ANALI SI S PROSES
PEMBENTUKAN LOGAM
Disusun oleh:
Rahmat Saptono
Buku ini tidak dimaksudkan untuk menjadi buku teks yang sangat lengkap dan mendalam mengenai teori-teori analisis proses pembentukan logam, tetapi sekedar membantu mahasiswa yang sering mengeluh tentang tidak tersedianya cukup waktu untuk belajar langsung dari buku-buku teks yang telah tersedia. Kesulitan lain yang sering dihadapi oleh mahasiswa, selain masalah bahasa, adalah kurangnya penguasaan latar belakang teori yang diperlukan untuk memahami buku teks tersebut. Selain itu, beragamnya pendekatan dan sistem satuan yang digunakan di dalam tiap-tiap buku teks yang tersedia, juga merupakan masalah tersendiri.
Materi di dalam buku ini telah dicoba untuk diberikan di dalam kuliah dengan bobot 1.5 SKS di dalam 1 Semester, baik untuk tingkat S-1 maupun S-2 di Universitas I ndonesia, selama dua tahun.
Sangat sulit untuk dapat menyajikan teori-teori analisis yang ‘kering’ di dalam kemasan yang menarik dan mudah dipahami. Pendekatan baru digunakan oleh penyusun dengan cara langsung mengintegrasikan materi presentasi yang telah penulis telah siapkan dalam bahasa I nggris sehingga pembaca langsung dapat menemukan relevansi antara materi presentasi kuliah dengan buku ini. Di samping itu, penyusun juga mencoba untuk sedikit menggunakan pendekatan Pembelajaran Berdasarkan Masalah (Problem Based Learning) untuk menjaga relevansi antara materi teoritis yang ‘kering’ ini dengan konteks profesi.
Salah satu kelebihan buku teks ini, kalaupun ada, adalah karena penulisnya pernah mengalami kesulitan yang sama, sehingga dapat memahami kesulitan yang dialami untuk memahami teori-teori analisis di dalam buku ini.
Akhirnya penulis berharap semoga pembaca tidak merasa puas dengan buku ini tetapi terus berusaha menggali langsung dari sumbernya.
Depok, 1 April 2004
Rahmat Saptono
Kata Pengantar ... 2
DAFTAR ISI... 3
DAFTAR GAMBAR... 4
DAFTAR TABEL ... 5
BAB 1
ANALISIS PROSES PEMBENTUKAN LOGAM... 6
1.1
Pendahuluan ... 6
1.2
Kerja Pada Proses Pengujian Tarik... 7
1.3
Kerja Pada Proses Pembentukan Logam ... 9
1.4
Referensi... 10
BAB 2
TEORI KERJA IDEAL ... 11
2.1
Pendahuluan ... 11
2.2
Persamaan Umum Kerja Ideal... 11
2.3
Kerja Aktual dan Faktor Efisiensi... 14
2.4
Aplikasi Teori Kerja Ideal Pada Proses Pembentukan Logam ... 15
2.5
Penggunaan Teori Kerja Ideal untuk Menghitung Batas Reduksi Penarikan . 18
2.6
Referensi... 22
BAB 3
ANALISIS SLAB ... 23
3.1
Pendahuluan ... 23
3.2
Dasar-dasar Analisis Slab ... 23
3.2.1
Asumsi-asumsi Dasar ... 24
3.2.2
Langkah-langkah Dasar... 24
3.3
Referensi... 25
BAB 4
TEORI MEDAN GARIS SLIP/GESER ... 26
4.1
Pendahuluan ... 26
4.2
Dasar-dasar Teori Medan Garis Slip... 28
4.3
Persamaan untuk Keadaan Umum Tegangan... 30
4.4
Perjanjian Tanda... 35
4.5
Persamaan Variasi Tegangan Di Sepanjang Garis-garis Medan Slip ... 36
4.6
Kondisi-kondisi Batas... 39
4.6.1
Garis-garis Medan Slip pada Permukaan Bebas... 39
4.6.2
Garis-garis Medan Slip pada Antar Muka Tanpa Gesekan... 41
4.7
Susunan Jaring-jaring Medan Garis Slip ... 42
4.8
Aplikasi Teori Medan Garis Slip pada Proses Indentasi Regangan Bidang ... 43
4.9
Referensi... 46
BAB 5
TEORI ANALISIS BATAS ATAS ... 47
5.1
Pendahuluan ... 47
5.2
Teori dan Asumsi Dasar ... 47
5.3
Persamaan Umum Disipasi Energi Pada Bidang Geser Diskrit ... 48
5.4
Aplikasi Teori Analisis Batas Atas pada Proses Indentasi Regangan Bidang 53
5.5
Referensi... 56
BAB 6
SOAL-SOAL LATIHAN ... 57
6.1
Soal-soal ... 57
6.2
Referensi... 61
Gambar 1-1 Kerja Yang Dilakukan Selama Pengujian Tarik... 7
Gambar 1-2 Kerja Elastis ... 8
Gambar 1-3 Kerja Plastis ... 8
Gambar 1-4 Batang Silinder yang Mengalami Deformasi... 9
Gambar 1-5 Batang Segiempat Aluminum yang Mengalami Penarikan ... 10
Gambar 2-1 Persamaan Umum Kerja Ideal ... 12
Gambar 2-2 Persamaan Kerja per Satuan Volume untuk Material Berperilaku sesuai
Persamaan Hollomon... 13
Gambar 2-3 Hubungan Kerja Redundan, Friksi, Ideal dan Aktual ... 14
Gambar 2-4 Hubungan Tekanan Ekstrusi dan Kerja Aktual per Satuan Volume... 16
Gambar 2-5 Tekanan Ekstrusi Menurut Kerja Ideal ... 16
Gambar 2-6 Tegangan Penarikan menurut Kerja Ideal... 17
Gambar 2-7 Tekanan Ekstrusi dan Tegangan Penarikan dengan Faktor Efisiensi... 17
Gambar 2-8 Tekanan Ekstrusi dan Tegangan Penarikan untuk Logam Yang Tidak
Mengalami Pengerasan Kerja ... 18
Gambar 2-9 Kurva Hubungan Tegangan Alir dan Tegangan Penarikan (dari Ref.[2]) . 19
Gambar 2-10 Persamaan Regangan Kritis ... 20
Gambar 2-11 Konversi Regangan Kritis menjadi Rasio Diameter Awal dan Akhir ... 21
Gambar 2-12 Jumlah Reduksi Pada Proses Pembentukan... 21
Gambar 4-1 Skema Pengujian Kompresi Sederhana pada Beton... 27
Gambar 4-2 Proses Indentasi Tanpa Gesekan Kondisi Regangan Bidang ... 28
Gambar 4-3 Tegangan-tegangan Utama dan Geser pada Medan Garis Slip ... 29
Gambar 4-4 Lingkaran Mohr untuk Sistem Tegangan Pada Medan Garis Slip ... 30
Gambar 4-5 Arah
σ
2Tegak Lurus Bidang Aliran Logam... 31
Gambar 4-6 Besar
σ
2untuk Logam Plastik Ideal... 32
Gambar 4-7 Hubungan Tegangan Utama Antara dan Tegangan Rata-rata pada Kondisi
Regangan Bidang... 32
Gambar 4-8 Keadaan Umum Tegangan pada Elemen Fisik... 33
Gambar 4-9 Lingkaran Mohr untuk Keadaan Umum Tegangan dan Regangan ... 34
Gambar 4-10 Hubungan Bidang Tegangan Geser Maksimum, Garis Medan Slip, dan
σ
2(Tegangan Antara = Tegangan Hidrostatis) ([1],[3]) ... 35
Gambar 4-11 Perjanjian Tanda... 36
Gambar 4-12 Persamaan-persamaan Kesetimbangan ... 36
Gambar 4-13 Persamaan Kesetimbangan yang Sudah Disederhanakan... 37
Gambar 4-14 tegangan Normal dan Geser sebagai Fungsi dari
Tegangan-tegangan Utama dan Sudut Transformasi... 37
Gambar 4-15 Persamaan Kesetimbangan Baru ... 37
Gambar 4-16 Persamaan Kesetimbangan pada Sumbu Baru x’-y’ Tangen terhadap
Garis-garis Alpha,
α
dan Beta,
β.
... 38
Gambar 4-17 Hubungan Perubahan
σ
2dengan Perubahan Sudut di Sepanjang
Garis-Garis Slip Alpha dan Beta. ... 38
Gambar 4-18 Persamaan Hencky ... 39
Gambar 4-19 Kondisi Batas untuk Permukaan Bebas ... 40
Gambar 4-20 Lingkaran Mohr untuk Gambar 4-19 ... 40
Gambar 4-21 Kondisi Batas untuk Antar Muka Tanpa Gesekan ... 41
Gambar 4-25 Elemen Fisik dan Lingkaran Mohr untuk Masing-masing Medan Garis
Slip pada Kondisi Batas yang Berbeda [2]. ... 43
Gambar 4-26 Tegangan Utama
σ
2di A,
σ
2A... 44
Gambar 4-27 Tekanan Indentasi Kondisi Regangan Bidang... 45
Gambar 4-28 Analisis dan Penyelesaian Masalah Indentasi Regangan Bidang dengan
Teori Medan Garis Slip (dari Ref.[2])... 45
Gambar 5-1 Disipasi Energi pada Garis Diskontinuitas Kecepatan... 48
Gambar 5-2 Kerja per Satuan Volume... 49
Gambar 5-3 Persamaan Diferensial Kerja per Satuan Volume ... 49
Gambar 5-4 Volume per Satuan Waktu ... 50
Gambar 5-5 Disipasi Energi di sepanjang Garis Diskontinuitas Kecepatan... 50
Gambar 5-6 Persamaan Umum Konsumsi Energi Internal... 51
Gambar 5-7 Penekanan Regangan Bidang Tanpa Gesekan dengan t = b ... 52
Gambar 5-8 Hodograf untuk Gambar 5-7 ... 52
Gambar 5-9 Solusi untuk Penekanan Regangan Bidang Tanpa Gesekan dengan t = b . 53
Gambar 5-10 Proses Indentasi Regangan Bidang Tanpa Gesekan... 54
Gambar 5-11 Hodograf untuk Gambar 5-10... 54
Gambar 5-12 Penyelesaian Masalah Indentasi Regangan Bidang ... 55
Gambar 6-1 Penarikan Kawat (dari Ref. [4])... 59
Gambar 6-2 Ekstrusi Asimetris (dari Ref. [4]) ... 59
Gambar 6-3 Proses Ekstrusi Balik (dari Ref. [4])... 60
Gambar 6-4 Ekstrusi 3:1 (dari Ref. [4]) ... 60
Gambar 6-5 Ekstrusi Dengan Sudut Aliran Material (dari [4])... 61
Gambar 6-6 Ekstrusi Balik (dari Ref.[5]) ... 61
DAFTAR TABEL
Tabel 2-1 Contoh Persamaan Konsitutif Untuk Material Plastis (dari Ref.[1]) ... 12
Tabel 2-2 Efisiensi untuk Berbagai Operasi Pembentukan Logam (dari Ref.[1]) ... 15
BAB 1
ANALI SI S PROSES PEMBENTUKAN LOGAM
1.1
Pendahuluan
Misalkan Saudara bekerja di industri manufaktur logam, di mana Saudara diminta untuk mendisain suatu proses pembentukan logam, baik primer maupun sekunder, seperti pengerolan (rolling), penempaan (forging), ekstursi (extursion), penarikan
(drawing).
Sebagai seorang insinyur, salah satu pekerjaan yang harus Saudara lakukan adalah menentukan atau memilih kapasitas mesin (energi, gaya, torsi) serta perkakas dan peralatan yang akan digunakan untuk proses tersebut. Untuk dapat menentukan kedua hal tersebut, Saudara perlu memprediksi berapa beban eksternal yang diperlukan agar logam dapat mulai mengalir dan terdeformasi plastis serta bagaimana distribusi tegangan dan regangan pada permukaan benda kerja maupun perkakas. Dengan kata lain, di dalam mendisain proses pembentukan logam, Saudara perlu melakukan analisis untuk dapat memprediksi beban eksternal yang dibutuhkan serta distribusi regangan dan tegangannya, sehingga Saudara dapat menentukan atau memilih kapasitas mesin, perkakas, dan peralatan yang paling sesuai untuk proses tersebut.
Metode-metode analisis yang telah dikembangkan, pada dasarnya ditujukan untuk membantu pekerjaan insinyur di dalam mendisain proses pembentukan logam, terutama di dalam menentukan hubungan kinematik dan batas-batas pembentukan, memprediksi gaya-gaya eksternal atau tegangan internal yang diperlukan untuk mengeksekusi proses pembentukan logam, serta menentukan perkakas dan peralatan yang diperlukan [ 1] .
Di dalam proses pembentukan logam terjadi berbagai macam fenomena fisik, seperti aliran logam, friksi, panas yang timbul maupun ditransfer selama terjadi aliran plastis, hubungan antara mikrostruktur dan sifat-sifat, serta kondisi proses. Oleh karena itu, secara teoritis akan sulit untuk dapat melakukan analisis secara kuantitatif. Berbagai ketidakpastian yang terjadi, seperti efek-efek gesekan, deformasi non homogen, dan pengerasan regangan misalnya, dapat menyebabkan terjadinya kesulitan di dalam memprediksi suatu nilai yang eksak.
Teori-teori yang akan dibahas di dalam buku ini adalah Teori Kerja I deal, Teori Analisis Slab, Teori Medan Garis Slip, dan Teori Analisis Batas Atas. Sebagai pendahuluan, dalam Bab ini akan dibahas tentang Kerja yang dilakukan selama proses pengujian tarik material yang sebagian besar telah dibahas di dalam Mata Kuliah Kekuatan Material sehingga dapat dilihat kesinambungan pembahasan di dalam buku teks ini dengan materi yang telah dipelajari sebelumnya.
1.2
Kerja Pada Proses Pengujian Tarik
Pengujian tarik adalah salah satu metode pengujian material yang paling luas penggunaannya. Pada pengujian tarik, spesimen uji mengalami pembebanan satu sumbu (uniaxial loading) yang menyebabkan terjadinya deformasi baik elastis maupun plastis. Dari pengujian ini dapat dipelajari perilaku dari material sebagai respon terhadap beban yang diberikan, termasuk di antaranya adalah menghitung kerja yang dilakukan selama deformasi.
Di dalam dasar-dasar mekanika kita telah mengetahui bahwa kerja yang dilakukan adalah sama dengan perkalian skalar gaya dan perpindahan (dW= F.ds). Berdasarkan hal tersebut, dapat dihitung kerja, baik elastis maupun plastis, yang dilakukan selama proses pengujian tarik.
5
W or k Done Dur ing Tensile Test
dl
F
dW
=
×
ε
ε
ld
dl
l
dl
d
=
=
A
F
=
σ
Wor k Done = For ce x Dist ance Moved
ε
σ
d
V
dW
=
Gambar 1-1 Kerja Yang Dilakukan Selama Pengujian Tarik
6
Elast ic Wor k Done
ε
σ
d
V
dW
=
σ
=
E
ε
E
V
W
el
2
2
σ
=
Gambar 1-2 Kerja Elastis
Plast ic Wor k Done
n
k
ε
σ =
1
+
=
n
V
W
pl
σε
ε
σ
d
V
dW
=
Gambar 1-3 Kerja Plastis
Contoh Soal 1-1
Hitunglah kerja yang dilakukan pada proses deformasi batang Aluminum hingga patah. Dimensi awal: diameter = 10 mm, panjang 250 mm. Modulus Young untuk Aluminum adalah 670 kN/ mm2, Tegangan Luluh = 75 N/ mm2, dan I ndeks Pengerasan Regang-nya = 0.25. Berapakah prosentase dari kerja total yang digunakan untuk deformasi elastis?
Dapat terlihat dari penyelesaian sola tersebut bahwa energi yang dikeluarkan sebagian besar digunakan untuk deformasi plastis. Atau dengan kata lain, kerja elastis dapat diabaikan (hanya 0,0001% dari kerja total).
1.3
Kerja Pada Proses Pembentukan Logam
Untuk memahami lebih hubungan antara pengujian tarik dengan pembentukan logam, marilah kita perhatikan kembali gambar dari suatu batang silinder logam yang mengalami penarikan berikut ini.
Load
Load
Load = St r ess x Ar ea Ar ea
Gambar 1-4 Batang Silinder yang Mengalami Deformasi
pada proses pembentukan logam, tidak hanya tergantung pada kondisi awal dan akhir saja, tetapi juga tergantung pada bagaimana gaya-gaya tersebut diberikan.
Jika kita menganalisa proses pembentukan logam, maka kita dapat melihat bahwa energi eksternal, selain digunakan untuk proses deformasi menjadi bentuk akhir tertentu, digunakan pula untuk hal-hal lain yang tidak berkaitan langsung. Secara umum, Kerja Eksternal yang dibutuhkan di dalam proses pembentukan logam, selain Kerja I deal, meliputi pula Kerja Redundan dan Kerja Friksi.
Apakah yang dimaksud dengan Kerja Redundan atau Kerja Friksi?. Definisi berikut ini diharapkan dapat membantu memahami kedua hal tersebut. Kerja redundan adalah kerja yang dilakukan untuk deformasi, yang sebetulnya tidak diperlukan untuk mencapai bentuk akhir tertentu. Sedangkan kerja friksi adalah kerja yang dikeluarkan pada permukaan batas antar muka dari benda kerja dan perkakas yang tidak memberikan kontribusi sama sekali terhadap deformasi.
Contoh Soal 1-2 yang diambil dari Ref. [ 3] berikut ini diharapkan dapat menambah pengertian mengenai apa yang dimaksud dengan Kerja Redundan.
Contoh Soal 1-2
Hitunglah kerja ideal, kerja redundan, dan kerja aktual yang dilakukan di dalam proses pembentukan logam dua langkah dari batang logam Aluminum berukuran 10x10x100 (di dalam mm) seperti terlihat pada. Asumsikan bahwa tidak ada kerja friksi yang dilakukan dan logam Aluminum tersebut berperilaku sesuai sesuai dengan Persamaan Hollomon.
Gambar 1-5 Batang Segiempat Aluminum yang Mengalami Penarikan
1.4
Referensi
[ 1] Taylan Altan, Soo-I k Oh, and Harold L. Gegel. Metal Forming, Fundamental and Aplications, ASM, Metal Parks Ohio, 1983.
[ 2] J.N. Harris. Mechanical Working of Metals: Theory and Practice 1st ed., Pergamon Press Ltd., Oxford, 1983.
[ 3] Robert H. Wagoner and Jean-Loup Chenot. Fundamentals of Metal Forming, John Wiley and Sons I nc., New York, 1996.
25 . 0
500ε
σ =
F
BAB 2
TEORI KERJA I DEAL
2.1
Pendahuluan
Di antara teori klasik untuk analisis proses pembentukan logam, Teori Kerja I deal, sebagaimana telah disinggung dalam Bab sebelumnya, termasuk metode analisis paling sederhana yang dilakukan dengan menggunakan prinsip-prinsip kesetimbangan energi atau kerja. Prinsip dasar dari teori ini adalah bahwa kerja eksternal yang dilakukan pada proses pembentukan logam adalah sama dengan jumlah konsumsi energi untuk aliran logam dan deformasi plastis.
Beberapa asumsi diperlukan untuk menyederhanakan masalah, sehingga suatu proses pembentukan logam dapat dianalisis. Asumsi-asumsi penting yang digunakan adalah bahwa:
1. Kerja eksternal yang diperlukan sama dengan kerja internal untuk deformasi plastis.
2. Pengaruh friksi dapat diabaikan.
3. Deformasi tak homogen dianggap tidak terjadi.
Berdasarkan asumsi tersebut di at as, maka proses pembentukan logam dapat dianggap sebagai suatu proses ideal, di mana perubahan bentuk yang diinginkan dapat dihasilkan melalui proses deformasi plastis homogen, seperti yang misalnya terjadi pada proses ekstrusi dan penarikan yang aksi-simetris.
Di dalam Bab ini akan dibahas persamaan umum dari kerja ideal, aplikasinya di dalam proses ekstrusi, proses penarikan logam, dan proses lainnya, baik untuk memprediksi beban yang diperlukan pada operasi pembentukan logam atau untuk menentukan parameter-parameter penting lainnya, seperti regangan kritis atau batas reduksi pembentukan.
2.2
Persamaan Umum Kerja I deal
A0 A1
∫
=
ε
σ
ε
0
d
V
W
i
1
0
ln
A
A
=
ε
n
k
ε
σ =
Gambar 2-1 Persamaan Umum Kerja I deal
Persamaan tersebut dapat digunakan untuk berbagai jenis material logam dengan perilaku mekanik. Salah satu persamaan konsitutif yang sering digunakan untuk menggambarkan perilaku mekanik dari material plastis adalah persamaan Hollomon atau power law hardening. Persamaan-persamaan lain dapat dilihat pada Tabel 2-1
Tabel 2-1 Contoh Persamaan Konsitutif Untuk Material Plastis (dari Ref.[ 1] )
Nama Persamaan Persamaan
I deal
σ = σ
0Linier
σ = σ
0+
kε
Trigonometri
σ =
ksinBε
Hollomon
σ =
kε
nVoce
σ = σ
0(1−Α
eBε)
Ludwik
σ = σ
0 + k(ε
0+ ε)
nSwift k(
ε
0+ ε)
n18
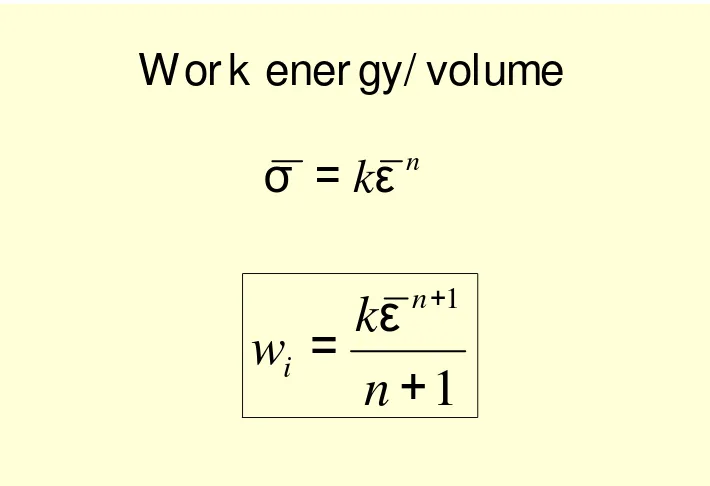
Wor k ener gy/ volume
1
1
+
=
+
n
k
w
n
i
ε
n
k
ε
σ =
Gambar 2-2 Persamaan Kerja per Satuan Volume untuk Material Berperilaku sesuai Persamaan Hollomon.
Telah diketahui sebelumnya bahwa kerja ideal adalah kerja minimal yang dilakukan untuk terjadinya deformasi plastis. Besarnya kerja aktual yang diperlukan untuk terjadinya suatu aliran logam atau deformasi plastis pada proses pemebentukan logam selalu sama dengan atau lebih besar dari besarnya kerja ideal tersebut. Dengan kata lain, teori kerja ideal hanya memberikan batas bawah (lower bound)
dari kerja, gaya, tegangan atau tekanan yang sebenarnya diperlukan pada proses pembentukan logam.
2.3
Kerja Aktual dan Faktor Efisiensi
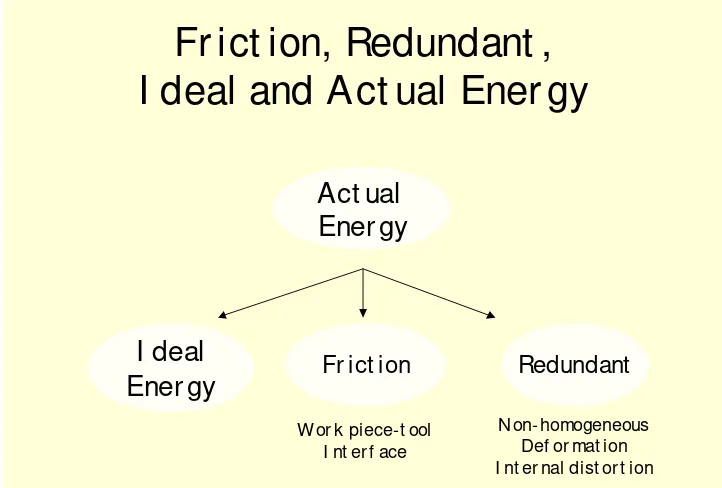
Telah diketahui sebelumnya bahwa besarnya kerja aktual di dalam proses pembentukan logam dapat dipastikan selalu sama dengan atau lebih besar dari besarnya kerja ideal yang persamaan umumnya telah diturunkan sebelumnya. Kerja aktual lebih besar daripada kerja ideal karena selain kerja ideal, pada proses pembentukan logam, dikeluarkan pula energi dalam bentuk lain yang tidak ada kaitannya langsung dengan perubahan bentuk dan geometri logam yang diinginkan. Secara umum dapat dikatakan bahwa besarnya kerja aktual adalah sama dengan kerja ideal ditambah dengan kerja redundan dan kerja friksi. Pengertian sederhana tentang kerja redundan dan kerja friksi telah dibahas dalam Bab sebelumnya. Berikut ini akan dibahas kembali pengertiannya dalam konteks prediksi kerja aktual serta hubungannya dengan faktor efisiensi pada proses pembentukan logam.
23
Fr ict ion, Redundant ,
I deal and Act ual Ener gy
I deal
Ener gy
Fr ict ion
Redundant
Act ual
Ener gy
Wor k piece-t ool I nt er f ace
Non-homogeneous Def or mat ion I nt er nal dist or t ion
Gambar 2-3 Hubungan Kerja Redundan, Friksi, I deal dan Aktual
keduanya terhadap kerja aktual biasanya dinyatakan sebagai faktor efisiensi yang nilainya diperoleh secara empiris melalui percobaan.
Faktor efisiensi didefinisikan sebagai rasio kerja ideal terhadap kerja aktual. Pada proses dengan faktor efisiensi sama dengan 1, kerja aktualnya akan sama dengan kerja ideal, sehingga nilai yang diperoleh adalah batas bawah dari kerja deformasi. Banyak parameter, baik proses maupun proses, yang berpengaruh langsung terhadap faktor efisiensi. Pada proses penarikan kawat misalnya, faktor efisiensi sangat dipengaruhi oleh geometri cetakan, yaitu sudut cetakan, dan kondisi batas antar muka dari benda kerja dan perkakas, atau dikenal sebagai tribologi, yang di dalamnya tercakup koefisien friksi, kekasaran permukaan serta jenis dan sistem pelumasan. Perkiraan nilai faktor efisiensi pada beberapa proses pembentukan logam yang penting dapat dilihat pada tabel berikut ini. Nilai-nilai tersebut diperoleh secara empiris dari percobaan.
Tabel 2-2 Efisiensi untuk Berbagai Operasi Pembentukan Logam (dari Ref.[ 1] )
PROSES EFI SI ENSI ,
η
Uji tarik uniaksial ~ 1
Penempaan 0.2-0.95
Pengerolan 0.8-0.9
Penarikan lembaran 0.75-0.8
Penarikan kawat 0.55-0.70
Ekstrusi 0.5-0.65
2.4
Aplikasi Teori Kerja I deal Pada Proses Pembentukan Logam
Perhatikanlah proses ekstrusi aksi-simetris berikut ini. Kita akan mencoba untuk memprediksi tekanan ekstrusi, Pe, dengan menganggap bahwa kerja aktual yang diberikan sama dengan kerja internal yang diperlukan untuk terjadinya aliran logam dan deformasi plastis. Dengan asumsi bahwa proses pembentukan logam adalah
20
Ext r usion
l
∆
=
ea
F
W
Tot al act ual wor k
Applied f or ce
Act ual wor k per unit volume:
l l ∆ ∆ = = 0 A F w V W w e a a a 1 1 0
0
∆
l
=
A
∆
l
A
I ncompr essibilit y
e e
a
P
A
F
w
=
=
0
Ext r usion Pr essur e
Pe 0
l
∆
1
l
∆
Die A1
A0
I nit ial Ar ea
Exit Ar ea
Gambar 2-4 Hubungan Tekanan Ekstrusi dan Kerja Aktual per Satuan Volume
Dari persamaan di atas kemudian dapat diturunkan persamaan umum untuk tekanan ekstrusi, Pe menurut teori kerja ideal pada Gambar 2-5. Tegangan dan regangan yang digunakan dalam persamaan tersebut adalah tegangan dan regangan efektif dari material.
I deal Pr ocess
ε
σ
d
P
w
w
or
w
w
e i a i a∫
≥
>
=
Gambar 2-5 Tekanan Ekstrusi Menurut Kerja I deal
22
Wir e Dr awing
i
a
w
w
≥
∫
≥
σ
ε
σ
d
d
Dr awing st r ess
0l
∆
1
l
∆
Die A1
A0
Exit Ar ea
I nit ial Ar ea
Fd
1
A
F
dd
=
σ
Gambar 2-6 Tegangan Penarikan menurut Kerja I deal
Tekanan ekstrusi dan tegangan penarikan dapat diperkirakan dengan memasukkan faktor efisiensi yang untuk proses ekstrusi dan penarikan kawat yang dari hasil percobaan, diketahui nilainya berturut-turut berkisar antara 0.5-0.65 dan 0.55-0.70.
Dengan memasukkan faktor efisiensi, persamaan Tekanan Ekstrusi dan Tegangan Penarikan dapat dituliskan kembali dalam bentuk sebagai berikut.
r
f
i
a
w
w
w
w
=
+
+
a i
w
w
=
η
f (die angle,
r educt ion per pass,
wor k piece–t ool
int er f ace)
∫
=
=
η
ε
σ
η
σ
i
d
e
w
d
P
(
)
1
Jika efek dari pengerasan regangan dianggap kecil, misalnya pada proses pengerjaan panas atau jika material sebelumnya telah mengalami pengerjaan dingin, maka dapat digunakan tegangan alir rata-rata yang bekerja pada rentang regangan tertentu, sehingga persamaannya dapat disederhanakan menjadi sebagai berikut:
2 6
I f n <<< àe.g. hot wor king pr ocess, cold wor ked mat er ial used
( )
( )
η
ε
σ
ε
σ
η
σ
εε
∆
=
=
∫
ad
e
d
P
21
1
Aver age f low st r ess over t he r ange ∆ε
2
1
2
ε
ε
ε
=
−
∆
Gambar 2-8 Tekanan Ekstrusi dan Tegangan Penarikan untuk Logam Yang Tidak Mengalami Pengerasan Kerja
Teori kerja ideal dapat pula diaplikasikan untuk proses pembentukan lainnya. Untuk proses penempaan (forging), kondisi idealnya adalah pada pengujian tekan tanpa gesekan (frictionless compression test), sedangkan untuk proses pengerolan (rolling)
kondisi idealnya adalah pada pengujian tarik regangan bidang (plane strain compression test).
2.5
Penggunaan Teori Kerja I deal untuk Menghitung Batas
Reduksi Penarikan
Misalkan Saudara bekerja di sebuah perusahaan manufaktur logam di mana Saudara diminta untuk mendisain suatu proses penarikan logam dari batang silinder berdiameter tertentu menjadi kawat berdiameter lebih kecil. Jika kapasitas mesin penarikan telah diperkirakan jauh di atas yang diperlukan, faktor penting apalagi yang perlu dipertimbangkan?
Marilah kita perhatikan suatu operasi penarikan kawat sederhana. Dapat dilihat bahwa operasi penarikan tidak mungkin berlangsung jika tegangan yang diperlukan untuk menarik material melalui cetakan (tegangan penarikan) lebih besar daripada tegangan yang diperlukan untuk mendeformasi atau mengalirkan logam yang telah ditarik melewati dies (tegangan alir). Dengan kata lain, jika tegangan penarikan lebih besar daripada tegangan alir kawat yang telah ditarik, maka kawat tersebut akan mengalir dan putus. Akibatnya batang silinder yang belum ditarik tidak akan dapat mengalir melewati cetakan.
*
ε
σ
ε
(
1
)
1
*
+
+
n
k
n
η
ε
n
k
ε
*
draw
σ
flow
σ
Gambar 2-9 Kurva Hubungan Tegangan Alir dan Tegangan Penarikan (dari Ref.[ 2])
Langkah awal yang dapat dilakukan untuk menganalisis tegangan kritis adalah:
1. Memperkirakan tegangan deformasi atau tegangan alir dari logam dengan menggunakan persamaan untuk perilaku plastis logam yang mengalami penguatan.
2. Memperkirakan tegangan penarikan dengan menggunakan Teori Kerja I deal.
Selanjutnya dapat diturunkan persamaan untuk regangan kritis dari logam sebagai berikut:
draw
flow
σ
σ
=
(
1
)
(
1
)
1
*
*
+
=
+
n
k
k
n
n
η
ε
ε
(
)
(
1
)
*
=
+
n
η
ε
cr it ical st r ain
Gambar 2-10 Persamaan Regangan Kritis
Nilai tegangan kritis sangat penting di dalam mendesain proses penarikan kawat. Dari persamaan tersebut di atas dapat dilihat bahwa tegangan kritis pada proses penarikan kawat tergantung pada nilai faktor efisiensi dan indeks pengerasan regangan. Faktor efisiensi adalah parameter proses yang berhubungan dengan faktor geometri cetakan dan tribologi. Pada penarikan kawat, faktor penting yang berhubungan dengan geometri cetakan misalnya adalah sudut cetakan (die angle). Sedangkan faktor tribologi yang penting adalah pelumasan dan kekasaran permukaan cetakan dan benda kerja. I ndeks pengerasan regangan adalah parameter material yang berhubungan dengan komposisi, struktur mikro dan berbagai perlakuan yang telah dialami oleh material sebelumnya.
Secara umum, dapat dikatakan bahwa semakin besar nilai faktor efisiensi dan/ atau indeks pengerasan regangan, maka semakin besar nilai regangan kritisnya. Di dalam aplikasi praktis proses penarikan kawat, nilai regangan kritis, yaitu jumlah perubahan panjang terhadap panjang awal kurang dapat memberikan informasi praktis. Regangan kritis, untuk itu, perlu diterjemahkan menjadi jumlah reduksi maksimum yang merupakan prosentasi perubahan dimensi terhadap dimensi awal. Pada proses penarikan kawat, tidak praktis pula untuk mengukur dimensi panjang dan perubahannya sebagaimana halnya pada pengujian tarik. Hal yang lebih praktis untuk dilakukan adalah mengukur diameter kawat, baik sebelum maupun setelah melalui cetakan.
Dengan mengganggap bahwa pada proses penarikan kawat, sebagaimana halnya proses pembentukan logam lainnya, deformasi terjadi pada volume konstan, maka dapat diperoleh hubungan antara regangan kritis dengan diamater akhir kawat.
(
)
+
=
2
1
exp
1
0
n
d
d
η
(
1
)
*
=
+
n
η
ε
cr it ical st r ain
Gambar 2-11 Konversi Regangan Kritis menjadi Rasio Diameter Awal dan Akhir
Marilah kita perhatikan proses penarikan kawat untuk proses ideal dan material ideal. Nilai faktor efisiensi pada proses ideal adalah sama dengan 1. Sedangkan material plastis ideal memiliki indeks pengerasan regangan sama dengan 1. Dengan kata lain, pada material plastis ideal, nilai tegangan luluh dan tegangan alirnya adalah sama dengan tegangan maksimum dan tegangan kegagalannya. Berdasarkan persamaan tersebut di atas, dapat diketahui bahwa nilai regangan kritisnya adalah 2. I ni berarti bahwa nilai 2 ln (d0/ d1) nya sama dengan 1 atau d1/ d0-nya sama dengan bilangan eksponensial pangkat 0.5.
Secara kuantitatif, deformasi yang terjadi pada proses penarikan logam akan lebih mudah dipahami jika dinyatakan sebagai nilai reduksi, R, yaitu rasio perubahan penampang kawat terhadap penampang awal. Nilai reduksi, seperti halnya nilai regangan sering dinyatakan dalam % .
% Reduct ion
Untuk kasus di atas dengan mudah kita dapat mengetahui bahwa pada kondisi proses dan material ideal kita dapat menarik kawat berdiameter awal 100 mm menjadi kawat berdiamater 37 mm. Dalam hal ini, jumlah reduksi maksimumnya adalah sekitar 63% .
Proses penarikan umumnya melibatkan reduksi penampang yang sangat besar sehingga perlu dilakukan secara bertahap. Sebagai seorang insinyur Saudara harus dapat mendisain berapa tahap reduksi perlu dilakukan untuk memperoleh diameter kawat yang diinginkan serta berapa jumlah reduksi penampang pada setiap tahap tersebut. Hal ini dikenal sebagai Drawing Pass Design atau desain tahap penarikan.
2.6
Referensi
[ 1] Robert H. Wagoner and Jean-Loup Chenot. Fundamentals of Metal Forming, John Wiley and Sons I nc., New York, 1996.
BAB 3
ANALI SI S SLAB
3.1
Pendahuluan
Jika suatu ketika Saudara menemukan terjadinya kegagalan pada produk hasil pembentukan logam atau di saat lain Saudara menemukan terjadinya kerusakan pada perkakas yang digunakan, maka apakah yang Saudara pikirkan?
Secara umum seluruh teori analisis pembentukan logam dapat digunakan untuk memprediksi beban eksternal yang diperlukan untuk terjadinya aliran logam atau deformasi plastis. Pendekatan teoritis cukup berguna, khususnya untuk proses-proses pembentukan logam utama seperti penempaan, pengerolan, ekstrusi, dan penarikan. Teori Kerja I deal, yang telah dibahas di dalam Bab sebelumnya cukup efektif untuk menganalisis proses pembentukan logam, di mana deformasi yang terjadi adalah homogen. Seperti halnya Teori Kerja I deal, teori analisis slab yang akan dibahas dalam Bab ini juga menggunakan prinsip-prinsip kesetimbangan gaya.
Kelebihan teori ini dibandingkan dengan Teori Kerja ideal adalah bahwa teori ini dapat digunakan untuk memprediksi tegangan dan regangan lokal pada proses pembentukan logam, sehingga dapat digunakan untuk menganalisis kegagalan, baik pada kegagalan pada produk akhir maupun kerusakan pada perkakas.
Kelebihan lain dari teori ini adalah dalam hal menentukan faktor efisiensi. Berbeda dengan Teori Kerja I deal di mana faktor efisiensi sepenuhnya ditentukan secara empiris, pada teori analisis slab, parameter penting proses pembentukan logam yang dapat diukur atau telah diketahui secara teoritis telah terakomodasi di dalam perhitungan. Proses-proses pembentukan utama seperti penempaan, pengerolan, ekstrusi, dan penarikan, dapat dianalisis secara teoritis dengan tingkat akurasi yang cukup baik. Di samping itu, teori ini dapat juga membantu kita di dalam memahami berbagai rumus dan formula empiris yang seringkali digunakan pada praktek pembentukan logam yang lebih kompleks.
3.2
Dasar- dasar Analisis Slab
3.2.1
Asumsi- asumsi Dasar
Untuk dapat melakukan analisis diperlukan beberapa asumsi dasar seperti telah diuraikan pada Ref. [ 1] :
1. Arah dari beban yang diberikan serta bidang yang tegak lurus terhadap arah tersebut menentukan arah-arah bidang utama. Tidak ada variasi tegangan-tegangan utama pada bidang ini.
2. Walaupun pengaruh-pengaruh dari friksi permukaan masuk di dalam perhitungan kesetimbangan gaya, hal tersebut tersebut tidak berpengaruh terhadap distorsi internal dari logam atau orientasi dari arah-arah utama.
3. Potongan bidang tetap bidang, deformasi dianggap homogen di dalam penentuan regangan. Dengan kata lain, keadaan di dalam potongan tipis yang tegak lurus terhadap arah di mana terjadi variasi tegangan dan regangan dianggap homogen.
Jadi variasi dianggap hanya terjadi pada satu sumbu saja, dan arah-arah utamanya adalah konstan, dapat diketahui, dan termasuk ke dalamnya sumbu di mana terjadi variasi. Asumsi tambahan lain yang dapat digunakan untuk menyederhanakan perhitungan numeris di antaranya adalah: material dianggap homogen dengan aliran logam konstan, simplifikasi-simplifikasi geometri dapat dilakukan, berlaku model material dan friksi tertentu, serta dapat dilakukan simplifikasi pada kondisi pembatas.
3.2.2
Langkah- langkah Dasar
Tiap-tiap jenis proses pembentukan logam memiliki karakteristik berbeda yang perlu diperhatikan di dalam analisis. Akan tetapi, secara umum terdapat persamaan langkah-langkah dasar di dalam metode analisis slab. Di dalam Ref. [ 2] telah diuraikan secara sistematis langkah-langkah dasar analisis slab, yang dapat secara konsisten diaplikasikan untuk berbagai proses pembentukan logam:
1. Tentukan arah di mana terjadi variasi tegangan dan regangan yang paling penting.
2. Perhatikan kesetimbangan dari potongan-potongan tipis logam (slab) yang tegak lurus terhadap arah ini, termasuk di dalamnya tegangan-tegangan yang disebabkan karena kontak dan friksi.
3. Turunkan suatu persamaan diferensial yang sesuai untuk variasi tegangan pada satu sumbu.
4. Gunakan teori-teori plastisitas untuk mengurangi fungsi-fungsi yang tidak diketahui.
5. Aplikasikan kondisi-kondisi batas.
3.3
Referensi
[ 1] William F. Hosford and Robert M. Caddel. Metal Forming: Mechanics and Metallurgy. Prentice Hall, New Jersey, 1983.
BAB 4
TEORI MEDAN GARI S SLI P/ GESER
4.1
Pendahuluan
Dari perbandingan antara hasil analisis secara teoritis dengan teori-teori sebelumnya dan hasil pengamatan empiris di lapangan, terlihat bahwa beban sesungguhnya yang diperlukan untuk pembentukan logam praktis jauh lebih kecil jika dibandingkan beban yang diprediksi. Salah satu perbedaan tersebut disebabkan karena proses pembentukan logam sesungguhnya logam harus mengalir sesuai dengan pola aliran tertentu yang konsisten dengan perubahan geometri. Pada teori analisis logam seperti Teori Kerja I deal, logam dianggap mengalami deformasi homogen
(homogeneous deformation) sedangkan pada kenyataannya, kerja yang diberikan pada proses pembentukan logam sebagian diberikan untuk mengatasi kerja redundan atau deformasi plastis pada garis-garis bidang geser seperti ditunjukkan oleh pola aliran material.
Teori analisis medan garis slip pada prinsipnya adalah penentuan pola aliran plastis di dalam logam atau benda kerja yang sedang mengalami deformasi. Pola aliran logam, atau medan slip, tersebut harus konsisten dengan perubahan geometri. Pola aliran pada logam yang terdeformasi selanjutnya dapat dianalisis dari titik ke titik. Jadi, pada teori ini pola dari aliran logam pada proses pembentukan logam, yang pada teori sebelumnya tidak diperhatikan, sudah diperhatikan.
Teori medan garis slip, selain dilakukan berdasarkan analisis teoritis, didukung pula oleh hasil-hasil pengamatan empiris dari fenomena deformasi makro serta teori-teori platisitas yang telah dipelajari, baik pada skala yang lebih mikro maupun makro. Seperti telah dipelajari sebelumnya sebelumnya pada kuliah Metalurgi Fisika, kita mengetahui bahwa pada skala mikro, deformasi plastis pada umumnya dapat terjadi dengan dua mekanisme dasar, yaitu mekanisme slip (geser) dan mekanisme
twinning (kembaran). Slip adalah mekanisme deformasi yang paling umum pada logam-logam plastis. Pada skala mikro, slip terjadi pada bidang dan arah kristalografi tertentu, yaitu pada bidang dengan kerapatan atom paling tinggi
(closed-packed) planes dan pada arah yang paling dekat dengan arah tegangan geser maksimum.
Hasil pengamatan empiris pada pengujian logam juga dapat digunakan untuk memperkuat asumsi tersebut. Pada pengujian tarik lembaran satu sumbu misalnya, kita dapat dengan mudah menyaksikan bahwa logam putus pada sudut 45o, di mana terjadi tegangan geser maksimum.
Pada pengujian tarik batang silinder, kita dapat pula menyaksikan bahwa putus terjadi pada arah tegangan geser maksimum, yaitu pada arah 45o. Hal ini dapat diamati pada pola patahan mangkuk kerucut (cup and cone) yang menjadi salah satu ciri khas dari perpatahan logam ulet serta adanya shear lips pada bagian tepi yang semuanya menunjukkan arah bidang tegangan geser maksimum. Hanya saja, arah dari tegangan geser maksimum pada pengujian tarik logam ulet tersebut, kadang-kadang tidak dapat diamati dengan jelas, karena adanya tegangan-tegangan sekunder yang semakin membesar dengan meningkatnya gaya yang diberikan, yang seringkali mengganggu pola deformasi utama tersebut.
Fenomena yang lebih jelas dapat kita amati pada pengujian tekan sederhana (simple compression), terutama untuk material-material tertentu, seperti beton (concrete)
dan 10% Al Bronze (lihat Ref.[ 1] ). Pada pengujian sederhana tersebut terlihat dengan jelas bahwa tegangan geser maksimum terjadi pada arah 45o terhadap arah-arah tegangan utama dan saling orthogonal pada interseksinya.
Simple Compr ession
Shear on Diagonal Planes
concr et e
4.2
Dasar- dasar Teori Medan Garis Slip
Untuk memahami analisis teori ini marilah kita perhatikan terlebih dahulu proses pembentukan logam sederhana, yaitu proses indentasi tanpa gesekan di mana lebar indentornya, b, sama dengan tebal logam, t, di mana pola aliran logam atau medan garis slipnya dapat dilihat pada Gambar 4-2. Untuk perbandingan nilai t dan b yang lain, asumsi medannya berbeda, seperti dapat dilihat pada Ref.[ 1] . Pada kasus tersebut kondisi regangan bidang akan terjadi pada kondisi di mana lebar dari logam, w, jauh lebih besar daripada tebalnya. Dengan bergeraknya indentor dan bertambah tipisnya logam, sebenarnya pola-pola aliran logam atau medan garis slip tersebut akan berubah. Tetapi karena yang menjadi perhatian kita adalah prediksi dari beban yang menyebabkan mulai terjadinya deformasi, maka kita tetap dapat mengacu pada pola tersebut.
F
y
x
z
b
t
w
r igid block plane of
max shear
Plane St r ain
w >>> t
slip line f or f r ict ionless indent at ion when t = b
Gambar 4-2 Proses I ndentasi Tanpa Gesekan Kondisi Regangan Bidang
Sebelum membahas lebih mendalam mengenai kondisi regangan bidang, sementara ini kita telah mengetahui bahwa kondisi regangan bidangan adalah kondisi di mana regangan pada salah satu arah sumbu utamanya (dalam hal ini pada arah lebar) adalah sama dengan nol. Pada kondisi ini, sistem tegangan yang terjadi adalah seperti pada deformasi geser murni (pure shear), di mana pada kondisi tersebut, luluh terjadi pada saat tegangan maksimumnya sama dengan tegangan luluh geser dari logam.
utama. Tegangan –tegangan di dalam medan tersebut dapat dihitung secara statika. Hal ini merupakan salah satu perbedaan penting antara Teori Medan Garis Slip ini dan Teori Analisis Batas Atas (Upper Bound Theory) atau Kinematically Admissable Theory, yang tidak memperhatikan sama sekali kesetimbangan gaya pada tiap-tiap medan aliran logam.
Asumsi-asumsi yang dipergunakan dalam teori ini, yang berlaku secara umum, selain yang telah disebutkan tadi, adalah material adalah bersifat homogen dan isotropis, dan berperilaku rigid plastis ideal. Efek dari temperatur, laju regangan dan waktu, dalam hal ini dapat diabaikan. Asumsi lain yang penting adalah bahwa pada batas-batas (internal boundary), terjadi tegangan geser yang konstan. Pada saat terjadi mulai aliran logam atau deformasi plastis, maka tegangan geser pada garis-garis medan slip tersebut, di mana pun posisinya, adalah tepat sama dengan besarnya dengan kekuatan geser luluh dari logam, k. Masalahnya, dalam hal ini adalah bagaimana kita dapat menentukan arah dari tegangan luluh geser (k) atau tegangan geser maksimum serta bagaimana menentukan besarnya gaya tekan (F) dari arah dan besar dari tegangan-tegangan utamanya.
Untuk memperjelas, marilah kita kembali kepada masalah deformasi regangan bidang sederhana di atas. Pada kasus tersebut, arah dari bidang tegangan geser maksimum atau medan garis slip telah dapat ditentukan, yaitu pada arah 45o terhadap arah dari bidang-bidang tegangan utama. Arah vertikal atau arah dari beban yang diberikan dan arah horisontal, yaitu arah dari aliran logam, dalam hal ini adalah arah dari bidang-bidang utama. Besarnya beban atau gaya yang diberikan adalah sama arahnya dengan salah satu tegangan utama. Sedangkan tegangan utama pada arah sumbu utama lainnya, yang tegak lurus pada tegangan utama tersebut, besarnya adalah nol, karena pada arah horisontal material mengalir tanpa mengalami hambatan.
I
I V
I I I
I I
0
1
=
σ
3
σ
F
A
B
C
D
Dari hubungan tersebut dapat diketahui bahwa tegangan utama pada arah vertikal dengan tersebut besarnya adalah 2x nilai tegangan geser maksimum, seperti terlihat pada lingkaran Mohr (Gambar 4-4). Pada saat mulai terjadi deformasi besarnya tegangan geser maksimum tersebut adalah sama dengan nilai kekuatan luluh geser dari logam. Dari analisis sederhana tersebut kita dapat menyatakan beban yang perlu diberikan untuk mulai terjadi deformasi plastis sebagai fungsi dari kekuatan geser luluh dari material, yaitu: F = 2kwb.
k
2
3
=
σ
F
=
2
kwb
τ
σ
1
2
3
σ
σ
σ
<
<
0
1=
σ
k
k
2
3=
σ
Gambar 4-4 Lingkaran Mohr untuk Sistem Tegangan Pada Medan Garis Slip
Tegangan utama dua,
σ
2, atau tegangan utama antara, dalam kasus ini tidak memiliki arti penting di dalam perhitungan prediksi beban indentasi. Arti penting dari tegangan ini, di dalam analisis dengan teori medan garis slip akan dibahas pada bagian selanjutnya.4.3
Persamaan untuk Keadaan Umum Tegangan
Pada bagian ini kita akan mencoba untuk menurunkan persamaan untuk keadaan umum tegangan yang selanjutnya akan digunakan di dalam analisis dengan teori medan garis slip. Sebelumnya, kita perlu memahami dengan jelas dan mendalam terlebih dahulu mengenai sistem tegangan pada kondisi regangan bidang yang akan kita gunakan untuk menurunkan persamaan tersebut seperti telah dibahas pada Ref.[ 2] .
aliran (plane of flow). Pada kasus indentasi di atas misalnya, logam mengalir pada hanya pada bidang x-y. Dengan kata lain, tidak ada gerakan atau perpindahan yang terjadi pada arah tegak lurus bidang aliran tersebut.
Jika kita menerapkan hukum volume konstan pada proses pembentukan logam, maka dapat dibuktikan bahwa besarnya tegangan pada arah sumbu yang tegak lurus bidang aliran (bidang x-y), yaitu
σ
z adalah sama dengan tengangan utama antaraσ
2, sebagaimana diperlihatkan dalam Gambar 4-5.zx
yz
xy
zx
yz
xy
z
y
x
z
y
x
d
d
d
d
d
d
γ
γ
γ
γ
γ
γ
ε
ε
ε
ε
ε
ε
&
&
&
&
&
&
=
≠
=
≠
=
−
=
=
−
=
,
0
,
0
0
,
0
,
2
0
σ
σ
τ
τ
=
→
=
=
z
xz
zy
Gambar 4-5 Arah
σ
2 Tegak Lurus Bidang Aliran LogamDengan mengaplikasikan persamaan umum dari Hooke, maka besarnya Tegangan Utama Antara,
σ
2, dapat dihitung dan diketahui, sebagaimana terlihat pada Gambar 4-6. Dapat dibuktikan bahwa untuk logam yang plastik ideal dengan Rasio Poisson sama dengan ½ , besarnya tegangan utama antara adalah sama dengan nilai rata-rata dari tegangan-tegangan maksimum dan minimumnya. Selanjutnya dapat dibuktikan bahwa nilai tegangan utama antara (intermediate stress), pada kondisi regangan bidang, akan selalu sama dengan tegangan rata-rata (mean stress). Komponen tegangan hidrostatis tersebut telah dibuktikan sama sekali tidak berpengaruh terhadap peluluhan (yielding), baik secara teoritis maupun empiris. Pengujian hidrostatis menunjukkan, bahwa perubahan tegangan rata-rata tidak berpengaruh terhadap tegangan geser maksimum yang berperan penting pada kriteria batas peluluhan sebagaimana telah dibahas pada makro plastisitas. Dari penggambaran keadaan tegangan dapat dilihat dengan jelas bahwa perubahan dari tegangan hidrostatis tersebut hanya akan menggeser posisi dari lingkaran Mohr, tetapi tidak merubah ukuran jari-jari atau diameter lingkaran Mohr tersebut.(
)
[
z
x
y
]
z
E
σ
υ
σ
σ
ε
=
1
−
+
(
)
[
z
x
y
]
z
E
σ
υ
σ
σ
ε
=
0
=
1
−
+
(
)
(
1
3
)
2
2
1
σ
σ
σ
σ
σ
υ
σ
+
=
+
=
x
y
z
Gambar 4-6 Besar
σ
2 untuk Logam Plastik I deal(
1
2
3
)
3
1
σ
σ
σ
σ
mean
=
+
+
(
1
3
)
2
2
1
σ
σ
σ
=
+
2
σ
σ
mean
=
Gambar 4-7 Hubungan Tegangan Utama Antara dan Tegangan Rata-rata pada Kondisi Regangan Bidang
Dari pembahasan di atas dapat disimpulkan bahwa:
Deformasi Regangan Bidang (Plane Strain Deformation) akan menghasilkan suatu keadaan tegangan yang dapat dianggap sebagai Deformasi Geser Murni (Pure Shear Deformation) bersama-sama dengan Tegangan Hidrostatis (Hydrostatic Stress) yang besarnya dapat bervariasi dari satu daerah deformasi ke daerah deformasi lainnya.
Variasi dari
σ
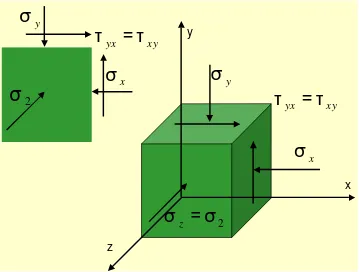
2, yang adalah tegangan antara sekaligus tegangan hidrostatis, sangat penting artinya di dalam analisis dengan metode medan garis slip. Berikut ini kita mencoba untuk menurunkan persamaan yang menunjukkan variasi tegangan tersebut untuk keadaan umum tegangan seperti terlihat pada Gambar 4-8.z
x
y
x
σ
y
σ
2
σ
σ =
zxy
yx
τ
τ =
xy
yx
τ
τ =
x
σ
y
σ
Gambar 4-8 Keadaan Umum Tegangan pada Elemen Fisik
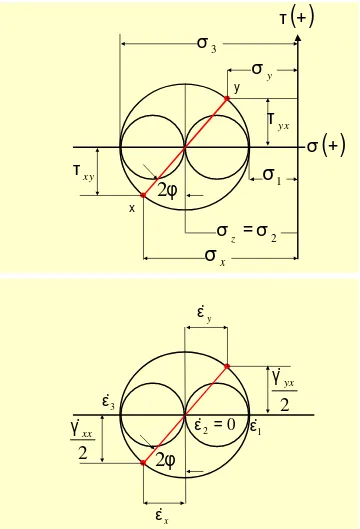
Gambar Gambar 4-8 di atas menggambarkan keadaan tegangan untuk kondisi regangan bidang pada suatu elemen fisik. Lingkaran Mohr untuk keadaan tegangan tersebut bersama dengan Lingkaran Mohr untuk keadaan Regangannya dapat dilihat pada Gambar 4-9. Pada Lingkaran Mohr tersebut dapat dilihat bahwa
σ
2 adalah tegangan normal yang bekerja pada tegak lurus pada bidang dari tegangan maksimum, di mana pada bidang tersebut bekerja tegangan geser maksimum atau kekuatan geser luluh dari logam, k. Pada kondisi regangan bidang, bidang ini juga mengalami regangan geser maksimum dan regangan normal nol, sebagaimana dapat dilihat pada kedua Lingkaran Mohr pada Gambar 4-9.2
xy
τ
y
σ
2
σ
σ =
z3
σ
( )
+
σ
( )
+
τ
φ
2
x
y
yx
τ
1
σ
x
σ
φ
2
0
2=
ε
&
3
ε
&
1
ε
&
2
yx
γ
&
2
xx
γ
&
y
ε
&
x
ε
&
Gambar 4-9 Lingkaran Mohr untuk Keadaan Umum Tegangan dan Regangan
antara
σ
2 (tegangan antara = tegangan hidrostatis) ditunjukkan pula pada gambar, yaitu tegak lurus pada muka elemen dan tegak lurus garis slip. Seperti telah dijelaskan sebelumnya, perubahanσ
2 tersebut memiliki arti penting di dalam pembahasan teori ini.2
σ
=
P
k
k
k
k
P
P
P
dir ect ion of pr incipal st r ess
Slip Line Field
hydr ost at ic
st r ess
per pendicular t o element f ace &
slip line
shear
yield
st r ess
along t he slip line
x
y
z
P
Gambar 4-10 Hubungan Bidang Tegangan Geser Maksimum, Garis Medan Slip, dan
σ
2 (Tegangan Antara = Tegangan Hidrostatis) ([ 1] ,[ 3])4.4
Perjanjian Tanda
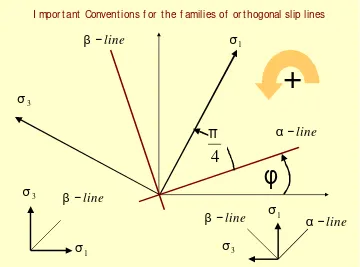
Sebelum menurunkan persamaan yang menunjukkan perubahan tegangan antara atau tegangan hidrostatis tersebut, kita perlu menyepakati terlebih dahulu beberapa perjanjian tanda, yang selanjutnya akan kita gunakan secara konsisten baik di dalam penurunan rumus maupun analisis. Perjanjian tanda tersebut, secara skematis, dapat dilihat pada Gambar 4-11, mengacu pada Ref.[ 2] . Disepakati bahwa perubahan sudut yang berlawanan dengan arah jarum jam (counter clockwise)
I mpor t ant Convent ions f or t he f amilies of or t hogonal slip lines
1
σ
3
σ
β
−
line
1
σ
line
−
β
α
−
line
line
−
α
line
−
β
σ
1φ
+
4
π
3σ
3σ
Gambar 4-11 Perjanjian Tanda
4.5
Persamaan Variasi Tegangan Di Sepanjang Garis- garis
Medan Slip
Pada kesetimbangan berlaku persamaan umum kesetimbangan, yang selanjutnya dapat kita sederhanakan untuk kondisi regangan bidang.
0
0
0
=
∂
∂
+
∂
∂
+
∂
∂
=
∂
∂
+
∂
∂
+
∂
∂
=
∂
∂
+
∂
∂
+
∂
∂
z
y
x
z
y
x
z
y
x
zz yz xz zy yy xy zx yx xxσ
σ
σ
σ
σ
σ
σ
σ
σ
Equilibr ium Equat ions
x
y
y
x
xy y yx x∂
∂
+
∂
∂
=
=
∂
∂
+
∂
∂
σ
τ
σ
τ
0
Simplif ied Equilibr ium Equat ion
Gambar 4-13 Persamaan Kesetimbangan yang Sudah Disederhanakan
Tegangan-tegangan tersebut dapat dinyatakan sebagai fungsi dari tegangan-tegangan utama dan sudut transformasinya. Dari Gambar 4-9, tegangan-tegangan-tegangan-tegangan tersebut dapat dituliskan seperti pada Gambar 4-14 berikut.
φ
τ
φ
σ
σ
φ
σ
σ
2
cos
2
sin
2
sin
2 2k
k
k
xy y x=
+
=
−
=
Gambar 4-14 tegangan Normal dan Geser sebagai Fungsi dari Tegangan-tegangan Utama dan Sudut Transformasi
Persamaan pada Gambar 4-13 selanjutnya dapat dituliskan kembali menjadi persamaan-persamaan pada gambar berikut ini.
0
2
sin
2
2
cos
2
0
2
sin
2
2
cos
2
2 2=
∂
∂
−
∂
∂
+
∂
∂
=
∂
∂
−
∂
∂
−
∂
∂
x
k
y
k
y
y
k
x
k
x
φ
φ
φ
φ
σ
φ
φ
φ
φ
σ
Gambar 4-15 Persamaan Kesetimbangan Baru
0
'
2
'
0
'
2
'
2
2
=
+
=
−
dy
kd
dy
d
dx
kd
dx
d
φ
σ
φ
σ
or ient ing x’ and y’ t angent t o t he
α
and
β
lines
gives
Gambar 4-16 Persamaan Kesetimbangan pada Sumbu Baru x’-y’ Tangen terhadap Garis-garis Alpha,
α
dan Beta,β.
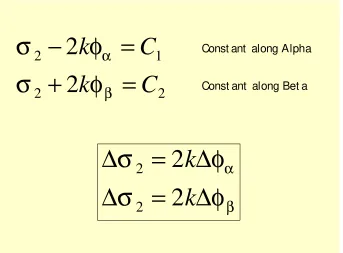
I ntegrasi dari persamaan-persamaan tersebut akan menghasilkan persamaan pada Gambar 4-17.
2
2
1
2
2
2
C
k
C
k
=
+
=
−
β
α
φ
σ
φ
σ
β
α
φ
σ
φ
σ
∆
=
∆
∆
=
∆
k
k
2
2
2
2
Const ant along Alpha
Const ant along Bet a
Gambar 4-17 Hubungan Perubahan
σ
2 dengan Perubahan Sudut di Sepanjang Garis-Garis Slip Alpha dan Beta.mengetahui variasi dari sistem tegangan-tegangan dari suatu medan garis slip ke medan garis slip lainnya.
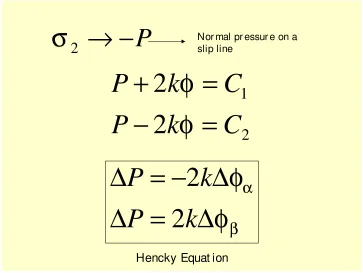
Jika
σ
2 adalah tekanan normal pada suatu garis slip, maka persamaan di atas dapat dituliskan kembali menjadi seperti pada Gambar 4-18, yang selanjutnya dikenal sebagai Persamaan garis slip Hencky. Selain pada Ref.[ 2] , penjelasan mengenai rumus yang pertama kali diturunkan oleh Hencky tersebut, dapat pula dilihat pada Ref.[ 1] dan [ 3] . Penggunaan matriks untuk menurunkan kembali persamaan tersebut dapat dilihat pada Ref.[ 4].P
−
→
2
σ
Nor mal pr essur e on a slip line2
1
2
2
C
k
P
C
k
P
=
−
=
+
φ
φ
β
α
φ
φ
∆
=
∆
∆
−
=
∆
k
P
k
P
2
2
Hencky Equat ion
Gambar 4-18 Persamaan Hencky
4.6
Kondisi- kondisi Batas
Kondisi-kondisi pembatas sangat diperlukan di dalam memperoleh solusi. Terlepas dari bagaimana jenis medan garis slip untuk masalah yang diberikan, suatu tegangan utama dapat ditentukan pada suatu batas tertentu. Ada beberapa kondisi-kondisi batas yang perlu untuk diketahui, dua di antaranya seperti terlihat pada Gambar.
4.6.1
Garis- garis Medan Slip pada Permukaan Bebas
Slip-lines at Fr ee Sur f ace
k
k
p
=
→
σ
3=
−
2
p
=
−
k
→
σ
1=
2
k
Compr essive
Tension
Π
/ 4
σ
1
α
β
Π
/ 4
Π
/ 4
1
σ
α
β
Π
/ 4
3
σ
3
σ
Gambar 4-19 Kondisi Batas untuk Permukaan Bebas
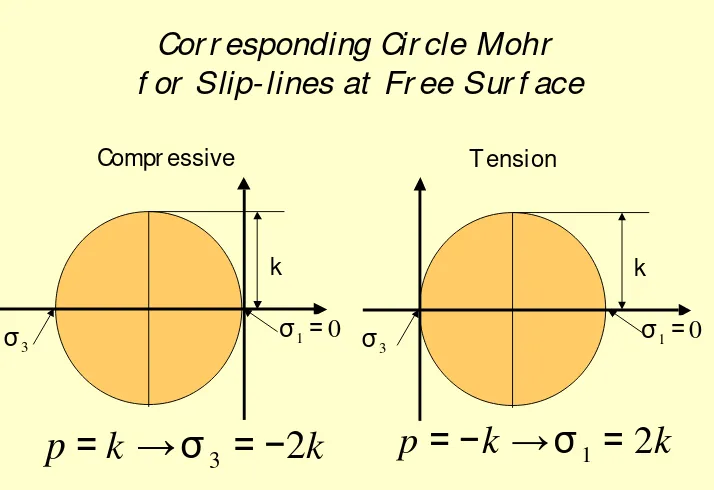
k
0
1
=
σ
3
σ
k
0
1
=
σ
3
σ
k
k
p
=
−
→
σ
1=
2
k
k
p
=
→
σ
3=
−
2
Compr essive
Tension
Cor r esponding Cir cle Mohr
f or Slip-lines at Fr ee Sur f ace
4.6.2
Garis- garis Medan Slip pada Antar Muka Tanpa Gesekan
Kondisi batas untuk garis-garis medan slip pada bidang antar muka tanpa gesekan dapat dilihat pada gambar-gambar berikut (Gambar 4-21 dan Gambar 4-22)
Slip-lines at Fr ict ionless I nt er f ace
k
p
≠
→
≠
0
1
σ
Π/ 4
1
σ
α
β
Π/ 4
3
σ
Gambar 4-21 Kondisi Batas untuk Antar Muka Tanpa Gesekan
k
0
1
=
σ
3
σ
Cor r esponding Cir cle Mohr f or
Slip-lines at Fr ict ionless I nt er f ace
k
p
≠
→
≠
0
1
σ
Dari gambar-gambar tersebut dapat diketahui bahwa pada permukaan bebas, seluruh tegangan-tegangan utama pada saat mulai terjadi deformasi dapat diketahui, karena salah satu tegangan utamanya = nol. Pada kompresi tegangan tersebut adalah tegangan terbesar, sedangkan pada tarik tegangan tersebut adalah tegangan terkecil secara aljabar. Untuk antar muka tanpa gesekan, kita tidak dapat mengetahui tegangan utamanya, karena tidak satupun dari tegangan-tegangan utamanya yang besarnya nol.
4.7
Susunan Jaring- jaring Medan Garis Slip
Telah diketahui bahwa garis-garis medan slip (Alpha dan Beta) adalah bersifat orthogonal atau saling tegak lurus. Dapat pula dibuktikan bahwa jaring-jaring garis medan slip Alpha dan Beta harus sedemikian rupa hingga perubahan sudut di sepanjang famili garis-garis tertentu (misalnya Alpha) yang bergerak dari satu interseksi dengan famili garis-garis lawannya (misalnya Beta) ke interseksi lain adalah sama. Dari kedua batasan tersebut, maka ada dua kemungkinan susunan jaring-jaring garis medan slip, yaitu, susunan kotak dan susunan kipas (b) seperti terlihat pada Gambar 4-23.
Two possible net wor ks r egar ding t o t he t wo rest rict ions
(a)
(b)
α
β
α
β
4.8
Aplikasi Teori Medan Garis Slip pada Proses I ndentasi
Regangan Bidang
Untuk lebih memahami aplikasi teori medan garis slip dan persamaan-persamaan, perjanjian-perjanjian, dan persyaratan-persyaratan yang telah kita bahas sebelumnya, marilah kita perhatikan aplikasi dari teori ini untuk kasus yang sederhana, yaitu proses indentasi regangan bidang. Medan-medan garis slip yang diajukan untuk masalah tersebut dapat dilihat pada gambar berikut ini:
Plane St r ain I ndent at ion
Not e t hat t he nor mal t o a f r ee sur f ace or a f r ict ionless sur f ace is a dir ect ion of pr incipal st r ess. Thus, t he slip lines must meet t hese sur f ace at 45o
Gambar 4-24 Medan Garis Slip untuk I ndentasi Regangan Bidang (dari Ref.[ 2] )
Mula-mula kita perhatikan blok segitiga OBC di mana kondisi batasnya adalah permukaan bebas seperti telah dibahas sebelumnya. Elemen fisik pada blok segitiga yang dibatasi oleh garis-garis medan slip tersebut digambarkan pada garis medan slip OB. Dapat dilihat bahwa tegangan-tegangan utama pada elemen-elemen tersebut adalah tegangan kompresi pada sumbu horisontal karena aliran logam. Pada arah vertikal, tegangan utamanya adalah nol karena material mengalir ke permukaan bebas. Lingkaran Mohr yang untuk elemen fisik tersebut adalah seperti ditunjukkan pada gambar. Di blok segitiga OAO’, keadaan tegangannya berbeda, seperti digambarkan oleh elemen fisik di garis OA. Dapat dilihat bahwa tegangan-tegangan yang bekerja adalah tegangan-tegangan-tegangan-tegangan kompresi, baik pada sumbu horisontal dan vertikal. Kondisi batas pada blok segitiga tersebut adalah antar muka tanpa gesekan seperti telah didiskusikan sebelumnya. Dari kondisi batas tersebut tidak dapat diketahui keadaan tegangannya. Lingkaran Mohr untuk elemen fisik tersebut dapat dilihat pada gambar yang sama.
Dapat dilihat dari gambar tersebut bahwa terjadi perubahan
σ
2 di sepanjang garisα
(Alpha), dari titik interseksi B ke titik interseksi A. Perubahanσ
2, dapat dihitung dengan menggunakan persamaan Hencky, sehingga dengan mengetahuiσ
2 di B, yaituσ
2B = -k maka kita akan dapat mengetahuiσ
2 di A,σ
2A. Perubahan sudut dari B ke A adalah (-)π
/ 2. Tanda negatif menunjukkan arah searah dengan jarum jam. Dari persamaan Hencky diperolehσ
2 di A,σ
2A sebesar –k(1+π
).2
π φα =− ∆
(
π
)
σ
φ
σ
σ
α
+
−
=
∆
+
=
1
2
2
2
2
k
k
A
B
A
Gambar 4-26 Tegangan Utama
σ
2 di A,σ
2A( )
57
.
2
2
1
2
2
'
3
=
+
=
−
=
⊥
⊥
k
P
k
P
σ
OO
π
k
A
OO
'
=
2
−
3
σ
σ
Gambar 4-27 Tekanan I ndentasi Kondisi Regangan Bidang
Ringkasan dari analisis dan penyelesaian masalah di atas dengan menggunakan Teori Medan Garis Slip dapat dilihat pada Gambar 4-28.
3 2 1 2 3 1 0 σ σ σ σ σ σ σ = = = = = z x y k k − = − = = 2 3 1 0; 2
σ σ σ 2 π φα =− ∆
(
π)
σ φ σ σ α + − = ∆ + = 1 2 2 2 2 k k A B A k A OO'= 2 − 3 σ σ( )
57 . 2 2 1 2 2 ' 3 = + = − = ⊥ ⊥ k P k P σ OO πsee t hat t he yield cr it er ia is not violat ed anywher e in t he f ield
clockwise
4.9
Referensi
[ 1] GW Rowe. Metal Working Theory, Edward Arnold, London, 1979. [ 2] William F. Hosford and Robert M. Caddel. Metal Forming: Mechanics and
Metallurgy, Prentice Hall, New Jersey, 1983.
[ 3] RAC Slater. Engineering Plasticity: Theory and Application to Metal Forming Process, MacMillan Press, London, 1977.
BAB 5
TEORI ANALI SI S BATAS ATAS
5.1
Pendahuluan
Berbeda dengan teori-teori sebelumnya, teori ini sama sekali tidak memperhatikan kesetimbangan gaya pada elemen yang dianalisis. Pada analisis dengan teori ini perhatian hanya dipusatkan pada kriteria luluh dan konsistensi perubahan geometri. Estimasi dilakukan dengan menyamakan laju disipasi energi internal dengan beban eksternal yang melakukan kerja di dalam suatu pola deformasi tertentu yang diasumsikan. Hasil dari estimasi dengan teori ini selalu memberikan nilai lebih besar dari nilai sebenarnya, sehingga teori ini dikenal sebagai Teori Analisis Batas Atas
(Upper Bound Theory). Sebelumnya telah dibahas bahwa Teori Kerja I deal dengan efisiensi = 1 akan memberikan Batas Bawah (Lower Bound).
Teori ini juga dikenal sebagai Kinematically Admissible Theory karena memperhitungkan laju disipasi energi tanpa tidak memperhatikan kesetimbangan gaya di bidang-bidang gesernya atau garis-garis slipnya. Jadi walaupun teori ini sama dengan teori Medan Garis Slip di dalam hal memperhatikan pola aliran material atau konsistensi perubahan bentuk dan geometri, tetapi pendekatan yang digunakan sangat berbeda. Dari segi nilai estimasi, Teori Analisis Medan Garis Slip lebih mendekati nilai eksak-nya jika dibandingkan dengan teori ini yang selalu menghasilkan nilai di atas nilai eksaknya. Walaupun nilai keduanya sangat tergantung pada kedetakatan asumsi medan garis slip dengan pola aliran logam sebenarnya.
Analisis ini sangat menguntungkan untuk proses pembentukan logam, karena lebih dapat memberikan kepastian mengenai beban yang diperlukan untuk terjadinya aliran logam atau deformasi plastis. Di samping itu, analisis dengan teori ini relatif lebih sederhana dan cepat karena dapat dilakukan secara grafis dengan bantuan Hodograf, atau diagram vektor-vektor kecepatan, tanpa memerlukan data-data empiris proses.
5.2
Teori dan Asumsi Dasar
Langkah-langkah dasar dari teori, seperti telah dibahas pada Ref.[ 1] ini, meliputi:
•
Mengasumsikan medan aliran logam internal dengan mempertimbangkankonsistensi perubahan bentuk yang diperlukan. Konsistensi dari medan-medan yang diasumsikan dapat diperiksa dengan bantuk Hodograf.
•
Menghitung konsumsi energi internal dengan menggunakan sifat-sifat kekuatan dari benda kerja.Beberapa asumsi dasar yang diperlukan untuk melakukan analisis di antaranya adalah bahwa material bersifat homogen, isotropis, dan rigid plastis ideal. Pengerasan kerja dan laju regangan dalam hal ini dapat diabaikan. Kondisi antar muka, dianggap tidak ada gesekan (frictionless), atau konstan tegangan gesernya. Aliran logam adalah regangan bidang, atau dua dimensi, pada bidang aliran logam saja. Material dianggap rigid dan deformasi yang terjadi adalah deformasi geser pada sedikit bidang-bidang tertentu. Jika bidang-bidang (atau garis dalam dua dimensi) yang saling bersilangan tidak tegak lurus, maka tegangan geser yang terjadi pada bidang atau garis tersebut tidak dapat dianggap sebagai tegangan geser maksimum. Banyak medan-medan yang dapat diasumsikan untuk menggambarkan pola aliran logam. Semakin dekat medan yang diasumsikan dengan medan sebenarnya, maka semakin dekat pula nilai prediksi yang diperoleh dengan nilai sebenarnya.
Sebelum melakukan analisis, kita perlu menurunkan terlebih dahulu persamaan yang dapat digunakan untuk menghitung konsumsi energi internal atau disipasi energi pada bidang-bidang geser atau garis-garis slip tersebut ([ 1] -[ 4] ).
5.3
Persamaan Umum Disipasi Energi Pada Bidang Geser Diskrit
Mula-mula, marilah kita perhatikan suatu elemen logam rigid ABCD pada Gambar 5-1 yang bergerak dengan kecepatan v1 dan sudut
θ
1 = 0, melewati bidang (atau garis) vertikal yy’, sehingga bentuknya berubah menjadi A’B’C’D’ dengan kecepatan v2 dan dan sudutθ
2. Dengan menghitung disipasi energi pada bidang geser diskrit maka dapat diturunkan persamaan umum konsumsi energi internal. Garis yy’ adalah garis![Tabel 2-1 Contoh Persamaan Konsitutif Untuk Material Plastis (dari Ref.[1] )](https://thumb-ap.123doks.com/thumbv2/123dok/1428706.1522565/12.595.132.492.108.332/tabel-contoh-persamaan-konsitutif-untuk-material-plastis-ref.webp)
![Gambar 4-10 Hubungan Bidang Tegangan Geser Maksimum, Garis Medan Slip, dan σ2 (Tegangan Antara = Tegangan Hidrostatis) ([1] ,[3])](https://thumb-ap.123doks.com/thumbv2/123dok/1428706.1522565/35.595.134.491.200.462/gambar-hubungan-bidang-tegangan-maksimum-tegangan-tegangan-hidrostatis.webp)