OPTIMALISASI PRODUKSI DENGAN PENGENDALIAN KUALITAS KEKUATAN BATUBATA MENGGUNAKAN METODE TAGUCHI
DI CV. REZKY JAYA LABUHAN BATU
Oleh:
Andrian Syah Putra NIM 072244510048 Program Studi Matematika
SKRIPSI
Diajukan Untuk Memenuhi Syarat Memperoleh Gelar Sarjana Sain
JURUSAN MATEMATIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS NEGERI MEDAN
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Tuhan Yang Maha Esa untuk setiap berkat dan anugrah-Nya yang masih memberi kesehatan dan kesempatan kepada penulis untuk menyelesaikan skripsi ini. Adapun skripsi ini berjudul “OPTIMALISASI PRODUKSI DENGAN PENGENDALIAN KUALITAS KEKUATAN BATU BATA MENGGUNAKAN METODE TAGUCHI DI CV. REZKY JAYA LABUHAN BATU”. Disusun untuk memperoleh gelar Sarjana Sain Matematika, Fakultas Matematika dan Ilmu Pengetahuan Alam Universitas Negeri Medan.
Dalam penyelesaian skripsi ini, penulis mendapat bantuan dari berbagai pihak sehingga skripsi ini dapat diselesaikan dengan baik. Untuk itu pada kesempatan ini penulis menyampaikan ucapan terima kasih kepada:
1. Bapak Prof. Dr. Ibnu Hajar Damanik, M,Si selaku Rektor Universitas Negeri Medan, Bapak Prof. Drs. Motlan, M.Sc, Ph.D selaku Dekan Fakultas Matematika dan Ilmu Pengetahuan Alam
2. Bapak Prof. Dr. Mukhtar, M.Pd selaku Ketua Jurusan Matematika dan Ibu Dra. Nerli Khairani, M.Si selaku Ketua Program Studi Matematika serta Bapak dan Ibu dosen juga staf pegawai FMIPA UNIMED
3. Bapak Dr. Zul Amry, M.Si selaku Dosen Pembimbing Akademik
4. Bapak Abil Mansyur, S.Si, M.Si selaku Dosen Pembimbing Skripsi yang telah banyak memberi bantuan berupa arahan, bimbingan, dan saran kepada penulis
5. Bapak Bapak Dr. E. Elvis Napitupuku, M.Si , Dr. Edi Syahputra, M.Pd dan Ibu Dra. Nerli Khairani, M.Si selaku Dosen Penguji yang telah banyak memberikan saran dalam penulisan skripsi ini
hal, juga untuk saudara-saudariku (Kak Fatimah, Kak Nurjannah, Kak Nuraisah, Bang Indra) buat kerabat keluarga atas semua dukungan dan doanya
7. Sahabat-sahabatku selama perkuliahan Matematika Non Dik’2007 yang telah banyak membantu dan memotivasi penulis dalam menyelesaikan skripsi ini.
Penulis telah berupaya semaksimal mungkin dalam penyelesaian skripsi ini, namun penulis menyadari masih jauh dari kesempurnaan baik dari segi isi maupun penulisan, untuk itu penulis mengharapkan saran dan kritik dari semua pihak untuk membangun demi kesempurnaan skripsi ini. Penulis juga mengharapkan kiranya skripsi ini dapat berguna dan bermanfaat bagi penulis dan pembaca dalam usaha peningkatan pendidikan dimasa datang.
Medan, Desember 2012 Penulis
OPTIMALISASI PRODUKSI DENGAN PENGENDALIAN KUALITAS KEKUATAN BATU BATA MENGGUNAKAN METODE TAGUCHI
DI CV. REZKY JAYA LABUHAN BATU
Andrian Syah Putra (NIM 072244510048)
ABSTRAK
CV. Rezky Jaya merupakan perusahaan yang bergerak di bidang produksi batu bata, dalam memenuhi kebutuhan konsumen perusahaan mengalami kendala yaitu masih banyak produk cacad pada hasil produksi akhir.
Upaya yang dilakukan adalah dengan peningkatan kualitas produk, pendekatan yang dilakukan dengan menggunakan Metode Taguchi untuk melihat sejauh mana peningkatan kualitas kekuatan batu bata.
Metode Taguchi diterapkan pada kualitas kekuatan batu bata yang termasuk dalam karakteristik higher is better karena semakin tinggi kekuatan batu bata maka semakin tinggi produksi batu bata yang dihasilkan. Pada data kekuatan batu bata terdapat tiga faktor kontrol dengan tiga level faktor yaitu komposisi tanah liat (3 banding 1, 3 banding 2 dan 3 banding 3), lama waktu penjemuran (2 hari, 3 hari, 4 hari) dan lama waktu pembakaran (24 jam, 48 jam, 60 jam).
Penelitian pengendalian kualitas tersebut menghasilkan komposisi optimum produksi batu bata yaitu komposisi bahan baku 3 banding 2, lama waktu penjemuran 3 hari dan lama waktu pembakaran 48 jam. Dengan menerapkan kombinasi level faktor optimal di atas diperoleh penurunan kehilangan produk akibat produk rusak dari rata-rata 531 buah sekali produksi menjadi rata-rata 327 buah dalam sekali produksi dan penurunan total biaya produksi yang ditanggung perusahaan akibat adanya produk yang rusak sebesar 14,56% dibandingkan dengan sebelum eksperimen.
DAFTAR ISI
Halaman
Lembaran Pengesahan i
Riwayat Hidup ii
Abstrak iii
Kata Pengantar. iv
Daftar Isi vi
Daftar Gambar viii
Daftar Tabel ix
Daftar Lampiran x
BAB I :PENDAHULUAN
1.1. Latar Belakang 1
1.2. Rumusan Masalah 5
1.3. Batasan Masalah 5
1.4. Tujuan Penelitian 6
1.5. Manfaat Penelitian 6
BAB II :KAJIAN PUSTAKA
2.1 Kualitas 7
2.2 Pengendalian Kualitas 8
2.3 Desain Ekperimen 11
2.4 Desain Eksperimen Taguchi 13
2.5 Pengertian Analysis Of Varians (ANOVA) 24
2.6 Nilai Rata-Rata (Mean) 25
2.7 Jumlah Kuadrat (Sum Of Square, SS) 26
2.8 Persen Kontribusi 27
2.9 Uji F-rasio 28
2.10 Interval Kepercayaan untuk perkiraan rata-rata 29
2.11 Taguchi Loss Function 29
2.12 Pembuatan Batu Bata di CV.Rezky Jaya 32 BAB III. METODOLOGI PENELITIAN
3.1 Tempat Dan Waktu Penelitian 34
3.2 Jenis Penelitian 34
3.3 Variabel Penelitian 34
BAB IV. PEMBAHASAN
4.1 Proses Eksperimen Taguchi 36
4.2 Tahap Analisis Eksperimen Taguchi 41 4.3 Menentukan Kombinasi (Setting) Level Dari Faktor Yang
Menghasilkan Hasil Produksi Yang Optimal. 73 BAB V. PENUTUP
5.1 Kesimpulan 88
5.2 Saran 88
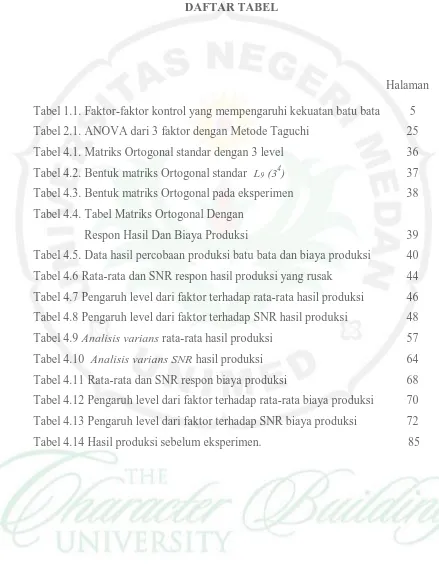
DAFTAR TABEL
Halaman
Tabel 1.1. Faktor-faktor kontrol yang mempengaruhi kekuatan batu bata 5
Tabel 2.1. ANOVA dari 3 faktor dengan Metode Taguchi 25 Tabel 4.1. Matriks Ortogonal standar dengan 3 level 36 Tabel 4.2. Bentuk matriks Ortogonal standar L9 (34) 37
Tabel 4.3. Bentuk matriks Ortogonal pada eksperimen 38 Tabel 4.4. Tabel Matriks Ortogonal Dengan
BAB I PENDAHULUAN
1.1Latar Belakang
Sektor industri merupakan salah satu sektor penting dalam pembangunan perekonomian di Indonesia. Berbagai macam industri mengalami perkembangan yang cukup pesat. Salah satu bidang industri yang berkembang adalah industri konstruksi khususnya pembangunan infrastruktur dan properti yang membutuhkan material salah satunya adalah batu bata. Penggunaan batu bata dalam dunia konstruksi baik sebagai pembentuk elemen struktur maupun non struktur belum dapat tergantikan. Hal ini dapat dilihat dari masih banyaknya proyek konstruksi yang memanfaatkan batu bata sebagai dinding pada pembangunan gedung, perumahan, pagar, saluran, dan pondasi. Oleh karena itu batu bata menjadi material bangunan yang penting dalam pembangunan fasilitas umum.
Perusahaan industri kecil Rezky Jaya merupakan salah satu perusahaan yang bergerak di bidang industri yang memproduksi batu bata. Perusahaan membuat produknya berdasarkan pesanan dari pelanggan. Dalam memproduksi batu bata perusahaan masih menggunakan cara manual dan tradisional, yaitu dengan cara :
Proses selanjutnya adalah pembakaran, batu bata dibakar dengan cara menyusun batu bata di atas tungku perapian dan ditutupi dengan tanah liat pada sisi batu bata tersebut. Pembakaran berlangsung selama 2 hari 2 malam, dengan api diusahakan terus menyala. Dalam sekali pembakaran perusahan dapat membakar 15.000 sampai dengan 20.000 buah batu batu dengan kerusakan patah dan retak-retak dalam sekali pembakaran 500 sampai dengan 800 buah batu bata. Kerusakan ini terjadi akibat dari kurangnya kekuatan pada batu bata. Kekuatan batu bata dipengaruhi oleh dua faktor yaitu ; faktor noise dan faktor kontrol (kendali). Faktor noise terbagi menjadi dua yaitu faktor internal dan faktor eksternal. Yang termasuk dalam faktor internal adalah mutu bahan baku, tingkat kinerja pekerja, suhu pembakaran dan ketepatan pengukuran, sedangkan yang termasuk dalam faktor eksternal adalah keadaan cuaca lingkungan. Sedangkan faktor kontrol (kendali) terdiri atas tiga bagian yaitu : komposisi bahan baku, lama penjemuran dan lama pembakaran.
Kerusakan yang mengakibatkan kegagalan dalam memenuhi produk akhir masih cukup besar. Ini merupakan masalah yang cukup serius bagi perusahaan, karena setiap kerusakan yang terjadi akan menambah biaya produksi. Oleh karena itu untuk dapat mengoptimalkan produksi batu bata diperlukan pengendalian kualitas batu bata tersebut, agar dapat meminimalkan kerusakan yang terjadi tanpa menimbulkan biaya produksi yang besar bagi perusahaan. Sehingga perusahaan dapat memproduksi batu bata dengan kualitas yang baik dan dengan biaya minimal yang sesuai dengan kebutuhan konsumen.
Pengendalian kualitas adalah penggunaan teknik dan aktivitas untuk mempertahankan dan memperbaiki kualitas produk atau jasa. Terdapat dua pendekatan dalam pengendalian kualitas yaitu On-line Quality Control dan
Off-line Quality Control. Usaha-usaha yang tercakup dalam On-Off-line Quality Control
adalah pendiagnosaan dan penyesuaian proses, pengontrolan proses, dan inspeksi hasil proses. Usaha-usaha ini adalah pengendalian kualitas yang berlangsung saat proses produksi sedang berjalan. Pengendalian kualitas secara Off-line Quality
produk, sebagai pendukung usaha On-line Quality Control. Usaha ini dilakukan baik sebelum maupun setelah proses. (Triastuti, 2009:81)
Dalam pengendalian kualitas dapat digunakan beberapa metode antara lain adalah metode Six Sigma, dalam penelitian Achmad Muhaimin mengenai Analisa
Pengendalian Kualitas Produk Dengan Metode Six Sigma Pada Harian Tribun
Timur. Dia mengatakan bahwa metode six sigma adalah suatu visi peningkatan
kualitas menuju target 3,4 kegagalan per sejuta kesempatan untuk setiap transaksi produk barang dan jasa. Jadi six sigma merupakan suatu metode atau teknik pengendalian dan peningkatan kualitas dramatik yang merupakan terobosan baru dalam bidang manajemen kualitas. Dengan menggunakan metode six sigma dapat diketahui bahwa kualitas koran yang dihasilkan oleh perusahaan cukup baik yaitu 3,20 sigma dengan tingkat kerusakan 44.679 untuk sejuta produksi (DPMO). Tetapi dengan metode sig-sigma semua faktor yang menyebabkan kerusakan harus diselidiki, termasuk faktor human error.
Dengan menggunakan Metode Statistik Faktorial metode ini secara luas diakui sebagai pendekatan yang efektif untuk memantau proses dan diagnosis. Menurut Asep Ridwan, ST,MT Pengendalian proses statistik menyediakan penggunaan prinsip statistik dan teknik di setiap tahap produksi. Kelemahan dari metode ini adalah jika jumlah faktor penyebab kerusakan/kegagalan produksi banyak maka waktu yang dibutuhkan untuk penelitian akan lama dan menyebabkan biaya untuk penelitian semakin besar.
Filosopi yang dikembangkan oleh Taguchi adalah kualitas yang diukur dengan penyimpangan karakteristik nilai target. Faktor-faktor takterkendali dapat menyebabkan penyimpangan dan penambahan biaya. Pengurangan faktor tersebut sulit dan tidak mungkin diterapkan. Metode Taguchi mencoba meminimalkan pengaruh faktor tersebut dengan mencoba menentukan tingkat maksimal faktor-faktor penting yang dapat dikendalikan berdasarkan pada konsep kekuatan atau kesamaan.
Konsep Taguchi dibuat dari penelitian W.E. Deming bahwa 85 % kualitas yang buruk disebabkan oleh proses manufaktur dan hanya 15 % dari pekerja. Kemudian dia mengembangkan sistem manufaktur yang robust atau tidak sensitif terhadap variasi harian dan musiman dari lingkungan, mesin, dan faktor-faktor luar lainnya.
Dalam metode Taguchi digunakan matrik yang disebut Orthogonal Array (OA) untuk menentukan tata letak eksperimen. Tabel Orthogonal Array dapat digunakan untuk menentukan kontribusi setiap faktor yang berpengaruh terhadap kualitas dan dapat diketahui tingkat faktor yang memberikan hasil optimal. Dengan Orthogonal Array untuk tata letak eksperimennya, maka tidak semua perlakuan dijalankan atau dengan kata lain, runnya dapat dipersingkat sehingga biaya, waktu dan materi percobaan dapat dikurangi. (Triastuti, 2009:82)
Menurut Taguchi ada 2 (dua) segi umum kualitas yaitu kualitas rancangan dan kualitas kecocokan. Kualitas rancangan adalah variasi tingkat kualitas yang ada pada suatu produk yang memang disengaja, sedangkan kualitas kecocokan adalah seberapa baik produk itu sesuai dengan spesifikasi dan kelonggaran yang disyaratkan oleh rancangan.
Dari latar belakang di atas maka penulis dalam skripsi ini mengambil judul
tentang “Optimalisasi Produksi Dengan Pengendalian Kualitas Kekuatan
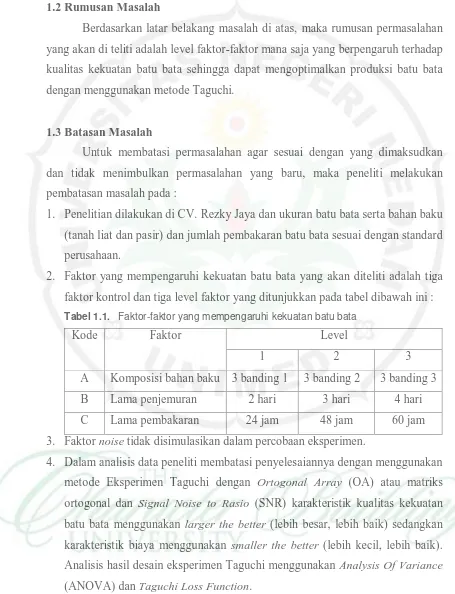
1.2Rumusan Masalah
Berdasarkan latar belakang masalah di atas, maka rumusan permasalahan yang akan di teliti adalah level faktor-faktor mana saja yang berpengaruh terhadap kualitas kekuatan batu bata sehingga dapat mengoptimalkan produksi batu bata dengan menggunakan metode Taguchi.
1.3Batasan Masalah
Untuk membatasi permasalahan agar sesuai dengan yang dimaksudkan dan tidak menimbulkan permasalahan yang baru, maka peneliti melakukan pembatasan masalah pada :
1. Penelitian dilakukan di CV. Rezky Jaya dan ukuran batu bata serta bahan baku (tanah liat dan pasir) dan jumlah pembakaran batu bata sesuai dengan standard perusahaan.
2. Faktor yang mempengaruhi kekuatan batu bata yang akan diteliti adalah tiga faktor kontrol dan tiga level faktor yang ditunjukkan pada tabel dibawah ini :
Tabel 1.1. Faktor-faktor yang mempengaruhi kekuatan batu bata
Kode Faktor Level
1 2 3
A Komposisi bahan baku 3 banding 1 3 banding 2 3 banding 3 B Lama penjemuran 2 hari 3 hari 4 hari C Lama pembakaran 24 jam 48 jam 60 jam 3. Faktor noise tidak disimulasikan dalam percobaan eksperimen.
1.4Tujuan Penelitian
Tujuan yang ingin dicapai dalam penelitian ini adalah optimalisasi produksi melalui identifikasi level-level pada faktor yang mempengaruhi kualitas kekuatan batu bata dengan menggunakan metode Taguchi.
1.5Manfaat Penelitian 1. Bagi peneliti
Kegunaan bagi peneliti adalah dapat memperdalam pemahaman peneliti mengenai desain eksperimen Taguchi dalam Pengendalian kualitas suatu produk.
2. Bagi Pembaca
BAB V PENUTUP 5.1Kesimpulan
Untuk memperoleh kondisi kualitas batu bata yang optimal, perlu diterapkan kombinasi level faktor optimal dalam pembuatan batu bata. Berdasarkan hasil pengumpulan data dan analisa data penelitian maka kombinasi level faktor yang berpengaruh terhadap optimasi produksi batu bata adalah sebagai berikut :
Faktor komposisi bahan baku (A) pada level 2 yaitu 3 banding 2 Faktor lama waktu penjemuran (B) pada level 2 yaitu 3 hari Faktor lama waktu pembakaran (C) pada level 2 yaitu 48 jam
Dengan menerapkan kombinasi level faktor optimal di atas diperoleh penurunan kehilangan produk akibat produk rusak dari rata-rata 531 buah sekali produksi menjadi rata-rata 327 buah dalam sekali produksi dan penurunan total biaya produksi yang ditanggung perusahaan akibat adanya produk yang rusak sebesar 14,56% dibandingkan dengan sebelum eksperimen.
1.2Saran
Berdasarkan penelitian dan pembahasan di atas maka dapat diajukan beberapa saran yaitu :
1. Diharapkan hasil penelitian ini dapat diaplikasikan untuk mengoptimasi produksi batu bata di CV.Rezky Jaya pada khususnya.
DAFTAR PUSTAKA
Amri. ; Analisis Pengendalian Kualitas Produk Dengan Metode Taguchi Pada CV. Setia Kawan, Seminar Nasional Sains Dan Teknologi 2008– IST AKPRIND Yogyakarta, 257-266.
Ariani, W.D., (2004).Pengendalian Kualitas Statistik. Penerbit Andi. Yogyakarta. Ginting, R. (2007). Sistem Produksi. Graha Ilmu. Yogyakarta.
Parkhan, Ali., Ranita Eka Puspa Ayu.; Setting Kombinasi Level Faktor Optimal Pembuatan Produk Toples Menggunakan Metode Taguchi, Prosiding
Seminar Nasional Teknoin 2008
Ramasamy, S., (2005), Total Quality Management. Tata McGraw-Hill Company Limited. New Delhi.
Soejanto, I., (2007), Kombinasi Setting Mesin Dan Komposisi Bahan Baku
Terhadap Kuat Tarik Benang Dengan Menggunakan Metode Taguchi Di PT. X Surabaya, Laporan Hasil Penelitian, Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur
Soejanto, I., (2009), Desain Eksperimen Dengan Metode Taguchi, Graha Ilmu, Yogyakarta.
Supranto, J., (2004). Analisis Multivariat : Arti Dan Interpretasi. PT Rineka Cipta. Jakarta.
Sudjana, (1994). Desain Dan Analisis Eksperimen. Penerbit Tarsito. Bandung.
Triastuti Wuryandari, Tatik Widiharih dan Sayekti Dewi Anggraini, (2009), Metode Taguchi Untuk Optimalisasi Produk Pada Rancangan Faktorial,