LAPORAN KERJA PRAKTEK DI PT INDONESIA ASAHAN ALUMINIUM (PERSERO)
Diajukan untuk memenuhi persyaratan lulus mata kuliah Kerja Praktek (MRS4192)
Oleh :
PROGRAM STUDI SARJANA
MANAJEMEN REKAYASA
FAKULTAS TEKNOLOGI INDUSTRI INSTITUT TEKNOLOGI DEL
2017
KATA PENGANTAR
Puji dan syukur penulis ucapkan ke hadirat Tuhan Yang Maha Esa karena atas rahmat dan karunia-Nya penulis dapat menyelasaikan Laporan Kerja Praktik ini dengan baik dan tepat waktu. Kerja Praktik dilaksanakan pada tanggal 10 Juli 2017 s.d. 25 Agustus 2017 di PT Indonesia Asahan Aluminium (Persero).
Penulisan laporan Kerja Praktik ini disusun untuk memenuhi penyelesaian salah satu mata kuliah wajib bagi mahasiswa di Jurusan Manajemen Rekayasa, Fakultas Teknologi Industri, Institut Teknologi Del Sitoluama. Sebagai bahan penulisan, penulis memperoleh informasi berdasarkan hasil observasi dan studi pustaka dari berbagai sumber yang mendukung penulisan laporan ini.
Pada kesempatan ini penulis ingin menyampaikan ucapan terimakasih kepada seluruh pihak yang telah membantu dalam penyelesaian laporan ini, yaitu:
1. Orangtua dan keluarga yang selalu memberikan dukungan dan motivasi yang sangat luar biasa pada penulis.
2. Bapak Dr.Yosef Barita Sar Manik, S.T., MSc., Ph.D selaku Dekan Fakultas Teknologi Industri Institut Teknologi Del
3. Bapak Devis Wawan Saputra, S.T., MBA., selaku Koordinator Kerja Praktik Program Studi Manajemen Rekayasa Institut Teknologi Del
4. Ibu Fitriani Tupa R Silalahi , S.Si., M.Si., selaku dosen pembimbing internal
5. Bapak Susyam Widodo selaku Manager Seksi Smelter Corporate Development (SCD) dan Ibu Neng Ratnawaty
6. Bapak Rahman Tarigan, selaku Manajer Seksi Spare Parts Warehouse (SWH)
7. Bapak Hadi S Sinaga, Bapak Verdian Saputra dan Bapak Tri Tirta Bayu Paksi, selaku Junior Manajer di seksi Spare Parts Warehouse (SWH)
8. Bapak Pra F Afredo dan Bapak Buha Situmorang, selaku Pembimbing Eksternal di seksi Spare Parts Warehouse (SWH)
9. Semua pihak yang telah membantu penyusun selama kerja praktik yang tidak bisa disebut satu persatu.
Praktik ini yang dapat membangun demi terciptanya Laporan Kerja Praktik yang lebih baik.
Tanjung Gading, Agustus 2017 Tim Penulis DAFTAR ISI
LEMBAR PENGESAHAN PERUSAHAAN...i
KATA PENGANTAR...ii
DAFTAR ISI...iii
DAFTAR TABEL...vi
DAFTAR GAMBAR...vii
BAB I...1
PENDAHULUAN...1
1.1 Gambaran Umum Perusahaan...1
2.2 Latar Belakang...2
2.3 Tujuan...3
2.4 Rumusan Masalah...3
2.5 Batasan dan Asumsi...3
BAB II...5
GAMBARAN PRODUK...5
2.1 Tentang Aluminium...5
2.2 Kebutuhan Aluminium...5
2.3 Manfaat Aluminium...6
2.4 Penyediaan Bahan Baku Utama...7
2.4 Customer Produk Aluminium...8
2.5 Spesifikasi Aluminium Ingot...9
2.6 Diversifikasi Produk...11
2.6.1 Alloy...11
2.6.2 Billet...12
BAB III...15
TINJAUAN PROSES...15
3.1 Proses Produksi...15
3.3 Analisis Layout Pabrik Peleburan...18
3.4 Manajemen Perbaikan...20
3.4.1 Organisasi Maintenance Department...20
3.4.2 Pelaksanaan Pemeriharaan...21
3.5 Pengolahan Limbah...22
3.5.1 Limbah Padat dan Limbah Cair...22
3.5.2 Emisi Langsung...23
3.6 Efisisensi Energi Pabrik...24
3.7 Manajemen Resiko...24
BAB IV...26
ANALISIS PROSES BISNIS...26
4.1 Seksi SWH (Spare Parts Warehouse Section)...26
4.2 Job Group di Seksi SWH...26
4.2.1 Spare Parts Operation...26
4.2.2 Inventory Planning and Control...27
4.3 Proses Kerja Seksi SWH...28
4.4 Tools Aplikasi SWH...31
4.4.1SAP Modul Material Management (MM)...31
4.4.2 Avantis...31
5.1.3 Kombinasi Klasifikasi ABC dan VED...37
5.4.4 Kombinasi ABC Aanalysis dan VED Analysis...41
5.4.5 Hasil Pendekatan MUSIC-3D...42
5.4.6 Pengambilan Keputusan terhadap Hasil MUSIC-3D...43
BAB VI...46
PENUTUP...46
6.1 Kesimpulan...46
6.2 Saran...46
DAFTAR TABEL
Tabel 2. 1 Sumber Penyedia Bahan Baku Utama...7
Tabel 2. 2 Grade Aluminium Ingot Special Class...9
Tabel 2. 3 Grade Aluminium Ingot General Class...10
Tabel 2. 4 Spesifikasi Aluminium Ingot PT INALUM (Persero)...10
Tabel 2. 5 Spesifikasi Aluminium Alloy...12
Tabel 2. 7 Spesifikasi Produk Aluminium PT INALUM (Persero)...14
Tabel 5. 1 Jenis Klasifikasi Material...36
Tabel 5. 2 Hasil Matriks Kombinasi Klasifikasi ABC dan VED...37
Tabel 5. 3 Matriks MUSIC-3D...38
Tabel 5. 4 Hasil Klasifikasi ABC dan VED...41
Tabel 5. 5 Hasil Matriks MUSIC-3D...42
Tabel 5. 6 Perbandingan Ideal Stock Level dan Safety Stock pada Kategori 6...42
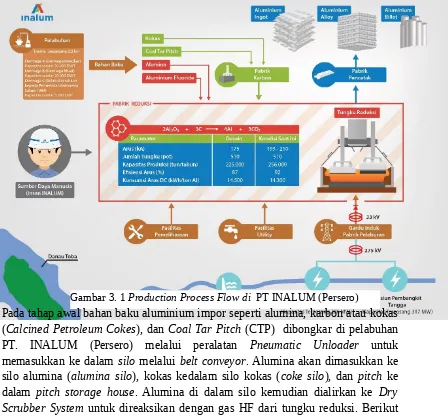
DAFTAR GAMBA Gambar 3. 1 Production Process Flow di PT INALUM (Persero)...15
Gambar 3. 2 Kesetimbangan Bahan Produksi Aluminium dari Bauksit sampai Percetakan (Casting)... 18
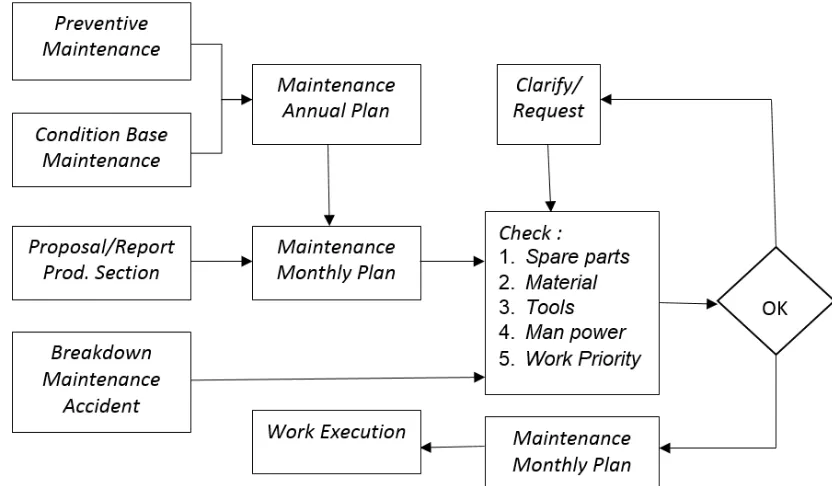
Gambar 3. 3 Process Flow Pelaksanaan Maintenance...21
Y Gambar 4. 1 Flow Chart Proses Bisnis Seksi SWH...29
Gambar 4. 2 Tampilan Utama SAP...31
Gambar 4. 3 Tampilan Utama Avantis...31
Gambar 5. 1 Hasil Klasifikasi ABC dengan Pareto Diagram...39 Gambar 5. 2 Hasil Klasifikasi VED...Error! Bookmark not defined. Gambar 5. 3 Hasil Klasifikasi SDE...41
BAB I
PENDAHULUAN
1.1 Gambaran Umum Perusahaan
dicatat sebagai pelopor dan perusahaan pertama di Indonesia yang bergerak dalam bidang industri peleburan aluminium dengan investasi sebesar 411 milyar Yen. Pada awal berdirinya yaitu tahun 1976, PT INALUM (Persero) merupakan perusahaan patungan antara pemerintah Indonesia dan 12 perusahaan penanam modal Jepang yang membentuk sebuah organisasi yang disebut dengan Nippon Asahan Aluminium Co, Ltd (NAA). Pada Tahun 2013 Pemerintah Indonesia mengambil alih saham yang dimiliki pihak konsorsium. Setelah pemutusan kontrak dengan pihak Jepang, PT Indonesia Asahan Aluminium (Persero) resmi berubah status dari PMA menjadi BUMN ke-141 pada tanggal 21 April 2014. Maka dari itu kepemilikan saham PT INALUM (Persero) 100% dipegang oleh Pemerintah Republik Indonesia. Berdasarkan laporan tahunan PT INALUM (Persero) pada tahun 2016 menuliskan bahwa hingga akhir Desember 2016 perseroan tidak memiliki entitas anak, asosiasi, joint venture dan special purpose vehicle (SPV). Direncanakan Pemerintah akan mengeluarkan Peraturan Pemerintah tentang holding BUMN Industri Pertambangan yang mencakup PT ANTAM (Persero) Tbk., PT Bukit Asam (Persero) Tbk., PT INALUM (Persero) dan PT Timah (Persero) Tbk., dengan INALUM sebagai induk holding. Rencana ini merupakan bagian dari rekonstruksi dan efisiensi BUMN Industri Pertambangan sehingga mampu meningkatkan kinerjanya dan memberi nilai tambah dalam setiap produk sehingga dapat mendorong pertumbuhan yang berkelanjutan secara maksimal.
Dalam struktur organisasi PT INALUM (Persero) memiliki 5 direktorat yang dibawahi oleh direktur utama dan 21 departemen yang dibawahi oleh masing-masing direktur. Struktur organisasi PT INALUM (Persero) lebih lengkapnya ditunjukkan pada Lampiran 1 Sampai saat ini PT INALUM (Persero) telah memepekerjakan 2.022 karyawan di empat kantornya yang terletak di Kuala Tanjung, Paritohan, Medan dan Jakarta. spare part, bukan bahan baku (raw material) yang dipakai untuk produksi.
2.2 Latar Belakang
Kelancaran proses produksi dan operasional di pabrik peleburan PT INALUM (Persero) tentunya tidak lepas dari dukungan layanan seksi SWH (Smelter Spare Part Warehouse), mengingat jadwal produksi yang berlangsung selama 24 jam yang memungkinkan terjadinya penurunan peforma mesin produksi. Kemungkinan terjadi breakdown atau overhaull sangat besar, maka dari itu seksi SWH harus mampu menyediakan spare part yang dibutuhkan oleh user pada waktu, jumlah, kualitas dan spesifikasi yang tepat. Jika hal tersebut tidak dapat dipenuhi maka akan menghambat proses produksi karena spare part sangat erat kaitannya dengan mesin produksi. Oleh karena itu diperlukan perencanaan pengendalian persediaan suku cadang dengan cermat dan tepat agar dapat memenuhi demand dari user dan meningkatkan kepuasan user (service level). Seksi SWH dalam pelaksanaan operasionalnya lebih mengutamakan
responsiveness daripada efficiency. Hal tersebut bertujuan untuk meningkatkan
product availibility. Padahal jika diamati lebih lanjut hal tersebut memiliki sisi negatif yaitu menyebabkan menurunnya efisiensi kinerja seksi SWH. Pada akhirnya terjadi penumpukan spare parts dalam waktu yang lama seperti pengamatan yang penulis lakukan pada saat kerja praktik. Terdapat beberapa item
spare part yang memiliki stok berlebih di rak namun ada juga spare part yang tidak memiliki persediaan akibat waktu pengadaan yang melewati batas.
Selama melakukan kerja praktik di Seksi Penyimpanan Suku Cadang (Smelter Spare Part Warehouse) penulis melihat penyimpanan suku cadang di SWH tidak berdasarkan pertimbangan pengklasifikasian sesuai karakteristiknya, padahal setiap suku cadang mempunyai karakteristik yang berbeda, baik dari harga, supplier, jenis material, fungsi dan karakteristik lainnya. Oleh karena banyaknya jumlah stock dan pentingnya suku cadang, maka sistem persediaan harus diperhatikan agar tidak menimbulkan kerugian bagi perusahaan. Oleh karena itu penulis mengangkat topik yang menganalisis sistem persediaan suku cadang di SWH dengan menggunkan pendekatan MUSIC 3D (Multi Units Spares Inventory Contol- Three Dimensional Approach). MUSIC 3D dalam analisisnya melakukan penyimpanan persediaan suku cadang.
2.3 Tujuan
1. Mengetahui dan memahami proses bisnis dan operasional secara umum yang terdapat di PT INALUM (Persero) khususnya secara mendalam kegiatan operasional pada seksi SWH (Smelter Spare Part Warehouse).
2. Mengidentifikasi, menganalisis dan mengaplikasikan keilmuan Manajemen Rekayasa dalam penyelesaian masalah yang ada pada salah satu unit kerja yaitu seksi SWH (Smelter Spare Part Warehouse) PT INALUM (Persero).
3. Memberikan analisa dan rekomendasi yang lebih akurat mengenai persediaan penyimpanan suku cadang di SWH menggunakan pendekatan
MUSIC 3D (Multi Unit Spare Inventory Control – Three Dimensional Approach)
2.4 Rumusan Masalah
Penulis melakukan pengamatan pada consumable parts dalam penentuan safety stock sesuai klasifikasi masing-masing spare part di seksi SWH (Smelter Spare Part Warehouse). SWH bertanggungjawab dalam memenuhi permintaan spare part dari user pada waktu, jumlah, kualitas dan spesifikasi yang tepat. Penulis menggunakan analisis pengendalian persediaan dengan pendekatan MUSIC-3D (Multi Unit Spares Inventory Control-Three Dimensional Approach) untuk memperoleh klasifikasi spare parts, ideal stock level dengan mempertimbangkan aspek consumption value (ABC Analysis), criticality (VED Analysis) dan lead time (SDE Analysis). Dengan analisis MUSIC-3D akan diberi beberapa rekomendasi kebijakan dan pengambilan keputusan pengendalian persediaan pada tingkat manajerial.
2.5 Batasan dan Asumsi
Batasan yang diterapkan dalam pelaksanaan kerja praktik di PT INALUM (Persero) adalah sebagai berikut:
1. Penulisan laporan kerja praktik dilakukan sesuai dengan ruang lingkup seksi dimana mahasiswa ditempatkan. Dalam hal ini penulis ditempatkan di seksi SWH (Smelter Spare Part Warehouse) yang bertugas untuk penanganan dan pengendalian suku cadang.
2. Permasalahan yang ditinjau dalam laporan ini adalah mengenai pengendalian persediaan melalui klasifikasi suku cadang di SWH.
3. Komponen spare part yang dianalisis adalah consumable parts.
4. Data yang digunakan mulai adalah data transaksi periode Juli 2016 sampai Juni2017.
1. Selama pengamatan dilaksanakan hingga penyusunan laporan, perusahaan tidak melakukan perubahan sistem dan data yang digunakan tidak mengalami perubahan.
2. Data atau informasi yang didapatkan secara lisan melalui wawancara dengan karyawan perusahaan dianggap mampu memrepresentasikan proses maupun kondisi yang sebenarnya.
BAB II
GAMBARAN PRODUK 2.1 Tentang Aluminium
Aluminium merupakan logam yang berlimpah di dalam kerak bumi, dan merupakan unsur ketiga terbanyak setelah oksigen dan silicon (sekitar 8% dari permukaan padat bumi). Karena sifatnya yang sangat reaktif, aluminium tidak ditemukan sebagai logam bebas tetapi berikatan dengan lebih dari 270 mineral yang berbeda (Bassam Z.Shakhashiri, 2007)
Aluminium merupakan logam yang mempunyai prospek bisnis yang cerah karena sifatnya yang kuat, ringan dan dapat didaur ulang. Aluminium merupakan material yang kompetitif dibandingkan dengan baja dalam banyak kegunaan, juga dengan material lain seperti plat, timah, plastik dan kaca dalam industri kemasan, serta dengan tembaga di dalam kabel dan kawat serta material penghantar panas lainnya.
Kunci utama dari produksi aluminium adalah tersedianya sumber daya energy listrik yang murah dan bahan baku utama alumina. Listrik merupakan komponen penting dalam proses produksi aluminium karen atingginya kebutuhan dimana untuk memproduksi 1 (satu) ton aluminium membutuhkan sekitar 14.000kwh daya listrik. Aluminium diperdagangkan sebagai salah satu komoditi utama logam
non-ferrous (bukan besi) dunia. Harga aluminium dunia merujuk pada Bursa Metal London (LME) di London, Inggris. LME adalah pusat dunia untuk perdagangan logam industri. Lebih dari 80% bisnis non-ferrous global dilakukan di LME, dan harga komoditi logam yang ditentukannya digunakan sebagai patokan global. LME memberikan harga aluminium dalam satuan AS$ per 1 ton. Harga di LME ditentukan tidak hanya berdasarkan pasokan dan permintaan tetapi juga ekspektasi dan sentiment pada sektor keuangan. Perubahan pada industri yang menggunakan aluminium dalam produknya dapat memiliki dampak yang signifikan terhadap industri aluminium itu sendiri.
2.2 Kebutuhan Aluminium
Kebutuhan aluminium baik di pasar domestik dan global terus mengalami tren peningkatan. Hal ini dikarenakan karakteristik aluminium yang unik dan memiliki kegunaan yang sangat beragam, bahkan mampu menggantikan sejumlah material seperti tembaga, baja dan kayu. Dengan karakteristik tersebut, wajar bila konsumsi dunia terhadap aluminium terus meningkat. Pada tahun 2020, kebutuhan aluminium global diperkirakan mencapai 70,1 juta ton. Kebutuhan aluminium dunia diperkirakan akan terus naik hingga mencapai 81,66 juta ton pada tahun 2030, namun produksi dunia diperkirakan hanya mampu memenuhi 76,78 juta ton. Hal itu berarti, potensi besar untuk aluminium masih terbuka Indonesia Asahan Aluminium (Persero) baru mampu memasok sebesar 245 ribu ton, atau 26% dari total permintaan pasar domestik.
dunia penghasil bauksit yaitu sebanyak 589,5 juta ton dengan cadangan sebesar 111,4 juta ton (Sumber: JORC Compliant, per 31 Desesmber 2015).
Dari berbagai analisis, kenaikan kebutuhan aluminium global sejak 15 tahun terakhir tumbuh rata-rata 3,5% per tahun. Hal ini didorong oleh pertumbuhan industri otomotif dan sektor konstruksi. Dalam skala nasional pada tahun 2017, dengan keinginan pemerintah memperkuat sektor konstruksi dan infrastruktur juga akan menaikkan kebutuhan aluminium sebagai logam dasar. Kemudian hal ini juga didukung dengan target pertumbuhan ekonomi nasional yang ditetapkan oleh pemerintah untuk tahun 2017 sebesar 5,1%.
Secara garis besar, prospek usahan perseroan di masa mendatang masih cukup baik. Sebagai salah satu komoditas penting pengganti tembaga, baja, dan kayu, produksi aluminium masih sangat prospektif di masa depan. Hal ini dikarenakan kebutuhan dunia industri terhadap komoditas ini semakin meningkat dari tahun ke tahun.
2.3 Manfaat Aluminium
Karakteristik aluminium yang ringan, kuat, mudah dibentuk, tahan korosi, mempunyai konduktivitas listrik yang tinggi, tahan terhadap panas dan dingin. Aluminium dapat dimanfaatkan di bidang konstruksi, transportasi, alat-alat listrik dan bahan untuk kemasan. Aluminium murni bersifat cukup lunak namun dengan mencampurkannya dengan sejumlah kecil logam lain, aluminium yang dihasilkan dapat memiliki kekuatan seperti baja dengan massa yang setengahnya.
Laju korosi aluminium 1/25 kali baja bertahanan tinggi, massa aluminium setara dengan 1/3 dari massa tembaga sedangkan konduktivitas listrik aluminium dua kali lebih tinggi dari tembaga. Sifat-sifat tersebut sangat menguntungkan untuk aplikasi aluminium dalam bidang konstruksi bangunan sebagai pengganti kayu, otomotif dan transmisi listrik.
Semua jenis produk aluminium dapat digunakan pada konstruksi dan renovasi bangunan, seperti rangka, siku, jendela, kaca atap, pintu layar, penadah hujan, kanopi, dan lain-lain. Mesin otomotif yang ringan memberi manfaat dalam upaya menghemat bahan bakar dan juga ramah lingkungan selama masa pakai kendaraan tersebut. Kabel transmisi yang lebih ringan membutuhkan struktur pendukung yang lebih sedikit ringan juga.
Produk aluminium juga digunakan secar luas untuk proteksi, kemasan, dan penyajian makanan dan minuman. Aluminium dapat dibentuk menjadi lembaran yang sangat tipis dengan sifat yang ringan, kuat dan kulaitas isolasi yang baik dalam mempertahankan makanan, kosmetik, produk farmasi dan melindunginya dari ultraviolet, bau dan bakteri.
Sekitar separuh dari alat-alat masak yang terdapat dipasaran terbuat dari aluminium. Alat-alat masak dari aluminium hanya membutuhkan seperempat dari energy yang dibutuhkan untuk memanaskan baja atau besi tuang. Aluminium hanya kehilangan panas sekitar 7% dari yang diterimanya dan memanfaatkan 93%-nya untuk memasak.
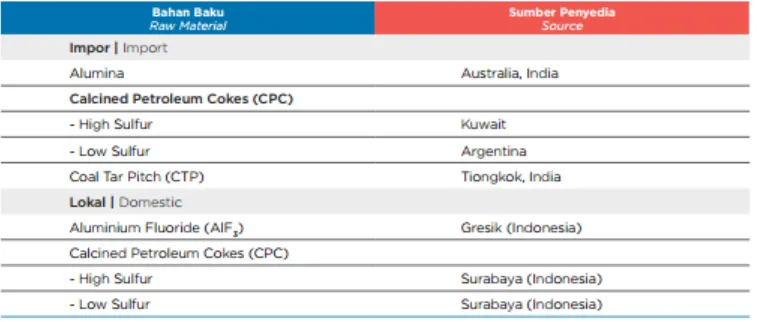
2.4 Penyediaan Bahan Baku Utama
Bahan baku utama didapat melalui proses impor dan juga dari domestik. Penyediaan bahan baku tersebut dilakukan setiap tahun dan dihitung sesuai dengan kebutuhan operasi yang telah ditetapkan. Sumber penyedia bahan baku utama adalah:
Tabel 2. 1 Sumber Penyedia Bahan Baku Utama
Sumber: Buku Tahunan 2016 PT INALUM (Persero)
2.4 Customer Produk Aluminium
PT Indonesia Asahan Aluminium (Persero) meyakini bahwa konsumen merupakan pemangku kepentingan yang paling berharga. Suatu perusahaan hanya mampu bertahan untuk melanjutkan bisnis dan memberi manfaat sebesar-besarnya apabila hubungna antara perusahaan dan konsumen dilandasi oleh rasa percaya satu sama lain. Untuk menjaga keberlanjutan Perseroan, Perseroan berkomitmen menjaga kepercayaan pelanggan melalui serangkaian praktik bisnis yang sesuai dengan kesepakatan dan standar yang berlaku.
dapat dilakukan eksport ke luar negeri jika pasar domestik tidak mampu menyerap produk.
Dalam hal penentuan customer PT Indonesia Asahan Aluminium (Persero) memiliki kualifikasi yang harus dimiliki calon customer yaitu sebagai berikut:
1. Perusahaan berbentuk manufaktur, yaitu perusahaan yang memproduksi barang dari bahan baku sampai finish good.
2. Perusahaan yang memiliki izin lengkap ( NPWP, Sertifikat, Company profile) dan umumnya berbentuk Perseroan Terbatas (PT)
Customer aluminium ingot PT Indonesia Asahan Aluminium (Persero) dapat dibagi kedalam bebrapa kategori berdasarkan group produk yang akan dihasilkan dari pengolahan aluminium ingot. Customer group ini berasal dari industri manufaktur untuk pembuatan alloy, cable maker, extrussion, extrussion Medan,
Shett/Plat/Foil, dan lainnya. Umumnya aluminium ingot digunakan sebagai bahan baku untuk pembuatan produk turunan aluminium.
Saat ini terdapat 80 customer aktif penjualan aluminium ingot. Customer ini dikelompokkan kedalam 2 kategori yaitu LTC (Long Term Contract) dan Spot Contract. Customer yang termasuk dalam kategori LTC adalah perusahaan yang memiliki kontrak selama 4 tahun melakukan pembelian produk aluminium ingot
dengan minimal pembelian 10 MT per bulannya. Dimana selama masa kontrak tersebut pihak customer dan Inalum pada setiap akhir calender year akan membuat kontrak baru untuk 1 tahun yang akan datang. Oleh karena terikat pada sebuah kontrak maka baik pihak Inalum maupun customer harus mematuhi perjanjian yang tertera di dalam kontrak tersebut. Pihak Inalum bertanggungjawab untuk memastikan produk yang diminta oleh customer selama masa kontrak tersedia sesuai jumlah dan juga customer harus membeli produk dari Inalum selama masa kontrak.
Untuk costumer dalam kategori Spot Contract merupakan perusahaan yang tidak terikat kontrak dengan Inalum. Umumnya pembelian diwajibkan kurang dari 100 MT/bulan dan juga dipengaruhi oleh ketersediaan stok barang. Jika terjadi kekurangan produksi maka yang diprioritaskan adalah customer LTC, dimana Inalum harus memenuhi jumlah permintaan produk yang diminta oleh customer
tersebut terlebih dahulu dan sisanya baru diberikan kepada customer kategori
spot. Jika pihak Inalum tidak dapat memenuhi permintaan customer sesuai yang terdapat pada kontrak (customer kategori LTC) ataupun customer tidak melakukan pemesanan produk yang sesuai kontrak makan akan dikenakan denda kepada pihak yang melanggar perjanjian. Untuk daftar customer produk aluminium ingot
2.5 Spesifikasi Aluminium Ingot
Produk utama yang dihasilkan oleh PT Indonesia Asahan Aluminium (Persero) adalah aluminium batangan (ingot)dimana berat per batangnya adalah 22,7 kg. Aluminium ingot ini diproduksi dalam 2 jenis kualitas produk, yaitu 99, 90 % dan 99, 70%. Aluminium batangan PT Indonesia Asahan Aluminium (Persero) terdaftar pada London Metal Exchange (LME) pada tanggal 23 September 1987. Standar mutu aluminium batangan PT Indonesia Asahan Aluminium (Persero) mengacu pada JIS H2-102, 1986 (Reaffirmed 1974) dan Western, Aluminium Assosiation Designation and Chemical composition Limits for Unalloyed Aluminium Aluminium of Aluminium Assosiation Inc., USA.
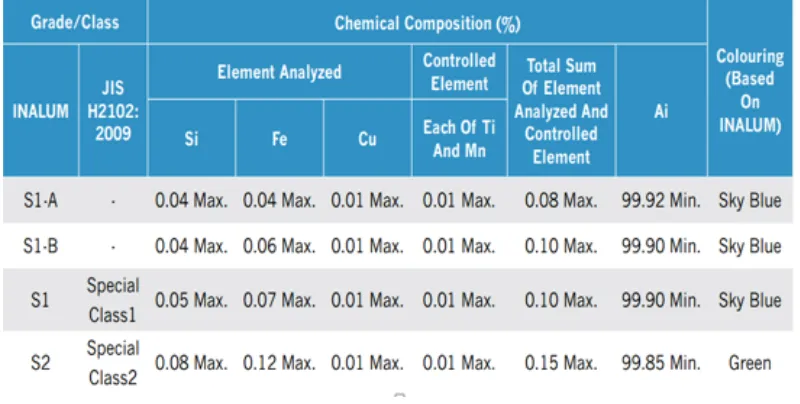
Berikut ini spesifikasi dari aluminium ingot yang diproduksi oleh PT Indonesia Asahan Aluminium (Persero) yang sesuai dengan standarisasi JIS (Japan International Standarization)
Tabel 2. 2 Grade Aluminium Ingot Special Class
Tabel 2. 3 Grade Aluminium Ingot General Class
Sumber: Buku Tahunan 2016 PT INALUM (Persero)
Berdasarkan data diatas dapat dilihat beberapa kelas maupun grade dari aluminium ingot. Perbedaan dari setiap grade tergantung pada komposisi kandungan dalam setiap aluminium ingot. Kemurnian sebuah aluminium ingot
didasarkan pada kandungan Aluminium (Ai) dan komponen lainnya seperti Silika (Si), Besi (Fe), Seng (Cu). Aluminium ingot yang memiliki kandungan aluminium yang banyak serta komponen lainnya semakin sedikit maka semakin murni aluminium ingot tersebut.
Di PT Indonesia Asahan Aluminium (Persero) grade aluminium ingot yang sampai saat ini diproduksi dan dipasarkan adalah grade S1B (Spesial Class 1 B) dan G1 (General Class 1). Grade ini dipilih berdasarkan permintaan pasar dimana aluminium ingot grade S1B dan G1 yang paling banyak dibutuhkan oleh customer
yang berasal dari industri manufaktur. Untuk lebih jelasnya spesifikasi dari grade ini dapat dilihat berikut ini.
Tabel 2. 4 Spesifikasi Aluminium Ingot PT INALUM (Persero)
Sumber: Buku Tahunan 2016 PT INALUM (Persero)
Semua produk aluminium ingot yang diproduksi oleh PT Indonesia Asahan Aluminium (Persero) dipasaran harus memenuhi standar diatas. Aluminium ingot
yang diproduksi oleh Inalum tarmasuk dalam aluminium ingot terbaik dimana produk yang dihasilkan terdaftar di London Metal Exchange (LME) dengan grade
2.6 Diversifikasi Produk
Diversifikasi produk turunan aluminium dilakukan sebagai salah satu langkah pengembangan bisnis INALUM. Produk alloy dan billet memiliki nilai lebih dimana harganya yang lebih tinggi dibandingkan dengan ingot serta tersedianya pasar untuk produk ini dengan demand yang tinggi
Terdapat beberapa cara pengolahan aluminium turunan menjadi produk-produk yang dapat dimanfaatkan yaitu:
1. Pencetakan, menjadi bentuk yang beragam hingga tak terbatas
2. Penipisan, menjadi bentuk piringan (plate), lembaran (sheets) atau lapisan
wafer yang sangat tipis. Proses rolling mengubah karakteristik logam menadi liat.
3. Ekstruksi dalam berbagai bentuk. Produk yang terbuat dari aluminium dapat didaur ulang berkali-kali. Energi yang dibutuhkan untuk mendaur ulang aluminium dan emisi gas rumah kaca yang timbul hanya 5% dari produksi aluminium primer.
Di dalam pabrik penuangan sedang dibangun fasilitas untuk diversifikasi produk aluminium yang akan memproduksi alloy dan billet. Dapur untuk produk diversifikasi ini dilengkapi dengna Electro Magnetic Stirrer (EMS) guna menjamin homogenitas proses alloying. Alloy akan dicetak di Horizontal Casting Machine dengan kecepatan maksimum 15 ton/jam, sedangkan Billet akan dicetak di Vertical Direct Chill Casting. Fasilitas produksi billet dilengkapi dengan 1 unit dapur homogenizing guna mendapatkan kualitas billet yang tinggi.
Perbedaan dari aluminium ingot yang telah diproduksi oleh INALUM selama puluhan tahun dengan produk turunan aluminium yaitu alloy dan billet terdapat pada komposisi penyusunnya, fungsinya dan juga dari bentuk atau ukurannya. 2.6.1 Alloy
Salah satu produk turunan aluminium adalah alloy yaitu aluminium yang sudah dicampur bahan lain dengan tujuan untuk meningkatkan sifatnya supaya lebih kuat atau sesuai dengan tujuan industri tertentu.
Aluminium jenis ini banyak digunakan untuk campuran bahan bangunan seperti kawat dan pipa. Aluminium ini juga dimanfaatkan untuk pembuatan kerangka pesawat terbang, kapal laut, sepeda dan mobil. Bahan ini juga biasa digunakan untuk pembuatan tangka bahan bakar pada berbagai jenis kendaraan.
Saat ini produk alloy yang diproduksi oleh INALUM belum mendapat pembeli yang sesuai dan tepat hal ini karena kendala pada pemenuhan spesifikasi yang diminta oleh customer. Saat ini customer seperti Daihatsu sudah melakukan pengetesan produk alloy INALUM untuk digunakan pada produksi mobil. Testing
ini dilakukan selama 6 sampai 12 bulan untuk memastikan alloy ini sesuai dengan kebutuhan produksi Daihatsu.
Dengan adanya produk alloy ini sangat bermanfaat untuk perusahaan manufaktur berbasis aluminium dalam negri dimana selama ini pemenuhan kebutuhan alloy
harus import dari luar negri.
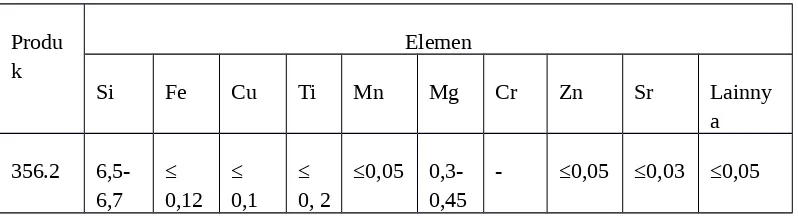
Aluminium alloy yang baru diproduksi oleh INALUM mengikuti standar ASTM () yaitu tipe Alloy A356.2 Alloy tipe ini memiliki tingkat kekuaatan median yang pada umumnya digolongkan pada paduan arsitektur. Memiliki permukaan yang bagus, ketahanan korosi yang tinggi sudah sesuai untuk pengelasan dan mudah dianodulasi sepesifikasinya dapat dilihat pada tabel 2.5 berikut in:
Tabel 2. 5 Spesifikasi Aluminium Alloy
Produ
Dari tabel diatas dapat dilihat bahwa spesifikasi alloy tergantung pada kandungan pengotor pada aluminium dimana ditentukan batas maksimum jumlah komponen tambahan seperti Si, Fe, Cu dan lainnya pada alloy. Kandungan aluminium yang dihasilkan 100% dikurangi dengan komponen penambah.
2.6.2 Billet
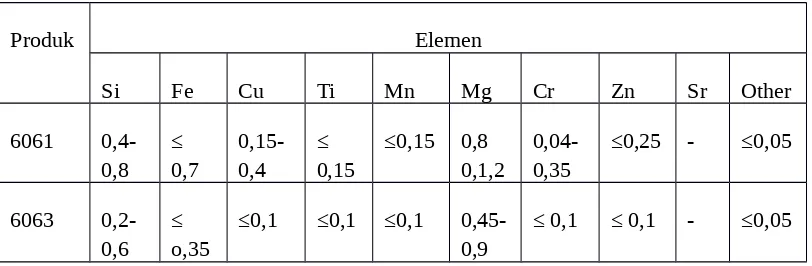
Aluminium billet merupakan salah satu produk turunan dari aluminium ingot. Yang berbentuk gelondongan.Komponen penentuan kualitas dari billet dilihat dari komposisi kimia dan kondisi fisik dimana permukaannya harus rata dan halus serta tidak terdapat crack atau retakan pada permukaan billet.
Berikut ini spesifikasi kandungan kimia pada aluminium billet yang diproduksi oleh PT INALUM (Persero) sesuai dengan standar ASTM (American Standart Testing and Material). Jenis billet yang masih diproduksi pada tahap awal ini adalah billet tipe 6061 dan 6063. Berikut ini komposisi kimia produk billet yang ditunjukkan pada tabel 2.6
Tabel 2. 6 Spesifikasi Aluminium Billet
Produk Elemen
PT INALUM (Persero) saat ini melakukan testing produk billet dengan meminjam mesin milik PT ALKO di Medan. Perusahaan ini juga memproduksi billet yang bahan bakunya dari aluminium ingot produksi INALUM. Pengetesan ini bertujuan untuk memeriksa crack pada billet yang diproduksi INALUM.Selain itu, pengetesan mesin sawing (mesin pemotong) juga dilakukan yaitu dengan meminjam billet hasil produksi PT ALKO untuk mengetes performa dari mesin
sawing billet
Saat ini pengembangan produk billet susah memasuki tahap pengorderan yaitu sebanyak 10-50 ton dimana beberapa perusahaan ini melakukan testing produk
billet untuk memastikan produk ini sesuai dengan kebutuhan industri manufaktur yang dijalankan.
Dalam hal demand pasar, kebutuhan akan billet sangat besar. Pasar untuk billet
lebih tinggi dibandingkan dua produk lainnya yaitu ingot dan alloy. Hal ini disebabkan aluminium ingot yang harus terlebih dahulu diolah menjadi billet
sebelum membuat produk akhir. Jika customer membeli produk billet langsung maka akan megurangi biaya produksi seperi biaya peleburan, pembuatan dapur tenaga kerja serta kualitas billet hasil pabrik yang lebih bagus jika dibandingkan
customer sendiri yang mengolah dari aluminium ingot.
Value preposition dari produk diversifikasi yang diproduksi PT INALUM (Persero) ini adalah dari komposisi kimia produk yang sesuai standar serta harga yang lebih murah dan pengiriman lebih cepat dibandingkan jika costumer
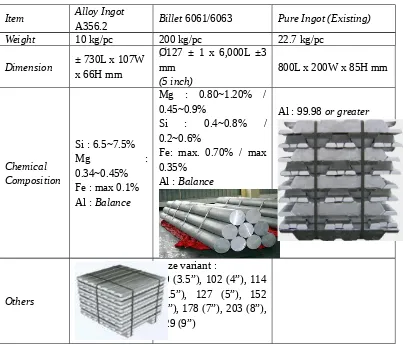
Berikut ini secara keseluruhan spesifikasi produk aluminium yang diproduksi oleh PT Indonesia Asahan Aluminium (Persero).
Tabel 2. 7 Spesifikasi Produk Aluminium PT INALUM (Persero)
Item Alloy Ingot
A356.2 Billet 6061/6063 Pure Ingot (Existing)
Weight 10 kg/pc 200 kg/pc 22.7 kg/pc
Dimension ± 730L x 107W x 66H mm
Ø127 ± 1 x 6,000L ±3 mm
(5 inch)
800L x 200W x 85H mm
Chemical Composition
Si : 6.5~7.5%
Mg :
0.34~0.45% Fe : max 0.1% Al : Balance
Mg : 0.80~1.20% / 0.45~0.9%
Si : 0.4~0.8% / 0.2~0.6%
Fe: max. 0.70% / max 0.35%
Al : Balance
Al : 99.98 or greater
Others
Size variant :
BAB III
TINJAUAN PROSES
3.1 Proses Produksi
Pabrik peleburan (Smelter) PT INALUM (Persero) dibangun diatas tanah seluas 200 ha. Aluminium dibuat dengan memakai alumina, karbon dan pitch sebagai bahan baku utamanya. Sumber energi listrik yang dipakai pada pabrik peleburan PT INALUM (Persero) Kuala Tanjung dihasilkan dari PLTA Siguragura dan PLTA Tangga PT. INALUM (Persero) Paritohan yag disalurkan langsung melalui 271 buah jaringan transmisi tegangan tinggi 275 kV. Adapun proses produksi aluminium di PT INALUM (Persero) yang ditunjukkan pada Gambar 3.1 dibawah ini.
Pada tahap awal bahan baku aluminium impor seperti alumina, karbon atau kokas (Calcined Petroleum Cokes), dan Coal Tar Pitch (CTP) dibongkar di pelabuhan PT. INALUM (Persero) melalui peralatan Pneumatic Unloader untuk memasukkan ke dalam silo melalui belt conveyor. Alumina akan dimasukkan ke silo alumina (alumina silo), kokas kedalam silo kokas (coke silo), dan pitch ke dalam pitch storage house. Alumina di dalam silo kemudian dialirkan ke Dry Scrubber System untuk direaksikan dengan gas HF dari tungku reduksi. Berikut ini reaksi pengikatan HF oleh alumina yang terjadi di dalam tabung Reactor:
Al2O3 + 6HF 2AlF3 + 3H2O
Hasil dari reaksi ini adalah Reacted alumina yang kemudiaan dimasukkan ke
Hopper Pot dengan menggunakan Anode Changing Crane (ACC) yang kemudian dimasukkan ke dalam tungku reduksi. Gas bersih yang dihasilkan dari proses ini akan dibuang ke atmosfer melalui cerobong.
Pada pabrik peleburan aluminium PT INALUM (Persero) terdapat tiga pabrik utama dalam proses produksi yaitu pabrik reduksi, pabrik karbon, dan pabrik penuangan (casting).
1. Pabrik Karbon
Pabrik karbon atau pabrik anoda karbon berfungsi untuk memproduksi blok-blok karbon anoda yang akan dipakai pada tungku reduksi. Tipe tungku reduksi yang digunakan adalah closed typed furnace yang dibuat oleh Riedhammer. Pabrik karbon dibagi menjadi tiga bagian, yaitu bagian pembuatan blok anoda mentah (green plant), bagian pemanggangan (baking plant), dan bagian penagkaian (rodding plant).
Kokas yang ada di dalam coke silo dicampur dengan butt atau anoda bekas yang dipanaskan dahulu. Material-material tersebut kemudian dicampur dengan hard pitch sebagai perekat (binder). Campuran material tersebut kemudian dicetak menggunakan Shaking Machine menjadi blok karbon mentah di Anode Green Plant dan selanjutnya melalui proses pemanggangan pada baking furnace dengan temperatur ± 1.250 OC. Anoda yang sudah dipanggang dibawa ke pabrik penangkaian untuk diberikan tangkai yang biasa disebut Anode Assembly pada rodding plant.
2. Pabrik Reduksi
Pabrik reduksi beroperasi untuk memproduksi aluminium cair yang terdiri dari 3 unit gedung dengan jumlah tungku reduksi atau pot sebanyak 510 buah. Pabrik ini menggunakan proses produksi oleh Charles Hall USA dan Paul Herolt, dimana aluminium diperoleh melalui proses elektrolisis alumina (AL2O3) dalam lelehan kriolit (Na3AlF6) pada temperatur ± 980OC. Arus listrik yang digunakan sebesar 190 KA, 280 KA, dengan tegangan rata-rata setiap pot 4,3 Volt. Proses elektrolisis tersebut digambarkan pada persamaan reaksi kimia berikut ini:
2Al2O3(s) + 3C(s) 4Al(lq) + 3CO2(g)
Anode assembly yang dihasilkan pada pabrik karbon dibawa ke pabrik reduksi dengan kendaraan khusus yaitu Anode Transport Car (ATC) untuk digunakan sebagai elektroda dalam proses elektro
penangkaian untuk kemudian dipakai lagi (recycle) sebagai bahan pembuatan anoda bersama dengan kokas dan pitch. Pada tungku reduksi alumina akan dielektrolisa menjadi aluminium cair. Pada proses ini akan menghasilkan gas HF yang akan dialirkan ke dry scrubber system untuk reaksi alumina dan dibersihkan lalu dibuang melalui cerobong gas cleaning system. Setiap 32 jam, setiap pot akan dihisap 1,8 sampai 2 ton aluminium.
3. Pabrik Penuangan (Casting Shop)
Pabrik penuangan adalah pebrik yang berfungsi mencetak aluminium cair menjadi aluminium batangan (ingot). Aluminium cair (molten) yang dihasilkan pada pabrik reduksi kemudian dibawa ke pabrik penuangan dengan
Metal Transport Car (MTC) yang selanjunya dituangkan ke dalam dapur penampung (Holding Furnace). Terdapat 10 dapur pelebur/dapur penampung listrik dengan kapasitas 30 ton. Mesin produksi pada pabrik ini menggunakan teknologi dari negara Swiss dan Swedia. Temperatur aluminium cair pada
holding furnace tetap dijaga dan diberi flux. Flux merupakan bahan aditif yang beraksi dengan pengotor (dross) yang nantinya akan dipisahkan dari aluminium cair. Pengotor tersebut akan dikeluarkan (skimming off) dan ditampung untuk diolah kembali karena masih mengandung metal dengan kadar aluminium tinggi. Molten yang merupakan hasil skimming off
kemudian dimasukkan ke dalam cetakan Casting Machine yang terletak diatas
conveyor. Terdapat tujuh mesin cetak dengan kapasitas 12 ton /jam untuk memproduksi aluminium batangan/ingot dengan massa 22,7 kg/batang (50 lbs). Ingot yang sudah dicetak kemudian diberi nomor produksi (lot) dengan mesin otomatis kemudian ditumpuk, didinginkan, diikat, dan diletakkan di tempat penyimpanan ingot yaitu lapangan terbuka. Aluminium yang sudah dicetak akan disusun (bundle) sebanyak 44 batang aluminium dengan proporsi 1 bundle ± 1 ton.
3.2 Kesetimbangan Massa dan Energi
Pada lampiran tentang gambar kesetimbangan massa dan energi tersebut dapat dilihat bahwa secara umum dalam sekali proses peleburan PT INALUM (Persero) membutuhkan alumina, AlF3, dan anoda sebagai bahan baku untuk menghasilkan aluminium batangan /ingot. Sebelum bahan baku tersebut diproses dalam tungku reduksi, anoda terlebih dahulu dibuat di pabrik karbon. Di pabrik karbon sebanyak 628 kg kokas, 147 kg CTP (hard pitch) dan 219 kg butt (anoda sisa) dicampur (mixing) untuk membuah blok anoda mentah. Blok anoda mentah kemudian dipanggang (baking) dengan temperatur 1.250 OC untuk menghasilkan 617 kg anoda gross.
Proses selanjutnya 1.940 kg alumina, 18,2 kg AlF3, 617 kg anoda gross diproses pada pabrik reduksi dengan temperatur 980 OC dan kuat arus DC sebesar 14,253 Kwh. Pada pabrik reduksi proses yang terjadi adalah proses elektrolisis dengan menggunakan anoda sebagai elektroda dimana alumina akan dielektrolisa menjadi aluminium cair. Pada proses ini dihasilkan aluminium cair (molten) sebanyak 1,004 ton yang kemudian ditambah dengan
flux untuk memisahkan pengotor (dross) dari aluminium cair untuk dicetak menjadi aluminium batangan/ingot sebanyak 1 ton. Pemisahan aluminium cair dengan pengotor dilakukan dengan manual yaitu penyaringan (filter).
3.3 Analisis Layout Pabrik Peleburan
Tata letak pabrik, kantor, pelabuhan, dan fasilitas lainnya pada PT INALUM (Persero) di desain dengan baik karena memiliki material handling dengan
minimum movement. Tidak terdapat proses yang bolak-balik, pemotongan proses, ataupun proses yang tumpang tindih. Gambar layout pabrik peleburan PT INALUM (Persero) Kuala Tanjung dapat dilihat pada Lampiran 3 nomor 2. Berikut ini analisis mengenai layout pabrik peleburan PT INALUM (Persero):
1. Pabrik Produksi (Karbon, Reduksi, dan Penuangan)
Lokasi pabrik utama yaitu pabrik karbon, pabrik reduksi dan pabrik penuangan (casting) dibangun saling berdekatan dan berada di tengah atau pusat area perusahaan. Letak tersebut sangat strategis untuk mempermudah akses dengan departemen ataupun seksi lainnya dalam hal mendukung operasional perusahaan . Hal tersebut dikarenakan ketiga pabrik tersebut merupakan lokasi utama produksi aluminium ditambah lagi produksi yang berjalan selama 24 jam.
Anoda tangkai hasil dari pabrik karbon diletakkan di lapangan terbuka dekat dengan pabrik reduksi. Jika life time anoda tangkai sudah habis yaitu sekitar 28 hari, maka anoda tangkai dengan mudah diangkut dengan Anode Transport Car (ATC) ke dalam pabrik reduksi. Selanjutnya, jika mempertimbangkan jarak pabrik reduksi dan pabrik penuangan (casting) yang berdampingan dapat mempersingkat waktu pemindahan aluminium cair hasil dari pabrik reduksi ke pabrik penuangan. Hal tersebut dikarenakan untuk menjaga kestabilan suhu aluminium cair agar tidak membeku atau mengeras pada Metal Transport Car (MTC) pada saat dipindahkan.
2. Departemen Logistik-Seksi SPO (Main Office)-Seksi SSW (Maintenance) -Pabrik Produksi
Lokasi Departemen Logistik yaitu kantor seksi SWH (Smelter Spare Parts Warehouse) dan SMB (Smelter Raw Material Warehouse) juga berdekatan dengan pelabuhan, kantor pengadaan SPO (Smelter Procurement Operation), dan pabrik produksi. Hal tersebut dikarenakan supplier atau vendor yang menjadi rekan kerjasama PT INALUM (Persero) tidak hanya dari domestik saja, melainkan dari luar negeri seperti Australia, India, Kuwait, Argentina, dan Tiongkok. Sehingga saat barang yang di-order telah sampai di Kula Tanjung maka dengan mudah untuk dipindahkan ke SWH ataupun SMB. Di sisi lain pihak supplier/vendor dan juga staff lebih mudah untuk mengkonfirmasi dan mengurus surat penting ke kantor pengadaan SPO yang berada di main office.
Pada saat bagian produksi membutuhkan raw material dan seksi SSW
(maintenance) membutuhkan spare parts maka dengan mudah mengambilnya ke SMB dan SWH. Hal tersebut dapat menjaga kestabilan dan kelancaran produksi.
3. Gardu Induk-Pabrik Reduksi-Gedung Penunjang Lainnya
Tata letak pendukung lainnya juga sangat optimal, contohnya gardu induk yang terhubung langsung dengan sumber tenaga listrik PLTA Tangga dan Siguragura melalui 271 buah menara jaringan transmisi dibangun diujung area perusahaan. Hal yang dipertimbangkan adalah arus listrik tegangan tinggi yaitu 275 KV letaknya harus jauh dari jangkauan gedung penunjang lainnya atau pihak yang tidak berkepentingan. Namun lokasi gardu induk tersebut sengaja berdekatan dengan pabrik reduksi karena membutuhkan energi listrik paling banyak pada saat pemanggangan anoda pada tungku reduksi.
Pada pabrik peleburan aluminium PT INALUM (Persero) banyak terdapat pipa atau tabung dengan berbagai ukuran yang digunakan untuk mendistribusikan berbagai material seperti air, gas, alumina, kokas, hard pitch
dan lain-lain. Tata letak tabung/pipa sudah tepat karena mempertimbangkan aspek keselamatan (safety) dan kelancaran produksi. Contohnya meletakkan pipa penyemprot serbuk alumina tepat diatas tungku reduksi dengan tujuan untuk memaksimalkan jumlah alumina masuk ke dalam tunggu reduksi. Selain itu pipa juga di desain sesuai dengan lokasi penempatannya. Maksudnya adalah beberapa pipa di desain dengan lekukan dan diletakkan pada posisi yang tinggi agar menghindari kecelakan bagi pekerja seperti terbentur pipa. 3.4 Manajemen Perbaikan
3.4.1 Organisasi Maintenance Department
Maintenance di PT INALUM (Persero) sangat kompleks dan vital, sehingga organisasi maintenance departement memiliki bentuk organisasi secara terpusat di PT INALUM (Persero) yang dibagi menjadi 4 seksi dengan tugas masing-masing antara lain:
1. SSW (Smelter Service Workshop
Tugas dari seksi ini adalah:
a. Perencanaan dan koordinasi program serta pemeliharaan dan pembaharuan peralatan.
b. Pemeriksaan hal-hal berkaitan dengan desain dan teknis. c. Operasi sarana penunjang pabrik peleburan.
d. Control budget pemeliharaan peralatan dan koordinasi pelaksanaan pekerjaan.
e. Pembuatan peralatan operasi, suku cadang mesin dan lain-lain. f. Administrasi dan pemeliharaan mesin-mesin kendaraan industri. g. Pelaksanaan prosedur hukum terkait dengan SMO, SMT, SSW, dan
SES.
2. SMO (Smelter Maintenance One) Tugas dari seksi ini adalah:
a. Administrasi dan pemeliharaan mesin-mesin dan peralatan produksi
b. Administrasi dan supervise pekerjaan/peralatan dan mesin-mesin di pabrik karbon, utility, PUBC, general cranae, ABC, dan STC. 3. SMT (Smelter Maintenance Two)
Tugas dari seksi ini adalah:
a. Administrasi dan pemeliharaan mesin-mesin dan peralatan produksi.
Tugas dari seksi ini adalah:
a. Administrasi dan pemeliharaan gardu listrik.
b. Administrasi dan supervise penyaluran sumber tenaga listrik.
3.4.2 Pelaksanaan Pemeriharaan
Pelaksanaan pemeliharaan berdasarkan rencana tahunan ditambah dengan masukan dari seksi-seksi produksi, hasil pemeriksaan dan perawatan berdasarkan kondisi (Condition based Maintenance) lainnya. Pada Gambar 3.3 ditunjukkan proses pelaksanaan pemeliharaan pada PT INALUM (Persero) Kuala Tanjung.
Pada gambar 3.3 diatas menunjukkan perencanaan pemeliharaan dibagi berdasarkan dalam berbagai rentang waktu yaitu:
a. Rencana kerja pemeliharaan jangka panjang
Rencana jangka panjang dibuat untuk jangka waktu 10 tahun, yang terdiri dari:
1) Rencana kerja pemeliharaan pencegahan (preventive maintenance) yang dibuat berdasarkan pada waktu/interval tertentu (time based). Contoh maintenance order pada
preventive maintenance ditunjukkan pada Lampiran 3 nomor 3.
2) Rencana kerja untuk penyempurnaan (improvement).
3) Rencana pembelian material dalam skala besar (refactory material, dan lain-lain).
b. Rencana kerja pemeliharaan satu sampai tiga tahun
Rencana kerja pemeliharaan dibuat untuk perhitungan biaya/estimasi anggaran untuk saetu tahun fiskal.
1) Rencana kerja pemeliharaan pencegahan yang diambil dari rencana kerja jangka panjang (time based).
2) Rencana kerja yang dibuat berdasarkan hasil inspeksi/kondisi peralatan tersebut (condition based).
3) Rencana pembaharuan peralatan (renewal pland) dan rekondisi peralatan.
4) Rencana kerja yang dikontrakkan.
5) Rencana pembelian material, tools, minyak pelumas dan lain-lain.
c. Rencana kerja pemeliharaan bulanan Rencana kerja bulanan terdiri dari:
1) Rencana kerja pemeliharaan pencegah yang diambil dari rencana kerja tahunan (time based).
2) Rencana kerja pemeliharaan berdasarkan kondisi peralatan (condition based).
3) Pekerjaan yang tertunda pada bulan yang ada.
Contoh monthly work maintenance ditunjukkan pada Lampiran 3 nomor 4.
3.5Pengolahan Limbah
3.5.1 Limbah Padat dan Limbah Cair
Dalam hal pengolahan limbah industri, PT INALUM (Persero) telah melakukan
Feasibility Study dan telah diserahkan dari konsultan pada tanggal 22 Februari 2106. Selanjutnya penyerahan hasil studi tata kelola limbah juga telah dilakukan kepada Direksi pada 1 November 2016. Sebagai tindak lanjut, akan dibentuk Tim Kerja dan persiapan pengadaan konsultan FS. Untuk mencegah terjadinya pencemaran lingkungan dibangun Waste Water Treatment untuk pengolahan air dan gas cleaning system. Air sisa media pendingan dari sistem pengolahan gas pada Baking Plant dialirkan menuju instalasi pengolahan air limbah (IPAL) untuk diolah sesuai dengan standar yang ditetapkan oelh Pemerintah. Pengujian laboratorium harian dilakukan untuk memastikan ait outlet IPAL telah memenuhi baku mutu. Menindaklanjuti hal tersebut PT INALUM (Persero) melakukan konservasi air melalui:
a. Recycle air pendingin gas sleaning system yang mampu mengurangi konsumsi dari 110 m3/jam menjadi 2,2 m3/jam.
Untuk mengurangi effluent limbah, saat ini sedang dilaksanakan studi pemanfaatan kembali air limbah menjadi air baku untuk keperluan industri sehingga menurunkan konsumsi air baku hingga 20%.
Untuk meningkatkan 3R dan mengurangi jumlah sampah yang masuk ke tempat pembuangan akhir dan incinerator, PT INALUM (Persero) telah membangun fasilitas pengelolaan sampah berupa:
a. Komposter:1370 kg sampah organik per hari 822 kg kompos per hari.
b. Biodigester: 1262 kg sampah dapur per hari 136 m3 biogas per hari dan 1,36 m3 lumpur probiotik per hari.
3.5.2 Emisi Langsung
Pada proses pemanggangan anoda dan produksi aluminium cair dengan metode
Hall-Herault menghasilkan emisi udara yang mengandung fluoride. Untuk mengendalikan potensi pencemaran udara yang berasal dari emisi gas buang, PT INALUM (Persero) dilengkapi dengan sistem pembersih gas (gas cleaning system) sebagai berikut:
a. Gas cleaning system dry scrubber pabrik reduksi
b. Gas cleaning system wet scrubber dan electrostatic precipitator baking plant
Untuk memastikan gas buang tersebut telah aman bagi lingkungan, pemantauan terhadap emisi dilakukan secara kontinyu dengan alat CEMS untuk cerobong gas cleaning pabrik reduksi dan setiap 6 bulan untuk cerobong
gas cleaning baking plant.
Dalam rangka mengurangi emisi gas rumah kaca, PT INALUM (Persero) telah menerapkan clean development mechanism (CDM) yang telah disertifikasi oleh
United Nation For Climate Changes (UNFCC) sejak tahun 2011 yaitu komputerisasi operasional pot dengan teknologi blue box sehingga mengurangi frekuensi dan durasi dari anode effect yang dapat menimbulkan gas per
fluorocarbon.
Sehubungan dengan isu global diantaranya perubahan iklim dan kerusakan lapisan ozon di atmosfer, PT INALUM (Persero) menindaklanjuti perihal tersebut dengan menetapkan kebijakan Perseroan untuk menggunakan bahan perusak ozon (Ozone Depleted Substance) dalam operasionalnya.
3.6 Efisisensi Energi Pabrik
untuk meningkatkan pengetahuan dari penyelia di lapangan. Tim Manajemen Energi merancang program serta inovasi untuk optimasi dalam proses produksi sehingga efisiensi dalam penggunaan energi semakin besar. Adapun program optimasi yang telah berjalan adalah sebagai berikut:
a. Lighting wall gedung pabrik mengurangi kebutuhan pencahayaan dengan lampu indoor pabrik dan menghasilkan penghematan 284.320 kWh per tahun.
b. Modifikasi impeller Main Fan Gas Cleaning Pabrik Reduksi untuk meningkatkan efisiensi jumlah debit gas yang dapat dihembuskan oleh
impeller menghasilkan penghematan 14.191.200 kWh per tahun.
c. Pemasangan sensor temperatur operasional Fan cooling tower untuk sehingga fan otomatis mati dan menyala berdasarkan temperatur aktual menghasilkan penghematan 137.495 kWh pertahun.
d. Optimasi Furnace Casting Plant menghasilkan penghematan 864.685 kWh per tahun.
e. Pemasangan static condensor sub station menghasilkan penghematan 17.250.000 kWh per tahun.
f. Revamping Furnace Baking Plant untuk meningkatkan kemampuan untuk reretensi suhu panas menghasilkan penghematan 1.571.400 liter solar per tahun.
g. Modifikasi stub anoda untuk mengurangi drop tegangan saat digunakan pada proses reduksi menghasilkan penghematan 18.234 kWh per tahun. 3.7 Manajemen Resiko
Penerapan manajemen resiko secara berkesinambungan dan terintegrasi telah ditetapkan sebagi salah satu kebijakan operasional PT Indonesia Asahan Aluminium (Persero) yang merujuk pada Peraturan Menteri Negara BUMN No.Per-01/MBU/2011 sebagaimana telah diubah berdasarkan Peraturan Menteri Negara BUMN No.Per-09/MBU/2012 tentang Tata Kelola Perusahaan yang Baik (Good Corporate Governance) di lingkungan BUMN.
Perseroan menerapkan Manajemen Risiko dalam setiap pelaksanan bisnis Perseroan yang dilaksanakn secara terukur dan terintegrasi sehingga dapat menjadi sistem peringatan dini baik pada level korporat maupun level fungsi dan Perseroan memiliki komitmen untuk menyediakan sumber daya yang diperlukan. Jenis resiko dan pengelolaan resiko, Perseroan telah mengidentifikasi risiko-risiko utama yang dihadapi dan melakukan mitigasi yang diperlukan yaitu sebagai berikut:
1) Kegagalan penyediaan dan penyaluran energi listrik
Mitigasi yang dilakukan oleh Perseroan atas resiko operasional yang terjadu pada PLTA dapat dicegah dengan melakukan pemeliharaan rutin dan tindakan-tindakan perawatan preventif agar kondisinya tetap baik dan keandalannya dapat dipertahankan
2) Terganggunya suplai bahan baku produksi
Saat ini Perseroan masih mengimpor bahan baku utama produksi, seperti Alumina, Kokas (Calcined Petroleum Coke) dan lainnya dari Australia, India dan Tiongkok. Potensi resiko yang dapat mengganggu proses produksi adalah terhambatnya suplai bahan baku. Untuk itu, Perseroan memutuskan untuk melakukan pengaturan terhadap persediaan secara optimum, mencari sumber pasokan alternative, melakukan kontrak jangka panjang dnegan pemasok sekaligus menerapkan strategi integrase vertikal ke sektor hulu melalui skema Perusahaan Patungan (Joint Venture), dengan membangun pabrik bahan baku Kokas di Dumai dan juga pabrik Alumina (Smelter Grade Alumina Refinery) di Kalimantan Barat.
3) Menurunnya debit air Danau Toba dan terganggunya aliran Sungai Asahan Operasi Perseroan saat ini tergantung dari debit air Danau Toba yang dimanfaatkan untuk menghasilkan listrik yang selanjutnya digunakan untuk Pabrik Peleburan Aluminium. Untuk itu Perseroan mendorong berbagai upaya mitigasi rseiko menurunnya debit air Danau Toba yaitu dengan ikut aktif berpartisipasi dalam penanaman pohon, peningkatan efisiensi dan technology upgrading turbin dan generator, kerjasama dengan PLN dalam hal swap energilistrik, melakukan Teknologi Modifikasi Cuaca (TMC), dan melakukan perhitungan dengan mempertimbnagkan efisiensi dan efektifitas semua sumber daya terutama daya listrik yang tersedia dengan menurunkan arus secara bertahap. 4) Turunnya harga Aluminium Global (LME)
Nilai jual Aluminium ingot yang terlalu rendah akan mengurangi pendapatan atau bahkan dapat berpotensi merugikan bila pengeluaran kas Perseroan lebih besar. Untuk itu, asumsi yang digunakan sebagai dasar membuat proyeksi perencanaan produksi, penetapan jumlah dan harga beli bahan baku dan kondisi makro ekonomi harus diprediksi seakurat mungkin, serta melakukan hedging terhadap harga jual dan nilai tukar Rupiah terhadap mata uang Dollar AS.
BAB IV
ANALISIS PROSES BISNIS
4.1 Seksi SWH (Spare Parts Warehouse Section)
dari Smelter Material Handling and Warehouse (SMW) dibawah Direktorat Keuangan.
Di dalam Smelter Warehouse Section terdapat dua sub section yakni Spare Parts Warehouse Operation dan Inventory Planning and Control. Masing-masing sub section ini memiliki job group yakni:
1. Spare Part Warehouse Operation meliputi job group Storing and Issuing,
Receiving and Inspection dan Physical Inspection serta Data Processing.
2. Inventory Planning and Control meliputi job group Mechanical and Electrical Parts, Local Fabricant, GPG and Lubricant, dan Cataloguing
Secara umum, Seksi Penyimpanan Suku Cadang melaksanakan pekerjaan sebagai berikut ini:
1. Perencanaan dan permintaan pengadaan suku cadang (listrik dan mekanik) dan barang-barang umum (alat bantu kerja umum, pelumas, barang-barang kebutuhan harian dan barang umum lainnya)
2. Penerimaan, pemeriksaan, penyimpanan dan pemeliharaan, penyerahan, pemutakhiran data, inventarisasi serta inspeksi fisik barang-barang seperti tersebut diatas.
3. Administrasi dan pemeliharaan harian mesin-mesin dan peralatan untuk penyimpanan suku cadang dan barang-barang umum
4. Persiapan dokumentasi yang diperlukan atas suku cadang dan barang-barang umum yang diawasi.
5. Penerbitan, perubahan dan atau revisi serta penghapusan peraturan kantor mengenai penyimpanan suku cadang dan barang-barang umum.
4.2 Job Group di Seksi SWH
Dalam struktur organisasi yang dimiliki oleh Smelter Spare Parts Warehouse PT Indonesia Asahan Aluminium (Persero) terbagi menjadi dua bagian yaitu bagian operasi dan bagian inventory control.
4.2.1 Spare Parts Operation
Dalam menjalankan fungsinya dalam kegiatan operasional SWH, bagian Spare Parts Warehouse Operation terbagi menjadi bebrapa bagian. Dimana bagian tersebut dibagi berdasarkan pengelompokan kerjanya, antara lain:
1. Data Processing
dan mengontrol sistem pemasok SWH, menyampaikan surat keluar, membuat laporan mingguan SWH, melakukan administrasi keluar-masuknya surat, melakukan administrasi general affair, melakukan administrasi keperluan sehari-hari dan safety protector, dan mengimplementasikan ISO dan SMK3.
2. Receiving and Inspection
Bagian receiving and inspection meliputi penerimaan barang masuk, melakukan pelabelan barang masuk, melakukan inspeksi terhadap barang masuk, membuat laporan administrasi inspeksi dan adanya klaim misdelivery (kesalahan pengiriman), melakukan kontrol pada barang yang mengalami rejected atau
misdelivery, membuat GRC (Good Removal Certificate), melakukan kegiatan administrasi yang berkaitan dengan receiving slip. Serta mengimplementasikan ISO & SMK3. Bagian ini langsung berhubungan dengan supplier dan distributor.
3. Storing and Issuing
Tugas dari bagian Storing and Issuing antara lain menyimpan barang, mengeluarkan barang, merawat dan melakukan kontrol terhadap barang-barang yang disimpan, menata barang-barang sesuai dengan lokasinya, melakukan pembersihan warehouse, pengemasan, dan delivery barang, dengan mengimplementasikan ISO & SMK3 pada setiap aktivitasnya.
4. Physical Inspection
Job description dari bagian inspeksi fisik antara lain dengan menjadi kordinator inspeksi fisik di SWH, melakukan inspeksi fisik, mengembangkan laporan mengenai inspeksi fisik, menangani adanya disposal goods, mengkoordinasi
physical inspection untuk barang-barang yang masuk, merawat dan mengontrol barang-barang digudang , membersihkan werehouse dan menerapkan ISO dan SMK3 dibagian physical inspection.
4.2.2 Inventory Planning and Control
Pengendalian perencanaan berkaitan dengan identifikasi kebutuhan user, evaluasi, penahanan barang, dan koordinasi pihak terikat.
Adapun kegian yang dilaksanakan dalam perencanaan dan pengendalian inventori antara lain adalah identifikasi kebutuhan, evaluasi, dokumen pengadaan, evaluasi penawaran, dan koordinasi dengan pihak-pihak terkait yang salah satu diantaranya adalah supplier.
1. Mechanical and Electrical Parts
perencanaan penggunaan consumable parts dari setiap user, menyiapkan proposal
annual budget menyiapkan perencanaan pembelian, membuat stock analysis,
mengeluarkan dan memonitor RFP, RFE, dan RFAB, mengadakan monitoring untuk mechanical and electrical parts, mendukung sistem-sistem upload dan digital foto dan mengimplementasikan ISO dan SMK3
2. Local Fabrication, GPG, Lubricant
Bagian ini bertugas untuk menyiapkan perencanaan penggunaan local fabricant
yaitu material mekanik, GPG, dan lubricant, menyiapkan proposal annual budget,
menyiapkan rencana pembelian, mengumpulkan perencanaan penggunaan GPG dan lubricant dari user, membuat stock analysis, mengeluarkan dan memonitor RFP,RFE dan RFAB, mengurus hal-hal yang berkaitan dengan mechanical multisources, mengimplementasikan ISO dan SMK 3.
3. Cataloguing
Bagian cataloguing bertugas untuk melakukan pendaftaran (cataloguing) item ba ru yang dikontrol SWH, melakukan revisi terhadap hasil cataloguing yang dilakukan, mendokumentasikan seluruh katalog yang telah disetujui yang dikontrol oleh SWH, meninjau ulang dan melengkapi katalog dari seluruh barang yang terekap di SAP, mengidentifikasi item duplikat, menyatukan barang-barang duplikat, melakukan dokumetasi barang-barang dengan menggunakan kamera digital, dan menerapkan ISO dan SMK3.
4.3 Proses Kerja Seksi SWH
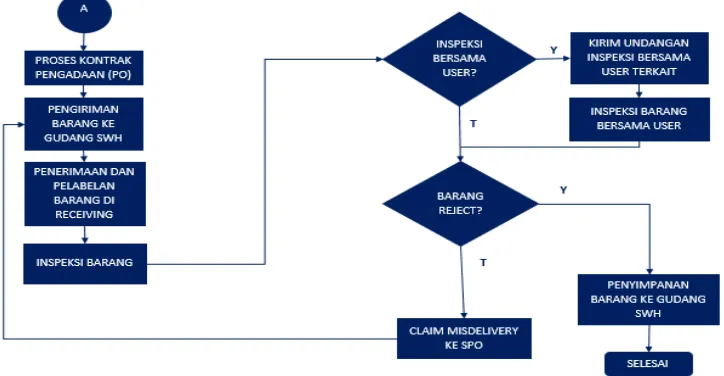
Secara garis besar, proses bisnis pergudangan di Seksi SWH dapat ditunjukkan pada flow chart di gambar 4.1 berikut ini :
Gambar 4. 1 Flow Chart Proses Bisnis Seksi SWH
Adapun kegian yang dilaksanakan dalam perencanaan dan pengendalian inventori antara lain adalah identifikasi kebutuhan, evaluasi, dokumen pengadaan, evaluasi penawaran, dan koordinasi dengan pihak-pihak terkait yang salah satu diantaranya adalah supplier. Berikut ini penjelasan setiap tahapan proses bisnis di seksi SWH: 1. User- SWH-SPO
User akan melakukan reservasi item spare part yang dibutuhkan melalui aplikasi SAP kemudian staff inventory control pada seksi SWH akan menganalisa kebutuhan dengan melihat perencanaan dalam jangka waktu, jumlah kebutuhan dalama sebuah MRP untuk selanjutnya dilakukan pencarian referensi harga untuk HPS (Harga Perkiraan Sendiri) setelah itu dilakukan approval PR (Purchase Requisition) dimana semua tahapan ini dapat dilakukan dalam 3 bulan (1 siklus). Setelah proses approval PR sampai penerbitan PR maka akan dilakukan proses tender oleh SPO (bagian pengadaan barang untuk kebutuhan operasional).
2. SWH-SPO
3. SWH-Vendor-SPO
Tahapan selanjutnya adalah pengiriman barang ke gudang SWH oleh pihak vendor. Jika barang sudah sampai di seksi SWH maka akan dilakukan proses receiving and inspection di gudang 1 (SWH 1). Pada proses ini barang akan diterima jika barang tersebut sesuai dengan nomor kontrak, jumlah dan vendor pengirim barang yang tertera pada surat DO (Delivery Order). Jika barang tersebut sudah diterima maka tahapan selanjutnya adalah inspection.
4. SWH-User
Proses inspeksi barang dilakukan jika SWH 1 meneriman Surat Perintah Inspeksi. Inspeksi ini dapat dilakukan oleh staff SWH1 ataupun juga dengan user dalam hal ini merupakan departemen lain yang membutuhkan barang tersebut. Inspeksi dengan user ini disebut dengan Joint Inspection, inspeksi seperti ini pada umumnya dilakukan jika terdapat material khusus yang perlu diperiksa sendiri oleh usernya. Inspeksi ini meliputi dimensi, spesifikasi, kekerasan, kuantitas, dan lain-lain. Barang-barang yang tidak memenuhi spesifikasi yang ditetapkan oleh user akan ditempatkan di bagian barang-barang outspect dimana barang-barang ini tidak akan diterima dan dikembalikan ke supplier. Proses pengembalian ini adalah dengan menyurati supplier bahwa barang yang diterima oleh pihak SWH tidak sesuai spesifikasi. Tetapi dalam beberapa kasus terdapat barang yang tidak sesuai spesifikasi akan diterima dan disimpan.
Kemudian staf bagian receiving and inspection akan mengantarkan barang dari SWH1 ke taking over penyimpanan barang di SWH2. Taking over di SWH 2 terdapat 2 yaitu untuk taking over barang issuing ke user dan juga taking over
barang storing. Setelah barang sampai di taking over maka staff group issuing and
storing akan menyimpan barang tersebut ke lokasi penyimpanan yang sesuai. 4.4 Tools Aplikasi SWH
4.4.1SAP Modul Material Management (MM)
Sistem utama yang digunakan untuk seluruh alur kerja di seksi SWH
4.4.2 Avantis
Sistem Avanatis merupakan sistem lama dimana databasenya masih digunakan sebagai referensi karena masih terdapat database yang belum dipindahkan dari sistem Avantis ke SAP. Berikut ini adalah gambaran dari sistem Avantis.
Gambar 4. 3 Tampilan Utama Avantis
4.5 LEAN System
Konsep lean merupakan metodologi pengukuran kualitas dan peningkatan produktivitas yang diperkenalkan oleh sistem produksi Toyota yang didasarkan pada konsep penghapusan limbah dalam proses yang akan mengakibatkan kenaikan produktivitas dan perbaikan kecepatan dan aliran dalam value stream.
Lean memgidentifikasi berbagai jenis limbah dengan menggunakan terminology Jepang dari Toyota Ptoduction System yaitu muda (buang buang waktu dan bahan), mura (ketidakmerataan atau variasi), dan muri (membebani pekerja atau sistem).
Dalam hal penerapan konsep LEAN PT Indonesia Asahan Aluminium (Persero) menggunakan tool 5S (Seiri, Seiton, Seiso, Seiketsu, Shitsuke). Tools 5S merupakan istilah Jepang untuk menggambarkan secara sistematik praktek
housekeeping yang baik. Penerapan 5S adalah untuk meningkatkan produktivitas dan efisisensi dan untuk mengidentifikasi waste dan mencari peningkatan berkelanjutan.
Penerapan komponen-komponen 5S pada proses bisnis seksi SWH adalah sebagai berikut:
1. Seiri (Ringkas)
Seiri merupakan langkah awal implementasi 5S, yaitu pemilihan barang dimana barang berguna disimpan sedangkan barang yang tidak berguna dibuang.
kondisi rusak dan harus dilakukan tindakan berupa pemusnahan barang, return off, ataupun disposal.
2. Seiton (Rapi)
Seiton merupakan langkah kedua setelah pemilahan yaitu penataan barang yang berguna agar mudah dicari, aman serta diberi indikasi.
Pada seksi SWH terdapat kegiatan Storing and Issuing. Hal pertama yang dilakukan dalam storing atau penyimpanan barang ke gudang adalah taking over, yakni sebelum barang tersebut disimpan di warehouse terlebih dahulu dilakukan pengecekan kuantitas barang yang akan masuk berdasarkan receiving slip dari bagian Receiving and Inspection. Lokasi penyimpanan dilakukan berdasarkan kode penyimpanan barang. Masing-masing gudang memiliki standar penulisan kode tersendiri. Terdapat beberapa aturan penulisan kode penyimpanan barang di masing-masing warehouse dimana seluruh kegiataan ini dilakukan melalui sistem ERP SAP.
3. Seiso (Resik)
Seiso merupakan langkah pembersihan barang yang telah ditata dengan rapih agar tidak kotor, termasuk tempat kerja, lingkungan serta peralatan/mesin.
Pada seksi SWH job description dari bagian inspeksi fisik antara lain dengan menjadi kordinator inspeksi fisik, melakukan inspeksi fisik, mengembangkan laporan mengenai inspeksi fisik, menangani adanya disposal goods,
mengkoordinasi physical inspection untuk barang-barang yang masuk, merawat dan mengontrol barang-barang digudang , membersihkan werehouse dan menerapkan ISO dan SMK3 dibagian physical inspection.
Selain itu, setiap hari kamis seluruh karyawan seksi SWH melakukan kebersihan gudang secara keseluruhan dan juga pada hari selasa melakukan kebersihan pada area Gudang 2.
4. Seiketsu (Rawat)
Seiketsu merupakan penjagaan lingkungan kerja yang sudah rapi dan bersih menjadi suatu standar kerja.
Manajemen System (QMS), Environment Management System (EMS),
International Ship & Port Facility Security (ISPS) Code dan sertifikat lainnya. Standar kerja ini diterapkan pada semua seksi termasuk seksi SWH.
5. Shitsuke (Rajin)
Shitsuke adalah langkah terakhir, yaitu penyadaran diri akan etika kerja yaitu dengan disiplin terhadap standar, saling menghormati, malu melakukan pelanggaran, dan senang melakukan kebaikan.
Pada PT Indonesia Asahan Aluminium (Persero) secara keseluruhan dan seksi SWH secara khusus setiap orang baik karyawan, visitor,supplier, mahasiswa magang yang masuk kedalam area pabrik harus tunduk dan patuh terhadap segala peraturan yang telah ditetapkan. Salah satu hal yang paling mencolok dari etika kerja di INALUM adalah disiplin terhadap waktu, dimana semua kegiatan sudah terstruktur dan diikuti sesuai waktu yang ditetapkan.
4.6 Corporate Social Responsibility (CSR)
Perseroan memiliki komitmen kuat dalam mewujudkan pembangunan sosial dan lingkungan yang berkelanjutan. Hal itu secara eksplisit ditegaskan dalam Visi Perseroan yaitu menjadi Perusahaan Global Terkemuka Berbasis Aluminium Terpadu Ramah Lingkungan. Komitmen tersebut juga ditegaskan dalam salah satu Misi Perseroan yaitu” Berpatisipasi dalam memberdayakan masyarakat dan lingkungan sekitar melalui program Corporate Social Responsibility (CSR) dan program Kemitraan dan Bina Lingkungan (PKBL) yang tepat sasaran”.
1. Bidang Pendidikan
Sebagai bentuk tanggung jawab sosial di bidang Pendidikan, PT Indonesia Asahan Aluminium (Persero) melakukan perbaikan gedung sekolah, bantuan alat pendukung belajar, mobiler, dan membangun 1 unit SMA yang bernama SMA Mitra. Training di Perusahaan PT Indonesia Asahan Aluminium (Persero).
2. Bidang Pemberdayaan Masyarakat