Pengukuran Kerja dengan Cara Tidak Langsung ( Indirect Time Study )
Pengukuran kerja dengan Stop-watch Time Study dan Sampling kerja, keduanya merupakan kegiatan pengukuran secara langsung. Pengertian “langsung” dalam hal ini dimaksudkan bahwa kegiatan pengamatan/pengukuran untuk memperoleh data pengamatan (waktu atau prosentasi idle) haruslah dilaksanakan secara langsung di tempat kegiatan yang ingin diukur dilaksanakan. Di lain pihak dikenal pula adanya pengukuran kerja secara tidak langsung seperti Time Study Stsndard Data dan Predeterminal Time System.
Seringkali elemen-elemen kerja dari suatu aktifitas berulangkali dilaksanakan atau dijumpai dalam suatu kegiatan produksi. Dalam kasus ini tidak perlu dilakukan time study secara detail untuk setiap aktifitas yang harus dilaksanakan; melainkan cukup dilakukan time study secara detail sekali dan kemudian data mengenai elemen-elemen aktifitas tersebut dicatat, dihitung, dan disimpan dalam sebuah standard data file. Kemudian di lain kesempatan bila mana dijumpai suatu kegiatan lain tetapi memiliki unsur-unsur elemen aktifitas yang sama dengan yang di standardkan tersebut maka kita tinggal mengambil dan mengaplikasikannya langsung dari data yang dimiliki.
Time study standard data, bisa dikatakan sebagai nilai waktu normal yang tidak didapatkan dari perhitungan waktu secara langsung, melainkan dari perhitungan waktu langsung dari elemen yang bersangkutan yang telah dilakukan sebelumnya.
Kegunaan dari aplikasi standard data jelas banyak sekali. Meskipun demikian harus dipahami bahwasannya standard data tidak selalu bisa diaplikasikan terutama sekali bila dijumpai adanya elemen-elemen kerja yang belum pernah diamati ataupun diukur waktunya. Untuk ini perlu dilakukan pengukuran untuk elemen-elemen kerjayang belum ada data waktu standardnya tersebut dengan menggunakan prosedur umum.
Keuntungan pokok dari pemakain standard data antara lain sebagai berikut:
Pelaksanaan time study akan bisa lebih cepat dan murah.
Tidak diperlukan time study analyst yang terlalu trampil didalam penentuan waktu standard.
Mengurangi kericuhan yang mungkin terjadi di lapangan seperti halnya yang biasa dijumpai setiap kali aktivitas time study di selenggarakan.
Kerugian utamanya adalah proses perhimpunan standard data yang harus dilaksanakan secara intensif pada aktifitas study sebelumnya yang mana dalam hal ini akan memerlukan biaya yang tidak sedikit.
Bilamana suatu pekerjaan atau kegiatan bisa dipecah dan dibagi dalam elemen-elemen kegiatan yang kecil-kecil (dalam hal ini disimpulkan bahwa elemen-elemen kegiatan terkecil adalah berbentuk elemen gerakan kerja),maka sampai pada suatu titik tertentu kita akan menjumpai bahwa suatu kegiatan akan bisa disintesiskan dari elemen-elemen gerakan tersebut. Dengan mengukur waktu dari setiap elemen-elemen gerakan atau elemen-elemen kerja terkecil tersebut maka waktu yang diperlukan untuk menyelesaikan suatu kegiatan bisa ditentukan dengan cara mensintesiskan waktu-waktu elemen gerakan yang sesuai. Pendekatan ini dikenal dengan Predetermined Time System.
Predetermined Time System pada prinsipnya hampir sama dengan dengan standard data dimana dalam hal ini nilai-nilai waktu diperoleh dari tabel yang tercatat sebelumnya. Kedua kegiatan ini diklasifikasikan sebagai pengukuran waktu kerja secara tidak langsung. Ada dua macam aktifitas Predetermined Time System yang dikenal luas aplikasinya yaitu faktor-faktor kerja (work factor) dan methods time measurement (MTM). Disini nilai-nilai waktu dari berbagai macam elemen kerja dicari dari berbagai macam cara. Cara yang umum diaplikasikan dalam hal ini adalah dengan menggunakan movie camera yang mencatat gerakan-gerakan kerja secara detail dan mikro (mikromotion analysis). Pendekatan lainnya adalah dengan menggunakan electronic timing devices.
b. Cara tak langsung
Cara tak langsung adalah suatu cara untuk menentukan waktu baku yang data-datanya tidak langsung dilakukan di tempat berlangsungnya aktivitas/perkerjaan tetapi cukup menggunakan data-data masa lampau yang telah dibukukan untuk pekerjaan-pekerjaan yang sejenis.
- Pengukuran waktu data waktu baku - Pengukuran data waktu gerakan
Dengan demikian waktu baku tersebut dapat diperoleh dengan menagplikasikan rumus berikut.
Rumus (1) Merupakan Rumus sera umum yang paling banyak dipakai menghitung waktu baku, Meskipun sebenarnya rumus tersebut kurang teliti bilamana dibandingkan dengan rumus (2).
(1) Wn = Ws x p
P adalah faktor penyesuaian
1 siklus rata-rata normal, p1 untuk bekerjanya terlalu lambat atau sebaliknya..
Hitung waktu baku
(2) Wb = Wn = ( Wn x 1 )
Dimana 1 adalah kelonggaran atau allowance yang diberikan kepada pekerja untuk menyelesaikan pekerjaannya disamping waktu normal .
Pengukuran Waktu
Sistem pengukuran kerja praktis mencakup : 1. Pengukuran waktu aktual yang diobservasi
2. Penyesuaian waktu yang diobservasi untuk memperoleh “waktu normal” melalui pemeringkatan kerja
GERABAH .
Proses pembuatan gerabah pada dasarnya memiliki tahapan yang sama untuk setiap kriyawan. Demikianjuga halnya dengan proses pembuatan gerabah yang dipasarkan di Bali, yang membedakan adalah perbedaan alat yang dipakai dalam proses pengolahan bahan dan proses pembentukan /perwujudan.
Perbedaan alat merupakan salah satu faktor penyebab perbedaan kualitas akhir yang dicapai oleh masingmasing kriyawan. Misalnya dalam proses pembentukan badan gerabah dengan teknik putar, ada kriyawan yang menggunakan alat tradisional dengan tenaga gerak kaki atau tangan, sementara kriyawan yang sudah lebih maju ada menggunakan alat putar dengan tenaga listrik (electrick wheel). Kelebihan alat yang kedua dibandingkan yang pertama adalah lebih stabil dalam pengoperasiannya serta lebih efesien dalam waktu dan tenaga. Perbedaan alat tersebut dapat dilihat pada contoh berikut.
Tahapan proses pembuatan gerabah : a. Tahap persiapan
Dalam tahapan ini yang dilakukan kriyawan adalah :
1). Mempersiapkan bahan baku tanah liat (clay) dan menjemur 2). Mempersiapkan bahan campurannya
b. Tahap pengolahan bahan.
Pada tahapan ini bahan diolah sesuai dengan alat pengolahan bahan yang dimiliki kriyawan. Alat pengolahan bahan yang dimiliki masing-masing kriyawan gerabah dewasa ini banyak yang sudah
mengalami kemajuan jika dilihat dari perkembangan teknologi yang menyertainya. Walaupun masih
banyak kriyawan gerabah yang masih bertahan dengan peralatan tradisi dengan berbagai pertimbangan dianggap masih efektif. Pengolahan bahan ini dapat dilakukan dengan dua cara yaitu pengolahan bahan secara kering dan basah. Pada umumnya pengolahan bahan gerabah yang diterapkan kriyawan gerabah tradisional di Indonesia adalah pengolahan bahan secara kering. Teknik ini dianggap lebih efektif dibandingkan dengan pengolahan bahan secara basah, karena waktu, tenaga dan biaya yang diperlukan lebih lebih sedikit. Sedangkan pengolahan bahan dengan teknik basah biasanya dilakukan oleh kriyawan yang telah memiliki peralatan yang lebih maju. Karena pengolahan secara basah ini akan lebih banyak memerlukan peralatan dibandingkan dengan pengolahan secara kering. Misalnya : bak perendam tanah, alat pengaduk (mixer), alat penyerap air dan lain-lain.
Pengolahan bahan secara kering dilakukan melalui tahapan sebagai berikut : 1). Penumbukan bahan sampai halus.
2). Pengayakan hasil tumbukan
3). Pencampuran bahan baku utama (tanah) dengan bahan tambahan (pasir halus atau serbuk batu
padas, dll) dengan komposisi tertentu sesuai kebiasaan yang dilakukan kriyawan gerabah masingmasing.
Kemudian tanah yang telah tercampur ditambahkan air secukupnya dan diulek sampai rata
dan homogen. Selanjutnya bahan gerabah sudah siap dipergunakan untuk perwujudan badan
gerabah. Pencampuran ini bertujuan untuk memperkuat body gerabah pada saat pembentukan dan
pembakaran.
c. Tahap pembentukan badan gerabah.
Beberapa teknik pembentukan yang dapat diterapkan, antara lain : teknik putar (wheel/throwing), teknik cetak (casting), teknik lempengan (slab), teknik pijit (pinching), teknik pilin (coil), dan gabungan dari beberapa teknik diatas (putar+slab, putar+pijit, dan lain-lain). Pembentukan gerabah ini juga dapat dilihat dari dua tahapan yaitu tahap pembentukan awal (badan gerabah) dan tahap pemberian dekorasi/ornamen.
sederhana. Teknik pijit adalah teknik dasar membuat gerabah sebelum dikenal teknik pembentukan yang lain. Teknik ini masih digemari oleh pembuat keramik Jepang untuk membuat mangkok yang
mementingkan sentuhan tangan yang khas.
Beberapa teknik yang berkaitan dengan pembentukan badan gerabah :
a. Teknik pinching (pilinan) b. Teknik coil (pilinan)
c. Teknik membuat bahan lempengan (slab).
d. Gabungan teknik cetak dan slab. e. Teknik putar (wheel).
d. Tahap pengeringan.
e. Tahap pembakaran.
Proses pembakaran (the firing process) gerabah umumnya dilakukan sekali, berbeda dengan
badan keramik yang tergolong stoneneware atau porselin yang biasanya dibakar dua kali yaitu pertama
a. Desain tungku ladang (open pitfiring) .
b. Tungku ladang di Gwari TribeNigeria Utara. Tungku jenis ini disebut sebagai ‘primitive kiln’
c. Desain tungku bundar yangmerupakan penyerpurnaan dari tungku ladang. d. Tungku bundar yang dipergunakan di Sokoto, Nigeria. Tungku jenis ini masih
digolongkan sebagai ‘primitive kiln’.
e. Desain tungku botol, penyerpurnaan dari desain-desain tungku sebelumnya.
f. Tungku botol di Abjuba, Nigeria Utara yang didesainoleh Michael Cardew. (Sumber : Rhodes, Daniel, 1968 :3,8, 64).
g. Salah satu tungku ladang /pembakaran terbuka yang dipergunakan pembuat gerabah Banten (Jawa Barat).
h. Tungku ladang juga diterapkan oleh pembuat gerabah Banyuning, Kab. Buleleng, Bali.
d. Tahap Finishing
Pengukuran kerja secara tidak langsung adalah pengukuran kerja dengan menggunakan metode standar data. Pengukuran kerja secara tidak langsung antara lain menggunakan: a.
Data Waktu Baku (standard data)
Metode ini biasanya digunakan untuk mengukur kerja mesin atau satu operasi tertentu saja, diman data yang diperoleh sama sekali tidak bisa digunakan untuk jenis operasi lainnya. Oleh karena itu, metode ini khusus diaplikasikan untuk elemen kegiatan konstan seperti
set-up ,
loading/unloading, handling machine
dan sebagainya. Keuntungan dari metode ini yaitu akan mengurangi aktifitas pengukuran kerja tertentu, mempercepat proses yang diperlukan untuk penetapan waktu baku yang dibutuhkan untuk penyelesaian pekerjaan.
b. Data Waktu Gerakan ( Predetermined Time System
) Pengukuran waktu kerja secara tidak langsung dengan data waktu gerakan yaitu pengukuran waktu yang tidak langsung berdasarkan elemen-elemen pekerjaaannnya, melainkan berdasarkan elemen-elemen gerakannya. Elemen
II-4
gerkan timbul dari gagasan konsep Therbligs
yang dikemukakan oleh Frank dan Lilian Gilberth. Secara garis besar masing-masing gerakan Therbligs
dapat didefinisikan sebagai berikut (Wignjosoebroto, 1995) 1.
Mencari. 10. Memeriksa. 2.
Memilih. 11. Merakit. 3.
Memegang (Grasp). 12. Mengurai Rakit. 4.
Menjangau/Membawa Tanpa Beban. 13. Memakai. 5.
Memegang Untuk Memakai. 15. Kelambatan yang Dapat Terhindarkan. 7.
Melepas. 16. Merencanakan. 8.
Mengarahkan. 17. Istirahat Untuk Menghilangkan Lelah. 9.
Mengarahkan Awal. Menetapkan waktu baku dengan pengukuran metode ini menggunakan data waktu gerakan yang terdiri atas sekumpulan data waktu dan prosedur sistematis yang dilakukan dengan menganalisa dan membagi setiap operasi kerja yang dilakukan secara manual kedalam gerakan-gerakan kerja, gerakan anggota tubuh/gerakan-gerakan manual lainnya. Data waktu gerakan ini terdiri dari: a)
Work Faktor (WF) System Faktor kerja ( work factor
) adalah salah satu sistem diantara data sistem-sistem yang dikembangkan sebagai data waktu gerakan. Pada factor kerja, suatu pekerjaan dibagi atas elemen-elemen gerak Menjangkau (
Reach
), Membawa ( Move ), Memegang ( Grasp
), Mengarahkan Sementara ( Preposition
), dan Proses Mental ( Mental Process
), sesuai dengan pekerjaan yang bersangkutan
1. Waktu Baku
Berisi data dari waktu yang diperlukan untuk menyelesaikan suatu pekerjaan yang telah ditelit pada waktu yang lalu.
Dengan demikian bila ada kegiatan yang sama dengan kegiatan yang waktunya sudah ada sebelumnya, maka waktu penyelesaian pekerjaan itu sudah dapat ditentukan.
Waktu yang dibutuhkan secara WAJAR oleh pekerja NORMAL untuk menyelesaikan pekerjaannya yang dikerjakan dalam system kerja Terbaik Saat Itu.
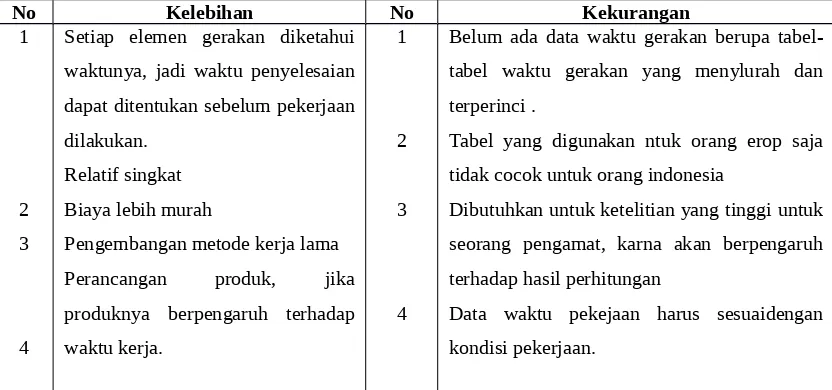
No Kelebihan No Kekurangan Perancangan produk, jika produknya berpengaruh terhadap waktu kerja.
1
2
3
4
Belum ada data waktu gerakan berupa tabel-tabel waktu gerakan yang menylurah dan terperinci .
Tabel yang digunakan ntuk orang erop saja tidak cocok untuk orang indonesia
Dibutuhkan untuk ketelitian yang tinggi untuk seorang pengamat, karna akan berpengaruh terhadap hasil perhitungan
Data waktu pekejaan harus sesuaidengan kondisi pekerjaan.
2. Waktu normal
Waktu penyelesaian pekerjaan yang diselesaikan pekerja dalam kondisi wajar
3. Data Waktu Gerakan
Pengertan : data waktu dari elemen-elemen gerakan baku, bukan data elemen pekerjaan tapi jauh lebih detl lagi yaitu elemen gerakan Terdiri dari :
a. Analisa waktu gerakan (MTA) b. Waktu gerakan baku (MTS) c. Waktu gerakan dimensi (DMT) d. Faktor kerja (WF)
e. Pengukuran waktu metode (MTM)
A. Metode time measurement (MTM)
Pengukuran Waktu Metoda (Methods-Time Measurement) adalah suatu sistem penetapan awal waktu baku yang dikembangkan berdasarkan studi gambar gerakan-gerakan kerja dari suatu operasi kerja industri yang direkam dalam film.
Sistem ini didefenisikan sebagai suatu prosedur untuk menganalisa setap operasi atau metoda kerja (manual operaton) ke dalam gerakan-gerakan dasar yang diperlukan untuk melaksanakan kerja tersebut, dab kemudian menetapkan stantard waktu dari masing-masing gerakan tersebut berdasarkan ,acam gerakan dan kondisi-kondisi kerja masing-masing yang ada.
The data for the development of MTM was obtained from motion pictures (using mechanical cameras) of skilled workers performing a wide range of motions.
Each motion was separately defined and tabulated for setting the standard times, MTM was accepted as a standard method in many countries all over the world
MTM-1 – the basic MTM module
Basic time unit: TMU = time Measurement Unit
1 TMU = 0.00001 hour
= 0.0006 min
= 0.036 sec
Elemen dasar
Reach (R): move the hand or finger to a destination – affected by the length of the motion and
the type of reach
Move (M): transport an object to a destination – affected by length of a motion, the weight of
the object and the type of move
Grasp (G): secure sufficient control on one or more objects with the fingers or hand in order to
Position (P): align, orient, and engage object with another object (when only minor motions
required) – affected by the ease of handling, symmetry and the amount of pressure required for insertion
Release (RL): relinquish control of an object by the fingers or hand
Disengage (D): break contact between one object to another – affected by the amount of effort
required
Turn (T): the motion employed to turn the hand, either empty or loaded, by a movement that
rotates the hand, wrist, and forearm about the long axis of the forearm – affected by the degree of rotation and by the weight of the object
Apply pressure (AP)
Eye Travel (ET): considered only when the eyes must direct the hand or the body movements (includes eye focus and eye travel time) – affected by the distance between the travel points and the distance between the eye to the line of travel
Body leg and foot motion (BMF): other motions which are associated with the body and legs (walking, standing, bending etc.)
B. MOST
Atau lebih sederhana dikatakan sebagai perpindahan objek. Dalam metode MOST objek dipindahkan menurut dua cara
Diambil dan dipindahkan secara bebas
Diambil dan digerakkan dengan menggeser diatas permukaan benda lain
Pemisahan model urutan gerakan ini dibedakan atas 3 urutan gerakan yang ketga-tganya menggambarkan kerja manual.
1. Urutan Gerakan Umum (The general move sequence). 2. Urutan gerakan terkendali (The controlled move sequence). 3. Urutan gerakan memakai alat (The tool use sequence).
Urutan Gerakan Umum (The general move sequence).
• Pemindahan objek secara manual dari satu tempat ke tempat lain secara bebas.
• Dengan urutan kegiatan dalam gerakan umum :
– A : jarak gerakan (acton distance), terutama dalam arah horizontal
– B : gerakan badan (body moton), terutama dalam arah vertkal
– G : proses pengendalian (gain control)
– P : penempatan (place)
Urutan gerakan terkendali (The controlled move sequence).
• A meliput semua gerakan atau perpindahan jari, tangan, kaki, dengan dengan pembebanan atau tdak.
• B gerakan badan
• G semua gerakan manual yang dilakukan untuk mendapatkan pengendalian objek dan juga gerak melepaskan pengendalian.
• P meluruskan objek, mengurut objek, sebelum pengendalian objek dilepaskan
Urutan gerakan memakai alat (The tool use sequence).
A meliput semua gerakan atau perpindahan jari, tangan, kaki, dengan dengan pembebanan atau
tdak.
B gerakan badan
G semua gerakan manual yang dilakukan untuk mendapatkan pengendalian objek dan juga gerak
melepaskan pengendalian.
Manual Handling
Activity Seguence Model Subactivities
General Move ABG ABP A A - Action Distances
B - Body Motion G - Gain Control P – Place
Controlled Move ABG MXIA M - Move controlled
X - Process time I – Align
Tool Use ABG ABP ABPA F – Fasten
BAB III
PEMBAHASAN
Dalam studi ini kami mencoba membahas studi kasusu ini mengunakan penghitungan kerja secara tdak langsung dengan mencarri waktu baku terlebih dahulu dari
Data waktu baku
Data waktu Proses pewarnaan
Pengukuruan Tidak Langsung
Sebagai contoh akan kami coba untuk menetapkan waktu baku untuk proses pewarnaan pada sarung tenun ikat Tradisional
N o
Deskripsi Kegiatan Waktu/mnt
1 Mengambil benang yang sudah di ikat 0.5
2 Memindahkan air pada bak pencelupan 0.3
3 Memindahkan benang pada bak pencelupan 0.2
4 Mencelupkan benang 0.1
5 Memukuli benang dengan alat 5
6 Memeras benang 2
7 Pengulangan pemeresan 1
8 Pencelupan benang dengan bahan pewarna 3
9 Pengulangan pencelupan 6
10 Mengambil benang 0.5
11 Membawa ketempat pengeringan 3
12 Menempatkan benang pada tempat pengeringan 1
13 Pelepasan benang dengan solder 5
Total 30,7
Waktu Normal
Wn = Ws x p
Wn = 30,7 x 1
= 30,7
Wn = waktu normal
Ws = waktu standart
P = 1 bekerja secara normal
P < bekrja terlalu lambat
P > bekerja terlalu cepat
Waktu baku
WB = WN + 1 (ellowance)
WB = 30,7 + 1
= 31,7
Waktu siklus
Ws = ∑ Xi / N
Ws = 30,7 / 13
= 2,36
Jadi didapatkan perhitungan waktu sebagai berikut
Waktu baku : 31,7 menit
BAB III
KESIMPULAN
4. Waktu Baku
Berisi data dari waktu yang diperlukan untuk menyelesaikan suatu pekerjaan yang telah ditelit pada waktu yang lalu.
Dengan demikian bila ada kegiatan yang sama dengan kegiatan yang waktunya sudah ada sebelumnya, maka waktu penyelesaian pekerjaan itu sudah dapat ditentukan.
Waktu yang dibutuhkan secara WAJAR oleh pekerja NORMAL untuk menyelesaikan pekerjaannya yang dikerjakan dalam system kerja Terbaik Saat Itu.
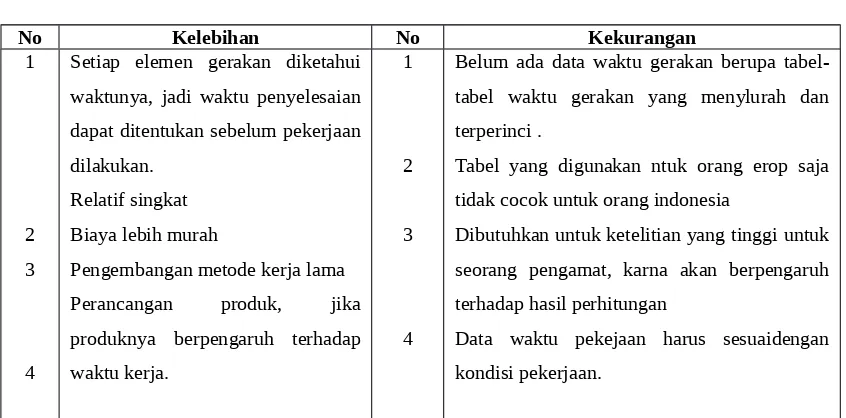
No Kelebihan No Kekurangan Perancangan produk, jika produknya berpengaruh terhadap waktu kerja.
1
2
3
4
Belum ada data waktu gerakan berupa tabel-tabel waktu gerakan yang menylurah dan terperinci .
Tabel yang digunakan ntuk orang erop saja tidak cocok untuk orang indonesia
Dibutuhkan untuk ketelitian yang tinggi untuk seorang pengamat, karna akan berpengaruh terhadap hasil perhitungan
Data waktu pekejaan harus sesuaidengan kondisi pekerjaan.
5. Waktu normal
Waktu penyelesaian pekerjaan yang diselesaikan pekerja dalam kondisi wajar
WB = WN + 1
6. Data Waktu Gerakan
Pengertan : data waktu dari elemen-elemen gerakan baku, bukan data elemen pekerjaan tapi jauh lebih detl lagi yaitu elemen gerakan Terdiri dari :
a. Analisa waktu gerakan (MTA) b. Waktu gerakan baku (MTS) c. Waktu gerakan dimensi (DMT) d. Faktor kerja (WF)
e. Pengukuran waktu metode (MTM)
f. Maynard operation sequence time (MOST)
A. Metode time measurement (MTM)
Pengukuran Waktu Metoda (Methods-Time Measurement) adalah suatu sistem penetapan awal waktu baku yang dikembangkan berdasarkan studi gambar gerakan-gerakan kerja dari suatu operasi kerja industri yang direkam dalam film.
Sistem ini didefenisikan sebagai suatu prosedur untuk menganalisa setap operasi atau metoda kerja (manual operaton) ke dalam gerakan-gerakan dasar yang diperlukan untuk melaksanakan kerja tersebut, dab kemudian menetapkan stantard waktu dari masing-masing gerakan tersebut berdasarkan ,acam gerakan dan kondisi-kondisi kerja masing-masing yang ada.
The data for the development of MTM was obtained from motion pictures (using mechanical cameras) of skilled workers performing a wide range of motions.
Each motion was separately defined and tabulated for setting the standard times, MTM was accepted as a standard method in many countries all over the world
MTM-1 – the basic MTM module
Basic time unit: TMU = time Measurement Unit
= 0.0006 min
= 0.036 sec
Elemen dasar
Reach (R): move the hand or finger to a destination – affected by the length of the motion and
the type of reach
Move (M): transport an object to a destination – affected by length of a motion, the weight of
the object and the type of move
Grasp (G): secure sufficient control on one or more objects with the fingers or hand in order to
permit the performance of the next required motion – affected by the size shape and location of the object
Position (P): align, orient, and engage object with another object (when only minor motions
required) – affected by the ease of handling, symmetry and the amount of pressure required for insertion
Release (RL): relinquish control of an object by the fingers or hand
Disengage (D): break contact between one object to another – affected by the amount of effort
required
Turn (T): the motion employed to turn the hand, either empty or loaded, by a movement that
rotates the hand, wrist, and forearm about the long axis of the forearm – affected by the degree of rotation and by the weight of the object
Apply pressure (AP)
Eye Travel (ET): considered only when the eyes must direct the hand or the body movements (includes eye focus and eye travel time) – affected by the distance between the travel points and the distance between the eye to the line of travel
B. MOST
Atau lebih sederhana dikatakan sebagai perpindahan objek. Dalam metode MOST objek dipindahkan menurut dua cara
Diambil dan dipindahkan secara bebas
Diambil dan digerakkan dengan menggeser diatas permukaan benda lain
Untuk tap tpe kegiatan bisa terjadi urutan gerakan yang berbeda-beda. Oleh sebab itu dilakukan pemisahan model urutan kegiatan dalam metode MOST.
Pemisahan model urutan gerakan ini dibedakan atas 3 urutan gerakan yang ketga-tganya menggambarkan kerja manual.
4. Urutan Gerakan Umum (The general move sequence). 5. Urutan gerakan terkendali (The controlled move sequence). 6. Urutan gerakan memakai alat (The tool use sequence).
Urutan Gerakan Umum (The general move sequence).
• Pemindahan objek secara manual dari satu tempat ke tempat lain secara bebas.
• Dengan urutan kegiatan dalam gerakan umum :
– A : jarak gerakan (acton distance), terutama dalam arah horizontal
– B : gerakan badan (body moton), terutama dalam arah vertkal
– G : proses pengendalian (gain control)
– P : penempatan (place)
Urutan gerakan terkendali (The controlled move sequence).
• A meliput semua gerakan atau perpindahan jari, tangan, kaki, dengan dengan pembebanan atau tdak.
• B gerakan badan
• G semua gerakan manual yang dilakukan untuk mendapatkan pengendalian objek dan juga gerak melepaskan pengendalian.
Urutan gerakan memakai alat (The tool use sequence).
A meliput semua gerakan atau perpindahan jari, tangan, kaki, dengan dengan pembebanan atau
tdak.
B gerakan badan
G semua gerakan manual yang dilakukan untuk mendapatkan pengendalian objek dan juga gerak
melepaskan pengendalian.
P meluruskan objek, mengurut objek, sebelum pengendalian objek dilepaskan.
Manual Handling
Activity Seguence Model Subactivities
General Move ABG ABP A A - Action Distances
B - Body Motion G - Gain Control P – Place
Controlled Move ABG MXIA M - Move controlled
X - Process time I – Align
Tool Use ABG ABP ABPA F – Fasten
BAB III
PEMBAHASAN
Dalam studi ini kami mencoba membahas studi kasusu ini mengunakan penghitungan kerja secara tdak langsung dengan mencarri waktu baku terlebih dahulu dari
Data waktu baku
Data waktu Proses pewarnaan
Pengukuruan Tidak Langsung
Sebagai contoh akan kami coba untuk menetapkan waktu baku untuk proses pewarnaan pada sarung tenun ikat Tradisional
N o
Deskripsi Kegiatan Waktu/mnt
1 Mengambil benang yang sudah di ikat 0.5
2 Memindahkan air pada bak pencelupan 0.3
3 Memindahkan benang pada bak pencelupan 0.2
4 Mencelupkan benang 0.1
5 Memukuli benang dengan alat 5
6 Memeras benang 2
7 Pengulangan pemeresan 1
8 Pencelupan benang dengan bahan pewarna 3
9 Pengulangan pencelupan 6
10 Mengambil benang 0.5
11 Membawa ketempat pengeringan 3
12 Menempatkan benang pada tempat pengeringan 1
13 Pelepasan benang dengan solder 5
Total 30,7
Waktu Normal
Wn = Ws x p
Wn = 30,7 x 1
= 30,7
Wn = waktu normal
Ws = waktu standart
P = 1 bekerja secara normal
P < bekrja terlalu lambat
P > bekerja terlalu cepat
Waktu baku
WB = WN + 1 (ellowance)
WB = 30,7 + 1
= 31,7
Waktu siklus
Ws = ∑ Xi / N
Ws = 30,7 / 13
= 2,36
Jadi didapatkan perhitungan waktu sebagai berikut
Waktu baku : 31,7 menit
BAB III
KESIMPULAN
PMTS
2.2.1 Pengukuran Kerja secara Langsung
Metode pengukuran langsung yaitu mengamati secara langsung pekerjaan yang dilakukan oleh operator dan mencatat waktu yang diperlukan oleh operator dalam melakukan pekerjaannya dengan terlebih dahulu membagi operasi kerja dalam elemen-elemen kerja yang sedetail mungkin dengan syarat masih bisa diamati dan diukur. Kemudian dari hasil pengamatan dan pengukuran tersebut akan didapatkan waktu baku ataupun distribusi waktu operator untuk mengerjakan pekerjaan tersebut. Ada dua metode yang digunakan pada pengukuran langsung yaitu metode jam henti
(Stopwatch Time Study) dan metode
work sampling .
3 2.2.1.1
Metode Stopwatch Time Study (STS)
Pengukuran waktu kerja menggunakan jam henti diperkenalkan Frederick W. Taylor pada abad ke-19. Metode ini baik untuk diaplikasikan pada pekerjaan yang singkat dan berulang (
repetitive
direct labour
). Pengukuran kerja ini dapat diaplikasikan pada industri manufaktur dengan jumlah output yang konstan untuk selang waktu yang lama.
2.2.1.2
Metode
Work Sampling
Work Sampling, Ratio Delay Study, atau
Random Delay Study
adalah suatu teknik kerja untuk mengadakan sejumlah pengamatan terhadap aktivitas kerja dari mesin, proses atau pekerja/operator. Pengukuran kerja dengan metode
work sampling
ini seperti halnya dengan pengukuran kerja dengan jam henti diklasifikasikan sebagai pengukuran kerja secara langsung karena pelaksanaan kegiatan pengukuran harus secara langsung di tempat kerja yang diteliti. Teknik
sampling
kerja pertama kali digunakan oleh seorang sarjana Inggris bernama L.H.C. Tippett dalam aktivitas penelitianya di industri tekstil. Selanjutnya cara atau metode
sampling
kerja telah terbukti sangat efektif dan efisien untuk digunakan dalam mengumpulkan informasi mengenai kerja mesin atau operatornya. Dikatakan efektif karena metode ini dengan cepat dan mudah dapat dipakai untuk menentukan waktu longgar (
allowance time)
yang tersedia dalam suautu pekerjaan, pendayagunaan mesin sebaik-baiknya, dan penetapan waktu baku untuk proses produksi. Dibandingkan dengan metoda kerja yang lain, metode ini akan terasa jauh lebih efisien karena informasi yang dikehendaki akan didapatkan dalam waktu relatif lebih singkat dengan biaya yang tidak terlalu besar.
2.2.2 Pengukuran Kerja Secara Tidak Langsung
Metode pengukuran secara tidak langsung yaitu merekam pekerjaan yang dilakukan oleh operator menggunakan alat bantu (video) dan kemudian mencatat waktu operasinya di lain tempat kemudian menganalisanya menggunakan metode tabel PMTS, MOST, dan sebagainya. Waktu-waktu yang diamati dicatat berdasarkan jarak antar tempat kerja dan elemen-elemen kerja yang sedetail mungkin dengan syarat masih bisa diamati dan diukur. Kemudian dari hasil
pengamatan dan pengukuran tersebut akan didapatkan waktu baku ataupun distribusi waktu operator untuk mengerjakan pekerjaan tersebut.
4 2.2.2.1
Westing House System’s Rating
melakukan kerja. Westig House menetapkan 4 faktor yang dapat dijadikan bahan penilaian pekerja (dua diantaranya ditambahakan dari faktor yang dinyatakan oleh Beudeux), yaitu kecakapan (skill), usaha (effort), kondisi kerja (condition), dan kekonsistensian pekerja (consistency) dari operator dalam melakukan kerja. Untuk ini,
westing house
telah membuat suatu tabel performance rating yang berisikan nilai –
nilai angka yang berdasarkan tingkatan yang ada untuk masing –
masing faktor tersebut sesuai dengan yang tertera pada tabel 1.1. Tabel 1.1 Performance rating Westing House System
SKILL EFFORT Kelas Lambang Penyesuaian Kelas Lambang Penyesuaian Superskill A1 +0,15 Superskill A1 +0,13 A2 +0,13 A2 +0,12 Excellent B1 +0,11 Excellent B1 +0,10 B2 +0,08 B2 +0,08 Good C1 +0,06 Good C1 +0,05 C2 +0,03 C2 +0,02 Average D 0,00 Average D 0,00 Fair E1 -0,05 Fair E1 -0,04 E2 -0,10 E2 -0,08 Poor F1 -0,16 Poor F1 -0,12 F2 -0,22 F2 -0,17
CONDITION CONSISTENSY Kelas Lambang Penyesuaian Kelas Lambang Penyesuaian Ideal A +0,06 Ideal A +0,04 Excellent B +0,04 Excellent B +0,03 Good C +0,02 Good C +0,01 Average D 0,00 Average D 0,00 Fair E -0,03 Fair E -0,02 Poor F -0,07 Poor F -0,04 Nilai dari performance rating didapat dari menjumlahkan seluruh penyesuaian dari masing-masing fakot kemudian ditambah 1. Untuk lebih jelasnya dapat dilihat pada rumus (2-1). Performance Rating (p) = 1+(