BAB II
LANDASAN TEORI
2.1 Prinsip Kerja Rem
Kendaraan bermotor tidak akan dapat berhenti dengan segera apabila mesin dibebaskan (tidak dihubungkan) dengan pemindah daya, kendaraan akan cenderung tetap bergerak. Kelemahan ini harus dikurangi dengan maksud untuk menurunkan kecepatan laju kendaraan untuk berhenti. Mesin mengubah energi kimia ( BBM ) menjadi energi panas dan mengubahnya kembali menjadi energi kinetik (energi gerak) untuk menggerakkan kendaraan. Sebaliknya rem mengubah energi kinetik menjadi energi panas untuk menghentikan laju kendaraan. Umumnya, rem bekerja disebabkan oleh adanya sistem gabungan penekanan melawan sistem gerak putar.
Efek pengereman (Bracking Effect) diperoleh adanya gesekan yang ditimbulkan antara dua objek.
Kendaraan dihentikan dengan adanya gesekan antara ban dan jalan. Gesekan ini bertambah sesuai dengan adanya pembagian beban pada ban. Biasanya kendaraan yang mesinnya di depan (mobil), bagian depannya lebih berat dibandingkan bagian belakangnya. Bila kendaraan direm, maka titik pusat gravitasinya akan maju, disebabkan momen inertia.
Pada motor letak mesinnya di tengah termasuk dengan pengemudi, ketika direm sebagian besar berat akan bertumpu pada roda bagian depan. Maka dalam hal merencanakan rem motor, harus diperhitungkan kerja rem depan dan mengurangi kerja rem belakang agar tidak terjadi penguncian roda belakang.
2.2 Klasifikasi Rem
Rem gesekan dapat diklasifikasikan sebagai berikut :
Rem Disc atau Cakram
Rem Drum
Rem Blok, yang dapat dibagi menjadi rem blok tunggal, dan ganda
Rem pita
2.2.1 Rem Disc atau Cakram
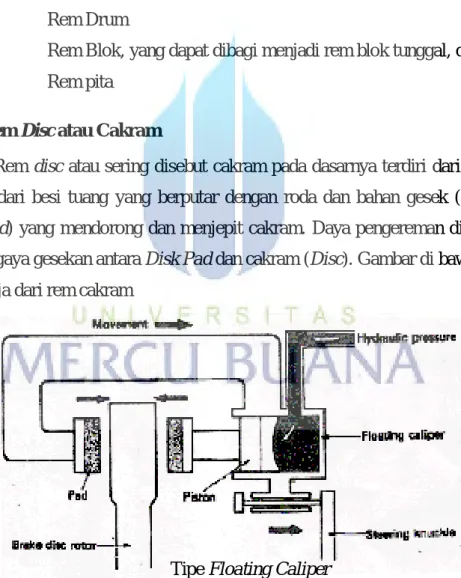
Rem disc atau sering disebut cakram pada dasarnya terdiri dari cakram yang terbuat dari besi tuang yang berputar dengan roda dan bahan gesek (dalam hal ini Disk Pad) yang mendorong dan menjepit cakram. Daya pengereman dihasilkan oleh adanya gaya gesekan antara Disk Pad dan cakram (Disc). Gambar di bawah ini adalah cara kerja dari rem cakram
Tipe Floating Caliper
Gambar 2.1 Cara Kerja Rem Disc
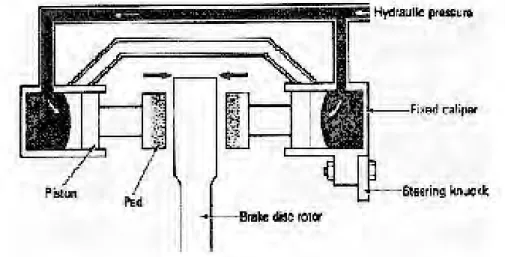
Tipe Fixed Caliper
Gambar 2.2 Cara Kerja Rem Disc
Karakteristik dari Disc Brake hanya mempunyai sedikit aksi energi sendiri (Self- Energizing Action), daya pengereman itu sedikit dipengaruhi oleh fluktuasi koefisien gesek yang menghasilkan kestabilan tinggi. Selain itu, karena permukaan bidang gesek selalu terkena udara, radiasi panasnya terjamin baik, ini dapat mengurangi dan menjamin dari terkena air.
Rem cakram mempunyai batasan pembuatan pada bentuk dan ukurannya.
Ukuran Disc Pad agak terbatas,dan ini berkaitan dengan aksi Self-Energizing Limited.
Sehingga perlu tambahan tekanan hidraulis yang lebih besar untuk mendapatkan daya pengereman yang efisien. Juga Pad akan lebih cepat aus dari pada sepatu rem pada rem teromol. Tetapi konstruksi yang sederhana, mudah dalam perawatan dan penggantian Pad. Komponen utama dari rem cakram (disc), antara lain:
1. Piringan (Disc) 2. Pad Rem 3. Caliper
4. Master Cylinder 2.2.1.1 Piringan atau cakram
Umumnya cakram atau piringan (Disc) dibuat dari besi tuang dalam bentuk biasa dan berlubang untuk ventilasi. Tipe cakram berlubang untuk menjamin pendinginan yang baik dan optimal, kedua-duanya untuk mencegah fading dan menjamin umur Pad lebih panjang atau tahan lama. Pada mobil biasanya lubang
(ventilasi) terletak di sisi disc, tapi pada cakram motor lubang (ventilasi) terletak pada sisi cakram yang terkena Pad.
(a) (b) Gambar 2.3 ( a, b). Tipe-tipe Cakram
a. Tipe Solid, b. Tipe Ventilasi,
2.2.1.2 Pad Rem
Pad (disc pad) biasa dibuat dari campuran metalik fiber dan sedikit serbuk besi. Tipe ini sering disebut dengan “Semi Metallic Disk Pad”. Pada beberapa Pad tidak di beri celah, Gambar 2.4 (a). Untuk Gambar 2.4 (b) Pad diberi celah untuk menunjukkan tebal keausan pad (batas yang diizinkan). Dengan demikian dapat mempermudah pengecekan keausan Pad. Pada beberapa Pad, Pad menggunakan metallic plate (anti-squel shim) untuk mencegah bunyi.
(a)
Gambar 2.4 ( a dan b) Jenis-jenis Pad a. Pad tanpa celah
b. Pad dengan celah
2.2.1.3 Jenis-jenis kaliper
Kaliper atau sering disebut dengan Cylinder Body, memegang piston-piston dan dilengkapi dengan saluran dimana minyak rem disalurkan ke silinder. Kaliper dikelompokkan menjadi dua, antara lain:
1. Tipe Fixed Caliper (Double Piston)
Kaliper dipasangkan tepat pada Axle atau Sturt. Seperti digambarkan di bawah ini, pemasangan kaliper dilengkapi dengan sepasang piston.
Gambar 2.5 Fixed Caliper
Daya pengereman didapat bila pad ditekan piston secara hidrolis pada kedua ujung piringan atau cakram. Tipe ini mempunyai disain yang sangat baik dan dijamin dapat bekerja lebih akurat. Namun demikian radiasi panasnya terbatas. Tipe seperti ini biasanya digunakan pada mobil-mobil produksi lama dan sekarang tipe seperti ini sudah jarang digunakan.
2. Tipe Floating Caliper (Single Piston)
Tipe ini hanya memiliki piston pada satu sisinya saja. Tekanan hidrolis dari master cillinder mendorong piston (A) dan selanjutnya menekan dengan rotor disc (cakram). Pada saat yang sama tekanan hidrolis menekan sisi pad (reaksi B). Ini menyebabkan kaliper bergerak ke kanan dan menjepit cakram dan terjadilah usaha tenaga pengereman.
Gambar 2.6 Floating Caliper
Biasanya motor-motor sekarang menggunakan kaliper tipe (Floating Caliper).
Karena mekanisme dari tipe ini sangat sederhana, tipe ini kecenderungan tidak berfungsi sangat kecil.
2.2.1.4 Master Cillinder
Master silinder mengubah gerak pedal rem menjadi tekanan hidrolis agar dapat diteruskan ke kaliper. Master cillinder terdiri dari reservoir tank, yang berisi minyak rem, demikian juga piston dan silinder, yang membangkitkan tekanan hidrolis. Ada dua tipe dari master sillinder :
1. Tipe tunggal, dibagi menjadi:
Tipe plunger (Girling type)
Tipe konvensional (lockheed type)
Tipe portless
2. Tipe ganda, dibagi menjadi:
Tipe ganda konvensional
Tipe konvensional
Untuk motor master cillinder yang sering digunakan adalah master cillinder tipe tunggal, jenis konvensional.
a. Tipe Plungler b. Tipe Konvensional
c. Tipe Portless d. Tipe ganda konvensional Gambar 2.7 ( a,b,c,dan d ). Jenis-jenis master silinder
2.2.2 Bahan Material Disk Bake dan Proses Pembuatan.
Rem (brakes) merupakan suatu komponen penting dalam sebuah kendaraan yang berfungsi untuk menghentikan atau menghambat laju roda atau kendaraan.
Ditinjau dari kondisi sistem kerja yang demikian maka pemilihan material dan proses pembentukan dalam proses produksi cakram rem sangtlah penting, dimana material harus dapat memenuhi syarat-syarat diantranya : tahan terhadap suhu yang tinggi, mampu menahan bebn, keuletan, kekuatan dan tahan aus.
Bahan yang digunakan pada proses produksi cakram adalah baja paduan rendah dengan standar AISI 1045, JIS S45C, BS060A45, 100 (kg/mm), serlta mengandung DIN C45 dengan mempunyai kekuatan tarik unsure paduan antara lain :
Carbon (0,40-0,45%).
Phospor (<0,04%).
Silikon (0,20-0,35%).
Mangan (0,755-1%).
Sulphur (<0,04%).
Chornium (0,25-0,80%).
Molybdenum (0,15-0,25%).
1. Disk brake rotor memiliki komposisi besi cor kelabu, ditandai dalam kata komposisi terdiri dari antara 0,5 dan 1,2% menurut beratnya tembaga, dan pluralitas keras membentuk karbida logam termasuk vanadium dan titanium, perbandingn antara berat tembaga hadir dan berat total kata karbida logam yang keras membentuk 1,8-3 unit tembaga untuk 1 unit satu atau lebih keras membentuk krbida logam.
2. Disk brake rotor menurut klaim 1, dicirikan dalam bahwa karbida logam kera membentuk juga mencakup satu atau lebih dari tungsten, molybdenum, kromium, dn niobium.
3. Sebuah disk brake rotor sesuai dengan salah satu klaim 1 dan 2, ditndai dlam berat yang dalam komposisi vanadium kurang dari atau sama dengan satu setengah dari berat tembaga ini ditambahkan ke 20 kali berat saat ini titanium.
4. Sebuah disk brake rotor menurut salah seorang dari klaim 1 hingga 3, dicirikan dalam bahwa setara karbon dari komposisi adalah antara 4,2 dan 4,55.
5. Sebuah disk brake rotor sesuai dengfan salah satu klaim 1 sampai 4 dicirikan dalam bahwa konten titanium dari komposisi adalah antara 0,025 dan 0,035%
berat.
6. Sebuah disk brake rotor sesuai dengan salah satu klaim 1 sampai 5, dicirikan dalam bahwa konten vanadium dari komposisi adalah antara 0,35 dan 0,45% wt.
sebuah disk brake rotor sesuai dengan salah satu klaim 1-6, dicirikan dalam bahwa konten tembaga dari komposisi adalah antara 0,7 dan 0,9% wt.
Dalam memilih material untuk disk brake rotor, perlu untuk mempertimbangkan koefisien gesekan antara material dan sifat termal. Karena cukup panas yang dihasilkan selama pengereman. Konvensional, rotor disk brake untuk kendaraan penumpang telah dibuatdari besi abu-abu unalloyed terdiri dari serpihan
grafit dalam matriks perlitik. Ini memiliki kandungan karbon dalam kisaran tingkat 3,25-3,55% wt dan kekuatan biasanya sekitar 220 MPa. Dalam rangka meningkatkan konduktivuitas termal, tingkat karbon dapat dapatb meningkat menjadi 3,65-3,95%
wt, tapi ini mengurangi kekuatan, misalnya untuk sekitar 150 MPa. Peningkatan tingkat karbon juga dapat mengakibtkan cacat mikro struktual sehingga kesulitan casting ditingkatkan.
2.3 Definisi Struktur Fasa
a. Martensit
Martensit merupakan struktur mikro yang terbentuk pada baja akibat laju pendinginan yang sangat cepat, dimana atom-atom karbon tidak tidak sempat berdifusi melainkan terperangkap dalam larutan super jenuh. Martensit terbentuk tanpa difusi dan memiliki sifat yang sangat keras tapi mengakibatkan getas dan rapuh. Struktur mikro ini umumnya memiliki bentuk menyerupai jarum-jarum yang terang.
Gambar 2.8 Struktur Mikro Martensit
b. Bainit
Bainit merupakan struktur mikro yang terbentuk akibat laju pendinginan yang cukup cepat ( lebih lambat dari martensit ) atau dengan kata lain bainit terbentuk sebagian dan hanya sebagian yang bergeser ke batas butir. Ini yang menjadikan logam tersebut menjadi tangguh dan memiliki struktur mikro berbentuk menyerupai bulu burung.
Gambar 2.9 Struktur Mikro Bainit
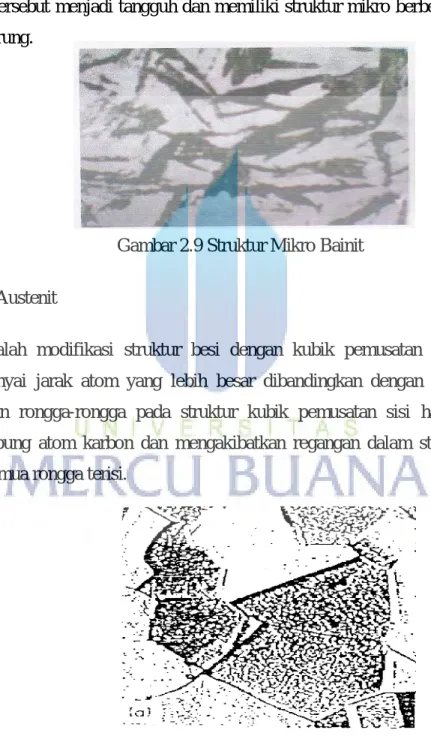
c. Austenit
Adalah modifikasi struktur besi dengan kubik pemusatan sisi (FCC) yang mempunyai jarak atom yang lebih besar dibandingkan dengan perlit. Walaupun demikian rongga-rongga pada struktur kubik pemusatan sisi hampir tidak bisa menampung atom karbon dan mengakibatkan regangan dalam struktur, akibatnya tidak semua rongga terisi.
Gambar 2.10 Mikrostruktur dari : Austenit
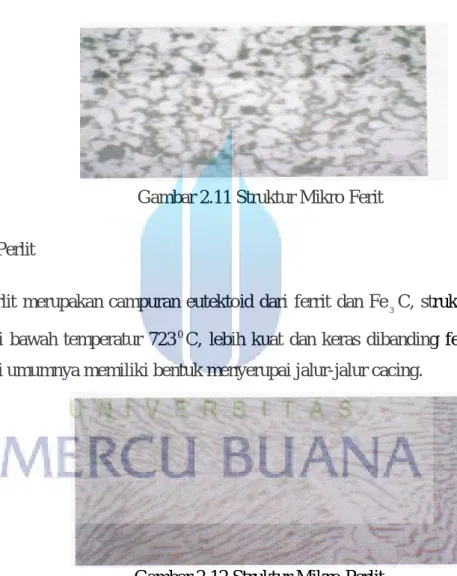
d. Ferit
Ferrit merupakan fasa yang stabil yang terbentuk dari besi murni pada interval temperatur 723-9100C mempunyai sifat yang lunak, liat, magnetis, dan sangat baik untuk ditempa. Struktur mikro ini umumnya memiliki bentuk menyerupai pulau- pulau yang berwarna terang.
Gambar 2.11 Struktur Mikro Ferit
e. Perlit
Perlit merupakan campuran eutektoid dari ferrit dan Fe3C, struktur mikro ini terjadi di bawah temperatur 7230C, lebih kuat dan keras dibanding ferrit. Struktur mikro ini umumnya memiliki bentuk menyerupai jalur-jalur cacing.
Gambar 2.12 Struktur Mikro Perlit
2.4 Faktor-faktor yang Mempengaruhi Struktur Logam
Ada tiga faktor utama yang mempengaruhi struktur logam yaitu :
1. Komposisi kimia.
2. Proses pembuatan atau pengerjaan (Fabrikasi).
3. Proses perlakuan panas (Heat Treatment).
2.4.1. Komposisi Kimia
Dalam pemilihan bahan kerja yang cocok, seorang engineer harus meminta pendapat para ahli bahan dan juga masukan dari calon pemakai. Pemilihan bahan kerja yang paling mudah bila beberapa karakteristik tertentu dari bahan kerja tersebut sudah diketahui. Yang tersulit ialah bahan-bahan kerja yang memiliki bermacam- macam kemampuan tapi tidak memenuhi syarat keseluruhan. Kemudian baru ditinjau dari pandangan seorang engineer mengenai bahan kerja untuk konstruksi mesin, paling utama adalah besi dan baja. Bahan kerja lainnya hanya sebagai pelengkap, berikut ini diberikan pengaruh elemen-elemen pemadu terhadap sifat-sifat baja.
Adapun pengaruh elemen-elemen paduan pada baja bisa meningkatkan atau pun menurunkan kekuatan logam. Dalam pengerjaan yang tidak memerlukan persyaratan kekuatan dan keuletan yang terlalu tinggi baja karbon sudah cukup baik memenuhi persyaratan yang ada. Akan tetapi maksud dari penambahan elemen-elemen pemadu ke dalam baja karbon adalah untuk mendapatkan sifat-sifat mekanis pada produk akhir seperti yang diinginkan di mana tidak diperoleh dari baja bila diproses secara standar saja.
Maksud dari penambahan elemen-elemen pemadu ke dalam baja adalah untuk mendapatkan beberapa sifat mekanis yang optimal, seperti :
- Memperbaiki ketangguhan dan kekerasan.
- Memperbaiki kekuatan pada temperatur biasa.
- Memperbaiki sifat mekanis pada temperatur tinggi maupun rendah.
- Memperbaiki sifat tahan aus dan korosi.
2.4.2 Proses Pembuatan atau Pengerjaan (Fabrikasi)
Dalam proses pembuatan logam, pertama-tama biasanya dilakukan proses pengecoran logam dengan komposisi yang sudah ditentukan, dilebur dalam tungku dan kemudian dituang ke dalam cetakan. Untuk produk coran, cetakan yang dipakai sudah mendekati bentuk akhir sehingga hanya memerlukan beberapa tahapan proses pengerjaan akhir untuk mencapai dimensi akhir. Sedangkan untuk produk bukan coran, seperti pada pembuatan plat atau batang (rod) logam cair dituang secara kontinu atau semi-kontinu ke dalam cetakan sehingga diperoleh bentuk dasar berupa billet atau slab. Kedua produk dasar ini masih merupakan produk coran yang umumnya mempunyai distribusi komposisi dan struktur yang belum merata dan belum setimbang. Di samping itu kemungkinan masih mengandung banyak cacat seperti rongga-rongga udara. Untuk menghilangkan cacat atau kekurangan- kekurangan seperti yang disebut di atas, billet atau slab dipanaskan dahulu untuk beberapa lama sehingga dicapai kondisi yang lebih homogen. Suhu pemanasan tersebut adalah pada daerah austenit, setelah itu dalam keadaan panas billet atau slab tersebut diberi proses pembentukan yaitu pengerolan untuk membuat plat atau rod.
Pada proses pengerolan panas akan terjadi perubahan fasa dan struktur logam yang ditentukan oleh faktor-faktor seperti : elemen pemadu, besarnya perubahan bentuk (reduksi), suhu dan kecepatan pengerjaan. Pada proses pengerjaan panas kekuatan logam biasanya masih rendah. Untuk meningkatkan kekuatan logam yang dihasilkan setelah proses pengerjaan tersebut diperlukan untuk memberikan proses pengerjaan dingin.
Efek peningkatan kekuatan logam akibat proses pengerjaan dingin dikenal sebagai pengerasan regangan (strain hardening). Kombinasi antara proses pengerjaan panas (hot-working), pengerjaan dingin (cold- working) dan disertai proses perlakuan panas (penemperan) dapat menghasilkan struktur logam dengan butiran halus yang dapat memperbaiki sifat-sifat mekanis dari logam.
2.4.3. Proses Perlakuan Panas (Heat Treatment)
1. Annaeling ( Anil )
Proses annealing hanya digunakan untuk kristalisasi ulang dalam baja yang telah dikerjakan dingin. Logamnya dipanaskan hingga titik kritis atas, dengan demikian seluruh karbonnya diserap oleh besi () membentuk austenit, kemudian baja tersebut dibiarkan dingin perlahan-lahan di dalam tanur. Fasa yang diperoleh adalah ferit sehingga baja anil memilki sifat lunak.
2. Normalizing ( Normalisasi )
Proses Normalizing diperlukan untuk mengembalikan baja pada kondisi yang seragam dan bebas tegangan setelah mengalami pembentukan dan pengerjaan selama pembentukan. Ada beberapa persamaan antara proses Anil dan Normalisasai.
Keduanya sama-sama dipanaskan hingga suhu kritis atas, hanya saja Normalisasi didinginkan di udara terbuka yang membuat laju pendinginan lebih cepat. Fasa yang diperoleh umumnya adalah perlit sehingga baja ini lebih kuat atau lebih keras dari proses Anil.
3. Hardening / Quenching
Dalam proses Hardening baja dipanaskan sampai mencapai suhu kritis atas kemudian ditahan beberapa saat, lalu didinginkan secara cepat dengan cara mencelupkan ke media pendingin seperti air atau oli. Fasa yang terbentuk adalah bainit dan martensit,. namun martensit yang terbentuk pada proses ini sangat keras dan rapuh. Sehingga untuk mengurangi kerapuhan martensit perlu dilakukan proses temper.
4. Tempering
Dalam proses Tempering baja dipanaskan kembali dengan suhu yang relatif rendah yaitu di bawah 700oC. Tujuannya adalah untuk mengurangi sedikit kekerasannya dan menambah keuletannya sampai memenuhi syarat penggunaan.
Meskipun proses ini menghasilkan baja yang lebih lunak, akan tetapi proses ini berbeda dengan proses anil, karena pada proses ini sifat-sifat fisis dapat dikendalikan
dengan cermat. Akibatnya struktur yang terbentuk dari proses ini adalah martensit temper yang memiliki sifat kuat dan ulet (tangguh). Beberapa gambar dibawah ini merupakan tipe Stainless Steel dengan grade martensitic dan menghasilkan struktur martensit temper melalui proses quenching ( Gambar 2.13 dan 2.14 ) dan proses anil ( Gambar 2.15 )
Gambar 2.13 Type 410 SS dengan proses quenching dan temper. Struktur adalah martensit temper. Vilella’s Reagent. 400 x
Gambar 2.14 Type 420 SS dengan perlakuan proses quenching dan temper. Struktur adalah Martensit Temper. Vilella’s Reagent . 100 x
Unsur paduan pada proses ini sangat berpengaruh, karena dapat menghambat laju pelunakan sehingga baja paduan akan memerlukan suhu temper yang lebih tinggi untuk mencapai kekerasan tertentu. Pada proses temper perlu diperhatikan suhu maupun waktu. Meskipun pelunakan terjadi, akan tetapi pada saat-saat pertama setelah suhu temper dicapai selama pemanasan (yang cukup lama) terjadi penurunan
kekerasan. Biasanya baja dipanaskan sampai suhu tertentu kemudian dibiarkan cukup lama hingga suhu merata.
a. Austemper
Proses pencelupan yang tertunda disebut austemper. Austenit mengalami transformasi isothermal dan berubah menjadi bainit yang keras. Benda atau bagian harus dicelup dengan cepat sampai mencapai suhu yang tepat, tanpa memotong ujung kurva diagram transformasi. Baja dibiarkan diatas garis Ms akan tetapi di bawah 4300C. Bila dibiarkan cukup lama, akan diperoleh struktur bainit. Di bawah mikroscop struktur bainit mirip dengan martensit, akan tetapi bainit lebih ulet di banding dengan martensit temper. Proses ini diterapkan untuk benda kecil dengan kemampuan pengerasan yang baik.
b. Martemper
Baja didinginkan dengan cepat dari daerah austenit sampai suhu diatas garis Ms. Baja dibiarkan cukup lama sehingga suhu merata, artinya bagian dalam dan luar mencapai suhu yang sama. Baja dipanaskan kembali, suhu tergantung pada kadar karbon dan unsur paduan, untuk baja karbon dengan 0,40 %C suhu adalah 3700C.
Tujuan utama martemper yaitu untuk menekan distorsi, terjadinya retak atau timbul tegangan dalam akibat pencelupan dengan air ataupun oli. Struktur yang ter bentuk sama dengan martensit temper, dan biasanya disusul dengan proses penemperan kembali.
Temp 0C Ta
Tb
T0 T1 T2 T3 T4 T5 T6 Waktu Gambar 2.15 Proses Hardening dan Tempering
Keterangan :
T0 - T1 = Waktu pemanasan proses Hardening T3 – T4 = Waktu pemanasan proses Tempering
T1 - T2 = Waktu tahan Hardening T4 – T5 = Waktu tahan proses Tempering T2 - T3 = Waktu pendinginan (air/oli)
T5 – T6 = Waktu pendinginan di udara
5. Spherodizing
Karbida merupakan paduan logam dengan unsur karbon. Spherodizing dilakukan untuk menghasilkan karbida bulat sehingga diperoleh sifat kuat dan ulet.
Contoh karbida : Fe3C, CrC, dan lain-lain.
Prosesnya dapat dilakukan dengan berbagai cara :
Pemanasan yang lama dibawah suhu eutectoid (dibawah suhu 7000C)
Pemanasan dan pendinginan bergantian diatas dan dibawah suhu eutectoid.
Pendinginan yang sangat lambat dari suhu atau dari + .
6. Stress Relieving
Tujuan dari proses ini untuk menghilangkan tegangan sisa (kelebihan tegangan yang diakibatkan oleh proses pembentukan logam) didalam logam yaitu dengan memanaskan baja sampai suhu 6000 C ditahan beberapa saat kemudian didinginkan diudara terbuka. Proses ini digunakan untuk menghilangkan tegangan sisa dalam produk cor, hasil pengelasan, hasil pembentukan dinginan dan hasil pencelupan.
2.5 Metode Vickers
Uji kekerasan vickers menggunakan indentor piramida intan yang pada dasarnya berbentuk bujur sangkar. Besar sudut antar permukaan piramida intan yang saling berhadapan adalah 1360. Nilai ini dipilih karena mendekati sebagian besar nilai perbandingan yang diinginkan antar diameter lekukan dan diameter bola penumbuk pada uji kekerasan brinell (dieter, 1987).
Angka kekerasan vickers didefinisikan sebagai beban dibagi luas permukaan lekukan. Pada prakteknya. Luas ini dihitung dari pengukuran mikroskopik panjang diagonal jejak. VHN dapat ditentukan dari persamaan berikut :
Dengan : P = beban yang digunakan (kg) D = panjang diagonal rata- rataa (mm)
Ɵ = sudut antara permukaan intan yang berhadapan = 1360
Kareana jejak yang dibuat dengan penekanan piramida serupa secara geometris dan tidak terdapat persoalan mengenai ukuranya, maka VHN tidak tergantung kepada beban. Pada umumnya hal ini dipenuhi, kecuali pada beban yang sangat ringan. Beban yang biasanya digunakan pada uji vickers berkisar antara 1 hingga 120
kg. Tergantung pada kekerasan logam yang akan diuji. Hal hal yang menghalangi keuntungan pemakaian metode vickers adalah :
1. Uji ini tidak dapat digunakan untuk pengujian rutin karena pengujian ini sangat lamban.
2. Memerlukan persiapan permukaan benda uji.
3. Terdapat pengaruh kesalahan manusia yang besar pada penentuan panjang diagonalnya.