1
MEKANISME PEMBUATAN BRACKET J1111 YF
UNTUK KOMPONEN DUMP TRUCK
STUDI KASUS DI PT. PRIMA MULIA ENGGINEERING
Ariyanto
Program Studi Teknik Mesin, Fakultas Teknologi Industri, Universitas Gunadarma, Depok, Jawa Barat
ABSTRACT
The yf j1111 bracket is one of the components of the dump truck that functions as a place for the operator's seat or seat on the dump truck, the position of the component is right below the dump truck operator's seat. In order to know the mechanism for making the yf j1111 bracket, know the material used in the manufacture of the yf j1111 bracket, analyze the milling speed of the yf j1111 bracket, analyze the safety factor on the yf j1111 bracket using Solidworks software. The yf j1111 bracket manufacturing mechanism goes through several machining processes, namely the cutting, milling, bending, welding, and finishing processes. In the calculation process that is carefully examined is the calculation of the rotational speed of the milling machine that produces (850 RPM) using the existing formula. Besides, the results of the safety factor are examined which produce a value of 6.1 without load and produce a value of 2.0 with a load of 600 N, a value of 1.8 with a load of 700. N and 1.6 with a load of 800 N.
Keywords: YF J1111 bracket, turnaround speed, safety factor, dump truck
ABSTRAK
Bracket yf j1111 merupakan salah satu komponen dari dump truck yang berfungsi sebagai tempat dudukan kursi atau jok operator pada dump truck posisi komponen tepat berada dibawah kursi operator dump truck. Guna mengetahui mekanisme pembuatan bracket yf j1111, mengetahui material yang digunakan pada pembuatan bracket yf j1111, menganalisa kecepatan putar milling pada pembuatan bracket yf j1111, menganalisa safety factor pada bracket yf j1111 menggunakan software solidworks. Dalam mekanisme pembuatan bracket yf j1111 melewati beberapa proses permesinan yaitu proses cutting, milling, bending, welding, dan proses finishing. Dalam prose erhitungan yang di teliti adalah perhitungan kecepatan putar mesin milling yang menghasilkan (850 RPM) dengan menggunakan rumus yang ada selain, itu diteliti hasil safety factor yang menghasilkan nilai 6.1 tanpa beban dan mengasilkan nilai 2.0 dengan beban 600 N, nilai 1.8 dengan beban 700 N dan 1.6 dengan beban 800 N.
2 PENDAHULUAN
Dump truck adalah kendaraan jenis yang digunakan untuk mengangkut bahan material seperti pasir, kerikil atau tanah untuk keperluan konstruksi. Dump truck dapat memindahkan material pada jarak menengah sampai jarak jauh (500 meter – up). Isi muatannya diisikan oleh alat pemuat, sedangkan untuk membongkar muatannya alat berat ini dapat bekerja sendiri dengan mengangkat bagian bak dengan menggunakan teknologi hidrolik
Pada alat berat dump truck ini terdapat beberapa ruang yakni ruang mesin, ruang operator atau kemudi dan muatan. Dump truck memiliki ratusan part yang membuat alat berat ini beroperasi dengan baik di lapangan. Salah satu part yang penting pada dump truck ini adalah bracket yf j1111 karena memiliki fungsi untuk membuat operator alat berat ini berada dalam keadaan yang nyaman dalam mengoperasikan alat berat ini.
Penelitian ini menjelaskan tentang mekanisme pembuatan sebuah part yang dipakai pada kendaraan dump truck atau juga bisa disebut dengan HD 785-7. Nama part tersebut adalah bracket dengan serial YF J1111 atau bisa juga disebut dengan bracket yf j1111 yang memiliki fungsi sebagai dudukan bangku pada operator dump truck posisi yang lebih tepatnya berada di bawah jok operator dan menyatu dengan part-part lain yang berada di bawah jok tersebut. Material yang digunakan dalam pembuatan bracket yf j1111 ini adalah S45C (Carbon Steel) setelah pemilihan material masuk ke dalam tahap proses machining yang terdiri dari cutting, milling, bending, welding,
grinding, dan yang terakhir finishing (painting) terdapat pengecekan juga terhadap barang jadi ini agar nantinya tidak terjadi masalah serius yang dapat membahayakan operator dalam mengoperasikan dump truck. Penelitian ini membahas mengenai Mekanisme Pembuatan Bracket YF J1111 Untuk Komponen Dump Truck Studi Kasus Di PT Prima Mulia Engineering”. PT. Prima Mulia Engineering adalah perusahaan yang bergerak di bidang manufakturing. Perusahaan ini menerima pembuatan berbagai macam komponen-komponen alat berat dengan berbagai proses machining.
TUJUAN PENELITIAN
Tujuan dari penelitian ini antara lain sebagai tambahan wawasan mengenai mekanisme pembuatan bracket yf j1111, mengetahui material yang digunakan pada pembuatan bracket yf j1111, menganalisa kecepatan putar milling pada pembuatan bracket yf j1111 dan menganalisa safety factor pada bracket yf j1111 menggunakan software solidworks.
METODE PENELITIAN
Metode penelitian yang dilakukan dalam hal ini yaitu :
1. Studi literatur
Pada proses studi literatur ini dilakukan untuk mengetahui segala macam hal yang berhubungan dengan proses pemilihan
3 bahan dan analisis pembuatan bracket yf j1111.
2. Perancangan dan pembuatan produk
Perancangan serta pembuatan produk dilakukan setelah proses studi literatur selesai.
3. Analisis Data
Analisis data dilakukan setelah mendapatkan data-data yang cukup berdasarkan hasil perancangan dan pembuatan serta pengujian alat tersebut, dan didasari teori yang diperoleh untuk kesimpulan.
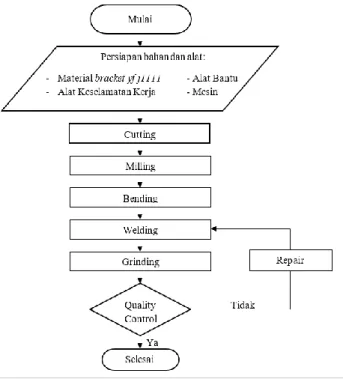
Gambar 1 Diagram Alir Proses Pemesinan Pembuatan Bracket yf j1111
ANALISA DAN PEMBAHASAN
Pada tahap ini bahan atau material yang disiapkan berupa plat baja dengan ukuran yang di butuhkan. Selain itu alat yang digunakan berupa
mesin CNC plasma cutting, mesin milling, mesin bending, mesin welding, mesin grinding dan mesin painting (finishing) dalam pengerjaan Bracket Yf J1111, selain itu dalam pengerjaan dibutuhkan juga alat bantu dan alat ukur yang berfungsi mempermudah proses pembuatan bracket yf j1111. Alat tersebut di persiapkan sesuai dengan kebutuhan pada saat proses pemesinan berlangsung. Alat bantu dan alat ukur yang digunakan sesuai dengan fungsi dan kegunaannya, selain itu alat- alat tersebut juga sangat diperhatikan dalam penyimpanan dan peletakannya. Agar pada saat proses pemesinan sedang berlangsung tidak menghalangi kerja operator saat proses pemesinan, untuk itu penyimpanan dan peletakan benda – benda tersebut di tempatkan khusus dan ditata rapi agar mudah dalam penggunaannya.
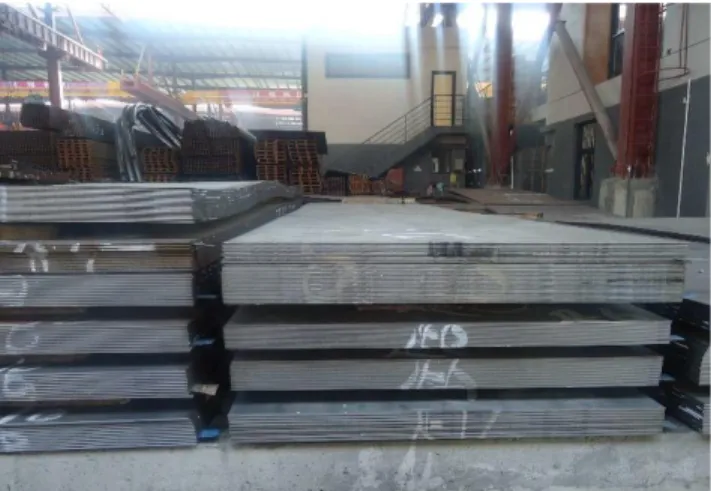
Jenis material yang digunakan untuk komponen bracket yf j1111 ini adalah plat baja dengan spesifikasi S45C. Plat baja karbon ini sudah melalui tahap perlakuan panas seperti : Normalising, Hardening, Tempering, Quenching dan Full Annealing sehingga mendapatkan data mechanical properties seperti dibawah ini:
4
Gambar 2 Material S45C
Tabel 1 Specification Table JIS S45C Steel
Specification Temperature
Full Annealing 800 – 850 °C
Normalising 840 – 880 °C
Hardening 820 – 860 °C
Tempering 550 – 660 °C
Quenching Medium Water or Oil
(Sumber : http://beyond-steel.blogspot.com)
Tabel 2 Mechanical Properties JIS S45C Steel
Mechanical Properties Metric Imperial Hardness, Brinell 160-220 160-220 Tensile Strength, Standard 569 MPa 82526,5 psi Tensile Strength, Ultimate 686 MPa 99495,9 psi Yield Strength, Standard 343 Mpa 49747,9 Psi Yield Strength, Ultimate 490 Mpa 71068,5 Psi Poissons Ratio 0.27-0.30 0.27-0.30 Young’s Modulus (Typical
for steel) 190-210 GPa 27557,2-30457,9ksi (Sumber: http://www.astmsteel.com) A. Machinig
Pada tahap ini material S45C yang telah disiapkan akan memulai tahap machining yang berawal dari proses cutting atau pemotongan plat menjadi 4 part yang akan digunakan dalam
membuat bracket yf j1111. Part tersebut akan memulai tahap kedua yaitu proses drilling setelah itu part akan memulai tahap 3 yaitu proses bending selesai proses bending part akan mulai disambung pada tahap 4 yaitu proses welding dimana 4 part akan di sambung menjadi bracket yf j1111 setelah tahap 4 selesai dan menajadi sebuah produk, maka produk akan menuju tahap 5 yaitu proses grinding dimana proses ini produk akan dibersihkan dari kotoran pada tahap-tahap sebelumnya. Proses terakhir dari pembuatan bracket yf j1111 adalah proses finishing dimana produk akan di cat dan siap di gunakan atau dipasang pada dump truck (HD 785-7).
B. Cutting
Pada proses pembuatan bracket yf j1111 proses pemotongan material menggunakan mesin CNC Plasma Cutting. Tahap pemotongan material S45C dibagi menjadi 4 part dengan part 1, 2, 3 di potong 12 pcs dan part 4 di potong 48 pcs. Proses pemotongan menggunakan nozzle 1,5 dengan menggunakan program Match 3 CNC yang menggunakan settingan coding yang telah di siapkan. Proses kerja pada mesin CNC Plasma Cutting ini menggunakan sebuah program yang memiliki settingan coding yang telah di siapkan setelah itu pastikan arah X, Y, Z pada program berada pada titik awal (0.0). Selesai memastikan titik awal program siap dijalankan dengan meng klik cycle start pada program dan program akan berjalan sesuai settingan yang telah di siapkan dan dimasukan pada program Match 3 CNC. Mesin akan berhenti memotong secara otomatis ketika
5 semua kode pada program telah dijalankan oleh mesin plasma cutting. Kode yang digunakan adalah kode untuk Part 1 dengan jenis kode pemograman absolut.
Gambar 3 Hasil Pemotongan Part 1,2,3,4
C. Milling
Pada proses ini hanya 3 Part yang di bor yaitu Part 1, 2, dan 3, sedangkan part 4 akan berada pada proses welding atau proses peyambungan part menjadi bracket. Proses milling menggunakan mesin bor tegak.
D. Bending
Pada proses bending hanya ada 2 Part yang di berlakukan yaitu Part 2 dan Part 3 sedangkan part 1 dan 4 berada di line welding untuk pemasangan full part. Pada proses ini digunakan ukuran daes 6 mm. Tekanan yang diberlakukan pada mesin adalah 10 ton.
6 E. Welding
Proses pengelasan pada Bracket yf j1111 ini menggunakan mesin las GMAW (Gas Metal Arc Welding) proses pengelasan atau penyambunagn logam dengan menggunakan bahan tambahan berupa kawat gulungan dan gas pelindung dengan melalui proses pencairan. Menggunakan kawat dengan kode ER – 70S – 6. Dengan arus listrik 5 Ampere.
F. Grinding
Proses grinding pada bracket yf j1111 ini menggunakan gerinda tangan untuk menghaluskan bracket yf j1111 agar produk dapat terlihat baik untuk digunakan. Jenis batu gerinda yang digunakan adalah cylindrical grinding wheels atau batu gerinda yang digunakan untuk menghaluskan. No serial dari batu gerinda yang digunakan adalah A36QBF.
G. Finishing
Proses finishing bracket yf j1111 ini adalah proses pengecatan sekaligus proses pengecekan barang setelah melalui proses cutting, driliing, bending, welding, dan grinding. Setelah di cat produk akan di keringkan terlebih dahulu pada ruang yang dinamakan oven room. Ruang ini berfungsi untuk mengkeringkan produk setelah pengecatan selesai.
Analisa Perhitungan Safety Factor
Setelah mekanisme pembuatan selesai sekarang akan menghitung tingkat keamanan bracket yf j1111 dengan material S45C untuk
pembebanan eskternal. Pembebanan eksternal yang dimaksud adalah berat badan manusia yang akan menduduki tempat duduk operator dump truck dimana rata-rata berat badan manusia adalah 60 Kg.
Perhitungan faktor keamanan untuk bracket yf j1111 ini menggunakan rumus:
𝑆𝐹 = 𝑌𝑖𝑒𝑙𝑑 𝑆𝑡𝑟𝑒𝑛𝑔𝑡ℎ (𝑁/𝑚𝑚2)
𝑉𝑜𝑛 𝑀𝑖𝑠𝑠𝑒𝑠 𝑀𝑎𝑥 (𝑁/𝑚2)
Dimana:
Safety Factor (SF) = Nilai Faktor Keamanan Yield Strength (ys) = Tegangan Luluh (N/mm2) Von misses max = Tingkat Luluh Material (N/m2).
Pada kasus pembuatan bracket yf j1111 material yang digunakan adalah S45C dengan nilai tegangan luluh sebesar 490 Mpa atau 490 N/mm2 dan nilai tingkat keluluhan yang didapat pada software solidwork adalah:
Dimana untuk mencari nilai von misses tanpa software menggunakan rumus:
J2 = k2
Dimana untuk mencari nilai k menggunakan rumus baru yaitu: 𝑘 = 𝜎 √3
𝑘 =
𝜎 √3=
490 √3=
490 1.74 = 2827 Setelah mendapatkan nilai k akan dicari nilai tikat keluluhan material (von mises) dengan rumus yang sudah ada.
J2 = k2
J2 = 2822 = 79.524 N/m2
Selesai mendapatkan von mises stress maka akan dihitung nilai faktor kemanan dari bracket yf j1111 dengan rumus yang sudah ada.
𝑆𝐹 = 𝑦𝑖𝑒𝑙𝑑 𝑠𝑡𝑟𝑒𝑛𝑔𝑡ℎ 𝑣𝑜𝑛 𝑚𝑖𝑠𝑒𝑠 𝑠𝑡𝑟𝑒𝑠𝑠
𝑆𝐹 =
49079.524
= 6.1
Nilai SF 6.1 menjadi nilai faktor keamanan dari bracket yf j1111 pada hal ini maka bracket yf j1111 dikatan aman karena nilai maksimal sebuah produk dikatakan aman adalah 10 jika lebih dari 10 dan kurang dari 1 maka produk dinyatakan tidak aman atau berbahaya untuk digunakan. Meskipun nilai ini belum menjadi acuan karena beban yang belum jelas akan menekan produk dimana berat badan manusia yang akan menekan produk berbeda-beda.
Gambar 4 Hasil Produk ketika di masukan beban 600 N pada software Solidwork
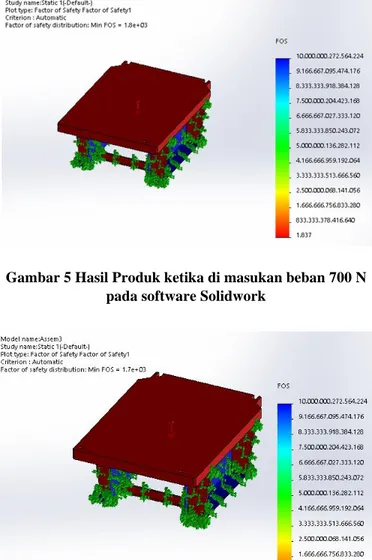
Gambar 5 Hasil Produk ketika di masukan beban 700 N pada software Solidwork
Gambar 6 Hasil Produk ketika di masukan beban 800 N pada software Solidwork
Setelah dimasukan beban dalam software solidwork hasil menyatakan bahwa safety factor akan terus berkurang ketika beban ditambahkan semakin besar beban maka semakin berbahaya untuk digunakan maka lebih baik produk bracket yf j1111 ini di duduki dengan operator yang memiliki beban stabil 50 – 60 Kg.
KESIMPULAN
Dari hasil penelitian yang sudah dilakukan mendapatkan sebuah kesimpulan bahwa mekanisme pembuatan bracket yf j1111 dimulai dari persiapan
8 alat dan bahan yang digunakan hingga proses machining yang memiliki 6 tahap yaitu cutting, bending, drilling, milling, dan finishing. Material yang digunakan pada bracket yf j1111 adalah material JIS S45C yang juga disebut material baja karbon rendah yang memliki karbon 0.42-0.48 % terkandung di dalamnya. Kecepatan putaran mesin drilling tergantung dengan material yang digunakan pada produk dengan rumus N = 1000.Cs/π.D. Hasil dari perhitungan pada part yang berbada yaitu part 2 dan 3 memiliki hasil yang sama yaitu 1078 RPM. Faktor keamanan dari produk bracket yf j1111 ini menghasilkan nilai 6.1 dengan tanpa beban sedangkan dengan beban menghasilkan nilai 2.0 dengan beban 600 N, 1.8 dengan beban 700 N dan 1.6 dengan beban 800 N dengan begitu produk masih dinyatakan aman digunakan karena nilai maksimal aman produk digunakan adalah jika nilai faktor keamanan minimal 1 dan maksimal bernilai 10.
DAFTAR PUSTAKA
[1] Amstead, BH. 1996. Teknologi Mekanik. Jakarta: Erlangga.
[2] Inc, Hyperthem. 2001. The History of Plasma Cutting. Hanover: Azom
[3] Packard, H. 2001 Teori Pemesinan Mesin Bor. Bandung: Angkasa.
[4] Susetyo. 2005. Mesin Gerinda. Yogyakarta: Kanisius.
[5] Zacoeb. 2008. Safety Factor. Surakarta: Tks 6112.
[6] Rodhek, M. Definisi Mesin Milling. Yogyakarta: Deepublish.
[7] Ilham, Prasetyo. 2011 Mesin Plasma Cutting. Semarang: Universitas Wahin Hasyim.
[8] Donny. 2013. Besi S45C. Selangor Malaysia: Kuala Lumpur Malaysia France Institute. [9] Ipank. 2014. Pengertian Bor dan Mesin Bor.
Jakarta: PDF Complete.
[10] Sulistyo, A. 2014. Bending. Semarang: Politeknik Negeri Semarang.
[11] Zulkarnaen, M. 2015. Pengertian Dump Truck. Jakarta: Bhatara.
[12] Achmadi. 2017. Mesin Welding. Palembang: Universitas Sriwijaya.
[13] Huda, NS. 2018. Plasma Cutting Memotong Plat Dengan Presisi. Jakarta: Kampung Drafter.