BABV
PENGOLAHAN DATA DAN PEMBAHASAN
V.l Pengolahan Data
V. 1.1 Proses Penentuan Waktu Standar
a. Pengujian Terhadap Data Waktu Yang Dikumpulkan
Sebelum melakukan tahap-tahap penentuan waktu standar, teriebih dahulu akan dilakukan proses pengujian terhadap data waktu yang telah dikumpulkan pada pengukuran pendahuluan tahap pertama. Proses pengujian ini meliputi uji kenormalan data, uji
keseragaman data dan uji kecukupan data. Proses penguiian data ini
terdapat dalam lampiran. Dari hasil pengujian terlihat bahwa semua data lulus pengujian, hal ini dikarenakan :
1. Nilai T terhitung semuanya lebih kecil dari nilai T tabel. Ini
berarti bahwa semua data normal sehingga tidak ada yang
dihilangkan dan tidak dilakukan pengujian kedua.
2. Selumh nilai rata-rata tidak ada yang keluar dari batas kontrol atas dan batas kontrol bawah sehingga dalam hal ini juga tidak terdapat data yang dibuang dan tidak perlu melakukan pengujian tahap kedua.
3. Jumlah pengukuran yang telah dilakukan pada semua elemen kerja tidak ada yang kurang dari jumlah pengukuran sesungguhnya yang diperlukan. Ini mengindikasikan bahwa
jumlah pengukuran tahap pertama telah cukup dan tidak perlu
melakukan pengukuran tahap kedua.
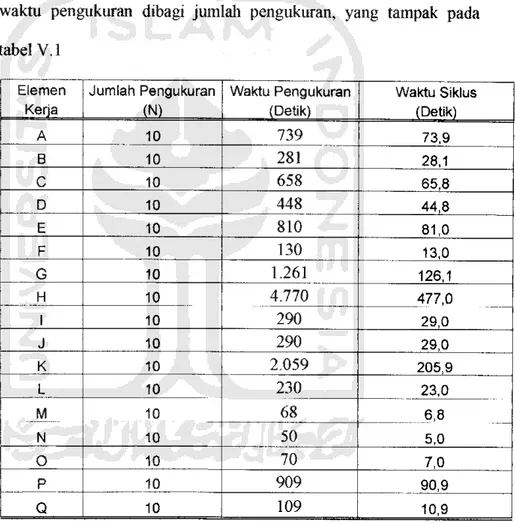
b. Penentuan Waktu Siklus
Berdasarkan hal tersebut maka semua data waktu per elemen kerja
dapat langsung digunakan untuk penentuan waktu siklus yaitu total
waktu pengukuran dibagi jumlali pengukuran, yang tampak pada
tabel V.l Elemen Kerja Jumlah Pengukuran (N) Waktu Pengukuran (Detik) Waktu Siklus (Detik) A 10 739 73,9 B 10 281 28,1 C 10 658 65,8 D 10 448 44,8 E 10 810 81,0 F 10 130 13,0 G 10 1.261 126,1 H 10 4.770 477,0 1 10 290 29,0 J 10 290 29,0 K 10 2.059 205,9 L 10 230 23,0 M N 10 68 6,8 10 50 5,0 O 10 70 7,0 P 10 909 90,9 Q 10 109 10,9
Tabel V. 1 Proses Penentuan Waktu Siklus
Contoh penghitungan:
739
Elemen Kerja A : = 73.9
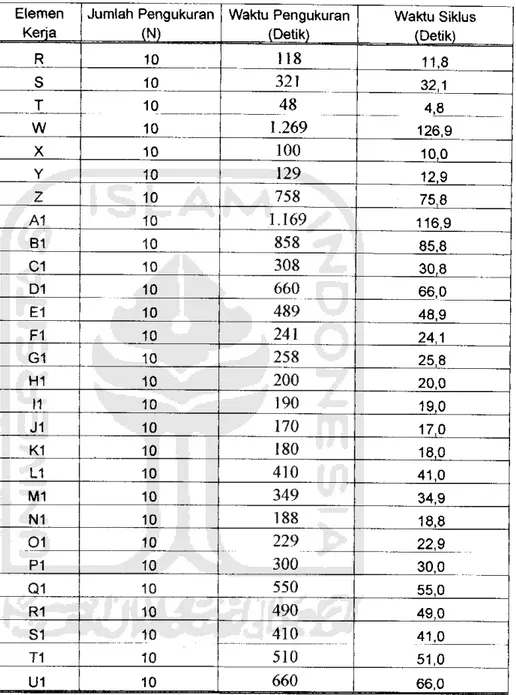
72 Elemen Kerja Jumlah Pengukuran (N) Waktu Pengukuran (Detik) Waktu Siklus (Detik) R 10 118 11,8 S 10 321 32,1 T 10 10 48 1.269 4,8 126,9 W X 10 100 10,0 Y 10 129 12,9 Z 10 758 75,8 A1 10 1.169 116,9 B1 10 858 85,8 C1 10 308 30,8 D1 10 660 66,0 E1 10 489 48,9 F1 10 241 24,1 G1 10 258 25,8 H1 10 200 20,0 11 10 190 19,0 J1 10 170 17,0 K1 10 180 18,0 L1 10 410 41,0 M1 10 349 34,9 N1 10 188 18,8 01 10 229 22,9 P1 10 300 30,0 Q1 10 550 55,0 R1 10 490 49,0 S1 10 410 41,0 51,0 T1 10 510 U1 10 660 66,0
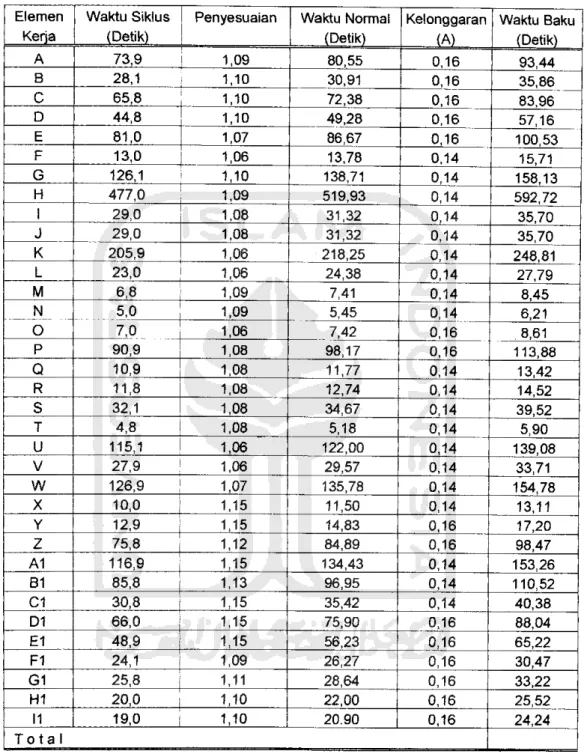
c. Penentuan Waktu Normal
Setelah waktu siklus diperoleh, langkah selanjutnya adalah menentukan waktu normal yang didapat dari perkalian antara waktu siklus dengan faktor penyesuaian pada table IV.4. Hasil perhitungan waktu normal disajikan dalam tabel berikut ini (tabel V.2).
d. Penentuan Waktu Standar
Setelah waktu normal didapat maka untuk menghitung waktu standar perlu ditambahkan faktor kelonggaran yang terdapat pada tabel IV.5. Hasil perhitungan waktu standar disajikan dalam tabel berikut ini (tabel V.2). Dimana waktu nonnal adalah perkalian antara waktu siklus dengan faktor penyesuaian. Sedangkan waktu standar adalah waktu normal dikalikan dengan kelonggaran.
74
Elemen Kerja
Waktu Siklus (Detik)
Penyesuaian Waktu Nonnal (Detik) Kelonggaran (A) Waktu Baku (Detik) A 73,9 1,09 80,55 0,16 93,44 B 28,1 1,10 30,91 0,16 35,86 C 65,8 1,10 72,38 0,16 83,96 D 44,8 1,10 49,28 0,16 57,16 E 81,0 1,07 86,67 0,16 100,53 F 13,0 L 1,06 13,78 0,14 15,71 G 126,1 1,10 138,71 0,14 158,13 H 477,0 1,09 519,93 0,14 592,72 1 29,0 1,08 31,32 0,14 35,70 J 29,0 1,08 31,32 0,14 35,70 K 205,9 1,06 218,25 0,14 248,81 L 23,0 1,06 24,38 0,14 27,79 M 6,8 1,09 7,41 0,14 8,45 .._.N_. O 5,0 1,09 5,45 0,14 6,21 7,0 1,06 7,42 0,16 8,61 P 90,9 1,08 98,17 0,16 113,88 Q 10,9 1,08 11,77 0,14 13,42 R 11,8 1,08 12,74 0,14 14,52 S 32,1 1,08 34,67 0,14 39,52 T 4,8 1,08 5,18 0,14 5,90 U 115,1 1,06 122,00 0,14 139,08 V 27,9 1,06 29,57 0,14 33,71 w 126,9 1,07 135,78 0,14 154,78 X 10,0 1,15 11,50 0,14 13,11 Y 12,9 1,15 14,83 0,16 17,20 z 75,8 1,12 84,89 0,16 98,47 A1 116,9 1,15 134,43 0,14 153,26 B1 85,8 1,13 96,95 0,14 110,52 C1 30,8 1,15 35,42 0,14 40,38 D1 66,0 1,15 75,90 0,16 88,04 E1 48,9 1,15 56,23 0,16 65,22 F1 24,1 1,09 26,27 0,16 30,47 G1 25,8 1,11 28,64 0,16 33,22 H1 20,0 _, 1,10 22,00 0,16 25,52 11 19,0 1,10 20.90 0,16 24,24 T o t a l
Elemen Kerja
Waktu Siklus (Detik)
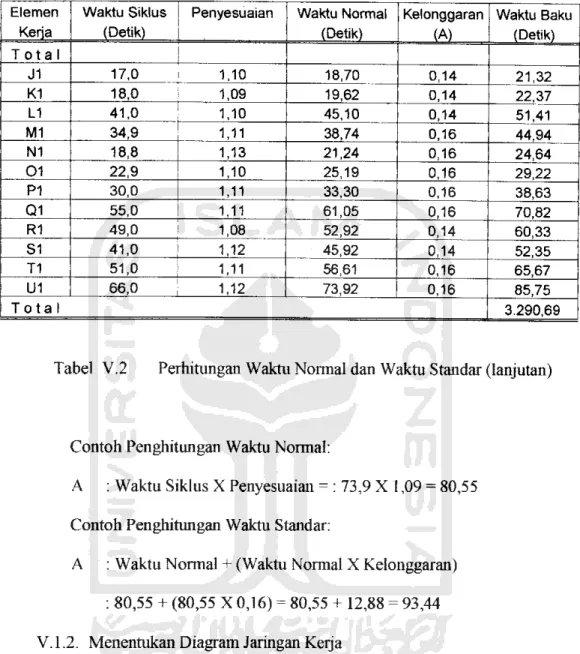
Penyesuaian Waktu Normal (Detik) Kelonggaran (A) Waktu Baku (Detik) T o t a l J1 17,0 1,10 18,70 0,14 21,32 K1 18,0 1,09 19,62 0,14 22,37 L1 41,0 1,10 45,10 0,14 51,41 M1 34,9 1,11 38,74 0,16 44,94 N1 18,8 1,13 21,24 0,16 24,64 01 22,9 1,10 25,19 0,16 29,22 P1 30,0 1,11 33,30 0,16 38,63 Q1 55,0 1,11 61,05 0,16 70,82 R1 49,0 1,08 52,92 0,14 60,33 S1 41,0 1,12 45,92 0,14 52,35 T1 51,0 1,11 56,61 0,16 65,67 U1 66,0 1,12 73,92 0,16 85,75 T o t a l 3.290,69
Tabel V.2 Perhitungan Waktu Normal dan Waktu Standar (lanjutan)
Contoh Penghitungan Waktu Normal:
A : Waktu Siklus X Penyesuaian = : 73,9 X 1,09 = 80,55
Contoh Penghitungan Waktu Standar:
A : Waktu Normal + (Waktu Normal X Kelonggaran)
: 80,55 + (80,55 X 0,16) = 80,55 + 12,88 = 93,44
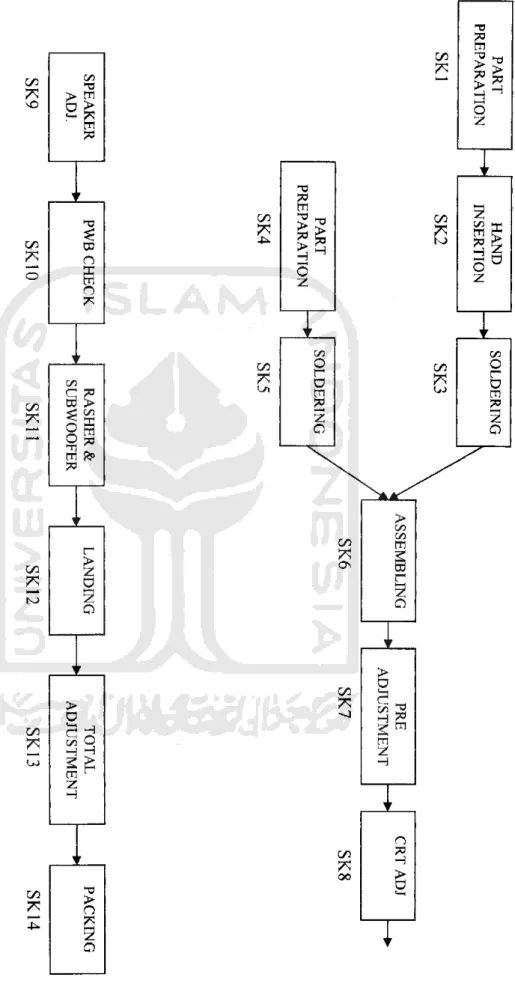
V. 1.2. Menentukan Diagram Jaringan Kerja
Untuk membuat televisi SHARP model 20U / 20, diperlukan umtan kegiatan dengan hubungan ketergantungan antara satu elemen kerja dengan elemen kerja lainnya. Diagram jaringan kerja yang disusun berdsarkan stasiun kerja dan dikelompokkan menumt fungsinya masing-masing digambarkan pada gambar V.1.
PART PREPARATION SKI HAND INSERTION SK2 PART PREPARATION SK4 SOLDERING SK3 SOLDERING SK5 ASSEMBLING SK6 PRE ADJUSTMENT SK7 CRT ADJ SK8 SPEAKER ADJ. PWB CHECK RASHER & SUBWOOFER LANDING TOTAL ADJUSTMENT PACKING SK9 SK10 SK11 SK12 SKI 3 SK14 Gambar V. 1. Diagram alir pembuatan TV
V.1.3 Menyeimbangkan Lini Produksi
Dalam suatu operasi dengan jalur perakitan, masalah utama
adalah menyeimbangkan beban kerja pada beberapa stasiun kerja
yang bertujuan untuk:
1. Memperoleh suatu tingkat efflsiensi yang tinggi melalui
pemanfaatan sumber-sumber daya yang efektif dan efesien.
2. Memenuhi rencana produksi (order produksi) yang telah ditetapkan
atau telah diterima.
Salah satu metode untuk menyeimbangkan beban pada stasiun
kerja adalah model heuristik yaitu dengan menggunakan cara bobot
posisi dan cara regional.
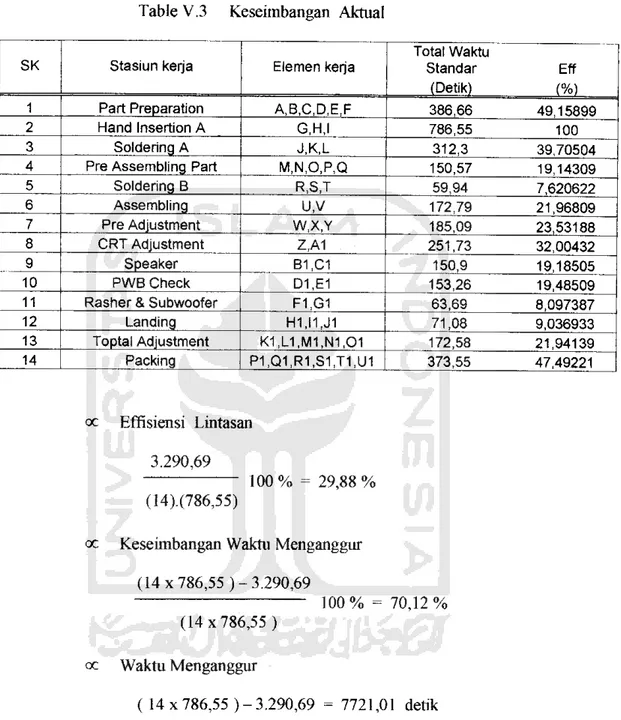
V. 1.3.1. Keseimbangan Aktual
Keseimbangan aktual adalah kondisi yang sebenarnya ada
di pabrik, dengan stasiun kerja yang terbentuk sebanyak 14 stasiun
kerja, dengan jumlah operator 33 orang dan jumlah elemen kerja
78
Table V.3 Keseimbangan Aktual
SK Stasiun kerja Elemen kerja
Totat Waktu Standar
(Detik)
Eff (%)
1 Part Preparation A,B,C,D,E,F 386,66 49,15899
2 Hand Insertion A G,H,I 786,55 100
3 Soldering A J,K,L 312,3 39,70504
4 Pre Assembling Part M,N,0,P,Q 150,57 19,14309
5 Soldering B R,S,T 59,94 7,620622
6 Assembling u,v 172,79 21,96809
7 Pre Adjustment W,X,Y l_ 185,09 23,53188
8 CRT Adjustment Z,A1 251,73 32,00432
9 Speaker B1.C1 150,9 19,18505
10 PWB Check D1.E1 153,26 19,48509
11 Rasher & Subwoofer F1.G1 63,69 8,097387
12 Landing H1,I1,J1 71,08 9,036933 13 Toptal Adjustment K1,L1,M1,N1,01 172,58 21,94139 14 Packing P1,Q1,R1,S1,T1,U1 373,55 47,49221 oc Effisiensi Lintasan 3.290,69 (I4).(786,55) 100% = 29,88%
oc Keseimbangan Waktu Menganggur
(14x786,55) -3.290,69 (14x786,55)
100% - 70,12%
oc Waktu Menganggur
( 14x786,55)-3.290,69 = 7721,01 detik
V.1.3.2 Cara Bobot Posisi
Langkah-langkah yang dilakukan dalam metode bobot posisi adalah sebagai berikut:
1. Membuat diagram ketergantungan dan menentukan waktu operasi
dari masing-masing elemen kerja (gambar 5.2)
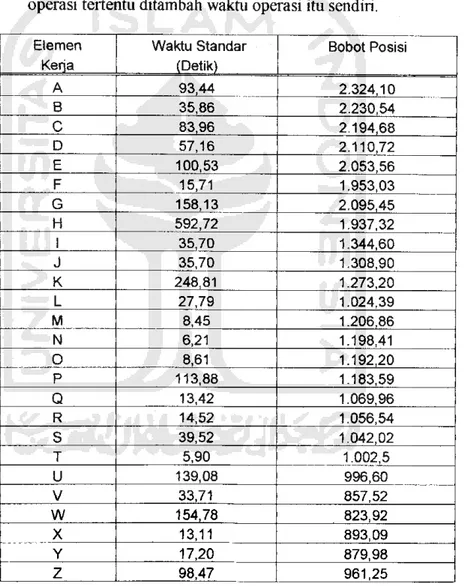
2. Menghitung bobot posisi, yaitu lamanya waktu yang diperlukan
untuk menyelesaikan pekerjaan. Bobot posisi untuk setiap operasi
adalah jumlah waktu selumh operasi yang mengikuti suatu
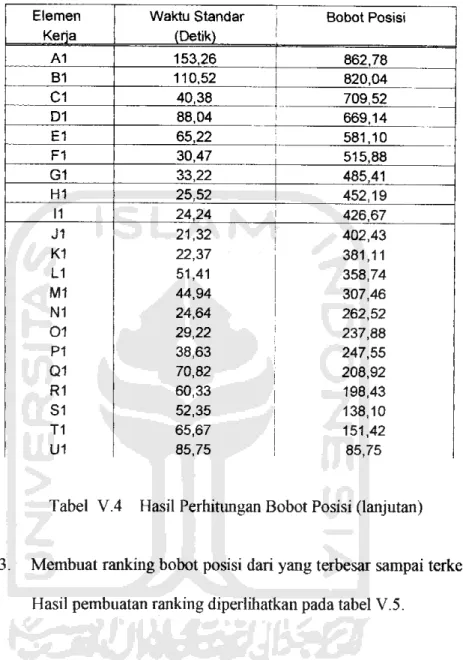
operasi tertentu ditambah waktu operasi itu sendiri.
Elemen Kerja Waktu Standar (Detik) Bobot Posisi A 93,44 2.324,10 B 35,86 2.230,54 C 83,96 2.194,68 D 57,16 2.110,72 E 100,53 2.053,56 F 15,71 1.953,03 G 158,13 2.095,45 H 592,72 1.937,32 I 35,70 1.344,60 J 35,70 1.308,90 K 248,81 1.273,20 L 27,79 1.024,39 M _j 8,45 1.206,86
N
^
6,21 1.198,41 0 , 8,61 1.192,20 P "" 113,88 1.183,59 Q 13,42 1.069,96 R 14,52 1.056,54 S 39,52 1.042,02 T 5,90 1.002,5 U 139,08 996,60 V 33,71 857,52 w 154,78 823,92 X 13,11 893,09 Y 17,20 879,98 z 98,47 961,25Elemen Waktu Standar Bobot Posisi Kerja (Detik) A1 153,26 862,78 B1 110,52 820,04 C1 40,38 709,52 D1 88,04 669,14 E1 65,22 581,10 F1 30,47 515,88 G1 33,22 485,41 H1 25,52 452,19 11 24,24 426,67 J1 21,32 402,43 K1 22,37 381,11 L1 51,41 358,74 M1 44,94 307,46 N1 24,64 262,52 01 29,22 237,88 P1 38,63 247,55 Q1 70,82 208,92 R1 60,33 198,43 S1 52,35 138,10 T1 65,67 151,42 U1 85,75 85,75
Tabel V.4 Hasil Perhitungan Bobot Posisi (lanjutan)
80
3. Membuat ranking bobot posisi dari yang terbesar sampai terkecil. Hasil pembuatan ranking diperlihatkan pada tabel V.5.
Total Waktu Standar 1 Bobot Posisi
(Detik)
(Detik)
o Si CN CO en o CO CN CN CD CO in CO CO CO "*" 05 csi CN o" CN 1X5 in" 05 o CN CO m co~ m o c\i CO m o" o CO o CO" in 05 CN CM r*-" CO 05 o CD ^r" CO o 05 co" o CO o CM CO" CN CD 00 8 CN m co" 5 co" o CN Si" 05 05 m co" CO (0 ^)" CM 05 O cSmocoinoincftcooocMCM^-cN^-ocot-ai co" cm" ^' cm" ^ *H o °l ^ "» °l P. *l n *-_ » T (DiO^NO<5,"WO)NNP)00>0)'-inifl OOOOO°5CDCf)r^CDinCNCNOCDCD'^C0 O>O)<Dd)C0(OCOCDN(Dmif)t CD 05 CO" CO CD m CO CO" in CN si" O) m o m" CO o in" CO CO 00" CN CN CO" 5 co" CO CO co" oiwrNmn£N^oSs?Hco^WNCN •qriniDsg0. ^t-cm^.t-^. ''l coofvifNco" •*•" oi r-" ri 2 oo co" n" S « S ° o" co" m" o co" i-->-COCNMJ^fO)^f-!^|cO^^I^-CO(DCOCO
Elemen
Kerja
< CO o Q O LU U_ X -~i20_ ^SO Oq:w-ii-3nx>5>5Soquju:5 c '2. c CO cr t— CN CO 1" in CO h- CO o> .-OCN CO •* m!OStDO)0'-CNMtlO(DNt0010T-Cv|rt 03 O O _Q o CD g '2, 3 flu > H82
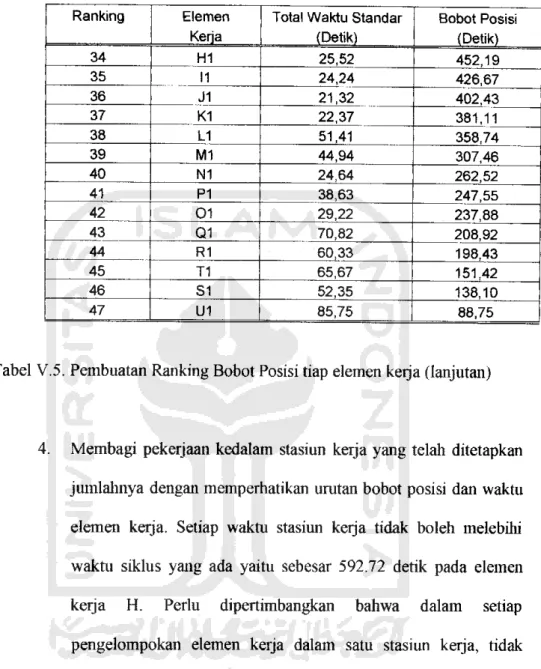
Ranking Elemen Kerja
Total Waktu Standar (Detik) Bobot Posisi (Detik) 34 H1 25,52 452,19 35 11 24,24 426,67 36 J1 21,32 402,43 37 K1 22,37 381,11 38 L1 51,41 358,74 39 M1 44,94 307,46 40 N1 24,64 262,52 41 P1 38,63 247,55 42 01 29,22 237,88 43 Q1 70,82 208,92 44 R1 60,33 198,43 45 T1 65,67 151,42 46 S1 52,35 138,10 47 U1 85,75 88,75
Tabel V.5. Pembuatan Ranking Bobot Posisi tiap elemen kerja (lanjutan)
4. Membagi pekerjaan kedalam stasiun kerja yang telah ditetapkan
jumlalinya dengan memperhatikan umtan bobot posisi dan waktu elemen kerja. Setiap waktu stasiun kerja tidak boleh melebihi waktu siklus yang ada yaitu sebesar 592.72 detik pada elemen kerja H. Perlu dipertimbangkan bahwa dalam setiap pengelompokan elemen kerja dalam satu stasiun kerja, tidak boleh dilupakan umtan dalam pembuatan televisi seperti pada stasiun kerja aktual yang pada pembuatan televisi yang ada. Hasil
pengelompokan stasiun kerja akan mengikuti aturan diagram
jaringan kerja, artinya tidak boleh terjadi pembalikan umtan kerja. Hasil trial dan error pengelompokan berdasaarkan ranking bobot
SK Elemen Kerja Waktu SK (Detik) Waktu Siklus (Detik) Eff (%) 1 A,B,C,D„E,F,G 544,79 592,72 91,91 2 H 592,72 592,72 100 3 U,K,L,M,N10,P,Q,R,S,T 558,26 592,72 94,18 4 U,V,W,X,Y,A1 454,83 592,72 76,74 5 B1,C1,D1,E1,F1,G1,H1,I1,J1 572,39 592,72 96,57 6 K1,L1,M1,N1,01,P1,Q1,R1,T1,S1,U1 567,45 592,72 95,74
Tabel V.6 Penugasan Elemen Kerja Menumt Cara Bobot Posisi
Hasil prhitungan menghasilkan 6 stasiun kerja. Selanjutnya berdasarkan
pengelompokan stasiun kerja tersebut diliitung efisiensi lintasan dan diperoleh
hasil sebagai berikut:
gc Efflsiensi Lintasan 3.290,69
(6).(592,72)
100% - 92,53%
oc Keseimbangan Waktu Menganggur
(6x592,72)-3.290,69
100 % = 7,47 % (6).(592,72)
cc Waktu Menganggur
(6x592,72)-3.290,69 = 265,63 detik
Pengelompokan stasiun kerja mempakan gabiingan dari beberapa stasiun kerja
SK Elemen Kerja
Gabungan stasiun kerja
aktual
1 A,B,C,D„E,F,G Part Preparation
2 H Heatsink
3 I.J.K.L.M.N.O.P.Q.R.S.T
Soldering A
Pre Assembling Part Solderinq B 4 U,V,W,X,Y,Z,A1 Assembling Pre Adjustment CRT adjustment 5 B1,C1,D1,E1,F1,G1,H1,I1,J1 Speaker Adjustment PWB Check Rasher & Subwoofer
Landinq 6 K1,L1,M1,N1,01,P1,Q1,R1,T1,S1,U1
Total Adjustment Packing
84
Tabel V.7. Hasil Pengelompokan stasiun kerja bam dari stasiun kerja aktual
V.1.3.3. Cara Regional
Langkah-langkah penyeimbangan beban kerja menumt metode region approach adalah sebagai berikut:
1. Membuat diagram ketergantungan untuk produk yang akan dibuat
dalam keadaan normal (gambar 5.4)
2. Membagi elemen-elemen kerja yang ada atas beberapa region, region pertama berisi elemen-elemen kerja yang tidak bergantung pada operasi manapun untuk memulainya. Sedangkan region berikutnya berisi elemen-elemen kerja yang langsung mengikuti elemen kerja yang ada pada region sebelumnya. Hasil pembagian
region terlihat pada gambar 5.4.
J K L U V W X Y Z Al Bl Cl DI El Fl Gl HI II Jl Kl LI Ml Nl OI PI Ql Rl SI TI Ul RST Gambar V.2. Diagram alir kerja menumt cara regional
86
4. Menentukan waktu siklus, yaitu waktu yang diperlukan oleh lintasan produksi untuk menghasilkan satu unit televisi SHARP.
Waktu terpanjang dimiliki oleh elemen kerja H dengan wakm
sebesar 592.72 detik. Maka waktu ini dijadikan waktu siklus. 5. Mengelompokkan operasi stasiun kerja berdasarkan diatas.
SK Elemen Kerja , Waktu Standar
(detik) Eff (%) 1 A,M,X,Z,B1,B,C,D 500,97 84,52 2 E,F,G 274,37 46,29 3 H 592,72 100 4 l,J,K,L,N,0,P,Q,R,S,T 550,06 92,80 5 U,V,W,Y,A1,C1 538,41 90,84 6 ^ 7 D1,E1,F1,G1,H1,I1,J1,K1,L1,M1,N1,01,P1 499,24 84,23 Q1,R1,S1,T1,U1 334,92 56,51
Tabel V.8 Pengelompokkan Stasiun Kerja
oc Efflsiensi Lintasan
3.290,69
100% - 79,31 % (7).(592,72)
cc Keseimbangan Waktu Menganggur
(7x592,72)-3.290,69
(7).(592,72)
100 % = 20,68 %
cc Waktu Menganggur
V.2 ANALISIS MASALAH
V.2.1. Anaiisis Perhitungan Waktu Baku
Agar hasil perhitungan waktu baku dapat dipergunakan untuk
jangka panjang, maka dari itu waktu baku ditentukan dengan
mempertimbangkan unsur-unsur kesulitan dalam setiap elemen kerja
dengan menambah faktor kelonggaran dan penyesuaian dalam
perhitungan waktu baku.
Perhitungan waktu baku dilakukan dengan pengukuran waktu
kerja yang dilakukan secara langsung pada saat operator bekerja
dengan menggunakan metode jam henti. Hasil dari perhitungan
waktu baku setiap elemen kerja dapat dilihat pada tabel V.2 dengan
jumlah pengukuran sebanyak 10 kali pada masing-masing elemen
kerja.
Dari hasil perhitungan waktu baku terdapat perbedaan waktu
sebenarnya. Hal ini disebabkan oleh karena :
• Operator tidak serius dalam bekerja, kurang semangat dan tidak
konsisten dengan pekerjaanya.
a Beban kerja tiap operator tidak merata.
• Waktu menunggu yang cukup lama antara pekerjaan yang satu
dengan pekerjaan selanjutnya.
Hasil pengujian data menunjukkan bahwa semua data hasil
pengukuran telah lulus uji oleh karena itu hasil pengukuran
Bahwa kondisi diatas dapat diperbaiki dengan cara sebagai berikut:
•
Supervisor lebih memperhatikan dan bertanggung jawab atas
anak buahnya.
• Menyeimbangkan beban kerja setiap operator.
• Menetapkan operator sesuai dengan kemampuannya.
• Menyusun aliran proses dan menempatkan mesin-mesin sesuai dengan umtan pekerjaan.
V.2.2. Anaiisis Penyeimbangan Lintasan Perakitan
Penyeimbangan lintasan dilakukan dengan menggabungkan
elemen-elemen kerja ke dalam satu stasiun kerja berdasarkan umtan
proses yang saling bergantungan sehingga akan terjadi distribusi
beban kerja yang lebih merata dibandingkan dengan sebelum
dilakukan penyeimbangan lintasan.
Pada stasiun kerja yang bam operator dapat bekerja lebih
efektif dan target produksi dapat tercapai, juga meningkatkan
efesiensi lintasan sehingga kapasitas produksi juga meningkat. Pada
kondisi awal dalam 33 stasiim kerja dengan jumlah operator 33
orang, dengan beban kerja yang tidak merata disetiap stasiun kerja
oleh karenanya efisiensi lintasan yang didapat dari hasil perhitungan
sangat rendah. Dengan waktu siklus sebesar 592,72 detik dan efisiensi yang dihasilkan sebesar 16,82 %
Melalui penyeimbangan lintasan ini tujuannya adalah
kerja
sehingga
dapat mengurangi
waktu
menggangur
dan
meningkatkan efisiensi yang ada. Penyeimbangan lintasan perakitan
dilakukan dengan menggunakan metode heuristik hegelson dan bimie
atau dikenal dengan metode peringkatan bobot posisi dan metode
region approach.
V.2.3 Anaiisis Perbandingan Efisiensi Antara Kondisi Awal Dengan
Metode Heuristik Hegelson Dan Bimie Dan Metode Region
Approach
Penyeimbangan lintasan dengan menggunakan dua metode sebagai perbandingan yaitu metode heuritik hegelson dan bimie dan metode region approach. Hasil perhitungan dari kedua metode diatas menghasilkan peningkatan efisiensi dari kondisi awal. Dengan hasil menunjukkan bahwa metode region approach dapat memberikan
peningkatan efesiensi lebih besar dari kondisi awal.
No Metode Penyeimbangan Efisiensi Lintasan
(%) Keseimbangan Waktu Menganggur (%) Waktu Menganggur (Detik) 1 Kondisi Aklual 16,82 83,18 16.269,07
2 Metode Heuristik (Hegelson-Birnie) 92.53 7,47 265.63
3 Metode Region Approach 7931 20.68 858.35
90
Dari analisa diatas dapat dilihat bahwa Metode Heuristik
(Hegelson-Birnie) mampu memberikan hasil yang optimal
dibandingkan dengan kondisi lainnya. V.2.4. Anaiisis Beban Kerja
Anaiisis beban kerja dilakukan untuk melihat efektivitas jumlali karyawan
yang ada dengan adanya pengelompokan stasiun kerja yangtelah dilakukan.
Jumlah karyawan tiap stasiun kerja aktual dan beban kerja tiap stasiim kerja
ditampilkan pada tabel V.9. Beban kerja atau efisiensi kerja dihitung dengan
jumlah waktu baku tiap satsiun kerja dibagi dengan waktu baku terpanjang
dikalikan 100%.
RankingBobot Posisi Kondisi Actual SK Beban Kerja
.(%)
Karyawan SK Beban Kerja (%) Karyawan 1 6 91,91 1 5 49,15899 2 1 100 ^_ 2 3 100 3 4 8 94,18 3 1 39,70504 3 76,74 4 4 19,14309 5 7 96,57 5 2 7,620622 6 8 95,74 6 7 8 9 10 11 12 13 14 2 2 5 2 21,96809 23,53188 32,00432 19,18505 19,48509 8,097387 9,036933 21,94139 47,49221
Berdasarkan beban kerja yang terdapat pada tabel V.9. terlihat bahwa
beberapa stasiun kerja dengan jumlah karyawan yang ada memiliki beban kerja
pengukuran yang rendah atau diartikan sebagai memiliki beban kerja yangterlalu
ringan (karena beban kerja pengukuran lebih kecil dari beban kerja normal,
100%). Hal tersebut nampak pada stasiun kerja 5, 9,10,11,12, dan 13 yang
memiliki beban kerjakurang dari 20%. Selanjutnya hasil perbaikan lintasan dan beban kerja pengukuran baikdengan cara Ranking Bobot Posisi. Pada Cara Ranking Bobot Posisi, hanya pada stasiun kerja 4 yang memiliki efisiensi rendah yaitu 76%, sedang yang lainnya memiliki efisiensi tinggi, yaitu di atas 90%.
Upaya perbaikan beban kerja dicoba dengan mengubah jumlah karyawan pada stasiun kerja 4,3 dan 1 denagn menambah atau mengurangi 1 (satu) kaaryawan. Beban kerja perbaikan dihitung dengan rumusan :
BKp=TK*BK/TKp
BKp adalah beban kerja perbaikan, TK adalah jumlah tenaga kerja, BK adalah beban kerja mula-mula, dan TKp adalah jumlah tenaga kerja perbaikan. Hasil perhitungan selengkapnya ditampilkan pada tabel V.ll. Temyata dengan penambahan satu karyawan pada stasiun 3 memberikan beban kerja yang sangat rendah (57,55%), sedangkan pengurangan satu karyawan memberikan beban kerja yang terialu berat (melebihi 100%). Demikian pula pada stasiun kerja 1 (satu), dengan penambahan satu karyawan memberikan beban kerja stasiun kerja yang rendah dibandingkan dengan beban kerja normalnya. Oleh karena itu, dengan pengelompokan yang telah dilakukan, maka tidak diperlukan