MAKALAH
PERENCANAAN TATA LETAK PABRIK
(HMKB 764)
Disusun Oleh :
FAJAR ANUGERAH PERDANA P. (H1F113061)
PROGRAM STUDI TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS LAMBUNG MANGKURAT
BANJARBARU
BAB I
PENDAHULUAN
1.1 Latar Belakang
Dewasa ini, dunia industri terbagi menjadi 3 sektor umum, yaitu sektor Industri Besar (Makro), Industri Menengah, dan Industri kecil (Mikro). Dan dalam makalah ini, akan dibahas tentang permasalahan yang ada pada Home Industry.
Home Industry merupakan salah satu penggerak roda perekonomian mikro yang berperan penting dalam memenuhi kebutuhan sehari-hari didalam masyarakat Indonesia. Karena home industry selalu bersentuhan dengan keadaan masyarakat sekitar. Dalam makalah ini akan membahas salah satu usaha dagang/perusahaan skala home industry dalam bidang makanan yaitu berupa industri pengolahan tahu.
Dewasa ini banyak olahan makanan yang bisa dibuat dari bahan baku tahu, sehingga membuat permintaan tahu semakin meningkat. Dengan meningkatnya permintaan, membuat perusahaan menyediakan tempat yang lebih besar dengan kondisi fisik lingkungan kerja yang memiliki kendala. Oleh karena itu akan dibahas masalah layout perusahaan dengan perencanaan tata ulang pabrik sehingga lebih efisien, dan bisa meningkatkan efektivitas kerja, produktifitas dari perusahaan, serta keselamatan kerja didalam lingkungan kerja tersebut.
1.2 Tujuan Penulisan
1. Memahami manfaat dan aplikasi dari Tata Letak Pabrik.
BAB II
HASIL dan PEMBAHASAN
2.1 Definisi Tata Letak Pabrik
Ada berbagai macam definisi tata letak pabrik, diantaranya :
1. Hadiguna (2008) mendefinisikan tata letak sebagai kumpulan unsur-unsur fisik yang diatur mengikuti aturan atau logika tertentu. Sistem material handling yang kurang sistematis menjadi masalah yang cukup besar dan mengganggu kelancaran proses produksi sehingga mempengaruhi sistem secara keseluruhan. 2. Purnomo (2004) menyebutkan tata letak fasilitas yang dirancang dengan baik pada umumnya akan memberikan kontribusi yang positif dalam optimalisasi proses operasi perusahaan dan pada akhirnya akan menjaga kelangsungan hidup perusahaan serta keberhasilan perusahaan. Tata letak pabrik ini meliputi perencanaan dan pengaturan letak mesin, peralatan, aliran bahan dan orang-orang yang bekerja pada masing-masing stasiun kerja. Jika disusun secara baik, maka operasi kerja menjadi lebih efektif dan efisien (Wignjosoebroto, 2009). Pada dasarnya tujuan utama perancangan tata letak adalah optimasi pengaturan fasilitas-fasilitas operasi sehingga nilai yang diciptakan oleh sistem produksi akan maksimal (Purnomo, 2004).
3. Tata letak pabrik adalah suatu rancangan fasilitas, menganalisis, membentuk konsep, dan mewujudkan sistem pembuatan barang atau jasa. Rancangan ini pada umumnya digambarkan sebagai rancangan lantai, yaitu satu susunan fasilitas fisik (perlengkapan, tanah, bangunan, dan sarana lain) untuk mengoptimalkan hubungan antara petugas pelaksana, aliran barang, aliran informasi, dan tata cara yang diperlukan untuk mencapai tujuan usaha secara ekonomis dan aman (Apple, tahun 1990: 2). Tata letak pabrik juga merupakan salah satu bagian terbesar dari suatu studi perancangan fasilitas (Facilities design). Facilities design sendiri terdiri dari pelokasian pabrik (plant location) dan perancangan gedung (building design) dimana sebagaimana diketahui bahwa antara tata letak pabrik (plant layout) dengan penanganan material (material handling) saling berkaitan erat (Fred E. Meyers ,tahun1993 : 1). Penyusunan tata letak yang baik dapat memperlihatkan suatu penyusunan daerah kerja yang
paling ekonomis untuk dijalankan, disamping itu akan menjamin keamanan dan kepuasan kerja dari pegawai. Prestasi kerja dapat meningkat bila penyusun tata letak pabrik dilakukan dengan baik dan aktif.
4. Menurut Apple (1990) tata letak pabrik merupakan suatu susunan fasilitas fisik yang terdiri atas perlengkapan, tenaga, bangunan, dan sarana lain yang harus mempunyai tujuan mengoptimalkan hubungan antara petugas pelaksana, aliran barang, aliran informasi dan tata cara yang diperlukan untuk mencapai tujuan secara efektif, efisien, ekonomis dan aman.
5. Menurut Meyers (1993), tata letak pabrik merupakan pengaturan atau pengorganisasian fasilitas-fasilitas fisik perusahaan untuk menghasilkan efisiensi penggunaan peralatan, material, manusia dan energi.
6. Menurut Heragu (1997), fasilitas dapat didefinisikan sebagai bangunan dimana orang, material, dan mesin yang memiliki datang secara bersama-sama untuk maksud membuat produk yang dapat dihitung atau menyediakan layanan jasa. Perencanaan fasilitas meliputi penentuan lokasi sistem manufaktur dan perencanaan fasilitas yang mencakup perancangan terhadap sistem fasilitas, perancangan tata letak dan perancangan sistem penanganan bahan yang diperlukan untuk aktivitas produksi.
7. Menurut Wignjosoebroto (2000),“Tata letak pabrik dapat didefinisikan sebagai tata cara pengaturan fasilitas–fasilitas pabrik guna menunjang kelancaran proses produksi. Pengaturan tersebut akan memanfaatkan luas area (space) untuk penempatan mesin atau fasilitas penunjang produksi lainnya, kelancaran gerakan–gerakanmaterial, penyimpanan material (storage) baik yang bersifat temporer maupun permanen, personil pekerja dan sebagainya”.
Secara sempit, Plant Layout diartikan sebagai pengaturan tata letak/penyusunan fasilitas fisik dari pabrik tersebut.Dalam tata letak pabrik ada 2 (dua) hal yang diatur letaknya yaitu pengaturan mesin (machine layout) dan pengaturan departemen yang ada dari pabrik (department layout).
Bilamana kita menggunakan istilah tata letak pabrik, seringkali hal ini kita artikan sebagai pengaturan peralatan/fasilitas produksi yang sudah ada (the existing arrangement) ataupun bisa juga diartikan sebagai perencanaan tata letak pabrik yang baru sama sekali (the new layout plan).
Tata letak merupakan satu keputusan penting yang menentukan efisiensi sebuah operasi dalam jangka panjang. Tata letak memiliki banyak dampak strategis
karena tata letak menentukan daya saing perusahaan dalam hal kapasitas, proses fleksibilitas, dan biaya, serta kualitas lingkungan kerja, kontak pelanggan, dan citra perusahaan. Tata letak yang efektif dapat membantu organisasi mencapai sebuah strategi yang menunjang diferensiasi, biaya rendah, atau respon cepat.Semua kasus desain tata letak harus mempertimbangkan bagaimana untuk dapat mencapai :
Utilisasi ruang, peralatan, dan orang yang lebih tinggi.
Aliran informasi, barang, atau orang yang lebih baik.
Moral karyawan yang lebih baik, juga kondisi lingkungan kerja yang lebih aman.
Interaksi dengan pelanggan yang lebih baik.
Fleksibilitas (bagaimanapun kondisi tata letak yang ada sekarang, tata letak tersebut akan perlu diubah).
Elemen akhir dalam strategi fasilitas mempertimbangkan berbagai fasilitas. Terdapat empat jenis perbedaan dari aneka pilihan fasilitas yaitu :
Fokus Produk (55 persen).
Fokus Pasar (30 persen).
Fokus Proses (10 persen).
Serba guna (5 persen).
2.1.1 Masalah dalam Perancangan Tata Letak
Industri manufaktur dan pengolahan selalu berada dalam persaingan yang ketat. Menghadapi kondisi ini, dimana variasi produk tinggi, daur hidup produk yang pendek, permintaan yang berubah-ubah, dan adanya tuntutan dalam hal pengiriman yang tepat waktu, menyebabkan perusahaan memerlukan strategi untuk meningkatkan efisiensi dalam menggunakan fasilitas. Suatu sistem manufaktur harus dapat menghasilkan produk-produk dengan ongkos yang rendah dan kualitas tinggi, serta dapat mengirimkannya tepat waktu kepada pelanggan. Suatu sistem juga harus dapat menyesuaikan diri terhadap perubahan-perubahan yang terjadi, baik dari perancangan proses maupun permintaan produk.
Salah satu cara yang dapat dilakukan perusahaan untuk mengatasi hal tersebut adalah dengan merancang tata letak pabrik atau melakukan
konfigurasi ulang tata letak pabrik. Menurut Nicol dan Hollier 1983, perancangan tata letak tidak hanya diperlukan saat membangun perusahaan baru, tetapi juga saat mengembangkan perusahaan, melakukan konsolidasi atau mengubah struktur perusahaan. Perusahaan yang telah mapan membutuhkan perubahan tata letak fasilitasnya setiap dua atau tiga tahun sekali.
Tata letak pabrik yang baik dan didukung pula dengan koordinasi kerja yang bagus antar setiap departemen dalam perusahaan diharapkan membuat perusahaan tetap bertahan dan sukses dalam persaingan industri di bidangnya.
2.1.2 Tujuan Perencanaan dan Pengaturan Tata Letak Pabrik
Secara garis besar tujuan utama dari tata letak pabrik ialah mengatur area kerja dan segala fasilitas produksi yang paling ekonomis untuk beroperasi produksi aman, dan nyaman sehingga akan dapat menaikkan moral kerja dan performance dari operator. Lebih spesifik lagi tata letak yang baik akan dapat memberikan keuntungan–keuntungan dalam sistem produksi, yaitu antara lain sebagai berikut :
1. Menaikkan output produksi.
Suatu tata letak yang baik akan memberikan keluaran (output) yang lebih besar atau lebih sedikit, man hours yang lebih kecil, dan/atau mengurangi jam kerja mesin (machine hours).
2. Mengurangi waktu tunggu (delay).
Mengatur keseimbangan antara waktu operasi produksi dan beban dari masing–masing departemen atau mesin adalah bagian kerja dari mereka yang bertanggung jawab terhadap desain tata letak pabrik. Pengaturan tata letak yang terkoordinir dan terencana baik akan dapat mengurangi waktu tunggu (delay) yang berlebihan.
3. Mengurangi proses pemindahan bahan (material handling).
Proses perencanaan dan perancangan tata letak pabrik akan lebih menekankan desainnya pada usaha–usaha memindahkan aktivitas– aktivitas pemindahan bahan pada saat proses produksi berlangsung.
4. Penghematan penggunaan areal untuk produksi, gudang dan service. Jalan lintas, material yang menumpuk, jarak antara mesin–mesin yang berlebihan, dan lain–lain semuanya akan menambah area yang dibutuhkan untuk pabrik. Suatu perencanaan tata letak yang optimal akan mencoba mengatasi segala masalah pemborosan pemakaian ruangan ini dan berusaha untuk mengoreksinya.
5. Pendaya guna yang lebih besar dari pemakaian mesin, tenaga kerja, dan/atau fasilitas produksi lainnya.
Faktor–faktor pemanfaatan mesin, tenaga kerja, dan lain–lain adalah erat kaitannya dengan biaya produksi. Suatu tata letak yang terencana baik akan banyak membantu pendayagunaan elemen–elemen produksi secara lebih efektif dan lebih efisien.
Mengurangi inventory in process. Sistem produksi pada dasarnya menghendaki sedapat mungkin bahan baku untuk berpindah dari suatu operasi langsung ke operasi berikutnya secepat–cepatnya dan berusaha mengurangi bertumpuknya bahan setengah jadi (material in process). Problem ini terutama bisa dilaksanakan dengan mengurangi waktu tunggu (delay) dan bahan yang menunggu untuk segera diproses.
Proses manufacturing yang lebih singkat. Dengan memperpendek jarak antara operasi satu dengan operasi berikutnya dan mengurangi bahan yang menunggu serta storage yang tidak diperlukan maka waktu yang diperlukan dari bahan baku untuk berpindah dari satu tempat ke tempat yang lain dalam pabrik dapat diperpendek sehingga secara total waktu produksi akan dapat pula diperpendek.
Mengurangi resiko bagi kesehatan dan keselamatan kerja dari operator. Perencanaan tata letak pabrik adalah juga ditujukan untuk membuat suasana kerja yang nyaman dan aman bagi mereka yang bekerja didalamnya. Hal–hal yang bisa dianggap membahayakan bagi kesehatan dan keselamatan kerja dari operator haruslah dihindari.
Memperbaiki moral dan kepuasan kerja. Pada dasarnya orang menginginkan untuk bekerja dalam suatu pabrik yang segala
sesuatunya diatur secara tertib, rapi dan baik. Penerangan yang cukup, sirkulasi yang nyaman, dan lain–lain akan menciptakan suasana lingkungan kerja yang menyenangkan sehingga moral dan kepuasan kerja akan dapat lebih ditingkatkan. Hasil positif dari kondisi ini tentu saja berupa performance kerja yang lebih baik dan menjurus kearah peningkatan produktivitas kerja.
Mempermudah aktivitas supervise. Tata letak pabrik yang terencana baik akan dapat mempermudah aktivitas supervise. Dengan meletakkan kantor/ruangan diatas, maka seorang supervisor akan dapat dengan mudah mengamati segala aktivitas yang sedang berlangsung diarea kerja yang berada dibawah pengawasan dan tanggung jawabnya.
Mengurangi kemacetan dan kesimpangsiuran. Material yang menunggu, gerakan pemindahan yang tidak perlu, serta banyaknya perpotongan (intersection) dari lintas yang ada akan menyebabkan kesimpangsiuran yang akhirnya akan membawa kearah kemacetan. Dengan memakai material secara langsung dan secepatnya, serta menjaganya untuk selalu bergerak, maka labor cost akan dapat dikurangi sekitar 40% dan yang lebih penting hal ini akan mengurangi problema kesimpangsiuran dan kemacetan didalam aktivitas pemindahan bahan. Layout yang baik akan memberikan luasan yang cukup untuk seluruh operasi yang diperlukan dan proses bisa berlangsung mudah dan sederhana.
Mengurangi faktor yang bisa merugikan dan mempengaruhi kualitas dari bahan baku atau pun produk jadi. Tata letak yang direncanakan secara baik akan dapat mengurangi kerusakan–kerusakan yang bisa terjadi pada bahan baku ataupun produk jadi. Getaran–getaran, debu, panas, dan lain–lain dapat secara mudah merusak kualitas material ataupun produk yang dihasilkan.
2.1.3 Prinsip Dasar Dalam Perencanaan Tata Letak Pabrik
Berdasarkan tujuan, keuntungan dan aspek dasar dalam tata letak pabrik yang terencana dengan baik, dapat disimpulkan 6 prinsip dasar sebagai berikut:
Prinsip Integrasi Secara Total. Tata letak pabrik merupakan integrasi secara total dari seluruh elemen produksi yang menjadi satu unit operasi yang lebih besar.
Prinsip Perpindahan jarak Yang Minimal. Dalam proses pemindahan bahan dari satu operasi ke operasi berikutnya, waktu dapat dihemat dengan mengurangi jarak perpindahan tersebut.
Prinsip Aliran Dari Suatu Proses Kerja. Aliran kerja yang baik adalah aliran konstan dengan minimum interupsi, kesimpangsiuran, dan kemacetan dalam proses produksi.
Prinsip Pemanfaatan Ruangan. Pengaturan ruangan yang akan dipakai ssecara optimum dengan memanfaatkan tiga dimensi ruang (cubic space).
Prinsip Kepuasan dan Keselamatan Kerja.
Tata letak yang baik akan dapat membuat suasana kerja menjadi menyenangkan dan memuaskan sehingga dapat meningkatkan moral karyawan.
Prinsip Fleksibilitas.
Dengan kemajuan IPTEK mengakibatkan dunia industri berpacu untuk mengimbanginya. Perubahan yang mungkin terjadi pada desain produk, peralatan produksi, delivery, dan sebagainya akan dapat berakibat pengaturan kembali (re-layout) tata letak pabrik yang sudah ada. Untuk hal ini bila tata letak direncanakan cukup fleksibel maka penyesuaian kembali dapat dilakukan dengan lebih cepat dan murah.
2.1.4 Langkah-Langkah Perencanaan Tata Letak Pabrik
Tata letak pabrik berhubungan erat dengan segala proses perencanaan dan pengaturan letak dari pada mesin-mesin, peralatan, aliran bahan, dan orang-orang yang bekerja di tiap-tiap stasiun kerja yang ada.
Secara umum, pengaturan daripada semua fasilitas produksi direncakan sehingga diperoleh :
Transportasi yang minimum dari proses pemindahan bahan.
Pemakaian area yang minimum.
Pola aliran produksi yang terbaik.
Keseimbangan penggunaan luas area yang dimiliki.
Keseimbangan dalam lintasan area perakitan.
Kemungkinan dan fleksibilitas untuk menghadapi ekspansi di masa mendatang.
Proses pengaturan segala fasilitas produksi dibedakan atas :
Pengaturan Tata Letak Mesin dan Fasilitas, adalah pengaturan semua mesin dan fasilitas yang diperlukan untuk proses produksi di dalam tiap departemen dari pabrik yang ada.
Pengaturan Tata Letak Departemen, adalah pengaturan bagian atau departemen serta hubungannya antara satu dengan yang lainnya di dalam pabrik.
Langkah-langkah dalam perencanaan tata letak pabrik :
Analisa Produk. Menganalisa macam dan jumlah produk yang harus dibuat menggunakan pertimbangan kelayakan teknis dan ekonomis.
Analisa Proses. Menganalisa macam dan urutan proses pengerjaan produksi yang telah ditetapkan untuk dibuat.
Sigi dan Analisa Pasar. Mengidentifikasi macam dan jumlah produk yang dibutuhkan oleh konsumen. Informasi ini digunakan untuk menentukan kapasitas produksi yang berikutnya dapat member keputusan tentang banyaknya mesin dan fasilitas produksi yang diberikan.
Analisa Macam dan Jumlah Mesin/Equipment dan Luas Area yang Dibutuhkan. Dengan memperhatikan volume produk yang akan dibuat, waktu standard, jam kerja dan efisiensi mesin maka jumlah mesin dan fasilitas yang diperlukan (juga operator) dapat dihitung. Untuk selanjutnya luas area, stasiun kerja, kebutuhan area, jalan lintasan dapat di tentukan agar proses berlangsung dengan lancer.
Pengembangan Alterantif Tata Letak. Sebelum menentukan tata letak terbaik yang harus dipilih, terlebih dahulu dilakukan pengembangan alternative dengan mempertimbangkan :
2. Perancanaan pola aliran material yang harus dipindah dari satu proses ke proses berikutnya
3. Pertimbangan yang terakait dengan luas area, kolom bangunan, struktur organisasi, dan lain-lain.
4. Analisa aliran material dengan memperhatikan volume, frekuensi dan jarak perpindahan material sehingga diperoleh total biaya yang paling minimum.
Perancangan Tata Letak Mesin dan Departemen Dalam Pabrik. Hasil analisa terhadap layout dipakai dasar pengaturan fasilitas fisik dan pabrik dan pengaturan departemen penunjang.
2.2 Tipe Tata Letak
Secara umum sistem operasi produksi dibagi menjadi dua tipe dasar, yaitu: 1. Operasi kontinu, yang dicirikan dengan tingginya volume produksi,
penggunaan peralatan khusus, variasi produk sedikit, adanya standarisasi produk serta adanya produk yang dibuat sebagai persediaan.
2. Operasi tak kontinu (intermittent), yang dicirikan dengan volume produksi rendah, penggunaan peralatan yang umum (fleksibel), aliran produksi yang tidak kontinu, seringnya terjadi perubahan jadwal, variasi produk tinggi, dan produk dibuat untuk memenuhi pesanan pelanggan.
Sistem operasi diatas memiliki konsekuensi pada tipe tata letak yang dipilih. Tipe tata letak dasar adalah sebagai berikut:
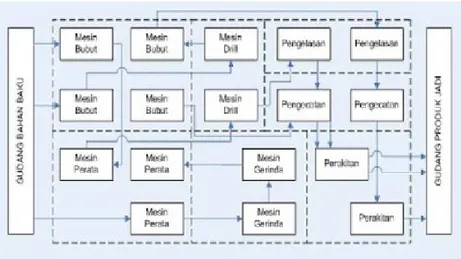
2.2.1 Tata Letak Proses (Process Layout)
Tata letak berdasarkan proses, sering dikenal dengan process atau functional layout, adalah metode pengaturan dan penempatan stasiun kerja berdasarkan kesamaan tipe atau fungsinya. Mesin-mesin yang digunakan tata letak proses berfungsi umum (general purpose). Tata letak proses umumnya digunakan untuk industri manufaktur yang bekerja dengan volume produksi yang relatif kecil dan jenis produk yang tidak standar (Wignjosoebroto, 2000). Keuntungan dari penggunaan tata letak proses yaitu:
1. Total investasi yang rendah untuk pembelian mesin dan peralatan produksi lainnya.
2. Fleksibilitas tenaga kerja dan fasilitas produksi besar dan sanggup mengerjakan berbagai macam jenis dan model produk.
3. Kemungkinan adanya aktivitas pengawasan yang lebih baik dan efisien melalui spesialisasi pekerjaan.
4. Pengendalian dan pengawasan lebih mudah dan baik terutama untuk pekerjaan yang sukar dan butuh ketelitian tinggi.
5. Mudah untuk mengatasi breakdown dari mesin, yaitu dengan cara memindahkan prosesnya ke mesin lain tanpa banyak menimbukan hambatan yang signifikan.
Keterbatasan dari tata letak proses antara lain:
1. Ketidakefisienan dalam proses disebabkan oleh adanya backtracking. 2. Adanya kesulitan dalam menyeimbangkan kerja dari setiap fasilitas
produksi yang akan memerlukan penambahan ruang untuk work-in-process storage.
3. Adanya kesulitan dalam perencanaan dan pengendalian produksi.
4. Operator harus memiliki keahlian yang tinggi untuk menangani berbagai macam aktivitas produksi.
5. Produkstivitas yang rendah disebabkan setiap pekerjaan yang berbeda, masing-masing memerlukan setup dan pelatihan operator yang berbeda.
Gambar 1. Contoh tata letak proses (Wignjosoebroto, 2000)
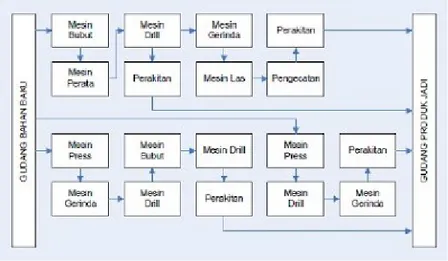
2.2.2 Tata Letak Produk (Product Layout)
Tata letak berdasarkan produk, sering dikenal dengan product layout atau production line layout, adalah metode pengaturan dan penempatan stasiun kerja berdasarkan urutan operasi dari sebuah produk. Sistem ini dirancang untuk memproduksi produk-produk dengan variasi yang rendah dan volume yang tinggi (mass production). Untuk itu dibutuhkan suatu sistem yang dapat memberikan produktifitas tinggi dengan ongkos yang rendah.
Keuntungan tata letak produk ini yaitu:
1. Aliran pemindahan material berlangsung lancar, sederhana, logis, dan OMH-nya rendah.
2. Work-in-process jarang terjadi karena lintasan produksi sudah diseimbangkan.
3. Total waktu yang digunakan untuk produksi relatif singkat.
4. Kemudahan dalam perencanaan dan pengendalian proses produksi. 5. Memudahkan pekerjaan, sehingga memungkinkan operator yang belum
Keterbatasan dari tata letak produk yaitu:
1. Kurangnya fleksibilitas dari tata letak untuk membuat produk yang berbeda.
2. Stasiun kerja yang paling lambat akan menjadi hambatan (bottleneck) bagi aliran produksi.
3. Adanya investasi dalam jumlah besar untuk pengadaan mesin, baik dari segi jumlah maupun akibat spesialisasi fungsi yang harus dimilikinya. 4. Kelelahan operator, operator mudah menjadi bosan disebabkan
pengulangan tanpa henti dari pekerjaan yang sama.
5. Ketergantungan dari seluruh proses terhadap setiap part. Kerusakan pada suatu mesin atau kekurangan operator untuk mengendalikan stasiun kerja bias menghentikan keseluruhan hasil produksi pada satu line produk.
Gambar 2. Contoh tata letak produk (Wignjosoebroto, 2000)
Tata letak posisi tetap, sering dikenal dengan fixed material location atau fixed position layout, adalah metode pengaturan dan penempatan satsiun kerja dimana material atau komponen utama akan tetap pada posisi/lokasinya, sedangkan fasilitas produksi seperti tools, mesin, manusia, serta komponen lainnya bergerak menuju lokasi komponen utama tersebut. Keuntungan dari tata letak posisi tetap yaitu:
1. Karena banyak bergerak adalah fasilitas produksi maka perpindahan material bisa dikurangi.
2. Bila pendekatan kelompok kerja digunakan dalam kegiatan produksi, maka kontinyuitas operasi dan tanggung jawab kerja bisa tercapai dengan sebaik-baiknya.
3. Kesempatan untuk melakukan pengkayaan kerja (job enrichment) dengan mudah bisa diberikan, selain itu juga dapat meningkatkan kebanggaan dan kualitas kerja karena dimungkinkan untuk menyelesaikan pekerjaan secara penuh (“do the whole job”).
4. Fleksibilitas kerja menjadi tinggi.
Keterbatasan tata letak posisi tetap yaitu:
1. Besarnya frekuensi perpindahan fasilitas produksi, operator, dan komponen pendukung pada saat operasi kerja berlangsung.
2. Memerlukan operator dengan skill yang tinggi disamping aktivitas supervisi yang lebih umum dan intensif.
3. Adanya duplikasi peralatan kerja yang menyebabkan dibutuhkannya lokasi untuk work-in process.
4. Memerlukan pengawasan dan koordinasi kerja yang ketat khususnya dalam penjadwalan produksi.
Gambar 3. Contoh tata letak posisi tetap (Wignjosoebroto,2000)
2.2.4 Tata Letak Teknologi Kelompok (Group Technology Layout)
Henry C.Co mendefinisikkan tata letak teknologi kelompok (group technology layout) sebagai teknik untuk mengidentifikasi dan mengelompokkan bersama komponen-komponen yang sama atau berhubungan dalam proses produksi untuk mengoptimalkan aliran produksi.
Dalam konsep manufaktur, teknologi kelompok didefinisikan sebagai suatu filosofi manajemen yang melakukan pengidentifikasian dan pengelompokkan part berdasarkan kemiripan dalam perancangan dan proses manufaktur. Teknologi kelompok dimaksudkan untuk memperoleh efisiensi yang tinggi pada tata letak produk dan fleksibilitas yang tinggi pada tata letak proses
Penelitian tentang teknologi kelompok untuk sistem manufaktur pertama kali dimulai akhir tahun 1950. Pada saat itu para peneliti mulai menyadari bahwa beberapa part memiliki pendekatan manufaktur yang sama secara umum. Selanjutnya mereka menyimpulkan bahwa part tersebut bisa dikelompokkan dan diproses bersama, serupa dengan mass production. Berdasarkan kesimpulan ini, mareka kemudian membuat kelompok-kelompok part yang sama dan kemudian menggunakan kelompok mesin dan tools tertentu untuk memproduksinya, dengan tujuan untuk mengurangi setup. Peneliti utama yang dikenal dengan teori ini adalah S.P Mitronov, seorang peneliti asal USSR. Dalam tahun-tahun berikutnya, mulai berkembang beberapa klasifikasi dan sistem koding (coding system) untuk
menyusun part family. Pada awal tahun 1960 konsep teknologi kelompok mulai diterapkan pada perusahaan untuk pertama kalinya, dan sejak saat itulah konsep teknologi kelompok mulai diterima secara menyeluruh di dunia.
Beberapa persoalan muncul yang dalam penyusunan tata letak teknologi kelompok adalah pengidentifikasian part family, pengidentifikasian machine cell dan pengalokasian part family atau machine cell (atau sebaliknya). Disamping itu juga terdapat beberapa tujuan dan konstrain yang penting dalam penyusunan teknologi kelompok, antara lain:
1. Cell independence, Yang menjadi tujuan utama dari formasi sel dalam teknologi kelompok adalah kebebasan antar sel, dimana tidak ada lagi ketergantungan antar sel.
2. Cell flexibility, Fleksibilitas berhubungan dengan kemampuan untuk memproses partoleh mesin-mesin di dalam sel (internal routing flexibility), kemampuan untuk mengirimkan part ke sel lain (external routing flexibility), dan kemampuan sel untuk mengakomodasi part baru (process fleksibility). 3. Cell system layout, Saat tujuan utama, cell independence, tidak tercapai,
maka akan terjadi perpindahan antar sel. Oleh karena itu, pengaturan tata letak sel harus optimal karena akan mempengaruhi jarak perpindahan dan pola aliran material.
4. Cell layout, Tata letak mesin didalam sel merupakan faktor lain yang dapat mempengaruhi jarak perpindahan, pola aliran material.
5. Cell size, Ukuran dari sel merupakan jumlah dari mesin/tipe proses yang disediakan dalam suatu sel. Ini merupakan variabel yang perlu dikontrol. Contohnya, ukuran sel tidak boleh terlalu besar karena dapat menghambat lingkungan sosial (sociological environment) dalam sel dan menghambat pengawasan.
6. Additional investment, Dengan adanya pengelompokkan mesin ke dalam sel untuk mengerjakan part family tentunya akan ada investasi tambahan untuk mesin. Hal ini merupakan konstrain utama bagi perusahaan dalam menyusun tata letak produksinya.
Gambar 4. Contoh tata letak teknologi kelompok (Wignjosoebroto,2000)
Beberapa keuntungan dari tata letak teknologi kelompok dibandingkan dengan tata letak yang lain adalah sebagai berikut :
1. Pengurangan waktu setup. Suatu sel manufaktur dirancang untuk mengerjakan part-part yang memiliki kesamaan bentuk ataupun proses. Pada sel tersebut, part-part dapat dikerjakan dengan menggunakan alat bantu (fixture) yang sama, sehingga waktu untuk mengganti alat bantu maupun peralatan lainnya dapat dikurangi.
2. Pengurangan ukuran lot. Jika waktu setup dapat dikurangi, maka ukuran lot yang kecil menjadi mungkin dan ekonomis. Ukuran lot yang kecil juga dapat membuat aliran produksi lebih lancar.
3. Pengurangan work-in-process (WIP) dan persediaan barang jadi. Jika waktu setup dan ukuran lot menjadi kecil maka jumlah WIP dapat dikurangi. Part-part dapat diproduksi menggunakan konsep just-in-time (JIT) dengan ukuran lot yang kecil sehingga waktu penyelesaiannya lebih cepat.
4. Pengurangan waktu dan ongkos material handling (OMH). Pada tata letak seluler, tiap part diproses seluruhnya dalam satu sel (jika
dimungkinkan). Oleh karena itu, waktu dan jarak perpindahan part antar sel lain menjadi minimal.
5. Perbaikan kulitas produk. Oleh karena part-part berpindah dari stasiun kerja satu ke stasiun kerja yang lainnya dalam unit yang tunggal dan diproses dalam area yang relatif kecil, maka penjadwalan dan pengendalian job akan lebih mudah. Masukan terhadap perbaikan akan lebih cepat dan proses dapat dihentikan jika terjadi kesalahan.
2.3 Kendala Pada Layout Perusahaan
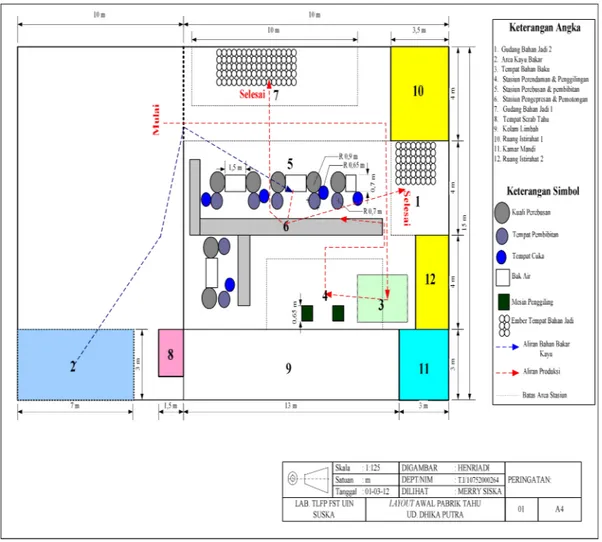
Kondisi layout fasilitas produksi di perusahaan mengalami kendala dalam hal jarak pemindahan bahan baku (material handling) yang kurang efisien. Dimana dalam proses produksinya terdapat aliran pemindahan bahan yang berpotongan (cross movement) dikarenakan tata letak mesin yang kurang teratur sehingga dapat mengakibatkan proses produksi terganggu. Jarak antar departemen produksi yang cukup jauh menimbulkan ongkos material handling yang cukup besar. Selain itu hubungan kedekatan antar stasiun kerja kurang diperhatikan sehingga membuat aliran material handling menjadi kurang optimal. Belum tersedianya parkir dan area penimbunan bahan baku juga ikut menjadi kendala pada perusahaan ini, seperti terlihat pada Gambar 4. Melihat kondisi ini, perlu adanya suatu pertimbangan untuk mengubah tata letak fasilitas yang ada menjadi lebih efektif dan efisien.
Gambar 4. Layout Awal Pabrik Pembuatan Tahu UD. Dhika Putra
Sedangkan pada gambar 5, menunjukkan kondisi fisik lingkungan kerja yang kurang tertata rapi, seperti adanya percampuran antara wadah (ember) yang berisi tahu dan wadah yang tidak berisi tahu pada area gudang bahan jadi. Keadaan ini menunjukkan ketidakteraturan dalam penataan lingkungan kerja. Selain itu di pabrik tahu ini juga ditemui kondisi lantai dan peralatan kerja yang masih kotor serta belum adanya pemberian label dan batas yang jelas pada penempatan peralatan kerja. Kondisi lingkungan kerja tersebut memerlukan beberapa upaya perbaikan melalui penerapan program “5S”.
Gambar 5. Kondisi Fisik Lingkungan Kerja yang Tidak Rapi pada Pabrik Tahu UD. Dhika Putra
Penelitian ini bertujuan untuk merancang ulang tata letak fasilitas pabrik pembuatan tahu yang dapat meminimalkan panjang lintasan material handling serta menerapkan metode 5S untuk meningkatkan produktivitas kerja.
2.4 Metode
• Langkah awal yang harus dilakukan sebelum melakukan penelitian adalah melakukan studi pendahuluan. Langkah ini dilakukan untuk mengetahui permasalahan yang ada di pabrik pembuatan tahu ini.
• Langkah selanjutnya yang dilakukan adalah pengumpulan data awal kondisi layout pabrik sesuai dengan pendekatan Systematic Layout Planning (SLP) yang dikembangkan oleh Richard Muther (Apple, 1990). Tahapan yang digunakan untuk perancangan tata letak fasilitas pabrik sesuai dengan pendekatan Systematic Layout Planning (SLP) menurut Purnomo (2004) terdiri dari tiga tahapan. Tahapan pertama adalah tahap analisis, mulai dari analisis aliran material, analisis aktivitas, diagram hubungan aktivitas, pertimbangan keperluan ruangan dan ruangan yang tersedia. Tahapan kedua adalah tahap penelitian, mulai dari perencanaan diagram hubungan ruangan sampai dengan perancangan alternatif tata letak. Sedangkan tahapan ketiga adalah proses seleksi dengan jalan mengevaluasi alternatif tata letak yang telah dirancang. Data-data yang diperlukan untuk perencanaan tata letak dengan menggunakan metode SLP yaitu data rancangan produk, rancangan proses dan rancangan jadwal produksi.
• Perbaikan kondisi lingkungan kerja pada pabrik ini dapat dilakukan dengan menerapkan metode 5S.
keuntungan yang diperoleh bila dengan menerapkan 5S akan terlihat dengan jelas, diantaranya terciptanya keteraturan melalui manajemen lingkungan kerja yang baik. Menurut Linstiani (2010) penjabaran dari metode “5S” adalah sebagaimana berikut:
1.
Seiri (Sisih/Ringkas). Menyisihkan barang-barang yang tidak diperlukan di tempat kerja. Prinsip dalam menerapkan konsep yang pertama ini adalah mengidentifikasi dan menjauhkan barang yg tidak diperlukan di tempat kerja.2.
Seiton (Penataan). Menata barang-barang yang diperlukan supaya mudah ditemukan oleh siapa saja bila diperlukan. Setiap barang mempunyai tempat yang pasti, jelas dan diletakkan pada tempatnya. Adapun metode yang dapat digunakan adalah pengelompokan barang, penyiapan tempat, memberi tanda batas, memberi tanda pengenal barang, membuat denah/peta pelaksanaan barang3.
Seiso (Pembersihan). Membersihkan tempat kerja dengan teratur sehingga tidak terdapat debu di lantai, mesin dan peralatan. Prinsip: bersihkan segala sesuatu yang ada di tempat kerja. Membersihkan berarti memeriksa dan menjaga.4.
Seiketsu (Pemantapan). Memelihara taraf kepengurusan rumah tangga yang baik dan organisasi tempat kerja setiap saat. Prinsip: semua orang memperoleh informasi yang dibutuhkan dengan tepat waktu. Pertahankan lingkungan 3S (Sisih, Susun, Sasap) yang telah dicapai, cegah kemungkinan terulang kotor/rusak.5.
Shitsuke (Pembiasaan). Memberikan penyuluhan kepada semua orang agar mematuhi disiplin pengurusan rumah tangga yang baik atas kesadaran sendiri. Prinsip: berikan pengarahan kepada orang-orang untuk berdisiplin mengikuti cara dan aturan penanganan house keeping atas dasar kesadaran. Lakukan apa yg harus dilakukan dan jangan melakukan apa yang tidak boleh dilakukan.Sedangkan tahapan pengolahan data untuk penerapan 5S yang diperolah dari buku Osada (2004) adalah sebagai berikut :
1.
Perancangan Metode 5S2.
Sosialisasi Metode 5S3.
Penerapan Metode 5S4.
Evaluasi Penerapan Metode 5S• Setelah selesai tahapan-tahapan di atas maka langkah selanjutnya yang dilakukan adalah membuat layout akhir berdasarkan kombinasi antara alternatif tata letak terbaik dan perancangan metode 5S.
2.5 Analisis Activity Relationship Chart (ARC)
Merupakan dasar dalam pembuatan alternatif tata letak dengan dengan memperhatikan modifikasi dan batasan praktis. Untuk membuat rancangan tata letak dapat dibuat suatu block layout yang merupakan diagram blok dengan skala tertentu dimana luas tata letak keseluruhan dibuat berdasarkan data. Sebelum pembuatan detail layout, dibuatlah Area Alocation Diagram (AAD), dimana diusulkan untuk alternatif pembuatan layout, gudang bahan jadi 2 pada layout awal diubah menjadi tempat parkir, karena keterbatasan dari lahan parkir yang ada di pabrik ini.
Tabel 1. Kebutuhan Luas Area Keseluruhan
LEMBAR KEBUTUHAN LUAS AREA KESELURUHAN Departemen/Stasiun Kerja Luas (m2) Jumlah Fasilitas
Total Luas Lantai (m2)
Gudang Bahan Baku 15 1 15
Gudang Bahan Jadi 10,65 1 10,65
Area Kayu Bakar 21 1 21
Tempat sisa ampas tahu 3 1 3
Kolam Limbah 39 1 39
Stasiun Perendaman dan Penggilingan
11,1 1 11,1
Stasiun Perebusan dan Pembibitan
16,52 1 16,52
Stasiun Pengepresan dan Pemotongan
7,5 1 7,5
Ruang istirahat 14 1 14
Toilet 9 1 9
Parkir 24 24
Gambar 6. Activity Relationship Chart (ARC)
2.6 Penerapan Metode 5S
Pada tahap ini, dilakukan penerapan metode 5S pada lingkungan kerja di pabrik pembuatan tahu UD. Dhika Putra.
1. Seiri. Metode seiri banyak diterapkan pada stasiun perendaman dan penggilingan serta pada area gudang bahan jadi, karena pada kedua departemen ini terlihat jelas banyaknya ember yang berserakan di lantai. Ember-ember ini terdiri dari ember yang berisi kedelai maupun yang berisi tahu yang sudah jadi dan ember yang kosong, sementara ember yang kosong ini tidak diperlukan dalam stasiun perendaman dan penggilingan serta pada gudang bahan jadi. Ember-ember yang kosong ini membuat lantai menjadi penuh sehingga tidak ada space untuk pekerja untuk melakukan proses perendaman dan penggilingan. Melihat keadaan tersebut maka diterapkanlah seiri yaitu dengan melakukan pemilahan terhadap ember – ember yang tidak diperlukan atau ember yang kosong dan menyimpannya pada area diluar area gudang bahan jadi serta pada stasiun perendaman dan penggilingan. Dari hasil pemilahan ini maka diperoleh keadaan lantai terlihat lebih memiliki space sehingga pekerja lebih leluasa untuk melakukan pekerjaannya terutama pada proses material handling pemindahan kedelai yang sudah digiling menuju stasiun perebusan sehingga seringkali jarak pemindahan menjadi jauh karena pekerja harus melewati area yang kosong yang tidak terhalang oleh ember-ember yang beserakan pada stasiun perendaman dan penggilingan.
2. Seiton. Metode seiton merupakan S yang kedua dari metode 5S. Pada tahap ini merupakan kelanjutan dari seiri, dimana dari hasil pemilahan yang telah dilakukan akan dilanjutkan dengan proses penataan peralatan yang telah dipilah tersebut. Misalnya ember-ember yang ada pada stasiun perendaman dan penggilingan ditata pada area ember kosong tepatnya disamping gudang bahan jadi. Begitu juga dengan ember kosong yang bercampur pada gudang bahan jadi juga disusun pada area ember kosong. Selain penataan posisi ember, pada pabrik ini juga dilakukan penataan terhadap kain blacu yaitu kain untuk proses penyaringan ampas tahu dan juga penataan terhadap posisi alat press. Kain blacu digantung pada satu tempat saja sehingga pekerja lebih mudah untuk mencari dan mengambilnya apabila dibutuhkan. Sedangkan untuk alat press disusun pada stasiun pengepresan dan pemotongan, alat press tersebut disusun diatas meja press dan potong sehingga pekerja lebih mudah mengambil dan menggunakannya.
3. Seiso. Pada tahap ini hal yang dilakukan adalah proses pembersihan. Adapun pembersihan yang dilakukan adalah pembersihan terhadap lantai produksi dan peralatan yang digunakan untuk proses produksi pembuatan tahu yaitu mesin giling dan kuali perebusan dan pembibitan. Lantai pabrik dibersihkan dari sampah-sampah baik itu sampah plastik, kedelai yang terjatuh dan cairan sisa pencucian dan penggilingan kedelai. Pembersihan lantai produksi ini bertujuan demi keamanan dan kenyaman pekerja pada saat melakukan pekerjaanya, karena jika lantai licin dan kotor bisa membuat pekerja tergelincir dan jatuh. Sedangkan untuk pembersihan peralatan kerja dilakukan dengan tujuan perawatan terhadap peralatan tersebut.
4. Seiketsu. Pada tahap ini lebih mengarah pada proses pemantapan terhadap metode 5S yang telah diterapkan. Pada tahap ini dilakukan suatu upaya bagaimana penerapan yang telah dilakukan tetap berlangsung terus menerus bukan untuk sementara saja dengan cara pembuatan label area kerja seperti area bahan baku, area bahan jadi, tempat ember kosong dan tempat kain blacu. Selain itu juga dilakukan pembuatan garis batas area kerja yang bertujuan agar penyusunan peralatan kerja lebih tertata dengan baik. dengan adanya pembuatan labeling dan garis batas area kerja bisa membuat karyawan tau dimana penempatan peralatan
yang digunakan dan tau batas areanya, sehingga penerapan ini bisa berlangsung terus menerus.
5. Shitsuke. Tahap ini merupakan bagian terakhir dari metode 5S. Pada bagian ini lebih memfokuskan bagaimana cara untuk membiasakan diri terhadap penerapan metode ini. untuk itu diperlukan kesadaran dari para pekerja untuk memiliki pola kerja yang sesuai metode 5S demi kenyamanan dan keamaan dalam bekerja. Mengingat sifat manusia yang berbeda-beda maka perlu seseorang yang bisa mengontrolnya. dalam hal ini peran pimpinan dibutuhkan untuk peduli dan mampu mengontrol pekerja agar selalu menjaga lingkungan kerja berdasarkan metode 5S yang telah diterapkan.
2.7 Evaluasi Penerapan Metode 5S
Tahap evaluasi ini dalah tahap untuk menilai apa saja perancangan metode 5S yang bisa diterapkan. Dari hasil penerapan yang dilakukan maka dapat dievaluasi perancangan yang mampu diterapkan dapat dilihat pada Tabel 2. Tahap evaluasi yang dilakukan selama lebih kurang 6 hari. Pada hari pertama semua rancangan masih diterapkan pada pabrik tahu UD. Dhika Putra dengan baik walaupun masih belum sempurna. Namun pada hari selanjutnya terjadi beberapa metode 5S yang tidak dilakukan misalnya pemisahan antara ember kosong dengan ember yang berisi dengan kedelai serta kurang pedulinya pekerja untuk meletakkan kain blacu pada area yang telah ditentukan.
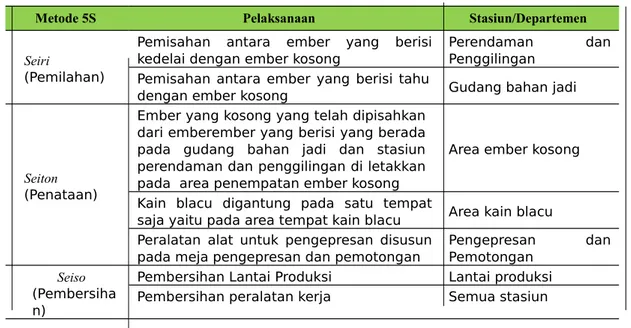
Tabel 2. Hasil Evaluasi Perancangan yang Mampu Untuk Diterapkan
Metode 5S Pelaksanaan Stasiun/Departemen
Seiri
(Pemilahan)
Pemisahan antara ember yang berisi kedelai dengan ember kosong
Perendaman dan
Penggilingan Pemisahan antara ember yang berisi tahu
dengan ember kosong Gudang bahan jadi
Seiton (Penataan)
Ember yang kosong yang telah dipisahkan dari emberember yang berisi yang berada pada gudang bahan jadi dan stasiun perendaman dan penggilingan di letakkan pada area penempatan ember kosong
Area ember kosong
Kain blacu digantung pada satu tempat
saja yaitu pada area tempat kain blacu Area kain blacu Peralatan alat untuk pengepresan disusun
pada meja pengepresan dan pemotongan
Pengepresan dan
Pemotongan Seiso
(Pembersiha n)
Pembersihan Lantai Produksi Lantai produksi
Seiketsu (Pemantapa n)
Pembuatan garis batas-batas area kerja Perendaman dan
penggilingan, gudang bahan baku, emeber kosong
Pembuatan jadwal piket -
Pembuatan label nama area Area gudang bahan
baku dan bahan jadi, area ember kosong dan stasiun perendaman dan penggilingan Shitsuke
(Pembiasaa n)
Melakukan pengontrolan tiap harinya Semua Stasiun
Upaya Pembiasan diri Semua Stasiun
2.8 Layout Akhir
Pembuatan layout akhir ini dibuat berdasarkan layout usulan yang terpilih yang memliki panjang lintasan material handling yang paling pendek yang kemudian dikombinasikan dengan rancangan penerapan metode 5S. Adanya penambahan area untuk penataan ember kosong dan adanya space yang memungkinkan proses material handling kedelai yang digiling dari stasiun perendaman dan penggilingan menuju stasiun perebusan menjadi lebih mudah dilakukan dan juga bisa memperpendek jarak lintasan material handlingnya.
Gambar 7. Layout Usulan
BAB III
PENUTUP
3.1 Kesimpulan
Dalam makalah Perencanaan Tata Letak Pabrik diatas, terdapat beberapa kesimpulan :
1.
Manfaat dari Perencanaan Tata Letak Pabrik yang benar diantaranya, menjamin keamanan(safety) dan kepuasan kerja dari pegawai. Prestasi kerja dapat meningkat bila penyusun tata letak pabrik dilakukan dengan baik dan aktif. Serta meningkatkan efisiensi dan efktifitas kerja.2.
Rancangan ulang tata letak dan fasilitas pabrik pembuatan tahu, UD. Dhika Putra yang terpilih adalah layout alternatif 1 yang memiliki panjang lintasan material handling 45 m, hasil ini lebih efisien 19.21 % jika dibandingkan dengan panjang aliran material handling layout awal yaitu 55,7 m dan layout usulan alternatif 2 sepanjang 49 m dan. Penelitian ini berhasil menerapkan metode 5S di UD. Dhika Putra, misalnya pemilahan ember-ember kosong yang berada pada area gudang bahan jadi maupun pada stasiun perendamaan dan penggilingan, diterapkannya penataan peralatan pada area yang telah ditentukan, penerapan kegiatan pembersihan lantai produksi dan peralatan, serta pemberian label dan batas peralatan dan area kerja. Melalui penerapan metode 5S ini kondisi fisik lingkungan kerja di pabrik tahu lebih tertata rapi dan berpengaruh pada kenyamanan pekerja.3.2 Saran
Agar dapat menggunakan bahasa yang lebih mudah dipahami dan tidak terlalu banyak menggunakan kalimat yang tidak perlu.
DAFTAR PUSTAKA
Apple, J. M. 1990. Tata Letak Pabrik dan Pemindahan Bahan. Edisi ketiga. ITB, Bandung.
Hadiguna, R. A. dan Setiawan, H. 2008. Tata Letak Pabrik. Andi Offset, Yogyakarta.
Listiani, T. 2010. Penerapan Konsep 5S dalam Upaya Menciptakan Lingkungan Kerja yang Ergonomis di STIA LAN Bandung, Jurnal Ilmu Administrasi, Volume VII No. 3, Bandung.
Osada, T. 2004. Sikap Kerja 5S. Cetakan Kelima. Penerbit PPM, Jakarta. Purnomo, H. 2004. Perencanaan dan Perancangan Fasilitas. Cetakan
Pertama. Graha Ilmu, Yogyakarta.
Susetyo, J., Simanjuntak, R.A., dan Ramos J. M. 2010. Perancangan Ulang Tata Letak Fasilitas Produksi dengan Pendekatan Group Technology dan Algoritma Blocplan untuk Minimasi Ongkos Material Handling. Jurnal Teknologi, Volume 3 Nomor 1, edisi Juni 2010, pp. 75-84.
Wignjosoebroto, S. 2009. Tata Letak Pabrik dan Pemindahan Bahan. Edisi ketiga Cetakan keempat. Guna Widya, Surabaya.
Merry Siska & Henriadi. 2012. Perancangan Ulang Tata Letak FasilitasPabrik Tahu dan Penerapan Metode 5S, Jurnal Ilmiah Teknik Industri, Vol. 11,