M O D U L E L E K T R O N I K A D A N M E K A T R O N I K A
P E N G E N D A L I A N
S I S T E M P N E U M A T I K
M E N G G U N A K A N P L C
S I E M E N S S 7 P C - 3 0 0
KENDALI ELEKTROPNEUMATIK BERBASIS PLC SIEMENS S7- 300
Untuk Sekolah Menengah Kejuruan
Edisi Tahun 2017
KEMENTERIAN PENDIDIKAN DAN KEBUDAYAAN DIREKTORAT JENDERAL PENDIDIKAN DASAR DAN MENENGAH
KENDALI ELEKTROPNEUMATIK BERBASIS PLC SIEMENS S7- 300
Copyright © 2017, Direktorat Pembinaan SMK
All rights Reserved
Pengarah
Drs. H. Mustaghirin Amin, M.BA Direktur Pembinaan SMK
Penanggung Jawab
Arie Wibowo Khurniawan, S.Si. M.Ak
Kasubdit Program dan Evaluasi, Direktorat Pembinaan SMK
Ketua Tim
Arfah Laidiah Razik, S.H., M.A.
Kasi Evaluasi, Subdit Program dan Evaluasi, Direktorat Pembinaan SMK
Penyusun
Direktorat Pembinaan Sekolah Menengah Kejuruan
KATA PENGANTAR DIREKTUR KASUBDIT PROGRAM DAN EVALUASI
Assalamu’alaikum Warahmatullahi Wabarakatuh Salam Sejahtera,
Melalui Instruksi Presiden (Inpres) Nomor 9 Tahun 2016 tentang Revitalisasi Sekolah Menengah Kejuruan (SMK), dunia pendidikan khususnya SMK sangat terbantu karena akan terciptanya sinergi antar instansi dan lembaga terkait sesuai dengan tugas dan fungsi masing-masing dalam usaha mengangkat kualitas SMK. Kehadiran Buku Serial Revitalisasi SMK ini diharapkan dapat memudahkan penyebaran informasi bagaimana tentang Revitalisasi SMK yang baik dan benar kepada seluruh stakeholder sehingga bisa menghasilkan lulusan yang terampil, kreatif, inovatif, tangguh, dan sigap menghadapi tuntutan dunia global yang semakin pesat.
Buku Serial Revitalisasi SMK ini juga diharapkan dapat memberikan pelajaran yang berharga bagi para penyelenggara pendidikan Kejuruan, khususnya di Sekolah Menengah Kejuruan untuk mengembangkan pendidikan kejuruan yang semakin relevan dengan kebutuhan masyarakat yang senantiasa berubah dan berkembang sesuai tuntuan dunia usaha dan industri.
Tidak dapat dipungkuri bahwa pendidikan kejuruan memiliki peran strategis dalam menghasilkan manusia Indonesia yang terampil dan berkeahlian dalam bidang-bidang yang sesuai dengan kebutuhan. Terima kasih dan penghargaan kami sampaikan kepada semua pihak yang terus memberikan kontribusi dan dedikasinya untuk meningkatkan kualitas Sekolah Menengah Kejuruan. Buku ini diharapkan dapat menjadi media informasi terkait upaya peningkatan kualitas lulusan dan mutu Sumber Daya Manusia (SDM) di SMK yang harus dilakukan secara sistematis dan terukur.
Wassalamu`alaikum Warahmatullahi Wabarakatuh
Jakarta, 2017
P
Puji syukur kami panjatkan kepada Tuhan Yang Maha Esa atas tersusunnya buku teks ini, dengan harapan dapat digunakan sebagai buku teks untuk siswa Sekolah Menengah Kejuruan (SMK) Bidang Studi Keahlian Teknologi Dan Rekayasa, Teknik Mekatronika.
Modul pembelajaran ini disusun berdasarkan tuntutan paradigma pengajaran dan pembelajaran kurikulum 2013 yang diselaraskan berdasarkan pendekatan model pembelajaran yang sesuai dengan kebutuhan belajar kurikulum abad 21, yaitu peningkatan keterampilan berdasarkan tuntutan kebutuhan industri. Penyajian modul pembelajaran ini disusun dengan tujuan agar supaya peserta didik dapat melakukan proses pencarian pengetahuan berkenaan dengan materi pelajaran melalui berbagai aktivitas proses sains sebagaimana dilakukan oleh para ilmuwan dalam melakukan eksperimen ilmiah (penerapan scientifik), dengan demikian peserta didik diarahkan untuk menemukan sendiri berbagai fakta, membangun konsep, dan paradigma baru secara mandiri.
Kementerian Pendidikan dan Kebudayaan, Direktorat Pembinaan Sekolah
Menengah Kejuruan, dan Direktorat Jenderal Peningkatan Mutu Pendidik dan Tenaga
Kependidikan menyampaikan terima kasih, sekaligus saran kritik demi kesempurnaan
buku teks ini dan penghargaan kepada semua pihak yang telah berperan serta dalam
membantu terselesaikannya buku teks siswa jurusan teknik Mekatronida di tingkat Sekolah Menengah Kejuruan (SMK).
Jerman, 1 April 2017
Penulis
(%*8%6-7-KATA PENGANTAR ... i
DAFTAR ISI ... ii
DAFTAR GAMBAR ... iv
DAFTAR TABEL ... vii
PETA KEDUDUKAN MODUL ... II GLOSARIUM ... III BAB I ... 1
PENDAHULUAN ... 1
A. STANDAR KOMPETENSI ... 1
B. DESKRIPSI MATERI PEMBELAJARAN ... 4
C. WAKTU... 4
D. PRASYARAT ... 4
E. PETUNJUK PENGGUNAAN MODUL... 5
F. TUJUAN AKHIR ... 5
G. CEK PENGUASAAN STANDAR KOMPETENSI ... 5
BAB II ... 7
KEGIATAN PEMBELAJARAN ... 7
1. KEGIATAN PEMBELAJARAN 1 : ELEKTROPNEUMATIK ... 7
a. Tujuan Pembelajaran ... 7
(%*8%6+%1&%6
2. KEGIATAN PEMBELAJARAN 3 : PEMROGRAMAN LOGIKA DASAR PLC ... 38
a. Tujuan ... 38
b. Uraian materi ... 38
c. Rangkuman ... 49
d. Tes Formatif ... 50
3. KEGIATAN PEMBELAJARAN 3 : PEMROGRAMAN LOGIKA DASAR PLC ... 51
a. Tujuan Pembelajaran ... 51
b. Uraian materi ... 51
c. Rangkuman ... 72
d. Tes Formatif ... 72
e. Lembar Kerja ... 73
BAB III ... 79
EVALUASI ... 79
PENUTUP ... 85
DAFTAR PUSTAKA ... 86
(%*8%6+%1&%6
Gambar 1. Kontak sakelar dengan konfigurasi NC ... 8
Gambar 2. Macam macam kontak ... 8
Gambar 3. Konfigurasi N/O dan N/C ... 9
Gambar 4. Saklar ... 10
Gambar 5. Simbol Saklar... 11
Gambar 6. Kontak limit switch ... 12
Gambar 7. Konstruksi Relay ... 12
Gambar 8. Macam – macam Sensor ... 13
Gambar 9. Reed Switch ... 14
Gambar 10. Skema Sensor 1 arah ( one – way) ... 16
Gambar 11. Skema Sensor dengan Reflektor ... 16
Gambar 12. Konstruksi Relay ... 17
Gambar 13. Identitas Relay... 18
Gambar 14. relay tunda waktu hidup ... 19
Gambar 15. Relay Tunda Waktu Mati ... 19
Gambar 16. Katup dengan Pilot Solenoid ... 20
Gambar 17. Simbol-simbol grafik untuk kontak: fungi dasar dan aktuasi tertunda ... 21
Gambar 18. Simbol grafis untuk alat-alat yang dioperasikan manual ... 21
Gambar 19. Simbol – simbol grafis penggerak elektromekanik ... 22
Gambar 20. Simbol Grafis untuk Relai dan Kontaktor ... 22
Gambar 21. Simbol-simbol Grafis untuk Sensor ... 23
Gambar 22. Susunan Rangkaian Pneumatik ... 24
Gambar 23. Susunan Rangkaian Elektrik ... 24
Gambar 24. Switch NO dalam Keadaan Tersambung ... 25
Gambar 25. Positional Diagram ... 26
Gambar 26. Diagram Step Pemindahan ... 27
Gambar 27. Diagram Rangkaian Pneumatik dan Diagram Rangkaian Elektrik ... 27
Gambar 28. Rangkaian yang Mendeteksi Akhir Langkah Maju dan Langkah Mundur29 Gambar 29. Sket Posisi ... 30
Gambar 30. Displacement Step Diagram ... 30
DAFTAR GAMBAR
Gambar 31. Diagram rangkaian elektropneumatik urutan gerak : A+, B+, A-, B- ... 31
Gambar 32. Contoh Bahasa Pemrograman STL ... 39
Gambar 33. Contoh Bahasa Pemrograman LAD ... 39
Gambar 34. Contoh Bahasa Pemrograman FBD ... 39
Gambar 35. Contoh Bahasa Pemrograman S7- Graph ... 40
Gambar 36. Contoh Bahasa Pemrograman SCL ... 41
Gambar 37. Modul PS-307-2A ... 42
Gambar 38. Modul CPU 313-1AD01-0AB0 ... 43
Gambar 39. Blok Diagram Modul I/O SM 323 DI8/DO8x24 VDC ... 46
Gambar 40. Antarmuka Masukan ... 46
Gambar 41. Antarmuka Keluaran ... 47
Gambar 42. PC Adapter MPI USB ... 47
Gambar 43. Diagram Alur Pemrograman Dengan Simatic Manager ... 48
Gambar 44. Prosedur penggunaan Siemens Step 7 ... 52
Gambar 45. Simbol Icon Simatic Manager ... 52
Gambar 46. Tampilan New Project Wizard ... 53
Gambar 47. Tampilan pemilihan hardware PLC ... 53
Gambar 48. Tampilan pemilihan block program ... 54
Gambar 49. Tampilan nama project ... 54
Gambar 50. Tampilan project Step 7... 55
Gambar 51. OB1 ... 55
Gambar 52. Halaman untuk menulis program “ Ladder” ... 56
Gambar 53. icon “Symbol” ... 56
Gambar 54. Tampilan Symbol Editor ... 57
Gambar 55. Deklarasi alamat input dan output ... 57
Gambar 56. Memilih bahasa Ladder ... 57
Gambar 57. Kontak normally open ... 58
Gambar 58. Simbol Coil ... 58
Gambar 59. Membuat Program Logika OR ... 58
Gambar 60. Ladder 1 NO dan 1 coil ... 58
Gambar 61. Parallel ladder branch ... 58
Gambar 62. Parallel ladder close branch ... 59
Gambar 64. Simbol S-ODT ... 60
Gambar 65. Pemrograman Timer On Delay ... 60
Gambar 66. Symbol S-Off DT ... 61
Gambar 67. Pemrograman Timer Off Delay ... 61
Gambar 68. Simbol Counter UP “ S-CU) ... 62
Gambar 69. Counter up ... 63
Gambar 70. Simbol Counter Down ... 63
Gambar 71. Program Counter Down ... 64
Gambar 72. Rangkaian Pengunci dengan Dominan Set ... 65
Gambar 73. Rangkaian Pengunci Dominan Reset ... 65
Gambar 74. Rangkaian Memori dengan Katup Solenoid Ganda ... 66
Gambar 75. Langkah untuk Memanggil Fungsi Set Reset ... 66
Gambar 76. Ladder Diagram Fungsi Set- Reset ... 67
Gambar 77. Konfigurasi Hardware PLC ... 67
Gambar 78. Saklar On Off ... 68
Gambar 79. Switch Mode PLC ... 68
Gambar 80. Set Komunikasi PLC... 68
Gambar 81. Set PC Adapter ... 69
Gambar 82. Properti PC Adapter ... 69
Gambar 83. Menu Download ... 70
Gambar 84. Icon Simulasi ... 70
Gambar 85. Icon monitor ... 71
Gambar 86. PLCSIM mode RUN ... 71
P U U UL (%*8%68%&)0
Tabel 1. Tampilan LED Status dan Kesalahan CPU-313-1AD01-0AB0 ... 44
Tabel 2. Mode Selector Switch CPU-313-1AD01-0AB0 ... 44
Tabel 3. Parameter S-ODT ... 60
Tabel 4. Parameter S-Off DT ... 61
Tabel 5. Parameter Counter UP ... 62
P U U UL
Struktur kurikulum bidang keahlian Teknologi dan Rekayasa program keahlian
Teknik Elektronika paket keahlian Teknik Mekatronika.
nalog
Actuator Suatu alat yang dapat merubah besaran/kuantitas listrik
menjadi kuantitas fisik seperti contohnya : motor, solenoid,
lampu, katup, dsb
Akumulator - Salah satu jenis register data. Pada umumnya,
meskipun pemrogram tidak perlu sadar karena CPU PLC
menggunakan akumulator berdasarkan preferensi,
namun ia harus sadar dengan perintah tertentu
- Jika terdapat 2 buah akumulator, A0 dan A1, dan data
yang terprogram 16 bit, maka data akan masuk ke A0,
dan jika data yang terprogram adalah 32 bit, kata paling
bawah akan masuk ke A0 dan kata paling atas akan
masuk ke A1
- Ketika perintah yang menggunakan akumulator
dijalankan beberapa kali dalam program, jika data
tersebut berturut-turut tidak terkirim ke register data,
maka akumulator akan menulis ulang secara
preferensial menggunakan CPU PLC. Untuk itu pada
saat akan melaksanakan perintah selanjutnya harus
berhati-hati supaya tidak terlanjur tertulis ulang.
Address - Alamat di memori. Memori memiliki alamat, dan menulis
serta membaca data dilakukan dengan menunjuk
alamat tersebut
- Nilai numerik untuk menunjukkan posisi target pada
saat pemosisian. Satuan diatur dalam mm, inci, sudut,
atau jumlah pulsa
lgoritma Prosedur pemrosesan untuk mencapai tujuan tertentu dari
pemakaian komputer. Sesuatu yang menguraikan algoritma
secara nyata menggunakan bahasa pemrograman disebut
program
nalog Jumlah yang terus menerus berubah. Yaitu nilai yang sulit
ditangani dengan angka (nilai digital), misalnya waktu, suhu,
tekanan, voltase, arus, jumlah aliran, dan sebagainya. Karena
nilai analog tidak ditangani secara langsung di CPU PLC,
maka pengoperasian dilakukan dengan mengkonversi ke
nilai digital. Hal ini disebut dengan konversi A/D
Assembler Software program komputer yang mengubah bahasa
pemrograman assembly kedalam bahasa mesin (machine
code)
Batch Jumlah yang diproses dalam sekali operasi dalam proses
(yaitu proses batch) yang tidak dapat dihentikan di tengah
jalan setelah material dimasukan. Seperti proses penguatan
(annealing) dan polimerisasi
Bit Singkatan dari binary digit. 1bit adalah satuan minimum
informasi untuk menampilkan dua kondisi, 0 (OFF) dan 1
(ON). Kontak dan koil adalah 1 bit, sehingga disebut
perangkat bit
lok ungsi S Sebuah FB dirancang untuk mengkonversi blok sirkuit, yang
digunakan berulang kali dalam urutan program, menjadi
komponen yang akan digunakan dalam program sekuens
yte Satuan jumlah informasi. 1 byte setara dengan 8 bit.
CPU Bagian sub-sistem yang bertugas mengontrol dan
mensupervisi semua operasi PLC. Sebuah komunikasi internal
atau “Bus System” membawa informasi dari dan ke CPU, I/O,
dan memori
database asis ata
Sekumpulan data yang dimiliki bersama oleh beberapa
aplikasi perangkat lunak atau pengguna. Ada kalanya
pengertian ini mencakup juga sistem manajemennya.
P Electrically Erasable Programmable Read Only Memory
(EEPROM, E2ROM), Salah satu jenis memori hanya baca.
Penulisan dapat dilakukan dengan menggunakan tegangan.
L S U
k
,
Unit pelayanan udara
Memori tidak akan terhapus meskipun listrik padam.
Bentuk luarnya sama dengan IC-RAM
High Level
Language
Bahasa pemrograman yang mudah dipahami dan digunakan
oleh pemakai. Adapun bentuknya berupa kata-kata atau
grup kata-kata dan atau berupa gambar diagram, yang pada
umumnya ditulis dalam bahasa inggris dan selanjutnya
perintah (kata-kata atau gambar diagram) ini diubah kedalam
bahasa mesin, yang menjadikan perintah ini dapat dieksekusi
oleh CPU
Interlock persyaratan untuk mengeblok operasi mesin yang sedang
berjalan agar tidak berpindah ke operasi berikutnya hingga
operasi yang sedang berjalan selesai, Interlock digunakan
untuk mencegah mesin rusak
Modul input analog Mengubah sinyal analog ke dalam bentuk sinyal digital,
dengan cara mengisolasi sinyal input analog yang dari luar
prosesor dan mengubahnya kedalam bentuk sinyal digital
dengan level yang sesuai, sehingga perubahan sinyal
kompatibel dengan bus data PLC
Modul output
analog
mengubah sinyal digital yang berasal dari prosesor ke dalam
bentuk sinyal analog yang terisolasi, yang dapat dipakai untuk
menggerakan (men-drive) peralatan output
emori program Memori yang menyimpan program dan parameter yang
diperlukan dalam pengolahan modul CPU
Monitor online Membaca dan memonitor status pengoperasian serta konten
perangkat pada CPU PLC yang sedang beroperasi dengan
menghubungkan CPU PLC dan perangkat periferi
Pemrograman
Offline
menulis dan menyimpan program di dalam komputer tanpa
komputer (programming terminal) dihubungkan ke PLC
Pemrograman
Online
Membuat program atau memasukan logika ladder dalam alat
Tranduser Suatu alat yang dapat merubah kuantitas fisik menjadi
sinyal listrik. Beberapa contoh dari tranducer diantaranya
dapat berupa : tombol tekan, sakelar batas, termostat,
straingages, dsb. Transducer ini mengirimkan informasi
mengenai kuantitas yang diukur.
Unit pelayanan udara
Peralatan pneumatic yang terdiri dari filter, pengatur tekanan,
dan pelumas
Vakum udara yang mempunyai tekanan di bawah atmosfir
P HULU
. S P S
P HULU
. S P S
Berikut ini adalah standar kompetensi siswa paket keahlian Teknik Mekatronika
pada mata pelajaran Elektropneumatik dan Robotika.
Kompetensi Inti 1 dan 2 memuat Tentang :
KI 1. Menghayati dan mengamalkan ajaran agama yang dianutnya
KI 2. Menghayati dan mengamalkan perilaku jujur, disiplin, tanggung jawab,
peduli (gotong royong, kerjasama, toleran, damai), santun, responsif dan
proaktif dan menunjukkan sikap sebagai bagian dari solusi atas berbagai
permasalahan dalam berinteraksi secara efektif dengan lingkungan sosial
dan alam serta dalam menempatkan diri sebagai cerminan bangsa dalam
pergaulan dunia
Sedangakan KI 3 dan KI 4 untuk pengetahuan dan ketrampilan dijabarkan beserta
Kompetensi Dasarnya seperti di bawah ini:
ompetensi nti ompetensi asar
KI 3. Memahami, menerapkan
menganalisis dan mengevaluasi
pengetahuan faktual, konseptual,
prosedural dan metakognitif
dalam ilmu pengetahuan,
teknologi, seni, budaya, dan
humaniora dengan wawasan
kemanusiaan, kebangsaan,
kenegaraan, dan peradaban
terkait penyebab fenomena dan
kejadian dalam bidang kerja yang
spesifik untuk memecahkan
masalah
3.1 Memahami beberapa macam robot
yang diam ditempat dan robot yang
berjalan serta konstruksinya
3.2 Menjelaskan komponen-komponen
utama pada robot
3.3 Membaca data teknik
komponen-komponen utama pada robot
3.4 Memahami diagram rangkaian robot
3.5 Menjelaskan proses komisioning pada
robot
3.6 Menjelaskan peralatan kerja dan robot
yang akan dijalankan
BAB I
ompetensi nti ompetensi asar
ompetensi nti ompetensi asar
3.7 Menyebutkan macam-macam
pemeriksaan yang dilakukan sebelum
menjalankan robot
3.8 Memahami urutan pengoperasian suatu
robot
3.9 Menjelaskan peralatan kerja dan
komponen yang digunakan
3.10Memahami cara pemasangan
komponen-komponen sesuai manual
instuksinya
3.11Memahami cara penggantian komponen
yang rusak pada robot dengan
menggunakan peralatan kerja yang
sesuai
3.12 Memilih software kontrol yang sesuai
dengan program robot
3.13 Memahami bahasa pemrograman yang
digunakan
3.14 Memahami langkah-langkah
pemindahan program dari komputer/
peralatan pemrograman ke robot
3.15 Memahami cara pengujian program
pada robot
KI 4. Mengolah, menalar, menyaji dan
mencipta dalam ranah konkret
dan ranah abstrak terkait dengan
pengembangan dari yang
dipelajarinya di sekolah secara
mandiri,dan mampu
4.1 Menunjukkan beberapa macam robot
dan bagian-bagiannya
4.2 Melakukan pemeriksaan fungsi
komponen-komponen yang digunakan
pada robot
4.3 Memilih komponen-komponen yang
ompetensi nti ompetensi asar
melaksanakan tugas spesifik di
bawah pengawasan langsung
4.4 Membaca dan menggambar diagram
rangkaian robot.
4.5 Melakukan komisioning pada robot
4.6 Menyiapkan peralatan kerja dan robot
yang akan dioperasikan
4.7 Melakukan monitoring terhadap
komponen mesin, sambungan kabel,
alamat I/O kendali elektronik dan
pasangan mekanik
4.8 Menjalankan mesin sesuai prosedur dan
melakukan tindakan pengamanan jika
terjadi kegagalan operasi
4.9 Menggunakan peralatan kerja untuk
memasang komponen-komponen pada
robot
4.10 Memasang komponen sesuai prosedur
dan mengujinya setelah selesai
4.11Melakukan penggantian komponen yang
rusak sesuai prosedur dengan
menggunakan peralatan kerja yang
sesuai
4.12Menyiapkan peralatan-peralatan yang
digunakan
4.13 Menulis program di Personal Computer
(PC)/laptop/peralatan pemrograman
4.14 Memindah program dari PC ke peralatan
kontrol elektronik
4.15Menguji robot dengan peralatan kontrol
. S PS P L
Kemajuan ilmu pengetahuan dan teknologi dari masa ke masa berkembang
cepat terutama dibidang mekatronika. Perkembangan ini tampak jelas di industri,
dimana sebelumnya banyak pekerjaan menggunakan tangan manusia, kemudian
beralih menggunakan mesin, berikutnya dengan electro-mechanic (semi
otomatis) dan sekarang sudah menggunakan robotic (full automatic) seperti
penggunaan Flexible Manufacturing Systems (FMS) dan Computerized Integrated
Manufacture (CIM) dan sebagainya.
Kendali elektropneumatik berbasis PLC merupakan peralatan atau komponen
yang mempunyai peranan penting dalam sebuah sistem pengaturan otomatis.
Ketepatan dan kesesuaian dalam memilih dan membuat program pada PLC akan
sangat menentukan kinerja dari sistem pengaturan secara otomatis.
Pada buku siswa ini baru dibahas tentang prinsip kerja rangkaian
elektropneumatik, plc dan kendali elektropneumatik berbasis plc, dimana
pembahasan buku mencakup dari symbol, karakteristik hingga aplikasi. Dengan
mempelajari kendali elektropneumatik diharapkan siswa dapat memahami dan
menjelaskan cara kerja suatu mesin sesuai fungsinya sebagai pengontrol atau
otak dari suatu mesin yg otomatis pada industri dan sebagainya.
C. U
Alokasi waktu untuk mempelajari modul ini di petakan menjadi berikut :
Kegiatan Belajar 1 : Elektropneumatik 12 jam pelajaran
Kegiatan Belajar 2 : Dasar PLC 6 jam pelajaran
Kegiatan Belajar 3 : PLC (Programable Logic Control) 24 jam pelajaran
Total waktu yang dibutuhkan adalah 42 jam pelajaran
. P S
Untuk dapat mengikuti modul ini, peserta didik harus sudah menguasai materi
elektronik, Dasar PLC serta menguasai penggunaan alat-alat ukur listrik. Materi
ini disampaikan pada kelas XII.
. P U U P U UL
Buku ini disusun dengan memberikan penjelasan tentang konsep pengerjaan
mesin elektronika seperti elektropneumatik atau peralatan otomatis lainnya
dengan beberapa symbol, karakteristik dan contoh aplikasi sederhana yang
berkaitan dengan dunia teknik pada umumnya dan mekatronika pada khususnya.
Untuk memungkinkan siswa belajar sendiri secara tuntas , maka perlu diketahui
bahwa isi buku ini pada setiap kegiatan belajar umumnya terdiri atas, uraian
materi, contoh-contoh aplikasi, tugas dan tes formatif serta lembar kerja,
sehingga diharapkan siswa dapat belajar mandiri (individual learning) dan
mastery learning (belajar tuntas) dapat tercapai.
. U U H
Tujuan akhir yang hendak dicapai adalah agar siswa mampu:
Mengenal jenis dan simbol dari macam -macam komponen pada
elektropneumatik dan plc .
Menjelaskan fungsi.macam - macam komponen pada
elektropneumatik dan plc .
Memahami konsep cara kerja .macam - macam komponen pada
elektropneumatik dan plc .
Mampu membuat rangkaian aplikasi sederhana yang menggunakan
aplikasi FluidSim dan Siemens S7-300.
Mampu melakukan commisioning pada sistem kendali PLC secara
keseluruhan.
. C P U S S P S
1. Apakah yang dimaksud dengan sistem elektropneumatik?
. S PS P L
C. U
2. Apakah yang dimaksud dengan PLC?
3. Sebutkan macam- macam komponen elektropneumatik!
4. Apakah yang dimaksud dengan solenoid valve?
5. Relay, single silinder, double silinder dan timer. Manakah diantara komponen
tersebut yang termasuk aktuator?
P L
. P L L P U
a. u uan Pembela aran
1. Peserta didik dapat mengidentifikasi kontrol elektropneumatik
2. Peserta didik dapat mengenal simbol pneumatik dan elektrik pada sistem
elektropneumatik
3. Peserta didik dapat membaca dan membuat diagram kontrol
elektropneumatik.
4. Peserta didik dapat membuat rancangan sederhana sistem kontrol
elektropneumatik.
b. Uraian ateri . . ontrol Pengendali
2.1.1. Sakelar pengendali
Sakelar pengendali adalah elemen masukan yang berfungsi untuk
menghubungkan atau memutuskan rangkaian listrik. Untuk memahami sakelar
pengendali perlu kita kenal dulu adalah kontak-kontaknya, karena bagian inilah
yang berfungsi menghubungkan atau memutus rangkaian. Di dalam sistem
elektropneumatik yang sangat perlu diperhatikan adalah terminologi posisi
kontak awal dan posisi kontak saat kerja. Dua istilah yang dipakai adalah:
Normal terbuka (N/O)
Normal tertutup (N/C)
Pengertian normal tertutup dalam kontak sakelar adalah dalam keadaan normal
(tidak aktif), ada energi listrik yang mengalir dari terminal masukan ke terminal
keluaran. Pengertian “tertutup” disini adalah secara fisik posisi kontak terhubung
dalam keadaan tidak aktif. Berikut ini adalah gambar kontak pada posisi N/C.
BAB II
ambar . ontak sakelar dengan kon igurasi C
2.1.2. Macam macam jenis kontak
Pada dasarnya terdapat 3 macam jenis kontak :
a. Kontak normal terbuka (Normally Open /NO) yaitu kontak dalam
keadaan tidak aktif, dalam hubungan terbuka.
b. Kontak normal tertutup (Normally Close /NC) yaitu kontak dalam
keadaan tidak aktif , dalam hubungan tertutup.
c. Kontak pemindah/tukar (Changeover contacts/CO) yaitu gabungan dari
kontak normal terbuka dan normal tertutup.
Gambar berikut menunjukkan posisi masing-masing kontak dalam keadaan
aktif dan tidak aktif.
Kontak akan bekerja (aktif) dengan berbagai macam pelayanan, seperti
tombol tekan, mekanik, listrik atau pneumatik. Kontak dengan pelayanan
tombol tekan misalnya sakelar tombol tekan, kontak dengan pelayanan
mekanik, misalnya limit switch. Kontak dengan pelayanan listrik misalnya
relai. Kontak dengan pelayanan pneumatik misalnya converter
pneumatik-listrik.
Sakelar dapat terdiri dari satu jenis kontak N/O atau N/C atau tukar. Untuk
keperluan yang lebih luas dapat terdiri lebih dari satu kontak N/O, N/C, C/O
atau kombinasi. Gambar berikut menunjukkan kontak dengan
pelayanan tombol tekan dengan konfigurasi N/O dan N/C.
Konfigurasi N/O
Konfigurasi N/C
ambar . on igurasi dan C
Pada rangkaian dengan tombol tekan konfigurasi N/O, jika tombol ditekan
kontak tertutup dan rangkaian menjadi tertutup, sedangkan pada rangkaian
dengan tombol tekan kontak N/C rangkaian akan menjadi terbuka. Bila
tombol dilepas kontak akan kembali ke posisi semula. Tombol tekan dengan
prinsip kerja seperti itu dinamakan sakelar tekan tanpa pengunci (momentary
switch)
ambar . ontak sakelar dengan kon igurasi C
2.1.3. Identitas Kontak saklar
Sakelar sederhana dengan satu jenis kontak sangat mudah diidentifikasi,
misalnya sakelar dengan satu jenis kontak N/O mempunyai 2 kontak yang
terdiri kontak masukan dan kontak keluaran. Sakelar kutub banyak
mempunyai beberapa jenis kontak. Dalam hal ini sangatlah sulit untuk
mengenali masing-masing kontak. Oleh karena itu identitas (tanda) kontak
sangat diperlukan.
Untuk mengidentifikasi kontak sakelar termasuk juga kontak relai
menggunakan sistem nomor. Sedangkan sakelar diidentifikasi dengan huruf
“S”. Bila jumlah sakelar dalam satu rangkaian lebih dari satu maka
sakelar pertama diidentifikasi dengan “S1”, sakelar berikutnya, S2, S3
dan seterusnya. Gambar 4 menunjukkan nomor kontak dari beberapa
sakelar .
ambar . Saklar
Sakelar dengan satu jenis kontak N/O, misaknya S1 diidentifikasi dengan
angka digit 3 dan 4. Sakelar S2 yang mempunyai 2 jenis kontak N/O
diidentifikasi dengan 2 digit (13-14 dan 23-24 )
Digit pertama (1) menunjukkan kontak pertama dan digit kedua
(3-4) menunjukkan jenis kontak N/O.
Digit pertama (2) menunjukkan kontak kedua dan digit kedua (3-4)
menunjukkan jenis kontak NO
Sakelar S3 yang mempunyai 2 jenis kontak N/C diidentifikasi dengan 2 digit
(11-12 dan 21-22 ) :
Digit pertama (1) menunjukkan kontak pertama dan digit kedua
(1-2) menunjukkan jenis kontak N/C.
Digit pertama (2) menunjukkan kontak kedua dan digit kedua (1-2)
Garis putus-putus diantara kontak-kontak pada S2 dan S3 menunjukkan
kontak-kontak tersebut saling terhubung secara mekanik. Dengan kata lain
jika sakelar dioperasikan kedua kontak bekerja secara bersamaan.
2.1.4. Metode pengaktifan sakelar
Sakelar tekan atau jungkit :
Sakelar jenis pengunci disebut juga tombol tekan dengan pengunci yaitu
pada saat aktif kontak dikunci secara mekanik. Tombol ditekan kontak
N/O terhubung, penekanan dilepas kontak tetap terhubung karena
kontak terkunci. Untuk mengembalikan kontak ke posisi semula maka
harus dilakukan penekanan tombol kembali.
Sakelar tekan tanpa pengunci disebut juga tombol tekan tanpa pengunci
yaitu jika penekanan tombol dilepas maka kontak kembali seperti
semula.
ambar . Simbol Saklar
. . Limit S itc 2.2.1. Penda uluan
Kontak listrik limit switch secara mekanik dihubungkan atau diputuskan oleh
gaya dari luar. Limit switch mempunyai umur kontak sampai mencapai
kira-kira 10 juta periode pensakelaran. Kemampuan tegangan
dan arus listrik tergantung dari desainnya. Jika limit switch dipakai untuk
ambar . Saklar
kerja penghitungan, kekuatan kontak-hubung perlu diperhitungkan. Waktu
hubung yang diperlukan secara mekanik berkisar antara 1 sampai 15
milidetik. Simbol limit switch adalah sebagai berikut :
ambar . ontak limit s itc
Komponen paling penting dari limit switch adalah kontak. Bahan kontak yang
digunakan adalah emas-nikel, emas murni, perak dan perak-nikel.
2.2.2. Cara kerja
Cara kerja limit switch diperlihatkan seperti gambar berikut. Dalam keadaan
tidak aktif (tuas rol tidak tertekan), kontak N/O dalam keadaan terbuka dan
kontak N/C dalam keadaan tertutup. Jika rol tertekan dengan tekanan lebih
besar daripada gaya pegas penahan tekanan (1), maka pengungkit (3)
menarik plat penghubung kontak (8) ke atas sehingga kontak N/O terhubung
dan kontak N/C terbuka. Bila tekanan pada rol hilang, pegas penahan tekanan
(1) kembali ke posisi semula dan pegas penahan kontak (7) menekan plat
penghubung kontak (8) ke bawah, akibatnya posisi kontak kembali seperti
semula.
. . Sensor
. . Penda uluan
Sensor digunakan untuk merekam informasi tentang status sistem dan
meneruskannya ke kontrol. Pada sistem kontrol elektropneumatik, sensor
secara umum digunakan untuk tujuan seperti berikut ini :
Untuk mendeteksi posisi akhir batang piston silinder yaitu posisi akhir
maju dan mundur,
Untuk mendeteksi adanya dan posisi benda kerja,
Untuk mengukur dan memonitor tekanan.
. . acam – macam sensor
Ada beberapa macam sensor yang sering digunakan dalam kontrol
elektropneumatik yaitu:
Limit switch (gambar a)
Proximity switch (gambar b)
Pressure switch (gambar c)
ambar . acam – macam Sensor ambar . ontak limit s itc
1. Proximity switch
Sangat berbeda dengan limit switch, proximity switch beroperasi tanpa
sentuhan (non contact switching) dan tanpa gaya mekanik dari luar. Ada
beberapa macam proximity switch yaitu :
a. Reed switch
b. Induktive proximity switch
c. Capasitive proximity switch
d. Optical proximity switch
a. Reed switch
Reed switch adalah proximity switch yang dioperasikan secara magnetik. Ia
terdiri dari dua kontak buluh (reed) dalam tabung gelas yang diisi gas. Reed
switch dipasang langsung pada rumah silinder. Ia diaktifkan oleh cincin
magnetik yang ada pada piston silinder. Jika cincin magnet bergerak tepat
pada reed switch menyebabkan kontak menutup akibat dari medan magnet
dan arus listrik dapat mengalir melaluinya. Pada umumnya reed switch
mempunyai kontak normal terbuka (N/O). Dalam pemakaian industri, reed
switch dilengkapi dengan lampu tanda LED.
Reed switch mempunyai ciri-ciri mempunyai umur yang panjang, bebas
perawatan, waktu hubung pendek: 0,2 ms, dan tidak cocok untuk digunakan
dalam daerah dengan medan magnet besar (misalnya di sekitar mesin
penyolderan tahanan).
Reed switch mempunyai 3 kabel, satu kabel untuk tegangan suplai positip,
satu kabel untuk tegangan suplai negatip, dan satu kabel untuk sinyal atau
output sakelar. Identitas pada rangkaian listrik adalah : B (B1, B2, … ).
Induktive, capasitive dan optical proximity switch adalah termasuk sensor
elektronik. Mereka mempunyai 3 kabel seperti reed switch. Pada sensor ini
tidak ada gerakan kontak. Output sensor secara listrik terhubung dengan
tegangan suplai positip atau negatip.
Ada dua jenis sensor tergantung dari polaritas tegangan outputnya yaitu:
Sensor dengan keluaran tegangan positip (PNP) dan
Sensor dengan keluaran tegangan negatip (NPN).
Identitas pada rangkaian listrik adalah : B (B1, B2, … ).
. . ptical pro imity sensor
Optical proximity sensor menggunakan cahaya (optic) dan elektronik untuk
mendeteksi obyek. Optiknya menggunakan red atau infrared light.
Semikonduktor LED adalah sumber yang paling penting dari red atau infrared
light. LED itu kecil dan tidak rata, mempunyai umur yang panjang dan dapat
dibuat modul dengan mudah. Foto diode dan foto transistor digunakan
sebagai penerima (receiver). Red light mempunyai keuntungan bahwa sinar
terang dapat dilihat selama penyetelan poros optic dari proximity switch.
Fiber optic dapat juga digunakan karena penyusutan panjang gelombang
sinarnya rendah.
Ada tiga jenis optical proximity sensor yaitu :
one-way light barrier,
reflective light barrier,
diffuse reflective optical sensor.
ambar . Skema Sensor ara one – ay
ambar . Skema Sensor dengan e lektor
. . elai
. . Penda uluan
Relai adalah komponen pengendali listrik untuk menghubungkan dan
memutuskan rangkaian dengan pelayanan magnit listrik. Pada keadaan
kerja normal, relai dapat membuka dan menutup arus kerja yang diperlukan
rangkaian. Relai biasanya digunakan untuk menghubungkan dan
memutuskan rangkaian berulang-ulang. Energi yang dibutuhkan untuk
menutup kontak utama berasal dari magnit listrik. Dengan memberikan
energi listrik yang rendah pada kumparan relai, dapat mengontrol energi
yang lebih besar melalui kontak relai.
Relai banyak digunakan di dalam industri sebagai elemen pemroses sinyal.
Fungsi lain yang tidak kalah penting pemakaian relai dalam rangkaian
adalah sebagai piranti logika atau piranti pengunci. Sejalan dengan adanya
piranti kontrol elektronik seperti Programmable Logic Controller (PLC) dan
tetap masih diterima dikalangan industri. Salah satu sebabnya adalah untuk
rangkaian kontrol sederhana, relai murah harganya sehingga merupakan
solusi yang efektif.
Relai mempunyai bentuk fisik yang kecil dengan beberapa pasang kontak.
Relai dengan kemampuan besar disebut kontaktor, yang dapat digunakan
untuk mengontrol beban yang besar misalnya beban motor 3 fase.
. . onstruksi relay
Ada banyak bentuk relai tetapi mempunyai fungsi yang sama.
ambar . onstruksi elay
Kontak dirancang untuk rangkaian pengendali, misalnya : magnit listrik,
pemakaian penguncian dan lampu tanda. Relai dapat berisi 1, 2, 3, atau 4
pasang kontak tukar tergantung dari tipenya.
Sistem magnit listrik digunakan untuk menutup relai, dihasilkan dari
kumparan yang dialiri arus. Bisa berupa arus AC atau DC tergantung sistem
yang digunakan. Pengembalian kontak ke posisi semula dengan
menggunakan pegas.
. . Cara ker a
Jika kumparan (5) dihubungkan dengan tegangan listrik melalui terminal
A1-A2, maka arus listrik mengalir melalui kumparan. Inti besi (7) menjadi magnit
dan menarik angker (3). Akibatnya kontak 1-4 terhubung. Posisi ini akan
bertahan selama kumparan terhubung tegangan. Jika aliran listrik terputus,
angker kembali keposisi semula karena ditarik oleh pegas (6). Kontak
pemindah (8) kembali ke posisi semula dan kontak 1-2 kembali terhubung.
. . dentitas elai ambar . Skema Sensor ara one – ay
ambar . Skema Sensor dengan e lektor
. . elai
Terminal kumparan ditandai dengan huruf A1 dan A2, sedangkan
kumparannya ditandai dengan huruf K, misalnya K1, K2, K3.
ambar . dentitas elay
. . an aat relay a. Keuntungan :
1) Mudah menyesuaikan dengan tegangan kerja
2) Rangkaian kontrol dan utama terisolasi.
3) Tidak terpengaruh oleh temperatur sekitarnya, relai tetap beroperasi
pada temperatur -40° C sampai 80° C
4) Mempunyai tahanan kontak yang tinggi pada posisi terbuka.
b. Kerugian :
1) Kontak aus oleh oksidasi atau bunga api.
2) Gangguan suara saat relai kerja,
3) Ukuran besar bila dibandingkan dengan transistor
4) Kecepatan hubung-putus terbatas berkisar antara 3ms-17ms
5) Kontak peka terhadap pencemaran udara (debu)
. . elay tunda aktu
Berfungsi untuk menyambung atau memutus beban, di mana hubungan
beban diputuskan ataupun disambungkan tidak langsung seketika pada
saat relai diaktifkan, melainkan perlu waktu. Waktu yang diperlukan
untuk memutus ataupun menyambung bisa diatur.
Ada dua jenis relai tunda waktu, yaitu relai tunda waktu hidup (time
ambar . relay tunda aktu idup
ambar . elay unda aktu ati
. . atup eroperasi dengan Pneumatik . . atup solenoid
Di dalam sistem kontrol elektro-pneumatik diperlukan dua media yaitu
media udara bertekanan dan media listrik. Udara bertekanan diperlukan
untuk mengoperasikan silinder, sedangkan listrik diperlukan sebagai sumber
tegangan untuk menjalankan komponen-komponen kontrol. Karena terdapat
dua media maka diper lukan konverter yang akan memadukan kedua media
tersebut. Konverter yang digunakan adalah katup solenoid.
Katup solenoid terdiri dari katup pneumatik dan solenoid. Katuppneumatik
dihubungkan ke tangki udara bertekanan, sedangkan solenoid dihubungkan
ke sumber tegangan. Bila solenoid dialiri arus, maka katup pneumatik akan
membuka dan aliran udara bertekanan keluar dari katup ke silnder.
Tegangan kerja solenoid tergantung dari pabrik pembuatnya. Solenoid
dibuat untuk untuk tegangan arus searah atau arus bolak-balik. Benda katup
solenoid dapat dilihat pada gambar berikut ini :
ambar . dentitas elay
. . an aat relay a.
b.
ambar . atup dengan Pilot Solenoid
. . Standarisasi lectrical Circuit iagram
Dalam suatu diagram kelistrikan,maka komponen-komponen dipresentasikan
simbol-simbol grafis yang di standarisasikan sesuai dengan ketentuan DIN
40900. Simbol-simbol yang digunakan untuk merepresentasikan
komponen-komponen listrik tersebut yang sering kali ditemukan dalam sistem kontrol
elektropneumatik ditunjukkan dalam gambar 17,gambar simbol listrik fungsi
ambar . Simbol simbol gra ik untuk kontak ungi dasar dan aktuasi tertunda
ambar . Simbol gra is untuk alat alat yang dioperasikan manual ambar . atup dengan Pilot Solenoid
ambar . Simbol – simbol gra is penggerak elektromekanik
ambar . Simbol simbol ra is untuk Sensor
. . iagram Sirkuit
. . Penggambaran iagram angkaian
Di dalam sistem elektropneumatik diagram rangkaian dikembangkan secara
terpisah tetapi akan terhubungkan dengan adanya simbol-simbol di dalam setiap
diagram rangkaian tersebut. Dengan demikian cara penggambaran diagram
rangkaiannya pun dibuat terpisah. Metoda penggambaran diagram rangkaian
pneumatik dan diagram rangkaian electric akan dijelaskan berikut ini.
Metode penggambaran diagram rangkaian pneumatik :
Layout rangkaian agar mengikuti aliran signal ( isyarat ) pada rantai kontrol
yaitu dari sumber energi, signal input sampai ke final signal dan disusun dari
bawah ke atas.
Silinder dan katup-katup digambar mendatar , kemudian cara kerja silinder
dari kiri ke kanan.( lihat gambar 22 ).
ambar . Simbol – simbol gra is penggerak elektromekanik
Metoda penggambaran diagram rangkaian elektrik :
Layout rangkaian agar disusun mengikuti aliran signal elektrik pada rantai
kontrol yaitu dari kutup positif ke negatif dan dari atas ke bawah.
ambar . Susunan angkaian Pneumatik
Rangkaian yang menggunakan kontrol-kontrol relay dapat dibagi atas bagian
kontrol dan bagian daya ( power ) dan komponennya disusun dari kiri ke
kanan sesuai dengan urutan operasi. Ini hanya merupakan suatu anjuran bila
mungkin disusun seperti itu. (lihat gambar 23 dan gambar 24)
Dalam penggambaran diagram rangkaian , baik rangkaian pneumatik maupun
rangkaian elektrik, keadaan elemen atau komponen digambar pada posisi awal
mesin tersebut misalnya switch normaly open digambar closed ( tersambung )
karena memang posisi awal mesin menghendaki seperti itu. Lihat gambar 1.18.
Switch NO digambar closed dengan tambahan tanda panah.
ambar . S itc dalam eadaan ersambung
Jadi hal penting dalam sistem operasi adalah pengembangan dan pemeliharaan
dokumen-dokumen yang menyediakan informasi-informasi yang komplit dan
akurat tentang
Urutan kerja dari sistem. Informasi ini akan digunakan baik oleh desainer
maupun oleh maintener ( Petugas pemeliharaan ).
Sambungan antar komponen di dalam rangkaian Instalatur dan pemakai
perlu memahami cara kerja rangkaian. Ini perlu wiring diagram yang
menunjukkan nomor dan titik sambungan.
Fungsi dari rangkaian disajikan tanpa tambahan-tambahan informasi yang
tak perlu. Apabila rangkaian cukup kompleks maka informasinya perlu
didapat dari kombinasi antara rangkaian diagram dan wiring diagram.
. . Positional iagram
Prosedur untuk mengembangkan sistem kontrol biasanya mengikuti prosedur
sbb:
Perancangan proyek
1. Pemilihan dan konfigurasi perlengkapan listrik pneumatik
2. Implementasi (dalam pembuatan dan uji coba)
Dapat dilihat pada gambar sbb:
ambar . Susunan angkaian Pneumatik
ambar . Positional iagram
Dalam step rancangan proyek harus diformulasikan dan didefinisikan tugas yang
akan diimpelementasikan dengan ketentuan adanya :
sketsa posisi (posisi sketsa/positional diagram)
penentuan kebutuhan
Perancangan dari suatu proyek kontrol dimulai dengan menuliskan formulasi
dari tugas kontrol. Semua persyaratan yang seksama,cermat dan jelas
didefinisikan. Alat bantu bertikut ini telah terbukti bermanfaat dalam
pekerjaan.Sketsa posisi diperlukan untuk menunjukkan pengaturan ruang dari
unit-unit penggerak.
Displacement Step Diagram
Rangkaian pergerakan dari suatu sistem kontrol elektropneumatik digambarkan
dalam bentuk grafis dengan suatu diagram fungsi atau disebut juga
displacement step diagram. Diagram fungsi ini menggambarkan step
perpindahan dari beberapa aktuator yang bekerja berdasarkan waktu dan urutan
perpindahan tertentu (sequensial).Diagram fungsi di buat jika silinder yang
diperlukan lebih dari satu.
Conto
ambar . iagram Step Peminda an
Urutan perpindahan ketiga aktuator tersebut adalah : A+;B+;B-;A-;C+;C-
. . Conto plikasi ontrol lektropneumatik . . angkaian Single ctuator
Untuk pengembangan rangkaian elektropneumatik kita awali dengan
pengembangan diagram rangkaian . Berikut ini adalah diagram rangkaian
elektropneumatik yang terdiri atas diagram rangkaian pneumatik dan diagram
rangkaian elektrik . Perhatikan gambar 27 di bawah ini.
ambar . iagram angkaian Pneumatik dan iagram angkaian lektrik ambar . Positional iagram
Apabila push button switch S1 ( gambar bawah ) ditekan arus akan mengalir dari kutup
positif (+24 V ) ke solenoid Y1. Solenoid bekerja mengubah posisi katup 1.1 hingga
katup 1.1 membuka mengalirkan udara kempa ke silinder 1.0. Udara kempa
mendorong piston bergerak maju. Apabila push button dilepas, arus terputus, solenoid
tidak bekerja lagi dan pegas katup 1.1 kembali ke posisi semula dan akhirnya udara
kempa keluar ke atmosfir. Piston kembali ke posisi semula oleh dorongan pegas.
Conto
Rangkaian yang mendeteksi akhir langkah maju dan langkah mundur. S1 adalah saklar
(switch ) yang tidak otomatis reset. S3 adalah switch normaly open ( NO ) yang pada
posisi awal dalam keadaan operasi ( closed ) yang ditandai dengan tanda panah.
Apabila S1 dan S2 dioperasikan terus rangkaian ini akan bekerja otomatis dan
kontinyu. Langkah mundur lebih cepat karena adanya quick exhaust valve(1.01)
sedang langkah maju diatur oleh flow control (1.02) . Perhatikan gambar 28 di bawah
ambar . angkaian yang endeteksi k ir Langka a u dan Langka undur.
. . iagram angkaian ua ktuator Conto
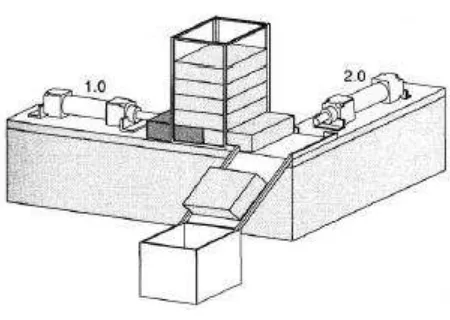
Rangkaian pneumatik yang digunakan untuk memindahkan suatu benda kerja
dari satu posisi ke posisi yang lain . Lihat gambar 1.23: Sket posisi.
ambar . Sket Posisi
Urutan kerja dari actuator 1.0 (A) dan 2.0 (B) adalah: A+, B+, A-, B- . Urutan kerja
ini dapat dilihat pada diagram step pemindahan (displacement step diagram)
gambar 30 berikut.
ambar . isplacement Step iagram
Bentuk diagram rangkaian untuk rangkaian pneumatik tersebut di atas adalah
ambar . iagram elektropneumatik dengan urutan gerak ambar . Sket Posisi
c. angkuman
Sebelum membuat atau membangun aplikasi sistem kontrol elektropneumatik
diperlukan suatu rancangan atau desain kontrol dengan membuat sketsa
posisi,positional program,diagram layout pneumatik ,diagram rangkaian elektrik,dan
jika di rancang menggunakan desain kontrol berurutan maka diperlukan displacement
diagram untuk mempermudah dalam membuat diagram rangkaian elektrik.
Pengontrolan elektropneumatik mempunyai keuntungan berikut ini dibandingkan
dengan kontrol pneumatik :
Keandalan yang tinggi (lebih sedikit bagian yang bergerak sehingga dapat
mengurangi tingkat keausan yang diakibatkan oleh pemakaian).
Perencanaan dan upaya uji serah terima lebih rendah, terutama untuk
pengontrolan yang rumit.
Upaya instalasi lebih randah, terutama ketika pengintalan komponen-komponen,
seperti terminal-terminal katup yang digunakan.
Perubahan informasi yang lebih mudah diantara beberapa kontroler.
Pengontrolan-pengontrolan elektropneumatik telah diapilkasikan di Industri Modern
dan aplikasi sistem kontrol pneumatik murni terbatas pada beberapa aplikasi khusus.
d. es ormati
1. Apakah yang dimaksud kontak Normaly open dan normaly close ?
2. Apakah yang dimaksud dengan Relay, dan fungsinya ?
3. Jelaskan prinsip kerja Timer On-Delay dan Off-delay !
4. Sebutkan 4 macam sensor !
5. Apakah yang diperlukan untuk menyambungkan antara rangkaian elektronik
dengan rangkaian pneumatic ?
a aban es ormati
1. Kontak Normaly open adalah kontak penghubung yang terbuka (tidak terhubung
) saat pemicu kontak tidak teraliri listrik dan kontak akan berubah tertutup
Kontak Normaly Close adalah kontak penghubung yang tertutup (terhubung) saat
pemicu kontak tidak teraliri listrik dan kontak akan berubah terbuka (tidak
terhubung) setelah pemicu kontak teraliri arus listrik.
2. Relay adalah kontak(saklar) yang terkontrol. Berfungsi sebagai penghubung atau
pemutus sirkit pada rangkaian yang komplek
3. Timer On-delay adalah timer yang kontaknya akan bekerja (aktif) setelah waktu
tunda dari timer terpenuhi.
Timer Off-delay adalah timer yang kontaknya langsung aktif dan kontak akan
putus tetapi waktu putusnya menunggu timer off-delay tidak teraliri arus listrik
(mati) ditambah dengan setting value waktu timernya.
4. Sensor limit switch, Proxymiti, Presure dan optical sensor
5. Komponen penghubung yang bias menggerakkan konstruksi mekanik ( valve
pneumatic) menggunakan rangkaian elektronik adalah solenoid
e. Lembar er a
Catatan : Untuk menyelesaikan tugas-tugas berikut dianjurkan setiap peserta bekerja
secara individual dengan bantuan software Fluidsim. Apabila tidak memungkinkan,
dapat dilaksanakan kerja kelompok maksimum dua orang setiap kelompok ( group).
ugas (Direct & indirect control)
Perhatikan diagram elektropneumatik di bawah, kemudian selesaikan tugas-tugas
2.1 Sebutkan nama-nama komponen pneumatik yang ada dalam rangkaian .
……….
………..
………..
2.2 Sebutkan pula komponen –komponen elektrik yang ada pada SIRKUIT (a)
maupun SIRKUIT (b)
………
……….
………..
………..
………
………
………
2.3 Jelaskan cara kerja SIRKUIT elektropneumatik untuk (a) dan (b).
ugas (Indirect control)
Gambar berikut ini adalah diagram SIRKUIT design. Bandingkan dengan tugas 2,
kemudian jelaskan cara kerjanya dan gambarkan pula SIRKUIT tersebut pada software
Fluidsim!
ugas S U mengunci
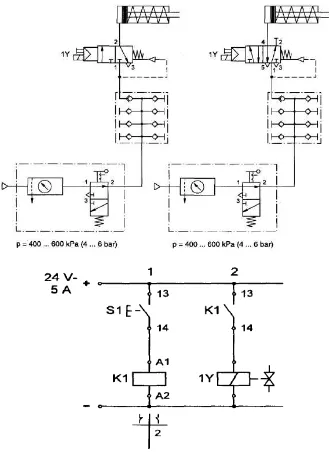
Diagram SIRKIT di bawah ini menunjukkan SIRKIT mengunci atau memory circuit
dengan dominant reset. Diagram (a) dan (b) fungsinya sama hanya wiringnya yang
sedikit berbeda.
Coba :
Jelaskan cara bekerjanya.
Gambarkan SIRKUIT tersebut pada software Fluidsim!
ugas (SIRKUIT interlock)
Selesaikan diagram SIRKUIT di bawah ini ,untuk SIRKUIT intterloct,yaitu apabila salah
satu solenoid masih diberi arus maka solenoid yang lain tidak dapat dioperasikan.
Gambarkan SIRKUIT tersebut pada software Fluidsim!
ugas S U mengunci
. P L P L S PLC
a. u uan
Setelah selesai mempelajari modul ini peserta dapat:
1. Melakukan konfigurasi PLC Siemens pada Step 7
2. Menulis program logika dasar dengan menggunakan software Step 7
3. Mendownload program logika dasar dari PC/laptop ke PLC Stasiun Distribusi.
4. Mengoperasikan operasi logika dasar pada perangkat PLC dengan
menggunakan modul I/O.
b. Uraian materi
Menurut William Bolton (2004, 3), Programmable logic controller (PLC) merupakan
suatu bentuk khusus pengontrol berbasis mikroprosesor yang memanfaatkan memori
yang dapat diprogram untuk menyimpan instruksi dan mengimplementasikan fungsi
seperti logika (logic), pewaktuan (timing), pencacahan (counting), dan aritmatika guna
mengontrol mesin dan proses. Konsep PLC adalah sebagai berikut :
1. Programmable; menunjukkan kemampuannya yang dapat dengan mudah
diubah-ubah sesuai program yang dibuat dan kemampuannya dalam hal
memori program yang telah dibuat.
2. Logic menunjukkan kemampuan dalam memproses input secara aritmatik dan
logic, yakni melakukan operasi membandingkan, menjumlahkan, mengalikan,
membagi, mengurangi, dan negasi.
3. Controller; menunjukkan kemampuan dalam mengontrol dan mengatur proses
sehingga menghasilkan output yang diinginkan.
PLC Siemens S7-300 adalah PLC buatan PT. SIEMENS German, PLC S7-300 didesain
berbentuk modular, sehingga dapat membangun sistem dengan mengombinasikan
susunan modul-modul S7-300. PLC Siemens S7-300 dapat diprogram dengan lima
bahasa pemrograman, meliputi (SIEMENS,2006) :
1. Statement List (STL),
Statement list berbentuk teks dengan tipe bahasa assembler yang merupakan
daftar teks instruksi kendali terdiri dari suatu operator dan operan.
ambar . Conto a asa Pemrograman S L
2. Ladder Diagram (LAD),
Ladder diagram terdiri dari susunan kontak-kontak dalam satu grup perintah
secara horizontal dari kiri ke kanan, dan terdiri dari banyak grup perintah
secara verikal. Garis vertikal paling kiri dan paling kanan diasumsikan sebagai
fungsi tegangan, bila fungsi dari grup perintah menghubungkan 2 garis
vertikal tersebut maka rangkaian perintah akan bekerja.
ambar . Conto a asa Pemrograman L
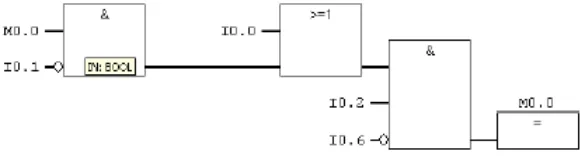
1. Function Block Diagram (FBD),
Function block diagram adalah suatu fungsi logika yang disederhanakan dalam
gambar blok dengan simbol gerbang logika dan dapat dihubungkan dalam
suatu fungsi atau digabungkan dengan fungsi blok lain.
ambar . Conto a asa Pemrograman
. P L P L S PLC
a. u uan
4. S7-Graph atau Sequential Function Chart (SFC)
Bahasa program dibuat dalam bentuk graph (grafik) yang memiliki fungsi
urutan langkah (step), transisi (transition), percabangan (banch), kondisi
(condition), dan aksi (action). Setiap step memiliki status proses dan bisa terdiri
dari struktur yang berurutan.
ambar . Conto a asa Pemrograman S rap
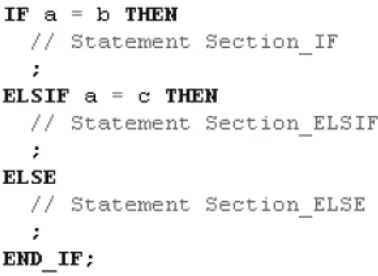
5. Structured Control Language (SCL).
Structured control language merupakan bahasa tingkat tinggi yang dapat
memproses sistem logika ataupun alogaritma dan memungkinkan
ambar . Conto a asa Pemrograman SCL
Bagian-bagian dari PLC S7-300 antara lain:
1. Rail atau Rack
Rail atau rack digunakan untuk menempatkan susunan modul-modul PLC.
2. Power Suplai PS-307-2A
Power suplai digunakan untuk mencatu CPU, signal module, sensor (input), dan
aktuator (output) dengan tegangan 24 VDC dengan nomor seri hardware
307-1BA00-0AA0. Karakteristik dari power suplai PS-307-2A adalah:
a. Arus keluaran maksimum 2A,
b. Tegangan keluaran 24VDC,
c. Tegangan sumber satu fasa 120/230 VAC, 50/60 Hz,
Gambar 6. menunjukkan skema pengawatan dari power suplai PS-307-2A.
ambar . odul PS
Reaksi khusus dari modul power suplai PS-307-2A meliputi:
a. Jika rangkaian keluaran terjadi beban lebih (overload) (I>2,6A), maka tegangan
keluaran akan turun dan lampu LED 24 VDC berkedip,
b. Jika rangkaian keluaran hubung singkat (short circuit), maka tegangan keluaran
akan menjadi 0V dan lampu LED 24 VDC mati, tegangan keluaran akan pulih
kembali secara otomatis ketika bagian yang hubung singkat sudah diperbaiki,
c. Jika terjadi tegangan lebih (over voltage) (VS>230VAC) pada sumber masukan, maka
modul power suplai PS-307-2A akan rusak atau terbakar,
Jika tegangan pada sumber masukan turun (VS<100VAC), maka tegangan
keluaran akan menjadi 0V dan lampu LED 24 VDC mati, tegangan keluaran akan
pulih kembali secara otomatis ketika tegangan sumber kembali normal.
3. Central Processing Unit (CPU)
CPU merupakan otak dari PLC, bagian ini merupakan bagian yang melakukan
itu CPU juga melakukan pengawasan terhadap semua transfer informasi melalui
internal bus antara unit memori dengan signal module, function modul, interface
modul, dan processor communication.
CPU PLC Siemens mempunyai seri yang berbeda-beda. Salah satu contoh CPU yaitu
seri CPU-313-1AD01-0AB0. Bagian dari CPU-313-1AD01-0AB0 meliputi led indikator
status, slot kartu memori, saklar pemilih mode, baterai backup, terminal hubung MPI
(multi point interface), dan terminal hubung catu daya serta grounding system.
abel . ampilan L Status dan esala an CPU
abel . ode Selector S itc CPU
4. Signal Module (SM)
Signal Module (SM) adalah modul (I/O) input (masukan) dan output (keluaran) yang
digunakan untuk komunikasi antarmuka masukan dan keluaran. Sinyal I/O berupa
sinyal digital maupun analog. Input dan output diberi address (alamat) tertentu di
dalam PLC. I/O digital akan dikelompokkan menjadi suatu grup yang terdiri dari 8
dengan bit (1 byte = 8 bit). Pada umumnya terdapat 8; 16; 24; 32 bit I/O di setiap
modul SM.
Input merupakan bagian yang menerima sinyal elektrik dari sensor atau komponen
lain dan sinyal itu dialirkan ke PLC untuk diproses. Ada banyak jenis modul input
yang dapat dipilih jenisnya tergantung dari input yang akan digunakan. Jika input
berupa limit switch atau push button dapat menggunakan modul input digital. Modul
input analog merupakan modul input khusus yang menggunakan ADC (Analog to
Digital Converter) yang digunakan untuk input berupa variabel seperti, temperatur,
kecepatan putaran, tekanan, dan posisi.
Output merupakan bagian yang menyalurkan sinyal elektrik hasil pemrosesan CPU
ke peralatan output. Besaran informasi atau sinyal elektrik itu dinyatakan dengan
tegangan listrik antara 5 – 15 VDC dengan informasi diluar sistem tegangan yang
bervariasi antara 24 – 240 volt searah mapun bolak-balik. Modul output analog
merupakan modul output khusus yang menggunakan DAC (Digital to Analog
Converter). Modul output analog dapat mengambil nilai 12 bit dan mengubahnya ke
dalam sinyal analog berupa tegangan 0-10 volt searah atau berupa arus 4-20mA.
Sinyal output analog digunakan untuk output berupa variabel seperti katup atau
pneumatics position control devices.
Salah satu contoh Signal Module dari Siemens yaitu SM-323-DI8/DO8x24VDC. Signal
module ini terdiri dari 8 bit digital input dan 8 bit digital output dengan tegangan kerja
24 VDC. Bagian dari SM-323-DI8/DO8x24VDC meliputi led indikator bit I/O, terminal
hubung untuk input dan output, dan terminal hubung internal bus.
abel . ampilan L Status dan esala an CPU
ambar . lok iagram odul S C
Antarmuka masukan berada di antara jalur masukan yang sesungguhnya dengan unit
CPU. Tujuannya adalah melindungi CPU dari sinyal-sinyal yang tidak dikehendaki yang
bisa merusak CPU itu sendiri. Modul antar masukan ini berfungsi untuk mengkonversi
atau mengubah sinyal-sinyal masukan dari luar ke sinyal-sinyal yang sesuai dengan
tegangan kerja CPU yang bersangkutan (misalnya, masukan dari sensor dengan
tegangan kerja 24 VDC harus dikonversikan menjadi tegangan 5 VDC agar sesuai
dengan tegangan kerja CPU). Hal ini dilakukan dengan menggunakan rangkaian
opto-isolator sebagaimana ditunjukkan pada gambar berikut.
Sebagaimana pada antarmuka masukan, keluaran juga membutuhkan antarmuka
yang digunakan untuk memberikan perlindungan CPU dengan peralatan eksternal,
sebagaimana ditunjukkan pada gambar 12, CPU menyalakan LED didalam
opto-isolator, photo transistor akan menghantarkan arus pada peralatan keluaran eksternal.
ambar . ntarmuka eluaran
5. PC Adapter MPI
Mentransfer dan memonitor program pada PLC Siemens S7-300 harus
menggunakan PC Adapter MPI. PC Adapter MPI adalah produk SIEMENS yang
digunakan untuk komunikasi serial antara PLC dengan laptop atau PC.
ambar . PC dapter P US
6. Perangkat Lunak Simatic Manager
Simatic Manager adalah paket perangkat lunak yang digunakan untuk memprogram
dan mengonfigurasi PLC Siemens S7-300. Apabila akan membuat suatu pemecahan
otomasi menggunakan Step-7, ada serangkaian langkah-langkah dasar yang harus
dilakukan seperti diagram alur pada Gambar 43.
ambar . lok iagram odul S C
ambar . iagram lur Pemrograman engan Simatic anager
Diagram alur di atas merupakan salah satu proses untuk membuat program pada PLC
Siemens menggunakan Simatic Manager. Langkah-langkahnya yaitu meliputi:
a. Instal Simatic Manager
Langkah pertama adalah menginstal Simatic Manager pada laptop atau PC dan
b. Rencana Konsep Pengontrol
Sebelum memprogram menggunakan Simatic Manager, sangat dianjurkan
merencanakan diagram alur proses kontrol yang akan digunakan sebagai panduan
dalam menyusun sebuah program.
c. Menjalankan Simatic Manager
Menjalankan perangkat lunak Simatic Manager.
d. Membuat struktur proyek
Membuat sebuah proyek seperti folder yang nantinya semua data program
disimpan dalam satu folder tersebut.
e. Konfigurasi station
Mengonfigurasi station untuk menentukan pengontrol yang digunakan misalnya,
SIMATIC 300, SIMATIC 400, SIMATIC S5.
f. Konfigurasi susunan modul
Konfigurasi susunan modul dilakukan dalam tabel konfigurasi. Konfigurasi
susunan modul disesuaikan dengan modul-modul S7-300 yang digunakan,
misalnya: catu daya PS-307-2A, CPU 313, dan SM-323 DI/DO.
g. Membuat program
Dalam pembuatan sebuah program, harus menggunakan bahasa pemrograman
yang tersedia seperti STL, LAD, FBD dan S7-Graph. Isi program disimpan dalam
organisation block, function block, dan data block.
h. Download program
Setelah semua konfigurasi, mengatur parameter, dan pemrograman selesai,
station dapat di-download ke CPU PLC menggunakan PC-Adapter MPI.
i. Pengujian program
Pengujian dapat dilakukan dengan memonitor program dengan melakukan
perintah monitor mode pada Simatic Manager.
c. angkuman
1. Konsep PLC adalah sebagai berikut:
Programmable; menunjukkan kemampuannya yang dapat dengan mudah
diubah-ubah sesuai program yang dibuat dan kemampuannya dalam hal
memori program yang telah dibuat.
Logic menunjukkan kemampuan dalam memproses input secara aritmatik
dan logic, yakni melakukan operasi membandingkan, menjumlahkan,
mengalikan, membagi, mengurangi, dan negasi.
Controller; menunjukkan kemampuan dalam mengontrol dan mengatur
proses sehingga menghasilkan output yang diinginkan.
2. 5 bahasa pemrograman untuk PLC
Statement List (STL)
Ladder Diagram (LAD)
Function Block Diagram (FBD)
S7-Graph atau Sequential Function Chart (SFC)
Structure Control Language
d. es ormati
1. Apakah kepanjangan dan pengertian dari PLC? !
2. Sebutkan 5 bahasa pemrograman pada PLC!
Lembar a aban es ormati
1. PLC adalahProgrammable logic controller (PLC) merupakan suatu bentuk khusus
pengontrol berbasis mikroprosesor yang memanfaatkan memori yang dapat
diprogram untuk menyimpan instruksi dan mengimplementasikan fungsi seperti
logika (logic), pewaktuan (timing), pencacahan (counting), dan aritmatika guna
mengontrol mesin dan proses.
2. 5 bahasa pemrograman untuk PLC
Statement List (STL)
Ladder Diagram (LAD)
Function Block Diagram (FBD)
S7-Graph atau Sequential Function Chart (SFC)
P L P L S PLC
a. u uan Pembela aran
1. Siswa dapat melakukan konfigurasi PLC Siemens pada Step 7
2. Siswa dapat menulis program logika dasar dengan menggunakan software Step
7
3. Siswa dapat mendownload program logika dasar dari PC/laptop ke PLC Stasiun
Distribusi.
4. Siswa dapat mengoperasikan operasi logika dasar pada perangkat PLC dengan
menggunakan modul I/O.
b. Uraian materi . lat ang igunakan
1. Modul Input/Output : input (push botton, switch, dan lain-lain)
Ouput (buzzer, lampu, dan lain-lain)
2. PC/Laptop dengan software PLCnya
3. PLC Siemens
4. Kabel Komunikasi
. Pemrograman PLC dengan Step 7 a. Prosedur Pengoprasian Siemens Step
Sebelum memulai untuk membuat project baru, kita harus mengetahui prosedur
dalam pengoprasian Step 7.
ambar . Prosedur penggunaan Siemens Step
Pada diagram diatas terdapat dua pilihan langkah dalam membuat project di
Step 7, yang pertama membuat program terlebih dahulu kemudian
melakukan konfigurasi pada hardware, atau sebalikanya dengan cara
melakukan konfigurasi hardware terlebih dahulu kemudian membuat program
pada Step 7.
b. embuat Pro ect aru
Langkah-langkah dalam membuat project pada Step 7 :
1. Jalankan aplikasi SIMATIC Manager
2. Pada menu File pilih New Project Wizard,
ambar . ampilan e Pro ect i ard
3. Click “ Next”
4. Pilih hardware PLC yang akan digunakan
ambar . ampilan pemili an ard are PLC
5. Click “Next”
ambar . Prosedur penggunaan Siemens Step
b. embuat Pro ect aru
ambar . ampilan pemili an block program
6. Click “ Next”
ambar . ampilan nama pro ect
7. Click “ Finish”
ambar . ampilan pro ect Step
9. Untuk memulai membuat program PLC baik Ladder, FBD, STL, dan
lain-lain, caranya clik hardware PLC, S7 program, kemudian “Blocks”, clik “
OB1” seperti pada gambar dibawah ini.
ambar . ambar . ampilan pemili an block program