BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Kebun Batang Serangan dibuka pada tahun 1910 yang dikelola oleh pemerintahan Belanda dengan nama perusahaan NV.BDM (Breningde Deli Maatscappinjen). Pada tahun 1958 pemerintah Negara Kesatuan Republik
Indonesia (NKRI) mengambil alih perusahaan tersebut dan diberi nama PPN Baru (Pusat Perkebunan Negara Baru). Peralihan dan pergantian nama perusahaan Kebun Batang Serangan dapat disampaikan sebagai berikut:
1. Pada tahun 1910 NV. Berenigde Deli Maatscappijen (NV.BDN) 2. Pada tahun 1950 menjadi Pusat Perkebunan Negara Baru (PPN Baru) 3. Pada tahun 1961 menjadi Pusat Perkebunan Negara (PPN) Sumut-II 4. Pada tahun 1963 menjadi Pusat Perkebunan Negara (PPN) Karet-II 5. Pada tahun 1969 menjadi Perusahaan Negara Perkebunan (PNP) Karet-II 6. Pada tahun 1976 menjadi PT. Perkebunan-II (Persero)
2.2. Visi, Misi dan Nilai Budaya
2.2.1. Visi Perusahaan
Visi perusahaan PT. Perkebunan Nusantara II Batang Serangan adalah
”Dari perusahaan perkebunan menjadi perusahaan multi usaha berdaya saing tinggi”
2.2.2. Misi Perusahaan
Misi perusahaan PT. Perkebunan Nusantara II Batang Serangan adalah “Mengoptimalkan seluruh potensi sumber daya dan usaha, memberikan kontribusi optimal, menjaga kelestarian dan penambahan nilai”
2.2.3. Nilai Budaya
Nilai budaya perusahaan PT. Perkebunan Nusantara II Batang Serangan adalah “Professional, kesetaraan, kemakmuran, kejujuran, integritas dan kerja sama”
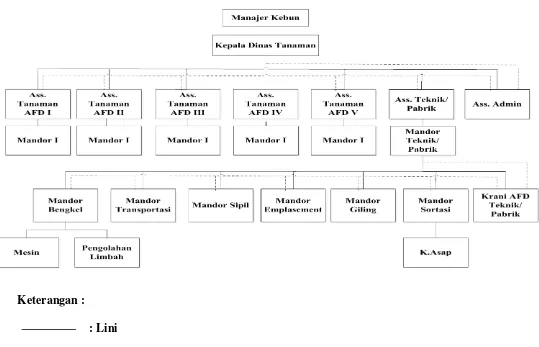
2.3. Struktur Organisasi
Keterangan :
: Lini
--- : Fungsional
2.4. Jumlah Tenaga Kerja dan Jam Kerja
2.4.1. Jumlah Tenaga Kerja
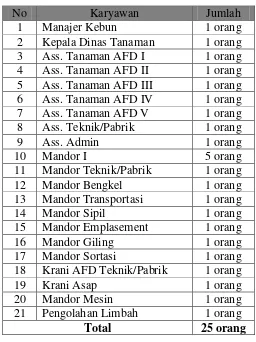
Jumlah karyawan pimpinan PT. Perkebunan Nusantara II Batang Serangan dapat dilihat pada Tabel 2.1
Tabel 2.1. Jumlah Karyawan Pimpinan PT. Perkebunan Nusantara II
Batang Serangan
11 Mandor Teknik/Pabrik 1 orang
12 Mandor Bengkel 1 orang
13 Mandor Transportasi 1 orang
14 Mandor Sipil 1 orang
15 Mandor Emplasement 1 orang
16 Mandor Giling 1 orang
17 Mandor Sortasi 1 orang
18 Krani AFD Teknik/Pabrik 1 orang
19 Krani Asap 1 orang
20 Mandor Mesin 1 orang
21 Pengolahan Limbah 1 orang
Total 25 orang
2.4.2. Jam Kerja
Ketentuan jam kerja di PT. Perkebunan Nusantara II Batang Serangan dapat dibagi menjadi 2 bagian sebagai berikut:
Senin-Jumat
Waktu kerja : 07.00-16.00 WIB Waktu istirahat : 12.00-13.00 WIB Sabtu
Waktu kerja : 07.00-14.00 WIB Waktu istirahat : 11.00-13.00 WIB 2. Waktu kerja karyawan produksi
Untuk karyawan produksi terbagi atas 3 shift (Senin-Minggu) yaitu: Shift I : 07.00-15.00 WIB
Shift II : 15.00-23.00 WIB Shift II : 23.00-07.00 WIB
2.5. Ruang Lingkup Bidang Usaha
PT. Perkebunan Nusantara II Batang Serangan merupakan perusahaan yang bergerak dalam bidang pengolahan karet dengan menghasilkan produk
Ribbed smoke sheet yaitu untuk jenis RSS I, RSS III dan Cutting
2.6. Lokasi Perusahaan
2.7. Daerah Pemasaran
Saat ini PT. Perkebunan Nusantara II Batang Serangan memasarkan produknya di dalam negeri dan luar negeri. Perusahaan yang menjadi konsumen dalam negeri PT. Perkebunan Nusantara II Batang Serangan adalah PT Industri Karet Deli. Untuk produk compo dan slab adalah PT. Wipolimex Raya dan PT. Sentang Raya Indonesia. Produk yang akan dikirim ke luar negeri akan dibawa ke Belawan untuk dikirim ke Singapura dan Malaysia.
2.8. Proses Produksi
2.8.1. Standar Mutu Bahan/Produk
Standar mutu produk berpedoman pada Standar Nasional Indonesia (SNI) 06-0001-1987. PT. Perkebunan Nusantara II Batang Serangan menghasilkan standar mutu RSS yang terdiri dari RSS I, RSS II dan Cutting. Penentuan perbedaaan kategori produk dilihat pada Tabel 2.2.
Tabel 2.2. Standar Mutu Produk PT. Perkebunan Nusantara II
Batang Serangan
Produk Persyaratan Produk
RSS I Pada sheet ini harus memenuhi persyaratan yaitu tidak ada kotoran, tidak ada gelembung-gelembung udara dan tidak ada jamur
RSS III Pada sheet ini terdapat kotoran, terdapat gelembung-gelembung udara dan cacat warna
Cutting Merupakan produk sisa yang tidak termasuk kategori produk RSS I
2.8.2. Bahan yang Digunakan
Bahan-bahan yang digunakan dalam memproduksi ribbed smoke sheet
berdasarkan jenis bahannya, yaitu : 1. Bahan Baku.
Bahan baku yang digunakan adalah cairan berwarna putih yang dihasilkan pohon karet yang biasa disebut lateks.
2. Bahan Tambahan
Bahan tambahan yang digunakan PT. Perkebunan Nusantara II Batang Serangan dalam membuat produk adalah kayu bakar, potongan sheet (cutting), cat hitam, minyak bensin dan talkpowder
3. Bahan penolong
Bahan penolong yang digunakan dalam proses pengolahan baja adalah : a. Air
Dalam hal ini air berfungsi sebagai bahan pengencer sehingga komposisi lateks sesuai dengan standar atau ketentuan industri. Selain itu juga digunakan untuk mencuci peralatan, menghilangkan kotoran-kotoran yang terdapat pada koagulum serta merendam koagulum agar tidak lengket pada roll penggiling b. Asam Semut
2.8.3. Uraian Proses
Langkah-langkah dalam proses produksi lateks hingga menjadi ribbed smoke sheet yaitu :
1. Persiapan Alat
Dalam proses pengolahan lateks harus memperhatikan kebersihan peralatan. Pembersihan alat-alat ini dilakukan setiap hari sebelum proses pengolahan berlangsung. Kebersihan alat ini meliputi tangki pengangkut lateks, saringan, bak pengenceran, talang pengalir, bak koagulasi, pengaduk dan sekat. Alat-alat tersebut dibersihkan dengan sikat atau alat penggosok berupa kain.
2. Penerimaan Bahan Baku
Lateks dari kebun diangkut dengan tangki dan disaring kemudian dibawa ke tempat pengolahan. Lateks dari tangki dialirkan ke bak penampung lateks yang sebelumnya disaring. Lateks dari tangki penerimaan dialirkan melalui talang dengan terlebih dahulu disaring menggunakan saringan 40 mesh agar terbebas dari kotoran. Setalah itu lateks kemudian dialirkan ke dalam bak koagulasi hingga mencapai 6000 liter lateks.
3. Pengenceran
4. Pembekuan
Lateks dari tangki penerimaan dialirkan melalui talang dengan terlebih dahulu disaring menggunakan saringan seser 60 mesh minimal lima kali untuk membersihkan gumpalan-gumpalan halus yang terdapat pada cairan.
Pembekuan dilakukan dengan penambahan zat koagulan yaitu asam format/asam semut atau asam asetat ke dalam bak koagulasi dengan konsentrasi 2,5-3% dengan dosis 600-700 cc/bak. Larutan asam semut kemudian diaduk bolak balik hingga merata sebanyak 7 kali. Setelah itu dipasang plat sekat (plat sisir) pada selah-selah sekat dengan tegak lurus berdiri untuk menghindari pembekuan lebih awal.
5. Penggilingan
Penggilingan dilakukan setelah proses pembekuan selesai dan menjadi koagulum. Koagulum digiling satu persatu menggunakan mesin sheeter dengan ketebalan 2,5-3 mm. Penggilingan dilakukan dengan tujuan mengeluarkan kandungan air, mengeluarkan sebagian serum, membilas, membentuk lembaran tipis dan memberi garis batikan pada lembaran. Untuk memperoleh lembaran
sheet, koagulum digiling dengan beberapa gilingan rol licin, rol belimbing dan rol motif (batik).
6. Pengasapan
Lori yang dimasukkan ke kamar tunggu kemudian dikeluarkan dan dilakukan perenggangan untuk lembaran sheet yang lengket. Kemudian dimasukkan ke dalam kamr asap untuk dilakukan pengeringan. Selama proses pengasapan harus mengontrol kondisi temperatur kamar asap serta memperhatiakn kebutuhan kayu bakar sebagai bahan bakarnya. Proses pengasapan merupakan proses mematangkan lembaran-lembaran sheet. Dalam proses ini sangat dibutuhkan asap. Lori kemudian dikeluarkan setelah mencapai hari ke enam.
Suhu yang digunakan di dalam kamar asap adalah sebagai berikut:
a. Hari pertama, pengasapan dilakukan dengan suhu kamar sekitar 40-450C b. Hari kedua, pengasapan dengan suhu kamar asap mencapai 45-500C c. Hari ketiga, pengasapan dengan suhu kamar asap mencapai 50-550C d. Hari keempat, pengasapan dengan suhu kamar asap mencapai 55-600C e. Hari kelima, pengasapan dilakukan dengan suhu kamar asap mencapai
60-650C 7. Sortasi
Setelah melalui proses pengasapan, lembaran sheet yang sudah matang dibawa ke bagian sortasi. Proses sortasi dilakukan secara visual berdasarkan sheet
mengandung kotoran, mengandung gelembung udara dan berjamur yang mengacu pada standart yang terdapat pada SNI 06-0001-1987. Apabila ditemukan sheet
8. Pengepakan dan Pelaburan
Lembaran sheet yang sudah disortasi kemudian ditimbang sebanyak 106 kg. Setelah ditimbang kemudian dipress menggunakan mesin hidrolik dan diikat menggunakan besi sepanjang 50cm, kemudian melepaskan besi pengikat dari tumpukan sheet (bandela).
Lem perekat kemasan menggunakan campuran bensin dan minyak tanah. Setelah dicat ball kemudian dilakukan pelaburan yang bertujuan agar lembaran
sheet tidak berjamur. Bahan labur terdiri dari minyak bensin, talkpowder dan
sheet dengan komposisi 8 liter minyak bensin, 1,5 kg talkpowder dan 2,4 kg sheet
yang digunakan untuk melaburi satu ton sheet
9. Pelabelan
Ball yang telah mengalami pelapuran akan dilakukan pelabelan menggunakan cat hitam. Proses labelling yaitu memberi identitas pada ball dengan mencetak nama diatas labur. Nama label terdiri dari kode pabrik, nama kebun, nomor urut bandela yang diproduksi, nomor faktur pengiriman barang, tanggal pembuatan, standar kualitas, negara pembuatan produk serta mutu sheet. Setelah itu bandela akan dibawa ke gudang penyimpanan, dikelompokkan berdasarkan jenis mutunya
10. Pengiriman Produk
2.9. Dampak Sosial Ekonomi Terhadap Lingkungan
Dengan berdirinya PT. Perkebunan Nusantara II Batang Serangan, banyak keuntungan yang diperoleh masyrakat khususnya dampak sosial ekonomi terhadap lingkungan, yaitu :
1. Dengan didirikannya PT. Perkebunan Nusantara II Batang Serangan mengakibatkan lancarnya sarana angkutan dari perusahaan ke perkampungan di sekitar perusahaan
2. PT. Perkebunan Nusantara II Batang Serangan merangkul masyarakat di lingkungan pabrik untuk menjadi karyawan
3. PT. Perkebunan Nusantara II Batang Serangan mendirikan Poliklinik yang berada di sekitar kantor besar Batang Serangan untuk menunjang kesehatan karyawan