Laporan Skripsi
Simulasi Mesin Pres Sil Oli
BAB IV
PEMBUATAN SIMULASI MESIN PRES SIL OLI
4.1 Identifikasi dan Perumusan MasalahTelah dirumuskan di Bab 1.2 yaitu :
Dengan melihat keadan line produksi sekarang dan data waktu (kosu) produksi saat ini, masih adanya bottle neck atau penumpukan barang pada salah satu proses karena adanya perbedaan waktu produksi yang cukup tinggi.
4.1 Gambar Bottle Neck
Dengan melihat data tersebut perlu dilakukan perbaikan mesin dengan tujuan untuk mempercepat waktu produksi pada proses pres sil oli. Adapun pilihan peningkatan waktu produksi antara lain :
a. Penambahan operator untuk membantu proses pres sil oli. b. Penambahan mesin produksi pres sil oli.
c. Otomatisasi mesin pres sil oli.
Laporan Skripsi
Simulasi Mesin Pres Sil Oli
Dari ketiga opsi tersebut masing – masing memiliki kelebihan dan kekurangannya masing – masing, adapun kekurangan dan kelebihannya antara lain :
a. Penambahan operator untuk membantu proses pres sil oli. Kelebihan :
1. Pelaksanaan bisa dilakukan sesegera mungkin
2. Tidak membutuhkan pengecekan kestabilan mesin ulang, karena tidak merubah sistem kerja mesin.
Kekurangan :
1. Membutuhkan biaya yang lebih besar, karena perusahaan harus membayar gaji serta tunjangan setiap bulan.
2. Hasil yang kurang efektif, karena dengan penambahan operator tanpa dibarengi dengan penambahan jumlah mesin maka penambahan produksi tidak bisa 100%.
b. Penambahan mesin produksi pres sil oli. Kelebihan :
1. Waktu produksi bisa dipangkas hingga 30%.
2. Tidak membutuhkan penambahan operator ( 1 operator bisa mengoperasikan 2 mesin).
Kekurangan :
1. Membutuhkan biaya yang sangat besar, karena harus membuat mesin dari awal.
2. Waktu yang dibutuhkan relatif lebih lama, karena banyak part mesin yang harus dibuat.
Laporan Skripsi
Simulasi Mesin Pres Sil Oli
c. Otomatisasi mesin pres sil oli. Kelebihan :
1. Biaya yang dibutuhkan tidak terlalu tinggi.
2. Waktu yang dibutuhkan untuk melakukan perbaikan yang relatif cepat.
Kekurangan :
1. Mengganggu line poduksi saat melaksanakan perbaikan.
Dari ketiga opsi tersebut dipilih opsi yang ketiga, yaitu dengan otomatisasi mesin pres sil oli. Dengan target efisiensi waktu 1 detik. Dari ketiga opsi tersebut kenapa dipilih opsi otomatisasi karena melihat banyak pertimbangan. Antara lain :
a. Kapasitas produksi yang stabil dan tidak bertambah. b. Perbandingan antara biaya dan efisiensi yang dihasilkan. c. Kecepatan waktu.
4.2 Pengumpulan data
Berdasarkan dari hasil analisa dan pemantauan mesin pres sil oli di line produksi dengan menggunakan alat ukur timer dan jangka sorong didapatkan data geometri dan waktu produksi (cycle time) mesin pres sil oli.
Laporan Skripsi
Simulasi Mesin Pres Sil Oli
Selain melihat waktu produksi sistem kerja mesin, juga di lampirkan data geometri dari mesin yang didapat dari drawing mesin. Serta detail part dan sistem kerja masing - masing alat pada mesin pres sil oli.
4.3 Pemecahan Masalah
Dari data – data yang telah didapat serta analisa yang telah dilakukan serta kesepakan bersama antara engineering staff, QC staff dan production staff maka untuk meningkatkan efisiensi produksi mesin pres sil oli dengan mengganti sistem manual mesin menjadi semi otomatis. Dengan menambahkan beberapa komponen.
Laporan Skripsi
Simulasi Mesin Pres Sil Oli
Perbedaan sistem gerak dan transfer part antara New dengan Old Machine
Design adalah sensor part dan unloading finish part. Pada New Machine Design
terdapat sensor part untuk mendeteksi adanya part. Sedangkan pada Old Machine
Design tidak terdapat sensor part. Dan untuk unloading part New Machine Design menggunakan shooter part sehingga part finish langsung meluncur ke bucket finish, sedangkan untuk Old Machine Design, part finish diambil manual
oleh operator dan menaruhnya di bucket part finish.
4.4 Gambar Compare New & Old Jig Design
4.4 Pembuatan Sketsa gambar
4.5 Gambar New Jig Design Shooter
Laporan Skripsi
Simulasi Mesin Pres Sil Oli
4.6 Gambar Part New Jig Design
Setelah ditentukan jenis perbaikan dan sistem gerak serta kerja mesin yang akan dirubah, langkah selanjutnya yang harus dilakukan antara lain:
Mengelompokan part – part pada mesin antara yang akan diganti, diperbaiki dan tidak dirubah sama sekali.
Melakukan pengukuran dimensi aktual part pada bagian mesin dengan gambar yang sudah ada sebelumnya, apakah dimensi tersebut masih sama atau sudah dilakukan perubahan.
Menggambar part atau bagian mesin.
4.5 Pembuatan Program PLC
Cara pembuatan memprogram PLC adalah dengan membuat desain dari rangkaian kontrol yang diinginkan dalam bentuk diagram ladder. Diagram ladder dapat dibuat dengan software tertentu untuk kemudian ditransfer ke PLC atau biasa juga dibuat langsung pada PLC. Yang dimaksud dengan diagram ladder adalah adalah skema khusus yang digunakan untuk membantu dalam penyelesaian soal logika yang berhubungan dengan pemakaian PLC. Sebelum membuat
Laporan Skripsi
Simulasi Mesin Pres Sil Oli
program PLC, programmer harus mengerti seperti apa cara kerja dari sistem yang akan dibuat. Setelah itu, programmer dapat menentukan input dan output program serta dapat menentukan address dan bit yang akan digunakan.
4.5.1 Alur Simulasi Mesin Press Sil Oli
1. Mesin dinyalakan (Saklar On).
2. Mesin akan melakukan peengecekan kondisi mesin saat itu (initial check).
3. Lampu Hijau akan menyala / machine ready start (W300.00) apabila
initial check OK (W0.01), sedangkan apabila initial check NG
(W0.00) maka buzzer (Q100.02) akan berbunyi.
4. Mesin dapat digunakan hanya saat dalam keadaan ready start (W300.00).
5. Masukan part kedalam mesin, lalu sensor part (I0.09) akan mendeteksi adanya part (on).
6. Setelah sensor area (I0.08) tidak terhalang mesin otomatis akan langsung on.
7. Silinder akan bergerak maju (W300.02) hingga menyentuh reed
switch 1 pada silinder (I0.05) yang akan mengaktifkan Timer delay
(T00.10).
8. Setelah waktu delay tercapai, silinder akan bergerak mundur (W300.06) hingga menyentuh reed switch 2 pada silinder (I0.06) dan proses finish (W300.08).
Laporan Skripsi
Simulasi Mesin Pres Sil Oli
4.5.2 Komponen – komponen mesin Press Sil Oli
a. Push button g. Sensor
b. Emergency switch h. Lampu
c. Reed switch i. Air Supply Unit
d. Toogle Switch j. Regulator
e. Cylinder k. Timer
f. 5/2-way double solenoid valve
Mesin On Initial Check Initial check OK Start System Silinder Advance Finish Initial check NG Input Part Reset Switch Reed Switch On Silinder Return Cek Mesin
Laporan Skripsi
Simulasi Mesin Pres Sil Oli 4.5.3 Input Address
Table 4.1 Table Input Address
Address Component Symbol
0.00 Emergency Switch Emergency
0.01 Push Button Reset Switch
0.05 Reed switch RS FP
0.06 Reed switch RS OP
0.08 Sensor Area Sensor Area
0.09 Sensor Sensor Part
0.10 Timer Press Timer
4.5.4 Output Address
Table 4.2 Table Output Address
Address Component Symbol
100.00 Lampu Origin Lamp
100.02 Buzzer Buzzer
100.03 Counter Counter
100.06 Cylinder Press Cyl
100.07 Timer Press Timer
300.02 Cylinder Press Advance
Laporan Skripsi
Simulasi Mesin Pres Sil Oli
4.5.5 Alur Program Mesin Pres Sil Oli
Untuk mempermudah pembuatan dan pengecekan program mesin Pres Sil Oli, Pada diagram ladder dibagi menjadi empat section:
1. Initial Check 2. Status 3. Run 4. Output
1) Section Initial Check
Section initial check adalah section yang berisi program yang akan
aktif pertama kali saat pertama kali mesin dinyalakan. Program tersebut bertugas untuk mendeteksi dan mengecek keadaan mesin sebelum dipakai. Tujuan dilakukan pengecekan kondisi mesin sebelum digunakan adalah untuk memastikan tidak ada masalah pada mesin tersebut dan meminimalkan hasil produksi reject atau NG.
Laporan Skripsi
Simulasi Mesin Pres Sil Oli
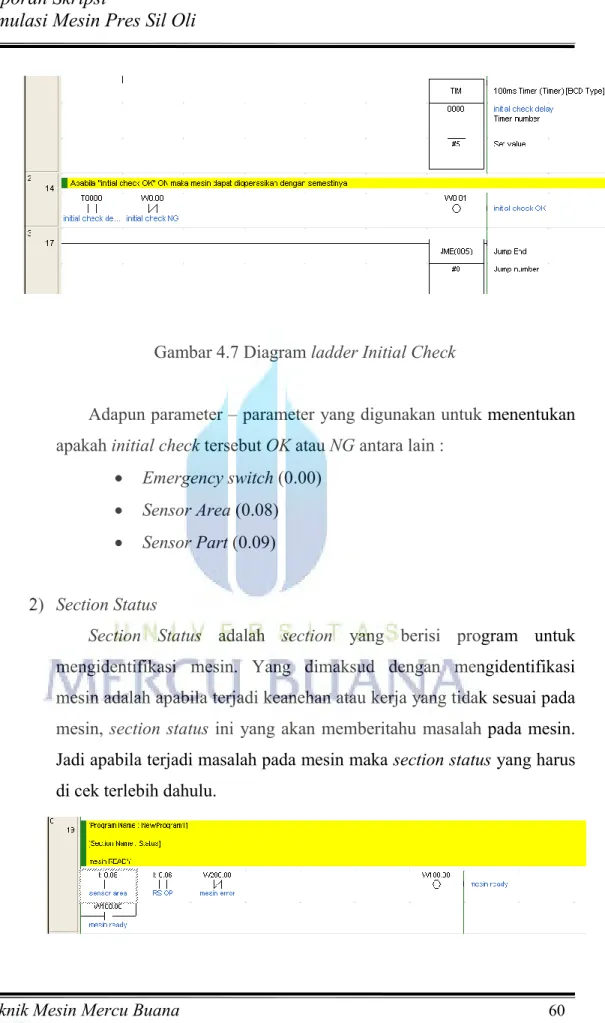
Gambar 4.7 Diagram ladder Initial Check
Adapun parameter – parameter yang digunakan untuk menentukan apakah initial check tersebut OK atau NG antara lain :
Emergency switch (0.00) Sensor Area (0.08) Sensor Part (0.09)
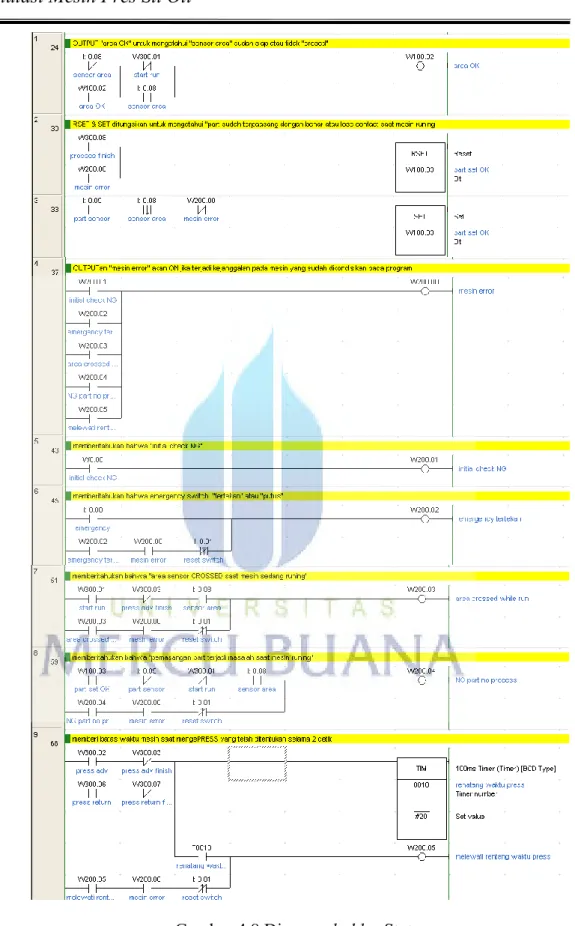
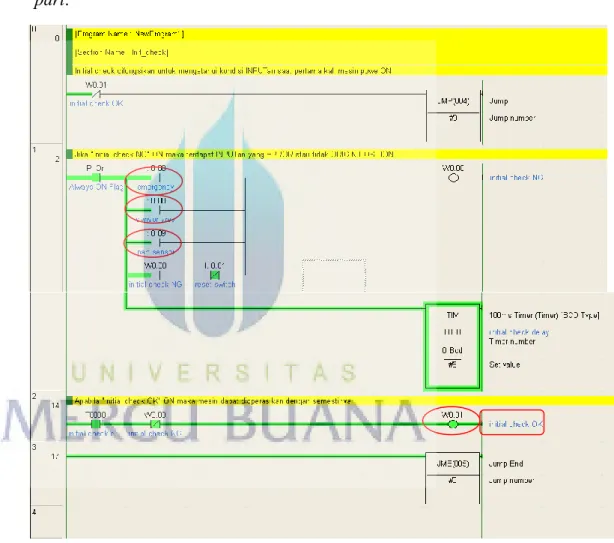
2) Section Status
Section Status adalah section yang berisi program untuk
mengidentifikasi mesin. Yang dimaksud dengan mengidentifikasi mesin adalah apabila terjadi keanehan atau kerja yang tidak sesuai pada mesin, section status ini yang akan memberitahu masalah pada mesin. Jadi apabila terjadi masalah pada mesin maka section status yang harus di cek terlebih dahulu.
Laporan Skripsi
Simulasi Mesin Pres Sil Oli
Laporan Skripsi
Simulasi Mesin Pres Sil Oli
Untuk jenis masalah yang sering terjadi pada program mesin Pres Sil Oli antara lain :
Sensor area yang terhalang
Sensor part yang tidak mendeteksi part Waktu proses yang terlalu lama
Part belum terproses
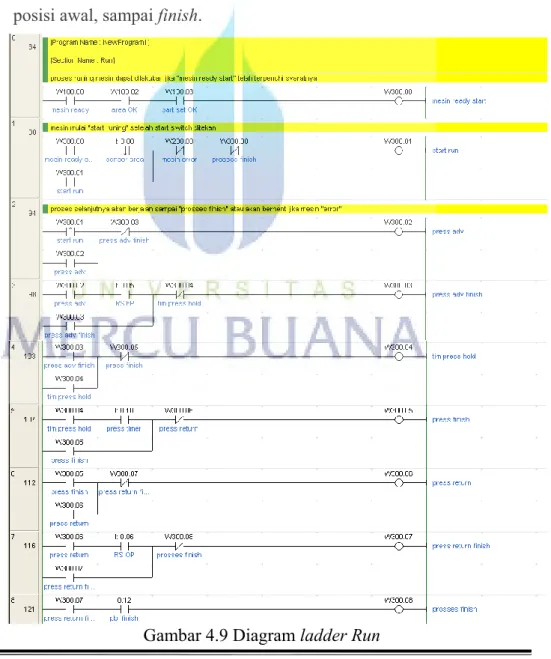
3) Section Run
Section Run adalah section yang berisi program saat mesin
melakukan kerja, yaitu dari proses start, silinder maju dan kembali ke posisi awal, sampai finish.
Laporan Skripsi
Simulasi Mesin Pres Sil Oli
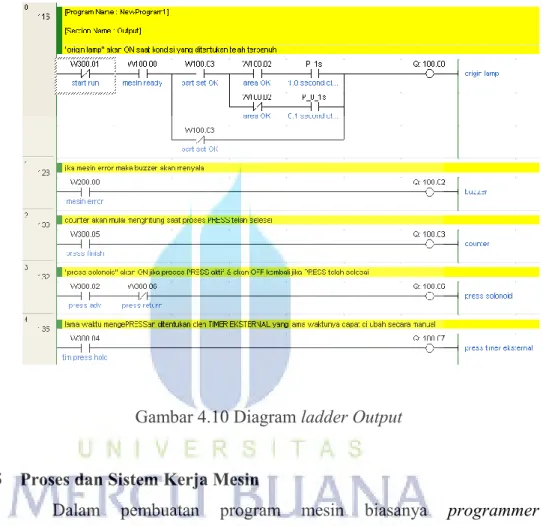
4) Section Output
Pada diagram ladder ini berisi semua output, semua output dibuat dalam satu section tersendiri supaya lebih mudah dalam mengamati jalannya program dan menganalisa ketika terjadi kesalahan.
Gambar 4.10 Diagram ladder Output
4.5.5 Proses dan Sistem Kerja Mesin
Dalam pembuatan program mesin biasanya programmer melakukan simulasi secara offline, dengan tujuan untuk menghindari terjadinya kerusakan pada mesin apabila terjadi kesalahan pada saat pembuatan program. Apabila program sudah benar baru bisa di simulasi pada mesin
Laporan Skripsi
Simulasi Mesin Pres Sil Oli
1) Proses Pada Program Section Initial Check
Langkah awal saat menghidupkan mesin adalah menghidupkan panel listrik pada mesin. Saat panel dihidupkan mesin akan langsung melakukan Initial Check. Initial Check dikatakan OK apabila
emergency switch (0.00) tidak aktif, sensor area (0.08) tidak
terhalang, dan sensor part (0.09) tidak mendeteksi adanya barang /
part.
Gambar 4.11 Diagram ladder Initial Check OK
Apabila salah satu dari ke tiga inputan tersebut ada yang aktif, maka initial check akan mendeteksi NG.
Laporan Skripsi
Simulasi Mesin Pres Sil Oli
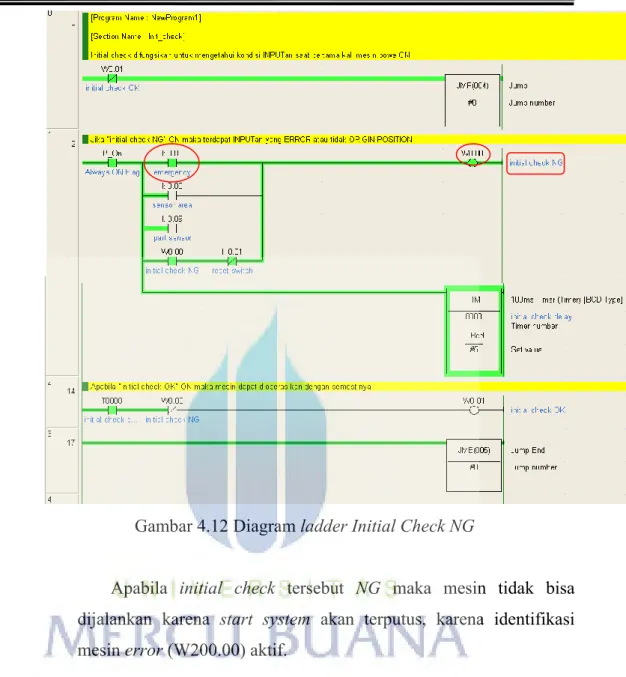
Gambar 4.12 Diagram ladder Initial Check NG
Apabila initial check tersebut NG maka mesin tidak bisa dijalankan karena start system akan terputus, karena identifikasi mesin error (W200.00) aktif.
Laporan Skripsi
Simulasi Mesin Pres Sil Oli
Adapun faktor – faktor yang menyebabkan mesin error aktif
adalah :
Initial Check NG (W200.01) Emergency switch (0.00) tertekan Sensor area (0.08) terhalang Sensor part (0.09) mendeteksi part Part tidak terproses (W200.04)
Waktu press part (W200.05) yang terlalu lama
Laporan Skripsi
Simulasi Mesin Pres Sil Oli
2) Proses Pada Program Run
Setelah proses initial check selesai dan dinyatakan OK (W0.01), selain itu mesin juga dinyatakan ready (W300.00) maka proses pres sil oli baru bisa dilaksanakan.
Gambar 4.15 Diagram ladder Run ready machine
Ketika sensor area terhalang lalu tidak terhalang akan mengaktifkan start run (W300.01) dan memberikan perintah silinder untuk turun (W300.02) setelah silinder turun maka silinder akan mengaktifkan reed switch FP (I0.02).
Gambar 4.16 Diagram ladder Run Cylinder Advance
Setelah reed switch FP (I0.02) aktif dan mengaktifkan press
advance finish (W300.03) yang akan mengaktifkan timer press
(I0.10). Setelah waktu yang di inginkan tercapai pada time press, lalu akan mengaktifkan press finish 1 (W300.05)
Laporan Skripsi
Simulasi Mesin Pres Sil Oli
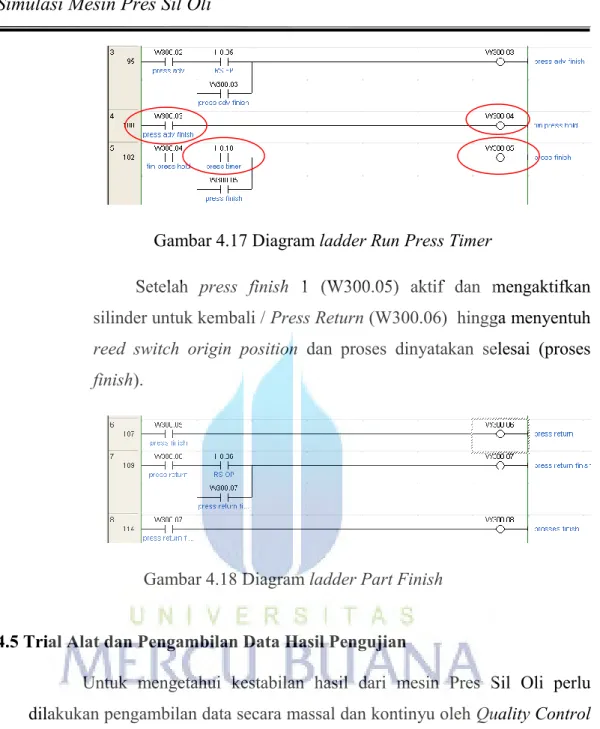
Gambar 4.17 Diagram ladder Run Press Timer
Setelah press finish 1 (W300.05) aktif dan mengaktifkan silinder untuk kembali / Press Return (W300.06) hingga menyentuh
reed switch origin position dan proses dinyatakan selesai (proses finish).
Gambar 4.18 Diagram ladder Part Finish
4.5 Trial Alat dan Pengambilan Data Hasil Pengujian
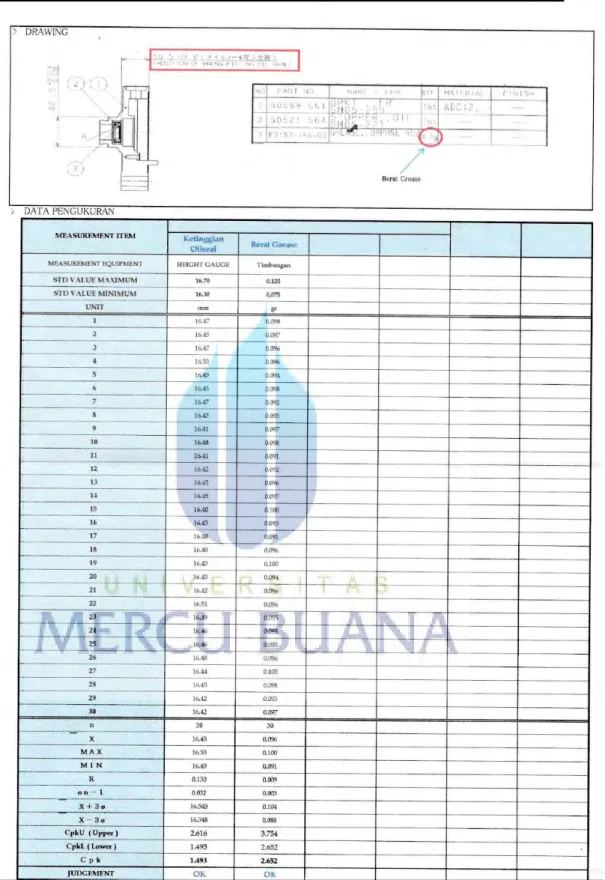
Untuk mengetahui kestabilan hasil dari mesin Pres Sil Oli perlu dilakukan pengambilan data secara massal dan kontinyu oleh Quality Control
Departement. Hasil data pengecekan kualitas part mengacu pada standar poin
Laporan Skripsi
Simulasi Mesin Pres Sil Oli
Laporan Skripsi
Simulasi Mesin Pres Sil Oli
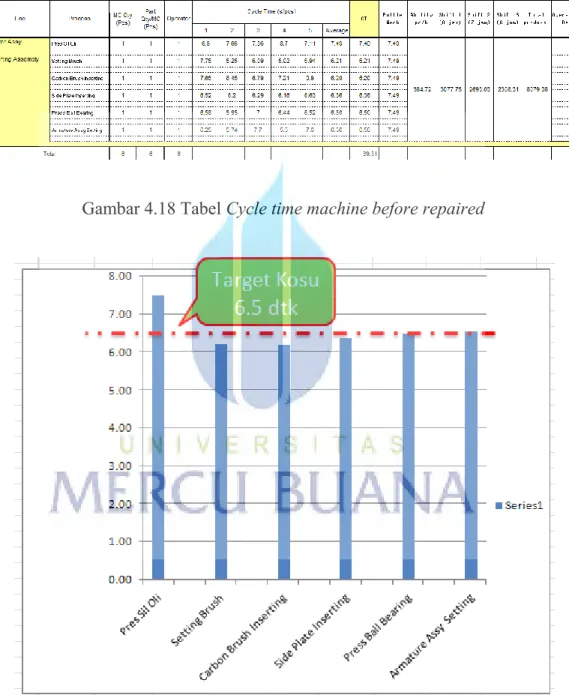
Selain pengecekan secara kualitas dan kestabilan part hasil produksi, dilakukan juga perbandingan kecepatan waktu produksi sebelum dan sesudah dilakukan perbaikan pada mesin. Berikut perbandingan hasil produksi sebelum dan sesudah dilakukan nya perbaikan pada mesin :
Gambar 4.18 Tabel Cycle time machine before repaired
Laporan Skripsi
Simulasi Mesin Pres Sil Oli
Gambar 4.21 Tabel Cycle time machine after repaired
Laporan Skripsi
Simulasi Mesin Pres Sil Oli
Dari hasil pengambilan data diatas dapat dihitung untuk percepatan waktu dan kenaikan jumlah produksi pada line motor assy starting assembly sebesar :
- Jumlah produksi sebelum perbaikan
= Jumlah waktu produksi x Operation Rate
Old Bottle neck
= ((8+7+6) x (3600 dtk)) x 0.8 7.49
= 8074
- Jumlah produksi sesudah perbaikan
= Jumlah waktu produksi x Operation Rate
New Bottle neck
= ((8+7+6) x (3600 dtk)) x 0.8 6.56
= 9219
- Prosentase kenaikan hasil Produksi
= ( New Production Capacity – Old Production Capacity ) x 100% Old Production Capacity
= ( 9219 – 8074) x 100% 8074