UNTUK MEMINIMUMKAN BIAYA PERAWATAN
DI PT UNIVENUS - SIDOARJO
SKRIPSI
Disusun Oleh :
VIDIANTORO
NPM : 0632010179
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “ VETERAN”
JAWA TIMUR
kegiatan pemeliharaan mesin baru dilakukan setelah kondisi dari mesin / alat produksi mengalami kerusakan dan tidak dapat dioperasikan lagi. Jika hal tersebut terjadi maka akan sangat merugikan perusahaan, menimbulkan kondisi kerja yang membahayakan dan menimbulkan biaya-biaya yang lebih besar seperti biaya down time, serta biaya perbaikan.
Peralatan Batching Plant Operation di PT. THE UNIVENUS - SIDOARJO, merupakan peralatan yang utama dalam kelancaran proses produksi. Sehingga sangat berpengaruh terhadap kelancaran proses produksi dan distribusi sampai ke konsumen . Selama ini PT. THE UNIVENUS - SIDOARJO, masih kurang memperhatikan akan pentingnya pemeliharaan dari peralatan Batching Plant Operation. Apabila terjadi kerusakan pada peralatan Batching Plant Operation, PT. THE UNIVENUS harus menghentikan proses produksi untuk sementara waktu dan kemudian melakukan perbaikan dari peralatan Batching Plant Operation yang rusak tersebut terlebih dahulu. Tentu saja, hal ini sangat merugikan, karena Batching Plant Operation yang digunakan untuk mepercepat proses produksi tetapi tidak ditunjang dengan sistem pemeliharaan yang lebih sistematis dan teratur dari peralatan Batching Plant Operation.
Dengan adanya masalah tersebut di atas, maka akan dilakukan perencanaan pemeliharaan peralatan Batching Plant Operation menggunakan metode Markov Chain dengan harapan dapat meminimumkan biaya perawatan. Dengan mengadakan kegiatan pemeliharaan peralatan Batching Plant Operation secara berkala dan teratur yang meliputi kegiatan pengontrolan, perbaikan dan penggantian suku cadang, hal ini akan menjanjikan hasil poduksi yang terjamin.
Total biaya pemeliharaan pada kondisi riil perusahaan bulan Januari 2009-Desember 2009 sebesar Rp. 83.100.000,- sedangkan total biaya pemeliharaan dengan menggunakan metode Markov Chain periode bulan Januari 2009 - Desember 2009 sebesar Rp. 74.746.518,- sehingga terjadi penghematan sebesar Rp 8.353.482,- atau presentase sebesar ( 10,05 %).
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Dalam suatu perusahaan seringkali kita melihat, masalah pemeliharaan
mesin atau maintenance kurang mendapat perhatian khusus sehingga
pemeliharaan mesin yang dilakukan tidak teratur dengan tingkat perawatan mesin
tersebut. Biasanya kegiatan pemeliharaan mesin baru dilakukan setelah kondisi
dari mesin / alat produksi mengalami kerusakan dan tidak dapat dioperasikan lagi.
Jika hal tersebut terjadi maka akan sangat merugikan perusahaan, menimbulkan
kondisi kerja yang membahayakan dan menimbulkan biaya-biaya yang lebih
besar seperti biaya down time, serta biaya perbaikan..
Peralatan Batching Plant Operation di P.T THE UNIVENUS -
SIDOARJO, merupakan peralatan yang utama dalam kelancaran proses produksi.
Sehingga sangat berpengaruh terhadap kelancaran proses produksi dan distribusi
sampai ke konsumen . Selama ini P.T THE UNIVENUS - SIDOARJO, masih
kurang memperhatikan akan pentingnya pemeliharaan dari peralatan Batching
Plant Operation. Apabila terjadi kerusakan pada peralatan Batching Plant Operation, P.T THE UNIVENUS harus menghentikan proses produksi untuk
sementara waktu dan kemudian melakukan perbaikan dari peralatan Batching
Plant Operation yang rusak tersebut terlebih dahulu. Tentu saja, hal ini sangat
proses produksi tetapi tidak ditunjang dengan sistem pemeliharaan yang lebih
sistematis dan teratur dari peralatan Batching Plant Operation.
Mesin- mesin yang digunakan pada P.T THE UNIVENUS rata-rata
berumur 5 – 10 tahun dengan spesifikasi masing – masing sesuai dengan fungsi
mesin itu sendiri. Mesin – mesin baru akan diperbaiki setelah terjadinya
kerusakan. Akibatnya, menimbulkan biaya down time yang cukup significant
karena kurang adanya perencanaan peralatan secara sistematis yang dilakukan.
Dalam Batching Plant Operation di PT. THE UNIVENUS mesin – mesin
yang sering mengalami kerusakan sehingga membutuhkan perencanaan sistematis
adalah mesin Facial (tisu wajah), Coreless ( tisu toilet ) dan Napkin (tisu makan).
Jika proses proses terhenti karena kerusakan mesin maka akan menganggu proses
produksi dan akan menimbulkan kerugian tersendiri karena tidak tercapainya
jumlah produksi yang optimum. Dan yang tidak kalah penting membuat
kepercayaan pelanggan akan berkurang.
Dengan adanya masalah tersebut di atas, maka akan dilakukan
perencanaan pemeliharaan peralatan Batching Plant Operation menggunakan
metode Markov Chain dengan harapan dapat meminimumkan biaya perawatan.
Dengan mengadakan kegiatan pemeliharaan peralatan Batching Plant Operation
secara berkala dan teratur yang meliputi kegiatan pengontrolan, perbaikan dan
penggantian suku cadang, hal ini akan menjanjikan hasil poduksi yang terjamin.
1.2. Perumusan Masalah
Berdasarkan latar belakang tersebut diatas masalah yang dihadapi
“ Bagaimana merencanakan pemeliharaan peralatan Batching Plant Operation
sehingga bisa meminimumkan biaya pemeliharaan di P.T THE UNIVENUS –
SIDOARJO”.
1.3. Batasan Masalah
Didalam penelitian ini masalahnya hanya dibatasi pada :
1. Penelitian hanya dilakukan pada 3 mesin saja, yaitu :
a. Facial sebanyak 6 unit b. Coreless sebanyak 3 unit c. Napkin sebanyak 4 unit
2. Perhitungan biaya hanya didasarkan pada biaya down time yang terjadi pada
saat dilakukannya pemeliharaan peralatan Batching Plant Operation..
3. Pengambilan data dalam periode 12 (dua belas) bulan, mulai tanggal 01
Januari 2009 sampai dengan tanggal 30 Desember 2009.
1.4. Asumsi - Asumsi
Ada beberapa asumsi yang digunakan dalam penelitian untuk
memecahkan permasalahan pemeliharaan peralatan Batching Plant Operation.
Adapun asumsi-asumsi tersebut antara lain :
1. Komponen pengganti peralatan Batching Plant Operation tersedia saat
dibutuhkan..
1.5. Tujuan Penelitian
Tujuan penelitian dalam penyusunan tugas akhir ini adalah :
1. Mencari biaya pemeliharaan yang didasarkan pada biaya down time corrective
dan biaya down time preventive seminimal mungkin.
2. Membuat jadwal pemeliharaan peralatan Batching Plant Operation.
1.6. Manfaat Penelitian
Manfaat penelitian diharapkan berguna untuk :
a. Bagi Perusahaan
Memberikan masukan bagi perusahaan dalam pemeliharaan perlatan produksi
yang lebih sistematis dan teratur, sehingga biaya pemeliharaan mesin yang
seminimal mungkin.
b. Bagi Universitas
Penulis akan menambah kepustakaan Universitas yang sudah ada khususnya
dibidang Teknologi Industri.
c. Bagi Penulis
Menerapkan teori yang didapat dibangku perkuliahan serta memperluas
wawasan pengetahuan melalui penelitian.
1.7. Sistematika Penulisan
BAB I PENDAHULUAN
Pada bab ini dibahas mengenai pentingnya permasalahan
pemeliharaan peralatan Batching Plant Operation untuk menekan
seminimal mungkin biaya pemeliharaan yang didasarkan atas biaya
down time yang ada di P.T THE UNIVENUS. BAB II TINJAUAN PUSTAKA
Pada bab ini dibahas mengenai teori-teori pendekatan yang
dipergunakan.
BAB III METODE PENELITIAN
Pada bab ini dibahas mengenai lokasi dan waktu penelitian, kerangka
penelitian, langkah-langkah pemecahan masalah, identifikasi variabel
dan metode pengumpulan data serta pengolahannya.
BAB IV HASIL DAN PEMBAHASAN
Dalam bab ini berisi tentang pembahasan dari hasil pengolahan data
yang sistematis dari perusahaan dan mengolahnya lebih lanjut untuk
menghasilkan solusi pemecahan masalah.
BAB V KESIMPULAN DAN SARAN
Dalam bab ini berisi tentang kesimpulan yang diperoleh dari hasil
pengumpulan data dan pengolahan data, serta saran-saran untuk
perusahaan, agar pemeliharaan yang dilakaukan bisa lebih baik.
BAB II
TINJAUAN PUSTAKA
Adanya mesin-mesin mempermudah manusia dalam melakukan proses
produksi suatu barang, sehingga proses produksi dari barang-barang yang
dihasilkan, jumlahnya lebih banyak dan memiliki kualitas yang lebih baik. Hal ini
pada gilirannya telah memperbesar kebutuhan akan fungsi pemeliharaan pabrik,
khususnya pemeliharaan dan perawatan mesin. Para manager pemeliharaan akan
dituntut untuk meningkatkan standard pemeliharaan dan efisiensi kerja pada
mesin guna menciptakan hasil produksi yang lebih optimal. Oleh karena itu,
Dalam bab ini akan dibahas mengenai pemeliharaan secara luas dan teori yang
mendukungnya.
2.1. Pengertian Pemeliharaan
Istilah pemeliharaan ( maintenance ) dapat diartikan sebagai suatu kondisi dari setiap tindakan yang dilakukan untuk menjaga suatu barang atau
memperbaikinya sampai suatu kondisi standar yang dapat diterima (Anthony
corder, 1988, hal. 4).
Sedangkan menurut (Sofjan Assauri, 1993, hal. 124), pengertian
perawatan adalah “ suatu kegiatan untuk memelihara atau menjaga
fasilitas/peralatan pabrik dan mengadakan perbaikan atau penggantian yang
diperlukan agar terdapat suatu pengadaan operasi produksi yang memuaskan
Sedangkan menurut ( Supandi, 2000 hal 15 ) perawatan yaitu,
pengorganisasian operasi perawatan untuk memberikan pandangan umum
mengenai perawatan fasilitas industri.
Jadi dengan adanya kegiatan maintanance ini maka fasilitas atau peralatan pabrik dapat dipergunakan untuk produksi sesuai dengan rencana, dan tidak
mengalami kerusakan selama fasilitas atau peralatan tersebut dipergunakan untuk
proses produksi atau sebelum jangka tertentu yang direncanakan tercapai.
Sehingga dapatlah diharapkan proses produksi dapat berjalan lancar dan terjamin,
Karena kemungkinan-kemungkinan kemacetan yang disebabkan tidak baiknya
beberapa fasilitas atau peralatan produksi telah dihilangkan atau dikurangi guna
kelancaran proses produksi.
2.2. Kebijaksanaan Pemeliharaan
Secara alamiah tidak ada barang yang dibuat manusia tidak akan rusak,
tetapi usia kegunaanya dapat diperpanjang dengan melakukan perbaikan berkala
dengan melakukan suatu aktifitas yang dikenal dengan pemeliharaan ( Anthony
(Corder, 1988, hal. 1).
Penentuan kebijaksanaan pemeliharaan diperlukan untuk menyusun suatu
rencana yang akan diterapkan dalam sistem produksi yang telah berlangsung.
Apabila terabaikan, hal ini berakibat terganggunya proses produksi yang
berdampak penurunan jumlah barang yang akan diproduksi. Kebijaksanaan ini
ditetapkan sendiri untuk masing-masing perusahaan. Adakalanya perusahaan
matematis guna meminimumkan waktu kerusakan dan memberikan cara terbaik
untuk beroperasi.
2.3. Tujuan Pemeliharaan
Sedangkan tujuan perawatan yang utama dapat didefinisikan dengan jelas
sebagai berikut (Anthony Corder, 1988, hal. 3). :
1. Untuk memperpanjang usia kegunaan asset (yaitu setiap bagian dari suatu
tempat kerja, bangunan dan isinya). Hal ini terutama penting dinegara
berkembang, karena kurangnya sumber daya modal untuk penggantian. Di
negara-negara maju kadang-kadang lebih menguntungkan untuk ‘mengganti’
daripada ‘memelihara’.
2. Untuk menjamin ketersediaan optimum peralatan yang dipasang untuk
produksi (Return Of Investment) maksimum yang mungkin.
3. Untuk menjamin operasional dari seluruh peralatan yang diperlukan dalam
keadaan darurat setiap waktu, misalnya unti cadangan, unit pemadam
kebakaran dan penyelamat dan sebagainya.
4. Menjamin keselamatan orang atau personil yang menggunakan sarana
tersebut.
Sedangkan menurut Sofjan Assauri tujuan utama dari fungsi maintenance
(Sofjan Assauri, 1993, hal: 124) adalah :
1. Kemampuan produksi dapat memenuhi kebutuhan sesuai dengan rencana
2. Menjaga kualitas pada tingkat yang tepat untuk memenuhi apa yang
dibutuhkan oleh produk itu sendiri dan kegiatan produksi yang tidak
terganggu.
3. Untuk membantu mengurangi pemakaian dan penyimpangan yang diluar batas
dan menjaga modal yang diinvestasikan dalam perusahaan selama waktu yang
ditentukan sesuai dengan kebijaksanaan perusahaan mengenai investasi
tersebut.
4. Untuk mencapai tingkat biaya maintenance sehemat mungkin, dengan
melaksanakan kegiatan maintenance secara efektif dan efisien keseluruhanya. 5. menghindari kegiatan maintenance yang dapat membahayakan keselamatan
para pekerja.
6. Mengadakan suatu kerjasama yang erat dengan fungsi-fungsi utama lainnya
dari perusahaan, dan dalam rangka untuk mencapai tujuan utama perusahaan
yaitu tingkat keuntungan atau return of investment yang sebaik mungkin dan total biaya yang terhemat.
Sedangkan beberapa tujuan utama pemeliharaan untuk menunjang
aktifitas dalam bidang perawatan menurut ( Supandi, 2000 hal 16 ) adalah :
1. memperpanjang waktu pengoperasian fasilitas indusri yang digunakan
semaksimal mungkin, dengan biaya perawatan seminimum mungkin dan
adanya proteksi yang aman dari investasi modal.
2. menyediakan biaya tertentu dan informasi – informasi lainnya yang dapat
3. menentukan metode evaluasi prestasi kerja yang dapat berguna untuk
manajemen secara umum dan bagi pengawas ( supervisor ) perawatan
khususnya.
4. membantu dalam menciptakan kondisi kerja yang aman, baik untuk bagian
operasi maupun personil perawatan lainnya dengan menetapkan dan menjaga
standart perawatan yang benar.
5. meningkatkan keterampilan para pengawas dan para operator perawatan
melalui latihan.
2.4. Jenis-Jenis Kegiatan Pemeliharaan
Kegiatan pemeliharaan yang dapat dilaklukan dalam suatu perusahaan
berupa pemeliharaan terencana dan pemeliharaan tidak terencana (Sofjan Assauri,
1993, hal. 124). Untuk lebih jelasnya dapat dilihat pada hubungan antara berbagai
bentuk pemeliharaan dibawah ini :
a. Preventive Maintanance
Yang dimaksud dengan preventive maintanance adalah kegiatan pemeliharaan yang dilakukan untuk mencegah timbulnya
kerusakan-kerusakan yang tidak terduga dan menemukan kondisi atau keadaan yang
dapat menyebabkan fasilitas produksi yang mengalami kerusakan pada waktu
digunakan dalam proses produksi.
operasi atau proses produksi pada setaiap saat, sehingga dapatlah
dimungkinkan pembuatan suatu rencana produksi yang lebih tepat.
Dalam prakteknya, preventive maintanance yang dilakukan oleh suatu perusahaan pabrik dapat dibedakan atas : Routine Maintanance, And Periodic Maintanance.
Routine Maintanance adalah kegiatan pemeliharaan yang dilakukan secara routine, misalnya setiap hari. Sebagai contoh dari kegiatan routine maintanance adalah pembersihan peralatan pabrik, pelumasan serta pengecekan isi bahan bakar dan mungkin termasuk pemanasan (warming up) daripada mesin-mesin selama beberapa menit sebelum dipakai produksi
sepanjang hari.
Sedangkan periodic maintanance adalah kegiatan pemeliharaan yang dilakukan secara periodic atau dalam jangka waktu tertentu, misalnya setiap 1 minggu sekali, lalu meningkat setiap 1 bulan sekali dan akhirnya setiap 1
tahun sekali. Periodic Maintanance dapat dilakukan pula dengan memakai lamanya jam kerja mesin setiap 100 jam kerja mesin sekali, lalu meningkat
setiap 500 jam kerja mesin sekali dan seterusnya. Jadi sifat kegiatan
maintanance ini tetap berkala. Kegiatan periodic maintanance adalah jau lebih berat daripada kegiatan routine maintanance. Sebagai contoh dari kegiatan periodic maintanance adalah pembongkaran kalburator atau alat-alat lainnya di bagian sitsem aliran bensin, penyetelan katub-katub pemasukan dan
b. Corective Maintanance
Corective Maintanance adalah kegiatan pemeliharaan yang dilakukan setelah terjadinya suatu kerusakan atau kelainan pada fasilitas atau peralatan,
sehingga tidak dapat berfungsi dengan baik. Perbaikan yang dilakukan karena
adanya kerusakan yang dapat terjadi akibat tidak dilakukannya preventive maintanance ataupun telah dilakukan preventive maintanance tetapi sampai pada waktu tertentu fasilitas atau peralatan tersebut tetap rusak.
Secara sepintas lalu kelihatan, corective maintanance saja adalah lebih murah biayanya daripada mengadakan preventive maintanance. Hal ini adalah benar selama kerusakan belum terjadi pada fasilitas sewaktu proses produksi
berlangsung. Tetapi sesekali kerusakan terjadi pada peralatan utama selama
proses produksi berlangsung, maka akibat daripada kebijaksanaan preventive maintanance saja akan lebih parah daripada corective maintanance.
Oleh karerna itu corective maintanance ini mahal, maka sedapat mungkin harus dicegah dengan menginvestasikan kegiatan preventive maintanance.
Disamping itu perlu kita pertimbangkan bahwa dalam jangka panjang untuk
peralatan-peralatan yang mahal dan termasuk dalam “critical unit” dari prose produksi, preventive maintanance akan lebih menguntungkan daripada
corective maintanance saja.
2.5. Keuntungan Pemeliharaan Terencana
Kebanyakan orang akan setuju bahwa pemakaian teknik pemeliharaan
mesin-mesin, dan sementara kedua alasan ini merupakan prinsip utama penenrapan
pemeliharaan-pencegahan terencana. Keuntungan-keuntungan (Anthony Corder,
1988, hal : 118) tersebut antara lain :
1. Pengurangan Pemeliharaan Darurat.
Ini tak diragukan lagi merupakan alasan utama untuk merencanakan pekerjaan
pemeliharaan. Dan perencanaan tersebut, sebagaimana telah kita lihat,
memberikan sumber informasi yang tidak tersedia sebelumnya, yang dapat
kita gunakan secara menguntungkan.
2. Pengurangan Waktu Menganggur.
Hal ini tidaklah sama dengan pengurangan waktu reparasi pemeliharaan
darurat. Waktu yang digunakan untuk pembelian suku cadang, baik dibeli dari
luar atau lokal, mengakibatkan waktu menganggur meskipun pekerjaan
darurat tersebut misalnmya hanya memasang bagian mesin yang tidak lama ;
misalnya mengganti tali kipas dalam suatu mobil ketika kerusakan darurat
terjadi di gelap malam dan jauh dari mana-mana.
3. Menaikkan Ketersediaan (Availability) Untuk Produksi.
Hal ini erat hubungannya dengan pengurangan waktu manganggur pada suatu
mesin atau pelayanan. Tetapi jika mesin tersebut merupakan salah satu mesin
produksi lini-aliran (flowline), maka jika sebuah mesin rusak, dapat mengakibatkan terhentinya seluruh proses atau lini produksi. Rusaknya salah
satu mesin untuk pelayanan pabrik bisa menyebabkan berhentinya produksi
4. Meningkatkan Penggunaan Tenaga Kerja untuk Pemeliharaan dan Produksi.
Karyawan berjaga (standby) untuk pemeliharaan darurat tidak lagi diperlukan dan dapat digunakan secara lebih efektif untuk melaksanakan tugas-tugas
pemeliharaan produktif terencana. Operator mesin tidak lagi menganggur
sebagaimana terjadi ketika mesin mereka tiba-tiba rusak. Pemeliharaan
produktif terencana dilakukan meskipun para operator produksi itu tidak
dibayar untuk memperbaiki mesin mereka. Pengalihan seorang operator ke
mesin cadangan seketika pada waktu diberitahu jarang sekali dimungkinkan,
dan jika terjadi hal seperti ini, penerapan pemeliharaan pencegahan terencana
harus dipertimbangkan lagi.
5. Memperpanjang Waktu Antara Overhaul.
Peningkatan standart pemeliharaan dengan memperhatikan secara teratur pemberian pelumasan, penyetelan dan penggantian komponen yang rusak
sebelum menyebabkan rusaknya bagian lain yang mahal memperpanjang
umur mesin. Kebutuhan overhaul besar menjadi sangat berkurang, dan banyak program overhaul yang biasa terdengar dilakukan diakhir tahun tidak lagi diperlukan. Penghematan biaya yang ditujukan dari catatan dalam hal ini
cukup besar.
6. Pengurangan Penggantian Suku Cadang, Membantu Pengendalian Persediaan.
Pemeliharaan berkala, sebagaimana point 5, menjamin penggantian komponen
yang rusak sebelum terjadi kerusakan yang lebih parah.
7. Meningkatkan Effesiensi Mesin Ini Adalah Suatu Aspek Pemeliharaan
Banyak perusahaan yang berpuas diri dengan kenyataan bahwa senua mesin
bekerja dengan baik, dan tim pemeliharaan tidak dipanggil sampai terjadi
keruskan yang menyebabkan mesin berhenti. Bahkan meskipun suatu mesin
diketahui tidak bekerja dengan semestinya, bagian produksi tetap
mengoperasikannya dan tidak memandang hal ini sebagai kerusakan, karena
adanya anggapan bahwa lebih baik ada sejumlah produksi daripada tidak ada
sama sekali. Hal yang sama terjadi ketika digunakan metode pemeliharaan
darurat karena bagian pemeliharaan-pencegahan terencana, effesiensi mesin
harus diperiksa dan dijaga pada standart yang bisa diterima dan ditentukan sebelumnya , keluaraan mesin ditambah dan persentase bahan sisa terbuang
dikurangi.
8. Memberikan Pengendalian Anggaran Dan Biaya Yang Bisa Diandalkan.
Hal ini telah dibahas lengkap dan ini saja telah merupakan alasan yang kuat
untuk menerapkan teknik pemeliharaan-pencegahan terencana.
9. Memberikan Informasi Untuk Pertimbangan Penggantian Mesin.
Selain sudah kuno, sulit untuk menentukan dari sudut keuangan penggantian
suatu mesin yang masih bekerja, kecuali adanya sejumlah informasi biaya
operasi yang bisa diandalkan, termasuk juga biaya pemeliharaan, tersedia
untuk manajemen. Ketika jelas bahwa suatu mesin telah berada di atas batas
reparasi ekonomis, tibalah waktunya untuk mempertimbangkan
2.6. Klasifikasi Kondisi Kerusakan
Untuk menghitung nilai probabilitas transisi dari suatu proses Markov Chain dalam masalah ini, maka sistem mesin akan dikelompokkan sesuai dengan kondisi kerusakannya. Kondisi disini adalah tingkat kesiapan mesin saat
dilakukan pemeliharaan periodik terhadap mesin tersebut. Untuk menentukan
ini, sistem diperiksa secara berkala. Setelah dilakukan pemeriksaan kondisi mesin
dapat digolongkan menjadi 4 yaitu :
1. Kondisi baik
Suatu mesin dikatakan dalam kondisi baik apabila mesin tersebut dapat
digunakan untuk operasi dengan ketentuan-ketentuan yang telah disetujui
(baik), seperti keadaan mesin baru. Pemeliharaan pencegahan dan
pemeriksaan rutin dilakukan supaya mesin dapat beroperasi dengan baik.
Selanjutnya kondisi semacam ini disebut sebagai status 1.
2. Kondisi kerusakan ringan
Suatu mesin dikatakan dalam kondisi kerusakan ringan apabila mesin tersebut
dapat beroperasi dengan baik, tetapi kadang-kadang terjadi kerusakan kecil.
Kerusakan yang ditimbulkan relatif ringan dengan biaya perbaikan yang
relative kecil. Kondisi ini disebut sebagai status 2.
3. Kondisi kerusakan sedang
Suatu mesin dikatakan dalam kondisi kerusakan sedang apabila mesin tersebut
dapat beroperasi tetapi dalam keadaan yang mengkhawatirkan. Selanjutnya
4. Kondisi kerusakan berat
Suatu mesin dikatakan dalam kondisi kerusakan berat apabila mesin tersebut
tidak dapat digunakan untuk beroperasi sehingga proses produksi terhenti.
Waktu untuk perbaikan relatif lama dengan biaya perbaikan yang relatif besar
kadang juga diikuti dengan penggantian komponen (overhaul). Selanjutnya kondisi semacam ini disebut status 4.
Tabel 2-1. Status dan Kondisi Kerusakan
Status Kondisi
1
2
3
4
Baik
Kerusakan ringan
Kerusakan sedang
Kerusakan berat
( Penelitian Operasional, Hani Handoko, 2000 : hal 327 )
2.7 Proses Markov Chain
Sebelum kita membahas metode untuk menentukan kemungkinan transisi
akan diuraikan dulu tentang pengertian dasar rantai markov ( Markov Chains )
dan proses stokastik, karena metode Markov Chain merupakan kejadian khusus dari proses stokastik.
Rantai Markov ( Markov Chains ) adalah suatu teknik matematika yang biasa digunakan untuk melakukan pembuatan modeling bermacam-macam sistem dan proses bisnis. Teknik ini dapat digunakan untuk memperkirakan perubahan –
perubahan – perubahan variable dinamis tersebut di masa lalu (Ariyani Enny,
Penelitian Operasional, 2008, hal 81 ).
Rantai Markov telah banyak diterapkan untuk menganalisa tentang
perpindahan merk ( Brand Sitching ) dalam pemasaran, perhitungan rekening, pemeliharaan mesin, antrian, perubahan harga pasar saham, dan administrasi
rumah sakit. Namun, yang akan dibahas disini mengenai korelasi antara metode
Markov Chain dengan pemeliharaan mesin.
Proses Stokastik {X(t) : t ε T} adalah sekelompok variabel acak X(t)
dimana t diambil dari sekumpulan data (T) yang telah diketahui. Seringkali T
merupakan suatu kelompok bilangan bulat non negatif dan X(t) menyatakan
karakteristik yang dapat diukur dari sesuatu pada waktu t. Karena X(t) adalah
variabel random maka tidak dapat diketahui dengan pasti pada status manakah
suatu proses akan berada pada waktu t, bila t menunjukkan saat terjadinya status
diwaktu yang akan datang. Dimana t = 0,1,2,…( Hilier Liebermen, Operation
Research, bab 16, hal 162 ).
Proses stokastik dapat dibedakan menjadi dua yaitu proses bebas dan proses Markov. Dalam masalah ini hanya akan dibahas yang berkaitan dengan
proses Markov, yang mempunyai ruang status terbatas dan himpunan parameter
waktu T yang diskrit terbatas.
= P ((Xt+1=j| Xt=i ), dimana t = 0,1,2,….
Dengan kata lain dapat diungkapkan bahwa proses Markov apabila
diketahui proses saat ini, maka masa depan proses tidak tergantung pada proses
stokastik dikatakan sebagai proses Markov Chain apabila perkembangannya dapat disebut sebagai deretan peralihan-peralihan diantara nilai-nilai tertentu yang
disebut sebagai status probabilitas yang mempunyai sifat bahwa bila diketahui
proses berada pada status tertentu, maka kemungkinan berkembangnya proses
dimasa yang akan datang hanya tergantung pada status saat ini dan tidak
tergantung dari cara-cara bagaimana proses itu mencapai status tersebut.
Suatu proses stokastik dikatakan memiliki sifat Markov Chian jika memenuhi syarat sebagai berikut:
P (Xt+1=j| Xo = k0, X1=k1,……, Xt-1= kt-1, Xt=i )
.
Sedang secara umum dapat dikatakan sebagai suatu proses Markov Chain
adalah suatu proses stokastik dimana setiap variabel random X(t), hanya
tergantung variabel yang mendahuluinya yaitu Xt-1, dan hanya mempengaruhi
variabel random berikutnya yaitu Xt+1, sehingga istilah chain disini adalah
menyatakan adanya kaitan (mata rantai) antara variabel-variabel random yang
saling berdekatan.
Probabilitas bersyarat P ((Xt+1=j| Xt=i ) disebut juga probabilitas transisi.
Jika untuk masing-masing I dan j, P ((Xt+1=j| Xt=i ) = P (Xi=j| X0=i),
untuk t = 0,1,2,… , maka disebut probabilitas transisi (satu langkah) dan biasanya
dilambangkan oleh Pij. Sedangkan, P (Xt+n=j| Xt =i) = P( Xn=j| X0=i ) dimana
n = 0,1,2,…, untuk t = 0,1,2,…. Probabilitas bersyarat ini biasanya dilambangkan
dengan Pij(n) dan disebut sebagai probabilitas transisi n langkah. Jadi Pij(n) adalah
berada pada status j setelah n langkah. Untuk n=0, Pij(0) maka P (X0 = j| X0 =i )
sehingga mengakibatkan bernilai 1 ketika i=j dan 0 ketika i = j.
Dimana Pij(n) ≥ 0, untuk semua i dan j, dan n = 0,1,2,...
M
∑
P
ij(n) =i
, untuk semua i dan n = 0,1,2,…
j = 02.7.1 Kegunaan Probabilitas dan Keputusan Markov
Di dalam operasinya suatu item akan mengalami beberapa kemungkinan
transisi status yang berubah dari satu status ke status yang lain. Bila dikatakan
bahwa dalam selang yang cukup pendek terdapat 4 kemungkinan status, maka
untuk mengubah kondisi status yang dialami dilakukan beberapa tindakan yang
sesuai dengan kondisi status. Sebagai misal , jika perbaikan item baru dilakukan
setelah item tersebut mengalami kerusakan berat (status 4), dengan kata lain untuk
status 1,2 dan 3 tetap dibiarkan saja. Tetapi seandainya kebijaksanaan itu dirubah
dimana perawatan dilakukan apabila item berada pada status 2,3 dan 4 sehingga
menjadi status juga bisa dilakukan. Keputusan-keputusan yang diambil dalam
menentukan perawatan dapat dituliskan sebagai berikut :
Tabel 2-2. Keputusan dan Tindakan Yang Dilakukan
Keputusan Tindakan yang dilakukan
1 2
3
Tidak dilakukan tindakan
Dilakukan pemeliharaan pencegahan (sistem kembali ke status sebelumnya )
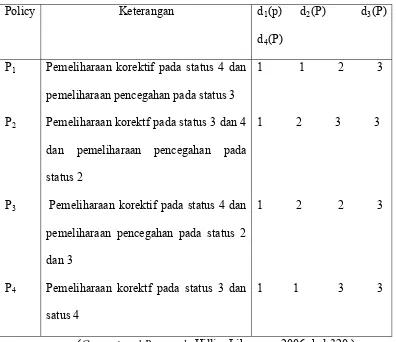
Tabel 2-3. Policy
Policy Keterangan d1(p) d2(P) d3(P)
d4(P)
P1
2
3
P4
n
meliharaan pencegahan pada
haraan pencegahan pada status 2
araan korektf pada status 3 dan
satus
1 2 3
2 3 3
2 2 3
1 1 3 3 P
P
Pemeliharaan korektif pada status 4 da
pemeliharaan pencegahan pada status 3
Pemeliharaan korektf pada status 3 dan 4
dan pe
status 2
Pemeliharaan korektif pada status 4 dan
pemeli dan 3 Pemelih 4 1 1 1
(Operasional Research, Hillier Liberman, 2006 :hal 320 )
Dalam pemeliharaan yang dilakukan Markov Chain, yang merupakan matrik transisi adalah P1, P2,P3, dan P4 yaitu usulan pemeliharaan sesuai dengan
tindakan yang dilakukan.
Jika suatu item berada pada status kerusakan ringan dan kerusakan sedang,
maka item tersebut tidak akan mengalami transisi ke status baik, dengan kata lain
bahwa suatu item yang berada pada status kerusakan ringan dan kerusakan sedang
akan tetap berada pada status kerusakan ringan dan kerusakan sedang atau hanya
akan beralih ke status kerasakan berat. Dan jika item berada pada status kerusakan
sampai selang pemeriksaan berikutnya, atau bila tidak item akan mengalami
kerusakan berat selama selang tersebut akan diperbaiki pada selang pemeriksaan
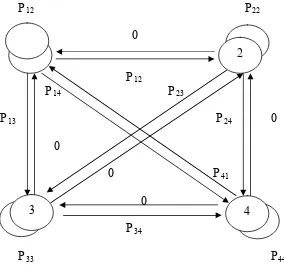
berikutnya. Dari uraian tersebut dapat dibuat skematis himpunan tertutup (close
P22
41
33 P44
(Operasional Research, Hillier Liberman, 2006: hal 168 )
)
. Menyatakan status 4 (kerusakan berat) set) dan peralihan status sebagai berikut:
P12
0
P12
P P23
P
14
P13 P24 0
0
0
0
P34
P
Gambar 2-4. Diagran Transisi Probabilitas
Keterangan :
1. Menyatakan status 1 (baik)
2. Menyatakan status 2 (kerusakan ringan)
3. Menyatakan status 3 (kerusakan sedang
4
1 2
Dari uraian diatas Probabilitas transisi dapat dinyatakan dalam bentuk
matrik adalah sebagai berikut:
Table 2.4 Probabilitas transisi
Status 0 1 M
0 P00(n) …… P0M(n)
1 ……
M PM0(n) …… PMM(n)
P (n) =
Untuk n = 0,1,2,……
Atau
P00(n) …………. P0M(n)
. .
. .
P(n) = . .
. .
. …………. .
PM0(n) PMM(n)
(Operasional Research, Hillier Liberman, 2006 : hal 165 )
Matrik P ini dikatakan suatu peralihan yang homogin atau matrik stokastik, karena
probabilitas transisi (P) adalah konstan dan tidak tergantung pada waktu. Sifat
(steady state ). Untuk Markov Chain Ergodic (positif dan terjadi secara berulang-ulang) dan tidak dapat diperkecil lagi maka:
Limit P
ij (n)nyata tidak tergantung pada i.
n → a
Selain daripada itu limit
Limit P
ij(n) = πjn → a
Dimana πj merupakan probabilitas pada status j yang memenuhi persyaratan
steady state.
πj > 0
M
πj
=
∑
πj Pij(n) untuk j dan n = 0,1,2,…M j = 0M
∑
πj = 1j = 0
Bertitik tolak pada asumsi di atas maka dapat diungkapkan bahwa suatu
item mempunyai probabilitas transisi Pij, yang menyatakan bahwa suatu item
berada pada status i maka pada selang waktu berikutnya akan beralih pada status j.
Dalam bentuk matriks, probabilitas-probabilitas transisi tersebut diatas dapat
Tabel 2-5. Probabilitas Kerusakan
Status akhir ( j )
1 2 3 4
1 P11 P12 P13 P14
2 0 P22 P23 P24
3 0 0 P33 P34
4 1 0 0 0 Status
Awal ( i )
2.8Analisa Biaya
Penentuan biaya pemeliharaan meliputi biaya pemeliharaan pencegahan
dan pemeliharaan korektif yang dilakukan pada saat mesin berhenti dan hanya
menitikberatkan pada biaya down time yang terjadi.
Dengan membuat perecanaan atau jadwal pemeliharaan preventive bagi suatu sistem, jumlah pemeliharaan corective dan perbaikan emergensi dapat ditekan sehingga mengurangi biaya down time. Hal inilah yang menjadi tujuan utama dari sistem pemeliharaan.
Untuk menentukan model yang akan digunakan dalam menentukan
besarnya biaya pemeliharaan dan besarnya biaya yang hilang akibat adanya down time maka perlu dijelaskan mengenai biaya-biaya yang timbul akibat ada dan tidaknya perencanaan pemeliharaan.
2.8.1 Biaya Down Time
Akibat dari sistem yang tidak produktif yang diakibatkan sistem dalam
tersebut disebut biaya down time. Elemen-elemen biaya yang menentukan biaya
down time adalah biaya operator mesin, hilangnya sebagian output produksi, atau umumnya dinyatakan dalam profit per satuan waktu yang hilang. Dari data
perusahaan didapatkan biaya down time yang terjadi jka suatu mesin di unit produksi berhenti beroperasi terdapat pada bab 4.
2.8.2 Biaya Kerusakan
Kerusakan merupakan suatu kondisi dimana sistem tidak dapat berfungsi
untuk menghasilkan output. Hal ini akan menyebabkan adanya biaya tambahan
untuk pemeliharaan korektif, tetapi apabila diadakan pemeliharaan rutin yang
terjadwal, kerusakan dapat dicegah atau dikurangi.
2.8.3 Biaya Rata-rata Ekspektasi
Berdasarkan pada biaya-biaya pemeliharaan pencegahan dan pemeliharaan
korektif maka akan didapatkan biaya-biaya pemeliharaan untuk masing-masing
item. Dan apabila dikalikan dengan probabilitas status dalam keadaan mapan
(steady state) pada jangka panjang maka akan didapatkan biaya rata-rata ekspektasi ( biaya rata-rata yang diharapkan) untuk masing-masing pemeliharaan.
2.9 Penjadwalan Perawatan Mesin
Proses perawatan mesin produksi tidak mungkin dihindari oleh suatu
Perawatan mesin yang biasanya dilakukan oleh perusahaan hanya berupa
corrective maintenance yaitu mengganti komponen jika terjadi kerusakan. Tanpa disadari tindakan tersebut justru mengakibatkan peningkatan biaya produksi
karena penggantian komponen dilakukan pada saat proses produksi sedang
berjalan. Berbeda dengan preventive maintenance, yang dapat memperkecil kemungkinan kerusakan mesin produksi sehingga proses dapat berjalan dengan
lancar. Selain itu umur teknis dari mesin-mesin produksi akan lebih lama. Untuk
itu akan dibuat system penjadwalan preventive maintenance yang diharapkan dapat menekan biaya yang harus ditanggung oleh perusahaan ( Didik
Wahjudi, Jurnal ).
2.10 Referensi Peneliti - Peneliti Sebelumnya
1. Perencanaan Pemeliharaan Peralatan Batching Plant Operation
Dengan Metode Markov Chain Guna Meminimumkan Biaya
Perawatan Di PT. Merak Jaya Beton – Surabaya Oleh R. Faizal
Fitrohny 9932010306.
Perkembangan teknologi masa kini mendorong persaingan industri
yang yang semakin meningkat dan ketat . Perusahaan yang memproduksi
beton cor atau Readaymix pada saat ini berkembang sangat pesat sehingga permasalahan yang dihadapi perusahaan semakin kompleks dan
berkesinambungan.
PT. Merak Jaya Beton merupakan perusahaan yang bergerak dalam
menghadapi permasalahan pada perencanaan pemeliharaan peralatan
khususnya mesin produksi yang berperan sangat penting dalam laju
produksi suatu perusahaan.
Oleh karena itu, solusi dalam permasalahan tersebut perusahaan
diharapakan mampu mengimplementasikan teknik perencanaan
pemeliharaan peralatan produksi dengan baik dan benar dengan tujuan
untuk meminimalkan biaya perawatan. Metode ini dikenal dengan metode
Markov Chain.
Total biaya pemeliharaan pada kondisi riil perusahaan bulan
Januari 2005-Juni 2005 sebesar Rp. 119.812.050,- sedangkan total biaya
pemeliharaan dengan menggunakan metode Markov Chain bulan Januari
2005-Juni 2005 sebesar Rp. 91.097.100,-sehingga terjadi penghematan
sebesar Rp. 28.714.950,-
2. Penjadwalan Pemeliharaan BATCHING PLANT OPERATION Dengan
Metode MARKOV CHAIN Guna Meminimumkan Biaya
Pemeliharaan Di P.T SARI BUMI – GRESIK Oleh UMAR SAID
ZAINURI - 0632015007.
Persaingan industri yang ketat mendorong perkembangan industri
yang ada akan meningkat dan setiap saat akan berubah. Perusahaan yang
memproduksi pupuk dolomite dan phospate pada saat ini berkembang
dengan pesat sehingga permasalahan yang ada harus dihadapi oleh
P.T Sari Bumi adalah sebuah perusahaan yang bergerak dalam
produksi pupuk dolomite dan phospate . dalam menjalankan aktifitas
produksinya secara continue , perusahaan menghadapi permasalahan pada perencanaan pemeliharaan peralatan tentang dalam kondisi seperti apa
pemeliharaan harus dilakukan sehingga peralatan produksi bisa menjamin
lancarnya proses produksi sehingga pesanan bisa sampai tepat waktu
kepada konsumen dan bisa menekan biaya pemeliharaan seminimum
mungkin.
Untuk memcahkan permasalahan tersebut perusahaan diharapakan
dapat menerapkan teknik perencanaan pemeliharaan peralatan produksi
dengan baik dan benar dengan maksud meminimalkan baiaya perawatan.
Metode ini dikenal dengan metode Markov Chain.
Total biaya pemeliharaan pada kondisi riil perusahaan bulan
Januari 2008-Juni 2008 sebesar Rp. 8.775.000,- sedangkan total biaya
pemeliharaan dengan menggunakan metode Markov Chain bulan Januari
2008-Juni 2008 sebesar Rp. 989.919,-sehingga terjadi penghematan
sebesar Rp. 7.785.081,- atau sebesar 79.724 %.
2.11 Jurnal Penelitian Tentang Perawatan dan Pemeliharaan dengan
menggunakan Metode Markov Chain
1. Analisis kebijakkan Manajemen Pemeliharaan dan Peremajaan
Mesin dengan Menggunakan Metode Markov Chain dan Therbog'h
Model di Drum Plant Area PT Pertamina (Persero) UP IV Cilacap
Galih Chrissetyo
Kerusakan mesin merupakan salah satu hal yang dapat
menghambat jalannya proses produksi, apabila pada proses produksinya
menggunakan aliran flow shop, kerusakan salah satu mesin pada stasiun
kerja dapat mempengaruhi seluruh jalannya sistem produksi, maka perlu
dilakukan suatu rencana pemeliharaan yang tepat sehingga mesin dapat
bekerja dengan baik. Tujuan dari penelitian ini adalah untuk menentukan
usulan perencanaan kebijakan pemeliharaan mesin, pengaruh kerusakan
mesin tersebut terhadap kontribusi pendapatan perusahaan serta
menganalisis waktu yang tepat dalam penerapan kebijakan peremajaan dan
penggantian terhadap mesin-mesin yang ada sebagai langkah investasi
perusahaan apabila tidak menguntungkan mempertahankan mesin lama.
Penelitian dilakukan dengan menggunakan metode rantai Markov,dengan
membagi status mesin dalam empat status yaitu status baik, status ringan,
status sedang, status berat kemudian ditentukan tindakan pemeliharaan
yang akan dilakukan sedangkan untuk analisis peremajaan mesin
dilakukan dengan menggunakan metode therbog’h model. Hasil penelitian
diketahui bahwa mesin memiliki MTBF sebesar 154,8 jam/kerusakan dan
memiliki keandalan sebesar 95 %. Spare part lower upper harus diganti
setiap 3.291 jam sedangkan jumlah persediaan maksimum spare part lower
upper adalah sebesar 38 unit dan jumlah persediaan minimum sebesar 10
unit. Setelah dilakukan beberapa usulan kebijakan, maka dipilih kebijakan
2 yang memiliki biaya pemeliharaan paling minimum, yaitu sebesar Rp
pada kerusakan ringan dan sedang. Pada kebijakan 2 terdapat
penghematan biaya pemeliharaan, bila dibandingkan dengan biaya
pemeliharaan yang dilakukan perusahaan, yaitu sebesar Rp.
920.438.706,-.Analisis waktu peremajaan mesin yang paling tepat berdasarkan hasil
penelitian adalah pada tahun 2002 tetapi karena penelitian ini baru
dilakukan pada tahun 2006 maka peremajaan mesin harus dilakukan pada
tahun 2006. Kata kunci : MTBF, Reliability, Rantai Markov,Therbog’h
model.
2. PENENTUAN INTERVAL PERAWATAN BERDASARKAN
NILAIMTBF DAN ANALISIS AVAILABILITAS STANDBY
SYSTEM DENGAN METODE CONTINOUS TIME MARKOV CHAIN
DI SISTEM KARBAMAT UNIT UREA K-1 PT. PUPUK KALTIM
Yuliana, Nani Kurniati
Jurusan Teknik Industri
Institut Teknologi Sepuluh Nopember (ITS) Surabaya Kampus ITS Sukolilo Surabaya 60111 Email: uly [email protected] ; [email protected]
Abstrak
PT. Pupuk Kaltim merupakan perusahaan yang bergerak di bidang
penyediaan pupuk di Indonesia. Sebagai salah satu industri besar,
kegagalan pada suatu peralatan kritis akan mengganggu proses produksi
dan mengakibatkan kerugian bagi perusahaan. Obyek yang akan dianalisis
dalam penelitian ini adalah sistem peralatan pompa karbamat unit urea
kaltim 1. Pompa karbamat bertekanan tinggi ini berfungsi untuk
terdiri dari 4 pompa, dimana 3 pompa dioperasikan bersama-sama
sedangkan 1 pompa sebagai unit standby. Konfigurasi sistem ini termasuk
dalam standby system.
Salah satu pendekatan yang digunakan untuk mengevaluasi keandalan
suatu peralatan adalah dengan Markov Modelling. Pada penelitian tugas
akhir ini digunakan Continous Time Markov Chain, dimana sistem
diidentifikasi ke dalam state yang mungkin terjadi pada sistem dan
digambarkan ke dalam diagram transisi. Kemudian, setelah menentukan
laju transisinya, perhitungan probabilitas transisi dilakukan dengan metode
Continous Time Markov Chain yang melibatkan penggunaan matriks laju
transisi. Evaluasi sistem dilakukan berdasarkan hasil perhitungan
probabilitas transisi untuk menentukan nilai availabilitas asimtot dan
MTBF sistem.
Sistem diidentifikasi menjadi 2 state, yaitu operating state dan failed
state. Operating system adalah sistem beroperasi dengan minimal 2 unit
pompa sedangkan dikatakan failed state apabila sistem beroperasi dengan
1 unit pompa saja. Dari hasil penelitian, nilai availabilitas asimtot sistem
adalah sebesar 0,8038. Sedangkan nilai MTBF sistem adalah 17 hari dan
Mean Up-Time (MUT) sistem adalah 13 hari sehingga MTTR sistem
adalah 4 hari. Sehingga penentuan interval perawatan berdasarkan nilai
MTBF sistem yaitu setiap 17 hari sekali. Kata Kunci: Pompa Karbamat,
BAB III
METODE PENELITIAN
3.1. Lokasi dan Waktu Penelitian
Penelitian ini dilakukan di P.T THE UNIVENUS - SIDOARJO.
Sedangkan waktu penelitian dilakukan pada tanggal 1 Februari 2010 sampai
dengan data penelitian selesai.
3.2. Identifikasi variabel
Ditinjau dari segi penelitian, variabel dapat diartikan sebagai konsep yang
mempunyai nilai. Adapun variabel-variabel tersebut adalah sebagai berikut :
1. Data jumlah peralatan.
Merupakan data jumlah peralatan yang di didapat dari perusahaan dengan
Tanya jawab dan dokumen berbentuk data.
2. Data waktu pemeliharaan preventive
Merupakan waktu pencegahan yang dilakukan perusahaan untuk
mencegah terjadinya akerusakan pada mesin.
3. Data waktu pemeliharaan Corective
Merupakan waktu yang dibutuhkan apabila terjadi kerusakan pada mesin
dan membutuhkan perbaikan agar dapat beroperesi kembali.
4.Data biaya down time
Merupakan kerugian per jam yang di dapat perusahaan karena terhentinya
a. Biaya downtime corective, yaitu biaya pemeliharaan yang dikeluarkan ketika mesin berhenti berproduksi.
b. Biaya down time preventive, yaitu biaya pemeliharaan yang dikeluarkan ketika terjadi pemeliharaan pencegahan.
3.3 Metode Pengumpulan Data
Di dalam penelitian ini data-data yang dikumpulkan (Data diperoleh dalam
bentuk dokumen dengan melakukan tanya jawab secara langsung dengan
Manager Plant), adalah sebagai berikut : 1. Data Primer
Yang dimaksud data primer adalah melakukan studi lapangan dengan maksud
memperoleh data-data yang diperlukan dalam penelitian guna memecahkan
masalah akan perencanaan pemeliharaan peralatan Batching Plant Operation
di P.T THE UNIVENUS - Sidoarjo yang dilakukan dengan pengambilan data
(Data diperoleh dalam bentuk dokumen dengan melakukan tanya jawab secara
langsung dengan Manager Plant), dan pengamatan langsung dilapangan. Dimana metode pengumpulan data yang digunakan adalah :
a. Observasi Langsung
Pengumpulan data dengan melakukan pengamatan aktifitas langsung
pada obyeknya dilapangan. Pengamatan dilaksanakan dengan seksama
b. Interview
Pengumpulan data dengan melakukan interview/tanya jawab langsung dengan responden/pihak yang memiliki relation langsung dengan permasalahan yang diteliti. Dalam hal ini dengan pimpinan, staf dan
karyawan perusahaan.
2. Data Skunder
Yaitu pengumpulan data dengan mencatat data-data dari dokumen (arsip)
perusahaan (Data diperoleh dalam bentuk dokumen dengan melakukan tanya
jawab secara langsung dengan Manager Plant). yang berkaitan dengan obyek yang akan dilakukan penelitian.
a. Studi Pustaka (Library Research)
Studi pustaka ini dilakukan dengan maksud untuk memperoleh data
pustaka sebagai narasumber yang memperkuat dan dapat dijadikan
pedoman dalam memecahkan masalah yang sedang dihadapi oleh
perusahaan.
b. Dokumen dari perusahaan yang merupakan arsip-arsip yang dikumpulkan
dan ada kaitannya dalam penelitian ini (Data diperoleh dalam bentuk
dokumen dengan melakukan tanya jawab secara langsung dengan
Manager Plant).
c. Didalam penelitian ini data-data perusahaan yang dikumpulkan adalah :
Manager Plant) yang dipakai oleh P.T THE UNIVENUS - Sidoarjo unit produksi adalah:
Facial sebanyak 6 unit Coreless sebanyak 3 unit
Napkin sebanyak 4 unit
Peralatan Batching Plant Operation yang mengalami perubahan status selama 12 (dua belas) bulan, mulai tanggal 01 Januari 2009 sampai
dengan tanggal 31 Desember 2009. (Data diperoleh dalam bentuk
dokumen dan melakukan tanya jawab secara langsung dengan
Manager Plant). Dengan perubahan status sebagai berikut: a. Kondisi baik ke kondisi baik
b. Kondisi baik ke kerusakan ringan
c. Kondisi baik ke kerusakan sedang
d. Kondisi baik ke kerusakan berat
e. Kondisi kerusakan ringan ke kerusakan ringan
f. Kondisi kerusakan ringan ke kerusakan sedang
g. Kondisi kerusakan ringan ke kerusakan berat
h. Kondis kerusakan sedang ke kerusakan sedang
i. Kondisi kerusakan sedang ke kerusakan berat
j. Kondisi kerusakan berat ke kondisi baik
Data jumlah peralatan yang berada pada status baik, kerusakan ringan, kerusakan sedang dan kerusakan berat selama 12 (dua belas) bulan,
2009. (Data diperoleh dalam bentuk dokumen dan melakukan tanya
jawab secara langsung dengan Manager Plant).
Data biaya pemeliharaan preventive untuk setiap item selama 12 (dua belas) bulan, mulai tanggal 01 Januari 2009 sampai dengan
tanggal 31 Desember 2009. (Data diperoleh dalam bentuk dokumen
dan melakukan tanya jawab secara langsung dengan Manager Plant).
Data waktu rata-rata perbaikan preventive selama 12 (dua belas) bulan, mulai tanggal 01 Januari 2009 sampai dengan tanggal 31 Desember
2009. (Data diperoleh dalam bentuk dokumen dan melakukan tanya
jawab secara langsung dengan Manager Plant).
Data waktu rata-rata perbaikan corective selama 12 (dua belas) bulan, mulai tanggal 01 Januari 2009 sampai dengan tanggal 31 Desember
2009. (Data diperoleh dalam bentuk dokumen dan melakukan tanya
jawab secara langsung dengan Manager Plant).
Data biaya Down Time. (Data diperoleh dalam bentuk dokumen dan melakukan tanya jawab secara langsung dengan Manager Plant).
3.4. Langkah-Langkah Pemecahan Masalah
Pemecahan masalah ini dimaksudkan untuk mempermudah kita dalam
mengolah data. Pemecahan ini dapat digambarkan seperti diagram flow chart
Pengumpulan data :
Bulan Januari 2009 sampai dengan Desember 2009 1. Data jumlah peralatan.
2. Data waktu pemeliharaan corectivee
3. Data waktu pemeliharaan preventif
4. Data biaya down time a. biaya down tme corrective
b.biaya down time preventive
Analisa Biaya Pemeliharaan
Perencanaan usulan pemeliharaan peralatan
Probabilitas pemeliharaan usulan Probabilitas transisi
Usulan 1
Probabilitas transisi Usulan 2
Probabilitas transisi Usulan 3
Probabilitas transisi Usulan 4
Analisa Biaya Pemeliharaan
Ekspektasi biaya pemeliharaan metode
Markov Chain (Be)
Ekspektasi biaya pemeliharaan kondisi rill Perusahaan (Ba)
Mulai
tidak
Apakah Be < Ba
ya
Metode Diterima
Perencanaan Penjadwalan Perawatan Mesin Kondisi Rill Perusahaan
Studi Lapangan Studi Literatur
Hasil dan Pembahasan
Pengolahan Data
Identifikasi Variabel
Tujuan Penelitian Perumusan Masalah
[image:40.595.91.566.105.725.2]Kesimpulan dan Saran
Penjelasan Langkah-langkah pemecahan masalah
1. Mulai
Merupakan langkah pertama sebelum melakukan penelitian.
2. Studi Literatur dan Studi Lapangan
Langkah ini merupakan usaha untuk memahami konsep dasar teori-teoti yang
berhubungan dan dapat menunjang penelitian ini didapat dari buku dan jurnal
ilmiah. Tinjauan pustaka memberikan pengetahuan dasar yang mendalam bagi
peneliti untuk memahami objek penelitian. Dari hasil tinjauan pustaka ini
diharapkan peneliti tidak membuat kesalahan dalam menyusun penelitian dan
menentukan variable-variabel yang terlibat dalam penelitian.
3. Perumusan Masalah
Langkah pertama adalah merumuskan permasalahan yang ada diperusahaan
dengan melakukan studi lapangan berupa pengamatan secara langsung dan
wawancara dengan pihak-pihak terkait serta melakukan studi literature untuk
mencari literature-literature yang dapat mendukung serta memperkuat hasil
penelitian.
4. Tujuan Penelitian
Langkah kedua adalah menetapkan tujuan dari penelitian yang dilakukan
berdasarkan perumusan masalah yang telah dibuat.
5. Identifikasi Variabel
Setelah menentukan perumusan masalah dan tujuan penelitian, langkah
selanjutnya adalah mengidentifikasi variable-variabel yang mempengaruhi
6. Pengumpulan Data
Mencari biaya pemeliharaan yang minimum berdasarkan biaya down time
dengan menggunakan data-data dari perusahaan, antara lain :
Data Peralatan Batching Plant Operation yang dipakai oleh P.T THE UNIVENUS - Sidoarjo unit produksi adalah:
Facial sebanyak 6 unit Coreless sebanyak 3 unit Napkin sebanyak 4 unit
Data jumlah peralatan yang berada pada status baik, kerusakan ringan, kerusakan sedang dan kerusakan berat selama 12 (dua belas) bulan, mulai
tanggal 01 Januari 2009 sampai dengan tanggal 31 Desember 2009.
Data waktu rata-rata perbaikan preventive dan perbaikan corective selama 12 (dua belas) bulan, mulai tanggal 01 Januari 2009 sampai dengan
tanggal 31 Desember 2009. (Data diperoleh dalam bentuk dokumen dan
melakukan tanya jawab secara langsung dengan Manager Plant).
Data biaya Down Time. (Data diperoleh dalam bentuk dokumen dan melakukan tanya jawab secara langsung dengan Manager Plant).
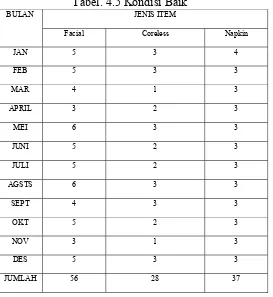
3. Kondisi Riil Peralatan Perusahaan
Kondisi peralatan Baik
Dapat digunakan untuk operasi dengan ketentuan-ketentuan yang telah
disetujui (baik), seperti keadaan baru. Pemeliharaan pencegahan dan
tidak dilakukan pemeliharaan maka peralatan tersebut akan mengalami
perubahan kondisi, menjadi ke kondisi B/Kr.
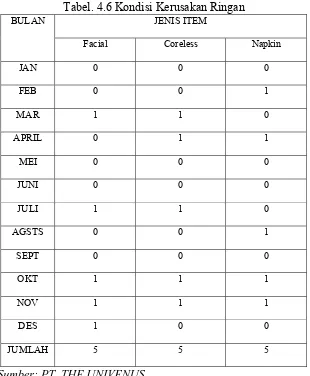
Kondisi peralatan B/Kr
Pada kondisi ini Pemeliharaan pencegahan dan pemeriksaan rutin
dilakukan supaya dapat beroperasi , apabila tidak dilakukan pemeliharaan
maka peralatan tersebut akan mengalami perubahan kondisi, menjadi ke
kondisi B/Ks.
Kondisi peralatan B/Ks
Pada kondisi ini Pemeliharaan pencegahan dan pemeriksaan rutin
dilakukan supaya dapat beroperasi, apabila tidak dilakukan pemeliharaan
maka peralatan tersebut akan mengalami perubahan kondisi, menjadi ke
kondisi B/Kb.
Kondisi peralatan B/Kb.
Pada kondisi ini akan dilakukan perbaikan atau pergantian komponen dari
peralatan Batching Plant Operation. Kondisi peralatan Kr
Pada kondisi ini Pemeliharaan pencegahan dan pemeriksaan rutin
dilakukan supaya dapat beroperasi , apabila tidak dilakukan pemeliharaan
maka peralatan tersebut akan mengalami perubahan kondisi, menjadi ke
kondisi Kr/Kr.
Kondisi peralatan Kr/Kr
Pada kondisi ini Pemeliharaan pencegahan dan pemeriksaan rutin
maka peralatan tersebut akan mengalami perubahan kondisi, menjadi ke
kondisi Kr/Ks.
Kondisi peralatan Kr/kS
Pada kondisi ini Pemeliharaan pencegahan dan pemeriksaan rutin
dilakukan supaya dapat beroperasi , apabila tidak dilakukan pemeliharaan
maka peralatan tersebut akan mengalami perubahan kondisi, menjadi ke
kondisi Kr/Kb.
Kondisi peralatan Ks
Pada kondisi ini Pemeliharaan pencegahan dan pemeriksaan rutin
dilakukan supaya dapat beroperasi k, apabila tidak dilakukan pemeliharaan
maka peralatan tersebut akan mengalami perubahan kondisi, menjadi ke
kondisi Ks/Ks.
Kondisi peralatan Ks/Ks
Pada kondisi ini Pemeliharaan pencegahan dan pemeriksaan rutin
dilakukan supaya dapat beroperasi , apabila tidak dilakukan pemeliharaan
maka peralatan tersebut akan mengalami perubahan kondisi, menjadi ke
kondisi Ks/Kb.
4. Perhitungan probabilitas untuk masing-masing item
Dengan menentukan probabilitas status akan ditentukan dulu besarnya
probabilitas transisi yang dapat dihitung dari proporsi jumlah
komponen-komponen dari Peralatan Batching Plant Operation yang mengalami transisi status, selanjutnya dibentuk matrik transisi awal yang merupakan
Tabel 3-1. Pobabilitas Transisi item Bulan Januari 2009-Desember 2009
Bulan Status
P11 P12 P13 P14 P22 P23 P24 P33 P34 P41
Jan
Feb
Mar
Apr
Mei
Jun
Jul
Ags
Sept
Okt
Nov
Des
Jumlah
Keterangan :
P
11 =Kondisi baik ke kondisi baikringan
sedang
berat
ringan
sedang
n berat
sedang
n berat
P
12 =Kondisi baik ke kondisi kerusakanP
13 =Kondisi baik ke kondisi kerusakanP
14 =Kondisi baik ke kondisi kerusakanP
22 =Kondisi kerusakan ringan ke kondisi kerusakanP
23 =Kondisi kerusakan ringan ke kondisi kerusakanP
24 =Kondisi kerusakan ringan ke kondisi kerusakaP
33 =Kondisi kerusakan sedang ke kondisi kerusakanP
41 =Kondisi kerusakan kerusakan berat ke kondisi baikDengan menentukan probabilitas status akan ditentukan dulu besarnya
probabilitas transisi yang dapat dihitung dari proporsi jumlah item-item yang
mengalami transisi status.
5. Perencanaan Pemeliharaan yang diusulkan
Untuk mendapatkan pemeliharaan yang lebih baik sehingga bisa
mengurangi biaya pemeliharaan, maka diusulkan empat perencanaan
pemeliharaan komponen dari Peralatan Batching Plant Operation yang didapat dari perubahan matrik transisi awal sesuai dengan tindakan yang
dilakukan. Dari keempat usulan tersebut yang akan dipilih adalah usulan
yang mempunyai biaya ekspektasi terkecil.
1. Pemeliharaan korektif pada status 4 dan pemeliharaan pencegahan
pada status 3. Matrik transisinya sebagai berikut :
j
I
1 2 3 4
1 2 3 4 P11 0 0 1 P12 P22 1 0 P13 P23 0 0 P14 P24 0 0
P1 =
Dengan menggunakan persaman serta hasil matrik transisi tersebut,
dalam jangka panjang probabilitas terjadi kerusakan dan dalam
0 0 0 1 0 0 1 00 22 23 24
14 13 12 11 4 3 2 1 4 3 2 1 p p p p p p p
Catatan : π1 + π2 +π3 +π4 = 1
maka akan didapat persamaan sebagai berikut:
π1 + π2 + π3 + π4 = 1
P11 π1 + π4 = π1
P12 π1 + P22 π2 + π3 = π2
P13 π1 + P23 π2 = π3
P14 π1 + P24 π2 = π4
2. Pemeliharan korektif pada status 3 dan 4 dan pemeliharaan pencegahan
pada status 2. Matrik transisinya adalah sebagai berikut :
j
I
1 2 3 4
1 2 3 4 P11 1 1 1 P12 0 0 0 P13 0 0 0 P14 0 0 0
P2 =
Dengan menggunakan persamaan serta hasil matrik transisi tersebut,
dalam jangka panjang probabilitas terjadi kerusakan dan dalam
0 0 0 1 0 0 0 1 0 0 0 1 14 13 12 11 4 3 2 1 4 3 21 p p p p
Catatan : π1 + π2 +π3 +π4 = 1
maka akan didapat persamaan sebagai berikut:
π1 + π2 + π3 + π4 = 1
P11 π1 + π2 + π3 + π4 = 1
P12 π1 + = π1
P13 π1 + = π3
P14 π1 + = π4
3. Pemeliharaan korektif padastatus 4 dan pemeliharaan pencegahan pada
status 2 dan 3. Matrik transisinya adalah sebagai berikut :
J
I
1 2 3 4
1 2 3 4 P11 1 0 1 P12 0 1 0 P13 0 0 0 P14 0 0 0
P3 =
Dengan menggunakan persamaan serta hasil matrik transisi tersebut,
dalam jangka panjang probabilitas terjadi kerusakan dan dalam
0 0 0 1 0 0 1 0 0 0 0 1 14 13 12 11 4 3 2 1 4 3 21 p p p p
Catatan : π1 + π2 +π3 +π4 = 1
= π1
maka akan didapat persamaan sebagai berikut:
π1 + π2 + π3 + π4 = 1
P11 π1 + π2 + π4
P12 π1 + π3 = π2
P13 π1 + = π3
P14 π1 + = π4
4. Pemeliharaan korektif pada status 3 dan status 4.
Matrik transisinya adalah sebagai berikut :
J
I
1 2 3 4
1 2 3 4 P11 0 1 1 P12 P22 0 0 P13 P23 0 0 P14 P24 0 0
P4 =
Dengan menggunakan persaman serta hasil matrik transisi tersebut,
dalam jangka panjang probabilitas terjadi kerusakan dan dalam
0 0 0 1 0 0 0 10 22 23 24
14 13 12 11 4 3 2 1 4 3 2 1 p p p p p p p
Catatan : π1 .π2 .π3 .π4 = 1
maka akan didapat persamaan sebagai berikut:
π1 + π2 + π3 + π4 = 1
P11 π1 + π3 + π4 = π1
P12 π1 + P22π2 = π2
P13 π1 + P23π2 = π3
P14 π1 + P24π2 = π4
6. Analisa biaya pemeliharaan
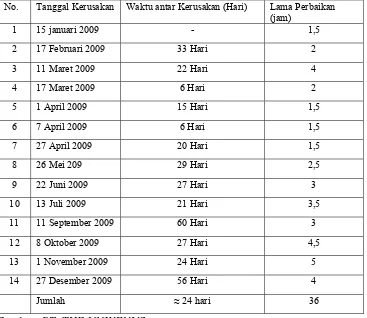
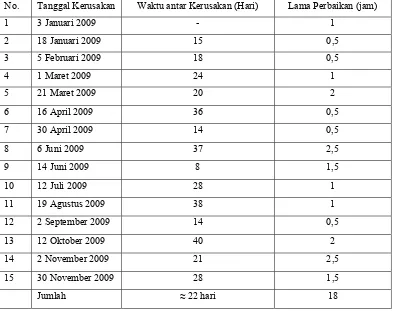
Sebelum menghitung biaya pemeliharaan masing-masing item, perlu dihitung
dulu waktu rata-rata perbaikan yang diperlukan yang sudah terlampir. Dimana
waktu rata-rata pemeliharaan pencegahan per 12 bulan dilambangkan dengan
∑w11. dan waktu rata-rata pemeliharaan korektif per 12 bulan dilambangkan
dengan ∑ w21. melalui perhitungan biaya down time /jam yang didapat dari
data perusahaan (Data diperoleh dalam bentuk dokumen dengan melakukan
Biaya Pemeliharaan Pencegahan ( C1i )
C1i = Waktu rata-rata pemeliharaan X Biaya down time
Pencegahan per 12 bulan per jam
Biaya Pemeliharaan Korektif ( C2i )
C2i = Waktu rata-rata kerusakan X Biaya down time
per 12 bulan per jam
7. Ekspektasi biaya pemeliharaan pada keadaan mapan (steady state) pada pemeliharaan yang dilakukan oleh perusahaan. Didapat dari, probabilitas
steady state untuk masing-masing item dikalikan dengan biaya pemeliharaan yang didasarkan pada biaya down time. Akan didapat biya rata-rata pemeliharaaan yang dilakukan oleh perusahaan (Ba).
8. Ekspektasi biaya pemeliharaan pada keadaan mapan (steady state) pemeliharaan usulan dengan menggunakan metode Markov Chain.
Didapat dari, probabilitas steady state usulan untuk masing-masing item dikalikan dengan biaya pemeliharaan yang didasarkan pada biaya down time.
Akan didapat biya rata-rata pemeliharaaan usulan dengan menggunakan
metode Markov Chain (Be).
9. Be < Ba
Langkah ini merupakan suatu langkah untuk mengambil keputusan, apakah
system pemeliharaan yang dilakukan oleh perusahaan lebih baik ataukah
sistem pemeliharaan usulan dengan menggunakan metode Markov Chain yang
Dari pernyataan ini , maka akan muncul jawaban ya atau tidak. Jika ya
(Ba > Be) maka ususlan tersebut dapat diterapkan . jika tidak (Ba < Be) maka
langsung pada hasil dan pembahasan yang berarti sistem pemeliharaan yang
diterapkan oleh perusahaan lebih baik daripada metode usulan.
10.Metode usulan diterima
Metode usulan diterima apabila hasil metode usulan lebih kecil jika
dibandingkan dengan metode yang diterapkan perusahaan. Sehingga langkah
selanjutnya dapat diterapkan.
11.Perencanaan Perawatan Mesin
Setelah metode usulan diterima langkah selanjutnya adalah menyusun
perencanaan/penjadwalan perawatan mesin untuk mencegah terjadinya
kerusakan.
12.Hasil dan Pembahasan
Dari hasil perhitungan dengan metode Markov Chain, maka akan dapat
diketahui perencanaan pemeliharaan peralatan Batching Plant Operation yang optimal sehingga dapat meminimumkan biaya pemeliharaan yang didasarkan
pada biaya down time.
13.Kesimpulan dan Saran
Langkah terakhir adalah menarik kesimpulan dari keseluruhan
langkah-langkah diatas serta memberikan saran-saran yang dapat menjadi masukan dan
pertimbangan dalam merencanakan manajemen perawatan yang reliable.
BAB IV
HASIL DAN PEMBAHASAN
4.1. Pegumpulan Data
4.1.1 Data Jumlah Peralatan Batching Plant Operation
Tabel. 4.1 Data Jumlah Peralatan Batching Plant Operation
No NAMA MESIN NAMA ITEM JUMLAH
1 Facial Facial 6
2 Coreless Item 2 3
3 Napkin Item 3 4
Sumber: Perusahaan PT. THE UNIVENUS
4.1.1.1 Data Peralatan Batching Plant Operation yang mengalami perubahan status.
1 Data Mesin Facial ( Facial ) yang Mengalami Perubahan Status Periode Januari 2009 – Desember 2009.
Tabel 4.2 Perubahan Status Periode Januari 2009 – Desember 2009.
Status Bulan
B/B B/Kr B/Ks B/Kb Kr/Kr Kr/Ks Kr/Kb Ks/Ks Ks/Kb Kb/B
JAN 3 1 1 0 0 0 0 0 1 0
FEB 4 0 1 0 0 0 0 1 0 0
MAR 3 1 0 0 0 1 0 0 1 0
APRIL 2 1 0 0 0 0 0 2 0 1
MEI 3 0 2 1 0 0 0 0 0 0
JUNI 4 1 0 0 1 0 0 0 0 0
JULI 3 0 0 2 0 0 1 0 0 0
AGSTS 3 2 0 1 0 0 0 0 0 0
SEPT 3 0 0 1 0 0 0 1 0 1
OKT 4 1 0 0 0 0 1 0 0 0
NOV 3 1 1 0 0 0 0 0 0 1
DES 3 2 0 0 0 1 0 0 0 0
Keterangan :
B/B =Kondisi baik ke kondisi baik
B/Kr =Kondisi baik ke kondisi kerusakan ringan
B/Ks =Kondisi baik ke kondisi kerusakan sedang
B/Kb =Kondisi baik ke kondisi kerusakan berat
Kr/Kr =Kondisi kerusakan ringan ke kondisi kerusakan ringan
Kr/Ks =Kondisi kerusakan ringan ke kondisi kerusakan sedang
Kr/Kb =Kondisi kerusakan ringan ke kondisi kerusakan berat
Ks/Ks =Kondisi kerusakan sedang ke kondisi kerusakan sedang
Ks/Kb =Kondisi kerusakan sedang ke kondisi kerusakan berat
Kb/B =Kondisi kerusakan kerusakan berat ke kondisi baik.
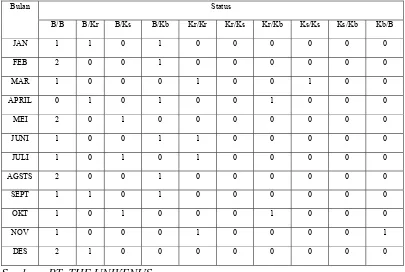
[image:54.595.112.517.416.688.2]2. Data Mesin Coreless ( Coreless ) yang Mengalami Perubahan Status Periode Januari – Desember 2009.
Tabel 4.3Perubahan Status Periode Januari 2009 – Desember 2009.
Status Bulan
B/B B/Kr B/Ks B/Kb Kr/Kr Kr/Ks Kr/Kb Ks/Ks Ks/Kb Kb/B
JAN 1 1 0 1 0 0 0 0 0 0
FEB 2 0 0 1 0 0 0 0 0 0
MAR 1 0 0 0 1 0 0 1 0 0
APRIL 0 1 0 1 0 0 1 0 0 0
MEI 2 0 1 0 0 0 0 0 0 0
JUNI 1 0 0 1 1 0 0 0 0 0
JULI 1 0 1 0 1 0 0 0 0 0
AGSTS 2 0 0 1 0 0 0 0 0 0
SEPT 1 1 0 1 0 0 0 0 0 0
OKT 1 0 1 0 0 0 1 0 0 0
NOV 1 0 0 0 1 0 0 0 0 1
DES 2 1 0 0 0 0 0 0 0 0
Keterangan :
B/B =Kondisi baik ke kondisi baik
B/Kr =Kondisi baik ke kondisi kerusakan ringan
B/Ks =Kondisi baik ke kondisi kerusakan sedang
B/Kb =Kondisi baik ke kondisi kerusakan berat
Kr/Kr =Kondisi kerusakan ringan ke kondisi kerusakan ringan
Kr/Ks =Kondisi kerusakan ringan ke kondisi kerusakan sedang
Kr/Kb =Kondisi kerusakan ringan ke kondisi kerusakan berat
Ks/Ks =Kondisi kerusakan sedang ke kondisi kerusakan sedang
Ks/Kb =Kondisi kerusakan sedang ke kondisi kerusakan berat
Kb/B =Kondisi kerusakan kerusakan berat ke kondisi baik.
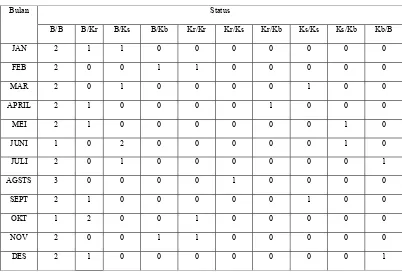
[image:55.595.113.515.425.699.2]3. Data Mesin Napkin ( Item 3 ) yang Mengalami Perubahan Status Periode Januari 2009 – Desember 2009.
Tabel 4.4Perubahan Status Periode Januari 2009 – Desember 2009.
Status Bulan
B/B B/Kr B/Ks B/Kb Kr/Kr Kr/Ks Kr/Kb Ks/Ks Ks/Kb Kb/B
JAN 2 1 1 0 0 0 0 0 0 0
FEB 2 0 0 1 1 0 0 0 0 0
MAR 2 0 1 0 0 0 0 1 0 0
APRIL 2 1 0 0 0 0 1 0 0 0
MEI 2 1 0 0 0 0 0 0 1 0
JUNI 1 0 2 0 0 0 0 0 1 0
JULI 2 0 1 0 0 0 0 0 0 1
AGSTS 3 0 0 0 0 1 0 0 0 0
SEPT 2 1 0 0 0 0 0 1 0 0
OKT 1 2 0 0 1 0 0 0 0 0
NOV 2 0 0 1 1 0 0 0 0 0
DES 2 1 0 0 0 0 0 0 0 1
Keterangan :
B/B =Kondisi baik ke kondisi baik
B/Kr =Kondisi baik ke kondisi kerusakan ringan
B/Ks =Kondisi baik ke kondisi kerusakan sedang
B/Kb =Kondisi baik ke kondisi kerusakan berat
Kr/Kr =Kondisi kerusakan ringan ke kondisi kerusakan ringan
Kr/Ks =Kondisi kerusakan ringan ke kondisi kerusakan sedang
Kr/Kb =Kondisi kerusakan ringan ke kondisi kerusakan berat
Ks/Ks =Kondisi kerusakan sedang ke kondisi kerusakan sedang
Ks/Kb =Kondisi kerusakan sedang ke kondisi kerusakan berat
Kb/B =Kondisi kerusakan kerusakan berat ke kondisi baik.
4.1.2. Data Jumlah Peralatan Batching Plant Operation Pada Kondisi Baik, Kerusakan Ringan, Kerusakan Sedang Dan Kerusakan Berat.
1. Data Jumlah mesin yang Berada Pada kondisi 1 ( Baik ) periode Januari 2009
[image:56.595.182.455.456.753.2]– Desember 2