PENGARUH KOMPOSISI PENGISI SERTA TEKANAN COMPRESSION MOLDING TERHADAP PEMBUATAN KOMPOSIT EPOKSI DENGAN PENGISI LIMBAH FLY ASH
SKRIPSI
Oleh
SOBRI WARDANA 160405122
DEPARTEMEN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA MEDAN
MARET 2021
PENGARUH KOMPOSISI PENGISI SERTA TEKANAN COMPRESSION MOLDING TERHADAP PEMBUATAN KOMPOSIT EPOKSI DENGAN PENGISI LIMBAH FLY ASH
SKRIPSI
Oleh
SOBRI WARDANA 160405122
SKRIPSI INI DIAJUKAN UNTUK MELENGKAPI SEBAGIAN PERSYARATAAN MENJADI SARJANA TEKNIK
DEPARTEMEN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA MEDAN
MARET 2021
DEDIKASI
Skripsi ini saya persembahkan untuk:
Kedua orang tua tercinta,
Papa Muhammad Syaiful dan Mama Rahma Rita Siagian
Mereka adalah orang tua hebat yang telah membesarkan, mendidik, memberikan motivasi, dan mendukung dengan penuh kesabaran dan kasih sayang.
Terima kasih atas segala pengorbanan, nasehat, dan doa yang tiada hentinya telah diberikan selama ini.
Kepada abang dan adik tercinta, Ikhsan Syairatio dan Syaira Salsabila.
Kepada keluarga Kastani dan keluarga Siagian.
Kepada Siti Hardianti yang telah menemani dan mendukung dalam proses pembuatan skripsi ini.
Serta kepada orang-orang yang mendoakan, mendukung dan berperan dalam pengembangan karakter dan ilmu saya.
Semoga Allah Subhaanahu Wa Ta’aala membalas semua kebaikan kalian
Jazaakumullaahu khairan
RIWAYAT HIDUP PENULIS
Nama : Sobri Wardana
NIM : 160405122
Tempat/Tanggal Lahir : Medan/08 Juli 1998
Nama Orang Tua : M. Syaiful dan Rahma Rita Siagian
E-mail : [email protected]
Alamat Orang Tua : Jl. Elang Raya No. 1, Kota Batam, Kepulauan Riau, Indonesia Asal Sekolah:
• TK Kartini II Batam, Tahun 2003-2004
• SDS Kartini II Batam, Tahun 2004-2010
• SMPN 12 Batam, Tahun 2010-2013
• SMAN 8 Batam, Tahun 2013-2016 Pengalaman Organisasi/Kerja:
1. Asisten laboratorium Operasi Teknik Kimia FT USU periode 2019-2020, sebagai sekretaris I dan asisten modul alat pencampuran fluida (Mixing Apparatus), Tray Dryer, dan kolom absorpsi gas.
2. Beasiswa PT. Ecogreen Oleochemical 2016-2019.
3. Internship di PT. Socfin Indonesia POM Matapao
4. Delegasi mahasiswa pada Rapat Koordinasi Nasional BKKMTKI XVII di Malang pada 4-9 November 2016
5. Anggota bidang Hubungan Keluar Instansi dan Alumni HIMATEK FT USU periode 2017-2018
6. Anggota bidang Hubungan Masyarakat Covalen Study Group FT USU periode 2018- 2019
7. Sekretaris panitia Dakwah Wisata CSG di Mess PTPN III tahun 2017
8. Koordinator bidang Publikasi, dekorasi, dan dokumentasi pada acara Sudi Kajian Islam CSG FT USU
9. Koordinator bidang P3K pada event USU Youth Society di Desa Sipare-pare Hilir, Labuhan Batu Utara tahun 2018
10. Tentor pada pelatihan software AutoCad yang diadakan oleh Covalen Study Group FT USU
11. Tentor pada pelatihan software AutoCad yang diadakan oleh HIMATEK FT USU
PENGARUH KOMPOSISI PENGISI SERTA TEKANAN COMPRESSION MOLDING TERHADAP PEMBUATAN KOMPOSIT EPOKSI DENGAN PENGISI LIMBAH FLY ASH
ABSTRAK
Tujuan penelitian ini adalah untuk mengetahui pengaruh komposisi dari fly ash yang digunakan sebagai pengisi dan tekanan pengoperasian compression molding yang terbaik terhadap karakteristik bahan komposit yang dihasilkan berdasarkan standar papan partikel. Pada penelitian ini, komposit disediakan dengan epoksi sebagai matriks, fly ash sebagai pengisi, dan trietiltetraamin (TETA) sebagai katalis. Variasi perbandingan komposisi matriks:pengisi yang digunakan adalah 90:10, 80:20, 70:30, dan 60:40 (b/b). Campuran dicetak dengan alat compression molding dengan variasi tekanan sebesar 50, 60, dan 70 bar. Komposit yang telah dicetak kemudian diuji untuk mendapatkan karakteristik kekuatan tarik, penyerapan air, kadar air, densitas, dan morofologi permukaan menggunakan Scanning Electron Microscopy (SEM).
Seluruh produk komposit yang dihasilkan memenuhi SNI papan partikel. Komposit yang dihasilkan memiliki kekuatan tarik dengan rentang nilai 49,91 – 68,74 MPa, penyerapan air memiliki rentang nilai 0,622 – 2,573%, kadar air memiliki rentang nilai 3,148 – 8,982%, dan densitas memiliki rentang nilai 0,564 – 0,828 g/cm3. Hasil pengujian SEM pada komposisi epoksi:fly ash = 70:30 dan tekanan compression molding 70 bar menunjukkan terjadinya pembasahan dan ikatan yang baik antara fly ash dengan epoksi. Maka dapat disimpukan bahwa komposisi epoksi : fly ash = 70:30 dan tekanan compression molding 70 bar merupakan formula terbaik dari penelitian ini.
Kata kunci: epoksi, fly ash, komposisi pengisi, tekanan compression molding
THE EFFECT OF FILLER COMPOSITION AND COMPRESSION MOLDING PRESSURE ON MAKING OF FLY ASH FILLED
EPOXY COMPOSITES
ABSTRACT
The purpose of this study was to determine the effect of the composition of the fly ash used as a filler and the best compression molding operating pressure on the characteristics of the resulting composite material based on particleboard standards.
In this study, composites were provided with epoxy as a matrix, fly ash as a filler, and triethyltetraamine (TETA) as a catalyst. The variations in the ratio of the matrix composition: fillers used were 90:10, 80:20, 70:30, and 60:40 (w/w). The mixture was molded using compression molding with pressure variations of 50, 60, and 70 bar. The printed composites were then tested to obtain the characteristics of tensile strength, water absorption, moisture content, density, and surface morphology using Scanning Electron Microscopy (SEM). All composite products produced meet SNI for particleboard. The resulting composite has tensile strength with a value range of 49,91 – 68,74 MPa, water absorption has a value range of 0,622 – 2,573 %, moisture content has a value range of 3,148 – 8,982 %, and density has a value range of 0,564 – 0,828 g / cm3. SEM test results on the composition of epoxy: fly ash = 70 : 30 and compression molding pressure of 70 bar showed good wetting and bonding between fly ash and epoxy.
Keywords: epoxy, fly ash, compotition of filler, pressure of compression molding
DAFTAR ISI
Halaman
PERNYATAAN KEASLIAN SKRIPSI i
PENGESAHAN SKRIPSI ii
LEMBAR PERSETUJUAN iii
PRAKATA iv
DEDIKASI v
RIWAYAT HIDUP PENULIS vi
ABSTRAK vii
ABSTRACT viii
DAFTAR ISI ix
DAFTAR GAMBAR xii
DAFTAR TABEL xiv
DAFTAR LAMPIRAN xv
DAFTAR SINGKATAN xvi
DAFTAR SIMBOL xvii
BAB I PENDAHULUAN 1
1.1 LATAR BELAKANG 1
1.2 PERUMUSAN MASALAH 2
1.3 TUJUAN PENELITIAN 3
1.4 MANFAAT PENELITIAN 3
1.5 RUANG LINGKUP PENELITIAN 3
BAB II TINJAUAN PUSTAKA 4
2.1 KOMPOSIT 4
2.1.1 Matriks 4
2.1.2 Penguat (Reinforcement) 6
2.1.3 Fasa Antarmuka (Interface) 6
2.2 KATALIS TETA (TRIETILTETRAAMIN) 7
2.3 METODE PEMBUATAN KOMPOSIT 7
2.3.1 Close Molding Process (Pencetakan Tertutup) 8 2.3.2 Open Molding Process (Pencetakan Terbuka) 11
2.4 PAPAN PARTIKEL 12
2.5 KARAKTERISASI HASIL PENELITIAN 12
2.5.1 Analisis Kekuatan Tarik (Tensile Strength) 13 2.5.2 Analisis Penyerapan Air (Water Absorption) 13 2.5.3 Uji Kadar Air (Moisture Content) 14
2.5.4 Densitas (Kerapatan) 14
2.5.5 Analisis SEM (Scanning Electron Microscopy) 15
BAB III METODOLOGI PENELITIAN 16
3.1 LOKASI DAN WAKTU PENELITIAN 16
3.2 BAHAN DAN PERALATAN 16
3.2.1 Alat 16
3.2.2 Bahan 16
3.3 PROSEDUR DAN FLOWCHART PEMBUATAN
KOMPOSIT 17
3.4 ANALISIS PRODUK KOMPOSIT DAN PARTIKEL
FLY ASH 19
3.4.1 Analisis Kekuatan Tarik (Tensile Strength) 19 3.4.2 Analisis Penyerapan Air (Water Absorption) 20 3.4.3 Analisis Kadar Air (Moisture Content) 21
3.4.4 Analisis Kerapatan (Density) 22
3.4.5 Analisis Scanning Electron Microscope (SEM) 23
BAB IV HASIL DAN PEMBAHASAN 24
4.1 KARAKTERISASI KOMPOSIT EPOKSI – FLY ASH 24 4.1.1 Pengaruh Perbandingan Komposisi Fly Ash dan 24
Tekanan Compression Molding Terhadap Kekuatan Tarik (Tensile Strength)
4.1.2 Pengaruh Perbandingan Komposisi Fly Ash dan 26 Tekanan Pada Compression Molding Terhadap Sifat Penyerapan Air (Water Absorption) Komposit
4.1.3 Pengaruh Perbandingan Komposisi Fly Ash dan 28
Tekanan Pada Compression Molding Terhadap Kadar Air (Moisture Content) Komposit Epoksi – Fly Ash
4.1.4 Pengaruh Perbandingan Komposisi Fly Ash dan 30 Tekanan Compression Molding Terhadap Densitas Komposit
4.1.5 Analisis Scanning Electron Microscopy (SEM) 32 Komposit Epoksi Berpengisi Fly Ash
BAB V KESIMPULAN DAN SARAN 34
5.1 KESIMPULAN 34
5.2 SARAN 35
DAFTAR PUSTAKA 36
DAFTAR GAMBAR
Halaman
Gambar 2.1 Compression Molding 8
Gambar 2.2 Metode Pultrusion 9
Gambar 2.3 Metode Prepreg 9
Gambar 2.4 Metode Wet Lay-Up 10
Gambar 2.5 Metode Resin Trade Molding 10
Gambar 2.6 Metode Filament Winding Process 11
Gambar 2.7 Metode Hand Lay-Up 11
Gambar 3.1 Flowchart Prosedur Penyiapan Komposit 18 Gambar 3.2 Ukuran Dimensi Spesimen Kekuatan Tarik ASTM
D638-10 Tipe IV 19
Gambar 3.3 Flowchart Analisis Penyerapan Air 20
Gambar 3.4 Flowchart Analisis Kadar Air 22
Gambar 3.5 Gambar 4.1
Gambar 4.2
Gambar 4.3
Gambar 4.4
Gambar 4.5
Flowchart Analisis Densitas
Pengaruh perbandingan komposisi matriks : pengisi dan tekanan compression molding terhadap kekuatan tarik (tensile strength) komposit epoksi – fly ash Pengaruh Waktu Perendaman Terhadap Penyerapan Air (Water Absorption) Komposit Epoksi – Fly Ash pada Tekanan 70 bar
Pengaruh Perbandingan Komposisi Matriks : Pengisi dan Tekanan Compression Molding Terhadap Penyerapan Air (Water Absorption) Komposit Epoksi – Fly Ash
Pengaruh Waktu Pengeringan Terhadap Kadar Air (Moisture Content) Komposit Epoksi – Fly Ash pada Tekanan 70 bar
Pengaruh Perbandingan Komposisi Matriks : Pengisi dan Tekanan Compression Molding Terhadap Penyerapan Air (Water Absorption) Komposit Epoksi
23 24
26
27
28
29
Gambar 4.6
Gambar 4.7
Gambar LC.1 Gambar LC.2 Gambar LC.3
Gambar LC.4 Gambar LC.5 Gambar LC.6
– Fly Ash
Pengaruh Perbandingan Matriks : Pengisi dan Tekanan Compression Molding Terhadap Densitas Komposit Epoksi – Fly Ash
Karakterisasi SEM (a) Komposit Epoksi – Fly Ash Pada Komposisi Matriks : Pengisi = 60 : 40 Tekanan 50 bar (b) Komposit Epoksi – fly ash Pada Komposisi Matriks : Pengisi = 70 : 30 Tekanan 70 bar
Penyediaan Pengisi Fly Ash
Pembuatan Campuran Komposit Epoksi – Fly Ash Pencetakan Komposit dengan Alat Compression Molding
Produk Komposit Epoksi Berpengisi Fly Ash Penyiapan Sampel Kadar Air dan Densitas
Pengujian Kekuatan Tarik Dengan Universal Tensile Machine Model Gotech
30
32
50 50 51
51 52 52
DAFTAR TABEL
Halaman Tabel 2.1
Tabel LA.1 Tabel LA.2 Tabel LA.3 Tabel LA.4
Standar Kualitas Papan Partikel Menurut Standar Nasional Indonesia (SNI) No. 03-2105-2006 Data Nilai Kekuatan Tarik (Tensile Strength) Data Nilai Penyerapan Air (Water Absorption) Data Nilai Kadar Air (Moisture Content) Data Nilai Kerapatan (Density)
12
43 44 45 46
DAFTAR LAMPIRAN
Halaman
LAMPIRAN A: DATA PENELITIAN 42
LAMPIRAN B: CONTOH PERHITUNGAN 46
LB.1 PERHITUNGAN FRAKSI MASSA BAHAN BAKU 46
KOMPOSIT
LB.2 PERHITUNGAN PENYERAPAN AIR (WATER ABSORPTION 47 KOMPOSIT
LB.3 PERHITUNGAN KADAR AIR (MOISTURE CONTENT 47 KOMPOSIT
LB.4 PERHITUNGAN KERAPATAN (DENSITY) KOMPOSIT 48
LAMPIRAN C: DOKUMENTASI PENELITIAN 49
DAFTAR SINGKATAN
ASTM American Standard Testing Method SNI Standar Nasional Indonesia
SEM Scanning Electron Microscopy TETA Trietiltetraamin
DAFTAR SIMBOL
Simbol Keterangan Satuan
Wg Penyerapan air %
We Berat sampel setelah perendaman Gram
Wo Berat sampel sebelum perendaman Gram
Ba Berat awal Gram
Bk Berat kering Gram
𝜌 Densitas g/cm3
m Massa sampel gram
v Volume cm3
BAB I
PENDAHULUAN
1.1 LATAR BELAKANG
Komposit merupakan perpaduan dari bahan yang dipilih berdasarkan kombinasi sifat fisik masing-masing material penyusun untuk menghasilkan material baru dengan sifat yang lebih baik dibandingakan sifat material dasar sebelum dicampur dan terjadi ikatan permukaan anatara masing-masing material penyusun (Ramadhani, 2011). Polymer matrix composite (PMC) merupakan komposit yang bahan matriksnya berjenis polimer resin. PMC merupakan material komposit yang mudah dalam pembuatannya karena tidak menggunakan temperatur tinggi dan tekanan tinggi saat pencetakan (Lamalo, 2017).
Komposit partikel merupakan komposit yang menggunakan partikel/serbuk sebagai penguatnya dan terdistribusikan secara merata dalam matriksnya. Bahan komposit partikel terdiri dari partikel-partikel yang diikat oleh matriks. Bentuk partikel ini dapat berupa bulatan, kubik, tetragonal atau bahkan bentuk-bentuk yang tidak beraturan tetapi secara rata-rata berdimensi sama. Komposit yang diperkuat dengan pengisi berbentuk partikel mempunyai banyak kelebihan (Sirait, 2014).
Resin epoksi merupakan suatu kopolimer yang terbentuk dari dua bahan kimia yang berbeda dimana bahan yang satu berperan sebagai resin dan bahan yang lain berperan sebagai pengeras. Resin ini berwarna transparan hingga kuning pucat berwujud cair kental dengan viskositasnya berkisar 5 sampai 15 Pa.s pada temperatur ruangan, sedangkan pengerasnya terdiri dari poliamin seperti trietilentetraamin (TETA) (Darsa et al., 2015). Resin epoksi banyak dipakai untuk pengecoran, pelapisan, dan perlindungan bagian-bagian listrik, campuran cat, dan perekat. Resin yang telah diawetkan mempunyai sifat-sifat daya tahan kimia dan stabilitas dimensi yang baik, sifat-sifat listrik yang baik, kuat dan daya lekat pada gelas dan logam yang baik bahan ini dapat juga digunakan untuk membuat panel sirkuit cetak, tangki, dan cetakan. Bahan ini kini banyak digunakan untuk membuat cetakan tekan untuk pembentukan logam karena resin epoksi tahan aus dan tahan kejut (Refiadi et al., 2018). Oleh sebab itu, resin epoksi berpotensi sebagai matriks untuk pembuatan komposit.
Tren global saat ini difokuskan pada pemulihan bahan yang dapat digunakan dari limbah serta pemanfaatan limbah sebagai bahan baku. Fly ash adalah produk limbah dari pembakaran batu bara di pembangkit listrik yang menghadapi peningkatan produksi yang memerlukan area besar untuk pembuangannya. Fly ash dibuang dalam jumlah yang besar sebagai limbah tanpa pengolahan apa pun yang kemudian akan menyebabkan polusi tanah, polusi air, polusi udara, serta kerusakan flora dan fauna (Ghazali et al., 2019). Komposisi unsur tertinggi dalam limbah fly ash adalah silika dan alumina, yang mana kedua unsur tersebut mempunyai sifat tahan terhadap api (Silitonga, 2008). Bentuk partikel fly ash adalah bulat dan halus dengan porositas rendah, dimana hal ini sangat baik untuk proses pengerjaan bahan komposit (Sunardi et al., 2017).
Sifat mekanik dan fisik komposit dipengaruhi oleh kondisi operasi pembuatannya. Beberapa variabel operasi yang perlu diperhatikan adalah fraksi berat bahan pengisi dan tekanan compression molding yang diberikan akan mempengaruhi karakteristik komposit. Sousa et al. (2004) meneliti pengaruh variasi tekanan compression molding pada pembuatan komposit serbuk kayu-epoksi pada 0, 3, 10, 20, 30, 40, 50, dan 60 bar dan didapat hasil terbaik pada tekanan 50 dan 60 bar, yang mempengaruhi sifat mekanik dan kekuatan fleksural meningkat. Zulhanif (2010) membuat komposit fly ash–poliester dengan komposisi fly ash sebesar 30%; 40%;
50%; 60% dan didapatkan pada semua pengujian mekanik komposisi fly ash yang terbaik sebesar 40%. Indra et al. (2016) menyatakan bahwa sifat mekanik dan fisik tergantung dari kondisi operasi pada tahap pencetakan. Dari hal di atas maka akan dilakukan penelitian mengenai pengaruh komposisi pengisi serta tekanan compression molding terhadap sifat mekanik komposit polimer fly ash – epoksi.
1.2 PERUMUSAN MASALAH
Semakin meningkatnya produksi limbah fly ash sangat mengancam kelestarian lingkungan saat ini. Pada penelitian ini ingin dikaji bagaimana pengaruh komposisi fly ash yang digunakan sebagai pengisi dan tekanan pengoperasian compression molding terhadap karakteristik bahan komposit yang dihasilkan berdasarkan standar papan partikel.
1.3 TUJUAN PENELITIAN
Tujuan penelitian ini adalah untuk menganalisis pengaruh komposisi dari fly ash yang digunakan sebagai pengisi dan tekanan pengoperasian compression molding terhadap karakteristik bahan komposit yang dihasilkan dan membandingkannya dengan standar mutu papan partikel.
1.4 MANFAAT PENELITIAN
Manfaat penelitian ini adalah sebagai berikut:
1. Hasil penelitan ini dapat digunakan sebagai referensi pengetahuan ilmiah terkait pemanfaatan partikel fly ash sebagai pengisi pada komposit.
2. Hasil penelitian ini dapat memberikan nilai tambah terhadap fly ash sebagai material pengisi untuk pembuatan komposit.
1.5 RUANG LINGKUP PENELITIAN
Penelitian ini memiliki ruang lingkup atau batasan sebagai berikut:
1. Bahan baku yang digunakan adalah epoksi, fly ash, dan katalis trietilentetraamin (TETA).
2. Variabel tetap yang digunakan:
• Matriks yang digunakan adalah epoksi.
• Fly ash yang digunakan berasal dari PT. Socimas.
• Ukuran partikel fly ash = 200 mesh (Fathliansyah, 2018).
• Massa TETA = 50 % dari berat matriks (Hadavan et al., 2015).
3. Variabel berubah yang digunakan:
• Berat pengisi (b) = 10%, 20%, 30%, dan 40% dari berat total (Zulhanif, 2010).
• Tekanan compression molding = 50, 60, dan 70 bar (Sousa et al., 2004).
4. Analisis yang dilakukan adalah:
• Kekuatan Tarik (Tensile Strength).
• Penyerapan Air (Water Absorption).
• Kadar Air (Moisture Content).
• Kerapatan (Density).
• Scanning Electron Microscopy (SEM).
BAB II
TINJAUAN PUSTAKA
2.1 KOMPOSIT
Komposit adalah suatu material yang terdiri dari campuran atau kombinasi dua atau lebih material dimana sifat material tersebut berbeda bentuk dan komposisi kimia dari zat asalnya (Susanto, 2014). Umumnya, sifat komposit akan menjadi lebih baik ketika dilakukan penggabungan material (Nugroho, 2016). Komposit juga dapat dikatakan sebagai gabungan antara bahan matriks atau pengikat yang diperkuat dengan pengisi. Bahan komposit terdiri dari dua bahan penyusun, yaitu bahan utama sebagai pengikat dan bahan pendukung sebagai penguat. Bahan penguat dapat berbentuk serat, partikel, serpihan atau dapat berbentuk yang lain (Efendi, 2016).
Dalam struktur komposit, bahan komposit partikel tersusun dari partikel- partikel disebut bahan komposit partikel (particulate composite). Partikel ini berbentuk beberapa macam seperti bulat, kubik, tetragonal atau bahkan berbentuk yang tidak beraturan secara acak, tetapi rata-rata berdimensi sama. Bahan komposit partikel pada umunya lebih lemah dibanding bahan komposit serat. Bahan komposit partikel mempunyai keunggulan, seperti ketahanan terhadap aus, tidak mudah retak dan mempunyai daya pengikat dengan matrik yang baik (Supiansyah, 2015). Bentuk (dimensi) dan struktur penyusun komposit akan mempengaruhi karakteristik komposit, begitu pula jika terjadi interaksi antara penyusun akan meningkatkan sifat dari komposit. Dibanding dengan material konvensional, bahan komposit memiliki banyak keunggulan, diantaranya memiliki kekuatan yang dapat diatur, berat yang lebih ringan, kekuatan dan ketahanan yang lebih tinggi, tahan korosi, dan tahan terhadap keausan. Pada umumnya dalam proses pembuatannya melalui pencampuran yang homogen, sehingga kita leluasa merencanakan kekuatan material komposit yang kita inginkan dengan mengatur komposisi dari material pembentuknya (Efendi, 2016).
2.1.1 Matriks
Matriks berfungsi untuk menjaga reinforcement agar tetap pada tempatnya di dalam struktur, melindungi filamen dalam struktur, membantu distribusi beban,
mengendalikan sifat elektrik dari kmia komposit, serta membawa regangan interlaminer. Matriks yang paling sering digunakan adalah logam, polimer, dan keramik (Marbun, 2012).
Matriks dalam susunan komposit bertugas melindungi dan mengikat. Salah satu matriks dalam struktur komposit ialah matriks polimer. Polimer merupakan bahan matriks yang paling sering digunakan. Adapun jenis polimer yaitu (Efendi, 2016):
a. Termoset adalah plastik atau resin yang tidak bisa berubah karena panas (tidak bisa didaur ulang), misalnya: epoksi, poliester, fenolik.
b. Termoplastik adalah plastik atau resin yang dapat dilunakkan terus menerus dengan pemanasan atau dikeraskan dengan pendinginan dan bisa berubah karena panas (bisa didaur ulang), misalnya: poliamida, nilon, polysurface.
Pada penelitian ini, matriks yang digunakan adalah dari jenis termoset. Resin epoksi memperlihatkan tipe khusus polieter yang dipreparasi melalui reaksi polimerisasi tahap antara epoksida dan senyawa dihidroksida, biasanya bisfenol.
Tampak bahwa suatu diepoksida mungkin diperlukan untuk membentuk polimer, tetapi pada praktiknya epiklorohidrin paling umum dipakai karena bereaksi dengan cara suatu diepoksida. Rangkaian polimerisasinya melibatkan pembentukan ion alkoksida, adisi nukleofilik alkoksida ke karbon yang kurang terintangi dari cincin epoksida, kemudian penutupan cincin melalui substitusi internal ion klorida (Refiadi et al., 2018).
Resin epoksi termasuk dalam resin termoset. Pada polimer termoset resin cair diubah menjadi padatan yang keras dan getas yang terbentuk oleh ikatan silang kimiawi yang membentuk rantai polimer yang kuat. Resin termoset tidak mencair karena pemanasan.
Dalam melakukan fabrikasi menggunakan resin epoksi, pastikan bahwa resin dan aditif lainnya harus sudah tersebar secara merata sebelum katalis ditambahkan.
Kemudian pemberian katalis juga harus diperhatikan: terlalu banyak katalis akan mengakibatkan proses pengerasan terlalu cepat, sedangkan jika terlalu sedikit komposit yang terbentuk akan terbentuk under-cure (Hamsa, 2016).
2.1.2 Penguat (Reinforcement)
Reinforcement adalah salah satu bagian utama dari komposit yang berfungsi sebagai penanggung beban utama pada komposit. Bahan penguat (reinforcement) biasanya kaku dan tangguh (Aritonang, 2017). Bahan penguat yang umum digunakan adalah jenis partikel, serat serat alam, serat karbon, serat gelas dan keramik (Efendi, 2016).
Partikel sebagai bahan penguat sangat menentukan sifat mekanik dari komposit karena meneruskan beban yang didistribusikan oleh matrik. Ukuran, bentuk dan material partikel adalah faktor-faktor yang mempengaruhi sifat mekanik dari komposit partikel. Kelebihan dari komposit berpenguat partikel ialah kekuatan yang lebih seragam ke semua arah, dapat digunakan untuk meningkatkan kekuatan dan meningkatkan kekerasan material (Nugroho, 2016).
Pada penelitian ini, pengisi yang digunakan adalah fly ash dari PT.
SOCIMAS. Fly ash merupakan salah satu limbah bahan berbahaya dan beracun (B3) yang diperoleh dari hasil pembakaran batu bara. Pembangkit Listrik Tenaga Uap (PLTU) merupakan salah satu penghasil fly ash dalam jumlah yang sangat besar. Di Indonesia, produksi fly ash dari tahun ke tahun semakin meningkat seiring dengan peningkatan jumlah PLTU. Fly ash adalah limbah dari PLTU yang jika tidak dimanfaatkan maka akan menjadi masalah karena sifatnya yang merupakan limbah B3 (Sari et al., 2018). Fly Ash ini selain memenuhi kriteria sebagai bahan penguat, fly Ash juga memiliki sifat-sifat yang baik, seperti memiliki porositas rendah karena partikelnya halus. Bentuk partikel fly ash adalah bulat dengan permukaan halus, dimana hal ini sangat baik untuk workability (Sunardi et al., 2015). Berdasarkan komposisinya fly ash terdiri dari beberapa senyawa kimia seperti SiO2 64,97%, Al2O3 26,64%; Fe2O3 5,69%, CaO 0,33%, dan and MgO 0,85 % (Sulistiyo et al., 2017). Fly ash juga mengandung logam berat lainnya seperti As, Ba, Hg, Cr, Ni, V, Pb, Zn, dan Se (Dwivedi dan Jein, 2015).
2.1.3 Fasa Antarmuka (Interface)
Fasa antarmuka merupakan kawasan yang paling tinggi menerima tegangan selama dikenakan beban dari luar. Peranannya adalah memindahkan tegangan dari partikel ke partikel melalui matriks. Pada ikatan antarmuka yang kuat, pemindahan
beban atau tegangan akan berlaku efektif, sebaliknya pada ikatan antarmuka yang lemah, partikel akan terurai dari matriks apabila tegangan yang diterima lebih besar daripada ikatan antarmuka.
Berdasarkan beberapa penelitian yang telah dilakukan, terdapat beberapa fakta mengenai fasa antarmuka yaitu sebagai berikut (Castiqliana, 2015):
1. Fasa antarmuka menentukan sifat mekanik bahan komposit.
2. Ada beberapa mekanisme untuk menjelaskan pembentukan ikatan antarmuka matriks dan serat.
3. Fasa antarmuka serat - matriks sangat sensitif terhadap lingkungan.
4. Ada beberapa strategi yang dapat digunakan untuk meningkatkan ikatan antarmuka serat dan matriks seperti mengolah permukaan, ukuran dan sebagainya.
2.2 KATALIS TETA (TRIETILENTETRAAMIN)
Trietiltetraamin adalah poliamin yang berfungsi sebagai pengeras dalam pembuatan komposit. Ketika resin dan pengeras dicampur bersama, kelompok amina bereaksi dengan kelompok epoksida sehingga menghasilkan struktur keterikatan yang kaku dan kuat. Proses polimerisasinya disebut curing. Bahan yang dihasilkan merupakan polimer termoset (Darsa et al., 2015).
Katalis adalah bahan yang digunakan untuk memulai dan mempersingkat reaksi curing pada temperatur ruang. Katalis dapat menimbulkan panas saat curing dalam hal ini dapat merusak produk yang dibuat.
Pada proses pencampuran resin epoksi harus ditambahkan dengan suatu katalis. Pada penelitian ini katalis yang digunakan adalah katalis komersial berupa TETA (trietilentetraamin) yang fungsinya sebagai zat curing yakni untuk mempersingkat waktu pengerasan dari resin epoksi tersebut. Jumlah katalis TETA juga berpengaruh terhadap sifat mekanik komposit yang dihasilkan (Sugiyanto, 2014).
2.3 METODE PEMBUATAN KOMPOSIT
Pembuatan komposit dapat dihasilkan melalui beberapa metode. Metode- metode tersebut disesuaikan dengan jenis matrik yang digunakan sebagai penyusun komposit dan bentuk material komposit yang diinginkan.
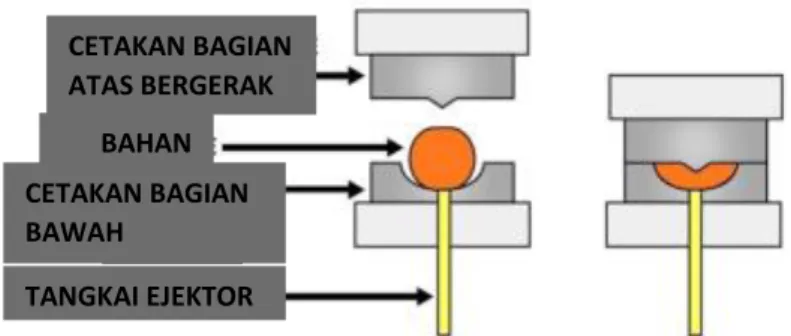
2.3.1 Close Molding Process (Pencetakan Tertutup) a. Compression Molding
Metode ini menggunakan cetakan yang ditekan pada tekanan tinggi sampai mencapai 1000 psi, diawali dengan mengalirkan resin dan zat pengisi dengan viskositas tinggi ke dalam cetakan, kemudian mold ditutup dan dilakukan penekanan terhadap material komposit tersebut, sehingga mengakibatkan mengerasnya material komposit secara permanen mengikuti bentuk cetakan. Prosesnya dapat dilihat pada Gambar 2.1.
Metode yang dilakukan dalam pembuatan komposit pada penelitian ini merujuk pada metode compression molding. Matriks dan pengisi dicampur dengan hingga homogen dengan perbandingan tertentu. Campuran yang sudah homogen dimasukkan katalis sebagai pengeras dengan perbandingan 2% dari berat resin (Hadavand et al., 2015), kemudian dicetak dan di press menggunakan compression molding pada tekanan 50, 60, dan 70 bar (Sousa et al., 2009).
Gambar 2.1 Compression Molding
b. Pultrusion
Pada metode pultrusion, pembentukan material komposit yang menggabungkan antara resin dan fiber berlangsung secara kontinu. Proses pultrusi digunakan pada pabrikasi komposit yang berprofil penampang lintang tetap. Pengisi yang digunakan diletakkan pada tempat yang khusus dengan menggunakan performing shapers dan guiders untuk membentuk karakteristiknya dan proses pengisian komposit dilakukan melalui resin bath atau wet out yaitu tempat di mana material diselubungi dengan cairan resin. Adanya panas akan mengaktifkan sistem
CETAKAN BAGIAN ATAS BERGERAK
BAHAN CETAKAN BAGIAN BAWAH
TANGKAI EJEKTOR BAHAN
curing sehingga akan mengubah fase resin menjadi padat. Prosesnya dapat dilihat pada Gambar 2.2.
Gambar 2.2 Metode Pultrusion
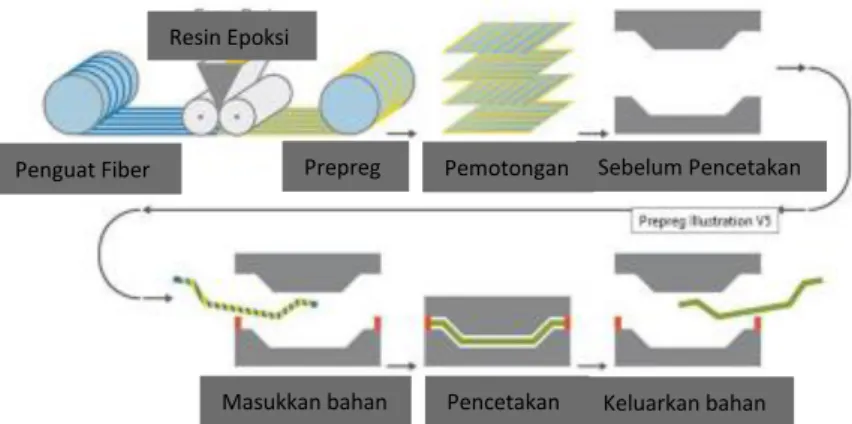
c. Prepreg
Metode ini merupakan metode advance dalam pembuatan komposit, dengan adanya pemanasan cetakan yang telah berisi komposit dimasukkan ke autoclave. Hal ini bertujuan untuk meningkatkan gaya tekan dari luar. Teknik menggunakan prepreg-vacuum bag-autoclave banyak dimanfaatkan untuk pembuatan peralatan pesawat terbang dan peralatan militer. Prosesnya dapat dilihat pada Gambar 2.3.
Gambar 2.3 Metode Prepreg
d. Wet Lay-Up
Pada metode ini, pengisi digabungkan dengan menggunakan tangan seperti pada metode hand lay-up untuk kemudian ditaruh ke dalam cetakan vacuum bag untuk mempercepat proses laminasi dan menghilangkan udara yang terperangkap
Serat Fiber
Bak Resin
Plat cetakan Pelelehan Penarik Pemotong
Penguat Fiber
Resin Epoksi
Prepreg Pemotongan a
Sebelum Pencetakan
Masukkan bahan Pencetakan Keluarkan bahan
yang dapat menimbulkan adanya void dalam produk komposit yang dicetak.
Prosesnya dapat dilihat pada Gambar 2.4.
Gambar 2.4 Metode Wet Lay-Up
e. Resin Trade Molding (RTM)
Pada proses ini (Gambar 2.5), resin ditransfer atau diinjeksikan ke dalam suatu tempat yang sebelumnya telah diisi dengan filler yang diletakkan di antara dua permukaan cetakan yang terdiri dari dua bagian yang satu disebut female dan yang lainnya disebut male. Pasangan cetakan tersebut lalu ditutup, diberi klem, kemudian resin berviskositas rendah diinjeksikan pada tekanan 50-100 psi ke dalam lubang cetakan melalui port injeksi. Resin diinjeksikan sampai memenuhi seluruh rongga cetakan hingga meresap dan membasahi seluruh material pengisi (Saragih, 2017).
Gambar 2.5 Metode Resin Trade Molding
Gel Pelapis Resin
Penggilas
Wadah kering
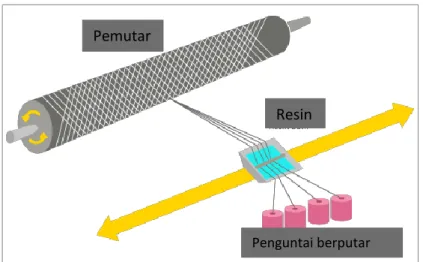
2.3.2 Open Molding Process (Pencetakan Terbuka) a. Filament Winding Process
Proses Pencetakan Terbuka (Gambar 2.6) memanfaatkan sistem gulungan benang pada sebuah sumbu putar. Serat komposit dibuat dalam bentuk benang digulung pada sebuah mandril yang dibentuk sesuai dengan bentuk rancangan benda teknik, misalnya berbentuk tabung, kemudian resin yang berfungsi sebagai matrik ituangkan bersamaan dengan proses penggulungan pengisi tersebut, sehingga keduanya merekat dan saling mengikat antara satu lapisan gulungan dengan gulungan berikutnya, sampai membentuk benda teknik yang direncanakan.
Gambar 2.6 Metode Filament Winding Process
b. Hand Lay-Up
Proses ini dilakukan pada suhu ruangan. Pengisi ditata sedemikian rupa mengikuti bentuk cetakan atau mandril. Kemudian resin dituangkan sebagai pengikat antar pengisi sehingga ukuran dan bentuk komposit menjadi sesuai dengan yang telah ditentukan sebelumnya. Prosesnya dapat dilihat pada Gambar 2.7.
Gambar 2.7 Metode Hand Lay-Up Pemutar
Resin
Penguntai berputar
2.4 PAPAN PARTIKEL
Papan partikel adalah salah satu jenis produk komposit yang terbuat dari partikel-partikel seperti kayu atau bahan-bahan berlignoselulosa lainnya yang diikat dengan bahan perekat. Papan partikel merupakan salah satu produk papan komposit yang bahan bakunya bisa berasal dari berbagai limbah. Limbah-limbah yang biasa digunakan sebagai bahan baku papan partikel adalah limbah kehutanan, pertanian, perkebunan, dan limbah rumah tangga. Standar papan partikel menurut Standar Nasional Indonesia (SNI) 03-2105-2006 disajikan pada Tabel 2.1.
Tabel 2.1 Standar Kualitas Papan Partikel Menurut Standar Nasional Indonesia (SNI) No. 03-2105-2006
Uraian Satuan Persyaratan
Daya Serap Air % Maks. 20
Kadar Air % Maks. 14
Kerapatan g/cm3 0,40 – 0,90
Pengembangan Tebal % Maks. 12
Kekuatan Tarik kgf/cm3 atau MPa Min. 3,1 atau 0,30 Sumber: BSN (2006)
2.5 KARAKTERISASI HASIL PENELITIAN 2.5.1 Analisis Kekuatan Tarik (Tensile Strength)
Kekuatan tarik adalah ukuran kekuatan suatu bahan ketika bahan tersebut menerima beban yang cenderung merenggangkan atau memperpanjang bahan tersebut. Kekuatan tarik umumnya ditentukan dengan meletakkan suatu bahan berbentuk panjang, kawat atau bentuk dumbbell terhadap gaya tarik (uji tarik satu sumbu) (Simanjuntak, 2013). Pengujian tarik merupakan pengujian mekanis berupa gaya tarik untuk melihat perilaku inheren dari material terhadap pembebanan tersebut. Prinsip pengujian tarik yaitu dengan memberikan tegangan aksial berupa tarikan pada kedua ujung atau salah satu ujung spesimen tarik hingga putus (Siagian, 2016).
Pada uji kekuatan tarik komposit ini digunakan standar ASTM D638. Kuat Tarik (tensile strength) dihitung dengan cara membagi tekanan maksimum dengan luas penampang minimum dari spesimen, dan dapat dalam satuan psi atau Pascal (lbf/in2) (Klyosov, 2007). Pengukuran tensile strength secara sistematis dapat dihitung menggunakan Persamaan 2.1 (Siagian, 2016).
𝜎 = (2.1) Dimana:
𝜎 = tegangan atau kekuatan tarik (kgf/mm2) Fmaks = beban maksimum (kgf)
A0 = luas penampang awal (mm2)
2.5.2 Analisis Penyerapan Air (Water Absorption)
Uji ini dilakukan untuk mengetahui terjadinya ikatan dalam polimer serta tingkatan atau keteraturan ikatan dalam polimer yang ditentukan melalui persentase penambahan berat polimer setelah mengalami penggembungan. Proses terdifusinya molekul pelarut kedalam polimer akan menghasilkan gel yang menggembung. Pada uji ketahanan air pada komposit ini digunakan standar ASTM D570-98. Ketahanan terhadap air sampel dihitung melalui Persamaan 2.2 (Setiani et al., 2013).
Air % =[ ] x 100% (2.2)
Dimana:
Wo = berat kering W = berat basah
Penyerapan air (water-absorption) dalam komposit merupakan kemampuan komposit dalam menyerap uap air dalam waktu tertentu. Penyerapan air pada komposit merupakan salah satu masalah terutama dalam penggunaan komposit di luar ruangan. Semua komposit polimer akan menyerap air jika berada di udara lembab atau ketika polimer tersebut dicelupkan di dalam air. Penyerapan air pada komposit berpenguat partikel memiliki beberapa pengaruh yang merugikan dalam sifatnya dan mempengaruhi kemampuannya dalam jangka waktu yang lama juga penurunan secara perlahan dari ikatan interface komposit serta menurunkan sifat mekanis komposit seperti kekuatan tariknya. Penurunan ikatan antarmuka komposit menyebabkan penurunan sifat mekanis komposit tersebut. Karena itu, pengaruh dari penyerapan air sangat vital untuk penggunaan komposit di lingkungan terbuka (Lokantara dan Ngakan, 2009).
2.5.3 Uji Kadar Air (Moisture Content)
Kadar air menunjukkan besarnya kandungan air di dalam suatu benda yang dinyatakan dalam persen (Wardani dkk., 2013). Prinsip dari uji kadar air adalah jumlah air yang dapat dikeluarkan dari papan partikel melalui pemanasan di dalam oven (SNI, 2006).
2.5.4 Densitas (Kerapatan)
Massa jenis (densitas) adalah pengukuran massa setiap satuan volume benda.
Semakin tinggi massa jenis suatu benda, maka semakin besar pula massa setiap volumenya. Satuan SI massa jenis adalah kg/m3, sedangkan satuan lainnya adalah g/cm3 (Setiani et al., 2013). Berat jenis merupakan ukuran kepadatan molekul dalam bahan, sehingga terkait berat dan volume komposit. Cara pengukuran berat jenis adalah dengan mengukur perbandingan antara berat dan volume komposit (Ummah, 2013). Metode sederhana dalam penentuan massa jenis relatif suatu bahan adalah dengan menimbang sampel baik pada udara dan air (ASTM D-792). Perhitungan untuk menentukan massa jenis dihitung menggunakan Persamaan 2.3 (Siagian, 2016).
𝜌 = (2.3) Dimana:
𝜌 = rapat massa/densitas (g/cm3) M = massa sampel (g)
V = volume sampel (cm3)
2.5.5 Analisis SEM (Scanning Electron Microscopy)
Scanning Electron Microscope (SEM) adalah sebuah mikroskop elektron yang didesain untuk mengamati permukaan objek solid secara langsung. SEM memiliki perbesaran 10 – 3.000.000 kali, depth of field 4 – 0,4 mm dan resolusi sebesar 1 – 10 nm. Kombinasi dari perbesaran yang tinggi, depth of field yang besar, resolusi yang baik, kemampuan untuk mengetahui komposisi dan informasi kristalografi membuat SEM banyak digunakan untuk keperluan penelitian dan industri. SEM memfokuskan sinar elektron (electron beam) di permukaan obyek dan
mengambil gambarnya dengan mendeteksi elektron yang muncul dari permukaan obyek (Farikhin, 2016).
BAB III
METODOLOGI PENELITIAN
3.1 LOKASI DAN WAKTU PENELITIAN
Pembuatan komposit dilakukan di Bengkel Alat Berat Van Risco Batam sedangkan pengujian dilakukan di Teaching Factory, Politeknik Negeri Batam.
Penelitian ini dilakukan kurang lebih selama 6 bulan.
3.2 ALAT DAN BAHAN 3.2.1 Alat
Pada penelitian ini alat yang digunakan adalah:
1. Aluminium foil 2. Ayakan 200 mesh 3. Batang pengaduk 4. Beaker glass 5. Cetakan
6. Compression molding 7. Desikator
8. Mistar
9. Neraca analitik 10. Oven
3.2.2 Bahan
Bahan yang digunakan dalam pembuatan komposit adalah:
1. Aquadest (H2O) 2. Limbah fly ash
3. Katalis trietilentetraamin (TETA) 4. Pelicin gliserin
5. Resin epoksi
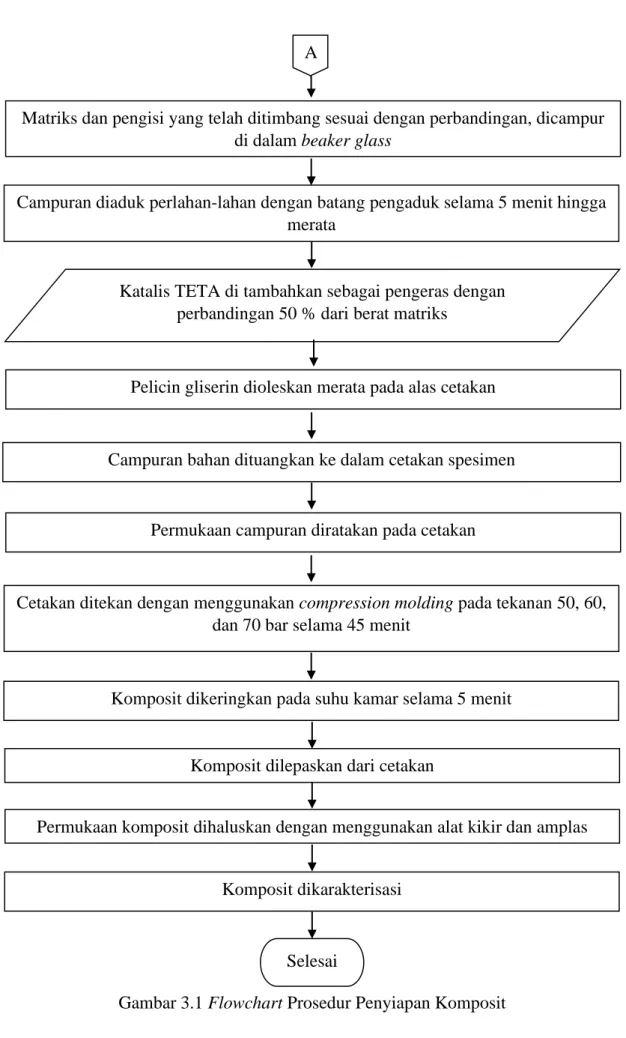
3.3 PROSEDUR DAN FLOWCHART PEMBUATAN KOMPOSIT
Prosedur penyiapan komposit yang dilakukan pada penelitian ini adalah sebagai berikut (Zulhanif, 2010 dan Hakim, 2009).
1. Filler partikel fly ash diayak dengan ayakan berukuran 200 mesh.
2. Matriks epoksi dan partikel fly ash ditimbang menggunakan neraca digital dengan perbandingan berat pengisi 10%, 20%, 30%, dan 40% dari berat total campuran.
2. Matriks dan pengisi yang telah ditimbang sesuai dengan perbandingan, dicampur di dalam beaker glass.
3. Campuran diaduk perlahan-lahan dengan batang pengaduk selama 5 menit hingga merata.
4. Katalis TETA di tambahkan sebagai pengeras dengan perbandingan 50% dari berat matriks.
5. Pelicin gliserin dioleskan merata pada alas cetakan.
6. Campuran bahan dituangkan ke dalam cetakan spesimen.
7. Permukaan campuran diratakan pada cetakan.
8. Cetakan ditekan dengan menggunakan compression molding pada tekanan 50, 60, dan 70 bar selama 45 menit.
9. Komposit dikeringkan pada suhu kamar selama 5 menit.
10. Komposit dilepaskan dari cetakan.
11. Permukaan komposit dihaluskan dengan menggunakan alat kikir dan amplas.
12. Komposit di karakterisasi.
Flowchart prosedur penyiapan komposit dapat dilihat pada Gambar 3.1.
Matriks epoksi dan partikel fly ash ditimbang menggunakan neraca digital dengan perbandingan berat pengisi 10%, 20%, 30%, dan 40% dari berat total campuran
Mulai
A
Filler partikel fly ash diayak dengan ayakan 200 mesh
Gambar 3.1 Flowchart Prosedur Penyiapan Komposit
Matriks dan pengisi yang telah ditimbang sesuai dengan perbandingan, dicampur di dalam beaker glass
Selesai
Katalis TETA di tambahkan sebagai pengeras dengan perbandingan 50 % dari berat matriks
Pelicin gliserin dioleskan merata pada alas cetakan
Campuran bahan dituangkan ke dalam cetakan spesimen
Permukaan campuran diratakan pada cetakan
Cetakan ditekan dengan menggunakan compression molding pada tekanan 50, 60, dan 70 bar selama 45 menit
Komposit dilepaskan dari cetakan
Komposit dikeringkan pada suhu kamar selama 5 menit
Permukaan komposit dihaluskan dengan menggunakan alat kikir dan amplas
Komposit dikarakterisasi
Campuran diaduk perlahan-lahan dengan batang pengaduk selama 5 menit hingga merata
A
3.4 ANALISIS PRODUK KOMPOSIT DAN PARTIKEL FLY ASH 3.4.1 Analisis Kekuatan Tarik (Tensile Strength)
Analisis kekuatan tarik (tensile strength) merupakan salah satu sifat mekanis yang mendasar dari suatu produk komposit. Sifat ini merupakan sifat yang penting bagi komposit dan umum digunakan untuk karateriksasi produk komposit. Kekuatan tarik dari suatu bahan komposit didefinisikan sebagai besar beban maksimum (Fmaks) yang dibutuhkan untuk membuat spesimen bahan yang memiliki luas penampang awal (Ao) putus.
Dalam analisis kekuatan tarik ini, produk komposit dipotong membentuk spesimen ASTM D638 untuk keperluan pengujian yang dapat dilihat pada Gambar 3.2. Analisis kekuatan tarik dilakukan dengan menggunakan tensometer (universal testing machine). Alat tensometer pada awalnya dikondisikan pada beban 100 kgf dengan kecepatan 500 mm/menit. Selanjutnya, spesimen uji tarik dijepit kuat dengan penjepit yang sudah ada pada alatnya. Lalu mesin dihidupkan dan spesimen akan mulai ditarik. Spesimen diamati hingga putus, dicatat tegangan maksimum dan regangannya. Kekuatan tarik dihitung dengan Persamaan 3.1 (ASTM, 2005).
Kekuatan Tarik (kg/cm2) = (3.1)
Gambar 3.2 Ukuran Dimensi Spesimen Kekuatan Tarik ASTM D638-10 Tipe IV Keterangan gambar:
W (width of narrow section) = 6 mm
T (Thickness) = 3,2 mm
L (length of narrow section) = 33 mm WO (width overall) = 19 mm LO (length overall) = 115 mm
G (gage length) = 25 mm
D (distance between grips) = 65 mm R (radius of fillet) = 14 mm
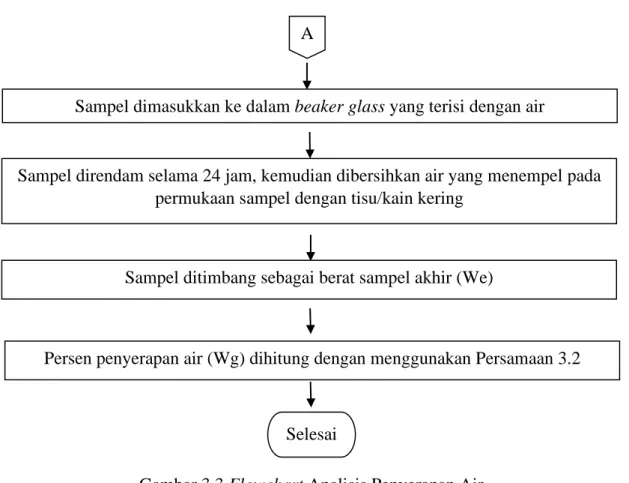
3.4.2 Analisis Penyerapan Air (Water Absorption)
Analisis penyerapan air dari komposit dengan prosedur sebagai berikut (ASTM, 2005):
1. Contoh sampel diambil dari hasil uji kekuatan tarik komposit.
2. Sampel ditimbang untuk mengetahui berat awal (Wo).
3. Sampel dimasukkan ke dalam beaker glass yang terisi dengan air.
4. Sampel direndam selama 24 jam, kemudian dibersihkan air yang menempel pada permukaan sampel dengan tisu/kain kering.
5. Sampel ditimbang sebagai berat sampel akhir (We).
6. Persen penyerapan air (Wg) dihitung dengan menggunakan Persamaan 3.2.
(3.2)
Dimana:
Wg = persen penyerapan air (%)
We = berat sampel setelah perendaman (g) Wo = berat sampel sebelum perendaman (g)
Flowchart uji penyerapan air komposit dapat dilihat pada Gambar 3.3.
Sampel ditimbang untuk mengetahui berat awal (Wo) Contoh sampel diambil dari hasil uji kekuatan tarik komposit
Mulai
Gambar 3.3 Flowchart Analisis Penyerapan Air
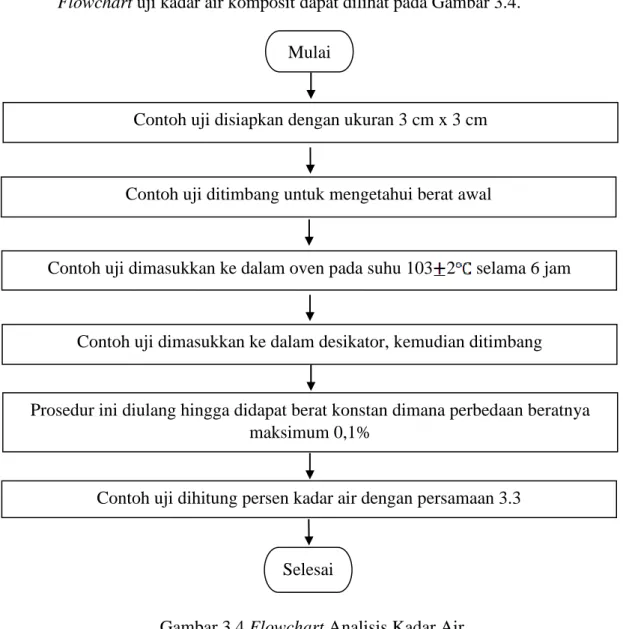
3.4.3 Analisis Kadar Air (Moisture Content)
Analisis kadar air dari komposit dilakukan dengan prosedur sebagai berikut (SNI, 2006):
1. Contoh uji disiapkan dengan ukuran 3 x 3 cm.
2. Contoh uji ditimbang untuk mengetahui berat awal (Ba).
3. Contoh uji dikeringkan dalam oven pada suhu 103 2 .
4. Contoh uji dimasukkan ke dalam desikator, kemudian ditimbang.
5. Kegiatan ini diulang hingga beratnya konstan (berat kering mutlak/Bk) dimana perbedaan beratnya maksimum 0,1%.
6. Kadar air contoh uji selanjutnya dihitung dengan menggunakan Persamaan 3.3.
Kadar air = x 100% (3.3) Dimana:
Ba = berat awal (g)
Bk = berat kering mutlak (g)
Sampel dimasukkan ke dalam beaker glass yang terisi dengan air
Selesai
Sampel direndam selama 24 jam, kemudian dibersihkan air yang menempel pada permukaan sampel dengan tisu/kain kering
Sampel ditimbang sebagai berat sampel akhir (We) A
Persen penyerapan air (Wg) dihitung dengan menggunakan Persamaan 3.2
Flowchart uji kadar air komposit dapat dilihat pada Gambar 3.4.
Gambar 3.4 Flowchart Analisis Kadar Air
Gambar 3.4 Flowchart Analisis Kadar Air
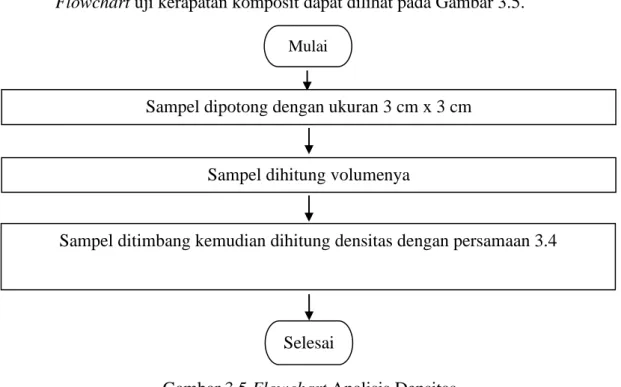
3.4.4 Analisis Kerapatan (Density)
Analisis kerapatan dari komposit dengan prosedur sebagai berikut (ASTM, 1991):
1. Sampel dipotong dengan ukuran 3 cm x 3 cm dengan tebal tertentu, kemudian dihitung volumenya.
2. Potongan ditimbang dan rapat massa ditentukan dengan membagi massa dengan volumenya (g/cm3). Perhitungan densitas dilakukan menggunakan Persamaan 3.4.
= (3.4)
Contoh uji disiapkan dengan ukuran 3 cm x 3 cm
Contoh uji dihitung persen kadar air dengan persamaan 3.3 Mulai
Prosedur ini diulang hingga didapat berat konstan dimana perbedaan beratnya maksimum 0,1%
Selesai
Contoh uji ditimbang untuk mengetahui berat awal
Contoh uji dimasukkan ke dalam oven pada suhu 103 2 selama 6 jam
Contoh uji dimasukkan ke dalam desikator, kemudian ditimbang
Flowchart uji kerapatan komposit dapat dilihat pada Gambar 3.5.
Gambar 3.5 Flowchart Analisis Densitas
3.4.5 Analisis Scanning Electron Microscope (SEM)
Analisis ini memiliki tujuan untuk mengetahui morfologi permukaan dari suatu bahan. Analisis SEM menggunakan alat mikroskop elektron scanning Model Phenom Pro X. Sampel yang akan dianalisis adalah komposit yang telah terbentuk.
Mulai
Sampel ditimbang kemudian dihitung densitas dengan persamaan 3.4 Sampel dipotong dengan ukuran 3 cm x 3 cm
Sampel dihitung volumenya
Selesai
BAB IV
HASIL DAN PEMBAHASAN
4.1 KARAKTERISASI KOMPOSIT EPOKSI – FLY ASH
4.1.1 Pengaruh Perbandingan Komposisi Fly Ash dan Tekanan Compression Molding Terhadap Kekuatan Tarik (Tensile Strength)
Tujuan pengujian kekuatan tarik adalah untuk mengetahui seberapa besar gaya yang diperlukan untuk menarik bahan hingga terputus. Semakin besar nilai kekuatan tarik suatu bahan berarti dibutuhkan gaya yang lebih besar untuk menarik bahan. Pengaruh perbandingan komposisi matriks : pengisi dan tekanan compression molding terhadap kekuatan tarik (tensile strength) komposit epoksi – fly ash dapat dilihat pada Gambar 4.1.
Gambar 4.1 Pengaruh perbandingan komposisi matriks : pengisi dan tekanan compression molding terhadap kekuatan tarik (tensile strength) komposit epoksi – fly ash
Dari Gambar 4.1 terlihat bahwa dengan meningkatknya komposisi pengisi fly ash akan meningkatkan nilai kekuatan tarik komposit karena dengan bertambahnya pengisi fly ash mampu menahan gaya yang lebih kuat yang diberikan pada komposit.
Nilai kekuatan tarik komposit epoksi – fly ash meningkat hingga mencapai nilai 68,74 MPa pada perbandingan matriks : pengisi = 70 : 30 dan tekanan 70 bar, namun mengalami penurunan pada perbandingan matriks : pengisi = 60 : 40 dan tekanan 70
bar dengan nilai 62,43 MPa. Peningkatan nilai kekuatan tarik yang terjadi diakibatkan oleh ikatan antara matriks dan pengisi yang semakin baik seiring dengan peningkatan komposisi fly ash. Hal ini sesuai dengan penelitian Suminta (2016) dimana fly ash memiliki area kontak permukaan yang besar yang memungkinkan terjadinya pembasahan, serta mengikat kuat dengan matriks dan memberikan efek terhadap peningkatan dalam kekuatan tarik. Penurunan nilai kekuatan tarik pada perbandingan komposisi epoksi : fly ash = 60 : 40 ini disebabkan ketika komposisi pengisi telah jenuh (saturated), maka partikel pengisi tidak sanggup lagi menampung epoksi di rongga-rongga fly ash yang menyebabkan pembasahan tidak berjalan sempurna. Hal ini sesuai dengan penelitian Mawardi (2015) dimana terjadinya penurunan kekuatan tarik karena komposisi pengisi melewati batas optimum sehingga menyebabkan interface pengisi dan matriks menjadi lemah.
Dari Gambar 4.1 juga dapat diketahui bahwa kekuatan tarik komposit meningkat seiring dengan peningkatan tekanan pada compression molding. Hal ini karena ketika tekanan diberikan kepada komposit maka kesempatan matriks masuk ke rongga-rongga fly ash lebih mudah terjadi. Ketika penambahan besar tekanan, kerapatan komposit akan meningkat sehingga komposit yang dihasilkan akan menjadi lebih kuat. Hal ini sesuai dengan penelitian Lykidis dan Grigoriou (2011) yang melakukan variasi tekanan compression molding pada pembuatan komposit epoksi – serbuk kayu, peningkatan tekanan dari 10 hingga 40 bar menyebabkan peningkatan kekuatan mekanik dari 29,78 hingga 44,12 MPa.
Menurut SNI 03-2105-2006, nilai kekuatan tarik pada pembuatan papan partikel minimal 0,30 MPa. Dari hasil uji kekuatan tarik yang didapat, untuk semua variasi komposisi dan tekanan memiliki nilai kekuatan tarik yang sudah sesuai dengan SNI papan partikel, karena memiliki nilai lebih tinggi dari nilai standar minimum. Hasil yang didapat memiliki rentang nilai 49,91 – 68,74 MPa. Pada penelitian terdahulu yang dilakukan oleh Gulo et al. (2013), pada pembuatan komposit epoksi – palem serai didapat hasil uji kekuatan tarik dengan rentang nilai 31 – 96 MPa.
4.1.2 Pengaruh Perbandingan Komposisi Fly Ash dan Tekanan Pada Compression Molding Terhadap Sifat Penyerapan Air (Water Absorption) Komposit
Analisis sifat penyerapan air adalah untuk menunjukkan apakah suatu komposit dapat mengalami kerusakan apabila keadaan terendam. Ketika komposit direndam dalam air, air akan berdifusi ke dalam komposit. Hal ini perlu dihindari karena air dapat merusak struktur komposit dari dalam sehingga menurunkan sifat- sifat mekanik komposit. Penyerapan air bahan komposit semakin meningkat dengan penambahan komposisi bahan pengisi seperti ditampilkan pada Gambar 4.2.
Penyerapan air mencapai titik jenuh setelah perendaman selama 72 jam, dimana komposit tidak menyerap air lagi dan kandungan air dalam komposit konstan.
Gambar 4.2 Pengaruh Waktu Perendaman Terhadap Penyerapan Air (Water Absorption) Komposit Epoksi – Fly Ash pada Tekanan 70 bar
Penambahan komposisi fly ash menyebabkan terjadinya peningkatan persentase air komposit epoksi – fly ash pada perbandingan 90 : 10 sebesar 0,622 % hingga mencapai nilai 1,831 % pada perbandingan 60 : 40. Hal ini disebabkan oleh pengisi fly ash yang mengalami penyerapan air, karena fly ash merupakan salah satu adsorben yang banyak digunakan. Sifat fly ash sebagai adsorben dan penyaring molekul karena terdapat mineral silika dan alumina dimungkinkan karena struktur fly ash yang berongga, sehingga fly ash mampu menyerap sejumlah besar molekul yang berukuran lebih kecil (Sunardi et al., 2015). Penambahan pengisi pada komposit
akan mengakibatkan kenaikan persentase penyerapan air, namun apabila terlalu banyak ditambahkan matriks tidak mampu membasahi pengisi dengan baik. Hal ini akan melemahkan adhesi antarmuka matriks dan pengisi sehingga menyebabkan variasi dalam pembentukan celah di daerah antarmuka. Peningkatan celah di antarmuka dapat meningkatkan jumlah molekul air untuk dapat menembus komposit dan terjebak di dalam celah. Hal yang sama juga diperoleh oleh Kaymaci et al.
(2017), peningkatan komposisi pengisi dari 95 : 5 hingga 75 : 25 menyebabkan peningkatan persentase penyerapan air dari 0,417 hingga 0,954 %, dimana semakin banyak konten pengisi dari fly ash akan membuat persentase water absorption naik.
Gambar 4.3 juga menunjukkan bahwa penyerapan air bahan komposit semakin meningkat dengan penambahan komposisi bahan pengisi. Peningkatan tekanan compression molding menyebabkan terjadinya penurunan persentase penyerapan air komposit epoksi – fly ash pada perbandingan 90 : 10 pada tekanan 50 bar sebesar 0,791 % hingga menurun pada angka 0,622 % pada tekanan 70 bar.
Peningkatan tekanan pada saat pencetakan komposit dapat mengurangi void dan meningkatkan ikatan antarmuka antara matriks dan pengisi. Oleh itu, persentase penyerapan air komposit semakin menurun seiring dengan peningkatan tekanan compression molding (Younesi dan Bahrololoom, 2009).
Gambar 4.3 Pengaruh Perbandingan Komposisi Matriks : Pengisi dan Tekanan Compression Molding Terhadap Penyerapan Air (Water Absorption) Komposit Epoksi – Fly Ash
Menurut SNI 03-2105-2006, nilai penyerapan air pada pembuatan papan partikel maksimal 20 %. Nilai penyerapan air untuk semua variasi pada penelitian ini sudah sesuai dengan SNI papan partikel, karena memiliki rentang nilai 0,622 – 2,573
%. Sebagai perbandingan, pada penelitan yang dilakukan oleh Gulo et al. (2013), nilai penyerapan air komposit epoksi – palem serai memiliki rentang nilai 0,57 – 4,89
%.
4.1.3 Pengaruh Perbandingan Komposisi Fly Ash dan Tekanan Pada Compression Molding Terhadap Kadar Air (Moisture Content) Komposit Epoksi – Fly Ash
Komposit epoksi – fly ash mengalami peningkatan kadar air seiring dengan penambahan komposisi bahan pengisi (Gambar 4.4). Persen kadar air telah konstan karena komposit mencapai berat kering mutlak dimana jumlah air yang dapat dikeluarkan dari papan partikel melalui pemanasan di dalam oven telah konstan.
Gambar 4.4 Pengaruh Waktu Pengeringan Terhadap Kadar Air (Moisture Content) Komposit Epoksi – Fly Ash pada Tekanan 70 bar
Penambahan komposisi fly ash menyebabkan terjadinya peningkatan kadar air komposit epoksi – fly ash pada perbandingan 90 : 10 sebesar 3,148 % hingga mencapai nilai 5,285 % pada perbandingan 60 : 40. Hal ini disebabkan oleh bertambahnya komposisi fly ash akan membuat rongga yang lebih banyak pada bahan komposit, nilai kadar air komposit epoksi – fly ash dengan komposisi matriks
yang minim memiliki nilai kadar air yang jauh lebih tinggi dibandingkan dengan komposisi matriks yang lebih banyak. Hal ini sesuai dengan penelitian yang telah dilakukan Mawardi (2015).
Peningkatan jumlah matriks berpengaruh positif pada nilai kadar air karena matriks yang lebih banyak akan menutupi rongga dengan sempurna dan tidak mudah terhidrolisis. Kadar air yang terlalu tinggi menyebabkan ikatan rekat menjadi lemah.
Pengaruh perbandingan komposisi matriks : pengisi dan tekanan compression molding terhadap sifat penyerapan air (water absorption) komposit epoksi – fly ash dapat dilihat pada Gambar 4.5.
Gambar 4.5 Pengaruh Perbandingan Komposisi Matriks : Pengisi dan Tekanan Compression Molding Terhadap Kadar Air (Moisture Content) Komposit Epoksi – Fly Ash
Dari Gambar 4.5 terlihat bahwa kadar air bahan komposit semakin meningkat dengan penambahan komposisi bahan pengisi. Dari gambar terlihat bahwa peningkatan tekanan compression molding menyebabkan terjadinya penurunan persentase kadar air komposit epoksi – fly ash pada perbandingan 90 : 10 pada tekanan 50 bar sebesar 6,952 % hingga menurun pada angka 3,148 % di tekanan 70 bar. Peningkatan tekanan pada saat pencetakan komposit dapat mengurangi rongga yang terbentuk dan meningkatkan ikatan antarmuka antara matriks dan pengisi.
Maka dengan peningkatan tekanan compression molding, persentase kadar air komposit akan semakin menurun (Zamzami et al. 2013). Hasil yang diperoleh telah
sesuai teori, dimana semakin besar tekanan compression molding pada saat pencetakan komposit menyebabkan penurunan persentase kadar air komposit.
Kadar air komposit pada penelitian ini berada pada rentang nilai 3,148 – 8,982%. Dengan demikian, komposit yang dihasilkan telah memenuhi SNI 03-2105- 2006 yang mempersyaratkan kadar air maksimal 14 % pada papan partikel. Pada penelitian yang dilakukan oleh Gulo et al. (2013), nilai penyerapan air komposit epoksi – palem saray memiliki rentang nilai 0,89 – 8,94 %.
4.1.4 Pengaruh Perbandingan Komposisi Fly Ash dan Tekanan Compression Molding Terhadap Densitas Komposit
Analisis densitas adalah pengukuran kepadatan molekul dalam bahan, sehingga terkait berat dan volume komposit. Komposit epoksi – fly ash mengalami peningkatan nilai densitas seiring dengan penambahan komposisi bahan pengisi (Gambar 4.6), tetapi pada penambahan komposisi pengisi selanjutnya terjadi penurunan nilai densitas yang diakibatkan oleh penurunan konsentrasi disekitar pengisi.
Gambar 4.6 Pengaruh Perbandingan Matriks : Pengisi dan Tekanan Compression Molding Terhadap Densitas Komposit Epoksi – Fly Ash
Dari Gambar 4.6 dapat dilihat bahwa penambahan fly ash dan tekanan compression molding terhadap densitas komposit diperoleh densitas tertinggi sebesar 0,828 g/cm3 pada perbandingan matriks : pengisi = 70 : 30 dan tekanan 70 bar,
sedangkan nilai densitas yang terendah pada perbandingan matriks : pengisi = 90 : 10 pada tekanan 50 bar yaitu 0,564 g/cm3.
Semakin bertambahnya komposisi fly ash yang ditambahkan, maka dapat dilihat nilai densitas yang diperoleh juga semakin meningkat. Nilai densitas tertinggi diperoleh pada perbandingan matriks : pengisi = 70 : 30 pada tekanan 70 bar.
Namun, pada penambahan pengisi selanjutnya pada tekanan yang sama didapatkan penurunan nilai densitas yaitu sebesar 0,797 g/cm3. Hal ini disebabkan oleh penambahan pengisi yang menyebabkan tidak terjadinya pembasahan antara pengisi dan matriks pada komposit sehingga menurunkan interaksi antara pengisi dan matriks. Ketika penambahan pengisi maka suatu saat akan tercapai titik optimum yang membuat sifat mekanik dari komposit menjadi menurun. Hal ini telah dibuktikan oleh penelitian dari Silva et al. (2013) pada pembuatan komposit polipropilen – zeolit, peningkatan komposisi pengisi dari 60 : 40 hingga 50 : 50 menyebabkan penurunan nilai densitas dari 0,662 hingga 0,598 g/cm3, dimana penurunan densitas terjadi karena ada penambahan pengisi yang membuat konsentrasi daerah sekitar pengisi berkurang.
Dari Gambar 4.6 dapat dilihat dengan kenaikan besar tekanan compression molding akan meningkatkan nilai densitas, terlihat bahwa semakin tinggi tekanan yang digunakan pada pembuatan komposit epoksi – fly ash, akan menghasilkan komposit yang lebih tinggi kerapatannya. Hal tersebut sesuai dengan penelitian Lee et al. (2007), peningkatan tekanan berpengaruh dalam menghasilkan komposit yang lebih padat (dense).
Menurut SNI 03-2105-2006, nilai densitas pada pembuatan papan partikel memiliki nilai 0,40 – 0,90 g/cm3. Dari hasil uji densitas yang didapat, untuk semua variasi komposisi dan tekanan memiliki nilai densitas yang sudah sesuai dengan teori, karena memiliki rentang nilai 0,564 – 0,828 g/cm3. Pada penelitian yang dilakukan oleh Gulo et al. (2013), nilai densitas komposit epoksi – palem serai memiliki rentang nilai 0,858 – 1,173 g/cm3.
4.1.5 Analisis Scanning Electron Microscopy (SEM) Komposit Epoksi Berpengisi Fly Ash
Tujuan dilakukan analisis Scanning Electron Microscopy (SEM) adalah untuk mempelajari sifat morfologi terhadap sampel. Gambar 4.7 menunjukkan karakterisasi SEM dari sampel putus komposit epoksi – fly ash.
(a)
(b)
Gambar 4.7 Karakterisasi SEM (a) Komposit Epoksi – Fly Ash Pada Komposisi Matriks : Pengisi = 60 : 40 Tekanan 50 bar (b) Komposit Epoksi – fly ash Pada Komposisi Matriks : Pengisi = 70 : 30 Tekanan 70 bar
Epoksi
Fly Ash Epoksi tidak
berikatan dengan baik dengan fly ash
Epoksi Fly Ash
Epoksi berikatan dengan baik dengan fly ash
Dari Gambar 4.7 terlihat perbedaan antara (a) karakterisasi sampel putus komposit epoksi – fly ash pada perbandingan matriks : pengisi = 60 : 40 dan tekanan 50 bar dan (b) karakterisasi sampel putus komposit epoksi – fly ash pada perbandingan matriks : pengisi = 70 : 30 dan tekanan 70 bar.
Pada perbandingan matriks : pengisi = 60 : 40 dan tekanan 50 bar, dapat dilihat matriks dan pengisi tidak berikatan dengan baik karena pengisi sudah melewati batas komposisi optimumnya sehingga tidak terjadi pembasahan pengisi fly ash dengan matriks dan campuran yang mempunyai homogenitas kurang baik. Pada perbandingan perbandingan matriks : pengisi = 70 : 30 dan tekanan 70 bar, dapat dilihat matriks dan pengisi berikatan dengan baik, matriks yang menutupi pengisi saling mengikat satu sama lain sehingga partikel dapat bersatu membentuk suatu ikatan yaitu papan partikel. Kekuatan ikatan matriks sangat tergantung jumlah yang digunakan. Hal ini sesuai dengan penelitian Mawardi (2015) pada pembuatan komposit epoksi – kayu kelapa sawit, dimana ketika komposisi pengisi melewati batas optimum (saturated) sehingga menyebabkan interface pengisi dan matriks menjadi lemah, kemudian tingkat homogenitas yang kurang baik saat pencampuran antara pengisi dengan matriks, menyebabkan pada bagian tertentu terlihat pengisi tidak sempurna ditutupi oleh matriks.
BAB V
KESIMPULAN DAN SARAN
5.1 KESIMPULAN
1. Peningkatan komposisi fly ash dan kenaikan tekanan compression molding mampu meningkatkan nilai kekuatan fisik serta mekanik komposit epoksi – fly ash. Menurut SNI papan partikel, nilai kekuatan tarik minimum 0,30 MPa. Nilai kekuatan tarik komposit yang diperoleh sudah sesuai SNI papan partikel karena memiliki rentang nilai 49,91 – 68,74 MPa.
2. Peningkatan komposisi fly ash menyebabkan nilai penyerapan air meningkat dan peningkatan tekanan compression molding akan menyebabkan nilai penyerapan air menurun. Menurut SNI papan partikel, nilai penyerapan air maksimum 20 %.
Nilai penyerapan air komposit yang diperoleh sudah sesuai SNI papan partikel untuk semua variasi karena memiliki rentang nilai 0,622 – 2,573 %.
3. Peningkatan komposisi fly ash akan menyebabkan nilai kadar air meningkat dan peningkatan tekanan compression molding akan menyebabkan nilai kadar air menurun. Menurut SNI papan partikel, nilai kadar air maksimum 14 %. Nilai kadar air komposit yang diperoleh sudah sesuai SNI papan partikel untuk semua variasi karena memiliki rentang nilai 3,148 – 8,982 %.
4. Peningkatan komposisi fly ash akan menyebabkan nilai densitas meningkat dan peningkatan tekanan compression molding akan meningkatkan nilai densitas.
Menurut SNI papan partikel, nilai densitas memiliki persyaratan dengan rentang nilai 0,40 – 0,90 g/cm3. Nilai densitas komposit yang diperoleh sudah sesuai dengan SNI papan partikel untuk semua variasi karena memiliki rentang nilai 0,564 – 0,828 g/cm3.
5. Dari hasil yang diperoleh, maka dapat disimpulkan bahwa komposit dengan komposisi epoksi : fly ash = 70:30 dan tekanan compression molding 70 bar merupakan formula terbaik dari penelitian ini.