PABRIK SODIUM SULFATE
DARI SULFURIC ACID DAN SODIUM FORMATE
DENGAN PROSES FORMIC ACID
PRA RENCANA PABRIK
Oleh :
MOHAMMAD YATIM
0831010011
JURUSAN TEKNIK KIMIA
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL ”VETERAN” JAWA TIMUR
SURABAYA
PABRIK SODIUM SULFATE
DARI SULFURIC ACID DAN SODIUM FORMATE
DENGAN PROSES FORMIC ACID
PRA RENCANA PABRIK
Diajukan Untuk Memenuhi Sebagai Persyaratan Dalam Memperoleh Gelar Sarjana Teknik
Jurusan Teknik Kimia
Oleh :
MOHAMMAD YATIM
NPM. 0831010011
JURUSAN TEKNIK KIMIA
FAKULTAS TEKNOLOGI INDUSTRI
PRA RENCANA PABRIK
PABRIK SODIUM SULFATE
DARI SULFURIC ACID DAN SODIUM FORMATE
DENGAN PROSES FORMIC ACID
Disusun oleh :
MOHAMMAD YATIM
NPM. 0831010011
Telah Dipertahankan Dihadapan
Dan Diterima Oleh Dosen Penguji
Pada Tanggal 13 April 2012
Tim penguji : Pembimbing :
1. 1.
Ir. Luluk Edahwati, MT Ir. Ely Kurniati, MT NIP. 19640611 199203 2 001 NIP. 19641018 199203 2 001
2.
Ir. Suprihatin, MT
NIP. 19630508 199203 2 001
3.
Ir. Nur Hapsari, MT
NIP. 19620912 199203 2 002
Mengetahui
Dekan Fakultas Teknologi Industri
LEMBAR PENGESAHAN
PRA RENCANA PABRIK
PABRIK SODIUM SULFATE
DARI SULFURIC ACID DAN SODIUM FORMATE DENGAN PROSES FORMIC ACID
Oleh :
MOHAMMAD YATIM 0831010011
Telah Diterima dan Disetujui untuk Diseminarkan
Mengetahui,
Dosen Pembimbing
LEMBAR PENGESAHAN
PRA RENCANA PABRIK
PABRIK SODIUM SULFATE
DARI SULFURIC ACID DAN SODIUM FORMATE DENGAN PROSES FORMIC ACID
Disusun Oleh :
MOHAMMAD YATIM 0831010011
Telah Diterima dan Disetujui untuk Diseminarkan
Mengetahui,
Dosen Pembimbing
KATA PENGANTAR
Dengan mengucapkan rasa syukur kepada Tuhan Yang Maha Esa dan dengan segala rahmat serta karuniaNya sehingga penyusun telah dapat menyelesaikan Tugas Akhir “Pra Rencana Pabrik Sodium Sulfate Dari Sulfuric Acid Dan Sodium Formate Dengan Proses Formic Acid”, dimana Tugas Akhir ini merupakan tugas yang diberikan sebagai salah satu syarat untuk menyelesaikan program pendidikan kesarjanaan di Jurusan Teknik Kimia, Fakultas Teknologi Industri, Universitas Pembangunan Nasional Surabaya.
Tugas Akhir “Pra Rencana Pabrik Sodium Sulfate Dari Sulfuric Acid Dan Sodium Formate Dengan Proses Formic Acid” ini disusun berdasarkan pada beberapa sumber yang berasal dari beberapa literature , data-data , majalah kimia, dan internet.
Pada kesempatan ini kami mengucapkan terima kasih atas segala bantuan baik berupa saran, sarana maupun prasarana sampai tersusunnya Tugas Akhir ini kepada :
1. Bapak Ir. Sutiyono, MT
Selaku Dekan FTI UPN “Veteran” Jawa Timur. 2. Ibu Ir. Retno Dewati, MT
Selaku Ketua Jurusan Teknik Kimia, FTI, UPN “Veteran” Jawa Timur. 3. Ibu Ir. Ely Kurniati, MT
Selaku Dosen Pembimbing Tugas Akhir.
5. Seluruh Civitas Akademik Jurusan Teknik Kimia , FTI , UPN “Veteran” Jawa Timur.
6. Orang tua kami yang selalu mendoakan kami.
7. Semua pihak yang telah membantu , memberikan bantuan, saran serta dorongan dalam penyelesaian tugas akhir ini.
Kami menyadari bahwa tugas akhir ini masih jauh dari sempurna, karena itu segala kritik dan saran yang membangun kami harapkan dalam sempurnanya tugas akhir ini.
Sebagai akhir kata, penyusun mengharapkan semoga Tugas Akhir yang telah disusun ini dapat bermanfaat bagi kita semua khususnya bagi mahasiswa Fakultas Teknologi Industri Jurusan Teknik Kimia.
Surabaya , April 2012
INTISARI
Perencanaan pabrik Sodium Sulfate ini diharapkan dapat berproduksi dengan kapasitas 30.000 ton/tahun dalam bentuk serbuk. Pabrik beroperasi secara continuous selama 330 hari dalam setahun.
Sodium Sulfate merupakan bahan kimia yang banyak digunakan pada industri kimia di bidang : powder detergent, pulp & paper, tekstil, kaca dan industri kimia lainnya. Secara singkat, uraian proses dari pabrik Sodium Sulfate sebagai berikut :
Pertama – tama sodium formate dan sulfuric acid direaksikan membentuk sodium sulfate dan formic acid. Cmpuran kemudian difiltrasi untuk memisahkan formic acid sebagai produk samping dan sodium sulfate sebagai produk akhir. Formic acid diuapkan dan diambil dari alat evaporator, sedangkan untuk sodium sulfate dikeringkan dan dihaluskan dengan ball mill.
Pendirian pabrik berlokasi di Manyar , Gresik dengan ketentuan : Bentuk Perusahaan : Perusahaan Terbatas Sistem Organisasi : Garis dan Staff Jumlah Karyawan : 175 orang Sistem Operasi : Continuous
Analisa Ekonomi :
Massa Konstruksi : 2 tahun
Umur Pabrik : 10 tahun
Fixed Capital Investment (FCI) : Rp 148.656.323.015,99
Working Capital Investment (WCI) : Rp 7.754.415.662,54
Total Capital Investment (TCI) : Rp 156.410.738.678,53
Biaya Bahan Baku (1 tahun) : Rp 81.080.600.774,66
Biaya Utilitas (1 tahun) : Rp 29.006.070.569,39
- Steam = 982080 lb/hari
- Brine = 137 m3/hari
- Listrik = 7344 kW/hari
- Bahan Bakar = 7848 liter/hari
Biaya Produksi Total (Total Production Cost) : Rp 24.411.196.897,76
Hasil Penjualan Produk (Sale Income) : Rp 211.160.449.037,11
Bunga Bank : 14 %
Internal Rate of Return : 21,30 %
Pay Out Periode : 4,24 tahun
Break Even Point (BEP) : 35,81 %
DAFTAR TABEL
Tabel 1.1 Kebutuhan Sodium sulfate Di Indonesia I-2
Tabel 2.1 Seleksi Proses II-11
Tabel 7.1. Instrumentasi pada Pabrik VII-5 Tabel 7.2. Jenis Dan Jumlah Fire – Extinguisher VII-7 Tabel 8.4.1. Kebutuhan Listrik Untuk peralatan proses dan utilitas VIII-80 Tabel 8.4.2. Kebutuhan listrik Ruang Pabrik dan Daerah Pabrik VIII-81
Tabel 9.1. Pembagian Luas Pabrik IX-7
Tabel 10.1. Jadwal Kerja Karyawan Proses X-9 Tabel 10..2. Perincian Jumlah Tenaga Kerja X-11 Tabel 11.1. Biaya Total Produksi Dalam Berbagai Kapasitas XI-8 Tabel 11.2. Modal sendiri pada tahun konstruksi XI-9 Tabel 11.3. Modal pinjaman pada tahun konstruksi XI-9
Tabel 11.4. Tabel Cash Flow XI-10
Tabel 11.5. Internal Rate of Return (IRR) XI-12
Tabel 11.8. Pay Out Periode (POP) XI-14
DAFTAR GAMBAR
Gambar 2.1. Diagram Alir Proses Pembuatan Sodium Sulfate
dari Fibre ( rayon / viscose ) II-2 Gambar 2.2. Diagram Alir Proses Pembuatan Sodium Sulfate
dari Glauber’s Salt dengan proses Messo II-4 Gambar 2.3. Diagram Alir Proses Pembuatan Sodium Sulfate dari
Garam dengan proses Mannheim II-5
Gambar 2.4. Diagram Alir Proses Pembuatan Sodium Sulfate dari Methionine II-7 Gambar 2.5. Diagram Alir Proses Pembuatan Sodium Sulfate dari Formic Acid II-9
Gambar 9.1 Lay Out Pabrik IX-8
Gambar 9.2 Peta Lokasi Pabrik IX-9
Gambar 9.3 Lay Out Peralatan Pabrik IX-10
Gambar 10.1 Struktur Organisasi Perusahaan X-13
DAFTAR ISI
LEMBAR PENGESAHAN i
KATA PENGANTAR ii
INTISARI iv
DAFTAR TABEL vi
DAFTAR GAMBAR vii
DAFTAR ISI viii
BAB I PENDAHULUAN I - 1
BAB II SELEKSI DAN URAIAN PROSES II - 1
BAB III NERACA MASSA III - 1
BAB IV NERACA PANAS IV - 1
BAB V SPESIFIKASI ALAT V - 1
BAB VI PERENCANAAN ALAT UTAMA VI - 1
BAB VII INSTRUMENTASI DAN KESELAMATAN KERJA VII -1
BAB IX LOKASI DAN TATA LETAK PABRIK IX - 1
BAB X ORGANISASI PERUSAHAAN X - 1
BAB XI ANALISA EKONOMI XI - 1
BAB XII PEMBAHASAN DAN KESIMPULAN XII - 1
Pendahuluan
BAB I
PENDAHULUAN
1.1. Latar Belakang
Sodium sulfate adalah salah satu bahan yang sangat diperlukan sebagai produk hulu. Sodium sulfat banyak digunakan sebagai salah satu bahan pembuat kertas, deterjan, gelas dan lain-lain.
Soduim sulfate pada zaman dahulu dapat diperoleh dari danau yang ada di Amerika. Selain itu dapat diperoleh dengan mereaksikan senyawa sodium dengan asam sulfat, misalnya NaCl dengan H2SO4. Yang merupakan senyawa sodium yang pertama kali ditemukan oleh Sir Humphry pada tahun 1807. Senyawa sodium dialam terdapat banyak dalam jumlah yang berlimpah dan dalam bentuk yang alami, Misalnya NaCl dalam air laut, NaNO3 di Chili dan Peru, Na2CO3 di Australia dan Afrika Timur, Borak (Na2BO4.10 H2O) di India, Tibet dan California.
Pengolahan sodium sulfate dari air danau (Searles Lake) yang berasal dari California ini dimulai pada tahun 1916 sebagi hasil samping pembuatan KCl, sedangkan yang berasal dari batuan (mineral) diproduksi secara besar-besaran pada tahun 1980.
Pendahuluan
pembuatannya sehingga banyak dikenal metode proses pembuatannya. Pada pabrik – pabrik kertas yang banyak memakai kraft maka banyak pula sodium sulfate yang digunakan. Sebagian besar dari produk sodium sulfate dipergunakan untuk pabrik kertas dengan proses kraft.
1.2. Manfaat
Kegunaan terbesar dari sodium sulfate adalah pada bidang industri pulp dan paper, dimana larutan sodium sulfate berfungsi sebagai bahan pemasak dan bahan pencuci dari pulp. Kegunaan lain dari sodium sulfate dapat kita lihat pada industri detergen, industri gelas atau serat dan industri tekstil.
1.3. Aspek Ekonomi
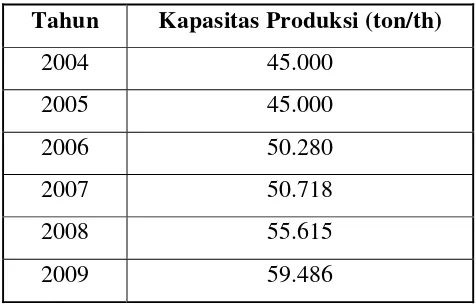
Kebutuhan sodium sulfate di Indonesia, semakin meningkat sejalan dengan semakin meningkatnya kebutuhan kertas di Indonesia. Hal ini dapat dilihat pada tabel 1.1 berikut ini:
Tabel 1.1 Kebutuhan Sodium Sulfate Di Indonesia
Pendahuluan
Berdasarkan tabel diatas, dapat dibuat grafik hubungan antara kebutuhan produk dengan tahun produksi.
Dari grafik di atas, dengan metode regresi linier maka diperoleh persamaan untuk mencari kebutuhan pada tahun tertentu dengan persamaan :
Y = 2991,8 X – 5952030,2
Keterangan : Y = Kebutuhan (ton/tahun) X = Tahun ke-n
Pabrik Magnesium Karbonat ini direncanakan beroperasi pada tahun 2014 sehingga untuk mencari kebutuhan pada tahun 2012, maka X = 2014.
Kebutuhan pada tahun 2014 :
Y = [ 2991,8 x 2014 ] – 5952030,2 = 73.455 ton/th
Untuk kapasitas terpasang pabrik, diambil asumsi 41% dari kebutuhan total,
Pendahuluan
1.4. Sifat Bahan Baku Dan Produk
1.4.1. Bahan Baku
1.4.1.1 Sodium Formiat ( Chemicalland21 & Perry 7ed : 1999 ) Nama lain : Salachlor, Formic Acid Sodim Salt
Rumus Molekul : HCOONa
Rumus Bangun :
Berat Molekul : 68
Warna : Putih
Bau : Tidak berbau
Bentuk : Kristal
Spesific Gravity : 1,919 Melting Point : 253 0C
Boiling Pont : Terdekomposisi diatas 2610C
Solubility, Cold Water : 44 Kg b / 100 Kg H2O ( H2O = 00C ) Solubility, Hot Water : 160 Kg b / 100 Kg H2O ( H2O = 1000C ) Komposisi supplier PT.Karya Inti Mandiri:
Pendahuluan
1.4.1.2 Sulfuric Acid ( Chemicalland21 & Perry 7ed : 1999 ) Nama lain : Oil of Vitriol, Dihydrogen Sulfate Rumus Molekul : H2SO4
Rumus Bangun :
Berat Molekul : 98
Warna : Tidak berwarna
Bau : Tajam dan khas
Bentuk : Liquid pekat
Spesific Gravity : 1,834 Melting Point : 10,49 0C
Boiling Pont : Terdekomposisi diatas 340 0C Solubility, Cold Water : Larut sedikit
Komposisi supplier PT. Petrokimia Gresik :
H2SO4 = 98,0 %
H2O = 2,0 %
Pendahuluan
1.4.2. Produk samping
1.4.2.1 Formic Acid ( Chemicalland21 & Perry 7ed : 1999 ) Nama lain : Methanioc Acid, Asam semut
Rumus Molekul : HCOOH
Rumus Bangun : O
HO
Berat Molekul : 46
Warna : tidak berwarna
Bau : Tajam / pedas
Bentuk : Liquid
Spesific Gravity : 1,220 Melting Point : 8,6 0C Boiling Pont : 100,8 0C Solubility, Cold Water : Larut sedikit
Kegunaan produk samping formic acid : ( Chemicalland21 ) 1. Industri Decalcifier : Sebagai bahan tambahan dan filler 2. Industri Pencelupan Wool : Sebagai bahan pereduksi warna 3. Industri Karet : Sebagai bahan aditif untuk regenerasi 4. Industri Electroplating : Sebagai bahan tambahan
Pendahuluan
1.4.3. Produk Utama
1.4.3.1 Sodium Sulfate ( Chemicalland21 & Perry 7ed : 1999 ) Nama lain : Thenardite, Salt Cake, Trona
Rumus Molekul : NaSO4
Rumus Bangun :
Berat Molekul : 142
Warna : Putih
Bau : Tidak berbau
Bentuk : serbuk
Spesific Gravity : 2,700 Melting Point : 880 - 888 0C
Boiling Pont : Terdekomposisi diatas 1100 0C Solubility, Cold Water : 5 Kg b / 100 Kg H2O ( H2O = 00C ) Solubility, Hot Water : 42 Kg b / 100 Kg H2O ( H2O = 1000C )
Kegunaan produk utama Sodium Sulfate : ( Chemicalland21 ) 1. Industri Powder Detergent : Sebagai bahan tambahan dan filler 2. Industri Pulp & Paper : Sebagai bahan pembuat kertas kraft 3. Industri Pencelupan Tekstil : Sebagai levelling agent
4. Industri Kaca : Sebagai bahan penghilang gelembung
Seleksi dan Uraian Proses
BAB II
SELEKSI DAN URAIAN PROSES
2.1. Macam Proses
Beberapa tahun perkembangan dalam teknologi, pembuatan sodium sufate ini dapat dilakukan dengan lima macam cara atau proses dan bahan baku yang dipergunakan juga berbeda pula.
Proses pembuatan sodium sulfate dapat dibedakan menjadi dua bagian utama yaitu proses pembuatan dengan bahan baku garam dan proses pembuatan dengan bahan baku selain garam. Adapun proses yang dapat digunakan dalam pembuatan sodium sulfate adalah :
1. Sodium Sulfate dari Fibre ( rayon / viscose )
2. Sodium Sulfate dari Glauber’s Salt dengan proses Messo 3. Sodium Sulfate dari Garam dengan proses Mannheim 4. Sodium sulfate dari Methionine
Seleksi dan Uraian Proses
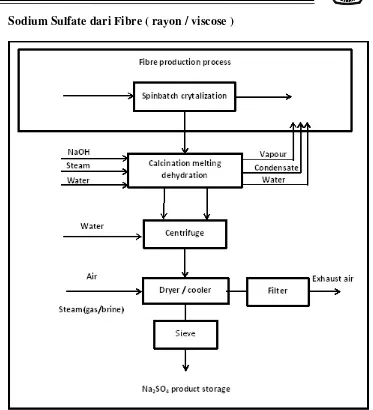
2.1.1. Sodium Sulfate dari Fibre ( rayon / viscose )
Gambar 2.1. Diagram Alir Proses Pembuatan Sodium Sulfate dari Fibre ( rayon / viscose )
Pada proses ini, sodium sulfate dibuat dengan cara memintal serat viscose kedalam sulfuric acid dan kemudian produk sodium sulfate dapat mengendap. Reaksi yang terjadi :
Seleksi dan Uraian Proses
Berdasarkan reaksi tersebut, maka sodium sulfate yang dihasilkan merupakan bahan baku utama yang merupakan produk samping dari pemintalan serat viscose dengan penambahan sulfuric acid, sebelum proses pemurnian dilakukan.
Pada proses pemurnian, reaksi antara serat viscose dan sulfuric acid dilakukan pada spinbath crystallizer, dimana sodium sulfate yang dihasilakan dikristalkan dalam bentuk Glauber’s Salt ( Na2SO4.10 H2O ) pada suhu kristalisasi < 20oC. Glauber’s salt kemudian diumpankan pada melter, dimana pada melter Glauber’s salt dikalsinasi pada suhu 32,38 oC untuk melepaskan 10 molekul H2O dengan cara menambahkan air proses, sehingga membentuk padatan sodium sulfate. Untuk menghilangkan kandungan asam (sulfuric acid) yang masih terkandung dalam larutan, maka ditambahkan larutan NaOH untuk menetralkan asam. Pada melter dilakukan pemanasan untuk mengurangi kandungan air dalam larutan.
Konsumsi energi pada pabrik ini dapat dikurangi dengan menggunakan multi efek evaporator, karena pemakaian multi efek evaporator dapat menghemat penggunaan steam pada pabrik.
Larutan sodium sulfat dari unit melter (evaporative crystallization), kemudian diumpankan pada centrifuge untuk memisahkan cake sodium sulfate dan mother liquor dikembalikan pada melter untuk proses selanjutnya.
Seleksi dan Uraian Proses
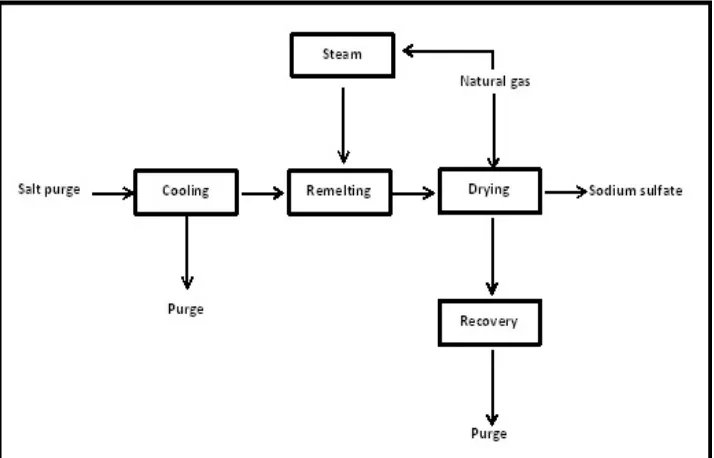
2.1.2. Sodium Sulfat dari Glauber’s Salt dengan proses Messo
Gambar 2.2. Diagram Alir Proses Pembuatan Sodium Sulfate dari Glauber’s Salt dengan proses Messo
Pada proses Messo, larutan brine jenuh (saturated brine) yang mengandung sodium sulfate merupakan bahan baku utama dan dapat diperoleh dari beberapa air tanah atau danau yang mengandung sodium sulfate (Sear Lake Brine). Larutan brine pertama-tama didinginkan melalui beberapa tahapan
pendinginan, dimana pada saat pendinginan, sodium sulfate terkristalisasi membentuk Glauber’s salt ( Na2SO4.10 H2O ).
Seleksi dan Uraian Proses
Larutan Glauber’s salt kemudian diumpankan pada centrifuge untuk memisahkan Kristal yang terbentuk dengan mother liquor, dimana Kristal yang terbentuk diumpankan ke dalam remelting vessel, sedangkan mother liquor dikembalikan kembali menuju ke alat cooling.
Pada remelting vessel, larutan Glauber’s salt diendapkan dalam bentuk sulfate solid dengan cara memanaskan menggunakan steam.
Dekomposisi : Na2SO4.10 H2O(C) Na2SO4(C) + 10 H2O(G)
Produk sodium sulfate kemudian dikeringkan pada dryer dengan menggunakan natural gas sebagai pemanas, sedangkan padatan yang terikut uap panas kemudian dikembalikan pada remilting vessel.
2.1.3. Sodium Sulfate dari Garam dengan proses Mannheim
Seleksi dan Uraian Proses
Pada proses Mannheim ( nama jenis furnace yang digunakan ), bahan baku garam ( NaCl ) direaksikan dengan sulfuric acid pada sebuah furnace Mannheim sehingga menghasilkan gas hydrogen chloride dan padatan sodium sulfate.
Reaksi yang terjadi :
2 NaCl(S) + H2SO4(L) Na2SO4(S) + 2 HCl(G)
Seleksi dan Uraian Proses
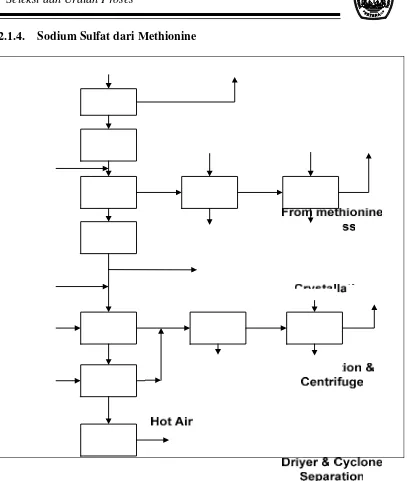
2.1.4. Sodium Sulfat dari Methionine
Gambar 2.4. Diagram Alir Proses Pembuatan Sodium Sulfate dari Methionine Pada proses ini, bahan baku yang digunakan adalah limbah dari pabrik methionine, dimana mother liquor dari proses pabrik methionine merupakan bahan baku yang masih mengandung sodium sulfate dan methionine.
Seleksi dan Uraian Proses
sistem crystallization masih mengandung methionine, sehingga larutan kemudian dicuci secara dekantasi dan kemudian dipisahkan kandungan methioninenya dengan centrifuge. Filtrat berupa menthoinine dikembalikan ke proses utama, sedangkan cake berupa sodium sulfate diumpankan menuju ke dryer untuk dikeringkan dan siap untuk dijual sebagai sodium sulfate mentah.
Produk dryer berupa sodium sulfate mentah, masih dapat dimurnikan dengan melalui tahapan sebagai berikut:
1. Humidifikasi dan Spraying dengan penambahan sodium chlorate. 2. Oksidasi dan Calsinasi pada rotary kiln.
3. Cooling dengan penambahan udara pada rotary mixer.
Seleksi dan Uraian Proses
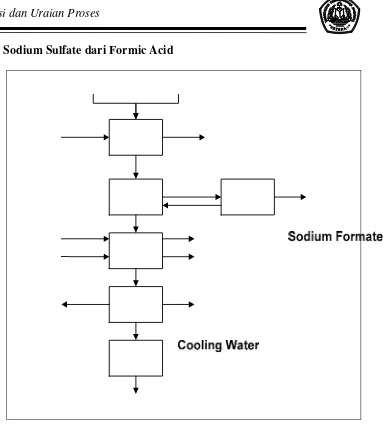
2.1.5. Sodium Sulfate dari Formic Acid
Gambar 2.5. Diagram Alir Proses Pembuatan Sodium Sulfate dari Formic Acid
Pada proses formic acid, bahan baku yang digunakan adalah sodium formate. Untuk menghasilkan sodium sulfate, sodium format direaksikan dengan sulfuric acid menghasilkan sodium sulfate dan formic acid.
Reaksi yang terjadi :
Seleksi dan Uraian Proses
Larutan sodium sulfate dan formic acid dari reaktor kemudian diumpankan pada centrifuge untuk memisahkan Kristal sodium sulfate dan formic acid. Filtrat berupa formic acid kemudian diumpankan pada evaporator untuk menguapkan formic acid, sedangkan cake berupa sodium sulfate diumpankan pada drier untuk pengeringan Kristal sodium sulfate. Pada evaporator, setelah uap formic acid terpisah, larutan pekat yang masih mengandung sodium sulfate kemudian dikembalikan menuju ke centrifuge untuk mengambil Kristal yang tersisa pada evaporator.
Seleksi dan Uraian Proses
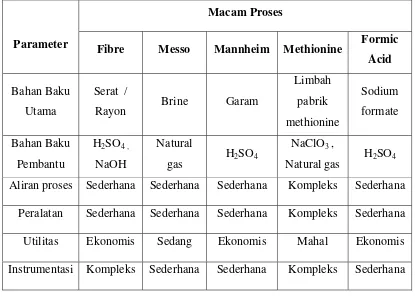
2.2. Seleksi Proses
Berdasarkan uraian proses diatas, maka dapat ditabelkan perbandingan masing-masing proses berikut :
Tabel 2.1. Seleksi Proses
Dari Uraian diatas, maka dipilih pembuatan sodium sulfate dengan proses formic acid, dengan beberapa pertimbangan :
a. Bahan baku mudah didapat didalam negeri
b. Biaya ekonomi lebih ekonomis dibanding proses lainnya c. Biaya peralatan dan instrumentasi lebih ekonomis d. Produk yang dihasilkan memenuhi kebutuhan pasar
Macam Proses
Parameter Fibre Messo Mannheim Methionine Formic Acid
Bahan Baku Utama
Serat /
Rayon Brine Garam
Limbah pabrik methionine
Sodium formate
Bahan Baku Pembantu
H2SO4 , NaOH
Natural
gas H2SO4
NaClO3 ,
Natural gas H2SO4 Aliran proses Sederhana Sederhana Sederhana Kompleks Sederhana
Peralatan Sederhana Sederhana Sederhana Kompleks Sederhana
Utilitas Ekonomis Sedang Ekonomis Mahal Ekonomis
Seleksi dan Uraian Proses
2.3. Uraian Proses
Flowsheet pengembangan pabrik sodium sulfate :
Pra rencana pabrik sodium sulfate ini, dapat dibagi menjadi 3 unit pabrik, dengan pembagian :
1. Unit Pengendalian Bahan Baku Kode Unit : 100 2. Unit Reacting & Evaporator Kode Unit : 200 3. Unit Pengendalian produk Kode Unit : 300 Adapun uraian proses pembuatan sodium sulfate dengan proses formic acid ini adalah sebagai berikut :
Seleksi dan Uraian Proses
diumpankan pada bagian atas reactor R-210 dengan screw conveyor J-114. Secara bersamaan sulfuric acid dari tangki F-120 dipompa menuju reactor R-210.
Pada reactor R-210 terjadi reaksi antara sodium formate dengan sulfuric acid membentuk sodium sulfate. Reaksi yang terjadi :
Reaksi utama :
Reaksi-1. 2 HCOONa(S) + H2SO4(L) 2 HCOOH(L) + Na2SO4(S)
Reaksi samping :
Reaksi-2. 2 NaOH(S) + H2SO4(L) Na2SO4(S) + 2 H2O(L)
Reaksi-3. 2 NaCl(S) + H2SO4(L) Na2SO4(S) + 2 HCl(G)
Reaksi-4. Na2CO3(S) + H2SO4(L) Na2SO4(S) + H2O(L) + CO2(G)
Reaksi-5. Na2S(S) + H2SO4(L) Na2SO4(S) + H2S(G)
Kondisi operasi pada reaktor dijaga pada tekanan 1 atm dengan suhu kamar (40oC). Produk atas reaktor berupa campuran gas buang, dibuang melalui stack sehingga gas buang tidak mencemari lingkungan. Produk bawah berupa sludge sodium sulfate kemudian diumpankan pada rotary drum vacuum filter H-220.
Pada rotay drum vacuum filter H-220 terjadi proses pemisahan cake dan filtrate secara sentrifugal. Filtrat berupa larutan formic acid dan sedikit sodium sulfate kemudian dipompa menuju ke evaporator V-230, sedangkan cake berupa sodium sulfate diumpankan pada rotary dryer untuk dikeringkan.
Seleksi dan Uraian Proses
kemudian kondensat ditampung sementara pada akumulator F-232 dan selanjutnya ditampung pada tangki formic acid F-330.
Cake sodium sulfate dari rotary drum vacuum filter H-220 diangkut dengan screw conveyor J-222 untuk di keringkan pada dryer. Pada rotary dryer B-310 terjadi proses pengeringan dengan bantuan udara panas secara counter-current (berlawanan arah). Udara panas dan padatan terikut kemudian dipisahkan pada cyclone H-311, dimana udara panas dibuang ke udara bebas, sedangkan padatan yang tertangkap secara bersamaan diumpankan pada cooling conveyor J-314 untuk proses pendinginan sampai suhu kamar (35oC) dengan bantuan air pendingin.
Neraca Massa
BAB III
NERACA MASSA
Kapasitas produksi = 30.000 ton/tahun
Waktu operasi = 24 jam / hari ; 330 hari / tahun
Satuan massa = kilogram/jam
1. REAKTOR ( R – 210 )
Komponen Masuk (kkal/j) Komponen keluar(kkal/j)
* H HCOONa teknis dari F-110 * H campuran ke H-220
HCOONa 5870,7476 Na2SO4 998771,2649
NaOH 13,9125 HCOONa 22420,4341
NaCl 9,1724 HCOOH 957342,6029
Na2CO3 30,3450 H2O 58280,7003
Na2S 1,8897 2036815,0023
H2O 99,4401 * H limbah gas ke stack
6025,5073 CO2 2463,4298
* H H2SO4 98 % dr F-120 HCl 1079,8410
H2SO4 5467,4496 H2S 515,7617
H2O 122,1212 4059,0326
5589,5708
* ΔH reaksi 2052077,4885 * Q terserap 22818,5318
Neraca Massa
2. ROTARY DRUM VACUUM FILTER ( H – 220 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Campuran dr R-210 * Cake dr Na2SO4 ke B-310
Na2SO4 3881,8892 Na2SO4 3785,3289
HCOONa 74,7936 HCOONa 1,4959
HCOOH 2479,1879 HCOOH 49,5838
H2O 99,5089 H2O 1,9902
6535,3796 3838,3987
* Recycle dr V-230 * Filtrat ke V-230
Na2SO4 19,3087 Na2SO4 19,3087
HCOONa 73,2977 HCOONa 73,2977
H2O 44,0335 HCOOH 2429,6041
136,6400 H2O 234,1587
2756,3692
* Bekas air pencuci
* Air pencuci 1931,2903 Air pencuci 2008,5419
8603,3098 8603,3098
3. EVAPORATOR ( H – 220 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Campuran dr H-220 * Liquid ke H-220
Na2SO4 19,3087 Na2SO4 19,3087
HCOONa 73,2977 HCOONa 73,2977
HCOOH 2429,6041 H2O 44,0335
H2O 234,1587 136,6400
2756,3692 * Uap HCOOH ke F-330
HCOOH 2429,6041
H20 190,1252
2619,7293
Neraca Massa
4. ROTARY DRYER ( H – 220 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Cake Na2SO4 dr H-220 * Na2SO4 ke J-314
Na2SO4 3785,3289 Na2SO4 3781,5436
HCOONa 1,4959 HCOONa 1,4944
HCOOH 49,5838 H2O 1,8925
H2O 1,9902 3784,9304
3838,3987 * Campuran ke H-311
Na2SO4 3,7853
HCOONa 0,0015
HCOOH 49,5838
H2O 0,0977
53,4683
3838,3987 3838,3987
5. CYCLONE ( H – 311 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Campuran dr B-310 * Solid ke J-314
Na2SO4 3,7853 Na2SO4 3,7475
HCOONa 0,0015 HCOONa 0,0014
HCOOH 49,5838 3,7489
H2O 0,0977
* Campuran ke
udara
53,4683 Na2SO4 0,0379
HCOONa 0,0001
HCOOH 49,5838
H2O 0,0977
49,7194
Neraca Massa
6. COOLING CONVEYOR ( J – 314 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Na2SO4 dari B-310 * Na2SO4 ke C-320
Na2SO4 3781,5436 Na2SO4 3785,2910
HCOONa 1,4944 HCOONa 1,4958
H2O 1,8925 H2O 1,8925
3784,9304 3788,6793
* Na2SO4 dr H-311
Na2SO4 3,7475
HCOONa 0,0014
3,7489
3788,6793 3788,6793
7. BALL MILL ( C – 320 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Na2SO4 dr J-314 * NaSO4 ke H-321
Na2SO4 3785,2910 Na2SO4 3984,5169
HCOONa 1,4958 HCOONa 1,5745
H2O 1,8925 H2O 1,9921
3788,6793 3988,0835
* Recycle dr H-321
Na2SO4 199,2258
HCOONa 0,0787
H2O 0,0996
199,4042
Neraca Massa
8. SCREEN ( H – 321 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Na2SO4 dr C-320 * NaSO4 ke F-340
Na2SO4 3984,5169 Na2SO4 3785,2910
HCOONa 1,5745 HCOONa 1,4958
H2O 1,9921 H2O 1,8925
3988,0835 3788,6793
* NaSO4 ke C-320
Na2SO4 199,2258
HCOONa 0,0787
H2O 0,0996
199,4042
Neraca Panas
BAB IV
NERACA PANAS
Kapasitas produksi = 30.000 ton/tahun
Waktu operasi = 1 jam proses
Satuan panas = kilokalori/jam
Suhu Refference = 25oC = 298,15 K
1. REAKTOR ( R – 210 )
Komponen Masuk (kkal/j) Komponen Keluar (kkal/j)
* H HCOONa teknis dari F-110 * H campuran ke H-220
HCOONa 5870,7476 Na2SO4 15691,5803
NaOH 13,9125 HCOONa 352,2449
NaCl 9,1724 HCOOH 10281,7374
Na2CO3 30,3450 H2O 778,7679
Na2S 1,8897 27104,3305
H2O 99,4401 * H limbah gas ke stack
6025,5073 CO2 28,6132
* H H2SO4 98 % dr F-120 HCl 15,8828
H2SO4 6378,6912 H2S 6,8918
H2O 142,4747 51,3878
6521,1659
* ΔH reaksi 2394090,4032 * Q terserap 2379481,3582
Neraca Panas
2. EVAPORATOR ( H – 220 )
Komponen Masuk (kkal/j) Komponen Keluar (kkal/j)
* H campuran dr H-220 * H liquid ke H-220
Na2SO4 66,9006 Na2SO4 356,8031
HCOONa 295,8857 HCOONa 1578,0570
HCOOH 8636,6594 H2O 1587,0210
H2O 1570,7592 3521,8811
10570,2049 * H uap HCOOH ke F-330
HCOOH 325566,7624
H20 109754,7381
435321,5005
* Q supply 450813,8702 * Q loss 22540,6935
461384,0750 461384,0750
3. CONDENSER ( E – 231 )
Komponen Masuk (kkal/j) Komponen Keluar (kkal/j)
* H Uap HCOOH dr V-230 * H Uap HCOOH (L) ke F-330
HCOOH 48803,1647 HCOOH 5730,3227
H2O 7118,8434 H2O 849,7889
55922,0081 6580,1116
* Q Terserap 49341,8966
Neraca Panas
4. ROTARY DRYER ( B – 310 )
Komponen Masuk (kkal/j) Komponen Keluar (kkal/j)
* H Cake Na2SO4 dr H-220 * H Na2SO4 ke J-314
Na2SO4 13115,3649 Na2SO4 69878,6642
HCOONa 6,0385 HCOONa 32,1730
HCOOH 176,2584 H2O 68,2067
H2O 13,3503 69979,0439
13311,0120 * H Campuran ke H-311
Na2SO4 74,7576
* H Udara panas HCOONa 0,0344
Udara 121018,8076 HCOOH 6717,5421
H2O uap 9068078,2024 H2O uap 8966489,7159
9189097,0100 Udara 155309,2658
9128591,3158
* Q loss 3837,6623
9202408,0221 9202408,0221
5. HEATER ( E – 313 )
Komponen Masuk (kkal/j) Komponen Keluar (kkal/j)
* H Udara bebas * H Udara panas
Udara 18905,9392 Udara 121018,8076
H2O uap 644,6925 H2O uap 9068078,2024
19550,6318 9189097,0100
* Q supply 9652154,0824 * Q loss 482607,7041
Neraca Panas
6. COOLING CONVEYOR ( J – 340 )
Komponen Masuk (kkal/j) Komponen Keluar (kkal/j)
* H Na2SO4 dr B-310 * H Na2SO4 ke C-320
Na2SO4 69878,6642 Na2SO4 8743,4892
HCOONa 32,1730 HCOONa 4,0254
H2O 68,2067 H2O 8,4586
69979,0439 8755,9732
* H Na2SO4 dr H-311
Na2SO4 74,0100
HCOONa 0,0321 * Q terserap 61297,1129
74,0421
Spesifikasi Alat
BAB V
SPESIFIKASI ALAT
Kapasitas produksi = 30.000 ton/tahun
Waktu operasi = 24 jam / hari ; 330 hari / tahun Satuan massa = kilogram/jam
Satuan panas = kilokalori/jam
1. GUDANG SODIUM FORMATE ( F - 110 )
Fungsi : Menampung sodium formate dari supplier
Dasar pemilihan : Sesuai untuk padatan dan kapasitas besar Spesifikasi :
Kapasitas : 687 m3
Bentuk : empat persegi panjang
Ukuran : Panjang = 11,1 m
Lebar = 11,1 m Tinggi = 5,6 m Bahan konstruksi : Beton
Accessories : Crane & Flight conveyor
Spesifikasi Alat
2. BELT CONVEYOR ( J - 111 )
Fungsi : memindahkan bahan dari F-110 ke J-112
Type : Troughed belt on 45o idlers with rolls of equal lenght Dasar pemilihan : dipilih conveyor jenis belt sesuai dengan bahan Spesifikasi :
Kapasitas maksimum : 32 ton/jam Belt - width : 14 in
- trough width : 9 in - skirt seal : 2 in
Belt speed : (3,8 / 32) x 100 ft/mnt = 13,93 ft/min
Panjang : 23 ft
Sudut elevasi : 26,6o
Power : 3 Hp
Jumlah : 1 buah
3. BUCKET ELEVATOR – 1 ( J – 112 )
Fungsi : memindahkan bahan dari J-111 ke F-113 Type : Continuous Discharge Bucket Elevator
Dasar pemilihan : untuk memindahkan bahan dengan ketinggian tertentu Spesifikasi :
Kapasitas maksimum : 14 ton/jam
Ukuran : 6 in x 4 in x 4 ¼ in
Spesifikasi Alat
Tinggi Elevator : 39 ft Ukuran Feed (maximum ) : ¾ in
Bucket Speed : (3,8 / 14) x 225 ft/mnt = 61 ft/menit Putaran Head Shaft : (3,8 / 14) x 43 rpm = 12 rpm
Lebar Belt : 7 in
Power total : 3 hp
Jumlah : 1 buah
4. SILO SODIUM FORMATE ( F – 113 )
Fungsi : Menampung sodium formate selama 1 hari (day tank) Type : silinder tegak dengan tutup atas plat dan bawah conis Dasar Pemilihan : umum digunakan untuk menampung padatan.
Spesifikasi :
Volume : 2123 cuft = 60,1 m3
Diameter : 10 ft
Tinggi : 29 ft
Tebal shell : ¼ in Tebal tutup atas : ¼ in
Bahan konstruksi : Carbon steel SA-283 grade C (Brownell : 253)
Spesifikasi Alat
5. SCREW CONVEYOR – 1 ( J – 114 )
Fungsi : memindahkan bahan dari F-113 ke R-210 Type : Plain spouts or chutes
Dasar pemilihan : Umum digunakan untuk padatan dengan system tertutup Spesifikasi :
Kapasitas : 71 cuft/jam
Panjang : 20 ft
Diameter : 10 in
Kecepatan putaran : 12 rpm
Power : 1 hp
Jumlah : 1 buah
6. TANGKI SULFURIC ACID ( F – 120 )
Fungsi : menampung sulfuric acid selama 6 hari
Type : silinder tegak , tutup bawah datar dan tutup atas dish Dasar Pemilihan : Umum digunakan pada tekanan atmospheric
Spesifikasi :
Volume : 4802 cuft = 136 m3
Diameter : 18 ft
Tinggi : 27 ft
Spesifikasi Alat
Bahan konstruksi : Carbon steel SA-283 grade C (Brownell : 253)
Jumlah : 2 buah
7. POMPA – 1 ( L – 121 )
Fungsi : mengalirkan H2SO4 dari tangki F-120 ke reactor R-210
Type : Centrifugal Pump
Dasar pemilihan : sesuai untuk tekanan rendah dan umum digunakan Spesifikasi :
Bahan : Comersial Steel
Rate volumetric : 6,72 gpm Total Dynamic Head : 10,42 ft.lbf/lbm Effisiensi motor : 80 %
Power : 1,5 hp = 1,2 kW
Jumlah : 1 buah
8. REAKTOR ( R – 210 )
Spesifikasi :
Fungsi : Mereaksikan sodium formate dan sufuric acid menjadi sodium
sulfate.
Type : Silinder tegak , tutup atas dished dan tutup bawah conis dilengkapi pengaduk, dan jaket.
Spesifikasi Alat
Dimensi Shell :
Diameter Shell , inside : 6 ft Tinggi Shell : 9 ft
Tebal Shell : 3/16 in
Dimensi tutup :
Tinggi tutup atas (dished) : 3/16 in Tinggi Tutup atas : 0,804 ft Tebal tutup bawah (conis) : 3/16 in Tebal Tutup bawah : 0,7 ft
Bahan konstruksi : Carbon steel SA-283 grade C (Brownell : 253) Jumlah rekator : 2 buah ( sistem continuous )
Sistem pengaduk
Dipakai impeler jenis turbin dengan 6 buah flat blade dengan 2 buah impeler. Diameter impeller : 2,000 ft
Panjang blade : 0,500 ft
Lebar blade : 0,400 ft
Power motor : 20 hp Sistem Pemanas
Diameter jaket : 6,04 ft Tinggi jaket : 6,56 ft Jaket spacing : 3/16 in
Spesifikasi Alat
9. POMPA – 2 ( L – 211 )
Fungsi : mengalirkan bahan dari reactor R-210 ke RDVF H-220 Type : Reciprocating Pump
Dasar Pemilihan : sesuai untuk tekanan rendah dan viskositas tinggi Spesifikasi :
Bahan : Commercial Steel Rate Volumetrik : 16,05 gpm
Total Dynamic Head : 32,24 ft.lbf/lbm Effisiensi motor : 80 %
Power : 1,5 hp = 1,2 kW
Jumlah : 1 buah
10. ROTARY DRUM VACUUM FILTER ( H – 220 )
Fungsi : memisahkan filtrate dan cake Type : standard rotary drum vacuum filter Dasar Pemilihan : sesuai dengan bahan
Spesifikasi :
Diameter : 4,3 m
Panjang : 7 m
Putaran : 10 rpm (Perry 7ed : 18-96)
Bahan : Carbon Steel
Spesifikasi Alat
11. POMPA – 3 ( L – 233 )
Fungsi : mengalirkan bahan dari H-220 ke evaporator V-230
Type : Centrifugal pump
Dasar pemilihan : sesuai untuk tekanan rendah dan viskositas rendah Spesifikasi :
Bahan : Commercial Steel
Rate Volumetrik : 10,1 gpm Total Dynamic Head : 28,57 ft.lbf/lbm Effisiensi motor : 80 %
Power : 1,5 hp = 1,2 kW
Jumlah : 1 buah
12. SCREW CONVEYOR – 2 ( J – 222 )
Fungsi : memindahkan bahan dari H-220 ke B-310 Type : Plain spouts or chutes
Dasar pemilihan : Umum digunakan untuk padatan dengan system tertutup Spesifikasi :
Kapasitas : 51 cuft/jam
Panjang : 50 ft
Diameter : 10 in
Kecepatan putaran : 11 rpm
Power : 2 hp
Spesifikasi Alat
13. EVAPORATOR ( V – 230 )
Fungsi : Menguapakan formic acid dengan suhu 105oC Type : Standard Vertical Tube Evaporator ( calandria ) Dasar pemilihan : sesuai untuk kadar pemekatan yang rendah (<70%) Spesifikasi :
Bagian Shell :
Diameter evaporator : 9,8 ft Diameter centerwall : 14,7 ft Tinggi shell : 19,6 ft Tebal shell : 3/8 in Tebal tutup : 3/8 in Tube Calandria :
Ukuran : 4 in sch. 40 standard IPS
OD : 4,500 in
ID : 4,026 in
Panjang Tube : 12 ft Jumlah Tube : 860 buah
Spesifikasi Alat
14. CONDENSER ( E – 231 )
Fungsi : mengkondensasi bahan dari suhu 105oC menjadi 35oC Type : 1 – 2 Shell and Tube Heat Exchange (Fixed Tube) Dasar Pemilihan : Umum digunakan dan mempunyai range perpindahan
panas yang besar. Spesifikasi :
Tube : OD = ¾ in ; 16 BWG
Panjang = 16 ft
Pitch = 1 in square
Jumlah Tube , Nt = 270
Passes = 2
Shell : ID = 21,25 in
Passes = 1 buah
Heat Exchanger Area , A = 848,016 ft2 = 79 ft2
Jumlah exchanger = 1 buah
15. AKUMULATOR ( F – 232 )
Fungsi : menampung sementara kondensat dari kondensor
Type : silinder horizontal dengan tutup dished Dasar Pemilihan : efisiensi untuk kapasitas kecil
Spesifikasi :
Spesifikasi Alat
Diameter : 3 ft
Panjang : 8 ft
Tebal shell : 3/16 in Tebal tutup : 3/16 in
Bahan konstruksi : Carbon steel SA-283 grade C
Jumlah : 1 buah
16. POMPA – 4 ( L – 233 )
Fungsi : mengalirkan bahan dari V-230 ke RDVF H-220 Type : Centrifugal Pump
Dasar Pemilihan : sesuai untuk tekanan rendah dan viskositas rendah Spesifikasi :
Bahan : Comersial Steel
Rate Volumetrik : 0,40 gpm Total Dynamic Head : 22,83 ft.lbf/lbm Effisiensi motor : 80 %
Power : 1,5 hp = 1,2 kW
Jumlah : 1 buah
17. ROTARY DRYER ( B – 310 )
Spesifikasi :
Spesifikasi Alat
Isolasi : Batu isolasi Tebal isolasi : 4 in
Tebal shell : 3/16 in
Diameter : 3,2 m
Panjang : 31 m
Tinggi bahan : 1,7 ft Sudut rotary : 1,2o Time of passes : 10 menit Jumlah flight : 146 buah
Power : 53 hp
Jumlah : 1 buah
18. CYCLONE ( H – 311 )
Fungsi : untuk memisahkan padatan yang terikut udara Type : Van Tongeren Cyclone
Dasar Pemilihan : efektif dan sesuai dengan jenis bahan Spesifikasi :
Spesifikasi Alat
19. BLOWER ( G – 312 )
Fungsi : memindahkan udara dari udara bebas ke B-310
Type : Centrifugal Blower
Dasar Pemilihan : Sesuai dengan jenis bahan , efisiensi tinggi. Spesifikasi :
Bahan : Commersial Steel
Rate Volumetrik : 7997 cuft/menit Adiabatic Head : 15000 ft.lbf/lbm gas Effisiensi motor : 80 %
Power : 82 hp
Jumlah : 1 buah
20. HEATER ( E – 313 )
Fungsi : Memanaskan bahan sampai dengan 120oC
Type : 1 – 2 Shell and Tube Heat Exchanger (Fixed Tube) Dasar Pemilihan : Umum digunakan dan mempunyai range perpindahan
panas yang besar. Spesifikasi :
Tube : OD = ¾ in ; 16 BWG
Panjang = 16 ft
Pitch = 1 in square
Spesifikasi Alat
Passes = 6
Shell : ID = 37 in
Passes = 1
Heat Exchanger Area , A = 2719,9 ft2 = 253 m2
Jumlah exchanger = 1 buah
21. COOLING CONVEYOR ( J – 314 )
Fungsi : Mendinginkan bahan sampai dengan 35oC
Type : Plain spouts or chutes
Dasar pemilihan : Umum digunakan untuk padatan dengan sistem tertutup Spesifikasi :
Kapasitas : 50 cuft/jam
Panjang : 50 ft
Diameter : 9 in
Kecepatan putaran : 13 rpm
Power : 2 hp
Tebal jaket standard : 2 in
Jumlah : 1 buah
22. BUCKET ELEVATOR – 2 ( J – 315 )
Fungsi : memindahkan bahan dari J-314 ke C-320
Spesifikasi Alat
Dasar Pemilihan : untuk memindahkan bahan dengan ketinggian tertentu Spesifikasi :
Kapasitas maksimum = 14 ton/jam
Ukuran = 6 in x 4 in x 4 ¼ in
Bucket Spacing = 12 in Tinggi Elevator = 45 ft Ukuran Feed (maximum) = ¾ in
Bucket Speed = (3,8 / 14) x 225 ft/mnt = 61 ft/menit Putaran Head Shaft = (3,8 / 14) x 43 rpm = 12 rpm
Lebar Belt = 7 in
Power total = 2,5 hp
Jumlah = 1 buah
23. BALL MILL ( C – 320 )
Fungsi : menghaluskan bahan sampai dengan 100 mesh
Type : Marcy Ball Mill
Dasar Pemilihan : dipilih karena sesuai dengan jenis bahan dan kapasitas Spesifikasi :
Kapasitas maksimum : 180 ton/hari Sieve number : No. 100 Ukuran sieve : 7 ft x 5 ft Ball charge : 13,1 ton
Spesifikasi Alat
Mill Speed : 22 ½ rpm
Jumlah : 1 buah
24. SCREEN ( H – 321 )
Fungsi : Menyaring bahan dari C-320 Type : Vibrated Screen
Dasar Pemilihan : sesuai dengan bahan dan kapasitas. Spesifikasi :
Kapasitas : 4,0 ton/jam
Speed : 50 vibrition/dt ; P = 3 Hp (Peter’s 4ed;p.567) Ty Equivalent design : 100 mesh
Sieve No. : 100
Sieve design : standard 149 micron Sieve opening : 0,149 mm
Ukuran kawat : 0,110 mm Effisiensi : 99,72 %
Jumlah : 1 buah
25. TANGKI FORMIC ACID ( F – 330 )
Spesifikasi Alat
Spesifikasi :
Volume : 6747 cuft = 191 m3
Diameter : 18 ft
Tinggi : 27 ft
Tebal shell : 3/8 in Tebal tutup atas : ¼ in Tebal tutup bawah : ¼ in
Bahan konstruksi : Carbon steel SA-283 grade C (Brownell : 253)
Jumlah : 2 buah
26. SILO SODIUM SULFATE ( F – 340 )
Fungsi : Menampung produk sodium sulfate selama 6 hari
Type : silinder tegak dengan tutup atas plat dan bawah conis Dasar Pemilihan : umum digunakan untuk menampung padatan
Spesifikasi :
Volume : 4534 cuft = 128 m3
Diameter : 12 ft
Tinggi : 37 ft
Tebal shell : 3/8 in Tebal tutup atas : 3/8 in Tebal tutup bawah : 3/8 in
Bahan konstruksi : Carbon steel SA-283 grade C (Brownell : 253)
Perencanaan Alat Utama
BAB VI
PERENCANAAN ALAT UTAMA
REAKTOR ( R - 210 )
Fungsi : Mereaksikan sodium formate dan sulphuric acid menjadi sodium
Sulfate.
Type : Silinder tegak , tutup atas dished dan tutup bawah conis
dilengkapi pengaduk dan jaket pendingin.
Operasi : continuous
Kondisi operasi :
Tekanan operasi = 1 atm ( Tekanan atmospheric)
Suhu operasi = 40oC ( Suhu kamar )
Perencanaan Alat Utama
Kondisi feed :
1. Feed sodium formate dari tangki M-113 :
Komponen Berat (kg) Fraksi berat
Ρ (gr/cc) [Perry 7ed;T.2-1]
HCOONa 3739,6800 0,9800 1,919
NaOH 7,6320 0,0020 2,130
NaCl 7,6320 0,0020 2,163
Na2CO3 19,0800 0,0050 2,533
Na2S 3,8160 0,0010 1,856
HCOOH 38,1600 0,0100 1,000
3816,0000 1,0000
campuran = 62,43
komponen berat fraksi 1
= . . . lb/cuft (Foust : 671)(1 gr/cc = 62,43 lb/cuft)
bahan =
1 0,0010 1,856 0,0010 2,533 0,0050 2,163 0,0020 2,130 0,0020 1,919 0,9800 1 x 62,43
= 118,9 lb/cuft
Rate massa Sodium formate = 3816,0000 kg/jam = 8413,1352 lb/jam
campuran = 62,43
komponen berat fraksi 1
= 118,9 lb/cuftRate volumetrik =
densitas massa rate = cuft lb jam lb / / 118,9 8413,1352
Perencanaan Alat Utama
2. Feed sulfuric acid dari tangki F-120 :
Komponen Berat (kg) Fraksi berat
Ρ (gr/cc) [Perry 7ed;T.2-1]
H2SO4 2679,0503 0,9800 1,834
H2O 54,6745 0,0200 1,000
2733,7248 1,0000
Rate massa sulfuric acid = 2733,7248 kg/jam = 6027,0431 lb/jam
campuran = 62,43
komponen berat fraksi
1
= 112,6 lb/cuftRate volumetrik=
densitas massa rate
=
cuft lb
jam lb
/ / 112,6 6027,0431
= 53,52 cuft/jam
Tahap – tahap Perencanaan
1. Perencanaan Dimensi Reaktor
2. Perencanaan Sistem Pengaduk
3. Perencanaan Sistem Pemanas
1. PERENCANAAN DIMENSI REAKTOR
Total rate volumetric bahan masuk :
Rate volumetrik = rate sodium formate + rate sulfuric acid
= 71 (cuft/jam) + 54 (cuft/jam)
= 124,28 cuft/jam
ρ campuran = 113,1 lb/cuft (produk)
Perencanaan Alat Utama
Volume bahan = rate volumetrik x waktu reaksi
= 124,28 cuft/jam x 1,36 jam = 169 cuft
Asumsi volume bahan mengisi 80 % volume tangki dan digunakan 1 buah tangki.
Volume tangki = 169 / 80% = 211 cuft
Menentukan ukuran tangki dan ketebalannya
Diambil dimension ratio H
D = 1,5 (Ulrich ; T.4-27 : 248)
Dengan mengabaikan volume dished head.
Volume tangki =
4. D 2
. H
211 =
4
. D2 . 1,5 D
D = 6 ft = 72 in = 1,83 m (Dmaksimum = 4 m; Ulrich; T.4-18)
H = 1,5 D = 9 ft = 108 in
Penentuan tebal shell :
Tebal shell berdasarkan ASME Code untuk cylindrical tank :
t min = C
P 6 , 0 fE
ri P
[Brownell & Young ,pers.13-1,hal.254]
dengan : t min = tebal shell minimum; in
P = tekanan tangki ; psi
ri = jari-jari tangki ; in ( ½ D )
C = faktor korosi ; in (diambil 1/8 in)
E = faktor pengelasan, digunakan double welded butt joint.
Perencanaan Alat Utama
f = stress allowable, bahan konstruksi Carbon Steel SA-283
grade C, maka f = 12650 psi [Brownell & Young,T.13-1]
P operasi = P hydrostatis
P hydrostatis = 144 H x =
144 9 % 80 1 ,113
= 5,6 psi
P design diambil 10% lebih besar dari P operasi untuk faktor keamanan.
P design = 1,1 x 5,6 = 6,2 psi
r = ½ D = ½ x 72 in = 36 in
t min =
0,1257 6 , 0 8 , 0 12650 36 2 , 6
= 0,147 in digunakan t = 3/16 in
Dimensi tutup atas, standard dished :
Untuk D = 72 in didapat rc = 72 in , icr = 4 3/8 in (Brownell & Young, T-5.7)
digunakan persamaan 13.12 dari Brownell & Young.
Tebal standard torispherical dished (atas) :
th =
P 1 , 0 fE rc P 885 , 0
+ C [Brownell & Young; pers.13.12]
dengan : th = tebal dished minimum ; in
P = tekanan tangki ; psi
rc = crown radius ; in [B&Y,T-5.7]
C = faktor korosi ; in (diambil 1/8 in)
E = faktor pengelasan, digunakan double welded butt joint.
Perencanaan Alat Utama
f = stress allowable, bahan konstruksi Carbon Steel SA-283
grade C, maka f = 12650 psi [Brownell & Young,T.13-1]
P design = 6,2 psi
th =
2 , 6 1 , 0 8 , 0 12650 72 2 , 6 885 , 0
+ 0,125 = 0,164 in , digunakan t = 3/16 in
h = rc -
4 2
2 D
rc = 0,804 ft
Penentuan dimensi tutup atas, dished :
ID = ID shell = 72 in
a =
2
ID
= 36 in
Untuk D = 72 in, didapat rc = 72 in , icr = 4 3/8 in (Brownell & Young, T-5.7)
Rc (r) = radius of dish = 72 in
icr (rc) = inside crown radius = 4,3/8 in = 4,375 in
AB =
2
ID
- icr = 36 – 4,375 = 31,6250 in
Perencanaan Alat Utama
AC = 2 2
) ( )
(BC AB = 59,7746 in
b = r - (BC)2 (AB)2 = 72 – 59,7746 = 12,2254 in
sf = straight flange = dipilih 2 in = 2 in [Brownell,T.5.6]
t = tebal dished = 3/16 in = 0,188 in
OA = t + b + sf = 0,188 + 12,2254 + 2 = 14,4134 in
Tutup bawah, conis :
Tebal conical =
C0,6P -fE cos 2 D . P
[Brownell,hal.118; ASME Code]
dengan = ½ sudut conis = 30/2 = 15
tc =
81 2 , 6 6 , 0 8 , 0 12650 15 cos 2 72 2 , 6
o 0,148 in = 3/16 in
Tinggi conical :
h =
2 m D tg
[Hesse, pers.4-17]
Perencanaan Alat Utama
D = diameter tangki ; ft
m = flat spot center ; 12 in = 1 ft
maka h =
2 1 D 15
tg o
=
2 5 268 , 0
= 0,7 ft
2. PERENCANAAN SISTEM PENGADUK
Dipakai impeler jenis turbin dengan 6 buah flat blade. Dari ( Perry 6ed ; p.19-9 ) :
Diameter impeler (Da) = 1/3 diameter shell = 1/3 x 6 = 2,000 ft
Lebar blade (w) = 0,2 diameter impeller = 0,2 x 2,000 = 0,400 ft
Panjang blade = 0,25 x diameter impeller = 0,25 x 2,000 = 0,500 ft
Penentuan putaran pengaduk :
V = π x Da x N (Joshi; hal.389)
Dengan : V = peripheral speed ; m/menit
Untuk pengadukan jenis turbin :
Da = diameter pengaduk ; m
N = putaran pengaduk ; rpm
Peripheral speed = 200 – 250 m/menit (Joshi; hal.389)
Sesuai dengan range maka diambil V = 200 m/menit
Da E
J H
Perencanaan Alat Utama
Da = 2,000 ft = 0,61 m
N =
Da x
V
= 0,61
200
x
= 104 rpm = 1,8 rps (memenuhi range)
Penentuan Jumlah Pengaduk :
Jumlah Impeller =
gki Diameter sg x liquid tinggi
tan (Joshi; hal.389)
= 6 905 , 1 9 % 80 x x
≈ 2 buah
Bilangan Reynolds ; NRe :
Putaran pengaduk , N = 104 rpm = 1,8 rps
ρ campuran = 113,1 lb/cuft
μ campuran = 0,00162 lb/ft.dt (berdasarkan sg bahan)
NRe =
Da2 N
504222
Karena NRe > 10000 , maka digunakan baffle. [Perry 6ed ; hal 19-8]
Untuk NRe > 10000 diperlukan 4 buah baffle , sudut 900 (Perry, 6ed , hal. 19-8 )
Lebar baffle, J = J/Dt = 1/12
Lebar baffle, J = 1/12 x Dt = 1/12 x 6 = 0,5 ft
Untuk NRe > 10000 perhitungan power digunakan persamaan 5.5 Ludwig,
halaman 190 dengan persamaan :
P = 3
N 3 D 5 gK
[Ludwig,Vol-1,pers.5.5,hal.190]
dengan : P = power ; hp
Perencanaan Alat Utama
g = konstanta gravitasi ; 32,2 ft/dt2 x lbm/lbf
= densitas ; lb/cuft
N = kecepatan putaran impeller ; rps
D = diameter impeller ; ft
P = 113,1
1,83 2,000
5 2, 32
3 , 6
= 4161,4 lb.ft/dt = 7,6 hp (1 lb.ft/dt=1/550 hp)
Untuk 2 buah impeller, maka power input = 2 x 7,6 hp = 15,1 hp
Perhitungan losses pengaduk :
Gland losses (kebocoran tenaga akibat poros dan bearing) = 10 % (Joshi : 399)
Gland losses 10 % = 10 % x 15,1 1,51 hp
Power input dengan gland losses = 15,1 + 1,51 = 16,65 hp
Transmission system losses = 20 % (Joshi : 399)
Transmission system losses 20 % = 20 % x 16,65 3,33 hp
Power input dengan transmission system losses = 16,65 + 3,33 = 19,97 hp
Digunakan power motor = 20 hp
3. PERENCANAAN SISTEM PEMANAS
Perhitungan Jaket :
Perhitungan sistem penjaga suhu : ( Kern , hal 719 )
Dari neraca panas : suhu yang dijaga = 40 oC
Q = 22818,5318 kkal/jam = 90551,24 Btu/jam
Perencanaan Alat Utama
Suhu keluar produk = 40 oC = 104 oF
∆T = 104 – 86 = 18 oF
Kebutuhan media = 1165,6977 kg/jam = 2570,01 lb/jam
Densitas air garam (brine) =74,6638 lb/cuft (Obin : table 2.2)
Rate volumetrik =
cuft / lb jam / lb bahan bahan rate
= 54 cuft/jam = 0,02 cuft/dt
Asumsi kecepatan aliran = 3 ft/dt [Kern, T.12, hal. 845]
Luas penampang =
dt / ft dt / cuft aliran tan kecepa volumetrik rate
= 0,02 / 3 = 0,01 ft2
Luas penampang = /4 (D22 - D12)
dengan : D2 = diameter dalam jaket
D1 = diameter luar bejana = Diameter bejana + (2 x tebal)
= 6 + 2 ( 3/16 in 0,02 ft ) = 6,04 ft
Luas penampang = /4 (D22 - D12)
0,01 = /4 (D22 – 5,979 2)
D2 = 6,05 ft
Spasi = 2
D
D2 1
=
2 6,04 6,05
= 0,005 ft = 0,06 in 3/16 in
Penentuan tebal jaket :
Tebal jaket berdasarkan ASME Code untuk cylindrical tank :
t min = C
P 6 , 0 fE ri P
[Brownell & Young ,pers.13-1,hal.254]
dengan : t min = tebal shell minimum; in
Perencanaan Alat Utama
ri = jari-jari tangki ; in ( ½ D )
C = faktor korosi ; in (diambil 1/8 in)
E = faktor pengelasan, digunakan double welded butt joint.
faktor pengelasan, E = 0,8
f = stress allowable, bahan konstruksi Carbon Steel SA-283
grade C, maka f = 12650 psi [Brownell & Young,T.13-1]
P design = 6,2 psi
R = ½ D = ½ x 6,05 in = 3,025 in
tmin =
2 , 6 6 , 0 8 , 0 12650 12 025 , 3 2 , 6
+ 0,125 = 0,147 in , digunakan t = 3/16 in
Perhitungan Tinggi Jaket :
UD = 30 (Kern, Tabel 8)
A =
t U
Q
D
=
18 30 90551,24
= 168 ft
2
A conis = 0,785 (D + m) 4h2
Dm
0,785d2 (Hesse : pers. 4-19)m = 12 in = 1 ft (Hesse : 85)
h : tinggi conical = 0,7 ft
d : Indise Diameter Jaket = 6,05 ft
D : Outside Diameter Jaket = OD + (2 x tebal jaket) = 6,04 ft
Perencanaan Alat Utama
Ajaket = A shell + A conis
168 = ( . (6,04) . h ) + 43,22
hjaket = 6,56 ft
Tinggi tangki = 9 ft
Spesifikasi :
Fungsi : Mereaksikan sodium formate dan sufuric acid menjadi sodium
sulfate.
Type : Silinder tegak , tutup atas dished dan tutup bawah conis
dilengkapi pengaduk, dan jaket.
Operasi : Continuous
Dimensi Shell :
Diameter Shell , inside : 6 ft
Tinggi Shell : 9 ft
Tebal Shell : 3/16 in
Dimensi tutup :
Tinggi tutup atas (dished) : 3/16 in
Tinggi Tutup atas : 0,804 ft
Tebal tutup bawah (conis) : 3/16 in
Tebal Tutup bawah : 0,7 ft
Bahan konstruksi : Carbon steel SA-283 grade C (Brownell : 253)
Perencanaan Alat Utama
Sistem pengaduk
Dipakai impeler jenis turbin dengan 6 buah flat blade dengan 2 buah impeler.
Diameter impeller : 2,000 ft
Panjang blade : 0,500 ft
Lebar blade : 0,400 ft
Power motor : 20 hp
Sistem Pemanas
Diameter jaket : 6,04 ft
Tinggi jaket : 6,56 ft
Jaket spacing : 3/16 in
Instrumentasi & Keselamatan Kerja
BAB VII
INSTRUMENTASI DAN KESELAMATAN KERJA
7.1. Instrumentasi
Dalam rangka pengoperasian pabrik, pemasangan alat-alat instrumentasi sangat dibutuhkan dalam memperoleh hasil produksi yang optimal. Pemasangan alat-alat instrumentasi disini bertujuan sebagai pengontrol jalannya proses produksi dari peralatan-peralatan pada awal sampai akhir produksi. dimana dengan alat instrumentasi tersebut, kegiatan maupun aktifitas tiap-tiap unit dapat tercatat kondisi operasinya sehingga sesuai dengan kondisi operasi yang dikehendaki, serta mampu memberikan tanda-tanda apabila terjadi penyimpangan selama proses produksi berlangsung.
Pada uraian diatas dapat disederhanakan bahwa dengan adanya alat instrumentasi maka :
1. Proses produksi dapat berjalan sesuai dengan kondisi-kondisi yang telah ditentukan sehingga diperoleh hasil yang optimum.
2. Proses produksi berjalan sesuai dengan efisiensi yang telah ditentukan dan kondisi proses tetap terjaga pada kondisi yang sama.
3. Membantu mempermudah pengoperasian alat.
4. Bila terjadi penyimpangan selama proses produksi, maka dapat segera diketahui sehingga dapat ditangani dengan segera.
Instrumentasi & Keselamatan Kerja
Adapun variabel proses yang diukur dibagi menjadi 3 bagian, yaitu :
1. Variabel yang berhubungan dengan energi, seperti temperatur, tekanan, dan radiasi.
2. Variabel yang berhubungan dengan kuantitas dan laju, seperti pada kecepatan aliran fluida, ketinggian liquid dan ketebalan.
3. Variabel yang berhubungan dengan karakteristik fisika dan kimia, seperti densitas, kandungan air.
Yang harus diperhatikan didalam pemilihan alat instrumentasi adalah : Level, Range dan Fungsi dari alat instrumentasi.
Akurasi hasil pengukuran. Bahan konstruksi material.
Pengaruh yang ditimbulkan terhadap kondisi operasi proses yang
berlangsung.
Mudah diperoleh di pasaran.
Mudah dipergunakan dan mudah diperbaiki jika rusak.
Instrumentasi & Keselamatan Kerja
Adapun fungsi utama dari alat instrumentasi otomatis adalah : Melakukan pengukuran.
Sebagai pembanding hasil pengukuran dengan kondisi yang ditentukan.
Melakukan perhitungan. Melakukan koreksi.
Alat instrumentasi otomatis ini dapat dibagi menjadi tiga jenis, yaitu : 1. Sensing / Primary Element / Sensor.
Alat kontrol ini langsung merasakan adanya perubahan pada variabel yang diukur, misalnya temperatur. Primary Element merubah energi yang dirasakan dari media yang sedang dikontrol menjadi sinyal yang bisa dibaca (misalnya dengan tekanan fluida).
2. Recieving Element / Elemen Pengontrol.
Alat kontrol ini akan mengevaluasi sinyal yang didapat dari sensing element dan diubah menjadi data yang bisa dibaca (perubahan data analog
menjadi digital), digambarkan dan dibaca oleh error detector. Dengan demikian sumber energi bisa diatur sesuai dengan perubahan-perubahan yang terjadi.
3. Transmitting Element.
Instrumentasi & Keselamatan Kerja
Disamping ketiga jenis tersebut, masih terdapat peralatan pelengkap yang lain, yaitu : Error Detector Element, alat ini akan membandingkan besarnya harga terukur pada variabel yang dikontrol dengan harga yang diinginkan dan apabila terdapat perbedaan alat ini akan mengirimkan sinyal error. Amplifier akan digunakan sebagai penguat sinyal yang dihasilkan oleh error detector jika sinyal yang dikeluarkan lemah. Motor Operator Sinyal Error yang dihasilkan harus diubah sesuai dengan kondisi yang diinginkan, yaitu dengan penambahan variabel manipulasi. Kebanyakan sistem kontrol memerlukan operator atau motor untuk menjalankan Final Control Element. Final Control Element adalah untuk mengoreksi harga variabel manipulasi.
Macam instrumentasi pada suatu perencanaan pabrik misalnya : 1. Flow Control ( F C )
Mengontrol aliran setelah keluar suatu alat. 2. Flow Ratio Control ( F R C )
Mengontrol ratio aliran yang bercabang. 3. Level Control ( L C )
Mengontrol ketinggian liquid didalam tangki 4. Weight Control ( W C )
Mengontrol berat solid yang dikeluarkan dari tangki 5. Pressure Control ( P C )
Mengontrol tekanan pada suatu aliran / alat 6. Temperature Control ( T C )
Instrumentasi & Keselamatan Kerja
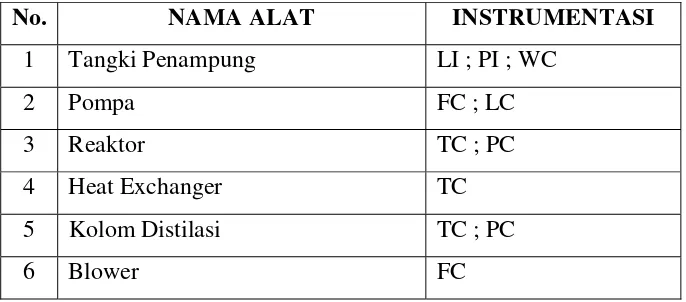
Tabel 7.1. Instrumentasi pada pabrik
No. NAMA ALAT INSTRUMENTASI
1 Tangki Penampung LI ; PI ; WC
2 Pompa FC ; LC
3 Reaktor TC ; PC
4 Heat Exchanger TC
5 Kolom Distilasi TC ; PC
6 Blower FC
7.2. Keselamatan Kerja
Keselamatan kerja atau safety factor adalah hal yang paling utama yang harus diperhatikan dalam merencanakan suatu pabrik, hal ini disebabkan karena : Dapat mencegah terjadinya kerusakan-kerusakan yang besar yang
disebabkan oleh kebakaran atau hal lainnya baik terhadap karyawan maupun oleh peralatan itu sendiri.
Terpeliharanya peralatan dengan baik sehingga dapat digunakan dalam waktu
yang cukup lama. Bahaya yang dapat timbul pada suatu pabrik banyak sekali jenisnya, hal ini tergantung pada bahan yang akan diolah maupun tipe proses yang dikerjakan.
Secara umum bahaya-bahaya tersebut dapat dibagi dalam tiga kategori , yaitu : 1. Bahaya kebakaran.
Instrumentasi & Keselamatan Kerja
Untuk menghindari kecelakaan yang mungkin terjadi, berikut ini terdapat beberapa hal yang perlu mendapat perhatian pada setiap pabrik pada umumnya dan pada pabrik ini pada khususnya.
7.2.1. Bahaya Kebakaran
A. Penyebab kebakaran.
Adanya nyala terbuka (open flame) yang datang dari unit utilitas,
workshop dan lain-lain.
Adanya loncatan bunga api yang disebabkan karena korsleting aliran
listrik seperti pada stop kontak, saklar serta instrument lainnya. B. Pencegahan.
Menempatkan unit utilitas dan unit pembangkitan cukup jauh dari lokasi
proses yang dikerjakan.
Menempatkan bahan yang mudah terbakar pada tempat yang terisolasi dan
tertutup.
Memasang kabel atau kawat listrik di tempat-tempat yang terlindung, jauh
dari daerah yang panas yang memungkinkan terjadinya kebakaran.
Sistem alarm hendaknya ditempatkan pada lokasi dimana tenaga kerja
dengan cepat dapat mengetahui apabila terjadi kebakaran C. Alat pencegah kebakaran.
Instrumentasi & Keselamatan Kerja
Pemakaian portable fire-extinguisher bagi daerah yang mudah dijangkau
bila terjadi kebakaran. Jenis dan jumlahnya pada perencanaan pabrik ini dapat dilihat pada tabel VII.1.
Untuk pabrik ini lebih disukai alat pemadam kebakaran tipe karbon
dioksida.
Untuk bahan baku yang mengandung racun, maka perlu digunakan
kantong-kantong udara atau alat pernafasan yang ditempatkan pada daerah-daerah strategis pada pabrik ini.
Tabel 7.2. Jenis dan Jumlah Fire-Extinguisher.
NO. TEMPAT JENIS BERAT
SERBUK
JARAK
SEMPROT JUMLAH
1. 2. 3. 4. 5. 6. 7. Pos Keamanan Kantor Daerah Proses Gudang Bengkel Unit Pembangkitan Laboratorium YA-10L YA-20L YA-20L YA-10L YA-10L YA-20L YA-20L 3.5 Kg 6.0 Kg 8.0 Kg 4.0 Kg 8.0 Kg 8.0 Kg 8.0 Kg 8 m 8 m 7 m 8 m 7 m 7 m 7 m 3 2 4 2 2 2 2
7.2.2. Bahaya Kecelakaan
Instrumentasi & Keselamatan Kerja
maupun hilangnya nyawa pekerja. Berbagai kemungkinan kecelakaan karena mekanik pada pabrik ini dan cara pencegahan dapat digunakan sebagai berikut :
A. Vessel.
Kesalahan dalam perencanaan vessel dan tangki dapat mengakibatkan kerusakan fatal, cara pencegahannya :
Menyeleksi dengan hati-hati bahan konstruksi yang sesuai, tahan korosi serta
memakai corrosion allowance yang wajar. Untuk pabrik ini, semua bahan konstruksi yang umum dapat dipergunakan dengan pengecualian adanya seng dan tembaga. Bahan konstruksi yang biasanya dipakai untuk tangki penyimpan, perpipaan dan peralatan lainnya dalam pabrik ini adalah steel. Semua konstruksi harus sesuai dengan standar ASME (America Society Mechanical Engineering).
Memperhatikan teknik pengelasan. Memakai level gauge yang otomatis.
Penyediaan man-hole dan hand-hole ( bila memungkinkan ) yang memadai
untuk inspeksi dan pemeliharaan. Disamping itu peralatan tersebut harus dapat diatur sehingga mudah untuk digunakan.
B. Heat Exchanger.
Instrumentasi & Keselamatan Kerja
Pada inlet dan outlet dipasang block valve untuk mencegah terjadinya thermal
expansion.
Drainhole yang cukup harus disediakan untuk pemeliharaan.
Pengecekan dan pengujian terhadap setiap ruangan fluida secara
sendiri-sendiri.
Memakai heat exchanger yang cocok untuk ukuran tersebut. Disamping itu
juga rate aliran harus benar-benar dijaga agar tidak terjadi perpindahan panas yang berlebihan sehingga terjadi perubahan fase didalam pipa.
C. Peralatan yang bergerak.
Peralatan yang bergerak apabila ditempatkan tidak hati-hati, maka akan menimbulkan bahaya bagi pekerja. Pencegahan bahaya ini dapat dilakukan dengan :
Pemasangan penghalang untuk semua sambungan pipa.
Adanya jarak yang cukup bagi peralatan untuk memperoleh kebebasan ruang
gerak.
D. Perpipaan.
Instrumentasi & Keselamatan Kerja
yang tidak diinginkan seperti kebocoran-kebocoran bahan kimia yang berbahaya. Untuk menghindari ha