PERHITUNGAN NILAI OVERALLEQUIPMENT
EFFECTIVENESS (OEE) DAN FAILURE MODE AND EFFECT ANALYSIS (FMEA) DI PT. PERKEBUNAN NUSANTARA II
PABRIK GULA KWALA MADU
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
M. AZHAR NAZLI 1 0 0 4 0 3 1 19
D E P A R T E M E N T E K N I K I N D U S T R I F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA MEDAN
2016
PERHITUNGAN NILAI OVERALL EQUIPMENT
EFFECTIVENESS (OEE) DAN FAILURE MODE AND EFFECT ANALYSIS (FMEA) DI PT. PERKEBUNAN NUSANTARA II
PABRIK GULA KWALA MADU
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh M. AZHAR NAZLI
Disetujui Oleh :
Pembimbing I Pembimbing II
(Ir. Dini Wahyuni, MT) (Erwin Sitorus,ST, MT)
D E P A R T E M E N T E K N I K I N D U S T R I F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA MEDAN
2016
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Allah SWT yang telah memberikan rahmat dan karunia-Nya kepada penulis sehingga penulis dapat menyelesaikan tugas sarjana ini.
Tugas sarjana ini merupakan salah satu syarat untuk mendapatkan gelar sarjana teknik di Departemen Teknik Industri, khususnya program studi Reguler Strata Satu, Fakultas Teknik, Universitas Sumatera Utara. Judul untuk tugas sarjana ini adalah “Pengukuran Nilai Overall Equipment Effectiveness (OEE) dan Failure Mode and Effect Analyisis (FMEA) sebagai dasar optimalisasi Sistem Manufaktur di PT.Perkebunan Nusantara II Pabrik Gula Kwala Madu”.
Penulis menyadari masih banyak kekurangan dalam penulisan tugas sarjana ini. Oleh karena itu, penulis mengharapkan saran dan masukan yang bersifat membangun demi kesempurnaan laporan tugas sarjana ini. Semoga tugas sarjana ini dapat bermanfaat bagi penulis, perpustakaan Universitas Sumatera Utara, dan pembaca lainnya.
Medan, Oktober 2016 Penulis,
(M. Azhar Nazli)
ABSTRAK
Efektifitas mesin-mesin produksi merupakan salah satu faktor utama dalam rangka memenuhi target produksi perusahaan. Mesin dan peralatan produksi adalah elemen dan unsur yang sangat penting untuk mendukung kelancaran produksi sebuah perusahaan. Pemeliharaan adalah segala kegiatan untuk menjaga sistem peralatan agar bekerja dengan baik. Proses produksi sangat ditentukan oleh kondisi peralatan produksi untuk melakukan fungsinya.
Kerusakan salah satu mesin pada stasiunproduksi dapat menyebabkan terhentinya proses produksi dan hasilnya dibawah kapasitas produksi, sehingga proses pemeliharaan memegang peranan yang sangat penting dalam menunjang ketersediaan mesin-mesin produksi.
Penelitian dilakukan di PT.Perkebunan Nusantara II Pabrik Gula Kwala Madu untuk menghitung nilai efektivitas mesin cane cutter. Nilai efektivitas mesin dapat dihitung dengan menggunakan metode Overall Equipment Effectiveness(OEE). Perhitungan efektivitas mesin dilakukan berdasarkan data proses produksi pada bulan Februari hingga bulan Juli 2015. Hasil perhitungan metode Overall Equipment Effectiveness menunjukkan bahwa nilai efektivitas mesin dari bulan Ferbruari hingga Juli 2015 memiliki rata-rata 43%. Nilai OEE 43% berarti mesin memiliki nilai OEE yang rendah, menyebabkan proses produksi tidak berjalan dengan baik dan harus dilakukan tindakan perbaikan secepat mungkin.
Kata Kunci : Overall Equipment Effectivenes, Failure Mode And Effect Analysis, Sixbig Losses.
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI ... viii
DAFTAR GAMBAR ... xiv
DAFTAR TABEL ... xv
DAFTAR LAMPIRAN ... xvii
ABSTRAK ... xviii
I PENDAHULUAN ... .... I-1 1.1 Latar Belakang Masalah ... I-1 1.2 Rumusan Masalah ... I-3 1.3 Tujuan Penelitian... I-3 1.4 Manfaat Penelitian... I-4 1.5 Batasan Masalah dan Asumsi ... I-4
DAFTAR ISI (Lanjutan)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan PT. Perkebunan Nusantara II Pabrik Gula
Kwala Madu ... II-1 2.2. Ruang Lingkup Bidang Usaha ... II-2 2.3. Lokasi Perusahaan ... II-3 2.4. Daerah Pemasaran ... II-3 2.5. Organisasi dan Manajemen ... II-4 2.5.1. Struktur Organisasi ... II-4 2.5.2. Pembagian Tugas dan Tanggung Jawab ... II-7 2.5.3. Jumlah Tenaga Kerja dan Jam Kerja ... II-8 2.6. Proses Produksi ... II-9 2.6.1. Bahan Yang Digunakan ... II-9 2.6.1.1. Bahan Baku ... II-9 2.6.1.2. Bahan Tambahan ... II-9 2.6.1.3. Bahan Penolong ... II-11 2.6.2. Uraian Proses Produksi ... II-12 2.7. Mesin dan Peralatan ... II-25 2.7.1. Mesin Produksi ... II-25 2.7.2. Peralatan ... II-26 2.8. Utilitas ... II-32
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.9. Savety and Fire Protection ... II-35 2.10. Limbah ... II-36
III LANDASAN TEORI ... III-1 3.1 Perawatan ... III-1 3.2 Tujuan Perawatan ... III-1 3.2.1 Pengklasifikasian Perawatan ... III-2 3.3 Total Productive Maintenance ... III-4 3.4. Overall Equipment Effectiveness (OEE) ... III-4 3.5. Analisis Six Big Losses ... III-8 3.5.1 Equipment Failure ... III-9 3.5.2. Set-up and Adjustment ... III-9 3.5.3. Idling and Minor Stoppages ... III-10 3.5.4. Reduced Speed Loses ... III-10 3.5.5. Processed Defect Loses ... III-11 3.5.6. Reduced Yield Loses ... III-11 3.6. Failure Mode and Effects Analysis (FMEA) ... III-12 3.7. Fungsi Distribusi Statistik ... III-15
3.7.1 Fungsi Distribusi Normal ... III-15 3.7.2. Fungsi Distribusi Gamma ... III-16
3.7.3 Fungsi Distribusi Eksoponensial ... III-17
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.7.4. Fungsi Distribusi Weibull ... III-18 3.8. Pengujian Kecocokan Distribusi Waktu Antar Kerusakan ... III-19
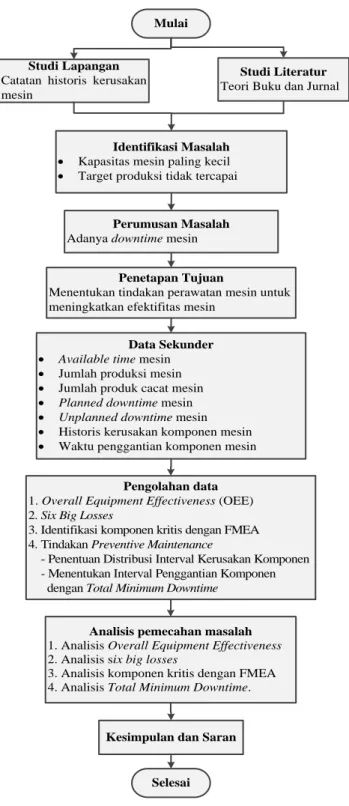
IV METODOLOGI PENELITIAN ... IV-1 4.1 Tempat dan waktu penelitian ... IV-1 4.2 Jenis Penelitian ... IV-1 4.3 Objek Penelitian ... IV-1 4.4 Variabel Penelitian ... IV-1 4.5 Kerangka Konseptual Penelitian ... IV-2 4.6 Blok Diagram Prosedur Penelitian ... IV-3 4.7 Pengumpulan Data ... IV-4 4.7.1. Sumber Data ... IV-4 4.7.2. Metode Pengumpulan Data ... IV-4 4.7.3. Instrumen Penelitian ... IV-5 4.8 Metode Pengolahan Data ... IV-5 4.9. Analisis Pemecahan Masalah ... IV-6
DAFTAR ISI (Lanjutan)
BAB HALAMAN
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1 Pengumpulan Data ... V-1
5.1.1 Data Operator Mesin ... V-1 5.1.2. Data Available Time ... V-1 5.1.3. Data Downtime ... V-2 5.1.4. Data Produksi ... V-3 5.2. Pengolahan Data ... V-3 5.2.1 Pengukuran Nilai Overall Equipment Effectiveness ... V-3 5.2.1.1. Perhitungan AvailabilityTime ... V-4 5.2.1.2. Perhitungan Performance Efficiency ... V-5 5.2.1.3. Perhitungan Rate of Quality Product ... V-6 5.2.1.4. Perhitungan Overall Equipment Effevtiveness ... V-7 5.2.2. Perhitungan Six Big Loses ... V-8 5.2.2.1. Downtime Loses ... V-8 5.2.2.2. Speed Loses ... V-10 5.2.2.3. Defect Loses ... V-12 5.2.2.4. Identifikasi Six Big Losses ... V-16 5.2.3. Identifikasi Komponen Kritis dengan FMEA ... V-17 5.2.3.1. Rekomendasi Perbaikan ... V-20
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.4. Rekomendasi Tindakan Perawatan dengan Preventive Maintenance ... V-20 5.2.4.1. Penentuan Pola Distribusi Interval Kerusakan .... V-21 5.2.4.2. Perhitungan Total Minimum Downtime ... V-22 5.2.4.3. Rekomendasi Perbaikan Optimum Komponen ... V-24 5.2.5. Perhitungan Peningkatan Efektifitas Mesin Cane Cutter.. V-28
VI ANALISA PEMECAHAN MASALAH ... VI-1 6.1 Analisa ... VI-1
6.1.1 Analisa Perhitungan Availability ... VI-1 6.1.2. Analisa Perhitungan Performance Efficiency ... VI-2 6.1.3. Analisa Perhitungan Rate of Quality Product ... VI-2 6.1.4. Analisa Perhitungan Overall Equipment Effectiveness (OEE)
VI-3
6.1.5. Analisa Perhitungan Equipment failure. ... VI-4 6.1.6. Analisa Perhitungan Set-up and Adjustment. ... VI-5 6.1.7. Analisa Perhitungan Idling and Minor Stoppages. ... VI-6 6.1.8. Analisa Perhitungan Reduced Speed ... VI-7 6.1.9. Proses Defect ... VI-7 6.1.10. Analisa Reduce Yield ... VI-8
DAFTAR ISI (Lanjutan)
BAB HALAMAN
6.1.11. Analisa Six Big Loses ... VI-8 6.1.12. Analisa Metode Mode Failure Mode and Effect Analysis .
VI-9
6.1.13. Analisa Preventive Maintenance ... VI-10
VII KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan... VII-1 7.2. Saran ... VII-1
DAFTAR PUSTAKA LAMPIRAN
DAFTAR GAMBAR
GAMBAR
HALAMAN
2.1 Vicinity Map Pabrik Gula KwalaMadu ... II-1 2.2 Diagram Pendistribusian Gula di PT. Perkebunan Nusantara
II Kwala Madu ... II-4 2.3 Struktur Organisasi Perusahaan ... II-6 3.1 Skema Overall Equipment Effectiveness ... III-5 4.1 Kerangka Berpikir Penelitian ... IV-2 4.2 Blok Diagram Prosedur Penelitian... IV-3 5.1 Histogram Six Big Losses Aktual Mesin Cane Cutter ... V-16 6.1 Grafik Nilai Availability Mesin Cane Cutter Pada Bulan
Februari 2015 – Juli 2015 ... VI-1 6.2. Grafik Nilai Performance Efficiency Mesin Cane Cutter
Pada Bulan Februari 2015 – Juli 2015 ... VI-2 6.3. Grafik Nilai Rate of Quality Mesin Cane Cutter Pada Bulan
Februari 2015 – Juli 2015 ... VI-3 6.4 Grafik Nilai Overall Equipment Effectiveness Mesin Cane
Cutter Pada Bulan Februari 2015 – Juli 2015 ... VI-4 6.5. Grafik Nilai Equipment FailureMesin Cane Cutter Pada Bulan
Februari 015 – Juli 2015 ... VI-5 6.6. Grafik Nilai Setup and Adjustment Mesin Cane Cutter Pada Bulan
Februari 2015 – Juli 2015 ... VI-6 6.7. Grafik Nilai Idling and Minor Stoppages Mesin Cane Cutter Pada
Bulan Februari 2015 – Juli 2015 ... VI-6 6.8. Grafik Nilai Reduce Speed Mesin Cane Cutter Pada Bulan Februari
2015 – Juli 2015. ... VI-7 6.9. Grafik Nilai Process Defect Mesin Cane Cutter Pada Bulan Februari
2015 – Juli 2015 ... VI-8
DAFTAR TABEL
TABEL
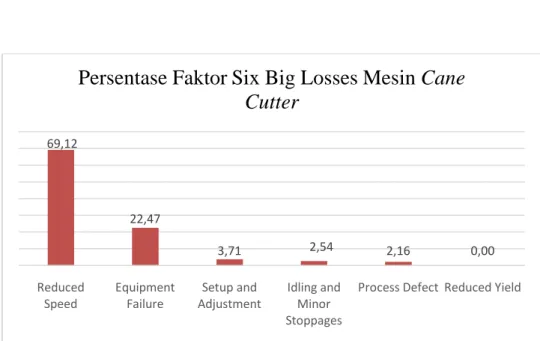
HALAMAN1.1 Waktu Kerusakan Komponen pada Mesin Cane Cutter ... I-2 2.1 Susunan TenagaKerjapada Pabrik Gula KwalaMadu ... II-7 3.1 Pembagian Six Big Losses ... III-9 3.2 Tingkatan Severity ... III-13 3.3 Tingkatan Occurence ... III-14 3.4 Tingkatan Detection ... III-14 5.1 Data Operator Mesin CaneCutter. ... V-1 5.2 Data Availability Time ... V-1 5.3 Data Unplanned Downtime Mesin Cane Cutter ... V-2 5.4. Data Planned Down Time Mesin Cane Cutter ... V-2 5.5 Data Pencacahan pada Mesin CaneCutter ... V-3 5.6 Availability Mesin Cane Cutter ... V-5 5.7 Performance Efficiency Mesin Cane Cutter ... V-6 5.8 Rate of Quality Product Mesin Cane Cutter... V-7 5.9 OEE Mesin Cane Cutter ... V-7 5.10 Equipment Failure Loss Mesin Cane Cutter ... V-9 5.11 Set up and Adjustment LossMesin Cane Cutter ... V-10 5.12. Idling And Minor Stoppages Mesin Cane Cutter ... V-11 5.13. Reduced SpeedLoss Mesin Cane Cutter ... V-12 5.14. Processed Defect Losses Mesin Cane Cutter ... V-13 5.15 Reduced Yield Loss Mesin Cane Cutter... V-14 5.16 Rekapitulasi Perhitungan Faktor Six Big Losses Mesin
Cane
Cutter ... V-15 5.17 Persentase Total Time Loss Faktor Six Big Losses ... V-16 5.18 Hasil FMEA Komponen Mesin Cane Cutter... V-19 5.19 Interval Kerusakan Komponen Mesin cane cutter ... V-21
DAFTAR TABEL (Lanjutan)
TABEL
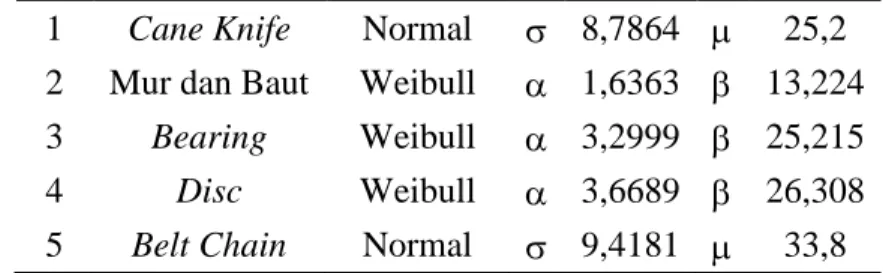
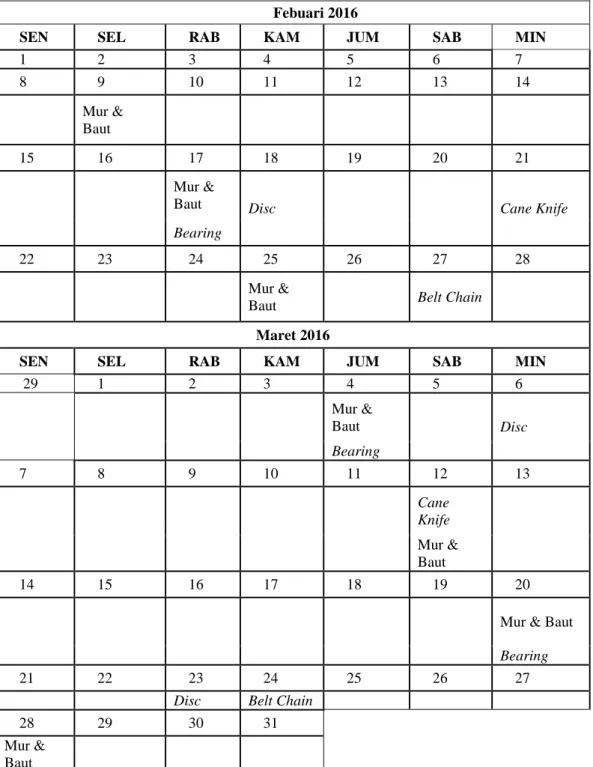
HALAMAN5.20 Rekapitulasi Uji Distribusi dan Parameter ... V-22 5.21 Waktu Penggantian Komponen Mesin ... V-22 5.22 Interval Penggantian Komponen dan Total Minimum Downtime V-24 5.23 Perbaikan Optimum Mesin Cane Cutter Bulan Februari 2016 –
Juli 2016 ... V-25 5.24 Nilai Availability Berdasarkan Total Minimum Downtime ... V-26 6.1 Peningkatan Efektivitas Mesin Cane Cutter ... VI-11
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Uraian Tugas dan Tanggung Jawab Jabatan di PT. Perkebunan
Nusantara II Pabrik Gula Kwala Maud ... L.1 2. Form Tugas Akhir ... L.2 3. Surat Penjajakan ... L.3 4. Surat Balasan Perusahaan ... L.4 5. Surat Keputusan Tugas Akhir... L.5 6. Lembar Asistensi Dosen ... L.6
BAB I
PENDAHULUAN
1.1. Latar BelakangMasalah
Era globalisasi membawa perubahan besar pada berbagai aspek kehidupan, khususnya pada kehidupan berbisnis. Dengan semakin terbukanya pasar global maka pengusaha dituntut untuk melakukan pembenahan terhadap kinerjanya dalam rangka memenuhi kualitas produk yang dikehendaki pasar.
Efektifitas mesin-mesin produksi merupakan salah satu faktor utama dalam rangka memenuhi target produksi perusahaan. Mesin dan peralatan produksi adalah elemen danunsur yang sangat penting untuk mendukung kelancaran produksi sebuah perusahaan. Pemeliharaan adalah segala kegiatan untuk menjaga sistem peralatan agar bekerja dengan baik.Proses produksi sangat ditentukan oleh kondisi peralatan produksi untuk melakukan fungsinya.
Kerusakan salah satu mesin pada stasiunproduksi dapat menyebabkan terhentinya proses produksi dan hasilnya dibawah kapasitas produksi, sehinggaproses pemeliharaan memegang peranan yang sangat penting dalam menunjang ketersediaan mesin-mesin produksi.
Pabrik PT.Perkebunan Nusantara II Kwala Madu memiliki bagian pemeliharaan yang bertujuan untuk memelihara dan memperbaiki mesin dan peralatan dengan menerapkan sistem pemeliharaanscheduled maintenance untuk mendukung kelancaran proses produksinya. Namun pada kenyataannya, proses produksi sering terhambat.Permasalahan yang dijumpai padaPT.Perkebunan
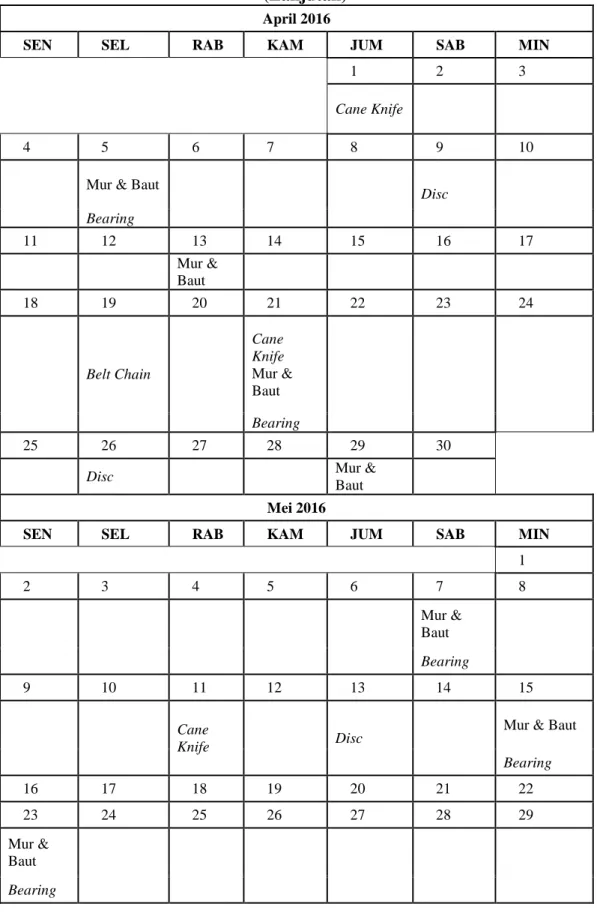
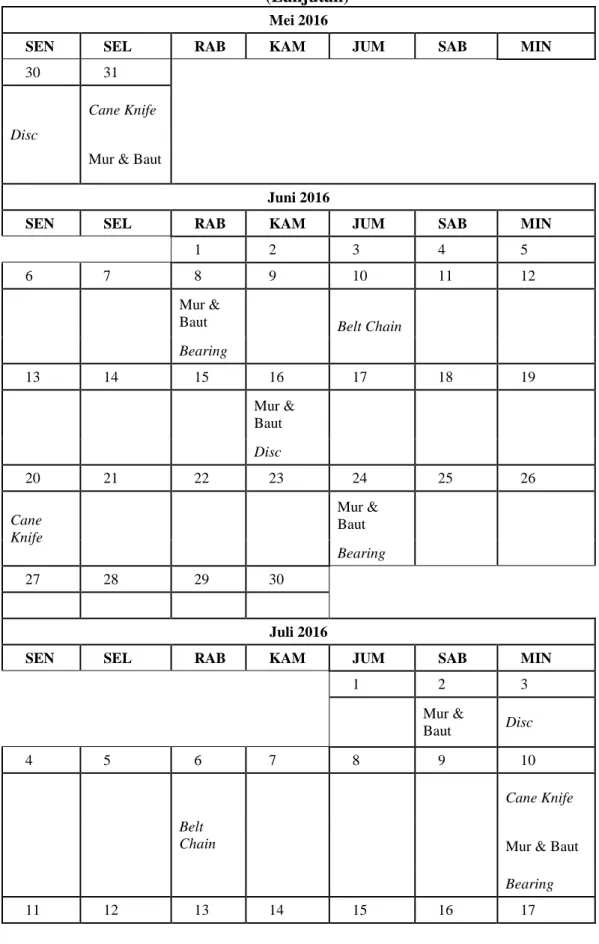
Nusantara II Kwala Maduadalah seringnya mesincane cutterberhenti beroperasi karena adanya breakdowndan harus dilakukan kegiatan perbaikandengan mencari dan memperbaiki komponen yang rusak atau menggantinya dengan komponen yang baru.Mesin cane cutterjuga membutuhkan waktu setupyang lebihlama karena adanya perbaikan. Adapun data kerusakan komponen pada Tahun 2015 dapat dilihat pada Tabel 1.1.
Tabel. 1.1. Waktu Kerusakan Komponen pada Mesin Cane Cutter
No
Jenis Kerusakan / Komponen
Cane Knife Mur dan Baut Bearing Disc Belt Chain 1 20 Februari 08 Februari 17 Februari 17 Februari 03 Februari 2 17 Maret 18 Februari 16 Maret 07 Maret 13 Maret 3 17 April 25 Februari 14 April 10 Mei 20 April
4 22 Mei 15 Maret 11 Mei 10 Juni 13 Mei
5 14 Juni 19 Maret 30 Mei 02 Juli 27 Juni 6 26 Juni 14 April 16 Juni 26 Juli 22 Juli
7 23 April
8 28 April
9 13 Mei
10 30 Mei
11 09 Juni
12 14 Juni
13 29 Juli
Penelitian Dinda Hesti Triwardani (2013) pada perusahan penghasil filter rokok di Surabaya menggunakan metode OEE dan FMEA, menunjukkan bahwa rata-rata tingkat efektifitas mesin Dual Filters DD07 selama masa penelitian adalah sebesar 26.22%, dengan rata-rata nilai availability 69.88%, performance 45.37% dan quality 89.06%. Sedangkan, losses yang signifikan mempengaruhi nilai efektifitas adalah idling and minor stoppageslosses dan reduced speed
losses. Dari penggunaan FMEA diketahui bahwa penyebab kegagalan sesuai urutan prioritas adalah settingan belt tiap operator berbeda, pengaturan timex tidak sesuai dan pisau hopper tumpul.
Dalam penelitian ini akan digunakan metode Overall Equipment Effectiveness (OEE) dan Failure Mode and Effects Analysis (FMEA) untuk mengukur efektifitas mesin canecutter dan mengidentifikasi komponen kritis agar dapat diperoleh jadwal perawatan yang dapat menimalkan downtime mesin.
1.2. Rumusan Masalah
Rumusan permasalahan dalam penelitian ini adalah seringnya mesin canecuttermengalami kerusakan sehingga menyebabkan kegiatan produksi terganggu sehingga dapat mengakibatkan target produksi tidak tercapai.
1.3.Tujuan Penelitian
Tujuan umum dari penelitian ini adalah meningkatkan efektifitas mesin agar target produksi dapat tercapai. Tujuan khusus dari penelitian ini adalah:
1. Menentukan efektivitas mesin cane cutter.
2. Menganalisa rendahnya efektivitas mesin cane cutter.
3. Menganalisa faktor yang mempengaruhi efektivitas mesin cane cutter.
4. Menyusun upaya peningkatan efektivitas mesin cane cutter.
1.4. Manfaat Penelitian
Manfaat yang diperoleh dalam penelitian ini adalah sebagai berikut:
1. Mahasiswa mampu menguasai metode peningkatanefektifitas mesin produksi berdasarkan OEE, mengaplikasikannya dan memberikan masukan kepada perusahaan.
2. Sebagai masukan bagi pihak perusahaan dalam memperbaiki efektifitas mesin produksi berdasarkan nilai OEE sehingga dapat mencapai target produksi.
3. Dapat mempererat kerja sama antara perusahaan dengan Fakultas Teknik, Departemen Teknik Industri, Universitas Sumatera Utara dan agar Departemen Teknik Industri dapat lebih dikenal secara luas sebagai forum disiplin ilmu terapan yang sangat bermanfaat bagi perusahaan.
1.5. Batasan Masalah dan Asumsi
Adapun batasan yang digunakan dalam penelitian ini adalah:
1. Data yang diambil adalah dari bulan Februari - Juli2015.
2. Penelitian hanya dilakukan pada mesin cane cutter.
3. Penelitian ini tidak memperhatikan faktor biaya produksi ataupun biaya maintenance mesincane cutter.
Asumsiyang digunakan dalam penelitian ini adalah:
1. Tidak terjadi perubahan sistem produksi selama penelitian ini dilakukan.
2. Tidak terjadi perubahan kebijakan manajemen perawatan selama penelitian berlangsung.
3. Setiap karyawan mengetahui bidang pekerjaannya dengan baik.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah PerusahaanPT. Perkebunan Nusantara II Pabrik Gula KwalaMadu
Pabrik Gula Kwala Madu merupakan Pabrik Gula ke-2 di Sumatera Utara sesudah Pabrik Gula Sei Semayang. Pabrik Gula Kwala Madu terletak di desa Kwala Begumit, kecamatan Stabat, Kabupaten Langkat kira-kira 36 Km dari kota Medan. VicinitymapPabrik Gula Kwala Madu dapat dilihat pada Gambar 2.1.
Pembangunan Pabrik Gula Kwala Madu dilakukan dengan cara tender internasional oleh pemerintah Indonesia yang diselenggarakan oleh Proyek Pembangunan Industri Gula pada tahun 1981, dimana hasilnya dimenangkan oleh Hitachi Ship Building & Engineering Co.I.td (Hitachi Zosen).
Gambar 2.1 VicinitymapPabrik Gula KwalaMadu
Sesuai kontrak Pemerintah RI dengan Hitachi Zosen untuk pengembangan dan pendirian Pabrik Gula Kwala Madu yang ditanda tangani pada tanggal 23 November 1981 dan mulai berlaku tanggal 6 Februari 1982, pabrik harus diselesaikan dalam waktu 24 bulan yaitu tanggal 6 Februari 1984 ditambah
keterlambatan yang diterima selama 14 hari. Ternyata Pabrik Gula Kwala Madu dapat diselesaikan (dalam arti dapat beroperasi) 1 bulan lebih maju dari ketentuan kontrak yaitu tanggal 20 januari 1984.
Pabrik Gula KwalaMaduberoperasiselama 24 jam sehari dengan masagilingan selama ±6 bulan yang dibagimenjadi 3 shiftkerja, dimana 1 shiftadalah 8 jam. Pabrik Gula KwalaMaduberoperasidengankapasitasproduksi 4000 ton tebusehari (4000 TCD).
Pabrik Gula Kwala Madu merupakan industri besar yang telah beroperasi selama 30 Tahun. Hal ini menunjukkan bahwa Pabrik Gula Kwala Madu ini sudah lama beroperasi dalam hal memenuhi salah satu dari 9 kebutuhan pokok masyarakat, yaitu produk gula.
2.2. Ruang Lingkup Bidang Usaha
Pabrik Gula KwalaMadumerupakan industri manufaktur yang memproduksi gula. Bahan bakuutamadariproduktersebutadalahtebu, yang diperoleh dari perkebunan di sekitar lokasi pabrik. Sedangkan bahan tambahan untuk pembuatan gula adalah air, susu kapur, gas belerang, flocculant, Talofloc,Talofloatedana asam phospat.
SK Menteri Pertanian No.59/KPTS/EKKU/10/1997 mengelompokkan Pabrik Gula berdasarkan kapasitas, yaitu:
1. Golongan A untuk pabrik dengan kapasitas 800 - 1200 ton/hari.
2. Golongan B untuk pabrik dengan kapasitas 1200 - 1800 ton/hari.
3. Golongan C untuk pabrik dengan kapasitas 1800 - 2700 ton/hari.
4. Golongan D untuk pabrik dengan kapasitas 2700 - 4000 ton/hari.
Berdasarkan pengelompokan perusahaan gula negara, Pabrik Gula Kwala Madu dikategorikan kelompok D, dikarenakan Pabrik Gula ini berkapasitas 4000 ton/ hari. Hal ini menunjukkan bahwa Pabrik Gula Kwala Madu ini merupakan Pabrik Gula yang memiliki kapasitas tertinggi dalam perusahaan gula negara.
Selain Pabrik Gula Kwala Madu, PTPN II juga mempunyai Pabrik Gula yang lain yaitu Pabrik Gula Sei Semayang dengan kapasitas 4000 ton/hari.
2.3. Lokasi Perusahaan
Lokasi Pabrik Gula Kwala Madu berada di Desa Kwala Begumit, Kecamatan Stabat, Kabupaten Langkat, kira-kira 36 km dari Kota Medan.
2.4. Daerah Pemasaran
PT. Perkebunan Nusantara II Pabrik Gula KwalaMadumemiliki sistem
pemasaran yang dimulaidari proses pemesanan.
Pesananiniditerimaolehpihakperusahaanmelaluibagianpemasaranberdasarkansiste m tender, dimanaselanjutnyabagianpemasaranakanmemberitahukan pesanan tersebutkepabrik untuk diproses. Setelahpemesanan selesai diproses, makakonsumen akan mengambil langsung ke Pabrik Gula KwalaMadu.
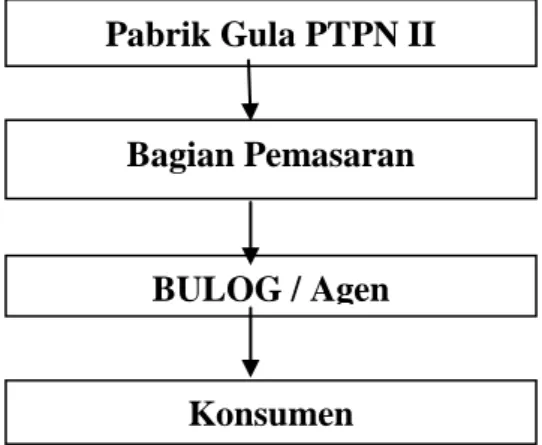
Pendistribusian pada Pabrik Gula PTPN II sampai ke tangan konsumen dapat dilihat seperti pada Gambar 2.2.
Gambar 2.2 Diagram Pendistribusian gula di PT. Perkebunan Nusantara II Kwala Madu
Pemasaran gula ke konsumen melalui Bulog kurang memberikan keuntungan dan bahkan memberikan kerugian bagi perusahaan dikarenakan harga jual yang ditentukan Bulog tidak dapat memenuhi biaya produksi gula.
2.5. OrganisasidanManajemen 2.5.1. Struktur Organisasi Perusahaan
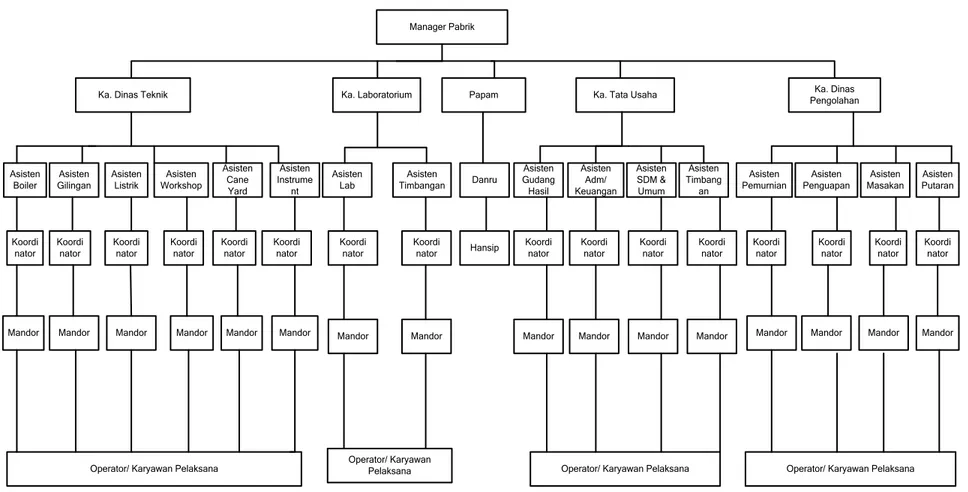
Untuk mencapai tujuan dan sasaran maka struktur organisasi yang digunakan oleh PT. Perkebunan Nusantara II Kwala Madu adalah struktur organiasasi fungsional seperti pada Gambar 2.3. Struktur organisasi fungsional adalah suatu organisasi dimana wewenang dari pimpinan tertinggi dilimpahkan kepada kepala bagian yang mempunyai jabatan fungsional untuk dikerjakan kepada para pelaksana yang mempunyai keahlian khusus.Struktur organisasi fungsional ditemukan karena tugas – tugas aktivitas diatur menurut fungsi-fungsi tertentu dan karyawan dapat berurusan ke bagian lain sesuai dengan tugas/fungsi yang dikerjakan.Struktur Organisasi PKGM dapat dilihat pada Gambar 2.3.
Pabrik Gula PTPN II
Bagian Pemasaran
BULOG / Agen
Konsumen
Manager Pabrik
Ka. Dinas Pengolahan
Ka. Dinas Teknik Ka. Laboratorium Papam Ka. Tata Usaha
Asisten
Boiler Asisten
Timbangan Asisten
Lab Asisten
Cane Yard Asisten Workshop Asisten
Listrik Asisten
Gilingan Asisten
Pemurnian Asisten
SDM &
Umum Asisten
Adm/
Keuangan
Danru Asisten
Putaran Asisten
Gudang Hasil
Asisten Masakan Asisten
Penguapan
Koordi
nator Koordi
nator Koordi
nator Koordi
nator Koordi
nator Koordi
nator Koordi
nator Koordi
nator Koordi
nator Koordi
nator
Hansip Koordi
nator Koordi
nator Koordi
nator Koordi
nator
Mandor Mandor Mandor Mandor Mandor Mandor Mandor Mandor Mandor Mandor Mandor Mandor Mandor Mandor
Operator/ Karyawan Pelaksana Operator/ Karyawan
Pelaksana Operator/ Karyawan Pelaksana Operator/ Karyawan Pelaksana
Asisten Instrume
nt
Koordi nator
Mandor
Asisten Timbang
an
Koordi nator
Mandor
Gambar 2.3. Struktur Organisasi Perusahaan
Susunan tenaga kerja Pabrik Gula Kwala Madu dapat dilihat pada Tabel 2.1.
Tabel 2.1 Susunan TenagaKerjapada Pabrik Gula KwalaMadu
No. Uraian Karyawan
Pimpinan
Karyawan Pelaksana
Karyawan
Tidak Tetap Jumlah 1.
Kantor Manager a. Manager
b. TUK/Umum/G. Material c. Gudang Hasil
1 - 1
- 22
6
- 8 41
1 30 48
2.
Dinas Teknik
a. Kantor Dinas teknik b. Boiler
c. Mill
d. Power House/Listrik e. Instrument
f. Work Shop g. Cane Yard h. Keamanan
1 1 1 1 - 1 - -
5 18 16 19 8 14 20 14
2 6 6 8 - 8 - -
8 25 23 28 8 23 20 14
3.
Dinas Pengolahan a. Kantor Dinas b. Pelumasan c. Pemurnian d. Penguapan e. Masakan f. Putaran g. Pengarungan
1 1 1 1 1 - 5
5 10 14 12 12 2 7
- 8 8 9 11 18 11
6 19 23 22 24 20 23
4.
Laboratorium a. Lab. Pabrik b. Weater Treatment c. Instalasi Limbah d. Timbangan
1 - - -
12 3 3 8
15 3 3 6
28 6 6 14
Jumlah 15 230 171 416
Sumber: Data Perusahaan
2.5.2. Pembagian Tugas & Tanggung Jawab
Tugas dan tanggung jawab dari masing-masing bagian dapat dilihat pada Lampiran 1.
2.5.3. Jumlah Tenaga Kerja & Jam Kerja
Jumlah tenaga kerja yang ada di PT.Perkebunan Nusantara II Pabrik Gula Kwala madu terdiri dari:
1. Staf Pimpinan, berjumlah = 15 orang 2. Karyawan Pelaksana, berjumlah = 230 orang 3. Karyawan tidak tetap, berjumlah = 171 orang
Jumlah keseluruhan = 416 orang
Supaya Perusahaan berjalan lancar dalam melakukan tugas untuk mencapai tujuannya, maka jam kerja (bagian operasional) diatur menjadi tiga shift, yaitu:
1. Shift I : pukul 07.00 – 15.00 WIB 2. Shift II : pukul 15.00 – 23.00 WIB 3. Shift III : pukul 23.00 – 07.00 WIB
Pihak perusahaan membuat kebijakan agar semua tenaga kerja wanita bekerja pada shift 1, dikarenakan tenaga kerja wanita tersebut kebanyakan ibu rumah tangga.
2.6. Proses Produksi
2.6.1. Bahan yang Digunakan 2.6.1.1.Bahan Baku
Bahan baku adalah semua bahan yang digunakan sebagai bahan utama dalam proses produksi. Adapun bahan baku yang digunakan dalam proses produksi di Pabrik Gula Kwala Madu adalah tebu.
Tebu yang akan dipanen mempunyai rendemen (kadar gula) rata-rata sekitar 6,5–7 %. Pemanenan tebu dilakukan antara 10-12 bulan sejak ditanam, dimana sebelumnya diperiksa terlebih dahulu dengan mengambil sepuluh batang tebu secara acak sebagai sampel. Tebu yang baik untuk diolah adalah yang matang dan kandungan gula dalam batang adalah sama.
Kadar gula dalam tebu dipengaruhi oleh faktor internal yaitu varietas tebu dan faktor eksternal adalah iklim, kondisi tanah, serta perawatan dan pemeliharaan. Faktor yang paling nyata dalam kandungan gula adalah iklim, karena itu panen dilakukan saat curah hujan sedikit yaitu antara bulan Januari sampai dengan bulan Agustus.
Salah satu alasan Pabrik Gula Kwala Madu beroperasi hanya 6 bulan adalah dikarenakan bahan baku tebu yang disengaja dapat dipanen saat iklim yang curah hujannya sedikit agar kadar gula dalam tebu tetap tinggi.
2.6.1.2.Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan dalam proses produksi, yang ditambahkan dalam proses pembuatan sehingga meningkatkan mutu produksi.
Adapun bahan tambahan pada produksi gula adalah:
1. Air
Air digunakan untuk mempermudah dalam pemerasan kandungan gula yang terdapat pada ampas tebu secara maksimal. Volume air yang dibutuhkan sebanyak 20 % dari kapasitas tebu/hari. Air yang digunakan untuk proses produksi adalah air yang didapat dari hasil water treatment.
2. Susu kapur (Ca(OH)2)
Kapur tohor dibuat menjadi susu kapur yang berfungsi untuk menaikkan pH nira menjadi 8,0–8,5. Pemilihan susu kapur sebagai bahan yang digunakan untuk menaikan pH nira didasarkan pada harganya yang murah dan mudah membuatnya. Susu kapur dibuat dengan proses pembakaran batu kapur dan disiram dengan air.
3. Belerang
Gas belerang dibuat dari belerang dan digunakan dalam pemurnian nira.
Tujuan pemberian gas belerang adalah:
a. Menetralkan kelebihan air kapur pada nira terkapur (pH mencapai 7,0–
7,2).
b. Untuk memutihkan warna yang ada dalam larutan nira yang berpengaruh pada warna kristal dan gula.
4. Flocculant
Flokulant diberikan untuk mempercepat pengendapan yang bertindak sebagai pengikat partikel halus yang tidak larut dalam nira (larutan untuk membentuk gumpalan partikel yang lebih besar dan mudah diendapkan untuk disaring).
5. Talofloc dan Talofloate
Talofloc atau sering disebut gamping, diberikan untuk mengikat nira, sedangkan Talofloateuntuk mereduksi warna dari pekat menjadi warna yang lebih pucat. Kedua zat ini bertujuan untuk meningkatkan kemurnian dari nira kental.
6. Asam pospat
Digunakan pada proses stasiun toladura yang mempunyai fungsi seperti gas SO2.Bahan tambahan ini sangat berpengaruh terhadap produksi gula. Sehingga pihak perusahaan selalu membuat persediaan bahan tambahan untuk produksi.
Apabila persediaan bahan tambahan untuk produksi kurang, maka hasil produk gula tidak dapat sesuai dengan standar yang ditetapkan.
2.6.1.3.Bahan Penolong
Bahan penolong adalah bahan yang dibutuhkan guna menyelesaikan suatu produk. Bahan-bahan penolong yang digunakan dalam produksi gula adalah:
a. Karung plastik yang digunakan untuk kemasan gula. Karung plastik ini merupakan karung plastik yang sudah di berikan label Pabrik Gula Kwala Madu.
b. Benang jahit digunakan untuk menjahit karung plastik.
Bahanpenolonginidiperlukan saat produksi gula selesai, yaitu sebagai tempat penampungan gula untuk disimpan ke gudang produk jadi dan siap untuk dipasarkan.
2.6.2. Uraian Proses Produksi
Adapun uraian proses pembuatan gula dari tebu pada Pabrik Gula Kwala Madu dibagi menjadi beberapa stasiun, yaitu stasiun gilingan, stasiun pemurnian, stasiun penguapan, stasiun masakan, stasiun putaran dan penyelesaian.
1. Pengerjaan pendahuluan
Tebu yang telah ditebang diangkut ke pabrik dengan truk. Sebelum sampai halaman pabrik, truk yang berisikan tebu ditimbang, kemudian tebu diturunkan di halaman pabrik, maka truk ditimbang kembali untuk mengetahui berat bersih (netto). Sedangkan waktu antara penebangan dengan proses awal tidak lebih dari 24 jam.Tebu yang diangkut truk dengan kapasitas 5-6 ton naik ke truck tipller dan kemudian dijungkitkan dengan tenaga pompa hidrolik sehingga tebu jatuh ke feedingcane carrier. Sedangkan yang diangkut dengan truk berkapasitas 8-10 ton yang menggunakan tali pengangkut dibongkar dengan cane lifter hilo ke dalam canefeeding table, dimana kabel hilo dihubungkan dengan tali pengangkut tebu pada truk. Berikutnya tenaga hidrolik digerakkan sehingga posisi terangkat miring dan tebu tumpah ke feedingcane table, lalu pemasukan tebu ke cane carrier diatur sedemikian rupa sehingga memenuhi kapasitas giling yang direncanakan.Olehfeeding
cane carrier tebu dibawa masuk ke cane leveller guna pengaturan pemasukan tebu menuju cane cutter I. Kemudian dipotong-potong secara horizontal, dan selanjutnya dibawa ke cane cutter II untuk dicacah lebih halus lagi. Sebelum jatuh ke gilingan, logam-logam besi yang terikut pada potongan tebu disaring oleh tramp iron separator dan potongan-potongan tebu diaturmasuknyakegilingan.
2. Stasiun gilingan (Mill Station)
Tebu yang telah halus dipotong-potong dari Cane Cutter I dan Cane Cutter II selanjutnya masuk ke dalam mesin giling agar lebih halus lagi sehingga mudah untuk diperas dan memperbesar kapasitas pemerasan. Fungsi dan tujuan dari penggilingan ini adalah untuk mendapatkan air nira sebanyak mungkin. Penggilingan atau pemerasan dilakukan lima kali dengan lima unit mesin gilingan (five set three roller mill) yang disusun seri dengan memakai tekanan hidrolik yang berbeda-beda. Ada tiga buah rol yang berbentuk V dengan sudut 300pada alat ini yang digunakan untuk memperlancar aliran nira dan mengurangi terjadinya slip. Jarak antara roll atas dengan roll belakang lebih kecil dari pada antara roll atas dengan roll depan. Besarnya tekanan maksimum pada penggilingan adalah 1500-2000 Kg/cm2 dengan putaran yang berbeda, dimana gilingan I sekitar 5,3 rpm; gilingan II 5,0 rpm; gilingan III 5,0 rpm; gilingan IV 5,2 rpm; gilingan V 4,2 rpm.
Adapun mekanisme kerja dari stasiun pengilinggan ini adalah sebagai berikut:
a. Tebu halus setelah dicacah dibawa cane carrier elevator ke gilingan pertama. Nira dari gilingan I ditampung pada bak penampungan I dan ampas tebu dari gilingan I masuk pada gilingan II untuk diperas lagi. Nira hasil perasan gilingan masuk dalam bak penampungan nira yang diperoleh dari bak penampungan I, yang disebut dengan Primary Juice.
b. Nira atau air perasan dari gilingan I dan II masih terdapat ampas yang nantinya sama-sama ditampung pada bak penampungan I, nira pada bak penampungan I disaring pada juice strainer kemudian ampasnya dimasukkan pada gilinggan II dan nira yang disaring ditampung dalam satu tangki (Raw Juice Tank) dan kemudian disalurkan pada stasiun pemurnian melalui pompa.
c. Ampas tebu (bagasse) dari gilingan II masuk ke gilingan III untuk diperas lagi. Kemudian nira (air perasan) ditampung pada bak penampung II dan digunakan untuk menyiram ampas pada gilingan I. Demikian seterusnya sampai gilingan V. Air dari gilingan V ditampung pada bak IV dan digunakan untuk menyiram ampas pada gilingan IV. Ampas dari gilingan IV diberi air imbibisi (60–700C) yang berasal dari kondensat evaporator badan IV dan V.
d. Ampas tebu dari gilingan V kemudian diangkut melalui 1 unit konveyor, dimana ampas kasar dibawa ke boiler untuk bahan bakar dan dipisahkan dengan ampas halus yang akan digunakan untuk membantu proses penyaringan pada alat vacum filter.
3. Stasiun pemurnian
Nira yang diperoleh dari stasiun gilingan dipompakan menuju stasiun pemurnian.Tujuan proses pada stasiun pemurnian adalah untuk memisahkan kotoran dari dalam nira sehingga nira yang dihasilkan lebih murni mengandung sukrosa. Di dalam proses pemurnian ada beberapa tahap yang dilakukan, yaitu:
a. Timbangan nira mentah (Juice Weighting Scale)
Nira mentah yang tertampung pada tangki penampungan dipompakan ke tangki nira mentah tertimbang melalui pipa saringan. Nira mentah ditimbang dengan menggunakan timbangan Maxwelt Bolouge yang bekerja secara otomatis dengan berat timbangan 5,5 ton. Adapun sistem kerja dari alat ini adalah sistem keseimbangan gaya berat bejana dan bandul, yang menunjukkan bahwa nira akan berhenti ke tangki penampungan secara gravitasi.
b. Pemanasan nira 1 (Juice Heater 1)
Nira yang di dalam tangki penampungan selanjutnya dipompakan ke alat pemanas 1 (primary heater) yang memiliki 2 unit pemanas. Tujuan dari pemanas 1 adalah untuk menyempurnakan reaksi yang telah terjadi dan mematikan mikroorganisme, sehingga komponen yang ada dapat dipisahkan dari nira pada bejana pengendapan. Nira kemudian dipanaskan hingga suhu 700C pada tangki juice heater 1, kemudian nira dipanaskan hingga temperatur menjadi 750C pada juice heater 2.
c. Tangki defekasi (Defecator)
Nira yang terdapat di dalam tangki pemanas 1 (pemanas 1 nira) dipompakan ke tangki defeksi untuk pembubuhan susu kapur dengan fungsi untuk mengubah pH nira dari 5,6 menjadi 8,0-8,5. Pemberian susu kapur bertujuan untuk membuat asam-asam yang terdapat pada nira menjadi basa karena gula akan rusak bila dalam keadaan asam pemberian atau penambahan susu kapur ini dilakukan dengan control value yang dikendalikan oleh pH indicator controler.
d. Tangki sulfitas
Tangki sulfitas digunakan untuk mencampurkan nira terkapur dengan gas SO2. Nira terkapur tersebut dikirim ke tangki sulfitas tipe sekat parabolis untuk menetralkan kembali nira yang terdapat dalam tangki defekasi.
Sekat parabolis berguna untuk membantu proses pencampuran sehingga dapat berjalan dengan kontinu. Penambahan gas SO2 dilakukan supaya pada suhu 700-750C nira terkapur mengalami penurunan pH menjadi 6,0- 6,5 dengan waktu 5 menit dan selanjutnya dinetralkan kembali pada netralizing tank sehingga Ph menjadi 7,0-7,2.
e. Tangki tunggu
Nira mentah dari sulfitator disalurkan ke tangki peti tunggu dengan waktu 6 menit. Fungsi dari tangki tunggu adalah untuk mendapatkan koloid- koloid berupa kotoran.
f. Tangki netralisasi
Tangki netralisasi berfungsi untuk mengatur pH nira. Di dalam tangki netralisasi ini nira diaduk dengan alat pengaduk mekanis. Jika pH nira
<7,0 maka susu kapur ditambah lagi sehingga pH nira menjadi 7,0-7,2.
g. Pemanasan nira 2 (Juice Heater 2)
Nira dari peti tunggu dipompakan ke juice heater 2 dengan menggunakan mesin pompa centrifugal yang juga memiliki dua unit badan pemanas.
Nira dipanaskan dengan temperatur 1000C dengan menggunakan juice heater 2, prinsip kerjanya sama dengan pemanas nira 1 (juice heater 1).
h. Tangki pengembang (Flash Tank)
Nira yang berasal dari juice heater 2 disalurkan ke tangki pengembang (flash tank). Tangki pengembang ini berfungsi untuk menghilangkan udara dan gas-gas yang terlarut dalam nira. Bila udara dan gas-gas yang terlarut dalam nira tidak dihilangkan, maka pemisahan kotoran-kotoran dari nira di tangki pengendapan akan terganggu.
i. Tangki pengendapan (Door Clalifier)
Nira di tangki pengembang dialirkan ke tangki pengendapan, sehingga nira yang jernih (bagian atas) dan nira kotor (bagian bawah) terpisah. Nira jernih dialirkan ke stasiun penguapan (evaporator), sedangkan nira kotor yang mengendap di bagian bawah akan dibawa ke mud feed mixer untuk dicampur dengan ampas halus yang berasal dari stasiun penggilingan.
Tangki pengendapan bekerja secara kontinu dan memiliki empat
kompartemen yang dipergunakan untuk mempermudah proses pengendapan. Endapan yang terbentuk disapu dengan skrap yag bergerak lambat. Endapan jatuh ke tepi tiap-tiap peralatan. Selanjutnya dipompakan ke mud feed mixer, sedangkan nira jernih keluar melalui pipa-pipa yang dipasang pada tiap kompartemen. Agar pengendapan lebih cepat, maka diberikan floculant, dimana pemberiannya dilakukan pada saat nira masuk ke tangki pengendapan. Pencampuran ini bertujuan untuk membantu pada saat penyaringan (vacum filter) yang memisahkan nira dengan kotoran.
Kemudian nira hasil saringan disebut filtrate selanjutnya dikembalikan ke timbangan nira mentah. Sedangkan kotoran yang tersaring disebut dengan blotong yang selanjutnya dibuang atau dijadikan pupuk. Jadi dapat diketahui secara jelas bahwa tangki pengendapan berfungsi untuk memisahkan endapan yang terbentuk dari hasil teaksi dengan larutan yang jernih.
4. Stasiun penguapan (Evaporator Station)
Stasiun penguapan pada proses pengolahan gula di Pabrik Gula Kwala Madu menggunakan empat unit evaporator yang disebut quadruple evaporator yang bertujuan untuk menguapkan air dan nira yang menggunakan proses vakum.
Tujuan dari stasiun penguapan adalah untuk menguapkan air yang terkandung dalam nira encer, sehingga nira lebih mudah dikristalkan. Penguapan dilakukan pada temperatur 500C-1100C dan penurunan tekanan di dalam evaporator dilakukan untuk menghindari kerusakan sakarosa maupun monosakaridanya. Evaporator yang tersedia ada lima unit yaitu empat unit
beroperasi dan satu unit sebagai cadangan bila ada pembersihan. Selama proses berlangsung temperatur dari masing-masing evaporator berbeda-beda.
Untuk menghemat panas yang diperlukan, maka media panas untuk evaporator 1 digunakan untuk uap bekas yang berasal dari lowpressure tekanan <1 kg, sedangkan media pemanas bagi evaporator yang lain memanfaatkan kembali uap yang sebelumnya. Hal ini disebut vapour, temperatur pada evaporator 1 sebesar 1100C dan berangsur-angsur turun sampai temperatur 50-550C pada evaporator 4. Hal ini dapat dilakukan dengan menurunkan tekanan yang berbeda-beda dari evaporator 1 sampai dengan evaporator 4. Peristiwa mengalirnya uap dari evaporator 1 ke tormol pada evaporator 2 disebabkan pada evaporator 1 setelah masuk ke dalam bagian shell pada evaporator 2 akan melepaskan panas sehingga mengembun.
Terkondensinya uap menyebabkan terjadinya penurunan tekanan dalam shell sehingga air nira evaporator 1 dapat mengalir pada evaporator 2 dan seterusnya. Uap nira evaporator 4 masuk ke dalam kondensor untuk diembunkan (dikondensasikan) dan dijatuhkan bersama air injeksi, sedangkan uap-uap yang tidak terkondensasikan dilepaskan ke udara. Peristiwa mengalirnya nira dari evaporator 1 ke evaporator 2 dan seterusnya disebabkan karena adanya perbedaan tekanan vakum pada masing-masing evaporator. Nira encer yang masuk pada setiap evaporator akan bersikulasi sampai mencapai brix tertentu dan secara otomatis valve akan terbuka sehingga nira mengalir menuju evaporator berikutnya. Demikian seterusnya sampai ke evaporator 4.
5. Stasiun masakan
Pada stasiun masakan ini terjadi proses kristalisasi dengan tujuan untuk mencapai kualitas gula dalam nira kental. Nira dipanaskan dengan temperatur masakan 50-650C dengan cara menguapkan sampai berbentuk kristal. Metode penguapan ini tergantung pada Harkat Kemurnian (HK) gula dan dilakukan beberapa cara, yaitu:
Sistem 4 (empat) tingkat : ABCD (untuk HK lebih dari 83)
Sistem 3 (tiga) tingkat : ABC atau ACD (untuk HK antara 70 sampai 80) Sistem 2 (dua) tingkat : AD (untuk HK kurang dari 70)
Proses produksi gula di Pabrik Gula Kwala Madu tergolong pada sistem 3 (tiga) tingkat ABD karena mempunyai HK gula sekitar 80, pada masakan A dan B diusahakan harkat kemurnian (HK) yang tertinggi. Masakan D diusahakan HK gula sekitar 58-60, sedangkan untuk gula tetes HK <30.
Proses masakan harus dilakukan pada tekanan hampa supaya pemecahan sukrosa tidak terjadi, karena akan membentuk caramel yang berwarna gelap pada suhu yang tinggi sehingga mutu gula rendah. Titik didih larutan gula lebih besar dari titik didih air murni karena adanya zat yang terlarut. Adapun langkah-langkah yang harus yang dilaksanakan dalam proses masakan adalah sebagai berikut:
a. Menarik hampa
Sebelum proses masakan dimulai, tangki masakan terlebih dahulu dibuat hampa udara dengan tekanan vakum 40 cmHg lalu saluran penghubung dengan tangki penguapan dibuka perlahan-lahan sampai terbuka penuh,
sehingga keadaan maksimum tekanan 66 cmHg, sementara itu sistem pemanas dibuka lebih kecil untuk pemasakan.
b. Pembuatan bibit
Pembuatan bibit dilakukan dengan fodan, dimana inti kristal yang memiliki bentuk kristal yang baik dan memiliki ukuran yang sama. Inti ini dapat dibuat dengan menggiling kristal yang kasar sehingga menjadi kristal halus dan dapat dibuat di luar pan masakan. Besar kristal dan kondisi masakan dapat diketahui dengan alat sogokan yang terdapat di tangki masakan dengan cara meletakkan kristal gula pada kaca transparan dan diamati pada sinar lampu. Jika di sekitar gula lebih mudah bergabung dengan kristal gula berarti kristal gula yang diinginkan telah diperoleh.
c. Memperbesar kristal
Bila bibit yang dibuat cukup, maka diperbesar sampai ukuran yang diharapkan yaitu 0,8-0,9 mm, hal ini dapat dilakukan dengan pemberian bibit yang baik, maka akan diperoleh kodisi kristal gula yang baik.
d. Masakan tua
Masakan tua adalah apabila telah tercapai ukuran kristal sesuai dengan ketentuan. Tujuan masakan tua adalah melanjutkan masakan dalam pan kristalisasi tanpa menambahkan larutan baru dengan kesepakatan setinggi- tingginya agar tidak terjadi kemungkinan yang tidak diinginkan pada
kristal baru. Apabila ketentuan diatas telah terpenuhi, maka terjadilah kristal yag cukup rapat dan dengan pengkristalan yang telah sesuai.
e. Palung pendingin
Masakan tua yang ukurannya 0,8-0,9 mm akan dikeluarkan dari tangki masakan dan dimasukan ke dalam palung pendingin dibawah tangki masakan. Penurunan masakan dimulai dengan penghilangan tekanan hampa. Penghilangan tekanan hampa dengan cara menutup hubungan dengan pan masakan dengan bejana penghubung, kemudian kran yang menghubungkan pan masakan akan jatuh ke bawah, steam pemanas ditutup setelah seluruh masakan diturunkan, pan masakan dicuci dengan steam panas untuk membersihkan sisa-sisa kristal gula dan larutan-larutan yang tertinggal, agar pada masakan selanjutnya tidak mengganggu proses pengkristalan dan kualitas gula yang terbentuk. Larutan dari pan masakan dialirkan ke stasiun putaran.
f. Pemisahan masakan A dan B
Hasil pemisahan masakan A, akan menghasilkan gula A dan stroop A, dimana stroop A merupakan bahan dasar untuk masakan B. Hasil pemisahan masakan B akan menghasilkan gula B dan stroop B, dimana stroop B merupakan bahan dasar untuk masakan D. Gula A dan B yang diperoleh dari hasil pemisahan dikirim ke alat mixer . Kemudian gula A dicampur menjadi gula BA menggunakan alat pemutar sentrifugal sehingga diperoleh gula dengan pemurnian yang lebih tinggi.
g. Pemisahan masakan D
Hasil dari pemisahan masakan B adalah gula D dan stroop D serta dari putaran D dihasilkan gula D1 yang akan diputar untuk kedua kalinya sehingga diperoleh klare D2 sebagai bibit lalu dipompakan ke tangki bibitan yang merupakan bibit untuk masakan A dan B.
6. Stasiun pemutaran/ pemisahan
Hasil dari proses pengkristalan adalah campuran antara kristal gula, stroop dan tetes. Stasiun pemutaran berfungsi untuk memisahkan kristal gula dari stroop dan tetes tersebut dengan menggunakan saringan sehingga dapat mengasilkan kristal dalam bentuk murni. Alat ini bekerja berdasarkan gaya sentrifugal. Saringan untuk massa campuran ini menggunakan kekuatan putaran. Massa dimasukan dalam alat sentrifugal, maka massa akan terlempar menjauhi sumbu proses. Karena ada saringan, kristal akan tertahan, sedangkan larutan akan menembus lubang-lubang saringan. Dengan demikian terpisahlah antara larutan dengan kristalnya. Sesudah pemutaran sebagian larutan akan terpisah tetapi masih ada larutan yang menempel pada kristal. Untuk menghilangkan larutan tersebut, maka dibantu siraman air sehingga larutan tersebut akan terlarut dalam air sehingga putaran kedua akan diperoleh kristal gula produk.
7. Stasiun penyelesaian
Kristal gula yang diturunkan pada putaran SHS langsung ke grasshopper conveyor untuk penampungan, didinginkan kemudian disalurkan ke grasshopper conveyor untuk memperbesar area pendinginan dan meratakan
gula SHS. Pengeringan pendinginan perlu dilakukan untuk mendapatkan gula SHS yang standar. Gula SHS tersebut dimasukkan ke dalam sugar dryfer dan cooler dimana sistem pemanasan dan pengeringan dilakukan dengan cara mekanis dengan udara panas dan suhu kira-kira 80-900C yang dialirkan melalui air dryer langsung ke dryer cooler. Setelah itu gula tersebut dimasukan ke bucket elevator dan diteruskan ke vibrating screen. Pada vibrating screen, kristal gula SHS telah mencapai kekeringan dan pendinginan. Pada sugar dryer dan cooler dilengkapi suatu alat pemompa yang digunakan untuk menarik gula halus yang akan dialirkan melalui pipa rangkap dan secara otomatis diinjeksikan dengan air imbibisi oleh pemisahan nozle untuk menangkap partikel-partikel gula halus. Setelah itu, partikel- partikel gula halus tersebut dimasukkan ke bak penampungan dan dialirkan ke stasiun masakan. Sedangkan gumpalan-gumpalan gula dimasukkan ke dalam tangki peleburan gula, selanjutnya dikirim ke stasiun masakan untuk proses selanjutnya. Gula standar dimasukkan ke alat pembawa gula melalui penyadap logam. Penyadap logam berfungsi untuk menangkap partikel-partikel logam yang terbawa atau tercampur dengan gula produksi. Untuk mengoptimalkan gula SHS dari kadar logam tersebut diatas diperlukan pembersihan secara bertahap dengan jangka waktu 3 kali dan 8 jam. Kemudian gula bersih dibawa menuju penampungan gula untuk pengemasan.
8. Pengemasandanpenggudangangula produksi
Penampungan gula berlangsung secara otomatis, dimana pada penampungan gula ini terdapat dua alat pengisi. Setiap alat pengisi mempunyai timbangan
dengan ketentuan 50 kg/karung. Badan metrologi dan BULOG bekerjasama untuk menjamin keamanan dan keselamatan produksi gula SHS dengan standar yang ditetapkan oleh pihak direksi. Gula produksi SHS dikemas dan dikirim ke gudang untuk penyimpanan sementara dengan suhu gudang 30- 350C dan dengan kelembapan udara dalam ruang sekitar 73-82%. Kapasitas gudang 12.740 ton, namun kapasitas optimum yang dipakai adalah 10.056 ton untuk pendistribusian dan pemasaran.
2.7. Mesin dan Peralatan 2.7.1. Mesin Produksi
1. Nama Mesin : First Cane Cutter.
Kegunaan : Memotong Tebu.
Ukuran : 1500 × 1980 mm.
Pisau : 30 Buah.
Putaran : 600 rpm.
Merek : KHI Japan.
Tahun : 1981.
Jumlah : 2 Unit.
2. Nama Mesin : Cane Mill.
Kegunaan : Menggiling/ Memeras tebu.
Putaran Mill : 3,8-5,3 rpm.
Merek : KHI Japan.
Tahun : 1981
Jumlah : 5 Unit
2.7.2. Peralatan
1. Nama Peralatan : Weight Bridge.
Kegunaan : Menimbang tebu yang masuk dari truck/contaner.
Kapasitas : 40 Ton.
Merek : Kawatetsu Japan.
Tahun : 1981.
Jumlah : 2 Unit.
2. Nama Peralatan : Cane Crane.
Kegunaan :Mengangkat tebu dari truk yang selanjutnya dipindahkan ke meja tebu.
Kapasitas : 40 Ton.
Merek : Kawasaki.
Tahun : 1982.
Jumlah : 2 Unit.
3. Nama Peralatan : Truck Tippler.
Kegunaan : Memasukkan atau membongkar muatan tebu dari truck menuju cane carrier.
Kapasitas : 15 Ton.
Tahun : 1981.
Jumlah : 1 Unit.
4. Nama Peralatan : Cane Stacker.
Kegunaan :Memindahkan tebu dari Cane Yard ke Cane Feeding Table.
Kapasitas : 3 Ton.
Merek : Caterpillar.
Tahun : 1981.
Jumlah : 5 Unit.
5. Nama Peralatan :Cane Feeding Table.
Kegunaan : Menampung dan memasukan tebu yang akan dipotong pada Cane Carier.
Kapasitas : 4000 ton/hari.
Kecepatan : 5 meter/menit.
Merek : KHI Japan.
Tahun : 1980.
Jumlah : 2 Unit.
6. Nama Peralatan : Juice Weigthing Scale.
Kegunaan : Timbangan nira mentah.
Kapasitas : 60 ton.
Ukuran : 2500 × 2050 mm.
Merek : Trivem.
Tahun : 1981.
Jumlah : 1 Unit
7. NamaPeralatan : Raw Juice Tank.
Kegunaan : Tangki penampunga nira mentah.
Volume : 20 m2.
Ukuran : 2000 x 7300 x 1200 mm.
Jumlah : 2 Unit.
8. Nama Peralatan : Juice Heater.
Kegunaan : Pemanas nira mentah.
Merek : KHI Japan.
Tahun : 1981.
Jumlah : 5 Unit.
9. Nama Peralatan : Defekator (Pre Liming Tank).
Kegunaan : Mengatur PH nira menjadi 8,5-10,5.
Diameter : 1900 mm.
Tinggi : 1400 mm.
Volume : 3 m3.
10. Nama Peralatan : Clarifier Tank.
Kegunaan :Mengendapkan kotoran yang melayang dan membuang gas-gas yang mengganggu jalannya pengendapan.
Tipe : Rapi door 444 type.
Diameter : 10360 mm.
Tinggi : 5490 mm.
Volume : 470 M3.
11. Nama Peralatan : Vacum Filter.
Kegunaan : Penyaring nira kotor.
Tipe : Rotari Vacum Olwer Coumbelt Filter.
Drum dimension : 305 mm x 4800 mm.
Kapasitas : 20 ton/jam.
12. Nama Peralatan : Quadruple Evaporator.
Kegunaan : Tangki untuk penguapan nira.
Heating Surface : 1500 m2.
Merek : K.H.I/ Calandria.
Tahun : 1981.
Jumlah : 2 Unit.
13. Nama Peralatan : Toladura Reaction Tank.
Kegunaan : Tangki untuk pencampuran nira kental dengan susu kapur dan asam phose.
Volume : 1,5 m3.
Ukuran : 1105 × 1560 mm.
Merek : Vertical Cylidrical.
Tahun : 1981.
Jumlah : 1 Unit.
14. Nama Peralatan : Toladura Aeration Tank.
Kegunaan :Tangki untuk pencampuran nira kental dan fucolant.
Kapasitas : 90 liter.
Ukuran : 450 × 2738 mm.
Merek : Trivem.
Tahun : 1981.
Jumlah : 1 Unit.
15. Nama Peralatan : Boiler.
Kegunaan : Sumber penghasil uap bertekanan . Kapasitas : 60 ton/ jam.
Merek : Yoshimine Boiler.
Tekanan Boiler : 24 kg/cm3.
Suhu : 3250.
Jenis Ketel : Ketel Pipa Air.
Tahun : 1981.
Jumlah : 2 Unit.
Jumlah Pipa : 1339 buah.
16. Nama Peralatan : Turbin Generator.
Kegunaan : Pembangkit tenaga listrik dengan penggerak turbin uap dan diesel generator.
a. Spesifikasi Turbin
Merek : Shinko.
Tipe : BG5-R4-R.
Output : 3600 KW.
Tekanan Uap : 18 kg/cm2.
Temperatur Uap : 325 0C.
Exhaust Pressure : 1,0 kg/cm2.
Revolution : 7275 rpm/1500 rpm.
Weight : 1400 kg.
Jumlah : 2 unit.
Tahun : 1982.
b. Spesifikasi Generator
Merek : Shinko.
Tipe : FKJL-AF-1200.
Output : 3600 KW.
Voltage : 6000 volt.
Current : 433 A.
Frekuensi : 50 Hz.
Speed : 1500 rpm.
Ext. Voltage : 150 volt.
17. Nama Peralatan : Transformator.
Kegunaan : Sebagai alat menurunkan dan menaikkan tegangan arus listrik .
a. Transformator 1000 KVA
Tipe : Onan.
Power : 1000 RVA.
Frekuensi : 50 Hz.
Buatan : Hitachi Zosen Japan.
Tahun :1983.
b. Transformator 250 KVA
Tipe : Onan.
Power : 250 RVA.
Frekuensi : 50 Hz.
Buatan : Hitachi Zosen Japan.
Tahun :1983.
c. Transformator 200 KVA
Tipe : Onan.
Power : 200 RVA.
Frekuensi : 50 Hz.
Buatan : Hitachi Zosen Japan.
Tahun :1983.
2.8. Utilitas
Utilitas adalah fasilitas pendukung kelancaran proses produksi di suatu pabrik. Kebutuhan akan utilitas di Pabrik Gula Kwala Madu meliputi:
1. Penyediaan Air
Air yang digunakan untuk Pabrik Gula Kwala Madu adalah berasal dari sungai. Air tersebut tidak langsung digunakan untuk proses produksi maupun air umpan ketel, sebab air sungai itu belum memenuhi persyaratan untuk digunakan. Oleh karena itu diperlukan perlakuan terhadap air agar memenuhi syarat untuk digunakan. Air yang telah diproses diantaranya adalah air bersih yang masuk ke dalam storage tank. Air ini dibagikan ke boiler, stasiun gilingan, stasiun pemurnian, stasiun masakan, untuk air pendingin pada peralatan dan pompa-pompa stasiun masakan dimana air yang digunakan ini
diproses lagi. Disamping itu air dari storage tank digunakan untuk pencuci peralatan, lantai dan pemakaian lainnya.
2. Penyediaan Tenaga Listrik
Uap kering yang dihasilkan boiler masuk ke power house untuk menggerakan turbin. Turbin menggerakkan gear untuk memutar generator yang dihasilkan arus listrik. Dalam masa giling, listrik yang dihasilkan digunakan untuk keperluan:
a. Penerangan pabrik, kantor dan komplek perumahan.
b. Penggerak alat-alat proses produksi.
Sedangkan di luar masa giling, pembangkit listrik yang digunakan adalah mesin diesel dan listrik yang dihasilkan untuk keperluan penerangan, workshop, penggerak motor listrik dan lain-lain.
3. Penyediaan Tenaga Uap
Penyediaan tenaga uap yang terdapat di Pabrik Gula Kwala Madu berasal dari 2 unit boiler jenis pipa air dengan tipe H-1600S dengan kapasitas masing- masing 60 ton uap/jam dimana uap yang dihasilkan kedua boiler ini berguna untuk:
a. Penggerak turbin uap generator listrik.
b. Penggerak lima unit turbin penggiling.
c. Perggerak turbin uap Feed Water Pump (pengisian air ketel)
d. Men-suply uap untuk keperluan proses seperti untuk pemurnian, evaporator, masakan, putaran, sugar dryer and cooler.
4. Workshop
Kegunaan workshop adalah pelayanan teknis, produksi dan pelayanan jasa.
Pabrik Gula Kwala Madu memiliki workshop yang bertugas melayani perbaikan dan perawatan. Dalam pengoperasian, operator workshop biasanya mendatangi tempat-tempat dimana terjadinya kerusakan peralatan ataupun melakukan perbaikan di workshop yang ada, antara lain BPT (Bagian Pelayanan Teknis). Bagian ini berfungsi untuk melayani peralatan pabrik yang tidak biasa dilayani oleh workshop.
Contoh: pengangkutan tebu, pemakaian alat berat.
5. Laboratorium
Laboratorium juga memiliki peranan dalam pengawasan dan penentuan mutu hasil produksi yang merupakan tujuan utama dari seluruh produksi.
Pengawasan yang dilakukan di laboratorium adalah sebagai berikut:
a. Analisis pada proses:
1) Tebu, meliputi persentase dari pada sabut, brix, pol, kadar air dan kotoran.
2) Nira gilingan I sampai IV, meliputi persentase brix, pol, hasil kemurnian (HK).
3) Ampas, meliputi persentase pol, zat kering, kadar air.
4) Nira mentah, meliputi persentase pol, brix, HK, kadar kapur, kadar phospat.
5) Nira encer meliputi persentase pol, brix, HK, kadar kapur, kadar phospat.
6) Blotong, meliputi persentase pol, zat kering, air, ampas.
7) Kapur, meliputi persentase CaO aktif, suhu, bau, kotoran.
8) Nira kental, meliputi persentase brix, pol, HK, gula reduksi, sakarosa, pH.
9) Masakan gula D1, D2, A, B, SHS, meliputi persentase brix, pol, HK, warna.
10) Tetes, meliputi persentase brix, pol, HK, sakarosa, abu, gulareduksi.
b. Analisa pada utilitas yang meliputi:
1) Pengolahan air.
2) Air Boiler.
3) Air pengisi ketel.
Semua utilitas diatas cukup mendukung kelancaran proses produksi gula tersebut. Akan tetapi, penyediaan air untuk bahan tambahan produksi gula kurang baik dikarenakan sumber airnya berasal dari sungai. Sebaiknya, air yang digunakan berasal dari air yang berasal dari dalam tanah.
2.9. Safety and Fire Protection
Kebakaran pada bangunan gedung menimbulkan kerugian berupa korban jiwa, harta benda dan lingkungan, sementara itu penggunaan bahan atau kompoenen- komponen bangunan dan peralatan serta instalasi dalam bangunan belum memenuhi ketentuan yang berlaku. Menyadari hal tersebut perlu dibuat ketentuan yang bersifat teknis yaitu:
a. Pencegahan kebakaran
Usaha preventive yang dilakukan perusahaan adalah dengan memberikan prosedur kerja yang jelas kepada seluruh karyawan sehingga terhindar dari kecelakaan kerja atau kebakaran yang disebabkan oleh kesalahan operator.
Perusahaan juga memberikan display (rambu-rambu) untuk bahan-bahan yang berbahaya atau mudah terbakar.
b. Penanggulangan Kebakaran
Untuk menanggulangi masalah kebakaran, perusahaan telah menyediakan daearah evakuasi untuk semua karyawan untuk menghindari korban yang mungkin terjadi. Sedangkan untuk pemadaman api, perusahaan menempatkan fire extinguiser di lantai produksi dan beberapa ruangan kantor.
Penanggulangan kebakaran adalah meliputi tugas dan kewajiban bagi seluruh karyawan agar tercapai kesiapsiagaan dalam menghadapi kebakaran dan memiliki kemampuan untuk dapat mencegah, menghindari dan menyelamatkan diri.
2.10. Limbah
Penanganan limbah dari Pabrik Gula Kwala Madu yang berupa ampas tebu dan minyak gula telah menjadi perhatian khusus oleh pihak perusahaan.
Pihak perusahaan menyediakan tempat limbah tersebut agar mudah untuk diolah kembali. Limbah tersebut terdiri dari limbah cair, limbah padat, dan limbah gas.
Ketiga jenis limbah ini didaur ulang kembali.
BAB III
LANDASAN TEORI
3.1. Perawatan
Perawatan adalah semua aktifitas penting yang dilakukan untuk menjaga sistem dan semua komponen didalamnya untuk mampu bekerja dengan baik.
Pemeliharaan mesin sangat berpengaruh pada produktifitas mesin sehingga pemeliharaan mesin sebaiknya dilakukan diluar waktu produksi atau pemeliharaan dijadwalkan pada waktu-waktu tertentu. Semakin sering pemeliharaan dilakukan maka akan semakin meningkatkan biaya pemeliharaan.
Pada dasarnya hasil yang diharapkan dari kegiatan pemeliharaan mesin/peralatan (equipment maintenance) adalah sebagai berikut :
1. ConditionMaintenance yaitu mempertahankan kondisi mesin/ peralatan agar berfungsi dengan baik sehingga komponen-komponen yang terdapat didalam mesin juga berfungsi sesuai dengan umur ekonomisnya.
2. Replacementmaintenance yaitu melakukan tindakan perbaikan dan penggantian komponen mesin tepat pada waktunya sesuai dengan jadwal. 1
1. Untuk memperpanjang usia kegunaan aset (yaitu setiap bagian dari suatu tempat kerja, bangunan, dan isinya). Hal ini paling penting di negara berkembang karena kurangnya sumber daya modal untuk pergantian.
3.2. Tujuan Perawatan
Tujuan utama dari perawatan antara lain:
2. Untuk menjamin ketersediaan optimum peralatan yang dipasang untuk produksi (atau jasa) dan mendapatkan laba investasi (return on investment) maksimum yang mungkin.
3. Untuk menjamin kesiapan operasional dari seluruh peralatan yang diperlukan dalam keadaan darurat setiap waktu, misalnya unit cadangan, unit pemadam kebakaran dan penyelamat, dan sebagainya.
4. Untuk menjamin keselamatan orang yang menggunakan sarana tersebut.
3.2.1. Pengklasifikasian Perawatan
Perawatan mempunyai dua bentuk, yaitu pemeliharaanterencana (planned maintenance) dan pemeliharaan tak terencana (unplannedmaintenance).
1. Planned Maintenance (pemeliharaan terencana)
Planned maintenance adalah proses pemeliharaan yang diorganisasi dandilakukan dengan pemikiran ke masa depan, pengendalian dan pencatatansesuai dengan
1Corder. Anthony.Teknik Manajemen Pemeliharaan: Erlangga, 1996. hal. 1.
rencana yang telah ditentukan sebelumnya.Pemeliharaan terencana terdiri dari tiga bentuk pelaksanaan, yaitu :
a. Preventive Maintenance, suatu sistem perawatan yang terjadwal dari suatu peralatan/komponen yang didesain untuk meningkatkan keandalan suatu mesin serta untuk mengantisipasi segala kegiatan perawatan yang tidak direncanakan sebelumnya. Preventive Maintenance terbagi atas:
1. Time based Maintenance
Kegiatan perawatan ini berdasarkan periode waktu, meliputi inspeksi harian, service, pembersihan harian dan lain sebagainya.
2. Condition based Maintenance
Kegiatan perawatan ini menggunakan peralatan untuk mendiagnosa perubahan kondisi dari peralatan/asset, dengan tujuan untuk memprediksi awal penetapan interval waktu perawatan.
b. Predictive maintenance didefinisikan sebagai pengukuran yang dapat mendeteksi degradasi sistem, sehingga penyebabnya dapat dieliminasi atau dikendalikan tergantung pada kondisi fisik komponen. Hasilnya menjadi indikasi kapabilitas fungsi sekarang dan masa depan.
2. Unplanned Maintenance, suatu tindakan atau kegiatan perawatan yang pelaksanaannya tidak direncanakan. Unplanned maintenance terbagi atas 2, yaitu:
a. Corrective Maintenance, suatu kegiatan perawatan yang dilakukan untukmemperbaiki dan meningkatkan kondisi mesin sehingga mencapai standar yang telah ditetapkan pada mesin tersebut.
b. Breakdown Maintenace, yaitu suatu kegiatan perawatan yangpelaksanaannya menunggu sampai dengan peralatan tersebut rusak lalu dilakukan perbaikan. Cara ini dilakukan apabila efek failure tidak bersifat signifikan terhadap operasi ataupun produksi.