A. Gambaran Umum Perusahaan
1. Sejarah Singkat
Pada tahun 2001 terjadi krisis moneter yang menyebabkan Perusahaan Salim Indoplantation melepaskan sahamnya kepada perusahaan BUMN Malaysia yaitu Guthrie Berhard Plantation. Pada tahun 2009, Guthrie Berhard Plantation berubah menjadi Sime Darby Group sampai dengan sekarang dengan holding company PT. Minamas Gemilang yang merupakan salah satu pemain besar dalam industri kelapa sawit di Indonesia. Perkebunan kelapa sawit PT. Minamas Gemilang tersebar dari Sumatera, Kalimantan, hingga Sulawesi dengan total luas perkebunannya mencapai kurang lebih 250.000 hektare.
PT. Laguna Mandiri merupakan salah satu anak perusahaan PT. Minamas Gemilang yang pengolahan kelapa sawit berada di wilayah Kalimantan Selatan terletak di Kota Baru. Rantau Factory – PT. Laguna Mandiri berada diatas tanah seluas 11000 hektare dengan daerah perkebunan seluas 9000 hektare.
2. Jenis Usaha
Jenis usaha dari PT. Minamas Gemilang yaitu perkebunan kelapa sawit. Tandan buah segar yang diolah setiap harinya mencapai 750 Ton/Hari. Pengolahan kelapa sawit dilakukan hingga menghasilkan Minyak Kelapa Sawit dan Inti Kernel
Sawit yang kemudian akan dijual untuk kebutuhan pasar domestik dan internasional.
3. Visi dan Misi
1) Visi
Menjadi perusahaan perkebunan kelapa sawit dunia yang terkemuka dengan nilai tambah produk dan layanan terbaik, teknologi yang inovatif dan karyawan yang handal
2) Misi
Berkomitmen untuk mengembangkan masa depan yang berkelanjutan dan mengadopsi praktek lingkungan hidup terbaik untuk menjamin kelestarian lingkungan dalam seluruh operasinya.
B. Analisis Deskriptif
Data yang yang menjadi objek dalam penelitian ini adalah data hasil produksi kelapa sawit yang dihasilkan oleh PT. Laguna Mandiri. Minyak kelapa sawit yang dihasilkan oleh PT. Laguna Mandiri selama bulan Januari sampai dengan Desember 2015 sebanyak 30.568MT. Pada Hasil produksi tersebut terdapat kecacatan mutu minyak kelapa sawit.
Berikut data presentase kecacatan yang tidak sesuai dengan target perusahaan berdasarkan hasil produksi kelapa sawit bulan Januari – Desember 2015.
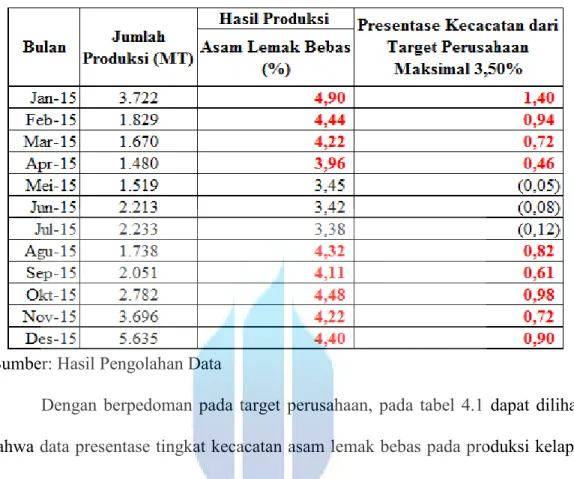
Tabel 4.1 Data Presentase Tingkat Asam Lemak Bebas
Sumber: Hasil Pengolahan Data
Dengan berpedoman pada target perusahaan, pada tabel 4.1 dapat dilihat bahwa data presentase tingkat kecacatan asam lemak bebas pada produksi kelapa sawit tahun 2015 melebihi target maksimal perusahaan yaitu 3.50%.
Tabel 4.2 Data Presentase Tingkat Kadar Air
Pada tabel 4.2 dapat dilihat bahwa data presentase tingkat kecacatan kadar air pada produksi kelapa sawit tahun 2015 melebihi target maksimal perusahaan yaitu 0.20%.
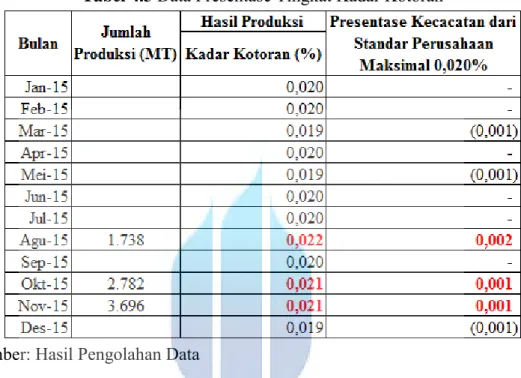
Tabel 4.3 Data Presentase Tingkat Kadar Kotoran
Sumber: Hasil Pengolahan Data
Pada tabel 4.3 dapat dilihat bahwa data presentase tingkat kecacatan kadar kotoran pada produksi kelapa sawit tahun 2015 melebihi target maksimal perusahaan yaitu 0.020%.
C. Uji Asumsi dan Kualitas Instrumen Penelitian
Berdasarkan data produksi PT. Laguna Mandiri bulan Januari – Desember 2015, terdapat kualitas produk yang tidak sesuai dengan target perusahaan. Hal ini akan sangat berpengaruh pada kelangsungan bisnis di masa depan.
Kualitas merupakan elemen terpenting dalam persaingan bisnis sekarang ini. Agar mempu bersaing dan bertahan maka perusahaan harus memiliki proses bisnis yang berkualitas tinggi agar mampu memenuhi keinginan pelanggan dan
tercapainya target perusahaan. Salah satu metode yang dapat meningkatkan kualitas adalah metode Six Sigma.
Six Sigma merupakan konsep peningkatan kualitas yang berfokus kepada pemenuhan kritis pelanggan dengan cara mengurangi tingkat cacat. Perusahaan-perusahaan kelas dunia menjadikan Six Sigma sebagai suatu standar karena kemampuannya untuk mencapai 3,4 cacat per juta peluang. Six Sigma memiliki 5 fase untuk mencapai tingkat kegagalan nol, yaitu Define-Measure-Analyze-Improve-Control (DMAIC).
D. Pengolahan Data
Setelah semua data yang diperlukan sudah terkumpul, selanjutnya dapat dilakukan pengolahan data. Pengolahan dan analisa data dilakukan dengan mendefinisikan, mengukur dan menganalisa permasalahan yang sedang dihadapi oleh PT. Laguna Mandiri.
1. Fase Define
Tahap Define merupakan tahap identifikasi awal dalam melakukan analisa Six Sigma, yaitu mengidentifikasi hal-hal yang dianggap penting dalam proses produksi (critiqal to quality/ CTQ). Langkah-langkah dalam fase define pada penelitian ini adalah :
1) Menentukan proporsi per jenis kecacatan minyak kelapa sawit dengan pareto chart.
Dalam penelitian ini data yang diambil dari pihak Quality Control yaitu data hasil produksi bulan Januari – Desember 2015 adalah sebagai berikut
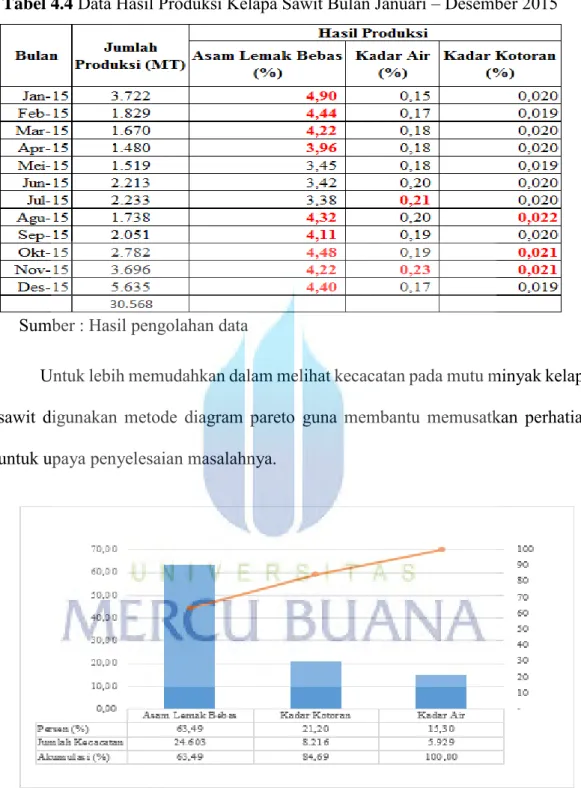
Tabel 4.4 Data Hasil Produksi Kelapa Sawit Bulan Januari – Desember 2015
Sumber : Hasil pengolahan data
Untuk lebih memudahkan dalam melihat kecacatan pada mutu minyak kelapa sawit digunakan metode diagram pareto guna membantu memusatkan perhatian untuk upaya penyelesaian masalahnya.
Gambar 4.1 Diagram Pareto untuk Jenis Kecacatan
Sumber : Hasil pengolahan data
Gambar 4.1 dapat terlihat bahwa kecacatan pada asam lemak bebas memiliki persentase kecacatan paling tinggi yaitu sebesar 63,49% kemudian pada kadar
kotoran memiliki persentase kecacatan sebesar 21,20% selanjutnya pada kadar air memiliki persentase kecacatan sebesar 15,30%.
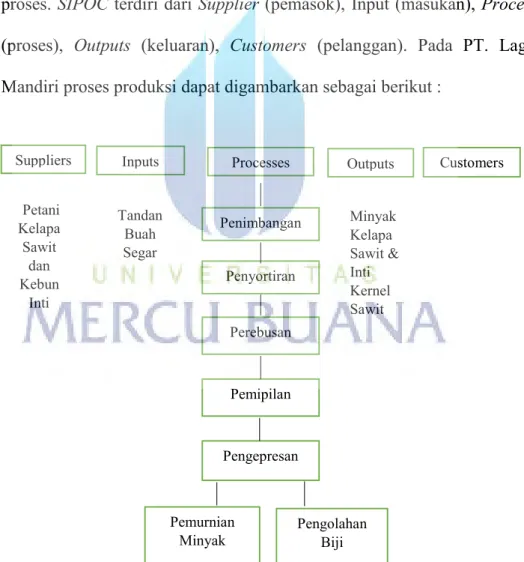
2) Membuat Diagram SIPOC
Dalam manajemen dan perbaikan proses, SIPOC merupakan diagram yang digunakan untik menampilkan sekumpulan aktivitas fungsional dalam satu diagram tunggal sederhana, menggunakan kerangka kerja yang dapat diterapkan pada proses, serta menyajikan tampilan “sekilas” dari aliran proses. SIPOC terdiri dari Supplier (pemasok), Input (masukan), Processes
(proses), Outputs (keluaran), Customers (pelanggan). Pada PT. Laguna Mandiri proses produksi dapat digambarkan sebagai berikut :
Perkebun
Gambar 4.2 Diagram SIPOC Produksi Kelapa Sawit
Sumber : Hasil diskusi dengan Head QC
Suppliers Inputs Processes Outputs Customers
Pemipilan Penyortiran Penimbangan Perebusan Pengepresan Pemurnian
Minyak Pengolahan Biji Petani Kelapa Sawit dan Kebun Inti Tandan Buah Segar Minyak Kelapa Sawit & Inti Kernel Sawit
2. Fase Measure
Setelah dilakukan pendefinisian masalah yang akan dianalisis, pada tahap measure ini dilakukan pengukuran terhadap kualitas produk. Pada tahap measure
ini dilakukan pengukuran baseline kinerja dengan parameter DPMO dan pengukuran kapabilitas proses dalam perusahaan adalah sebagai berikut :
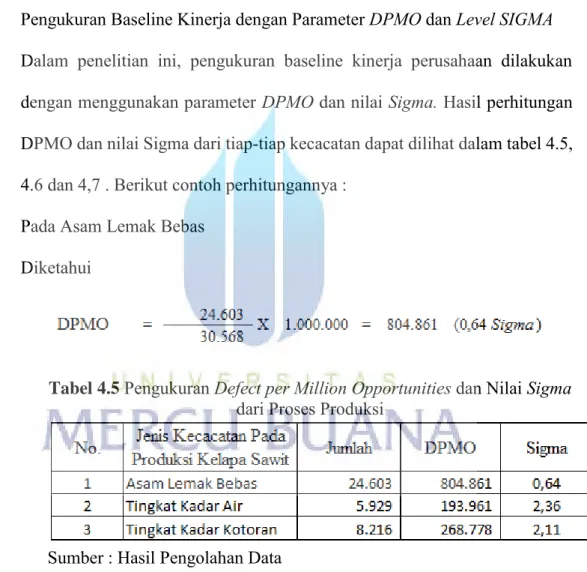
1) Pengukuran Baseline Kinerja dengan Parameter DPMO dan Level SIGMA
Dalam penelitian ini, pengukuran baseline kinerja perusahaan dilakukan dengan menggunakan parameter DPMO dan nilai Sigma. Hasil perhitungan DPMO dan nilai Sigma dari tiap-tiap kecacatan dapat dilihat dalam tabel 4.5, 4.6 dan 4,7 . Berikut contoh perhitungannya :
Pada Asam Lemak Bebas Diketahui
Tabel 4.5 Pengukuran Defect per Million Opportunities dan Nilai Sigma
dari Proses Produksi
Sumber : Hasil Pengolahan Data
Pada tabel 4.5 dapat diketahui bahwa nilai DPMO dari proses produksi masih tinggi nilainya dan nilai sigma nya relative kecil. Hal ini menunjukan bahwa baseline kinerja perusahaan kurang baik dan perlu dilakukan perbaikan kualitas.
2) Pengukuran Kapabilitas Proses
Untuk mengetahui kapabilitas proses pada produksi PT. Laguna Mandiri, terlebih dahulu dilakukan analisis proses produksi kelapa sawit dengan menggunakan diagram x-bar chart. Analisa jenis kegagalan proses produksi tersebut adalah :
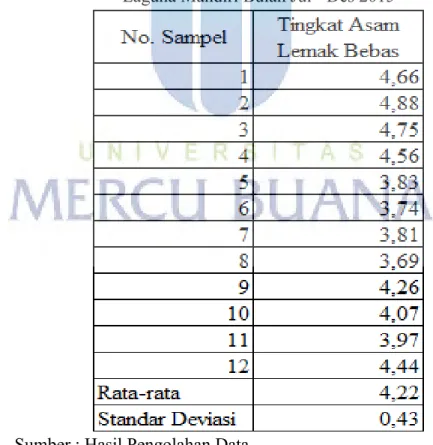
a) Analisis tingkat asam lemak bebas
Berikut data hasil proses produksi kelapa sawit pada tingkat asam lemak bebas yang didapat dari Dept. Quality Control pada PT. Laguna Mandiri selama bulan Jul – Des 2015.
Tabel 4.6 Data Hasil Proses Produksi pada Tingkat Asam Lemak Bebas PT.
Laguna Mandiri Bulan Jul - Des 2015
Sumber : Hasil Pengolahan Data
Tabel 4.6 dapat disimpulkan bahwa rata-rata proses produksi kelapa sawit pada tingkat asam lemak bebas yaitu 4.22% dengan standar deviasi 0.43. Dari
Dept. QC di dapat batas toleransi tingkat asam lemak bebas sebesar 3.50%. Berdasarkan data pada tabel 4.6, dapat digambarkan dalam bagan kendali x-bar untuk memudahkan menganalisis tingkat asam lemak bebas tersebut sebagai berikut :
Gambar 4.3 X-Bar Chart Pada Tingkat Asam Lemak Bebas
Sumber : Hasil Pengolahan Data
Pada gambar 4.3 bahwa proses produksi kelapa sawit pada tingkat asam lemak bebas yang diperoleh seluruhnya berada diluar batas toleransi yang telah ditetapkan. Hal ini menunjukan bahwa proses produksi kelapa sawit tidak terkendali dan PT. Laguna Mandiri memerlukan adanya perbaikan pengendalian kualitas.
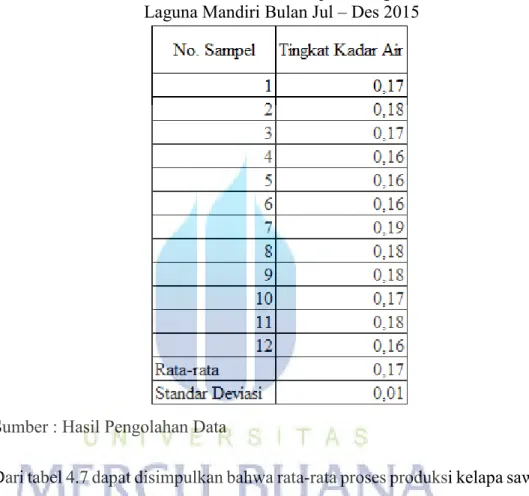
b) Analisis Tingkat Kadar Air
Berikut data proses produksi pada tingkat kadar air yang didapat dari Dept. QC pada PT. Laguna Mandiri selama bulan Jul – Des 2015.
Tabel 4.7 Data Hasil Proses Produksi pada Tingkat Kadar Air PT.
Laguna Mandiri Bulan Jul – Des 2015
Sumber : Hasil Pengolahan Data
Dari tabel 4.7 dapat disimpulkan bahwa rata-rata proses produksi kelapa sawit pada tingkat kadar air yaitu 0.17% dengan standar deviasi 0.01%. Dari Dept.
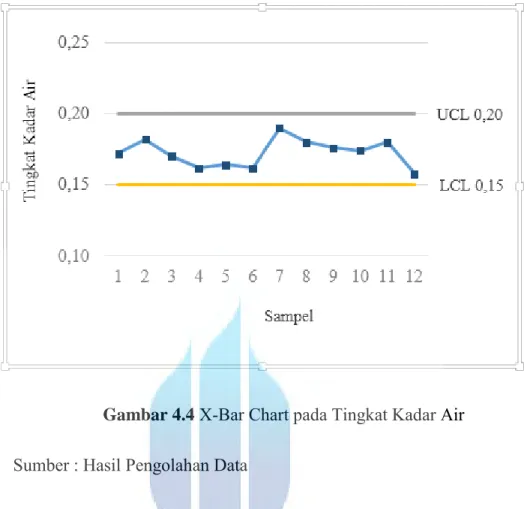
QC di dapat batas toleransi tingkat kadar air sebesar 0.20%. Berdasarkan data pada tabel 4.7, dapat digambarkan dalam bagan kendali x-bar untuk memudahkan menganalisis tingkat kadar air sebagai berikut :
Gambar 4.4 X-Bar Chart pada Tingkat Kadar Air
Sumber : Hasil Pengolahan Data
Gambar 4.4 dapat disimpulkan bahwa proses produksi kelapa sawit pada tingkat kadar air berada dalam batas toleransi yaitu dibawah 0.20%. Berarti sudah sesuai dengan batas toleransi yang diinginkan perusahaan. Hal ini harus dipertahankan oleh PT. Laguna Mandiri.
c) Tingkat Kadar Kotoran
Berikut data proses produksi pada tingkat kadar kotoran yang didapat dari
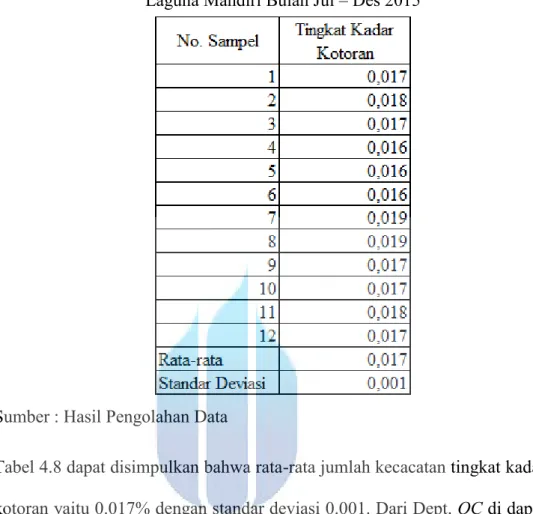
Tabel 4.8 Data Hasil Proses Produksi pada Tingkat Kadar Kotoran PT.
Laguna Mandiri Bulan Jul – Des 2015
Sumber : Hasil Pengolahan Data
Tabel 4.8 dapat disimpulkan bahwa rata-rata jumlah kecacatan tingkat kadar kotoran yaitu 0.017% dengan standar deviasi 0.001. Dari Dept. QC di dapat batas toleransi tingkat asam lemak bebas sebesar 0.020%. Berdasarkan data pada tabel 4.8, dapat digambarkan dalam bagan kendali x-bar untuk memudahkan menganalisis tingkat kadar kotoran tersebut sebagai berikut :
Gambar 4.5 X-Bar pada Tingkat Kadar Kotoran
Sumber : Hasil Pengolahan Data
Gamber 4.5 dapat disimpulkan bahwa rata-rata proses produksi kelapa sawit pada tingkat kadar kotoran berada dalam batas toleransi, yaitu dibawah 0.020%. Berarti sudah sesuai dengan batas toleransi yang diinginkan perusahaan. Hal ini harus dipertahankan oleh PT. Laguna Mandiri.
Selanjutnya, dilakukan analisis kapabilitas proses produksi pada pengolahan kelapa sawit. Tujuannya adalah untuk mengetahui proses tersebut memiliki kapabilitas atau tidak. Berikut analisis tingkat asam lemak bebas, kadar air dan kotoran adalah :
1). Tingkat asam lemak bebas
Batas Kendali Bawah = 3 Rata-rata = 4.22 Standar Deviasi = 0.43 Maka, Cpk = Min(𝐵𝑎𝑡𝑎𝑠 𝐾𝑒𝑛𝑑𝑎𝑙𝑖 𝐴𝑡𝑎𝑠− 𝑥̅ 3 , 𝑥̅−𝐵𝑎𝑡𝑎𝑠 𝐾𝑒𝑛𝑑𝑎𝑙𝑖 𝐵𝑎𝑤𝑎ℎ 3 ) = Min(3.5−4.22 3(0.43) , 4.22−3 3(0.43)) = Min(−0.72 1.29 , 1.22 1.29) = Min (−0.56 , 0.95) = 0
Dengan Cpk = 0 < nilai kritis 1, maka proses produksi pada tingkat asam lemak bebas dinyatakan tidak kapabel. Sehingga perusahaan mencari cara untuk membuat rata-rata kegagalan mendekati nilai yang ditargetkan perusahaan.
2). Tingkat pada kadar air
Batas Kendali Atas = 0.20
Batas Kendali Bawah = 0.15
Rata-rata = 0.17 Standar Deviasi = 0.01 Maka, Cpk = Min(𝐵𝑎𝑡𝑎𝑠 𝐾𝑒𝑛𝑑𝑎𝑙𝑖 𝐴𝑡𝑎𝑠− 𝑥̅ 3 , 𝑥̅−𝐵𝑎𝑡𝑎𝑠 𝐾𝑒𝑛𝑑𝑎𝑙𝑖 𝐵𝑎𝑤𝑎ℎ 3 ) = Min(0.20−0.17 3(0.01) , 0.17−0.15 3(0.01) )
= Min(0.03 0.03, 0.02 0.03) = Min (1 , 0.66) = 1
Dengan Cpk = 1, maka proses produksi pada tingkat kadar air bertepatan dengan batas ±3σ berarti proses berada antara mampu dan tidak mampu, sehingga perlu peningkatan proses agar sesuai dengan target perusahaan. 3). Jenis kecacatan pada kadar kotoran
Batas Kendali Atas = 0.020
Batas Kendali Bawah = 0.015
Rata-rata = 0.017 Standar Deviasi = 0.001 Maka, Cpk = Min(𝐵𝑎𝑡𝑎𝑠 𝐾𝑒𝑛𝑑𝑎𝑙𝑖 𝐴𝑡𝑎𝑠− 𝑥̅ 3 , 𝑥̅−𝐵𝑎𝑡𝑎𝑠 𝐾𝑒𝑛𝑑𝑎𝑙𝑖 𝐵𝑎𝑤𝑎ℎ 3 ) = Min(0.020−0.017 3(0.001) , 0.017−0.015 3(0.001) ) = Min(−0,003 0.003 , −0.002 −0.003) = Min (1 , 0.66) = 1
Dengan Cpk = 1, maka proses produksi pada tingkat kadar kotoran bertepatan dengan batas ±3σ berarti proses berada antara mampu dan tidak mampu, sehingga perlu peningkatan proses agar sesuai dengan target perusahaan.
3. Fase Analyze
Pada tahap analyze merupakan langkah ketiga dalam proses six sigma, tujuan dari tahap ini adalah menganalisis sebab-sebab utama yang menyebabkan kegagalan pada proses produksi. Pada penelitian ini sebab-sebab utama permasalahan tersebut akan dianalisis menggunakan diagram sebab-akibat (fishbone chart) dan FMEA. Informasi tentang hal-hal yang menyebabkan permasalahan tersebut diperoleh dari hasil wawancara dengan Head Quality Control dan staf Departemen Operasional Perkebunan PT. Laguna Mandiri. 1) Diagram sebab akibat
Diagram sebab akibat dapat memperlihatkan hubungan antara permasalahan yang dihadapi perusahaan dengan kemungkinan penyebab serta faktor-faktor yang mempengaruhi. Adapun faktor-faktor yang mempengaruhi dan menjadi penyebab kecacatan mutu minyak kelapa sawit secara umum adalah manusia, mesin material, metode, media/sarana.
Gambar 4.6Fish Bone Chart Proses Produksi Kelapa Sawit Pada Tingkat Asam Lemak
Bebas Sumber : Hasil Pengolahan Data
Manusia Cacat Asam Lemak Bebas Media/Sarana Metode Mesin Material Mesin tidak beroperasi maksimal
Perebusan dan pelumatan terlalu lama Kesalahan pengaturan mesin Belum optimalnya sistem perawatan Kurang Motivasi Kurang Terampil Buah lama menumpuk Buah terlambat dipanen
Kualitas bahan baku buruk Jumlah armada yang belum maksimal Infrastruktur tidak baik Penerapan SOP kurang konsisten Supervisi kurang konsisten Jalan rusak Posisi Pekerjaan Kurang Tepat
Jenuh Kurang disiplin Kurangnya pengawasan Kurangnya pengawasan Kurangnya Pelatihan Tidak ada Rotasi Kurangnya pengawasan Belum optimalnya sistem perawatan Belum optimalnya sistem perawatan Buah terlambat diangkut
Gambar 4.7Fish Bone Chart Poses Produksi Kelapa Sawit Pada Tingkat Kadar Air
Sumber : Hasil Pengolahan Data
Manusia Cacat Kadar Air Media/Sarana Metode Mesin Material Mesin tidak beroperasi masimal Kesalahan pengaturan mesin
sterilizer, oil purifier, dan vacuum dryer Kesalahan pengaturan mesin Belum optimalnya sistem perawatan Kurang Motivasi Kurang Terampil Buah lama menumpuk Buah terlambat dipanen
Kualitas bahan baku
buruk terlambat Buah diangkut Infrastruktur tidak baik Penerapan SOP kurang konsisten Supervisi kurang konsisten Jalan rusak Posisi Pekerjaan Kurang Tepat
Jenuh Kurang disiplin Kurangnya pengawasan Kurangnya pengawasan Kurangnya Pelatihan Tidak ada Rotasi Kurangnya pengawasan Belum optimalnya sistem perawatan Belum optimalnya sistem perawatan Jumlah armada yang belum memadai
Gambar 4.8Fish Bone Chart Proses Produksi Kelapa Sawit pada Tingkat Kadar Kotoran
Sumber : Hasil Pengolahan Data
Manusia Cacat Kadar Kotoran Media/Sarana Metode Mesin Material Mesin tidak beroperasi masimal Kesalahan pengaturan mesin
sand trap tank dan vibrating screen Kesalahan pengaturan mesin Belum optimalnya sistem perawatan Kurang Motivasi Kurang Terampil Buah lama menumpuk Buah terlambat dipanen
Kualitas bahan baku buruk Buah terlambat diangkut Infrastruktur tidak baik Penerapan SOP kurang konsisten Supervisi kurang konsisten Jalan rusak Posisi Pekerjaan Kurang Tepat
Jenuh Kurang disiplin Kurangnya pengawasan Kurangnya pengawasan Kurangnya Pelatihan Tidak ada Rotasi Kurangnya pengawasan Jumlah armada yang belum memadai Belum optimalnya sistem perawatan Belum optimalnya sistem perawatan
2) FMEA (Failure Mode and Effect Analysis)
Setelah diketahui penyebab-penyebab dari masalah proses produksi kelapa sawit PT. Laguna Mandiri, maka dilakukan analisis penyebab utama dari permasalahan tersebut. Analisis FMEA dilakukan dengan menggunakan spreadsheet FMEA. Setiap masalah dari permasalahan dicari nilai RPN-nya kemudian nilai RPN tersebut disusun dari nilai yang paling besar sampai yang paling terkecil. Penyebab yang mempunyai nilai RPN yang paling besar inilah yang merupakan penyebab utama dari permasalahan yang dihadapi. Nilai RPN merupakan hasil perkalian dari nilai severity, occurance, dan
detection dari tiap-tiap penyebab masalah.
Pengisian spreadsheet FMEA dilakukan dengan menggunakan brainstorming
dengan pihak Quality Control Dept. dan Plantation Operation Dept. Brainstorming tersebut dilakukan untuk mengetahui akibat yang ditimbulkan oleh tiap-tiap penyebab, menentukan severity, occurance, dan detection besarnya Antara 1-10, pemberian nilai ini berdasarkan pertimbangan dan acuan yang ada dalam referensi.
Tabel 4.9Spreadsheet FMEA Pada Masalah Kecacatan Minyak Kelapa Sawit Akibat Penyebab Cacat Occ Sevv Det RPN Rank
(1-10) (1-10) (1-10) Kecacatan Minyak Kelapa Sawit Kurangnya pelatihan 6 5 3 90 4
Tidak ada rotasi 5 4 2 40 5
Kurangnya pengawasan 10 8 6 480 1
Belum optimalnya
sistem perawatan 7 6 5 210 3
Penerapan SOP kurang
konsisten 8 7 4 224 2
Berdasarkan tabel spreadsheet tabel 4.9 diatas, diketahui bahwa penyebab yang memiliki nilai RPN yang paling tinggi dari proses produksi kelapa sawit yaitu faktor Man (karyawan), nilai occurance sebesar 10; masalahnya sering terjadi,nilai severity sebesar 8; hal tersebut masalahnya sangat berpengaruh dan kritis, nilai detection 6; masalahnya kemungkinan kecil dapat diatasi. Sehingga setelah ketiga nilai ini dikalikan (10x8x6) diperoleh nilai RPN 480. Dalam hal ini berarti bahwa penyebab cacat mutu minyak kelapa sawit adalah faktor manusia.
Setelah diketahui penyebab utamanya, selanjutnya dibuat tabel action failure mode untuk menentukan tindakan yang menentukan tindakan yang sesuai untuk mengatasi masalah-masalah yang ada. Pengisian tabel ini juga merupakan hasil brainstorming pihak Plantation Operation. Untuk lebih jelasnya hasil brainstorming dapat dilihat pada tabel 4.10 berikut ini.
Tabel 4.10Table Action for Failure Mode Kecacatan Minyak Kelapa Sawit
Prioritas Perbaikan RPN
1 Memaksimalkan pengawasan :
1. Meningkatkan pengawasan secara menyeluruh pada saat panen dan merawat tanaman
2. Melakukan pengawasan secara lebih ketat terhadap pengaturan mesin-mesin yang sedang mengolah
480
2 Memberikan pemahaman dan penerapan mengenai standar
kerja yang sudah ditetapkan agar aktivitas pekerja dapat berjalan sesuai dengan yang diharapkan perusahaan
224
3 Mengoptimalkan perawatan
1. Mesin : Jadwal perawatan mesin yang digunakan harus dilakukan secara rutin setiap bulan dan
melakukan perencanaan yang matang untuk pembelian sparepart mesin
2. Jalan : Perawatan jalan dan jembatan dilakukan secara rutin dan kontrol lebih intens apabila musim penghujan
Prioritas Perbaikan RPN 1 Memaksimalkan pengawasan :
1. Meningkatkan pengawasan secara menyeluruh pada saat panen dan merawat tanaman
2. Melakukan pengawasan secara lebih ketat terhadap pengaturan mesin-mesin yang sedang mengolah
480
4 Pelatihan dan refreshment dilakukan secara berkala sesuai
dengan pekerjaan dan tanggung jawab karyawan 90
5 Melakukan evaluasi terhadap kinerja dan apabila diperlukan
perusahaan dapat melakukan rotasi atau mutasi karyawan 40
Sumber : Hasil pengolahan data
4. Fase Improve
Setelah mengetahui akar penyebab untuk setiap jenis kegagalan, langkah selanjutnya adalah menentukan usulan perbaikan untuk setiap penyebab kegagalan yang ada. Pada tahap improve ini akan dilakukan usulan perbaikan proses produksi kelapa sawit agar sesuai dengan target yang diharapkan perusahaan.
Adapun usulan perbaikan tersebut dapat dilakukan analisis dengan menggunakan metode 5W+1H . Metode ini terdiri dari what (apa), why (mengapa), when (kapan), who (siapa), how (bagaimana). Berikut tahapan-tahapan metode 5W+1H untuk proses produksi kelapa sawit adalah :
Tabel 4.11 Metode 5W+1H Untuk Proses Produksi Kelapa Sawit
Jenis 5W+1H Deskripsi Tindakan
Tujuan
Utama What (apa) Apa target utama dari perbaikan proses produksi ?
1. Meningkatkan pengawasan pada saat kegiatan panen dan merawat tanaman
2. Meningkatkan pengawasan pengaturan mesin pada saat sedang mengolah
Alasan
Kegunaan Why (mengapa) Mengapa rencana tindakan itu diperlukan ?
1. Agar buah yang dipanen sudah memenuhi persyaratan 2. Agar pengaturan mesin
pengolahan sesuai dengan standar operasional prosedur yang ditetapkan
Lokasi Where
(dimana) Dimana rencana perbaikan itu dilakukan ? 1. Dilaksanakan di kebun PT. Laguna Mandiri 2. Dilaksanakan di pabrik PT. Laguna Mandiri Sekuens
(kegunaan) When (kapan) Kapan rencana tindakan itu dilaksanakan ?
Rencana tindakan perbaikan sebaiknya dilakukan pada awal tahun 2017
Orang Who(siapa) Siapa yang akan mengerjakan aktivitas rencana tindakan itu ?
Aktivitas pengawasan kegiatan produksi dilakukan oleh masing-masing supervisi kebun dan pabrik yang dimonitor oleh manager kebun dan pabrik
Mtode How
(bagaimana) Bagaimana mengerjakan aktivitas rencana tindakan itu ?
1. Memberikan petunjuk yang jelas saat lingkaran pagi mengenai kegiatan yang harus dilakukan dan memastikan bahwa peralatan yang digunakan sudah tepat. 2. Asisten pabrik harus
mengawasi mesin-mesin yang sedang beroperasi maksimal dua jam sekali untuk memastikan bahwa mesin yang sedang mengolah sesuai dengan buku pedoman Engineering.
5. Fase Control
Pada tahap Control merupakan tahapan yang terakhir dari level sigma, yang menekankan pada pendokumentasian dan penyebarluasan dari tindakan yang harus dilakukan, walaupun tahap ini hanya sebatas pada rencana saja, meliputi :
1) Melakukan pengawasan secara efektif agar aktivitas produksi dilakukan secara tepat sesuai dengan standar kerja yang ditetapkan dan melakukan evaluasi menyeluruh terhadap sumber daya manusia yang terkait
2) Memberikan pelatihan secara berkala kepada karyawan
a) Pelatihan mengenai proses kerja yang ditujukan kepada pekerja baru sebagai langkah penyesuaian terhadap bentuk aktifitas baru
b) Pelatihan dan pengembangan diri kepada karyawan lama untuk menambah wawasan dan mencegah kejenuhan dalam bekerja
c) Pelatihan atau refreshment mengenai pemahaman standar operasional prosedur (SOP) dan tata cara menggunakan sarana yang tepat dan benar 3) Memeriksa kelayakan sarana dan prasarana yang digunakan secara berkala
agar tidak menghambat jalannya proses produksi
4) Menerapkan “reward and punishment” terhadap karyawan. Hal ini dilakukan agar karyawan memiliki rasa tanggung jawab terhadap pekerjaannya.
5) Peningkatan proses produksi harus dilakukan secara terus-menerus, perusahaan dapat melakukan dengan analisis six sigma (DMAIC) dengan cara menghitung jumlah kecacatan mutu minyak kelapas sawit selama beberapa periode dan menghitung nilai sigma, kemudian mencari tingkat kapabilitas pada hasil proses produksi kelapa sawit, sebaiknya dilakukan setiap tiga bulan sekali.