output conveyor (konveyor yang mengangkut case yang berisi produk sebagai keluaran mesin). Deteksi ini berguna untuk memastikan apakah ada akumulasi case pada case output conveyor. Bila terjadi akumulasi case pada sisi output maka proses packing untuk sementara dihentikan, tetapi bila tidak terjadi akumulasi case pada sisi output, proses packing dapat dilanjutkan.
Case conveyor control (LS5)
Digunakan untuk mendeteksi ada tidaknya case pada case conveyor (konveyor yang berada pada area kerja mesin untuk mengangkut case).
Gambar 5.15 case conveyor control (LS5). Crash control gripper head (LS6)
Digunakan untuk mendeteksi terjadinya head contack. Head contack tejadi bila head gripper (pencengkram botol) tidak dapat masuk sempurna dalam case sehingga botol tidak dapat dimasukkan dalam case.
Gambar 5.16 crash control gripper head (LS6).
Crank switch (IS1)
Proximity switch pada bagian motor rocker arm (M6) ini terdiri atas dua buah Proximity switch yang berfungsi sebagai acuan pergerakan rocker arm.
Belt switch (IS2)
Digunakan untuk mem-beckup kerja dari counter pada lengan hoist (sumbu y). Proximity switch ini berguna untuk mendeteksi adanya benturan pada lengan hoist. Lengan hoist digerakkan oleh sebuah motor M7 melalui sebuah belt.
Rotary encoder
Rotary encoder berfungsi sebagai penghitung frekuensi putaran atau berfungsi untuk mengetahui kecepatan putaran mesin. Selain itu dapat juga digunakan sebagai penghitung jumlah sudut putaran motor
yang nantinya informasi itu digunakan untuk menentukan posisi benda yang digerakan oleh motor.
Rotary encoder pada M3 digunakan untuk mendeteksi jumlah putaran motor M3. Sinyal keluaran rotary encoder yang berupa frekuensi di counter untuk mendapatkan jumlah putaran. Informasi jumlah putaran ini digunakan untuk mengontrol jumlah case yang masuk pada case conveyor, yaitu dengan mengatur buka tutupnya case infeed gate.
Gambar 5.20 Rotary encoder pada M7.
PENUTUP
Berdasarkan hasil penelitian dan pembahasan dapat disimpulkan beberapa hal sebagai berikut:
1. Sistem pengontrolan Packer machine PT Coca Cola Bottling Indonesia menggunakan PLC Siemens Simantic karena penggunaannya relatif lebih mudah dan dapat di setting walaupun sedang dalam proses produksi.
2. Penggunaan PLC telah mampu meningkatkan efisiensi produksi yang meliputi penghematan biaya, dan waktu serta mengurangi reject produksi
3. Packer machine merupakan sebuah mesin / robot pemindah yang dibuat untuk memindahkan produk minuman dalam botol dari konveyor ke dalam case/krat.
4. Salah satu metode kontrol dalam Packer machine adalah dengan menggunakan Programmable logic controller atau PLC yang memiliki fleksibilitas dan keandalan yang
tinggi untuk menangani permasalahan kontrol automatik yang berkembang dewasa ini.
Setelah mempelajari cara kerja dari Packing Machine BLITZPAC E 35 T ada beberapa hal yang perlu diperhatikan sebagai berikut:
1. Perlu adanya pemahaman yang mendasar baik teori maupun praktek dalam melakukan perawatan dan perbaikan Packer machine, hal ini dimaksudkan untuk mempermudah pelacakan kesalahan atau kerusakan yang ada.
2. Pada proses Packing menggunakan Packer machine, kadang masih secara manual (saat terjadi masalah). Kelak diharapkan semua proses packing sudah dapat bekerja secara otomatis.
DAFTAR PUSTAKA
[1]. , Manual Book’s Can Depalletizer Krones, 2001
[2] , Manual of PLC Siemens S7-300
[3]. Lukas, Michael P. 1986. “Distributed Control System Their Evaluation And Design”. New York
[4]. Ogata, Katsuhiko. 1990. “Teknik Kontrol Automatik”. Jilid 1. Alih Bahasa Edi Leksono. Jakarta : Erlangga.
[5]. Ogata, Katsuhiko. 1990. “Teknik Kontrol Automatik”. Jilid 2. Alih Bahasa Edi Leksono. Jakarta : Erlangga.
[6]. Masrian. 2007. “ Penggunaan Lengan Robot BLITZPAC E 35 T Sebagai Mesin
PACKING Pada Sistem Pembuatan Minuman di PT. Coca-Cola Bottling Indonesia Central Java ”. Kerja Praktek, Universitas Diponegoro, Semarang, 2007. M u h a m m a d Riyadi (L2F 005 559). Pria dengan motto hidup ”Jangan buat orang lain merasa tidak nyaman dengan kehadiran anda” ini adalah mahasiswa teknik elektro angkatan 2005 dengan konsentrasi kontrol, Sekarang sedang menyelesaikan kuliah di Universitas Diponegoro Semarang. Penulis telah menyelesaikan Kerja Praktek di Coca – Cola Bottling Indonesia Central Java
Semarang, Juni 2009
Mengetahui, Dosen Pembimbing
BUDI SETIYONO, ST, MT NIP. 132 283 184