PENDAHULUAN
1.1 Latar Belakang Masalah
Perencanaan Agregat adalah suatu aktivitas operasional untuk menentukan
jumlah dan waktu produksi di masa yang akan datang. Perencanaan agregat juga
didefinisikan sebagai usaha untuk menyamakan supply dan demand dari suatu
produk atau jasa dengan jalan menentukan jumlah dan waktu input, transformasi,
dan output yang tepat. Jadwal Produksi Induk (JPI) merupakan hasil disagregasi
dari sebuah rencana agregasi yang menggabungkan produk-produk yang sama ke
dalam kelompok produk, memecah permintaan dalam bulanan dan kadang-kadang
menentukan kelompok/produk, tenaga kerja yang dibutuhkan untuk setiap produk
individu dan pelayanan yang harus dijadwalkan secara spesifik pada setiap stasiun
kerja. Rough Cut Capacity Planning (RCCP) merupakan suatu teknik yang
mengonversi JPI ke dalam kebutuhan-kebutuhan kapasitas secara kasar dari sumber
daya utama yang digunakan setiap produk individual yang terangkum dalam JPI.
Pada dasarnya tujuan perencanaan agregat adalah berusaha untuk
memperoleh suatu pemecahan yang optimal dalam biaya atau keuntungan pada
periode perencanaan. Permasalahan strategis yang dapat diatasi diantaranya
mengurangi permasalahan tingkat ketenagakerjaan, menekan tingkat persediaan,
dan memenuhi tingkat pelayanan yang lebih tinggi. Pada perusahaan manufaktur,
jadwal agregat bertujuan untuk menghubungkan sasaran strategis perusahaan
dengan rencana produksi. Sedangkan bagi perusahaan jasa, penjadwalan agregat
bertujuan menghubungkan sasaran dengan jadwal pekerja.
Pada praktikum ini dilakukan perencanaan agregat dengan menggunakan 2
metode yaitu First In First Out (FIFO) dan Least Cost. Melakukan penjadwalan
produksi induk disagregasi dan menghitung perencanaan kebutuhan kapasitas
kasar. Perhitungan kebutuhan kapasitas kasar dilakukan dengan pendekatanBill of
Labour.
1. Apa saja konsep mengenai agregat?
2. Bagaimana menyusun rencana agregat?
3. Apakah tujuan dan bagaimana sifat perencanaan agregat?
4. Bagaimana input dan output perencanaan agregat?
5. Apa saja ongkos-ongkos yang terlibat dalam perencanaan agregat?
6. Apakah strategi perencanaan agregat beserta keuntungan dan kerugiannya
masing-masing?
7. Metode apa yang digunakan dalam menyusun rencana agregat?
8. Bagaimana mengaplikasikan teknik disagregasi yang ada untuk menyusun
Jadwal Produksi Induk (JPI)?
9. Bagaimana membuat perencanaan kapasitas kasar untuk menyesuaikan JPI
dengan kapasitas produksi yang tersedia?
1.3 Maksud dan Tujuan
Adapun maksud dan tujuan dari praktikum ini adalah sebagai berikut :
1. Mengetahui konsep mengenai agregat.
2. Mampu menyusun rencana agregat.
3. Mengetahui tujuan dan sifat perencanaan agregat.
4. Mengetahui input dan output perencanaan agregat.
5. Mengetahui ongkos-ongkos yang terlibat dalam perencanaan agregat.
6. Mengetahui strategi perencanaan agregat beserta keuntungan dan
kerugiannya masing-masing.
7. Mengetahui metode dalam menyusun rencana agregat.
8. Mampu mengaplikasikan teknik disagregasi yang ada untuk menyusun
Jadwal Produksi Induk (JPI).
9. Mampu membuat perencanaan kapasitas kasar untuk menyesuaikan JPI
dengan kapasitas produksi yang tersedia.
praktikum ini :
1. Perencanaan untuk produksi yang dilakukan pada item truk, gandengan
truk, dan mobil sedan mainan menggunakan Perencanaan Agregat,
Jadwal Produksi Induk (JPI), danRough Cut Capacity Planning(RCCP)
untuk periode 13 sampai 24.
2. Untuk perhitungan kapasitas produksi, pada Reguler Time digunakan
jam kerja 7 jam/hari danOvertime(OT) 30 % dari waktuReguler Time
(RT).
3. Data Ongkos yang dipakai untuk perencanaan agregat yaitu Ongkos
Reguler Time, Ongkos Overtime, Ongkos Inventory, Ongkos KTTP
(Kapasitas Tidak Terpakai), dan Ongkos Subkontrak.
4. Metode yang digunakan pada perhitungan perencanaan agregat :
a. First In First Out(FIFO)
b. Least Cost
5. Jadwal Produksi Induk (JPI) ditentukan dengan melakukan disagregasi
perencanaan agregat yang terpilih.
6. Metode penentuan kapasitas kasar yang digunakan pada Rough Cut
Capacity Planning(RCCP) adalah pendekatanBill of Labour.
1.5 Sistematika Penulisan
Sistematika penulisan laporan pada praktikum ini adalah sebagai berikut :
BAB I PENDAHULUAN
Pada bab pendahulan menguraikan tentang latar belakang
masalah, perumusan masalah, maksud dan tujuan,
pembatasan masalah, dan sistematika penulisan.
BAB II PENGUMPULAN DAN PENGOLAHAN DATA
Pada bab pengumpulan data menguraikan tentang waktu
baku untuk ketiga produk, data permintaan awal, data
permintaan hasil konversi, data hasil peramalan terbaik, data
stasiun kerja.
Pada bab pengolahan data menguraikan tentang perhitungan
Safety Stock untuk masing-masing item, perhitungan
kapasitas produksi, perencanaan agregat dengan
menggunakan metode First In First Out (FIFO) dan Least
Cost, permintaan masing-masing item, penentuan famili
yang akan diproduksi, jadwal produksi induk disagregasi,
posisi inventory, dan perhitungan perencanaan kebutuhan
kapasitas kasar.
BAB III ANALISIS
Pada bab analisis menguraikan tentang analisis dari Safety
Stock, perbandingan ongkos total produksi metode FIFO dan
Least Cost, proses disagregasi, perencanaan kebutuhan
kapasitas kasar, dan analisa grafik perencanaan kebutuhan
kapasitas kasar.
BAB IV KESIMPULAN DAN SARAN
Pada bab kesimpulan dan saran menguraikan tentang hasil
dari data yang telah diolah dan dianalisis, sehingga dapat
PENGUMPULAN DAN PENGOLAHAN DATA
2.1 Pengumpulan Data 2.1.1 Waktu Baku
Waktu baku adalah waktu yang diperlukan oleh seorang operator normal
guna menyelesaikan satu unit pekerjaan dari hari ke hari tanpa menimbulkan akibat
negatif kepadanya atau waktu yang diperlukan seorang pekerja yang bekerja dalam
tempo yang wajar untuk mengerjakan suatu tugas yang spesifik dalam sistem kerja
terbaik. Data waktu baku yang digunakan merupakan data waktu baku pada modul
peramalan. Tabel 2.1 merupakan data waktu baku untuk produk truk (A),
gandengan truk (B) dan mobil sedan (C).
Tabel 2.1 Data Waktu Baku (menit)
Item Waktu Baku
A 13,91
B 10,93
C 12,671
2.1.2 Data Permintaan
Data permintaan (demand) masa lalu diperlukan untuk meramalkan
permintaan di masa yang akan datang. Tabel 2.2 merupakan data permintaan
(demandaktual) masa lalu untuk masing-masing produk.
Tabel 2.2 Data Permintaan (unit)
Famili Item Periode
1 2 3 4 5 6 7 8 9 10 11 12
I A 115 120 120 151 150 176 158 164 193 170 188 182 B 125 130 120 160 145 171 145 159 147 166 165 188 II C 130 140 175 159 190 180 189 172 195 176 197 191
2.1.3 Konversi
Konversi dilakukan dengan menggunakan waktu baku. Dalam hal ini waktu
baku setiap item dikonversikan pada item C. Tabel 2.3 merupakan data permintaan
Item Konversi
A 1,098
B 0,863
C 1
2.1.4 Data Permintaan Hasil Konversi
Data permintaan hasil konversi merupakan data yang diperoleh dari jumlah
permintaan dan periode waktu tertentu untuk tiap item. Tabel 2.5 adalah tabel yang
menunjukkan data permintaan (unit) yang telah dikonversikan.
Tabel 2.4 Data Permintaan Hasil Konversi (unit)
Famili Item Periode
1 2 3 4 5 6 7 8 9 10 11 12
I A 127 132 132 166 165 194 174 181 212 187 207 200 B 108 113 104 139 126 148 126 138 127 144 143 163 II C 130 140 175 159 190 180 189 172 195 176 197 191
Demand 365 385 411 464 481 522 489 491 534 507 547 554
2.1.5 Data Hasil Peramalan
Data hasil peramalan merupakan data peramalan yang diperoleh dari hasil
perhitungan dengan beberapa metode kemudian dianalisa dengan melakukan uji
kesalahan peramalan dengan beberapa metode juga sehingga didapat hasil
peramalan yang terbaik. Tabel 2.5 merupakan data hasil peramalan terpilih untuk
12 periode ke depan yaitu metodeRegresi Linear.
Tabel 2.5 Data Hasil Peramalan (unit)
Ramalan Periode
13 14 15 16 17 18 19 20 21 22 23 24
RL 583 599 615 631 645 663 679 695 711 727 743 758
2.1.6 Data Ongkos
Ongkos (biaya) sangat mempengaruhi dalam suatu perencanaan produksi.
Berikut adalah data ongkos yang dipakai untuk melakukan
perhitungan-perhitungan pada modul ini, diantaranya :
a. Ongkos RT (Reguler Time) = Rp. 20.000,-/unit
b. Ongkos OT (Overtime) = 135% dari ongkos RT = Rp. 27.000,-/unit
Dengan asumsi OT dikerjakan dengan kekurangan produk.
150,-/unit
e. Ongkos Subkontrak = Rp. 40.000,-/unit
2.1.7 Data Hari Kerja
Data hari kerja merupakan waktu kerja per hari dalam suatu periode yang
berlaku untuk periode tertentu. Tabel 2.6 merupakan data hari kerja untuk 12
periode ke depan.
Tabel 2.6 Data Hari Kerja
Periode 13 14 15 16 17 18 19 20 21 22 23 24
Hari Kerja 21 19 22 21 18 21 20 20 21 21 21 21
Jumlah pekerja untuk setiap stasiun kerja adalah 1 orang.
2.1.8 Jam Kerja Per Hari
Jam kerja yaitu waktu yang berlaku untuk melakukan suatu pekerjaan
(aktivitas) dengan batasan jam yang telah ditentukan. Dibawah ini merupakan jam
kerja untukReguler Time(waktu kerja biasa) dan jam kerjaOvertime(waktu kerja
lembur) :
a. Reguler time : 7 jam/hari
b. Overtime : 30% dari jam RT
2.1.9 Lead Time
Lead Time adalah periode yang didefinisikan sebagai jangka waktu yang
diperlukan untuk sebuah aktivitas. Tabel 2.7 merupakan data Lead Time (bulan)
untuk produk truk (A), gandengan truk (B), dan mobil sedan mainan (C).
Tabel 2.7 DataLead Time(bulan)
Famili Item Lt
I A 1
B 1
Inventory adalah barang-barang yang disimpan untuk digunakan pada
periode yang akan datang. Persediaan terdiri dari persediaan bahan baku,
persediaan bahan setengah jadi, dan persediaan bahan jadi. Tabel 2.8 merupakan
jumlah persediaan yang ada untuk setiap item.
Tabel 2.8 DataInventory(unit)
Famili Item Ii
I A 130
B 100
II C 120
2.1.11 Waktu Operasi Masing-Masing Stasiun Kerja
Waktu operasi adalah waktu yang dihitung/digunakan untuk proses
pembuatan sebuah produk pada mesin. Tabel 2.9 merupakan data rekapitulasi
waktu operasi pada setiap stasiun kerja untuk item A (truk).
Tabel 2.9 Data Rekapitulasi Waktu Operasi Setiap Stasiun Kerja Untuk item A (menit)
Stasiun Kerja Komponen Waktu Waktu Total
SK 1 (Pengukuran)
Alas 1,146
1,943
Kepala 0,546
BoxTruk 0,251
SK 2 (Pembubutan) Ass Roda 0,383 0,958
Roda 0,575
SK 4 (Pengeboran) Alas 1,276 1,276
untuk item B (gandengan truk).
Tabel 2.10 Data Rekapitulasi Operasi Setiap Stasiun Kerja Untuk item B (menit)
Stasiun Kerja Komponen Waktu Waktu Total
SK 1 (Pengukuran) Alas 1,146 1,397
BoxGandengan Truk 0,251
SK 2 (Pembubutan) Ass Roda 0,383 0,958
Roda 0,575
BoxGandengan Truk 0,290
SK 4 (Pengeboran) Alas 1.120 1,120
SK 5 (Pengecatan)
Alas 0,252
1,390
Ass Roda 0,253
Roda 0,586
BoxGandengan Truk 0,299
SK 6 (Pemeriksaan)
Alas 0,112
0,580
Ass Roda 0,091
Roda 0,276
BoxGandengan Truk 0,101
SK 7 (Perakitan)
Ass Roda 0,092
1,265
Roda 0,406
BoxGandengan Truk 0,767
Tabel 2.11 merupakan data rekapitulasi waktu operasi pada setiap stasiun kerja
untuk item C (mobil sedan).
Tabel 2.11 Data Rekapitulasi Operasi Setiap Stasiun Kerja Untuk item C (menit)
Stasiun Kerja Komponen Waktu Waktu Total
SK 1 (Pengukuran) Alas 1,146 1,622
Body 0,476
SK 2 (Pembubutan) Ass Roda 0,383 0,958
Roda 0,575
SK 4 (Pengeboran) Alas 1,276 1,276
untuk item A, B, dan C.
Tabel 2.12 Rekapitulasi Data Waktu Operasi Setiap Stasiun Kerja (menit)
Stasiun Waktu Operasi Per Item
A B C
SK 1 1,943 1,397 1,622
SK 2 0,958 0,958 0,958
SK 3 2,283 1,577 2,220
SK 4 1,276 1,120 1,276
SK 5 1,686 1,390 1,346
SK 6 0,868 0,580 0,797
SK 7 1,533 1,265 1,388
Total 10,547 8,287 9,607
2.2 Pengolahan Data
2.2.1 PerhitunganSafety StockUntuk Masing-masing Item
Tingkat kepercayaan diperoleh melalui kebijakan yangn ditetapkan oleh
suatu perusahaan dengan mempertimbangkan keadaan diperusahaan dan mengikuti
standarisasi yang ada. Adapun tingkat kepercayaan yang digunakan adalah 95%
dengan nilai Z merupakan hasil interpolasi ;
X = 0,95 Z = ?
X1 = 0,9505 Z = 1,65
X2 = 0,9495 Z = 1,64
=
, ,
, , =
, ,
– , ,
, =
, – ,
−0,001Z + 0,00165 = 0,000005
-0,001Z = -0,001645
berikut :
SDA = ( )
= ( , ) ( , ) ( , ) ⋯ ( , )²
= 25,898
Diperoleh standar deviasinya 25,898. Berikut adalah perhitungan Ssi (Safety
Stock) untuk produksi truk (A).
SSA = Z × SDA×
= 1,645 × 25,898 ×√ = 42,602≈ 43unit
Standar deviasi untuk perhitunganSafety Stockproduksi gandengan truk (B)
sebagai berikut :
SDB = ( )
= ( , ) ( , ) ( , ) ⋯ ( , )²
= 19,353
Diperoleh standar deviasinya 19,353. Berikut adalah perhitungan Ssi (Safety
Stock) untuk produksi gandengan truk (B).
SSB = Z × SDB×
sebagai berikut :
SDC = ( )
= ( , ) ( , ) ( , ) ⋯ ( , )²
= 20,614
Diperoleh standar deviasinya 20,614. Berikut adalah perhitungan Ssi (Safety
Stock) untuk produksi mobil sedan (C).
SSC = Z × SDC×
= 1,645 × 20,614 ×√ = 33,909≈ 34unit
2.2.2 Perhitungan Kapasitas Produksi
Perhitungan Kapasitas RT Untuk Masing-Masing Stasiun Kerja Perhitungan kapasitasReguler Time(RT) per periode sebagai berikut :
Kapasitas RT periode 13 = (hari kerja/bulan) × (jumlah jam kerja/hari)
= 21 × 7 × 60
= 8820 menit
Tabel 2.13 adalah tabel rekapitulasi kapasitas Reguler Timeuntuk periode
13 sampai dengan 24.
Tabel 2.13 Rekapitulasi KapasitasReguler Time(menit)
Periode 13 14 15 16 17 18 19 20 21 22 23 24
periode sebagai berikut :
Kapasitas RT = kapasitas RT per periode/waktu operasi
Kapasitas RT per item pada stasiun kerja 1
Kapasitas RT (Q*t A) = 8820 / 1,943
= 4539,372≈ 4539menit Kapasitas RT (Q*t B) = 8820 / 1,397
= 6313,529≈ 6313menit Kapasitas RT (Q*t C) = 8820 / 1,622
= 5437, 731≈ 5437menit
Kapasitas RT per item pada stasiun kerja 2
Kapasitas RT (Q*t A) = 8820/0,958
= 9206,681≈ 9206menit Kapasitas RT (Q*t B) = 8820/0,958
= 9206,681≈ 9206menit Kapasitas RT (Q*t C) = 8820/0,958
= 9206,681≈ 9206menit
Kapasitas RT per item pada stasiun kerja 3
Kapasitas RT (Q*t A) = 8820/2,283
= 3863,338≈ 3863menit Kapasitas RT (Q*t B) = 8820/1,577
= 5592,898≈ 5592menit Kapasitas RT (Q*t C) = 8820/2,22
Kapasitas RT (Q*t A) = 8820/1,276
= 6912,226≈ 6912menit Kapasitas RT (Q*t B) = 8820/1,120
= 7875 menit
Kapasitas RT (Q*t C) = 8820/1,276
= 6912,226≈ 6912menit
Kapasitas RT per item pada stasiun kerja 5
Kapasitas RT (Q*t A) = 8820/1,686
= 5231,317≈5231 menit Kapasitas RT (Q*t B) = 8820/1,390
= 6345,324≈ 6345menit Kapasitas RT (Q*t C) = 8820/1,346
= 6552,749≈ 6552menit
Kapasitas RT per item pada stasiun kerja 6
Kapasitas RT (Q*t A) = 8820/0,868
= 10161,290≈ 10161menit Kapasitas RT (Q*t B) = 8820/0,58
= 15206,897≈ 15206menit Kapasitas RT (Q*t C) = 8820/0,797
= 11066,499≈ 11066menit Kapasitas RT per item pada stasiun kerja 7
Kapasitas RT (Q*t A) = 8820/1,533
= 5753,425≈ 5753menit Kapasitas RT (Q*t B) = 8820/1,265
= 6972,332≈ 6972menit Kapasitas RT (Q*t C) = 8820/1,358
stasiun kerja 1 untuk periode 13 sampai dengan 24.
Tabel 2.14 Perhitungan KapasitasReguler TimePada Stasiun Kerja 1 (unit)
Item Periode
13 14 15 16 17 18 19 20 21 22 23 24
A 4539 4107 4755 4539 3890 4539 4323 4323 4539 4539 4539 4539 B 6313 5712 6614 6313 5411 6313 6012 6012 6313 6313 6313 6313 C 5437 4919 5696 5437 4660 5437 5178 5178 5437 5437 5437 5437 Jumlah 16289 14738 17065 16289 13961 16289 15513 15513 16289 16289 16289 16289
Tabel 2.15 merupakan tabel perhitungan kapasitas RT (Reguler Time) pada
stasiun kerja 2 untuk periode 13 sampai dengan 24.
Tabel 2.15 Perhitungan KapasitasReguler TimePada Stasiun Kerja 2 (unit)
Item Periode
13 14 15 16 17 18 19 20 21 22 23 24
A 9206 8329 9645 9206 7891 9206 8768 8768 9206 9206 9206 9206 B 9206 8329 9645 9206 7891 9206 8768 8768 9206 9206 9206 9206 C 9206 8329 9645 9206 7891 9206 8768 8768 9206 9206 9206 9206 Jumlah 27618 24987 28935 27618 23673 27618 26304 26304 27618 27618 27618 27618
Tabel 2.16 merupakan tabel perhitungan kapasitas RT (Reguler Time) pada
stasiun kerja 3 untuk periode 13 sampai dengan 24.
Tabel 2.16 Perhitungan KapasitasReguler TimePada Stasiun Kerja 3 (unit)
Item Periode
13 14 15 16 17 18 19 20 21 22 23 24
A 3863 3495 4047 3863 3311 3863 3679 3679 3863 3863 3863 3863 B 5592 5060 5859 5592 4793 5592 5326 5326 5592 5592 5592 5592 C 3972 3594 4162 3972 3405 3972 3783 3783 3972 3972 3972 3972 Jumlah 13427 12149 14068 13427 11509 13427 12788 12788 13427 13427 13427 13427
Tabel 2.17 merupakan tabel perhitungan kapasitas RT (Reguler Time) pada
stasiun kerja 4 untuk periode 13 sampai dengan 24.
Tabel 2.17 Perhitungan KapasitasReguler TimePada Stasiun Kerja 4 (unit)
Item Periode
13 14 15 16 17 18 19 20 21 22 23 24
stasiun kerja 5 untuk periode 13 sampai dengan 24.
Tabel 2.18 Perhitungan KapasitasReguler TimePada Stasiun Kerja 5 (unit)
Item Periode
13 14 15 16 17 18 19 20 21 22 23 24
A 5231 4733 5480 5231 4483 5231 4982 4982 5231 5231 5231 5231 B 6345 5741 6647 6345 5438 6345 6043 6043 6345 6345 6345 6345 C 6552 5928 6864 6552 5616 6552 6240 6240 6552 6552 6552 6552 Jumla
Tabel 2.19 merupakan tabel perhitungan kapasitas RT (Reguler Time) pada
stasiun kerja 6 untuk periode 13 sampai dengan 24.
Tabel 2.19 Perhitungan KapasitasReguler TimePada Stasiun Kerja 6 (unit)
Item Periode
Tabel 2.20 merupakan tabel perhitungan kapasitas RT (Reguler Time) pada
stasiun kerja 7 untuk periode 13 sampai dengan 24.
Tabel 2.20 Perhitungan KapasitasReguler TimePada Stasiun Kerja 7 (unit)
Item Periode
13 14 15 16 17 18 19 20 21 22 23 24
A 5753 5205 6027 5753 4931 5753 5479 5479 5753 5753 5753 5753 B 6972 6308 7304 6972 5976 6972 6640 6640 6972 6972 6972 6972 C 6354 5749 6657 6354 5446 6354 6051 6051 6354 6354 6354 6354 Jumla
Tabel 2.21 merupakan tabel rekapitulasi perhitungan kapasitas RT (Reguler
Time) stasiun kerja 1, 2, 3, 4, 5, 6, dan 7 untuk periode 13 sampai dengan 24.
Tabel 2.21 Rekapitulasi Perhitungan KapasitasReguler Time(time)
Kapasitas Periode
13 14 15 16 17 18 19 20 21 22 23 24
Bottleneck 13427 12149 14068 13427 11509 13427 12788 12788 13427 13427 13427 13427
Perhitungan Kapasitas OT Untuk Masing-Masing Stasiun Kerja Perhitungan kapasitas Over Time(OT) untuk masing-masing stasiun kerja
sebagai berikut.
Kapasitas OT masing-masing stasiun = 30% dari kapasitas RT
Kapasitas OT masing-masing SK untuk periode 13
Stasiun Kerja 1
Kapasitas OT = 30% ×16289
= 4886,7≈ 4886menit Stasiun Kerja 2
Kapasitas OT = 30% ×27618
= 8285,4≈ 8285menit Stasiun Kerja 3
Kapasitas OT = 30% × 13427
= 4028,1 ≈4028 menit Stasiun Kerja 4
Kapasitas OT = 30% ×21699
= 6509,7≈ 6509menit Stasiun Kerja 5
Kapasitas OT = 30% ×18128
= 5438,4≈ 5438menit Stasiun Kerja 6
Kapasitas OT = 30% ×36433
= 10929,9≈ 10929menit Stasiun Kerja 7
Kapasitas OT = 30% ×19079
Tabel 2.22 merupakan rekapitulasi perhitungan kapasitas Overtime pada
stasiun 1 sampai stasiun 7 untuk periode 13 sampai dengan 24.
Tabel 2.22 Rekapitulasi Perhitungan KapasitasOvertime(unit)
Kapasitas Periode
13 14 15 16 17 18 19 20 21 22 23 24
SK 1 4886 4421 5119 4886 4188 4886 4653 4653 4886 4886 4886 4886 SK 2 8285 7496 8680 8285 7101 8285 7891 7891 8285 8285 8285 8285 SK 3 4028 3644 4220 4028 3452 4028 3836 3836 4028 4028 4028 4028 SK 4 6509 5889 6819 6509 5579 6509 6199 6199 6509 6509 6509 6509 SK 5 5438 4920 5697 5438 4661 5438 5179 5179 5438 5438 5438 5438 SK 6 10929 9888 11450 10929 9368 10929 10409 10409 10929 10929 10929 10929 SK 7 5723 5178 5996 5723 4905 5723 5451 5451 5723 5723 5723 5723 Rata-rata 6542 5919 6854 6542 5607 6542 6231 6231 6542 6542 6542 6542
Bottleneck 4028 3644 4220 4028 3452 4028 3836 3836 4028 4028 4028 4028
2.2.3 Perencanaan Agregat
Perencanaan agregat adalah suatu aktivitas operasional untuk menentukan
jumlah dan waktu produksi di masa yang akan datang.
Perhitungan Persediaan
Persediaan =Inventory× konversi per item
Item A = 130 × 1,098 = 142,74
Item B = 100 × 0,863 = 86,3
Item C = 120 × 1 = 120
2.2.3.1 MetodeFirst In First Out
First In First Out adalah metode yang menganalisis bahan untuk
menentukan aliran harga perolehan bahan. Tabel 2.23 menunjukkan tabel
perencanaan agregat dengan menggunakan metode FIFO.
Tabel 2.23 Perencanaan Agregat Metode FIFO
Sumber Periode KTTP KT AP
13 14 15 16 17 18 19 20 21 22 23 24
Persediaan 349 349
13
RT 234 599 615 631 645 663 679 695 711 727 743 758 5727 13427 7700
Demand 583 599 615 631 645 663 679 695 711 727 743 758
Keterangan :
KTTP : Kapasitas Tidak Terpakai
KT : Kapasitas Tersedia
Perhitungan Ongkos Total Produksi (OTP)
OTP = Ongkos Produksi RT + Ongkos Kapasitas Tidak Terpakai
Ongkos Total Produksi Periode 13
a. Ongkos Produksi RT = (234 × Rp.20.000) + (599 × Rp.20.250)
+ (615 × Rp.20.500) + (631 × Rp.20.750)
+ (645 × Rp.21.000) + (663 × Rp.21.250)
+ (679 × Rp.21.500) + (695 × Rp.21.750)
+ (711 × Rp.22.000) + (727 × Rp.22.250)
+ (743 × Rp.22.500) + (758 × Rp.22.750)
= Rp. 165.638.750
b. Ongkos KTTP = 5727 × Rp.150
= Rp. 859.050
Ongkos Total Produksi = Ongkos Produksi RT + Ongkos KTTP
= Rp. 165.638.750 + Rp. 859.050
= Rp. 166.497.800
Tabel 2.24 menunjukkan tabel rekapitulasi perhitungan ongkos total
produksi dengan metode FIFO.
Tabel 2.24 Rekapitulasi Perhitungan Ongkos Total Produksi Metode FIFO
Periode RT OT SC KTTP Ongkos Total
13 165638750 0 0 859050 166497800
14 0 0 0 1822350 1822350
15 0 0 0 2110200 2110200
16 0 0 0 2014050 2014050
17 0 0 0 1725350 1725350
18 0 0 0 2014050 2014050
19 0 0 0 1918200 1918200
20 0 0 0 1918200 1918200
21 0 0 0 2014050 2014050
22 0 0 0 2014050 2014050
23 0 0 0 2014050 2014050
24 0 0 0 2014050 2014050
Ongkos Persediaan 0
2.2.3.2 MetodeLeast Cost
Metode Least Cost adalah metode yang menganalisis proses dengan
mempertimbangkan ongkos yang terkecil. Tabel 2.25 menunjukkan tabel
perencanaan agregat dengan menggunakan metodeLeast Cost.
Tabel 2.25 Perencanaan Agregat MetodeLeast Cost
Sumber Periode KTTP KT AP
13 14 15 16 17 18 19 20 21 22 23 24
Persediaan 349 349
13 RT 234 13193 13427
234
OT 4028 4028
SC
14 RT 599 11550 12149
599
OT 3644 3644
SC
15 RT 615 13453 14068
615
OT 4220 4220
SC
16 RT 631 12796 13427
631
OT 4028 4028
SC
17 RT 645 10864 11509
645
OT 3452 3452
SC
18 RT 663 12764 13427
663
OT 4028 4028
SC
19 RT 679 12109 12788
679
OT 3836 3836
SC
20 RT 695 12093 12788
695
OT 3836 3836
SC
21 RT 711 12716 13427
711
OT 4028 4028
SC
22 RT 727 12700 13427
727
OT 4028 4028
SC
23 RT 743 12684 13427
743
OT 4028 4028
SC
24 RT 758 12669 13427
758
OT 4028 4028
SC
Demand 583 599 615 631 645 663 679 695 711 727 743 758
Keterangan :
KTTP : Kapasitas Tidak Terpakai
KT : Kapasitas Tersedia
Perhitungan Ongkos Total Produksi (OTP)
OTP = Ongkos Produksi RT + Ongkos Kapasitas Tidak Terpakai
Ongkos Total Produksi Periode 13
a. Ongkos Produksi RT = 234 × 20.000 = Rp. 4.680.000
b. Ongkos KTTP = 13193 × 150 = Rp. 1.978.950
Ongkos Total Produksi = Ongkos Produksi RT + Ongkos KTTP
= Rp. 4.680.000 + Rp. 1.978.950
= Rp. 6.658.950
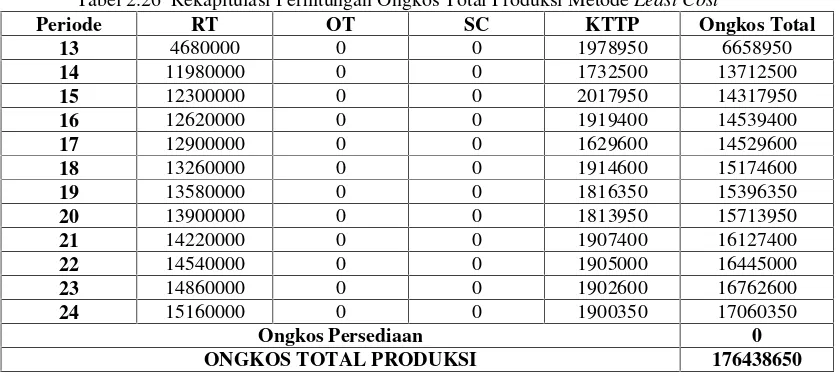
Tabel 2.26 menunjukkan tabel rekapitulasi perhitungan ongkos total
produksi dengan metodeLeast Cost.
Tabel 2.26 Rekapitulasi Perhitungan Ongkos Total Produksi MetodeLeast Cost
Periode RT OT SC KTTP Ongkos Total
13 4680000 0 0 1978950 6658950
14 11980000 0 0 1732500 13712500
15 12300000 0 0 2017950 14317950
16 12620000 0 0 1919400 14539400
17 12900000 0 0 1629600 14529600
18 13260000 0 0 1914600 15174600
19 13580000 0 0 1816350 15396350
20 13900000 0 0 1813950 15713950
21 14220000 0 0 1907400 16127400
22 14540000 0 0 1905000 16445000
23 14860000 0 0 1902600 16762600
24 15160000 0 0 1900350 17060350
Ongkos Persediaan 0
ONGKOS TOTAL PRODUKSI 176438650
Tabel 2.27 merupakan tabel perbandingan ongkos total produksi metode
tabular antara FIFO danLeast Cost.
Tabel 2.27 Perbandingan Ongkos Total Produksi Metode Tabular
Metode Tabular FIFO Least Cost
dipilih sebagai metode terbaik karena memiliki ongkos total produksi terkecil yaitu
Rp. 176.438.650. Tabel 2.28 adalah hasil perencanaan agregat dari metode terbaik
yaitu metodeLeast Cost.
Tabel 2.28 Hasil Perencanaan Agregat dari MetodeLeast Cost
Periode 13 14 15 16 17 18 19 20 21 22 23 24
AP 234 599 615 631 645 663 679 695 711 727 743 758
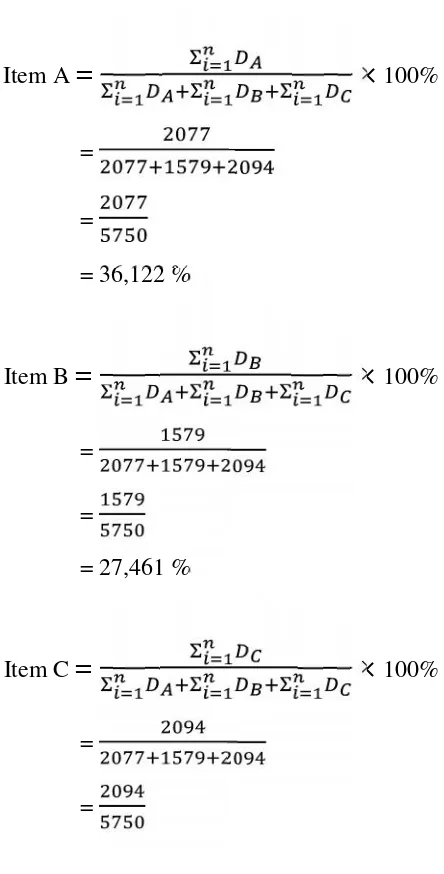
2.2.4 Persentase Masing-masing Item
Persentase masing-masing item untuk produk truk (A), gandengan truk (B),
mobil sedan (C) dibawah ini merupakan persentase masing-masing item dari
demandhasil konversi.
Item A
=
×
100%=
=
= 36,122 %
Item B
=
×
100%=
=
= 27,461 %
Item C
=
×
100%=
Keterangan :
DA : Jumlahdemandhasil konversi untukitemA
DB : Jumlahdemandhasil konversi untukitem B
DC : Jumlahdemandhasil konversi untukitemC
Tabel 2.29 merupakan tabel rekapitulasi persentase masing-masing item A,
B, dan C yang diperoleh daridemandhasil konversi.
Tabel 2.29 Rekapitulasi Persentase Masing-masingItem Item Persentase
A 36,122 % B 27,461 % C 36,417 %
2.2.5 Permintaan Konversi Masing-masing Item
Permintaan konversi masing-masing item merupakan permintaan konversi
dengan data yang berasal daridemandperamalan terpilih (terbaik). Dari data yang
telah dianalisis, Regresi Linear adalah metode hasil peramalan terbaik, dengan
demikiandemandyang digunakan adalahdemandperamalan dariRegresi Linear.
Item A
Permintaan konversi item A periode 13 = % item A ×demand
= 36,122 × 583
= 210,591 unit
Permintaan konversi item A periode 14 = % item A ×demand
= 36,122 × 599
= 216,370 unit
Permintaan konversi item A periode 15 = % item A ×demand
= 36,122 × 615
= 222,150 unit
Permintaan konversi item A periode 16 = % item A ×demand
= 36,122 × 631
Permintaan konversi item A periode 17 = % item A ×demand
= 36,122 × 645
= 232,986 unit
Permintaan konversi item A periode 18 = % item A ×demand
= 36,122 × 663
= 239,488 unit
Permintaan konversi item A periode 19 = % item A ×demand
= 36,122 × 679
= 245,268 unit
Permintaan konversi item A periode 20 = % item A ×demand
= 36,122 × 695
= 251,047 unit
Permintaan konversi item A periode 21 = % item A ×demand
= 36,122 × 711
= 256,827 unit
Permintaan konversi item A periode 22 = % item A ×demand
= 36,122 × 727
= 262,606 unit
Permintaan konversi item A periode 23 = % item A ×demand
= 36,122 × 743
= 268,386 unit
Permintaan konversi item A periode 24 = % item A ×demand
= 36,122 × 758
= 273,804 unit
Item B
Permintaan konversi item B periode 13 = % item B ×demand
= 27,461 × 583
= 160,097 unit
Permintaan konversi item B periode 14 = % item B ×demand
Permintaan konversi item B periode 15 = % item B ×demand
= 27,461 × 615
= 168,885 unit
Permintaan konversi item B periode 16 = % item B ×demand
= 27,461 × 631
= 173,278 unit
Permintaan konversi item B periode 17 = % item B ×demand
= 27,461 × 645
= 177,123 unit
Permintaan konversi item B periode 18 = % item B ×demand
= 27,461 × 663
= 182,066 unit
Permintaan konversi item B periode 19 = % item B ×demand
= 27,461 × 679
= 186,460 unit
Permintaan konversi item B periode 20 = % item B ×demand
= 27,461 × 695
= 190,853 unit
Permintaan konversi item B periode 21 = % item B ×demand
= 27,461 × 711
= 195,247 unit
Permintaan konversi item B periode 22 = % item B ×demand
= 27,461 × 727
= 199,641 unit
Permintaan konversi item B periode 23 = % item B ×demand
= 27,461 × 743
= 204,035 unit
Permintaan konversi item B periode 24 = % item B ×demand
= 27,461 × 758
Item C
Permintaan konversi item C periode 13 = % item C ×demand
= 36,417 × 583
= 212,311 unit
Permintaan konversi item C periode 14 = % item C ×demand
= 36,417 × 599
= 218,137 unit
Permintaan konversi item C periode 15 = % item C ×demand
= 36,417 × 615
= 223,964 unit
Permintaan konversi item C periode 16 = % item C ×demand
= 36,417 × 631
= 229,791 unit
Permintaan konversi item C periode 17 = % item C ×demand
= 36,417 × 645
= 234,889 unit
Permintaan konversi item C periode 18 = % item C ×demand
= 36,417 × 663
= 241,444 unit
Permintaan konversi item C periode 19 = % item C ×demand
= 36,417 × 679
= 247,271 unit
Permintaan konversi item C periode 20 = % item C ×demand
= 36,417 × 695
= 253,098 unit
Permintaan konversi item C periode 21 = % item C ×demand
= 36,417 × 711
= 258,924 unit
Permintaan konversi item C periode 22 = % item C ×demand
= 36,417 × 727
Permintaan konversi item C periode 23 = % item C ×demand
= 36,417 × 743
= 270,578 unit
Permintaan konversi item C periode 24 = % item C ×demand
= 36,417 × 758
= 276,040 unit
Tabel 2.30 merupakan tabel rekapitulasi permintaan masing-masing item A,
B, dan C dalam satuan konversi dengan jumlah yang didapat dari setiap periode
penjumlahan A, B, dan C sama dengan nilaidemandperamalan terbaik.
Tabel 2.30 Rekapitulasi Permintaan Masing-masingItemDalam Satuan Konversi (unit)
Famili Item Periode
13 14 15 16 17 18 19 20 21 22 23 24
I A 210,591 216,370 222,150 227,929 232,986 239,488 245,268 251,047 256,827 262,606 268,386 273,804 B 160,097 164,491 168,885 173,278 177,123 182,066 186,460 190,853 195,247 199,641 204,035 208,154 II C 212,311 218,137 223,964 229,791 234,889 241,444 247,271 253,098 258,924 264,751 270,578 276,040
Jumlah 583 599 615 631 645 663 679 695 711 727 743 758
2.2.6 Permintaan Masing-masing Item
Permintaan masing-masing item diperoleh dari perbandingan demand
satuan konversi dengan nilai konversi per item. Nilai konversi untuk
masing-masing item terdapat pada Tabel 2.3.
Item A
Permintaan item A periode 13 =Demandsatuan konversi / nilai konversi A
= 210,591 / 1,098
= 191,795≈ 192 unit
Permintaan item A periode 14 =Demandsatuan konversi / nilai konversi A
= 216,370 / 1,098
= 197,058≈ 197unit
Permintaan item A periode 15 =Demandsatuan konversi / nilai konversi A
= 222,150 / 1,098
= 202,322≈ 202 unit
= 207,585≈ 208 unit
Permintaan item A periode 17 =Demandsatuan konversi / nilai konversi A
= 232,986 / 1,098
= 212,191≈ 212 unit
Permintaan item A periode 18 =Demandsatuan konversi / nilai konversi A
= 239,488 / 1,098
= 218,112≈ 218unit
Permintaan item A periode 19 =Demandsatuan konversi / nilai konversi A
= 245,268 / 1,098
= 223,377≈ 223 unit
Permintaan item A periode 20 =Demandsatuan konversi / nilai konversi A
= 251,047 / 1,098
= 228,640≈ 229 unit
Permintaan item A periode 21 =Demandsatuan konversi / nilai konversi A
= 256,827 / 1,098
= 233,904≈234 unit
Permintaan item A periode 22 =Demandsatuan konversi / nilai konversi A
= 262,606 / 1,098
= 239,167≈ 239 unit
Permintaan item A periode 23 =Demandsatuan konversi / nilai konversi A
= 268,386 / 1,098
= 244,431≈ 244 unit
Permintaan item A periode 24 =Demandsatuan konversi / nilai konversi A
= 273,804 / 1,098
= 249,366≈ 249 unit
Item B
Permintaan item B periode 13 =Demandsatuan konversi / nilai konversi B
= 160,097/ 0,863
= 185,512≈ 186 unit
Permintaan item B periode 14 =Demandsatuan konversi / nilai konversi B
Permintaan item B periode 15 =Demandsatuan konversi / nilai konversi B
= 168,885 / 0,863
= 195,695≈ 196 unit
Permintaan item B periode 16 =Demandsatuan konversi / nilai konversi B
= 173,278 / 0,863
= 200,785≈ 201 unit
Permintaan item B periode 17 =Demandsatuan konversi / nilai konversi B
= 177,123 / 0,863
= 205,241≈ 205 unit
Permintaan item B periode 18 =Demandsatuan konversi / nilai konversi B
= 182,066 / 0,863
= 210,968≈ 211 unit
Permintaan item B periode 19 =Demandsatuan konversi / nilai konversi B
= 186,460 / 0,863
= 216,060≈ 216 unit
Permintaan item B periode 20 =Demandsatuan konversi / nilai konversi B
= 190,853 / 0,863
= 221,150≈ 221 unit
Permintaan item B periode 21 =Demandsatuan konversi / nilai konversi B
= 195,247 / 0,863
= 226,242≈ 226 unit
Permintaan item B periode 22 =Demandsatuan konversi / nilai konversi B
= 199,641 / 0,863
= 231,333≈ 231 unit
Permintaan item B periode 23 =Demandsatuan konversi / nilai konversi B
= 204,035 / 0,863
= 236,425≈ 236 unit
Permintaan item B periode 24 =Demandsatuan konversi / nilai konversi B
= 208,154 / 0,863
Item C
Permintaan item C periode 13 =Demandsatuan konversi / nilai konversi C
= 213,311 / 1
= 213,311≈ 213 unit
Permintaan item C periode 14 =Demandsatuan konversi / nilai konversi C
= 218,317 / 1
= 218,317≈ 218 unit
Permintaan item C periode 15 =Demandsatuan konversi / nilai konversi C
= 223,964 / 1
= 223,964≈ 224 unit
Permintaan item C periode 16 =Demandsatuan konversi / nilai konversi C
= 229,791 / 1
= 229,791≈ 230 unit
Permintaan item C periode 17 =Demandsatuan konversi / nilai konversi C
= 234,889 / 1
= 234,889≈ 235 unit
Permintaan item C periode 18 =Demandsatuan konversi / nilai konversi C
= 241,444 / 1
= 241,444≈ 241 unit
Permintaan item C periode 19 =Demandsatuan konversi / nilai konversi C
= 247,271 / 1
= 247,271≈ 247 unit
Permintaan item C periode 20 =Demandsatuan konversi / nilai konversi C
= 253,098/ 1
= 253,098≈ 253 unit
Permintaan item C periode 21 =Demandsatuan konversi / nilai konversi C
= 258,924 / 1
= 258,924≈ 259 unit
Permintaan item C periode 22 =Demandsatuan konversi / nilai konversi C
Permintaan item C periode 23 =Demandsatuan konversi / nilai konversi C
= 270,578 / 1
= 270,578≈ 271 unit
Permintaan item C periode 24 =Demandsatuan konversi / nilai konversi C
= 276,040 / 1
= 276,040≈ 276 unit
Tabel 2.31 merupakan tabel rekapitulasi permintaan dari masing-masing
item untuk periode 13 sampai dengan periode 24.
Tabel 2.31 Rekapitulasi Permintaan Masing-masingItem(unit)
Famili Item Periode
13 14 15 16 17 18 19 20 21 22 23 24
I A 191,795 197,058 202,322 207,585 212,191 218,112 223,377 228,640 233,904 239,167 244,431 249,366 B 185,512 190,603 195,695 200,785 205,241 210,968 216,060 221,150 226,242 231,333 236,425 241,198 II C 212,311 218,137 223,964 229,791 234,889 241,444 247,271 253,098 258,924 264,751 270,578 276,040
Tabel 2.32 merupakan tabel rekapitulasi permintaan dari masing-masing
item untuk periode 13 sampai dengan periode 24.
Tabel 2.32 Rekapitulasi Permintaan Masing-masingItem(Pembulatan Ke Atas) (unit)
Famili Item Periode
13 14 15 16 17 18 19 20 21 22 23 24
I A 192 198 203 208 213 219 224 229 234 240 245 250
B 186 191 196 201 206 211 217 222 227 232 237 242
II C 213 219 224 230 235 242 248 254 259 265 271 277
2.2.7 Penentuan Famili yang Akan Diproduksi
Penentuan famili yang akan diproduksi dipengaruhi oleh Demand,
Inventory, Safety Stock, Exp. Demanduntuk mengetahui apakah status item tersebut
akan diproduksi atau tidak.
Diketahui :
• Perencanaan Agregat : 234 • Konversi item A : 1.098 • Konversi item B : 0,863
• Demanditem B : 186
• Demanditem C : 213
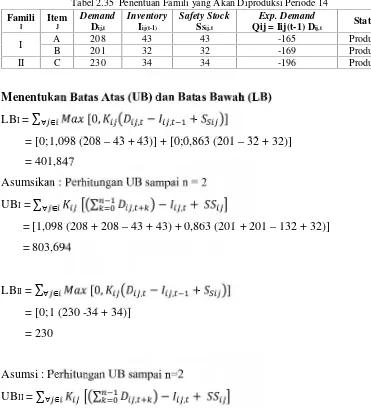
Penentuan Famili yang Akan Diproduksi Untuk Periode 13
Exp. Quantityuntuk item A = I0–Demand= 173–192 = - 19
Tabel 2.33 Penentuan Famili yang Akan Diproduksi Periode 13
Famili
Qij = Iij(t-1) Dij,t Status
I A 192 173 43 -19 Produksi
B 186 132 32 -54 Produksi
II C 213 154 34 -59 Produksi
Menentukan Batas Atas (UB) dan Batas Bawah (LB)
LBI=∑∀ ∈ [0, , − , + ]
= [0;1,098 (192–173 + 43)] + [0;0,863 (186–132 + 32)] = [68,076] + [74,218]
= 142,294
Asumsikan : Perhitungan UB sampai n = 2
UBI=∑∀ ∈ ∑ , − , +
= [1,098 (192 + 192–173 + 43) + 0,863 (186 + 186–132 + 32)] = 278,892 + 234,736
= 513,628
LBII=∑∀ ∈ [0, , − , + ]
= [0;1 (213 -154 + 34)]
= 93
Asumsi : Perhitungan UB sampai n=2
UBII=∑∀ ∈ ∑ , − , +
= [1 (213 + 213–154 + 34 )] = 306
∑∀ ∈ = 819,628
Karena X⃰ tidak terdapat pada range∑∀ ∈ dan∑∀ ∈ , melainkan
∑∀ ∈ > X⃰ maka diperlukan penyesuaian.
Jika ∑∀ ∈ > X⃰ maka perlu dilakukan penyesuaian karena melanggar batas
bawah, tingkat inventory < safety stock dan menimbulkan biaya stock out maka
penyesuaian dilakukan dengan asumsi biaya konstan dan terdapat risikoback order
dengan rumus :
∗ = ∗
Σ∀
JikaΣ∀ < X⃰ maka perlu dilakukan penyesuaian karena melanggar batas atas,
dengan rumus :
∗ = ∗
Σ∀
SehinggaΣ∀ ≤ X⃰ ≤Σ∀
Menghitung Jumlah Famili yang Akan Diproduksi Dengan Menggunakan Penyesuaian
Total UB = UBI+ UBII= 513,628 + 306 = 819,628
Total LB = LBI+ LBII= 142,294 + 93 = 235,294
X⃰ (Perencanaan Agregat) = 234
∗ = ∗ 141,512≤ 142,294
Jumlah Masing-masing Item
∗ = + − − ,
Σ∀ ,
Untuk Item A
= (192 + 43–173) -( , ×
, ( ) , ( ))
= 62 -( ,, )
= 62–0,404 = 61,596≈ 62 unit
Untuk Item B
= (186 + 32–132) -( , ×
, ( ) , ( ))
= 86 -( ,
, )
= 86–0,392 = 85,608≈86 unit
Untuk famili II
Untuk N = 1
92,488≤ [1(213 + 34 –154)] 92,488≤ 93
E = 93 - 92,488
= 0,511
Jumlah Masing-masing Item Untuk Item C
= (213 + 34–154) -( , ( ×) )
= 93 -( , )
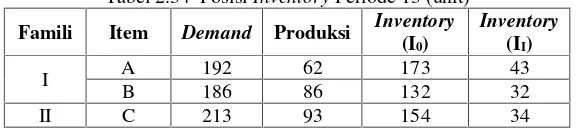
PosisiInventoryPeriode 13
Tabel 2.34 merupakan posisiinventoryitem A, B dan C untuk periode 13.
Tabel 2.34 PosisiInventoryPeriode 13 (unit)
Famili Item Demand Produksi Inventory (I0)
Penentuan Famili yang Akan Diproduksi Untuk Periode 14
Exp. Quantityuntuk item A = I0–Demand= 43 - 198 = - 155
Tabel 2.35 Penentuan Famili yang Akan Diproduksi Periode 14
Famili
Qij = Iij(t-1) Dij,t Status
I A 198 43 43 -155 Produksi
B 191 32 32 -159 Produksi
II C 219 34 34 -185 Produksi
Menentukan Batas Atas (UB) dan Batas Bawah (LB)
LBI=∑∀ ∈ [0, , − , + ]
= [0;1,098 (198–43 + 43)] + [0;0,863 (191–32 + 32)] = [217,404] + [164,833]
= 382,237
Asumsikan : Perhitungan UB sampai n = 2
UBI=∑∀ ∈ ∑ , − , +
= [1,098 (198 + 198–43 + 43) + 0,863 (191 + 191–32 + 32)] = 434,808 + 329,666
= 764,474
LBII=∑∀ ∈ [0, , − , + ]
= [0;1 (219 -34 + 34)]
Asumsi : Perhitungan UB sampai n=2
UBII=∑∀ ∈ ∑ , − , +
= [1 (219 + 219–34 + 34 )] = 438
X⃰ (Perencanaan Agregat) =599
∑∀ ∈ = 601,237
∑∀ ∈ = 1202,474
Karena X⃰ tidak terdapat pada range∑∀ ∈ dan∑∀ ∈ , melainkan
∑∀ ∈ > X⃰ maka diperlukan penyesuaian.
Jika ∑∀ ∈ > X⃰ maka perlu dilakukan penyesuaian karena melanggar batas
bawah, tingkat inventory < safety stock dan menimbulkan biaya stock out maka
penyesuaian dilakukan dengan asumsi biaya konstan dan terdapat risikoback order
dengan rumus :
∗ = ∗
Σ∀
JikaΣ∀ <X⃰ maka perlu dilakukan penyesuaian karena melanggar batas atas,
dengan rumus :
∗ = ∗
Σ∀
SehinggaΣ∀ ≤ X⃰ ≤Σ∀
Menghitung Jumlah Famili yang Akan Diproduksi Dengan Menggunakan Penyesuaian
Total UB = UBI+ UBII= 764,474 + 438 = 1202,474
Total LB = LBI+ LBII= 382,237 + 219 = 601,237
X⃰ (Perencanaan Agregat) = 599
∗ = ∗
∀ =
× ,
, =380,815
∗ = ∗
∀ =
×
Jumlah Masing-masing Item
∗ ≤ [ + − ]
∀ ∈
Untuk famili I
Untuk N =1
380,815≤ [1,098(198 + 43 –43 )] + [0,863(191 + 32–32)] 380,815≤ 382,237
E = 382,237–380,815 = 1,422
Jumlah Masing-masing Item
∗ = + − − ,
Σ∀ ,
Untuk Item A
= (198 + 43–43) -( , ( , ) ×, ( ))
= 198 -( ,
, )
= 198–0,745
= 197,255≈198 unit
Untuk Item B
= (191 + 32–32) -( , ( , ) ×, ( ))
= 191 -( ,
, )
Untuk famili II
PosisiInventoryPeriode 14
Tabel 2.36 merupakan posisiinventoryitem A, B dan C untuk periode 14.
Tabel 2.36 PosisiInventoryPeriode 14 (unit)
Famili Item Demand Produksi Inventory (I0)
Penentuan Famili yang Akan Diproduksi Untuk Periode 15
Exp. Quantityuntuk item A = I0–Demand= 38 - 203 = - 165
Tabel 2.37 Penentuan Famili yang Akan Diproduksi Periode 15
Famili
Qij = Iij(t-1) Dij,t Status
I A 203 43 43 -165 Produksi
B 196 32 32 -159 Produksi
Menentukan Batas Atas (UB) dan Batas Bawah (LB)
LBI=∑∀ ∈ [0, , − , + ]
= [0;1,098 (203–43 + 43)] + [0;0,863 (196–32 + 32)] = [222,894] + [169,148]
= 392,042
Asumsikan : Perhitungan UB sampai n = 2
UBI=∑∀ ∈ ∑ , − , +
= [1,098 (203 + 203–43 + 43) + 0,863 (196 + 196–32 + 32)] = 445,788 + 338,296
= 784,084
LBII=∑∀ ∈ [0, , − , + ]
= [0;1 (224 -34 + 34)]
= 224
Asumsi : Perhitungan UB sampai n=2
UBII=∑∀ ∈ ∑ , − , +
= [1 (224 + 224–34 + 34 )] = 448
X⃰ (Perencanaan Agregat) =615
∑∀ ∈ = 616,042
∑∀ ∈ = 1232,084
Karena X⃰ tidak terdapat pada range∑∀ ∈ dan∑∀ ∈ , melainkan
∑∀ ∈ > X⃰ maka diperlukan penyesuaian.
Jika ∑∀ ∈ > X⃰ maka perlu dilakukan penyesuaian karena melanggar batas
dengan rumus :
∗ = ∗
Σ∀
JikaΣ∀ < X⃰ maka perlu dilakukan penyesuaian karena melanggar batas atas,
dengan rumus :
∗ = ∗
Σ∀
SehinggaΣ∀ ≤ X⃰ ≤Σ∀
Menghitung Jumlah Famili yang Akan Diproduksi Dengan Menggunakan Penyesuaian
Total UB = UBI+ UBII= 784,084+ 448 = 1232,084
Total LB = LBI+ LBII= 392,042 + 224 = 616,042
X⃰ (Perencanaan Agregat) =615
∗ = ∗
∀ =
× ,
, =391,379
∗ = ∗
∀ =
×
, = 223,621
Jumlah Masing-masing Item
∗ ≤ [ + − ]
∀ ∈
Untuk famili I
Untuk N =1
391,379≤ [1,098(203 + 43–43 )] + [0,863(196 + 32–32)] 391,379≤392,042
E = 392,042–391,379 = 0,663
Jumlah Masing-masing Item
∗ = + − − ,
Untuk Item A
= (203 + 43–43) -( , ×
, ( ) , ( ))
= 203 -( ,
, )
= 203–0,343
= 202,657≈203 unit
Untuk Item B
= (196 + 32–32) -( , ×
, ( ) , ( ))
= 196 -( ,, )
= 196–0,332
= 195,668≈ 196 unit
Untuk famili II
Untuk N = 1
223,621≤ [1(224 + 34–34)] 223,621≤224
E = 224–223,621 = 0,379
Jumlah Masing-masing Item Untuk Item C
= (224 + 34–34) -( , ×
( ) )
= 224 -( , )
= 224–0,379
PosisiInventoryPeriode 15
Tabel 2.37 merupakan posisiinventoryitem A, B dan C untuk periode 15.
Tabel 2.37 PosisiInventoryPeriode 15 (unit)
Famili Item Demand Produksi Inventory (I0)
Penentuan Famili yang Akan Diprodukis Untuk Periode 16
Exp. Quantityuntuk item A = I0–Demand= 43–208 = - 165
Tabel 2.35 Penentuan Famili yang Akan Diproduksi Periode 14
Famili
Qij = Iij(t-1) Dij,t Status
I A 208 43 43 -165 Produksi
B 201 32 32 -169 Produksi
II C 230 34 34 -196 Produksi
Menentukan Batas Atas (UB) dan Batas Bawah (LB)
LBI=∑∀ ∈ [0, , − , + ]
= [0;1,098 (208–43 + 43)] + [0;0,863 (201–32 + 32)] = 401,847
Asumsikan : Perhitungan UB sampai n = 2
UBI=∑∀ ∈ ∑ , − , +
Asumsi : Perhitungan UB sampai n=2
= 460
X⃰ (PerencanaanAgregat) = 599
∑∀ ∈ = 631,847
∑∀ ∈ = 1263,694
Karena X⃰ tidak terdapat pada range∑∀ ∈ dan∑∀ ∈ , melainkan
∑∀ ∈ > X⃰ maka diperlukan penyesuaian.
Jika ∑∀ ∈ > X⃰ maka perlu dilakukan penyesuaian karena melanggar batas
bawah, tingkat inventory < safety stock dan menimbulkan biaya stock out maka
penyesuaian dilakukan dengan asumsi biaya konstan dan terdapat risikoback order
dengan rumus :
∗ = ∗
Σ∀
JikaΣ∀ < X⃰ maka perlu dilakukan penyesuaian karena melanggar batas atas,
dengan rumus :
∗ = ∗
Σ∀
SehinggaΣ∀ ≤ X⃰ ≤Σ∀
Menghitung Jumlah Famili yang Akan Diproduksi Dengan Menggunakan Penyesuaian
Total UB = UBI+ UBII= 803,694 + 460 = 1263,694
Total LB = LBI+ LBII= 401,847 + 230 = 631,847
X⃰ (Perencanaan Agregat) = 631
∗ = ∗
∀ =
× ,
, =401,308
∗ = ∗
∀ =
×
, = 229,692
Jumlah Masing-masing Item
∗ ≤ [ + − ]
Untuk famili I
Untuk N =1
401,308≤ [1,098(208 + 43–43 )] + [0,863(201 + 32–32)] 401,308≤401,847
E = 401,847–401,308 = 0,539
Jumlah Masing-masing Item
∗ = + − − ,
Σ∀ ,
Untuk Item A
= (208 + 43–43) -( , ×
, ( ) , ( ))
= 208 -( ., )
= 208–0,279
= 207,721≈208 unit
Untuk Item B
= (201 + 32–32) -( , ( , ) ×, ( ))
= 201 -( ,, )
= 201–0,270 = 200,73≈201 unit
Untuk famili II
Untuk N = 1
229,692≤ [1(230 + 34–34)] 229,692≤ 230
Jumlah Masing-masing Item
PosisiInventoryPeriode 16
Tabel 2.38 merupakan posisiinventoryitem A, B dan C untuk periode 16.
Tabel 2.38 PosisiInventoryPeriode 16 (unit)
Famili Item Demand Produksi Inventory (I0)
Penentuan Famili yang Akan Diproduksi Untuk Periode 17
Exp. Quantityuntuk item A = I0–Demand= 43 - 213 = - 170
Tabel 2.39 Penentuan Famili yang Akan Diproduksi Periode 17
Famili
Qij = Iij(t-1) Dij,t Status
I A 213 43 43 -170 Produksi
B 206 32 32 -174 Produksi
II C 235 34 34 -201 Produksi
Menentukan Batas Atas (UB) dan Batas Bawah (LB)
LBI=∑∀ ∈ [0, , − , + ]
= [0;1,098 (213–43 + 43)] + [0;0,863 (206–32 + 32)] = 411,652
Asumsikan : Perhitungan UB sampai n = 2
UBI=∑∀ ∈ ∑ , − , +
LBII=∑∀ ∈ [0, , − , + ]
= [0;1 (235 -34 + 34)]
= 235
Asumsi : Perhitungan UB sampai n=2
UBII=∑∀ ∈ ∑ , − , +
= [1 (235 + 235–34 + 34 )] = 470
X⃰ (Perencanaan Agregat) = 599
∑∀ ∈ = 646,652
∑∀ ∈ = 1293,304
Karena X⃰ tidak terdapat pada range∑∀ ∈ dan∑∀ ∈ , melainkan
∑∀ ∈ > X⃰ maka diperlukan penyesuaian.
Jika ∑∀ ∈ > X⃰ maka perlu dilakukan penyesuaian karena melanggar batas
bawah, tingkat inventory < safety stock dan menimbulkan biaya stock out maka
penyesuaian dilakukan dengan asumsi biaya konstan dan terdapat risikoback order
dengan rumus :
∗ = ∗
Σ∀
JikaΣ∀ < X⃰ maka perlu dilakukan penyesuaian karena melanggar batas atas,
dengan rumus :
∗ = ∗
Σ∀
SehinggaΣ∀ ≤ X⃰ ≤Σ∀
Menghitung Jumlah Famili yang Akan Diproduksi Dengan Menggunakan Penyesuaian
X⃰ (Perencanaan Agregat) = 645
∗ = ∗
∀ =
× ,
, =410,600
∗ = ∗
∀ =
×
, = 234,400
Jumlah Masing-masing Item
∗ ≤ [ + − ]
∀ ∈
Untuk famili I
Untuk N =1
410,600≤ [1,098(213 + 43–43 )] + [0,863(206 + 32–32)] 410,600≤411,652
E = 411,652–410,600 = 1,052
Jumlah Masing-masing Item
∗ = + − − ,
Σ∀ ,
Untuk Item A
= (213 + 43–43) -( , ( , ) ×, ( ))
= 213 -( ,
, )
= 213–0,544
= 212,456≈213 unit
Untuk Item B
= (206 + 32–32) -( , ×
, ( ) , ( ))
= 206 -( ,
, )
Untuk famili II
PosisiInventoryPeriode 17
Tabel 2.40 merupakan posisiinventoryitem A, B dan C untuk periode 17.
Tabel 2.40 PosisiInventoryPeriode 17 (unit)
Famili Item Demand Produksi Inventory (I0)
Penetuan Famili yang Akan Diproduksi Pada Periode 18
Exp. Quantityuntuk item A = I0–Demand= 43 - 219 = - 155
Tabel 2.41 Penentuan Famili yang Akan Diproduksi Periode 18
Famili
Qij = Iij(t-1) Dij,t Status
I A 219 43 43 -176 Produksi
B 211 32 32 -179 Produksi
Menentukan Batas Atas (UB) dan Batas Bawah (LB)
LBI=∑∀ ∈ [0, , − , + ]
= [0;1,098 (219–43 + 43)] + [0;0,863 (211–32 + 32)] = 422,555
Asumsikan : Perhitungan UB sampai n = 2
UBI=∑∀ ∈ ∑ , − , +
= [1,098 (219 + 219–43 + 43) + 0,863 (211 + 211–132 + 32)] = 845,11
LBII=∑∀ ∈ [0, , − , + ]
= [0;1 (242 -34 + 34)]
= 242
Asumsi : Perhitungan UB sampai n=2
UBII=∑∀ ∈ ∑ , − , +
= [1 (242 + 242–34 + 34 )] = 484
X⃰ (Perencanaan Agregat) =665
∑∀ ∈ = 664,555
∑∀ ∈ = 1329,11
Karena X⃰ tidak terdapat pada range∑∀ ∈ dan∑∀ ∈ , melainkan
∑∀ ∈ > X⃰ maka diperlukan penyesuaian.
Jika ∑∀ ∈ > X⃰ maka perlu dilakukan penyesuaian karena melanggar batas
bawah, tingkat inventory < safety stock dan menimbulkan biaya stock out maka
penyesuaian dilakukan dengan asumsi biaya konstan dan terdapat risikoback order
= Σ∀
JikaΣ∀ < X⃰ maka perlu dilakukan penyesuaian karena melanggar batas atas,
dengan rumus :
∗ = ∗
Σ∀
SehinggaΣ∀ ≤ X⃰ ≤Σ∀
Menghitung Jumlah Famili yang Akan Diproduksi Dengan Menggunakan Penyesuaian
Total UB = UBI+ UBII= 845,11 + 484 = 1329,11
Total LB = LBI+ LBII= 422,555 + 242 = 664,555
X⃰ (Perencanaan Agregat) = 663
∗ = ∗
∀ =
× ,
, =421,566
∗ = ∗
∀ =
×
, = 241,434
Jumlah Masing-masing Item
∗ ≤ [ + − ]
∀ ∈
Untuk famili I
Untuk N =1
421,566≤ [1,098(219 + 43–43 )] + [0,863(211 + 32–32)] 421,566≤422,555
E = 422,555–421,566 = 0,995
Jumlah Masing-masing Item
∗ = + − − ,
Untuk Item A
= (219 + 43–43) -( , ( , ) ×, ( ))
= 219 -( ,, )
= 219–0,516
= 218,484≈219 unit
Untuk Item B
= (211 + 32–32) -( , ( , ) ×, ( ))
= 211 -( ,, )
= 211–0,497
= 210,503≈211 unit
Untuk famili II
Untuk N = 1
241,434≤ [1(242 + 34–34)] 241,434≤ 242
E = 242–241,434 = 0,566
Jumlah Masing-masing Item Untuk Item C
= (242 + 34–34) -( , ×
( ) )
= 242 -( , )
= 242–0,566
PosisiInventoryPeriode 18
Tabel 2.42 merupakan posisiinventoryitem A, B dan C untuk periode 18.
Tabel 2.42 PosisiInventoryPeriode 18 (unit)
Famili Item Demand Produksi Inventory (I0)
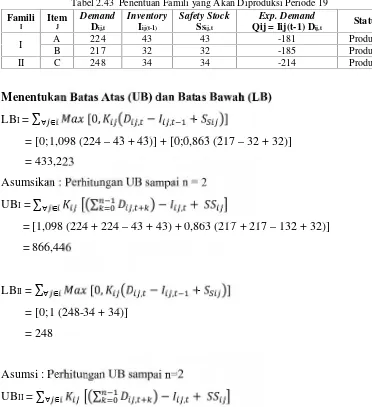
Penentuan Famili yang Akan Diproduksi Pada Periode 19
Exp. Quantityuntuk item A = I0–Demand= 43 - 224 = - 181
Tabel 2.43 Penentuan Famili yang Akan Diproduksi Periode 19
Famili
Qij = Iij(t-1) Dij,t Status
I A 224 43 43 -181 Produksi
B 217 32 32 -185 Produksi
II C 248 34 34 -214 Produksi
Menentukan Batas Atas (UB) dan Batas Bawah (LB)
LBI=∑∀ ∈ [0, , − , + ]
= [0;1,098 (224–43 + 43)] + [0;0,863 (217–32 + 32)] = 433,223
Asumsikan : Perhitungan UB sampai n = 2
UBI=∑∀ ∈ ∑ , − , +
Asumsi : Perhitungan UB sampai n=2
= 496
X⃰ (Perencanaan Agregat) =679
∑∀ ∈ = 657,223
∑∀ ∈ = 1362,446
Karena X⃰ tidak terdapat pada range∑∀ ∈ dan∑∀ ∈ , melainkan
∑∀ ∈ > X⃰ maka diperlukan penyesuaian.
Jika ∑∀ ∈ > X⃰ maka perlu dilakukan penyesuaian karena melanggar batas
bawah, tingkat inventory < safety stock dan menimbulkan biaya stock out maka
penyesuaian dilakukan dengan asumsi biaya konstan dan terdapat risikoback order
dengan rumus :
∗ = ∗
Σ∀
JikaΣ∀ < X⃰ maka perlu dilakukan penyesuaian karena melanggar batas atas,
dengan rumus :
∗ = ∗
Σ∀
SehinggaΣ∀ ≤ X⃰ ≤Σ∀
Menghitung Jumlah Famili yang Akan Diproduksi Dengan Menggunakan Penyesuaian
Total UB = UBI+ UBII= 866,223 + 496 = 1362,446
Total LB = LBI+ LBII= 433,223 + 248 = 681,223
X⃰ (Perencanaan Agregat) = 599
∗ = ∗
∀ =
× ,
, =431,809
∗ = ∗
∀ =
×
, = 247,191
Jumlah Masing-masing Item
∗ ≤ [ + − ]
Untuk famili I
Untuk N =1
431,809≤ [1,098(224 + 43–43 )] + [0,863(217 + 32–32)] 431,809≤433,223
E = 433,223–431,809 = 1,414
Jumlah Masing-masing Item
∗ = + − − ,
Σ∀ ,
Untuk Item A
= (224 + 43–43) -( , ( , ) ×, ( ))
= 224 -( ,
, )
= 224–0,731
= 223,269 ≈224 unit
Untuk Item B
= (217 + 32–32) -( , ×
, ( ) , ( ))
= 217 -( ,, )
= 217–0,708
= 216,292≈217 unit
Untuk famili II
Untuk N = 1
247,191≤ [1(248 + 34–34)] 247,191≤ 248
Jumlah Masing-masing Item
PosisiInventoryPeriode 19
Tabel 2.44 merupakan posisiinventoryitem A, B dan C untuk periode 19.
Tabel 2.44 PosisiInventoryPeriode 19 (unit)
Famili Item Demand Produksi Inventory (I0)
Penentuan Famili yang Akan Diproduksi Untuk Periode 20
Exp. Quantityuntuk item A = I0–Demand= 43 - 229 = - 186
Tabel 2.45 Penentuan Famili yang Akan Diproduksi Periode 20
Famili
Qij = Iij(t-1) Dij,t Status
I A 229 43 43 -186 Produksi
B 222 32 32 -190 Produksi
II C 254 34 34 -220 Produksi
Menentukan Batas Atas (UB) dan Batas Bawah (LB)
LBI=∑∀ ∈ [0, , − , + ]
= [0;1,098 (229–43 + 43)] + [0;0,863 (222–32 + 32)] = 443,028
Asumsikan : Perhitungan UB sampai n = 2
UBI=∑∀ ∈ ∑ , − , +
LBII=∑∀ ∈ [0, , − , + ]
= [0;1 (254 -34 + 34)]
= 254
Asumsi : Perhitungan UB sampai n=2
UBII=∑∀ ∈ ∑ , − , +
= [1 (254 + 254–34 + 34 )] = 508
X⃰ (Perencanaan Agregat) =695
∑∀ ∈ = 697,928
∑∀ ∈ = 1394,056
Karena X⃰ tidak terdapat pada range∑∀ ∈ dan∑∀ ∈ , melainkan
∑∀ ∈ > X⃰ maka diperlukan penyesuaian.
Jika ∑∀ ∈ > X⃰ maka perlu dilakukan penyesuaian karena melanggar batas
bawah, tingkat inventory < safety stock dan menimbulkan biaya stock out maka
penyesuaian dilakukan dengan asumsi biaya konstan dan terdapat risikoback order
dengan rumus :
∗ = ∗
Σ∀
JikaΣ∀ < X⃰ maka perlu dilakukan penyesuaian karena melanggar batas atas,
dengan rumus :
∗ = ∗
Σ∀
SehinggaΣ∀ ≤ X⃰ ≤Σ∀
Menghitung Jumlah Famili yang Akan Diproduksi Dengan Menggunakan Penyesuaian
Untuk famili II
PosisiInventoryPeriode 20
Tabel 2.46 merupakan posisiinventoryitem A, B dan C untuk periode 20.
Tabel 2.46 PosisiInventoryPeriode 20 (unit)
Famili Item Demand Produksi Inventory (I0)
Penentuan Famili yang Akan Diproduksi Untuk Periode 21
Exp. Quantityuntuk item A = I0–Demand= 43 - 234 = - 191
Tabel 2.47 Penentuan Famili yang Akan Diproduksi Periode 21
Famili
Qij = Iij(t-1) Dij,t Status
I A 234 43 43 -191 Produksi
B 227 32 32 -195 Produksi