ANALISIS STRATEGI SUPPLY CHAIN MANAGEMENT
PADA PROSES MANUFACTURE
Studi kasus proses produksi castor dan panel di PT. Mega Andalan Kalasan.
Yogyakarta Sidarto
Jurusan Teknik Industri, Fakultas Teknologi Industri Institut Sains & Teknologi AKPRIND
Jl. Kalisahak 28 Komplek Balapan, Yogyakarta 55222
ABSTRACT
By global business appearance, industrial practitioners start conciousness that to provide cheap product, with quality, and on schedule require role all sedes, i.e. supplier, company/factory, company of transportation, and final consumer. Awareneness of the mentioned will create supply chain management concept.
Proposed research is case study in PT. Mega Andalan Kalasan, which the was production process of using system of make to order where company will produce if there is order of his customer. Considering order per month have fluctuation, hence used strategy where as isn’t it employees if there is order many.
To overcome the problem of overtime expense which often happened, hence needing the existence of strategy to lessen or eliminate the expense of overtime. There is three strategy which used in data analysis, first is isn’t it request moment labour many and transfer request moment labours a few, second strategy is executed production by kontinyu, excess of kept for supply early new and next month isn’t it moment labour of deman still less, third strategy use postponement to shift decoupling point go downstream so that production system shift from system of make to order to position of assembly to order. Result of data analysis indicate that first strategy yield the expense of overtime equal to Rp. 13.644.000,- while second strategy isn’t it the expense of overtime equal to Rp. 12.504.000,- but have to account expense keep equal to Rp. 762.202,- so that supply cost equal to Rp. 13.212.202,- ad for 2,76 % from first strategy. While third strategy yield the expense of overtime equal to Rp. 5.136.000,- and expense of keeping equal to Rp. 3.412.788,- so that the amount of supply expenses equal to Rp. 8.548.788,- or there is degradation equal to 37,34 % from first strategy. To smooth down machine capacities, machine office hours to isn’t it as according to requirement, for the machine of type 80-T equal to 6,39 %, type machine 125-T equal to 4,17 %, type machine 150-T equal to 10,49 %, type machine 350-T equal to 29,19 %, and type machine 530-T equal to 38,01 %, and labours amount counted 10 people.
From result analysis data, company better use strategy of postponement, and machine hour alloction and as according to requirement and also employ labour counted 10 people one shif although remain to release the expense of overtime.
Keyword : Supply Chain Management, Postponment, Decuopling Point
A. PENDAHULUAN 1. Latar Belakang
Seiring dengan munculnya perusahaan-perusahaan baru dalam dunia bisnis global, persaingan di dunia industri semakin meningkat. Suatu sistem produksi yang efektif dan efisien merupakan keharusan yang perlu dimiliki oleh para pelaku bisnis. Kompetisi tersebut menuntut perusahaan untuk menyediakan produk yang murah, berkualitas, tepat waktu, dan bervariasi. Untuk memenuhi tuntutan tersebut membutuhkan peran serta dari semua pihak mulai dari supplier yang memasok bahan baku, perusahaan/pabrik yang mengolah bahan baku menjadi produk atau komponen, perusahaan transportasi yang mengangkut bahan baku dari supplier dan mengantar barang jadi kepada customer akhir, serta costomer yang akan memakai produk tersebut. Kesadaran akan pentingnya peran serta dari semua pihak inilah kemudian terncipta konsep supply chain management.
Penelitian mengenai supply chain management akhir-akhir ini sangat banyak dilakukan karena secara nyata supply chain management merupakan pertimbangan misi dan strategi untuk mencapai keunggulan kompetitif. Zabidi.Y.,(2001) dalam tulisan utamanya mengenai Supply Chain
Management, teknik terbaru dalam mengelola aliran material/produk dan informasi dalam
memenangkan persaingan mengemukakan bahwa perusahaan haruslah bertanggung jawab terhadap seluruh rangkaian proses mulai dari perencanaan produk, peramalan kebutuhan, pengadaan material, produksi, pengendalian persediaan, penyimpanan, distribusi ke distributor center, wholesaler, pedagang kecil, retailer, pelayanan pada pelanggan, proses pembayaran, dan sampai pada konsumen akhir. Djohar.S.,dkk (2003) melakukan penelitian dengan judul Building a Competitive
Advantage on CPO Through Supply Chain Management : A Case Study in PT. Eka Dura Indonesia,
Astra Agro Lestari, Riau. Penelitian ini bertujuan untuk memetakkan permasalahan supply chain CPO (crude palm oil) yang selama ini dilalui PT. EDI khususnya berkaitan dengan keunggulan nilai dan produktivitas. Penelitian ini juga bertujuan untuk membangun model simulasi SCM sebagai strategic
tool dalam mengembangkan strategi mencapai keunggulan kompetitif. Studi ini membatasi ruang
lingkupnya dengan berfokus pada SCM mulai dari kebun, kontraktor angkutan, pabrik, tangki timbun CPO, dan konsumen industri.
Penelitian yang diusulkan merupakan studi kasus mengenai Analisis Strategi Supply Chain
Management Pada Proses Manufacture khususnya proses produksi panel dan castor di PT. Mega
Andalan Kalasan Yogyakarta.
PT. Mega Andalan Kalasan Yogyakarta merupakan perusahaan manufacture yang memproduksi perlengkapan rumah sakit, dalam kegiatan produksinya berdasarkan make to order, (MTO). Pada saat ini proses bisnisnya sudah menerapkan process organization, sehingga membuat supply chain dalam perusahaan menjadi lebih mudah, namun dalam kenyataanya tetap sering timbul ketidakpastian pada proses fabrikasi.
Bertitik tolak dari permasalahan yang ada dalam proses fabrikasi/pembuatan komponen panel dan castor di PT. Mega Andalan Kalasan tersebut diatas, maka dalam makalah ini mengambil judul mengenai Analisis Strategi Supply Chain Management Pada Proses Manufacture.
2. Tujuan Penelitian
a. Penentuan Strategi Supply Chain Management pada proses produksi castor dan panel pada subbagian produksi plastik di PT. Mega Andalan Kalasan untuk mengurangi biaya lembur b. Menentukan alokasi kapasitas mesin produksi yang digunakan untuk memproduksi komponen
panel dan castor.
3. Manfaat Penelitian
a. Menentukan strategi supply chain manajemen dalam menangani masalah biaya tenaga kerja untuk mengoptimalkan biaya produksi.
b. Menentukan alokasi kapasitas mesin produksi, sehingga kebutuhan produksi dapat terpenuhi. c. Memberikan masukan kepada perusahaan mengenai kegiatan proses manufaktur.
4. Batasan dan Asumsi
a. Penelitian difokuskan pada departemen produksi komponen plastic
b. Produk yang diamati adalah komponen dari plastic ( castor dan panel ) sebagai komponen Supramak Bed.
c. Data yang digunakan adalah data penjualan selama tahun 2007.
d. Selama penelitian berlangsung, proses produksi berjalan dalam keadaan stabil. 5. Metodologi Penelitian
Penelitian dilakukan di PT. Mega Andalan Kalasan Yogyakarta, yang memproduksi peralatan rumah sakit. Obyek penelitian adalah proses produksi castor dan panel yang merupakan komponen dari supramak bed. Adapun tahapan penelitian yang dilakukan adalah sebagai berikut : Pertama melakukan identifikasi permasalahan yang ada di PT. Mega Andalan Kalasan dengan melihat proses bisnis yang dilakukan oleh perusahaan. Secara singkat gambaran umum proses bisnis yang dilakukan perusahaan adalah sebagai berikut :
Gambaran Umum Proses Produksi Castor dan Panel
Customer
Bagian Marketing
Bag. Perakitan Gudang
Supplier
PPIC PPIC
Kedua menentukan permasalahan yang ada di PT. Mega Andalan Kalasan Yogyakarta, yaitu bagaimana mengurangi atau menghilangkan biaya lembur dan mengalokasikan jam kerja mesin sesuai dengan kebutuhan produksi sesuai dengan peramalan permintaan dengan tujuan mengoptimalkan biaya produksi.
Ketiga menentukan beberapa strategi yang akan digunakan dalam analisa. Keempat memberikan kesimpulan dan saran.
6. Tinjauan Pustaka
Penelitian-penelitian dan tulisan-tulisan mengenai supply chain management akhir-akhir ini sangat banyak dilakukan karena secara nyata supply chain management merupakan pertimbangan misi dan strategi untuk mencapai keunggulan kompetitif. (Zabidi, 2001) dalam tulisan utamanya mengenai Supply Chain Management, teknik terbaru dalam mengelola aliran material/produk dan informasi dalam memenangkan persaingan, mengemukakan bahwa perusahaan haruslah bertanggung jawab terhadap seluruh rangkaian proses mulai dari perencanaan produk, peramalan kebutuhan, pengadaan material, produksi, pengendalian persediaan, penyimpanan, distribusi ke distributor center, wholesaler, pedagang kecil, retailer, pelayanan pada pelanggan, proses pembayaran, dan sampai pada konsumen akhir. Untuk mengatur aliran material / produk, informasi dari seluruh aktifitas perusahaan diperlukan suatu konsep yang disebut dengan supply chain
management. ( Watanabe, 2001) dalam tulisannya mengenai Supply Chain Management konsep dan
teknologi, mengemukakan bahwa Supply Chain Managemen adalah konsep atau mekanisme untuk meningkatkan produktivitas total perusahaan dalam rantai supply melalui optimalisasi waktu, lokasi dan aliran kuantitas bahan. ( Djohar, dkk., 2003) melakukan penelitian dengan judul Building a
Competitive Advantage on CPO Through Supply Chain Management : A Case Study in PT. Eka Dura
Indonesia, Astra Agro Lestari, Riau. Penelitian ini bertujuan untuk memetakkan permasalahan supply
chain CPO (crude palm oil) yang selama ini dilalui PT. EDI khususnya berkaitan dengan keunggulan
nilai dan produktivitas. Penelitian ini juga bertujuan untuk membangun model simulasi SCM sebagai
strategic tool dalam mengembangkan strategi mencapai keunggulan kompetitif. Studi ini membatasi
ruang lingkupnya dengan berfokus pada SCM mulai dari kebun, kontraktor angkutan, pabrik, tangki timbun CPO, dan konsumen industri. ( Wardani, 2004 ), melakukan penelitian yang berjudul Economic
Manufacturing Quantity gabungan antara pemasok dengan produsen untuk produk yang dijual dengan
garansi, penelitian ini mengemukakan bahwa dengan manajemen rantai pasok ( supply chain
management ) kerja-sama antara pemasok dan produsen dirancang agar menguntungkan kedua
belah pihak sehingga ukuran produksi dari pemasok dan ukuran pemesan dari produsen harus memperhatikan kepentingan bersama atau meminimalkan total ongkos gabungan secara utuh. ( Arvitrida, 2008 ) melakukan penelitian mengenai Simulasi Koordinasi Supply Chain Pisang : Studi
Supply Chain merupakan suatu rangkaian atau jaringan dari perusahaan-perusahaan yang
bekerja bersama-sama untuk membuat dan menyalurkan produk atau jasa kepada konsumen akhir. Pada dasarnya dalam sebuah supply chain terdapat tiga aliran, yaitu : aliran material, aliran informasi, dan aliran uang/pembayaran. Struktur supply chain secara sederhana dapat dilihat dalam gambar berikut : Aliran fisik/material Aliran pembayaran Aliran informasi
Gambar 1. Struktur supply chain dan tiga aliran yang dikelola
Sedangkan Supply Chain Managemen adalah manajemen terhadap aliran antar dan diantara tahapan supply chain untuk memaksimalkan profitabilitas keseluruhan supply chain itu sendiri. (Punjawan, 2005). Keunggulan kompetitif dari supply chain management adalah bagaimana ia mampu me-manage aliran barang atau produk dalam suatu rantai pasok, dengan kata lain model
supply chain management mengaplikasikan bagaimana suatu jaringan kegiatan produksi dan
distribusi dari satu bagian/devisi sehingga menghasilkan produk sesuai dengan tuntutan konsumen. 1). Strategi Sapply Chain
Dalam konteks saplly chain, strategi bisa berupa pendirian pabrik baru, penambahan kapasitas produksi, penentuan proses manufaktur, pemilihan sistem produksi, pengalihan tanggung jawap persediaan ke supplier, dll. Strategi saplly chain dimulai dari supplier sampai dengan konsumen akhir, dan dalam penyusunan strategi operasi kebutuhan pasar maupun ketersediaan sumber daya harus sama-sama dipakai sebagai acuhan. Tujuan utama dalam strategi supply chain adalah memenangkan persaingan pasar, dan untuk bisa memenangkan persaingan ini supply chain harus bisa menyediakan harga yang murah, dan untuk menyediakan produk yang murah ini perusahaan harus dapat menentukan harga pokok produk yang rendah, dimana salah satunya adalah menekan biaya tenaga kerja yang optimal. Ada beberapa strategi yang dapat dilakukan dalam menentukan biaya tenaga kerja, diantaranya adalah :
a. Memproduksi kalau ada pesanan dan kalau pesanan banyak akan melemburkan karyawannya, dan kalau pesanan sedikit akan mengalihkan atau memberhentikan karyawan. b. Memproduksi sebanyak-banyaknya saat pesanan sedikit, dan menyimpan produk tersebut
untuk persediaan pada periode berikutnya ( produksi secara kontinyu ) konsekwensinya adalah akan menanggung biaya simpan.
c. Merubah sistem produksi dengan pendekatan postponment dengan menggeser decoupling point ke hilir atau ke hulu. Merubah posisi decoupling point akan menciptakan produk-produk dengan variasi yang fundamental, mengurangi ketergantungan terhadap ramalan permintaan, mengurangi persediaan setengah jadi/komponen, dan mengurangi resiko keusangan. Penggeseran decoupling point ke sisi hilir akan memperbanyak proses-proses standar dalam supply chain dan membatasi proses spesifik, atau dengan kata lain memproduksi dengan dasar ramalan permintaan untuk mengurangi waktu tunggu pelanggan.
2). Decoupling Point dalam Supply Chain
Decoupling point merupakan suatu keputusan sampai dimana aktivitas produksi bisa dilakukan tanpa menunggu permintaan definitif dari pelanggan dan merupakan keputusan yang sangat penting bagi supply chain, karena akan berpengaruh terhadap kemampuan untuk menciptakan efisiensi fisik
HULU
HILIR
SUPPLIERPABRI
K
DISTRI BUTOR WHOLE SALER RETAILER CUSTO MERatau kecepatan merispon pasar atau titik temu sampai dimana suatu kegiatan bisa dilakukan atas dasar ramalan dan darimana kegiatan harus ditunda sampai dengan adanya permintaan yang pasti.
3). Postponement.
Pada suatu supply chain, posisi decoupling point bisa diubah maju atau mundur tergantung pada arah strategi yang diinginkan. Kegiatan menggeser decoupling point dari sisi hulu ke sisi hilir maupun sebaliknya dari sisi hilir ke sisi hulu disebut dengan postponement
B. PENGUMPULAN DATA
Tabel : I. Part List Komponen Castor Untuk Satu Set Supramak Bed No.
Part
Nama Part Jumlah
(unit)
Material Cycle Time
Bahan / Unit 44 Cover Bearing Castor New 4 Nylon 17 dt 3,25 grm
52 Pedal 2 Nylon 32 dt 13 gram
53 Pin 8 ABS 5 dt 0,26 gram
59 Wheel In 5 “ 4 Nylon 65 dt 214,5 gram
61 Wheel Out 5 “ 4 TPU 60 dt 162,5 gram
42 Cover 8 PP 20 dt 13 gram
Sumber : data perusahaan
Adapun gambaran tentang produk castor dapat dilihat dalam gambar berikut :
CASTOR
Pedal
Cover Bearing Castor New
Pin
Cover Wheel In 5”
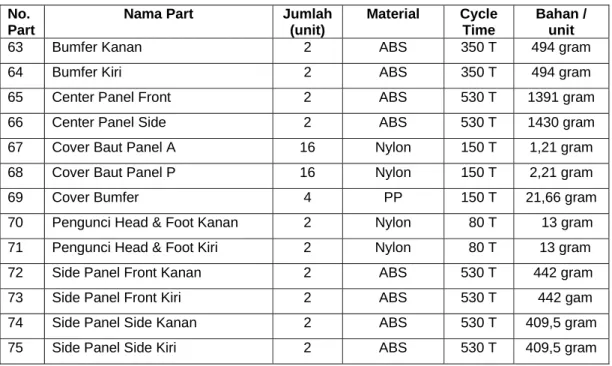
Tabel : II. Part List Komponen Panel Untuk Satu Set Supramak Bed No.
Part
Nama Part Jumlah
(unit)
Material Cycle Time
Bahan / unit
63 Bumfer Kanan 2 ABS 350 T 494 gram
64 Bumfer Kiri 2 ABS 350 T 494 gram
65 Center Panel Front 2 ABS 530 T 1391 gram
66 Center Panel Side 2 ABS 530 T 1430 gram
67 Cover Baut Panel A 16 Nylon 150 T 1,21 gram
68 Cover Baut Panel P 16 Nylon 150 T 2,21 gram
69 Cover Bumfer 4 PP 150 T 21,66 gram
70 Pengunci Head & Foot Kanan 2 Nylon 80 T 13 gram 71 Pengunci Head & Foot Kiri 2 Nylon 80 T 13 gram
72 Side Panel Front Kanan 2 ABS 530 T 442 gram
73 Side Panel Front Kiri 2 ABS 530 T 442 gam
74 Side Panel Side Kanan 2 ABS 530 T 409,5 gram
75 Side Panel Side Kiri 2 ABS 530 T 409,5 gram
Sumber : data perusahaan
Sedangkan gambaran tentang komponen panel dapat dilihat dalam gambar berikut :
PANEL
Komponen panel
Bumfer Kanan Bumfer Kiri
Cover Bumfer Cover Baut Panel A
Cover Baut Panel P
Pengunci Head & Foot Kanan Pengunci Head & Foot Kiri
Cover Panel Side
Cover Panel Front
Side Panel Front Kanan Side Panel Front kiri
Side Panel Side kanan Side Panel Side Kiri
Gambar : 3. Komponen Panel
Data Penjualan Berdasarkan Ramalan Tahun 2008.
Bulan Penjualan Tahun 2007 ( data aktual )
Penjualan Tahun 2008 ( 130 % dari 2007 )
Penjualan Tahun 2008 berdasarkan Ramalan Januari 100 set 130 set 98 set
Februari 25 set 32 set 98 set Maret 58 set 75 set 98 set April 117 set 152 set 98 set Mei 48 set 62 set 98 set Juni 33 set 43 set 98 set Juli 67 set 87 set 98 set Agustus 186 set 240 set 98 set September 73 set 95 set 98 set Oktober 56 set 72 set 98 set Nopember 246 set 320 set 98 set Desember 132 set 171 set 98 set Total 1141 set 1479 set 1176 set Sumber : pengolahan data
Data Penjualan 0 100 200 300 400
Jan Feb Mar Apr Mei Jun Jul Agt Sep Okt Nop Des
Bulan Jum la h Th. 2007 Th. 2008 Ramalan C. HASIL PENELITIAN
Perhitungan biaya produksi castor dan panel untuk satu set Supramak Bed : a. Biaya Bahan Baku : panel Rp. 49.135,- castor Rp. 220.845,-
--- Rp. 269.980,-
b. Biaya Tenaga Kerja : Operator Mesin 80-T Rp. 800.,- Operator Mesin 125-T Rp. 520,- Operator Mesin 150-T Rp. 1.360,- Operator Mesin 350-T Rp. 3.720,- Operator Mesin 530-T Rp. 4.800,- --- Rp. 11.200,-
c. Biaya lain : Mesin Jenis 80-T Rp. 1.876,80 Mesin Jenis 125-T Rp. 1.545,60 Mesin Jenis 150-T Rp. 4.316,64 Mesin Jenis 350-T Rp. 25.392,00 Mesin Jenis 530-T Rp. 82.800,00 --- Rp. 115,931,- ---
Total Biaya Produksi untuk satu set Supramak Bed Rp. 397.111,-
Biaya modal / biaya simpan per bulan : 1,5 % x Rp. 397.111,- Rp. 5.956,-
Biaya lembur per jam = Rp. 6.000,-
Dengan menggunakan strategi yang pertama, yaitu memproduksi sesuai dengan permintaan dan akan melemburkan karyawan apabila ada pesanan banyak dan mengalihkan karyawan saat permintaan sedikit, maka tambahan biaya produksi khususnya tenaga kerja lembur sebesar Rp. 13.644.000,- dengan rincian untuk mesin jenis 80-T sebesar Rp. 816.000,- mesin jenis 125-T sebesar Rp. 348.000,- mesin jenis 150-T sebesar Rp. 1.824.000,- mesin jenis 350-T sebesar Rp. 4.140.000,- dan mesin jenis 530-T sebesar Rp. 6.516.000,-.
Dengan menggunakan strstegi yang kedua, yaitu berproduksi secara kontinyu dalam arti pada saat pesanan sedikit akan memproduksi sebanyak-banyaknya dan menyimpan untuk periode berikutnya, tambahan biaya produksi sebesar Rp. 13.212.202,- dengan rincian :
Tabel : IV. Perhitungan Biaya Lembur dan Biaya Simpan
Jenis Mesin Biaya Lembur Biaya Simpan Jumlah
80-T Rp. 468.000,- Rp. 81.890,- Rp. 549.890,- 125-T Rp. 60.000,- Rp. 392.276,- Rp. 398.276,- 150-T Rp. 1.872.000,- Rp. 12.036,- Rp. 1.884.036,- 350-T Rp. 3.780.000,- Rp. 206.745,- Rp. 3.986.745,- 530-T Rp. 6.324.000,- Rp. 69.255,- Rp. 6.393.255,- Jumlah Rp. 12.504.000,- Rp. 762.202,- Rp. 13.212.202,-
Sumber : pengolahan data
Dengan menggunakan strategi yang ketiga, yaitu dengan pendekatan postponment dengan menggeser posisi decoupling point ke hilir sehingga produksi setiap bulan menurut peramalan sebesar 98 set supramak bed, sehingga jumlah persediaan/produk yang harus disimpan selama tahun 2008 sebanyak 573 set, dan jumlah produk yang perlu adanya lembur sebanyak 303 set. Jadi biaya simpan dengan adanya strategi III sebanyak 573 set x Rp. 5.956,- = Rp. 3.412.788,- sedangkan biaya lembur selama tahun 2008 sebesar Rp. 5.136.000,- dengan rincian sebagai berikut : untuk mesin 80-T sebesar Rp. 372.000,- mesin 125-T sebesar Rp. 240.000,- mesin jenis 150-T sebesar Rp. 612.000,- mesin 350-T sebesar Rp. 1.704.000,- dan mesin jenis 530-T sebesar Rp. 2.208.000,- Perbandingan antara strategi I, strategi II dan strategi III dapat dilihat dalam tabel berikut :
Tabel V : Perbandingan Biaya Lembur dan Biaya Simpan Menurut Strategi I, II, dan III
Strategi Biaya Lembur Biaya Simpan Total
I Rp. 13.644.000,- - Rp. 13.644.000,- II Rp. 12.504.000,- Rp. 762.202,- Rp. 13.266.202,- III Rp. 5.136.000,- Rp. 3.412.788,- Rp. 8.548.788,- Sumber : pengolahan data
produksi Supramak Bed, dapat dilihat dalam tabel berikut :
Tabel VI : Alokasi Jam Kerja Mesin Untuk Produksi 98 Set Supramak Bed. Jenis Mesin Waktu Produksi Jumlah Waktu
Produksi
Kapasitas Maksimum
Alokasi Jam Mesin 80-T 368 detik 36064 detik 564000 detik 6,39 % 125-T 240 detik 23520 detik 564000 detik 4,17 % 150-T 604 detik 59192 detik 564000 detik 10,49 % 350-T 1680 detik 164640 detik 564000 detik 29,19 % 530-T 2188 detik 214424 detik 564000 detik 38,01 %
Sumber : pengolahan data C. KESIMPULAN DAN SARAN
1. Kesimpulan
Dari hasil analisa data, dapat disimpulkan bahwa : a. Biaya lembur dengan strategi I sebesar Rp. 13.644.000,-
b. Biaya lembur dan biaya simpan dengan strategi II sebesar Rp.13.266.202,- atau ada penurunan sebesar 2,76 % dari strategi I
c. Biaya lembur dan biaya simpan dengan strategi III sebesar 8.548.788,- atau ada penurunan sebesar 37,34 % dari strategi I
d. Alokasi mesin Jenis 80-T sebesar 6,39 % e. Alokasi mesin jenis 125-T sebesar 4,17 % f. Alokasi mesin jenis 150-T sebesar 10,49 % g. Alokasi mesin jenis 350-T sebesar 29,19 % h. Alokasi mesin jenis 530-T sebesar 38,01 % 2. Saran
a. Berdasarkan hasil analisa data, perusahaan sebaiknya merubah system produksi dari MTO menjadi system produksi ATO dan juga melakukan strategi Postponment dengan menggeser DP ke sisi hilir.
b. Perusahaan harus mengalokasikan jam kerja mesin sesuai dengan kapasitas produksi sesuai dengan ramalan penjualan.
D. DAFTAR PUSTAKA
Djohar. S., Tanjung.H., Cahyadi. ER., 2003, Building a Competitive Advantage on CPO Through
Supply Chain Managemen, A Case Stady in PT. Eka Dura Indonesia, Astra Agro Lestari, Jurnal
Manajemen & Agribisnis, Vol.1 April 2003.
Daryanto.A.,2007, Peningkatan Nilai Tambah Industri Perunggasan Melalui Supply Chain
Management, Jurnal Manajemen & Agribisnis 2007
Hanam.R,1996, Computer Integrated Manufacturing: from consepts to relisation, Addison-Wesley, England.
Makridakis,S.,Wheelright, SC., dan McGEE, VC., 1993, Metode dan Aplikasi Peramalan , edisi kedua, Erlangga, Jakarta.
Nasution.A.H.,1999, Perencanaan dan Pengendalian Produksi, Candimas Metropole, Jakarta. Ridhani. MR.,2008, Tugas Supply Chain Management, April 2008
Punjawan.IN.,2005, Supply Chain Management, Guna Widya, Surabaya.
Render B., dan Heizer J., 2001, Prinsip-Prinsip Manajemen Operasi, Salemba Empat, Pearson Education Asia Pte.Ltd., Jakarta.
Sheikh. K.,2002, Manufacturng Resource Planning ( MRP II ), with introduction to ERP, SCM, and CRM, McGrow-Hill.
Tanjung HSB.,2007, Unggul Bersaing Melalui Supply Chain Management, hendriyusuf Brothers.com Watanabe.R.,2001, Supply Chain Management Konsep dan Teknologi, Jurnal Usahawan No. 02 Th
LAMPIRAN
Gambar 4. Supramak Bed