54 BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Latar Belakang Perusahaan Perkalengan
4.1.1 Gambaran umum perusahaan
Perusahaan perkalengan ini telah lama berdiri sejak tahun 60-an. Bermula dari yang merupakan gabungan dari perusahaan perkalengan di Indonesia untuk mengembangkan usaha perkalengan di tanah air.
Kemudian pada tahun 70-an, terdapat 3 perusahaan asing yang ikut bergabung untuk menanamkan modal keperusahaan tersebut agar menjadi lebih besar dan mampu bersaing di kawasan Asia, Eropa dan Amerika.
4.1.2 Bidang usaha
Perusahaan ini mampu memproduksi berbagai kaleng yang digunakan untuk mengemas produk, seperti makanan, minuman, kosmetika, kimia, dan lain–lain. Macam kaleng tersebut antara lain sebagai berikut :
• Three Pieces Can
Suatu kaleng di sebut kaleng three pieces can karena kaleng tersebut terdiri dari tiga komponen yaitu :
55 a. Top end yaitu tutup kaleng bagian atas.
b. Body yaitu badan kaleng atau bagian tengah.
c. Bottom end yaitu bagian bawah.
Meterial utama kaleng three piece can terbuat dari tin plate baik pada bagian body, bottom end, atau top end. Namun pada kaleng tertentu top end dan bottom end terbuat dari aluminium. Penentuan material ini sesuai dengan produk yang akan dikemas.
Dari ketiga komponen kaleng dirakit (assembly) maka akan terbentuklah
three pieces can. Untuk dapat dirakit dengan end kaleng, maka body kaleng
harus melalui proses flanging dan proses seaming. Sambungan antara body kaleng dan tutup kaleng tadi disebut double seaming.
56 • Two Pieces Can
Sesuai dengan namanya, kaleng two pieces ini hanya terdiri dari dua komponen penting yaitu :
a. Can body yaitu bagian badan kaleng. b. Can end yaiutu bagian tutup kaleng.
Two pieces can ini adalah terbuat dari aluminium. Kaleng ini biasa
digunakan untuk mengemas minuman kaleng misalnya soft drink dan beer.
Gambar 4.2 Produk Two Pieces Can
• Drawn Can
Disebut drawn can karena pada pembentukan kaleng melalui penarikan pada bagian dinding kaleng saat pembentukan body kaleng disebut proses
57 Jadi kaleng ini terdiri dari dua komponen, sama seperti two pieces can. Namun perbedaannya adalah proses pembentukannya, untuk Drawn Can tidak ada penipisan tebal material, sedangkan pada Two Piece ada penipisan material karena adanya proses drawn wall ironing. Drawn can adalah kaleng yang digunakan untuk mengemas makanan, terutama jenis ikan tuna.
Gambar 4.3 Produk Drawn Can
• Aluminium Easy Open End (Aluminium EOE)
Produk perusahaan ini terdapat juga end (tutup) yang dalam membukanya tidak memerlukan alat pembuka tutup atau yang disebut juga aluminium easy
open end yang biasanya terbuat dari aluminium. Contoh Aluminium easy open end yaitu :
• Full aperture :bagian end yang dibuka terlepas melingkar bersama dengan tab (pegangan untuk membuka)
58 Gambar 4.4 Produk Full Apeture
• Stay on tab :jenis EOE yang pada saat membukanya tidak ada bagian yang terlepas dari end, masih menempel bersama tab sehingga tidak menimbulkan sampah baru.
Gambar 4.5 Produk SOT
• Ring pull :pada saat membuka end bagian tab terlepas, namun tidak melingkar seperti full aperture.
59
Gambar 4.6 Produk Ring Pull
4.1.3 Distribusi perusahaan
Customer perusahaan ini tersebar didalam dan luar negeri.
Cabang local perusahaan tersebar diseluruh Indonesia yaitu: • Ungaran, Jawa Tengah untuk kaleng biscuit.
• Bitung, Manado untuk drawn can yaitu kaleng ikan sarden dan tuna. • Tanjung Morawa, Medan untuk pengalengan hasil laut dan buah. • Pasuruhan, Jawa Timur untuk kaleng ikan tuna.
• Sorong , Irian Jaya untuk prnglengan ikan tuna. Ekspor perusahaan adalah sebagai berikut:
• General Santos, Philipina, berupa kaleng bir, kaleng bola tenis, dan kaleng ikan tuna.
• Madang, Papua New Guinea, berupa kaleng drawn can dan two pieces
aluminium untuk bir.
• Vietnam, untuk melayani industri minuman, terutama bir.
• Singapura, berupa kaleng two pieces untuk soft drink dan three pieces untuk pengalengan juice.
60 • Inggris, berupa kaleng bola tenis.
• Thailand, berupa kaleng two pieces aluminium untuk bir. • China, memerlukan kaleng aerosol untuk insektisida. • Hongkong, berupa kaleng aerosol dan gas.
• Malaysia, berupa kaleng two pieces untuk minuman ringan dan bir.
4.2 Proses produksi drawn can
4.2.1 Bahan-Bahan Yang Digunakan
Bahan-bahan yang digunakan pada proses produksi ini akan dibagi menjadi dua bagian utama, yaitu sebagai berikut:
1. Bahan baku 2. Bahan pendukung 4.2.1.1 Bahan Baku
Dalam proses produksi yang digunakan di departemen printing, bahan baku yang digunakan terbagi menjadi 3, yaitu: Tin
Plate, Tin Free Steel, dan Alumunium sheet. Untuk produksi drawncan menggunakan bahan baku tin free steel.
Seperti halnya tin plate, tin free steel juga memiliki bahan dasar black plate. Perbedaannya terletak pada lapisan pada permukaannya. Tin free steel (TFS) dilapisi oleh chrome dan oil untuk mencegah oksidasi. Dan TFS tidak dapat disambung dengan proses pengelasan. Untuk itu, biasanya TFS digunakan untuk pembuatan drawn can karena TFS memiliki kekuatan adhesi yang tinggi terhadap enamel yang diaplikasikan diatasnya.
Bahan baku khususnya TFS yang digunakan juga memiliki beberapa spesifikasi diantaranya:
61 a. Material Dasar (Steel Type)
Material dasar dari tin plate adalah baja bertipe MR yang
mengandung low residual element dan memiliki nilai ketahanan terhadap korosi yang tinggi.
b. Kekerasan (Temper)
Berdasarkan proses pembuatannya, kekerasan yang dimiliki oleh tin plate terbagi menjadi 2, yaitu single reduced dan double reduced. Hal ini didasarkan dari proses cold
working pengolahan black plate menjadi tin plate. Single reduced diberi simbol T1-T5, sedangkan double reduced diberi
simbol DR8, DR9, dan DR9M.
Untuk drawn can menggunakan DR9, karena
kekerasannya dibutuhkan dalam pembentukan cup. Kekerasan untuk DR9 adalah 73-79 HRc.
c. Ketebalan (Thickness)
. Ketebalan bahan baku ini bervariasi dari 0,16 mm sampai 0,37 mm. Pemilihan ketebalan material tergantung dari fungsi dan proses yang terjadi pada komponen. Ketebalan yang dibutuhkan untuk drawn can ini sebesar 0.17 mm.
4.2.1.2 Bahan Pendukung
Bahan pembantu untuk proses printing dikategorikan sebagai berikut:
1. Coating
Coating yang digunakan untuk drawn can ada 2 macam
yaitu clear laquer (varnish) untuk sisi luar kaleng, dan
aluminized laquer untuk sisi luar kaleng.
a. Clear lacquer (varnish)
Biasanya digunakan untuk melindungi sheet yang telah didekorasi supaya kelihatan mengkilap dan lebih tahan terhadap gesekan atau melapisi permukaan luar.
62 b. Aluminize lacquer
Merupakan material yang berwarna keabu-abuan yang dicampur dengan alumunium pasta, dan biasanya digunakan untuk kaleng yang mengemas hasil laut. Lapisan ini melindungi produk yang dikalengkan agar tidak kontak dengan steel dari kaleng.
2. Solvent
Solvent adalah cairan tambahan yang digunakan di mesin
sebagai campuran (reducer) ataupun sebagai bahan pencuci. Beberapa material solvent diantaranya:
a. MIBK (Methyl Iso Buthyl Keton) b. BC (Buthyl Cellusolve)
3. Roll
Roll adalah elemen penting yang mendukung proses
produksi di departemen printing. Roll yang digunakan diantaranya:
a. Rubber Roll
Rubber roll terbuat dari baja yang dilapisi karet dengan
jenis NBR (Nitril Butil Rubber) dengan kekerasan 50 ± 5 Shore A.
b. Anilox Roll
Anilox Roll adalah roll yang memiliki bentukan engrave
pada permukaannya yang dibuat 100 atau lebih
microscopics cells. Setiap cell selanjutnya akan menahan
material dengan volume tertentu yang bergantung dari ukuran, bentuk, solidifikasi material, dan gravitas material tersebut. Penggunaan anilox roll akan memudahkan dalam mendapatkan jumlah DFW yang tepat. Namun, kerugiannya untuk tiap DFW yang berbeda harus disediakan anilox roll yang berbeda pula.
63 4.2.2 Sarana Produksi
Menurut proses yang terjadi pada material, maka proses produksi akan dibagi menjadi beberapa tahapan utama, yaitu:
1. Proses pemotongan bahan baku (Cutting)
2. Proses Coating Inside dan Outside
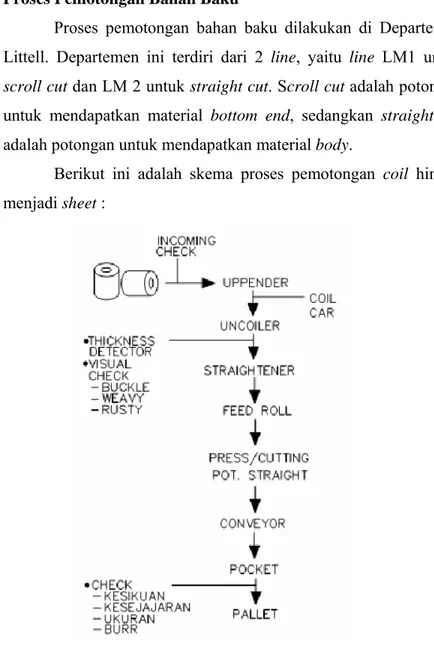
3. Proses pengeringan (Drying) 4.2.2.1 Proses Pemotongan Bahan Baku
Proses pemotongan bahan baku dilakukan di Departemen Littell. Departemen ini terdiri dari 2 line, yaitu line LM1 untuk
scroll cut dan LM 2 untuk straight cut. Scroll cut adalah potongan
untuk mendapatkan material bottom end, sedangkan straight cut adalah potongan untuk mendapatkan material body.
Berikut ini adalah skema proses pemotongan coil hingga menjadi sheet :
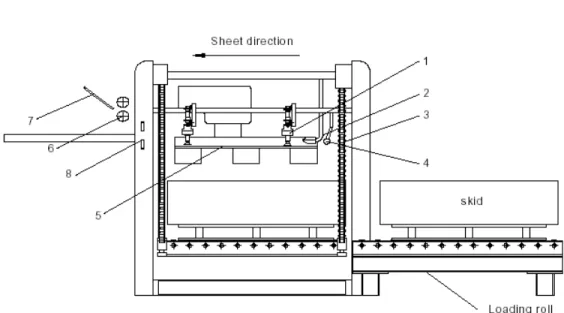
64 Bagian-bagian mesin yang penting adalah:
1. Coil Downender, berfungsi untuk mengubah posisi coil dari kondisi awal yaitu vertikal menjadi horizontal. Coil downender ini digerakkan oleh silinder hidrolik.
2. Coil Loading Car, berfungsi untuk membawa coil sepanjang
rail menuju Pay Off Reel Area. Selain bergerak maju-mundur, coil loading car juga dapat berputar 1800 untuk menentukan
posisi underwind (inside up) atau overwind (outside up)
.3. Uncoiler / Pay off Reel, berfungsi untuk menarik coil sehingga
menjadi lembaran. Uncoiler memiliki spindle yang bersifat
expandable yang digerakkan secara hidrolik dan dapat berputar
2 arah (bolak-balik).
4. Straightener, berfungsi untuk meluruskan coil melalui pasangan-pasangan roll yang ada. Terdiri atas 8 roll yang tersusun
zig-zag yang dapat diatur tekanannya.
5. Loop of Stock, berfungsi untuk menjaga kerenggangan coil dan memastikan feed roll mempunyai material yang cukup untuk ditarik. Hal ini dilakukan untuk menghindari terjadinya tegangan dalam pada material.
6. Feed Roll, berfungsi untuk menarik coil dan menyuplainya ke press (shearing unit). Mekanisme penarikan oleh feed roll ini juga digunakan untuk mengatur panjang pendeknya potongan saat material dipotong.
7. Press (Shearing Unit), adalah pasangan alat potong untuk
memotong coil menjadi sheet.
8. Side lay, berfungsi untuk mengatur kesikuan dari sheet, dimana
jika sheet masih miring, kita dapat mengaturnya dari side lay ini.
65 9. Inspection Unit, berfungsi sebagai unit pengecekan terhadap
hasil pemotongan. Unit pengecekan ini terbagi menjadi 4 kategori, yaitu:
a. Visual Inspection, yaitu pengecekan visual yang menggunakan dua buah cermin yang dipasang berhadapan dan lampu penerang untuk mendeteksi kerusakan yang parah seperti karat dan buckle.
b. Thickness Gauge, yaitu pengecekan variasi tebal material yang dipotong. Variasi ketebalan yang diijinkan adalah 20%.
c. Pinhole Detector, mendeteksi adanya lubang-lubang mikro pada material yang dipotong. Alat ini menggunakan sensor cahaya transmitter dan receiver.
d. Manual Inspection, yaitu pengecekan yang dilakukan secara manual oleh operator. Adapun hal-hal yang diperiksa adalah dimensi, kesikuan (squareness), kesejajaran, dan besarnya burr pada sheet.
10. Stacker/Pocket, berfungsi sebagai penampung hasil
pemotongan. Ada 4 buah stacker yang digunakan, yaitu:
a. Stacker 1, digunakan untuk menampung sheet hasil potongan yang terdeteksi oleh pinhole detector. Sheet yang ditampung di stacker ini tidak dapat digunakan lagi.
b. Stacker 2, digunakan untuk menampung sheet hasil potongan yang rusak, berkarat, bergelombang, dan memiliki ketebalan yang out of standard.
c. Stacker 3 dan 4, digunakan untuk menampung sheet hasil potongan yang bagus dan siap digunakan.
4.2.2.2 Proses Coating
Tahapan proses produksi dari input skid hingga teraplikasikannya warna pada sheet melalui beberapa bagian line produksi, yaitu:
66 1. Loading roll 2. Feeder machine 3. Coater Machine 4. Delivery conveyor 4.2.2.2.1 Loading roll
Loading roll berfungsi untuk mentransfer skid satu persatu
menuju feeder. Loading roll biasanya terdiri dari shaft atau hollow
tube yang digerakkan oleh sebuah motor dan reducer, kecepatan loading roll sekitar 5 m/min.
Gambar 4.7 Loading Roll dan Feeder
4.2.2.2.2 Feeder
Feeder berfungsi untuk mentransfer sheet satu-persatu ke
proses selanjutnya, yaitu: coating atau decorating. Feeder masih terbagi menjadi beberapa bagian yang disusun sebagai berikut:
1. Sucker
Sucker yang digunakan menggunakan vacuum motor dengan daya 5 hp, dengan putaran 1400 rpm
67 dan dengan kekuatan hisap 20 milibar dan volume 100 m3/hour. Sucker yang umum digunakan berjumlah 5 buah, 3 diposisikan di depan dan 2 di belakang. Sucker ini berfungsi untuk menarik dan mentransfer sheet menuju dropwheel.
2. Blower Separator
Sesuai dengan namanya, blower separator berfungsi untuk mempermudah kerja sucker untuk memisahkan sheet dengan cara meniupkan angin kearah sheet.
3. Feeder Lifter
Feeder lifter adalah bagian dari feeder yang
berfungsi untuk menaikkan dan menurunkan skid dan mengatur ketinggian skid saat proses awal produksi. 4. Level-Up Switch
Bagian ini berfungsi sebagai sensor otomatis untuk menaikkan skid. Saat sucker menghisap dan menarik sheet secara kontinyu, sehingga belakangan sensor yang semula ada di posisi normally closed menjadi normally open, yang secara otomatis akan memberi input pada motor penggerak feeder lifter untuk naik secara otomatis.
5. Sheet Guide
Berfungsi sebagai penjaga posisi sheet agar tetap stabil selama proses pengambilan berlangsung.
6. Drop Wheel
Drop wheel adalah bagian yang akan melakukan
pemindahan terakhir sheet dari feeder menuju coater atau decorator. Jarak antara drop wheel dan feeder
68 Gambar 4.8 Pengaturan drop wheel terhadap feed roller
7. Double Sheet Ejector
Bagian ini berfungsi untuk membuang sheet yang terdeteksi oleh double sheet sensor sehingga kerusakan atau kemacetan pada coater / decorator dapat dicegah.
8. Double Sheet Sensor
Berfungsi untuk mendeteksi adanya sheet yang
double yang diakibatkan karena material yang saling
menempel satu sama lain ataupun karena gagal dipisahkan akibat angin blower separator yang kurang. Double sheet sensor ini terdiri dari dua
noncontacting sensing head yang akan mendeteksi
tebal dari sheet yang melewatinya. Ketika sensor mendeteksi adanya double sheet, maka sensor akan memberikan sinyal pada valve untuk menggerakkan piston yang akan mengarahkan sheet menuju ejector
try.
Adapun cara kerja dari feeder dapat dijelaskan sebagai berikut:
1. Skid dari loading roll dibawa ke feeder yang digerakkan secara manual oleh operator atau dengan roll-roll yang tersambung dengan motor. Dari feed
table, sheet lalu dinaikkan sampai menyentuh auto
Drop Wheel Sheet direction
69
level up sensor yang akan menghentikan feeder lifter
secara otomatis.
2. Posisi dari sheet diatur agar berada pada center, dan kemudian atur posisi sheet guide, setelah itu nyalakan angin dari sheet separator.
3. Motor vaccum hidup dan akan menghisap udara pada
suction, sehingga suction bisa bergerak naik turun,
gerakan naik turun inilah yang akan menghisap sheet. Pergerakan antara suction depan dari belakang berlangsung secara bergantian yang sistemnya diatur oleh pneumatic valve yang diaktifkan oleh sistem
cam. Suction juga memiliki pergerakan maju mundur
untuk mentransfer sheet menuju drop wheel, pergerakan maju mundur suction diatur oleh cam.
4. Drop wheel adalah roda karet yang bergerak secara
bebas (free-spin) karena adanya pergerakan dari
feeder roll drop wheel berfungsi menekan sheet untuk
dibawa ke conveyor dan gerakan naik turunnya juga diatur oleh cam.
70 Gambar 4.8 Feeder Unit
4.2.2.2.3 Coating Machine
Proses coating drawn can dibagi menjadi 2 tahapan yaitu: 1. External coating
Clear varnish :pelapisan untuk bagian luar kaleng. Pada
proses ini dilakukan di Line 4. Yang setelah selesai proses akan diteruskan proses internal coating pada Line 2.
2. Internal coating
Aluminized lacquer :proses coating ini dilakukan di Line 2.
Setelah proses external coating selesai.
Bagian-bagian mesin coater yang berfungsi untuk mengatur posisi sheet sebelum menerima aplikasi adalah:
a. Side Guide b. Register Unit − Stopper − Pusher − Side lay − Gripper − Magnetic Roll
71 − Friction Roll
c. Application Roll
Conventional System Anilox System
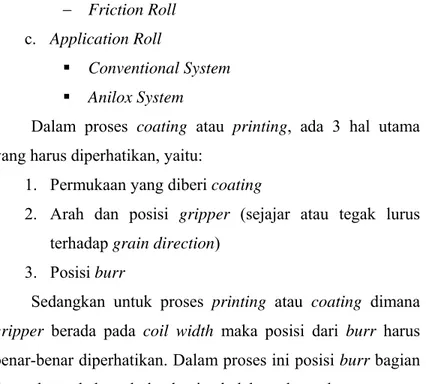
Dalam proses coating atau printing, ada 3 hal utama yang harus diperhatikan, yaitu:
1. Permukaan yang diberi coating
2. Arah dan posisi gripper (sejajar atau tegak lurus terhadap grain direction)
3. Posisi burr
Sedangkan untuk proses printing atau coating dimana
gripper berada pada coil width maka posisi dari burr harus
benar-benar diperhatikan. Dalam proses ini posisi burr bagian depan harus kebawah dan bagian belakang harus keatas.
Gambar 4.9 Posisi burr
Bagian terpenting dari mesin coater adalah sistem susunan roll yang digunakan untuk mengaplikasikan coating pada sheet. Sistem roll yang digunakan pada mesin coater terdiri dari dua sistem, yaitu:
72 1. Sistem DFW unit
Gambar 4.10 Susunan roll pada sistem konvensional
Sistem konvensional ini terdiri dari 5 buah roll, yaitu:
a. Fountain roll b. Ducting roll c. Pressure roll d. Rubber roll e. Impression roll
Pada sistem konvensional, untuk mengatur ketebalan dari DFW (Dry Film Weight) yang diinginkan caranya adalah dengan mengatur tekanan antara fountain roll dengan
ducting roll. Sistem ini masih dilakukan pada Line 4
2. Sistem Anilox
73 Untuk mengatur ketebalan dari DFW (Dry Film
Weight) adalah dengan mengganti anilox roll yang sesuai
dengan engrave. Karena dari engrave anilox menentukan jumlah material yang ditransfer ke rubber roll. Selanjutya diteruskan ke metal sheet.
Faktor-faktor yang mempengaruhi kualitas pada sistem
anilox adalah:
a. Tekanan blade
b. Set up blade anilox c. Tekanan roll anilox
d. Flow material dari pompa material
e. Kebersihan roll anilox
Sistem anilox dibandingkan dengan sistem konvensional memiliki beberapa keuntungan, yaitu:
• Lebih hemat dalam penggunaan material coating • Sisa material lebih bersih
• Film weight didistribusikan lebih merata
• Pengaturan film weight lebih cepat
Berikut ini adalah cara kerja mesin coating, baik dengan sistem konvensional ataupun sistem anilox:
1. Material coating sebelumnya ditampung pada sebuah bak diluar mesin.
2. Dari bak penampung, coater akan dipompa menuju
chamber. Material ini sebagian akan diambil oleh pick up roll, yang dapat berupa anilox roll atau roll coater
konvensional, dan sisanya akan kembali ke bak penampung.
3. Jumlah DFW pada roll coater konvensional diatur dengan mengatur tekanan antara fountain roll dengan
ducting roll. Pada sistem anilox hal tersebut tidak
74 rata dengan adanya pori-pori kecil berbentuk seperti
diamond sebagai penampung material yang akan
diaplikasikan. Sehingga anilox roll juga berfungsi sebagai application roll yang akan mentransfer material coating ke rubber roll.
4. Rubber roll adalah bagian yang akan bersentuhan langsung dengan sheet untuk mengaplikasikan material
coating. Tekanan dari rubber roll ditahan oleh impression cylinder.
5. Agar kotoran tidak menempel pada bagian sheet yang tidak dikehendaki, maka digunakan scrapper untuk mengambil sisa-sisa material pada impression cylinder.
Gambar 4.12 Coating Unit
4.2.2.2.4 Delivery Conveyor
Fungsi dari sistem ini adalah untuk mentransfer sheet setelah mengalami proses coating menuju oven. Dalam sistem ini terdapat alat yang berfungsi untuk melakukan sinkronisasi kecepatan dari
75
conveyor itu sendiri dengan kecepatan pergerakan oven wicket.
Dengan adanya sistem synchronizer ini akan membuat posisi infeed
sheet tepat pada wicket. Untuk menurunkan kecepatan dari sheet
setelah proses printing maka dipasang sebuah alat yang disebut
Dynamic Sheet Control sebelum oven wicket.
Gambar 4.13 Delivery conveyor
4.2.2.3 Proses Pengeringan
Tahapan proses produksi dari input sheet yang akan dikeringkan hingga sheet ditumpuk hingga kembali menjadi skid melalui beberapa bagian line produksi, yaitu:
1. Conventional oven
2. Safety device and conveyor 3. Stacker
4. Unloading roll
4.2.2.3.1 Conventional Oven
Conventional oven adalah bagian yang berfungsi untuk
76
coating. Conventional oven menggunakan sistem Burner, yaitu
sistem yang menggunakan percikan api dari busi yang dialiri gas LNG (Liquid Natural Gas) yang akan menghasilkan panas, selanjutnya panas itu ditiupkan ke heating zone (zona pembakaran) sehingga timbul udara panas yang ditiupkan merata di dalam oven. Dalam proses curing, dikenal istilah
peak time yaitu waktu yang dibutuhkan untuk mencapai
temperature kerja pada saat proses pengeringan di mesin konvensional. Oven ini dibagi menjadi 3 zona, yaitu:
a. Pre-Heating Zone (Zone A) b. Heating Zone (Zone B dan C) c. Cooling Zone (Zone D)
Gambar 4.14 Oven curve
a. Pre-Heating Zone (Zone A)
Panjang dari zona ini sekitar 6 meter. Daerah ini dilengkapi dengan vacuum yang berfungsi untuk menyedot solvent yang baru menguap karena pengeringan. Daerah ini juga dilengkapi dengan
77 b. Heating Zone (Zone B & C)
Zona B memiliki panjang 6 meter dan zona C memiliki panjang 24 meter. Kedua zona ini juga memiliki burner yang akan mengatur sirkulasi udara panas dalam oven. Suhu yang terjadi pada tahap ini mencapai 2000C
c. Cooling Zone (Zone D)
Zona D berfungsi untuk mengurangi panas yang diterima oleh sheet sehingga peel off tidak mudah terjadi. Zona ini dilengkapi dengan exhaust dan
blower untuk melakukan pendinginan.
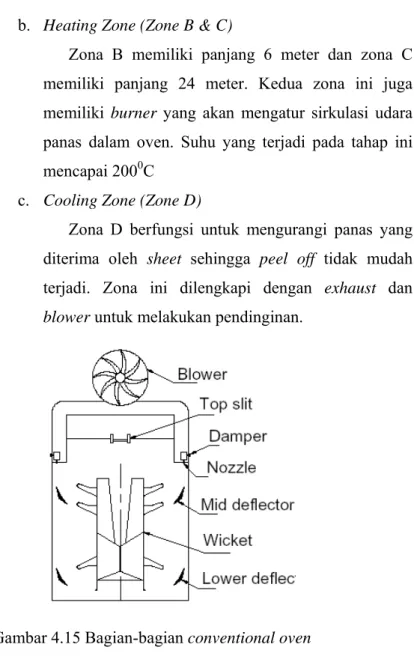
Gambar 4.15 Bagian-bagian conventional oven
Adapun conventional oven terdiri atas beberapa bagian sebagai berikut:
a. Blower
Blower berfungsi untuk menghembuskan udara panas
hasil pembakaran antara udara dengan gas LNG. b. Top Slit
Berfungsi untuk sekat antara ruang pengeringan dan sirkulasi
78 c. Damper
Damper berfungsi untuk mengatur jumlah udara
panas sesuai dengan kebutuhan tiap-tiap zona. d. Nozzle
Nozzle berfungsi untuk mengalirkan udara panas ke setiap zone, dimana arah aliran udara panas dipandu oleh deflector.
e. Deflector
Terdapat di 2 bagian, yaitu di bagian tengah oven (mid deflector) dan bagian bawah oven (low
deflector). Berfungsi untuk mengarahkan udara panas
yang ditiupkan nozzle sehingga seluruh permukaan sheet mendapat panas yang merata.
f. Wicket
Berfungsi sebagai dudukan sheet saat masuk ke dalam oven selama pengeringan berlangsung. Sheet ini terpasang pada chain conveyor. Berdasarkan material pembuatnya, wicket terbagi menjadi 2, yaitu : hard
chrome wicket dan stainless steel wicket.
Saat proses pengeringan di oven berlangsung, ada beberapa kemungkinan kerusakan yang dapat terjadi pada
sheet, yaitu:
a. Under bake, artinya peak time rendah sehingga lapisan menjadi tidak kering
b. Over bake, artinya peak time terlalu besar sehingga lapisan terbakar dan tinta menjadi hangus.
c. Hot spot, artinya pendisrtibusian yang tidak merata sehingga ada bagian tertentu yang terdapat panas yang berlebih.
79 4.2.2.3.2 Safety And Oven Outlet Conveyor
Berfungsi untuk meneruskan sheet dari wicket menuju stacker. Posisi sheet selalu dijaga pada posisi center untuk
mencegah terjadinya jam sheet dengan menggunakan bantuan
side guide. Safety system juga terpasang dengan menggunakan limit switch yang akan mematikan mesin jika pada wicket
terjadi sheet jam, yaitu sheet saling menumpuk satu sama lain yang selanjutnya akan mendorong conveyor ini bergerak turun hingga menyentuh limit switch.
4.2.2.3.3 Stacker
Berfungsi untuk menerima sheet dari oven untuk kemudian
ditata kembali satu persatu hingga menjadi rapi. Bagian-bagian dari stacker adalah :
a. Air Cushion
Terdiri dari blower untuk memberikan tiupan angin secara kontinyu untuk mencegah terjadinya scratch saat sheet menjauhi sheet di bawahnya.
b. Side Guide
Untuk mengatur posisi jatuhnya sheet sehingga tertata rapi dan sekaligus untuk menyesuaikan posisi side
guide dari oven outlet conveyor.
c. Front Stopper
Untuk menahan sheet dari arah depan agar tidak jatuh berserakan.
d. Pile Rising
Berfungsi untuk mengatur gerak naik turun dari skid yang diaplikasikan. Pile rising akan bergerak naik turun setelah sheet mencapai batas proximity sensor yang dipasang.
80 e. Fork Support
Untuk menerima sheet secara temporary karena pallet belum siap terpasang.
4.2.2.3.4 Unloading Roll
Berfungsi untuk mengeluarkan skid dari stacker setelah proses selesai untuk kemudian diambil oleh forklift. Hal penting yang harus diperhatikan adalah bahwa skid saat berada di unloading roll bergerak dengan cepat sehingga susunan
sheet dapat menjadi tidak rapi karena adanya gaya lembam dari
sheet. Selain itu, proses pemindahan harus berlangsung dengan hati-hati karena jika ada goncangan besar, ini akan mengakibatkan adanya scratch di bagian sheet yang bergerak. Untuk itu skid perlu dikelam agar tidak bergeser waktu dipindah.
Selain dari bagian-bagian utama dari mesin di departemen
Printing, juga terdapat beberapa peralatan yang penting
fungsinya untuk mendukung proses produksi yaitu:
a. Pile Turner
Yaitu sebuah mesin pembalik sheet, dengan tujuan agar bisa diproses proses selanjutnya.
b. Forklift dan trolley
Yaitu alat yang berfungsi untuk pemindah skid, dengan bantuan pallet untuk diproses pada departemen lain.
81 4.3 Pengendalian proses produksi
4.3.1 Pengendalian material
Karakteristik bahan baku yang ditetapkan perusahaan adalah sebagai berikut :
1. Tin Free Steel, memiliki ketebalan 0.17 mm dengan Hardness DR-9.
2. Aluminized Lacquer, berwarna grey dengan kekentalan +/- 80 s. 3. Varnish, bening dengan kekentalan +/- 60 s.
4.3.2 Pengendalian proses produksi
Inspection check proses coating ini terjadi pada saat aplikasi material kepermukaan sheet setelah keluar dari mesin coater. Operator melakukan inspeksi terhadap hasil produksi. Diantaranya flow material, Dry Film Weight (DFW), dan kerusakan lain.
Proses inspeksi juga dilakukan setelah sheet keluar dari oven menuju ke stacker, stackerman melakukan pengecekan hasil produksi dari operator coater. Pengecekan dilakukan diantaranya flow material dan problem-problem produksi yang lain.
4.3.3 Jenis-jenis kerusakan produksi
Carbon : jenis kerusakan yang disebabkan oleh kotoran dari oven yang
82 Gambar 4.16 Contoh reject carbon
Particle :jenis kerusakan yang disebabkan oleh kotoran atau debu
yang sifatnya bukan berasal dari dalam oven.
Gambar 4.17 Contoh reject particle
Scratch : jenis kerusakan karena terdapat goresan pada aplikasi coating
diatas sheet metal.
83
Inside eyehole: jenis kerusakan karena aplikasi aluminize terdapat titik
yang tidak teraplikasi sehingga terlihat permukaan sheet metal yang belum teraplikasi.
Gambar 4.18 Contoh reject eyehole
Bubble :jenis kerusakan karena material coating terdapat gelembung
saat aplikasi sheet metal.
Gambar 4.19 Contoh reject inside bubble
Wicket mark : jenis kerusakan karena aplikasi sheet metal terdapat bekas
84 Gambar 4.20 Contoh reject wicket mark
Dirty back :jenis kerusakan karena terdapat material aluminize pada area
aplikasi varnish atau terdapat varnish pada permukaan aplikasi aluminize.
Gambar 4.21 Contoh reject dirty back
Damage side :jenis kerusakan karena sheet metal terdapat penyok atau
sobek pada bagian ujung sheet.
85 4.4 Analisa pengendalian kualitas statistic
Pada analisa terhadap produksi coating sheet drawn can, dilakukan pengecekan hingga setiap sheet dalam satu skid. Proses ini dilakukan untuk mendapatkan data mendetail tentang reject hasil produksi setiap skid. Proses ini dilakukan pada 15 skid hasil produksi. Kemudian hasil pengecekan akan dianalisa untuk memperoleh
4.4.1 Mengumpulkan data menggunakan check sheet
Berikut ini adalah data hasil inspeksi secara menyeluruh hasil produksi coating pada tanggal 5 Maret 2011.
Table 4.1 Data kerusakan inspeksi produksi
No Qty Good Reject %
Reject
Carbon Particle Scratch Eyehole Bubble Wicket Mark Dirty back Damage Side 1 1295 1098 197 15.21 36 48 36 11 56 9 0 1 2 1269 1212 57 4.49 3 10 0 32 0 10 1 1 3 1289 1150 139 10.78 39 32 4 57 0 4 1 2 4 1285 1213 72 5.60 14 38 0 14 0 0 0 6 5 1292 1243 49 3.79 9 3 12 8 10 3 0 4 6 1300 1251 49 3.77 10 12 12 8 0 6 0 1 7 1307 1079 228 17.44 26 38 67 57 27 0 0 13 8 1284 1154 130 10.12 35 9 3 63 11 1 1 7 9 1307 1206 101 7.73 18 11 47 14 2 0 7 2 10 1292 1227 65 5.03 12 6 5 14 3 7 2 16 11 1287 1243 44 3.42 7 5 1 8 3 7 0 13 12 1290 1268 22 1.71 3 1 2 8 3 1 4 0 13 1290 1154 136 10.54 47 35 4 49 0 0 1 0 14 1287 1195 92 7.15 26 13 7 34 0 2 0 10 15 1294 1175 119 9.20 5 12 41 34 0 3 0 24 Total 17868 1500 8.39 290 273 241 411 115 53 17 100
86
4.4.2 Histogram reject
HISTOGRAM REJECT SHEET
290 273 241 411 115 53 17 100 0 50 100 150 200 250 300 350 400 450 REJECT SHEET J U M L AH (P CS ) Carbon Particle Scratch Eyehole Bubble Wicket Mark Dirty back Damage Side
Gambar 4.23 Histogram inspeksi produksi
Pada histogram menunjukan bahwa problem reject tertinggi dengan jenis reject eyehole dengan jumlah 411 sheet kemudian diikuti dengan carbon dengan angka 290, particle dengan angka 273, scratch dengan angka 241, bubble dengan angka 115, damage side dengan angka 100, wicket mark dengan angka 53, dan dirty back dengan angka 17.
4.4.3 Membuat peta kendali p
Adapun langkah-langkah untuk membuat peta kendali p tersebut adalah : 1. Menghitung Prosentase Kerusakan
p = n p n
Maka perhitungan datanya adalah sebagai berikut :
Sample 1 : p = np n
87 = 197
1.295 = 0,1521 Dan seterusnya...
2. Menghitung garis pusat/ Central Line (CL). Garis pusat yang merupakan rata-rata kerusakan produk ( p ).
Maka perhitungannya adalah : CL = p =
∑
np∑
n = 1500 17.868 = 0,0839 Dan seterusnya...3. Menghitung batas kendali atas atau Upper Control Limit (UCL) Untuk perhitungannya adalah :
Sample 1: UCL = p +3 p (1- p) n =0,0839 + 3 0,0839 (1–0,0839) 1295 =0,1070 Dan seterusnya...
4. Menghitung batas kendali bawah atau Lower Control Limit (LCL) Maka perhitungannya adalah :
Sample 1: LCL = p -3 p (1- p)
88 =0,0839 - 3 0,0839 (1–0,0839)
1295 =0,0608
Dan seterusnya...
Untuk hasil perhitungan peta kendali p total jumlah reject dapat dilihat pada tabel berikut:
Table 4.2 Hasil perhitungan peta kendali p
No Qty Good Reject p CL UCL LCL
1 1295 1098 197 0.1521 0.0839 0.1071 0.0608 2 1269 1212 57 0.0449 0.0839 0.1073 0.0606 3 1289 1150 139 0.1078 0.0839 0.1071 0.0608 4 1285 1213 72 0.0560 0.0839 0.1072 0.0607 5 1292 1243 49 0.0379 0.0839 0.1071 0.0608 6 1300 1251 49 0.0377 0.0839 0.1070 0.0609 7 1307 1079 228 0.1744 0.0839 0.1070 0.0609 8 1284 1154 130 0.1012 0.0839 0.1072 0.0607 9 1307 1206 101 0.0773 0.0839 0.1070 0.0609 10 1292 1227 65 0.0503 0.0839 0.1071 0.0608 11 1287 1243 44 0.0342 0.0839 0.1071 0.0608 12 1290 1268 22 0.0171 0.0839 0.1071 0.0608 13 1290 1154 136 0.1054 0.0839 0.1071 0.0608 14 1287 1195 92 0.0715 0.0839 0.1071 0.0608 15 1294 1175 119 0.0920 0.0839 0.1071 0.0608 Total 17868 1500
89 Berdasarkan perhitungan diatas, terlihat bahwa pada skid no 1,2,3, 4,5,6,7,10,11,12,dan 13 berada diluar batas kendali, sehingga dikatakan bahwa proses tersebut tidak terkendali.
.
4.4.4 Melakukan uji kecukupan data
Setelah mengambil data, uji kecukupan data bias dilakukan dengan menggunakan rumus: N’ = (Z)2 x( p )x (1- p ) α2 N’ = (3)2 x(0,08)x (1-0,08) 0,052 N’ = 264,96
Karena didapatkan hasil N’(264,96) lebih kecil dari N (1500) maka data tersebut dikatakan cukup untuk melakukan perhitungan peta kendali kotrol.
4.4.5 Menentukan prioritas perbaikan
Dalam menentukan prioritas perbaikan, dilakukan dengan menggunakan diagram pareto. Berikut ini adalah data perhitungannya :
p = np x 100% n
= 411 x 100% 1500
90 Table 4.3 Hasil perhitungan reject dengan Pareto Diagram
No PROBLEM Qty Prosetase Prosentase Komulatif 1 Eyehole 411 27.40% 27.40% 2 Carbon 290 19.33% 46.73% 3 Particle 273 18.20% 64.93% 4 Scratch 241 16.07% 81.00% 5 Bubble 115 7.67% 88.67% 6 Damageside 100 6.67% 95.33% 7 Wicket Mark 53 3.53% 98.87% 8 Dirty back 17 1.13% 100.00% Total 1500
Gambar 4.29 Pareto Diagram perhitungan reject
Hasil perhitungan berdasarkan diagram pareto, problem dengan prosentase terbesar pertama adalah eyehole (27,40%), kedua dan ketiga adalah carbon (19,33%) dan particle (18,20%) diikuti scratch (16,07 %) pada posisi keempat
91 selanjutnya bubble (7,67 %), damage side (6,67 %), wicket mark (3,53 %), dan terakhir adalah dirty back (1,13 %)