ANALISIS BEBAN KERJA DAN JUMLAH KARYAWAN
BAGIAN PRODUKSI DENGAN PENGEKATAN METODE
WORK LOAD ANALYSIS ( WLA ) DI PABRIK GULA CANDI BARU
SIDOARJO
SKRIPSI
OLEH :
ISNAINI
0632010053
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
KATA PENGANTAR
Dengan memanjatkan puji syukur atas kehadirat Allah SWT atas segala rahmat, taufik, hidayah, dan inayah-Nya sehingga penulis dapat menyelesaikan laporan Skripsi ini yang berjudul “ ANALISIS BEBAN KERJA DAN JUMLAH KARYAWAN BAGIAN PRODUKSI DENGAN PENDEKATAN METODE WORK LOAD ANALYSIS ( WLA ) DI PABRIK GULA CANDI BARU SIDOARJO ”.
Tugas Akhir ini disusun sebagai syarat untuk memperoleh gelar S-1 di Universitas Pembangunan Nasional “Veteran” Jawa Timur.
Dalam penyelesaian laporan ini penulis tidak mungkin dapat bekerja sendiri tanpa ada bantuan dari orang lain. Untuk itu penulis mengucapkan banyak terimakasih kepada:
1. Bapak Ir. Sutiyono, MT. selaku Dekan Fakultas Teknologi Industri Universitas Pembangunan Nasional “Veteran” Jawa Timur.
2. Bapak Ir. M.Tutuk Safirin, MT selaku Ketua Jurusan Teknik Industri Universitas Pembangunan Nasional “Veteran” Jawa Timur.
3. Bapak Dr. Ir. Minto Waluyo, MT selaku Sekretaris Jurusan Teknik Industri Universitas Pembangunan Nasional “Veteran” Jawa Timur.
4. Bapak Ir. Sunardi. MT selaku Dosen Pembimbing I Tugas Akhir.
5. Bapak Ir. M. Anang F. MMT selaku Dosen Pembimbing II Tugas Akhir. 6. Dosen penguji atas waktu yang diluangkan kepada kami.
8. Semua karyawan PG. Candi Baru Surabaya yang telah banyak membantu selama penulis melaksanakan skripsi.
9. Kedua orang tua serta kakakku atas dukungan dan do’anya.
10.Teman-teman terbaikku : Hardi, Annaz, Linda, Mas Dalbo, Rendy, Ruth, Risa, Amri, Jovi, Dani, Fahmi, Adhon, Bagus, Lukman, Vidiantoro, Ramzi, Agung, Citra, Rizal, Zaenal, Prasetya, Tulus, Merry, Jojo dan teman-teman Pararel A angkatan 2006 TI atas kekompakkannya.
Serta pihak-pihak yang telah membantu dan tidak dapat penulis sebutkan satu-persatu, disini penulis mengucapkan banyak terimakasih.
Semoga Tugas Akhir ini dapat bermanfaat bagi penulis khususnya dan pembaca, pada umumnya.
Surabaya, 5 November 2010
DAFTAR ISI
LEMBAR PENGESAHAN
KATA PENGANTAR...i
DAFTAR ISI...iii
DAFTAR TABEL...vii
DAFTAR GAMBAR...ix
DAFTAR LAMPIRAN...x
ABSTRAKSI...xi
BAB I : PENDAHULUAN... 1
1.1. Latar Belakang ...1
1.2. Perumusan Masalah ...3
1.3. Batasan Masalah ...3
1.4. Asumsi - Asumsi... ...3
1.5. Tujuan Penelitian... ………...4
1.6. Manfaat Penelitian...4
1.7. Sistematika Penulisan ………...4
BAB II : TINJAUAN PUSTAKA...7
2.1. Penelitian Kerja ...7
2.2. Konsep Efisien, Efektif dan Produktifitas ...9
2.3. Konsep Manajemen Sumber Daya Manusia (MSDM) ...11
2.3.3. Pendekatan Dalam Manajemen Sumber Daya
Manusia...15
2.3.4. Perencanaan Sumber Daya Manusia...16
2.4. Konsep Pengukuran Waktu Kerja (Work Measurement)...17
2.4.1. Pengukuran Waktu Kerja Dengan Jam Henti (Stop Watch Time Study) ………19
2.4.1.1. Melakukan Pengukuran Waktu Kerja………...20
2.4.1.2. Penetapan Waktu Baku………25
2.4.1.3. Perhitungan Output Standart………...25
2.4.2. Sampling Kerja (Work Sampling) ………. 26
2.4.2.1. Bekerjanya Sampling Pekerjaan………..27
2.4.2.2. Kegunaan Sampling Kerja………. 28
2.4.2.3. Langkah – Langkah Sebelum Melakukan Sampling Pekerjaan………….. . 29
2.4.2.4. Melakukan Sampling……….. 31
2.4.2.5. Penentuan Jumlah Sample Pengamatan Yang Dibutuhkan……… 32
2.5. Faktor Penyesuaian (Performance Rating)…………...35
2.6. Kelonggaran (Allowance)………46
2.7. Work Load Analysis (WLA) ………50
BAB III : METODE PENELITIAN………...54
3.1. Tempat dan Waktu Penelitian ……… 54
3.2. Identifikasi Dan Definisi Operasional Variabel …….…… ...54
3.3. Metode Pengumpulan Data………..55
3.4. Metode Pengolahan Data …...……….56
3.4.1. Uji Keseragaman Data ………56
3.4.2. Uji Kecukupan Data ……….. 57
3.4.3. Metode Work Load Analysis (WLA) ………. 58
3.5. Langkah Pemecahan Masalah... 60
BAB IV : ANALISA DAN PEMBAHASAN...66
4.1. Pengumpulan Data ………... 66
4.1.1. Proses Produksi ………... 66
4.1.2. Jumlah Karyawan Tiap Stasiun Kerja ………... 68
4.1.3. Perancangan Alat Pengumpulan Data ... 69
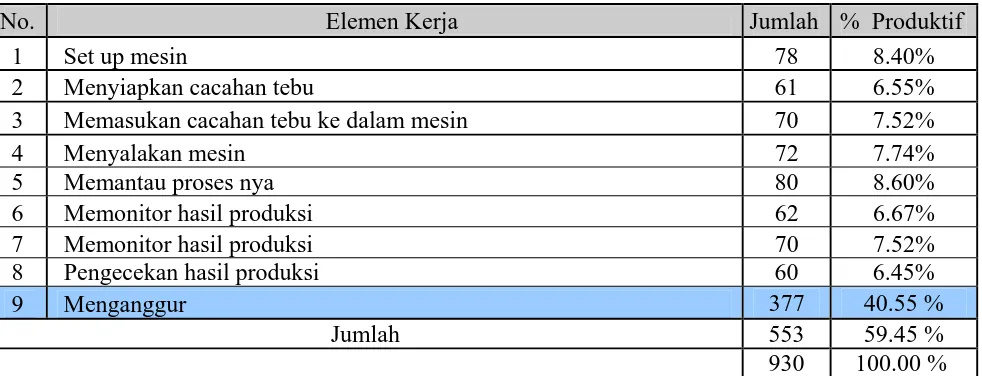
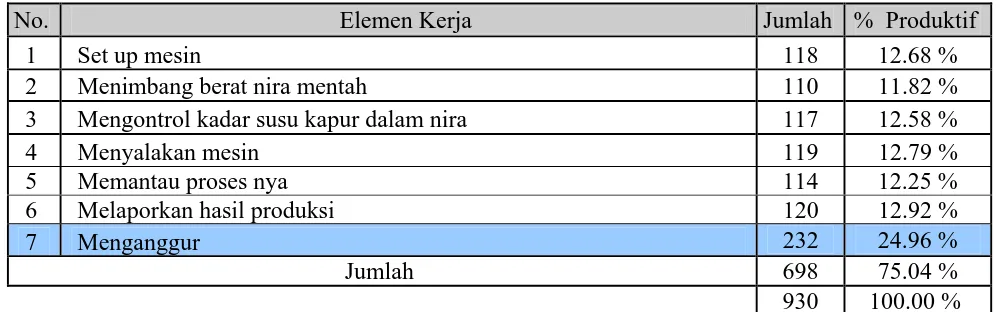
4.1.4. Identifikasi Elemen-elemen Kerja ... 70
4.1.5. Identifikasi Variabel ... 73
4.2. Data Pengamatan ...74
4.2.1. Data Kegiatan Produktif Dan Kegiatan Non Produktif ... 78
4.2.2. Pengukuran Jumlah Waktu Yang Dibutuhkan Untuk Menyelesaikan Aktivitas ... 78
4.3. Pengolahan Data ... 80
4.3.2. Penentuan Performance Rating (Penyesuaian)
Tiap Jabatan ...102 4.3.3. Penentuan Allowance (Kelonggaran) Tiap
Jabatan ...104 4.3.4. Perhitungan Beban Kerja Tiap Jabatan ... 106 4.3.5. Penentuan Jumlah Karyawan Yang Sebenarnya...107 4.3.6. Hasil Dan Pembahasan ...112 BAB V : KESIMPULAN DAN SARAN... 119 5.1. Kesimpulan ...119 5.2. Saran ...123 DAFTAR PUSTAKA
DAFTAR GAMBAR
DAFTAR TABEL
DAFTAR LAMPIRAN
Lampiran 1 Gambaran Umum Perusahaan
Lampiran 2 Jumlah Karyawan Tiap Stasiun Kerja Lampiran 3 Identifikasi Elemen-elemen Kerja
Lampiran 4 Data Kegiatan Produktif Dan Kegiatan Non Produktif
Lampiran 5 Pengukuran Jumlah Waktu Yang Dibutuhkan Untuk Menyelesaikan Aktivitas
Lampiran 6 Uji Keseragaman Data Dan Uji Kecukupan Data Lampiran 7 Waktu Pengamatan Secara Acak
ABSTRAKSI
Saat ini perusahaan-perusahaan memberikan perhatian khusus pada efesiensi, efektifitas, dan produktivitas. Hal ini dapat dipenuhi apabila perusahaan melakukan pengaturan terhadap jadwal penyelesaian permintaan dengan sebaik-baiknya. Salah satu faktor yang berpengaruh agar pesanan dapat diselesaikan atau tenaga kerja yang terlibat langsung di dalam bagian proses produksi.
Sebagai perusahaan yang bergerak di bidang industri gula dengan bahan baku utama adalah tebu. Salah satu faktor yang mempengaruhi kualitas karyawan adalah beban kerja yang diberikan oleh perusahaan. Untuk itu pihak perusahaan harus memperhatikan beban kerja yang akan diberikan karyawan agar tercapai produktifitas karyawan yang optimal.
Untuk mengatasi masalah pengukuran beban kerja pada PG. Candi Baru Sidoarjo, maka dalam penelitian ini menggunakan metode (WLA). Metode Work
Load Anlysis adalah gambaran deskriptif dari beban kerja yang di butuhkan dalam
suatu unit perusahaan. Metode ini akan memberikan informasi mengenai pengalokasian sumber daya manusia karyawan untuk menyelesaikan beban kerja yang ada.
Berdasarkan hasil pengukuran beban kerja pada PG. Candi Baru Sidoarjo dengan menggunakan metode Work Load Analysis (WLA) dapat di simpulkan bahwa beban kerja karyawan pada bagian proses Persiapan 99.56 % dengan jumlah karyawan yang optimal adalah 2 orang, pada bagian proses Penggilingan 94.73 % dengan jumlah karyawan yang optimal adalah 3 orang, pada bagian proses Pemurnian 92.19 % dengan jumlah karyawan yang optimal adalah 4 orang, pada bagian proses Penguapan 91.40 % dengan jumlah karyawan yang optimal adalah 3 orang, pada bagian proses Masakan 89.32 % dengan jumlah karyawan yang optimal adalah 5 orang, pada bagian proses Putaran 93.94 % dengan jumlah karyawan yang optimal adalah 3 orang, pada bagian proses Penyelesaian 99.82 % dengan jumlah karyawan yang optimal adalah 2 orang.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Dalam era globalisasi ini, banyak perusahaan yang memberikan perhatian khusus pada efisiensi, efektifitas dan produktivitas. Karena dari ketiga hal tersebut, perusahaan dapat melihat penggunaan optimal dari sumber daya yang dimiliki serta pencapaiannya terhadap target yang diinginkan oleh suatu perusahaan. Hal ini dapat dipenuhi apabila perusahaan melakukan pengaturan terhadap jadwal penyelesaian permintaan dengan sebaik-baiknya. Salah satu faktor yang berpengaruh agar pesanan dapat diselesaikan atau terpenuhi sesuai dengan jadwal yang ditetapkan yaitu faktor waktu, pekerja atau tenaga kerja yang terlibat langsung didalam bagian proses produksi.
Dalam pelakasanaan suatu proses aktivitas pekerjaan diperlukan suatu metode yang nantinya mampu untuk meningkatkan produktivitas kerja di dalam usaha untuk meningkatkan produktivitas tersebut dapat dilakukan dengan mengganti metode kerja yang telah ada dengan mempertimbangkan faktor-faktor yang mempengaruhi aktivitas tersebut. Cara lain yang dapat dilakukan yaitu dengan lebih mengoptimalkan para karyawan agar melakukan aktivitas pekerjaannya secara tepat.
adanya stasiun kerja yang beban kerjanya masih santai dan ada juga stasiun kerja yang beban kerjanya berlebihan. Karyawan yang berlebihan beban kerja akan cenderung lebih cepat bosan dan lelah dalam menjalankan tugasnya, sehingga cenderung tidak produktif. Produktif atau tidak produktif seorang karyawan tergantung beban kerjanya, untuk itu pihak perusahaan harus memperhatikan beban kerja yang akan diberikan kepada karyawan agar tercapai produktifitas karyawan yang optimum.
Work Load Analysis (WLA) merupakan salah satu cara yang dapat
digunakan untuk menganalisa aktivitas-aktivitas yang timbul beserta beban kerja yang diakibatkan oleh aktivitas-aktivitas tersebut. Dari Work Load Analysis(WLA) ini akan diperoleh sejumlah aktivitas yang dilakukan oleh karyawan beserta dengan frekuensi terjadinya aktivitas tersebut dan waktu yang diperlukan guna menyelesaikan aktivitas tersebut serta kita juga dapat memiliki model matematis sehingga dapat memberikan saran jumlah karyawan yang optimal.
Solusi yang diharapkan dengan penerapan metode Work Load Analysis
(WLA) adalah dapat mengetahui kinerja karyawan yang optimal Dengan
1.2. Perumusan Masalah
Berdasarkan latar belakang tersebut diatas, peneliti merumuskan permasalahan dan dirumuskan sebagai berikut :
“ Seberapa besar beban kerja karyawan bagian produksi dan tindakan apa yang harus dilakukan untuk mengoptimalkan beban kerja karyawan di Pabrik Gula Candi Baru Sidoarjo ”
1.3. Batasan Masalah
Beberapa batasan masalah dalam pengukuran beban kerja dan tingkat efisiensi kerja di Pabrik Gula Candi Baru agar dalam pemecahan masalah nantinya tidak menyimpang dan meluas dari lingkup yang ditentukan, antara lain :
1. Penelitian dilakukan pada kinerja karyawan di bagian produksi gula. 2. Pengukuran efisiensi kerja ditinjau dari beban kerja pada bagian produksi
gula.
1.4. Asumsi - asumsi
Asumsi yang digunakan dalam penelitian ini adalah :
1. Sarana dan prasarana baik mesin maupun peralatannya dianggap bekerja dengan baik.
2. Mutu barang yang dihasilkan dianggap baik kwalitasnya dan telah memenuhi standart customer.
1.5. Tujuan Penelitian
Tujuan yang ingin dicapai dalam penelitian tugas akhir ini adalah sebagai berikut :
1. Untuk mengetahui beban kerja karyawan bagian produksi.
2. Untuk mengetahui tindakan yang harus dilakukan untuk mengoptimalkan beban kerja karyawan di Pabrik Gula Candi Baru Sidoarjo.
1.6. Manfaat Penelitian
Dalam penelitian ini manfaat yang ingin dicapai adalah : 1. Bagi Perusahaan
a. Mengetahui beban kerja tiap karyawan bagian Produksi.
b. Mengetahui jumlah karyawan yang optimal di bagian Produksi yang dibutuhkan.
2. Bagi Mahasiswa
Dengan adanya penelitian ini penulis dapat belajar dan menerapkan metode Work Load Analysis (WLA) dan mengimplementasikan pendidikan yang dicapai di perguruan tinggi.
3. Bagi Universitas
1.7. Sistematika Penulisan
Untuk mempermudah pemahaman atas materi-materi yang dibahas dalam tugas akhir ini, maka berikut ini akan penulis uraikan secara garis besar isi dari masing-masing bab sebagai berikut :
BAB I : PENDAHULUAN
Pada bab ini akan menguraikan tentang berbagai hal yang melatar belakangi dari penelitian ini, perumusan masalah, tujuan penelitian, batasan masalah, asumsi-asumsi yang digunakan, manfaat penelitian, serta sistematika penulisan skripsi.
BAB II : TINJAUAN PUSTAKA
Pada bab ini akan menguraikan mengenai landasan-landasan teori atau literatur yang digunakan untuk menyelesaikan laporan penelitian ini. Teori-teori yang digunakan dalam bab ini akan digunakan sebagai landasan peneliti untuk menjalankan penelitiannya, sehingga kebenaran dari metode yang ada dapat dipertanggung jawabkan. Landasan teori yang digunakan untuk menunjang penelitian ini yaitu konsep perencanaan SDM; work measurement; work load analysis; penentuan waktu longgar (allowance); uraian pekerjaan ( job description) dan peneliti terdahulu. BAB III : METODE PENELITIAN
BAB IV : HASIL DAN PEMBAHASAN
Pada bab ini menguraikan tentang aktifitas pengumpulan dan pengolahan data. Aktifitas pengumpulan data meliputi aktifitas dari posisi/jabatan dan waktu penyelesaian aktifitas. Pada tahap ini data akan digambarkan seperti perhitungan waktu aktifitas, allowance, beban kerja sampai dengan penentuan jumlah karyawan yang optimal. Dan dilakukan analisa terhadap pengolahan data sehingga hasil-hasil tersebut dapat lebih mudah dipahami serta akan dapat memberikan gambaran mengenai hasil pengolahan data tersebut.
BAB V : KESIMPULAN DAN SARAN
Pada bab ini akan memberikan kesimpulan atas analisa terhadap hasil pengolahan data. Kesimpulan tersebut harus dapat menjawab tujuan penelitian yang telah dirumuskan sebelumnya. Selain itu juga berisi tentang saran penelitian. Penelitian yang masih belum sempurna atau diperlukan penelitian yang lebih lanjut adalah beberapa saran yang mungkin disertakan dalam penelitian ini.
BAB II
TINJAUAN PUSTAKA
2.1. Penelitian Kerja
Penelitian kerja, yang lebih dikenal dengan istilah asingnya Methods Engineering, Work Design, Work Study atau Job Design adalah aktifitas yang ditujukan untuk mempelajari prinsip-prinsip dan teknik-teknik guna mendapatkan
suatu rancangan system kerja yang terbaik. Prinsip-prinsip dan teknik kerja ini
digunakan untuk mengatur komponene-komponen yang ada dalam system yang
terdiri dari manusia (dengan sifat dan kemampuan-kemampuannya), bahan baku,
mesin dan peralatan kerja yang lainnya, serta lingkungan fisik yang ada
sedemikian rupa sehingga tercapai tingkat efektifitas dan efisiensi yang tinggi
yang diukur dengan waktu yang dihabiskan, tenaga yang dipakai serta akibat
psikologis dan sosiologis yang timbul.
Didalam mempelajari prinsip-prinsip kerja yang ada, maka ruang lingkup
yang dipelajari dan analisa bukan saja menyangkut prinsip gerakan kerja atau
disekitar itu, akan tetapi juga menyangkut banyak system perancangan kerja yang
lain, seperti perencanaan tata letak tempat kerja maupun peralatan dalam
lingkungan dengan manusia sebagai pekerja.
Dalam penelitian pengamatan akan lebih banyak ditujukan pada pekerjaan
yang dilaksanakan oleh manusia pekerja dalam segala seginya. Unsur manusia
dalam hal ini akan lebih ditonjolkan karena pada dasarnya peneltian kerja akan
Factor-faktor yang harus diamati dalam penelitian kerja sangat kompleks,
sehingga akan terasa sulit bagi mereka yang tidak memiliki pengalaman dan latar
belakang pengetahuan yang cukup. Pekerja-pekerja dan manajeman harus selalu
ada saling pengertian pada saat penelitian kerja ini berlangsung. Mereka harus
sepakat bahwa hasil dari penelitian kerja pada dasarnya justru untuk memperbaiki
tingkat produktifitas yang ada, sehingga keuntungan yang timbul nantinya juga
akan mereka rasakan dan nikmati bersama-sama.
Penelitian kerja terdiri dari dua elemen dasar pemikiran, yaitu pemikiran
kearah usaha pencapaian efisiensi kerja dan pemikiran untuk mempertimbangkan
perilaku manusia sebagai pokok suksesnya usaha kerja mereka. Pemikiran kearah
pencapaian efisiensi membawa penelitian untuk menghasilkan langkah-langkah
kerja secara sistematis dengan urutan-urutan yang logis. Sedangkan pertimbangan
mengenai perilaku manusia sebagai unsur pokok suksesnya pelaksanan kerja,
akan membawa penelitian untuk mancari faktor-faktor penyebab yang
mempengaruhi perilaku pekerja dalam usaha memenuhi kepuasan kerja dan
kebutuhannya.
Bila ditinjau lebih lanjut maka ruang lingkup penelitian kerja dapat dibagi
kedalam bagian pokok, yaitu penelitian metode atau pengaturan proses kerja
berisi prinsip-prinsip pengaturan komponen-komponen sistem kerja diatur
sehingga untuk mendapatkan alternatif-alternatif sistem kerja yang terbaik.
Komponen-komponen sistem kerja diatur sehingga secara bersama-sama berada
dalam suatu komposisi yang baik,yaitu yang dapat memberikan efisiensi dan
teknik-menyelesaikan kerja dan pengukuran dampak psikologis dan sosiologis yang
timbul.
2.2. Konsep Efisiensi, Efektifitas dan Produktivitas
Pengertian efesiensi menurut Sumanth adalah perbandingan atau rasio dari
keluaran (output) dengan masukkan (input). Efisiensi mengacu pada bagaimana baiknya sumber daya digunakan untuk menghasilkan output.
Sedangkan efektivitas adalah derajat pencapaian tujuan dari sistem yang
diukur dengan perbandingan atau rasio dari keluaran ( output aktual ) yang dicapai dengan keluaran (output ) standart yang diharapkan. ( Sumber : Sumanth, D. J, 1985, “Productivity Engineering And Management”, Mc Graw Hill Int. Book Company,Singapore,Hal 22-24)
Efisiensi merupakan penghematan penggunaan sumber daya dalam kegiatan
organisasi, dimana efisiensi pada “daya guna”. Efisiensi dimaksudkan pemakaian
sumber daya yang lebih sedikit untuk mencapai hasil yang sama. Efisiensi
merupakan ‘ukuran’ yang membandingkan rencana penggunaan masukan (input) dengan realisasi penggunannya. Efisiensi 100% sangat sulit dicapai, tetapi
efisiensi yang mendekati 100% sangat diharapkan. Konsep ini lebih berorientasi
pada input daripada output.
Efektivitas merupakan ukuran yang menyatakan seberapa baik atau seberapa jauh
sasaran (kualitas, kwantitas dan waktu) telah tercapai. Nilai efektivitas
dicerminkan oleh perbandingan nilai output akhir dengan output yang direncanakan. Makin besar sasaran yang dicapai, makin tinggi tingkat efektivitas.
Suatu proses dikatakan lebih efektif bila dengan masukan (input) yang sama diperoleh keluaran (output) yang lebih besar, hasil yang lebih baik atau dalam waktu lebih singkat.
Berdasarkan Sumanth (1985), produktivitas adalah rasio antara output
dengan input. Dengan diketahui nilai indeks produktivitas, maka akan diketahui pula seberapa efektif proses produksi yang telah digunakan untuk meningkatkan
output dan seberapa efisien pula sumber – sumber input yang telah berhasil dihemat.
Secara umum menurut Sumanth (1985) terdapat tiga tipe dasar dari
produktivitas yang akan didefinisikan berikut ini, antara lain:
1. Produktivitas Parsial (Partial Productivity)
Produktivitas parsial merupakan rasio dari output terhadap satu jenis input
tertentu. Sebagai contoh: produktivitas tenaga kerja (rasio dari output terhadap
input tenaga kerja), produktivitas material (rasio dari output terhadap input
material) ataupun produktivitas modal (rasiooutput terhadap input modal). 2. Produktivitas Total Faktor (Total Factor Productivity)
Produktivitas total faktor merupakan rasio dari “net ouput” terhadap jumlah faktor input langsung. Net output disini adalah total output dikurangi barang setengah jadi maupun servis yang diberikan.
3. Produktivitas Total (Total Productivity)
Produktivitas seperti yang sudah dijelaskan diatas dapat didefinisikan sebagai
rasio output dengan input. Definisi ini mudah dan dapat diterangkan dengan jelas oleh suatu kondisi produksi dimana ada satu output dan satu input, tetapi pada umumnya produksi memiliki multiple output dan input. Efisiensi dapat didefinisikan sebagai tingkat penggunaan sumber daya yang sebesar-besarnya
(berhubungan dengan utilitas sumber daya).
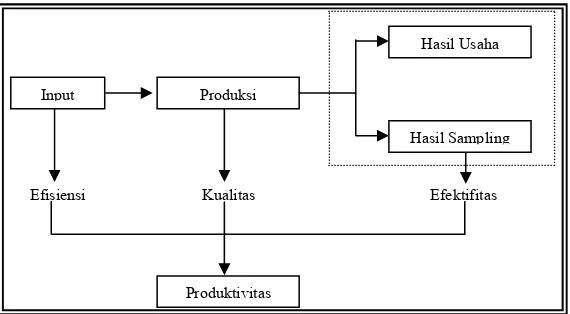
Input Produksi
Hasil Usaha
Hasil Sampling
Produktivitas
[image:78.595.171.456.254.411.2]Efisiensi Kualitas Efektifitas
Gambar 2.1. Hubungan Efisiensi, Efektivitas Dan Produktivitas (Gaspersz, 1998)
Produktivitas =
igunakan Inputyangd
iperoleh Ouputyangd
Produktivitas =
kan yangdiguna Sumberdaya
icapai Hasilyangd
Produktivitas =
Efisiensi s Efektivita
2.3. Konsep Manajemen Sumber Daya Manusia (MSDM)
Sumber daya manusia merupakan salah satu faktor yang sangat penting
dalam suatu perusahaan di samping faktor yang lain seperti modal. Oleh karena
itu, SDM harus dikelola dengan baik untuk meningkatkan efektivitas dan efisiensi
organisasi, sebagai salah satu fungsi dalam perusahaan yang dikenal dengan
manajemen sumber daya manusia (MSDM).
Manajemen Sumber Daya Manusia (MSDM) merupakan salah satu bidang
dari manajemen umum yang meliputi segi-segi perencanaan, pengorganisasian,
pelaksanaan dan pengendalian. Karena sumber daya manusia (SDM) dianggap
semakin penting perannya dalam pencapaian tujuan perusahaan, maka berbagai
pengalaman dan hasil penelitian dalam bidang SDM dikumpulkan secara
sistematis dalam apa yang disebut manajemen sumber daya manusia. Istilah
“manajemen” mempunyai arti sebagai kumpulan pengetahuan tentang bagaimana
seharusnya memanage (mengelola) sumber daya manusia.
Manusia merupakan suatu unsur utama dalam organisasi, sehingga tiap
organisasi mutlak memerlukan manajemen terhadap sumber daya manusianya
secara efektif dan efisien guna mencapai tujuan organisasi.
Karyawan maupun operator adalah salah satu faktor produksi yang
terpenting. Oleh karena itu perlu untuk mendapatkan perhatian khusus. Didalam
dunia perindustrian selalu dibuatkan suatu bidang tersendiri untuk memanajemen
faktor manusia, yang secara umum disebut sebagai Manajemen Sumber Daya
Manusia (MSDM). Contoh bidang yang ada dalam dunia perindustrian seperti
Menurut Flippo (1995), manajemen personalia adalah perencanaan,
pengorganisasian, pengarahan dan pengawasan kegiatan-kegiatan, pengadaan,
pengembangan, pemberian kompensasi, pengintegrasian, pemeliharaan dan
pelepasan sumber daya manusia agar tercapai berbagai tujuan individu, organisasi
dan masyarakat.
Sedangkan menurut French (1991), mendefinisikan manajemen personalia
sebagai penarikan, seleksi, pengembangan, penggunaan dan pemeliharaan sumber
daya manusia oleh organisasi. Berdasarkan dua definisi tersebut dapat digunakan
definisi, yaitu : Manajemen sumber daya manusia adalah penarikan, seleksi,
pengembangan, pemeliharaan, dan penggunaan sumber daya manusia untuk
[image:80.595.197.430.388.574.2]mencapai baik tujuan-tujuan individu maupun organisasi (Lihat gambar 2.2).
Gambar 2.2. Proses Manajemen Sumber Daya Manusia (T. Hani Handoko, 1991)
Manajemen sumber daya manusia sangat diperlukan guna meningkatkan
produktivitas kerja serta efektivitas dan efisiensi didalam penggunaan sumber
daya manusia. Sehingga apa yang menjadi tujuan dari organisasi akan dapat
Hal yang penting untuk diperhatikan oleh organisasi adalah bagaimana
memperoleh tenaga kerja sesuai dengan kebutuhan dan posisi yang akan diduduki,
bagaimana mengembangkannya dan memelihara tenaga kerja, menggunakan serta
mengevaluasi hasil kerjanya.
Ada empat hal yang penting dalam batasan manajemen yang perlu
diketahui, yaitu :
1. Adanya suatu organisasi atau lembaga atau perusahaan,
2. Oraganisasi tersebut mempunyai tujuan tertentu yang sudah ditetapkan
terlebih dahulu,
3. Dalam organisasi tersebut bekerja sekelompok orang sebagai tenaga pekerja,
4. Perlunya peraturan orang-orang yang bekerja sama dalam mencapai tujuan
yang telah ditetapkan terlebih dahulu. (Mukhyi dkk, 1993)
2.3.1. Tujuan Manajemen Sumber Daya Manusia
Tujuan manajemen sumber daya manusia pada prinsipnya ada dua jenis ,
yaitu :
1. Production Mainded, merupakan usaha-usaha pihak organisasi atau perusahaan agar para tenaga kerja bersedia memberikan prestasi yang
sebesar-besarnya (mencapai produktivitas yang maksimum) ini dapat dicapai dengan
melalui fungsi-fungsi manajemen yang ada dalam organisasi atau perusahaan.
2. People Mainded, mempunyai pengertian hanya dengan perhatian yang sungguh-sungguh dari pihak perusahaan kepada tenaga kerja antara lain
kondisi pekerjaan dan lingkungan kerja yang layak, jaminan-jaminan sosial
yang layak dan sebagainya.
(Sumber : Mukhyi, M. Abdul, dkk, 1993, “Pengantar Manajemen Sumber Daya Manusia”, Seri Diktat Kuliah, Penerbit Gunadarma, Jakarta, Hal 3)
2.3.2. Pembagian kerja dan Ruang Lingkup Manajemen Sumber Daya Manusia
Dalam perusahaan kecil, semua fungsi personalia dilakukan dan ditangani
langsung oleh manajer puncak, lain dengan perusahaan besar fungsi personalia
didelegasikan kepada masing-masing manajer termasuk manajer personalia.
Dalam perusahaan yang besar setiap manajer mempunyai fungsi dan tanggung
jawab dibidang personalia di departemennya masing-masing sesuai dengan
wewenangnya. Manajer personalia berfungsi memberikan layanan dibidang
personalia kepada manajer-manajer yang ada dalam perusahaan, sehingga tidak
dualisme fungsi personalia.
Ruang lingkup manajemen sumber daya manusia terdiri atas penarikan
tenaga kerja baru agar memperoleh pelamar yang mempunyai kualifikasi sesuai
dengan kebutuhan organisasi atau persahaan yang didapat melalui proses seleksi.
2.3.3. Pendekatan Dalam Manajemen Sumber Daya Manusia
Pendekatan manajemen sumber daya manusia guna menekan manajemen
personalia dan sumber daya manusia, yaitu :
1. Pendekatan Sumber Daya Manusia
Manajemen sumber daya manusia adalah pengelolahan dan pendayagunaan
sumber daya manusia. Martabat dan kepentingan hidup manusia hendaknya
tidak diabaikan agar kehidupan mereka layak dan sejahtera.
2. Pendekatan manajerial.
Analisis prestasi dan kehidupan kerja setiap karyawan tergantung pada
atasannya langsung dimana karyawan berada.
3. Pendekatan Sistem
Bagian personalia merupakan sub sistem dari sistem organisasi atau
perusahaan, maka perlu mengevaluasikan dengan kriteria besarnya kontribusi
yang dibuat organisasi. Manajemen sumber daya manusia adalah suatu sistem
terbuka dan terdiri dari bagian-bagian yang saling berinteraksi.
4. Pendekatan Proaktif
Manajemen sumber daya manusia dapat meningkatkan kontribusinya kepada
karyawan, manajer dan organisasi melalui antisipasinya terhadap
masalah-masalah yang timbul.
2.3.4. Perencanaan Sumber Daya Manusia
Perencanaan sumber daya manusia adalah proses mengantisipasi dan membuat ketentuan (persyaratan) untuk mengatur arus gerakan tenaga kerja
kedalam dan keluar organisasi yang bertujuan untuk mempergunakan SDM
seefektif mungkin dan agar memiliki pekerja yang memenuhi
persyaratan/kualifikasi dan mengisi posisi yang mengalami kekosongan.
Manfaat dari perencanaan sumber daya manusia adalah:
1. memperbaiki pemanfaatan sumber daya manusia.
2. menyesuaikan aktifitas sumber daya manusia dan kebutuhan dimasa depan
secara efisien.
3. meningkatkan efisiensi dalam menarik pegawai baru.
4. melengkapi informasi sumbar daya manusia yang dapat membantu kegiatan
sumber daya manusia dan unit organisasi lain.
(sumber : Marihot Tua Efendi H.,Drs.,M.Si, “manajemen sumber daya manusia”, penerbit Grasindo,Jakarta,hal 75-77)
2.4. Konsep Pengukuran Waktu Kerja (Work Measurement)
Tujuan dari work measurement adalah untuk menentukan waktu baku yang seharusnya untuk menyelesaikan suatu pekerjaan. Waktu baku merupakan
waktu yang dibutuhkan oleh seorang pekerja yang memiliki tingkat kemampuan
rata-rata untuk yang diberikan dengan memperhatikan situasi dan kondisi
pekerjaan yang harus diselesaikan, sehingga waktu baku tersebut dibutuhkan
dalam suatu unit organisasi. Maka waktu baku dapat digunakan untuk membuat
berlangsung dan berapa output yang akan dihasilkan serta berapa pula jumlah karyawan yang dibutuhkan untuk menyelesaikan pekerjaan tersebut. Selain itu
waktu baku juga digunakan untuk menentukan upah ataupun insentife yang harus di bayar sesuai dengan performance yang ditujukan oleh pekerja tersebut. Metode ini akan memberikan informasi mengenai pengalokasian sumber daya, prioritas
dalam berkomunikasi dan identifikasi kemampuan dan pelatihan yang dibutuhkan oleh karyawan untuk menyelesaikan beban kerja. (National Institutes of Health, 2001)
Sritomo Wignjosoebroto (1995), mendefinisikan work measurement
(pengukuran waktu kerja) sebagai usaha-usaha untuk menetapkan waktu baku
yang dibutuhkan guna menyelesaikan pekerjaan. Secara singkat pengukuran
waktu kerja adalah metode penerapan keseimbangan antara kegiatan manusia
yang dikontribusikan dengan unit output yang dihasilkan. Waktu baku ini digunakan untuk :
1. Man power planning (Perencanaan Kebutuhan Karyawan) 2. Estimasi biaya-biaya untuk upah karyawan
3. Penjualan produk dan penganggaran
4. Perencanaan sistem pemberian bonus dan insentif bagi karyawan / pekerja
yang berprestasi
5. Indikasi keluaran (Output) yang mampu dihasilkan oleh seorang pekerja Ada dua teknik pengukuran kerja dari work measurement yaitu : pengukuran kerja secara langsung dan pengukuran kerja secara tidak langsung.
kerja secara langsung, yaitu : Menggunakan Jam Henti (Stop Watch Time Study) dan sampling kerja (Work Sampling). Sebaliknya pengukuran kerja secara tidak langsung adalah perhitungan waktu kerja dimana pengamatan tidak berada
ditempat pekerjaan diukur. Aktivitas pengukuran dilakukan melalui perhitungan
waktu kerja melalui tabel-tabel waktu yang tersedia tetapi harus mengetahui
jalannya pekerjaan melalui elemen-elemen pekerjaan atau elemen-elemen
gerakan. Cara ini dilakukan dalam aktivitas dari waktu baku (Standart Detik) dan
data waktu gerakan (predermined Time System). Kegiatan dari Work Measurement adalah :
1. Menentukan insetif gaji
2. Menentukan jadwal kerja yang efektif dan dapat berjalan dengan baik
3. Menjadi salah satu input bagi penentuan anggaran biaya
4. Menjadi salah satu input untuk melakukan estimasi harga produk
5. Untuk melakukan kontrol terhadap biaya tenaga kerja
6. Mengetahui efektivitas mesin
7. Dasar pembentukan keseimbangan aktivitas pada tiap work station 8. Sebagai studi mengenai down time
9. Sebagai studi dalam masalah produk
2.4.1. Pengukuran Waktu Kerja Dengan Jam Henti (Stop Watch Time Study)
Pengukuran waktu kerja dengan Jam Henti (Stop Watch Time Study)
diperkenalkan pertama kali oleh Frederick W. Taylor sekitar abad 19 yang lalu.
industri manufakturing yang memiliki karateristik kerja yang berulang-ulang, terspesifikasi jelas dan menghasilkan output yang relative sama. Meskipun demikian aktivitas ini biasanya pula diaplikasikan untuk pekerjaan-pekerjaan non manufakturing seperti yang biasa dijumpai dalam aktivitas kantor gudang atau jasa pelayanan lainnya asalkan kriteria-kriteria dibawah ini biasanya terpenuhi,
yaitu :
1. Pekerjaan tersebut harus dilaksanakan secara repetitive dan uniform
2. Isi / macam pekerjaan itu harus homogen
3. Hasil kerja (Output) harus dapat dihitungkan secara nyata (kuantitatif) baik secara keseluruhan ataupun untuk tiap-tiap elemen kerja yang
langsung
4. Pekerjaan tersebut cukup banyak dilaksanakan dan teratur sifatnya
sehingga akan memadai untuk diukur dan dihitung waktu bakunya
Maka dapat disimpulkan bahwa aktivitas Stop Witch Time Study dapat dilaksanakan untuk berbagai macam / jenis pekerjaan baik yang bisa
diklasifikasikan sebagai manufakturing job / service job. Aktivitas pengukuran waktu kerja sendiri tidak mungkin bisa dilaksanakan apabila dijumpai
pekerjaan-pekerjaan yang tidak memperdulikan volume atau jumlah output yang ingin dihasilkan atau pekerjaan-pekerjaan yang menghasilkan output yang tidak mungkin untuk di standarkan seperti halnya dengan pekerjaan-pekerjaan yang
2.4.1.1. Melakukan Pengukuran Waktu kerja
Adapun langkah-langkah yang dikerjakan selama pengukuran waktu
kerja berlangsung, antara lain :
1. Pengukuran Pendahuluan
Pengukuran pendahuluan dimaksudkan untuk mengetahui berapa kali
pengukuran dilakukan untuk tingkat-tingkat ketelitian dan keyakinan yang didapat
dari hasil perhitungan waktu pengamatan. Biasanya pengukuran waktu dilakukan
sebanyak 25 kali pengukuran.
2. Uji Keseragaman Data
Proses analisa keseragaman data ini dilakukan dengan menggunakan
kontrol yang diperoleh dari pengamatan. Data-data yang didapat dari pengamatan
kemudian dikelompokkan kedalam beberapa sub grup dan diselidiki apakah
rata-rata sub grup tersebut berada dalam batas kontrol.
Adapun langkah-langkah pengujian yang dilakukan adalah sebagai berikut
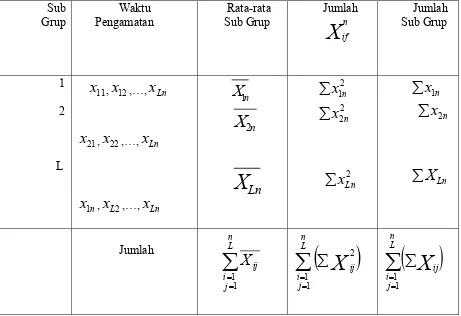
A. Mengelompokkan data kedalam subgrup-subgrup yang sama besar
Tabel 2.1. Pengolahan Data Sub Grup Waktu Pengamatan Rata-rata Sub Grup Jumlah
X
n if Jumlah Sub Grup 1 2 L 11x
,x
12,…,x
Ln
21
x
,x
22,…,x
Lnn
x
1 ,x
L2,…,x
Ln
X
1n
X
2n
X
Ln
x
1n2
x
2n2
x
Ln2
x
1n
x
2n
X
LnJumlah
L n j i ijX
11
X
ij L n j i 2 1 1
X
ijL n j i
1 1 Keterangan : ijx
= Waktu pengamatan berturut – turut(I = 1,2,3,…,n ; j = 1,2,3,…,n)
N = Jumlah per sub grup
L = Ukuran sub grup
N = Jumlah seluruh pengamatan
b. Mengetahui harga rata – rata dari rata – rata sub grup
x
=k
x
ijDimana :
x
adalah harga rata – rata sub grup ke-1k adalah harga banyaknya sub yang terbentuk
c. Mengetahui standart deviasi dari waktu pengamatan
1
2
n
x
ij ijx
Dimana : n = jumlah pengamatan pendahuluan yang telah dilakukan
X adalah waktu penyelesaian yang teramati Selama
pengukuran pendahuluan yang telah dilakukan
d. Menghitung standart deviasi sebenarnya dari waktu pengamatan
x
=n
Dimana :
x = Penyimpanan standart dari distributor rata-rata
= Penyimpanan standart dari populasi elemen kerjayang ada
n adalah besarnya sub grup
e. Menghitung derajat ketelitian tiap operator (degree of accurancy)
S =
x
x
100% x
= Penyimpanan standart dari distributor rata-rataf Menentukan Batas Kontrol Atas (BKA) dan Batas Kontrol Bawah
(BKB)
BKA =
x
+k
xBKB =
x
―k
xx adalah harga rata – rata sub grup
x
k
= Penyimpanan standart dari distributor rata-ratag. Analisa Keseragaman Data
Data yang dihasilkan dapat dikatakan seragam jika rata – rata dari
sub berada dalam batas kontrol atas (BKA) dan batas kontrol bawah (BKB).
Setelah data terkumpul, maka diteruskan dengan mengidentifikasikan data yang
terlalu ekstrime. Yang dimaksud ekstrime adalah data yang terlalu besar atau yang terlalu kecil dan menyimpang dari harga- harga yang disebabkan hal-hal tertentu.
Data yang ekstrime ini dikeluarkan dari perhitungan berikut. 3. Uji Kecukupan Data
Uji kecukupan data dapat dilakukan setelah seluruh data dari hasil
pengukuran telah seragam. Uji kecukupan data dapat dihitung dengan rumus
sebagai berikut :
s = Tingkat ketelitian
K = Koefisien distribusi normal sesuai dengan tingkat
keyakinan/tingkat kepercayaan
Untuk tingkat keyakinan 0 - 68% harga k adalah 1
Untuk tingkat keyakinan 69 - 95% harga k adalah 2
Untuk tingkat keyakinan 96 - 99% harga k adalah 3
Kesimpulan dari perhitungan yang diperoleh yaitu :
a. Apabila N’ ≤ N ( jumlah pengamatan teoritas lebih kecil atau sama dengan
pengamatan yang sebenarnya dilakukan ), maka data tersebut dinyatakan
telah mencukupi untuk tingkat keyakinan dan derajat ketelitian yang
diinginkan tersebut, sehingga data tersebut dapat diolah untuk mencari
waktu baku.
b. Tetapi jika sebaiknya, dimana N’ > N (jumlah pengamatan teoritas lebih
besar dari jumlah pengamatan yang ada), maka data tersebut dinyatakan
tidak cukup. Dan agar tersebut dapat diperoleh untuk mencari waktu baku,
maka data pengamatan harus ditambah lagi sampai lebih besar dari jumlah
data pengamatan teoritas.
2.4.1.2. Penetapan Waktu Baku
Waktu baku adalah waktu yang diperoleh seorang operator yang
berkualitas baik untuk menyelesaikan pekerjaannya, dimana sudah terdapat
pengaruh dari kelonggaran. (Sritomo, 1995, Studi Gerak dan Waktu, halam 202
Waktu Baku = Waktu Normal x
Dimana : Wb = Waktu Baku / Waktu Standart
Wn = Waktu Normal
100%
100% - % allowance
2.4.1.3. Perhitungan Output Standart
Perhitungan output stardart merupakan langkah berikutnya setelah
dilakukan pengukuran waktu kerja dan dilakukan uji keseragaman dan kecukupan
data. Untuk mendapatkan output standart dapat ditempuh langkah – langkah sebagai berikut : (sutalaksana, 1979, Teknik Tata Cara Kerja, halaman 137).
a. Mengetahui waktu siklus rata – rata untuk tiap elemen kegiatan (Ws)
Ws =
N
X
if
= Waktu pengamatan ij
x
N = Jumlah pengamatan
b. Mengetahui Waktu Normal (Wn)
p adalah factor penyusuaian yang digunakan untuk
menormalkan waktu pengamatan yang diperoleh.
c. Menghitung Waktu Baku (Wb)
100%
100% - % allowance
Wb = Wn x
Dimana : Wb = Waktu Baku / Waktu Standart
Wn = Waktu Normal
Dimana allowance merupakan faktor kelonggaran yang dinyatakan dalam % dari waktu normal dan diberikan kepada pekerja untuk menyelesaikan
pekerjaanya disamping waktu normal.
d. Menghitung output Standart (OS)
OS = 1
Wb
Dimana : 1 = Waktu Satu Periode
Os = Output Standart
2.4.2. Sampling Kerja (Work Sampling)
Terdapat berbagai cara mengemukakan bagaimana cara menetapkan waktu
baku dimana terdapat diantaranya sampling pekerjaan, cara ini bersama – sama
dengan menggunakan pengukuran waktu jam henti, yang merupakan cara
langsung untuk dilakukan dengan menggunakan pengukuran langsung ditempat
kegiatan pekerjaan dilakukan yakni kegiatan kerja ketika di mulai hingga akan
berhenti (disudahi). Berbeda dengan cara jam henti, adalah pada sampling
pekerjaan pengamat tidak terus menerus berada di tempat bekerja melainkan
mengamati hanya pada sesaat – sesaat, dan pada waktu – waktu yang ditentukan
Cara ini dikembangkan oleh L.H.C.Trippet di Inggris, cara tersebut
digunakan di pabrik – pabrik tekstil di Inggris pada masa–masa tersebut (era revolusi industri ). Cara Sampling Pekerjaan ini menggunakan ilmu statistik pada sebenarnya, tetapi pada sampling pekerjaan hal ini akan lebih tampak nyata.
Sehingga dapat kita simpulkan bahwa, Sampling Pekerjaan adalah suatu prosedur pengukuran yang dilakukan pada waktu – waktu yang ditentukan secara acak. Agar dapat memahami berbagai kegunaan sampling pekerjaan, perlu diketahui terlebih dahulu metode pengukuran dengan sampling pekerjaan ini.
(Sutalaksana.1979. Teknik Tata Cara Kerja, halaman 155).
2.4.2.1. Bekerjanya Sampling Pekerjaan
Telah disebutkan diatas, bahwa sampling pekerjaan dilakukan secara
sesaat-sesaat pada waktu–waktu yang telah ditentukan secara acak. Sebenarnya
pengamat melakukan sesaat–sesaat pada waktu yang acak, seperti halnya tidak
berbeda dengan melakukan kunjungan kerumah teman antar mahasiswa.
Kunjungan dilakukan pada saat–saat yang tidak tentu, mungkin seminggu sekali
atau kurang dari itu. Jika mahasiswa melakukan kegiatan seperti itu, yang
melakukan kegiatan tidak tentu, dengan demikian dapat dikatakan dia telah
melakukan kunjungan pada waktu-waktu yang acak. Misalkan mahasiswa tersebut
melakukan kunjungan sebanyak 10 kali berkunjung, dan diantaranya dia tidak
mengunjungi temannya dikarenakan temannya tidak berada di rumah. Jika dia
Ilustrasi diatas menunjukkan bagaimana kesimpulan tentang ada tidaknya
suatu kejadian dapat disimpulkan melalui kunjungan – kunjungan. Terlihat pula
semakin banyak kunjungan dilakukan semakin kuat dasar untuk mengambil
kesimpulan. Begitu pula kurang lebih apa yang terjadi dengan sampling
pekerjaan. Kunjungan – kunjungan dilakukan untuk mengetahui apa yang terjadi
ditempat kerja yang bersangkutan. Dari catatan yang dilakukan setiap kali
kunjungan dapat dilihat berbagai kegiatan yang terjadi serta seberapa sering
(frekuensi) kegiatan itu teramati. (Sutalaksana.1979. Teknik Tata Cara Kerja,
halaman 155).
2.4.2.2. Kegunaan Sampling Kerja
Sampling kerja memiliki kegunaan lain di bidang produksi sampling
untuk menghitung waktu penyelesaian , kegunaan tersebut adalah sebagai berikut:
a. Untuk mengetahui distribusi pemakaian waktu sepanjang waktu kerja oleh
pekerja atau kelompok pekerja .
b. untuk mengetahui tingkat pemanfaatan mesin–mesin atau alat pabrik yang
akan digunakan atau telah digunakan.
c. untuk menentukan waktu baku bagi pekerja tidak langsung.
d. untuk memperkirakan kelonggaran bagi suatu pekerjaan.
Distribusi pemakaian waktu kerja atau kelompok pekerja dan tingkat
pemanfaatan mesin atau berupa alat, akan lebih mudah diketahui dengan
setiap melakukan kunjungan. Kegunaan sampling pekerjaan yang telah
dikemukakan sebagai kelebihan cara ini dibandingkan dengan cara jam henti.
Pada sampling pekerjaan dengan mudah dijalankan, yaitu dengan
melakukan pengamatan kepada beberapa pekerjaan dalam setiap kunjungan
kegiatan kerja. Begitu pula dengan pekerja tidak langsung, yang tidak mudah
diukur dengan jam henti, karena tidak menentunya kegiatan mereka. Kemampuan
sampling kerja, dapat memperkirakan kelonggaran, yang merupakan hal penting
yang perlu di catat.
Tentang lamanya pengamatan, umumnya cara sampling pekerjaan
membutuhkan waktu lebih lama. Misalnya, jika tingkat ketelitian dan keyakinan
yang diinginkan sebesar 5%, dan 90%. Maka, untuk suatu kegiatan yang
menghabiskan waktu 20% dari seluruh waktu yang disediakan diperlukan 6400
kali kunjungan. Berarti memakan banyak waktu 183 hari jika ditambah 5 kali
kunjungan dilakukan setiap jam, setiap hari yang mempunyai 7 jam waktu kerja.
Dengan kata lain, jika hendak yang diukur waktu baku hanyalah satu pekerjaan
saja.
2.4.2.3. Langkah – Langkah sebelum Melakukan Sampling Pekerjaan
Langkah – langkah yang dijalankan sebelum melakukan sampling
dilakukan, adalah sebagi berikut :
b. Jika sampling ditunjukkan untuk mendapatkan waktu baku, dilakukan
penelitian pendahuluan untuk mengetahui ada tidaknya sistem kerja yang
baik. Bila belum, perbaikan – perbaikan sistem kerja yang baik, atau
dilakukan perbaikan atas kondisi dan cara kerja dilakukan terlebih dahulu.
Untuk mendapatkan waktu penyelesaian yang singkat, maka perbaikan
cara kerja perlu dilakukan. Mempelajari kondisi kerja dan cara kerja
kemudiaan memperbaikinya, adalah apa yang dilakukan dalam langkah
penelitian pendahuluan. Tentunya ini berlaku jika pengukuran dilakukan
atas pekerjaan yang telah ada dan bukan pekerjaan yang baru. Dalam
keadaan seperti yang terakhir, maka yang dilakukan bukanlah
memperbaiki melainkan merancang kondisi dan cara kerja yang baik yang
baru sama sekali. Untuk memperbaiki kondisi dan cara kerja yang ada
diperlukan pengetahuan dan penerapan perancangan sistem kerja yang
baik.
c. Memilih operator, atau operator yang baik. Operator yang akan melakukan
pekerjaan yang diukur bukanlah orang yang begitu saja diambil dari
pabrik. Orang ini harus memenuhi beberapa persyaratan tertentu agar
sampling pekerjaan dapat berjalan baik dan dapat diandalkan hasilnya.
Syarat – syarat tersebut adalah berkemampuan normal dan dapat diajak
bekerja sama. Disamping itu operator yang dipilih adalah orang yang pada
saat melakukan pengukuran mau bekerja secara wajar.
d. Bila perlu mengadakan latihan bagi para operator yang dipilih agar dapat
trampil dan cakap untuk kegiatan yang akan dilakukan .
Pada cara sampling kegiatan, yang ingin diukur dipisahkan dari kegiatan –
kegiatan lain yang mungkin terjadi. Bentuk yang paling sederhana adalah
memisahkan seluruh kegiatan menjadi dua bagian yaitu yang pertama yang ingin
diukur dan yang kedua yang lainnya.
Sehubungan dengan pemisahan kegiatan-kegiatan tersebut diatas ada satu
hal yang perlu diperhatikan yaitu bahwa kegiatan-kegiatan tersebut harus
mutually exclusive. Mutually exclusive artinya satu kegiatan terpisah sama sekali
dari lainnya, dan jumlah semua kegiatan tersebut adalah semua kegiatan yang
mungkin terjadi ditempat pekerjaan berlangsung.
2.4.2.4. Melakukan Sampling
Cara melakukan sampling pengamatan dengan sampling pekerjaan
tidaklah berbeda dengan yang dilakukan untuk cara jam henti , yakni terdiri dari :
a. Mengambil sejumlah data, disini dilakukan sejumlah kunjungan yang
banyaknya ditentukan oleh pengukur biasanya tidak kurang dari 30
(banyaknya kunjungan tiap kali pengamatan).
b. Menguji keseragaman data;
Dengan menentukan batas-batas kontrolnya dengan menggunakan rumus sebagai berikut :
BKA =
n P P P 3. 1
BKB =
n P P
Dimana :
p = Prosentase terjadinya kejadian rata-rata yang dinyatakan dalam bentuk angka desimal ; n = Jumlah pengamatan per siklus waktu kerja.
c. Menghitung jumlah kunjungan yang diperlukan .
Uji kecukupan data dapat dihitung dengan menggunakan rumus sebagai
berikut :
p S
p k N
2 2
1
'
Dimana :
N’ = Jumlah pengamatan teoritis yang dilakukan
k = Harga indeks yang besarnya tergantung dari tingkat keyakinan yang
diambil.
Untuk tingkat keyakinan 68 % harga k adalah 1
Untuk tingkat keyakinan 95 % harga k adalah 2
Untuk tingkat keyakinan 99 % harga k adalah 3
Langkah – langkah tersebut dilakukan terus, hingga jumlah kunjungan
mencukupi, sesuai dengan tingkat keyakinan yang digunakan.
2.4.2.5. Penentuan Jumlah Sample Pengamatan Yang Dibutuhkan
Banyaknya pengamatan yang harus dilakukan dalam sampling kerja
akan dipengaruhi oleh 2 faktor utama, yaitu :
Tingkat ketelitian (degree of accuracy) dari hasil pengamatan
Dengan asumsi bahwa terjadinya kejadian seorang operator akan bekerja
atau menganggur mengikuti pola distribusi normal, maka untuk mendapatkan
jumlah sample pengamatan yang harus dilaksanakan dapat dicari berdasarkan
rumus berikut :
Sp = k
N p p1
Dimana :
Sp = Tingkat ketelitian yang dikehendaki dan dinyatakan dalam desimal.
P = Prosentase terjadinya kejadian yang diamati dan juga dinyatakan dalam
bentuk desimal.
N = Jumlah pengamatan yang harus dilakukan untuk sampling kerja.
K = Harga indeks yang besarnya tergantung dari tingkat keyakinan yang diambil.
Untuk tingkat keyakinan 68 % harga k adalah 1
Untuk tingkat keyakinan 95 % harga k adalah 2
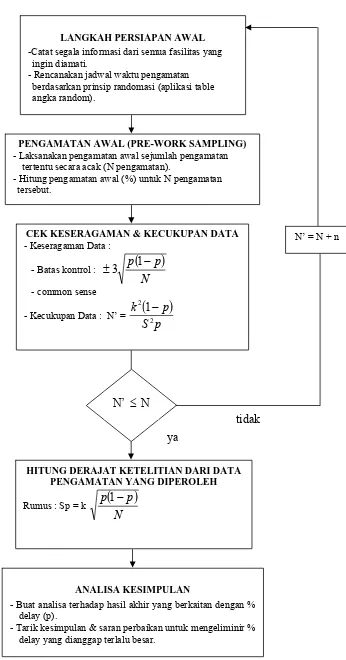
LANGKAH PERSIAPAN AWAL -Catat segala informasi dari semua fasilitas yang
ingin diamati.
- Rencanakan jadwal waktu pengamatan berdasarkan prinsip randomasi (aplikasi table angka random).
PENGAMATAN AWAL (PRE-WORK SAMPLING) - Laksanakan pengamatan awal sejumlah pengamatan
tertentu secara acak (N pengamatan).
- Hitung pengamatan awal (%) untuk N pengamatan tersebut.
CEK KESERAGAMAN & KECUKUPAN DATA - Keseragaman Data :
- Batas kontrol :
Np p
3 1 - common sense
- Kecukupan Data : N’ =
p S p k 2 2 1 ya tidak
N’ = N + n
N’ N
HITUNG DERAJAT KETELITIAN DARI DATA PENGAMATAN YANG DIPEROLEH
Rumus : Sp = k
Np p1
ANALISA KESIMPULAN
- Buat analisa terhadap hasil akhir yang berkaitan dengan % delay (p).
[image:102.595.179.525.70.730.2]- Tarik kesimpulan & saran perbaikan untuk mengeliminir % delay yang dianggap terlalu besar.
2.5. Faktor Penyesuaian (Performance Rating)
Dalam melakukan penyesuaiaan (Performance Rating) berusaha menormalkan waktu kerja yang diperoleh dari pengukuran kerja karyawan pada
saat diamati akibat kecepatan kerja karyawan, tingkat keterampilan, lingkungan
dan lain-lain yang berubah-ubah. Faktor penyesuaian dianalisis berdasarkan
pengamatan sebelum penelitian berlangsung dan bersifat subyektif tergantung
pada penelitian, tetapi paling tidak diusahakan untuk mendekati kenyataan.
Dengan melakukan performance rating ini diharapkan waktu kerja yang diukur bisa “dinormalkan” kembali. Ketidak normalan dari waktu kerja ini
diakibatkan oleh operator yang bekerja secara kurang wajar yaitu bekerja dalam
tempo atau kecepatan yang tidak sebagaimana semestinya.
Biasanya penyesuaian dilakukan mengalikan waktu siklus rata-rata atau
waktu elemen rata-rata dengan suatu harga p yang disebut faktor penyesuaian.
Besarnya harga p tentunya sedemikian rupa sehingga hasil perkalian yang
diperoleh mencerminkan waktu yang sewajarnya atau yang normal. Dalam waktu
yang tidak terlampau lama kita dapat menyatakan, misalnya orang tersebut
kerjanya lambat atau sangat cepat. Ini tidak lain berarti kita telah membandingkan
sesuatu dengan sesuatu yang lain yang wajar, walaupun tidak selalu mudah untuk
dinyatakan.
Untuk menormalkan waktu kerja yang diperoleh dari hasil pengamatan,
maka hal ini dilakukan dengan mengadakan penyesuaian yaitu dengan
mengalikan waktu pengamatan rata-rata dengan faktor penyesuaian (p). Guna
berlebihan sepanjang hari kerja, menguasai cara kerja yang ditetapkan, dan
menunjukkan kesungguhan dalam menjalankan pekerjaannya.
Sehubungan dengan faktor penyesuaian dikembangkanlah dengan cara
untuk mendapatkan harga p termasuk cara-cara yang berusaha se-obyektif
mungkin.
Diantaranya yaitu :
a. Cara pertama adalah cara persentase merupakan cara yang paling awal digunakan dalam melakukan penyesuaian.
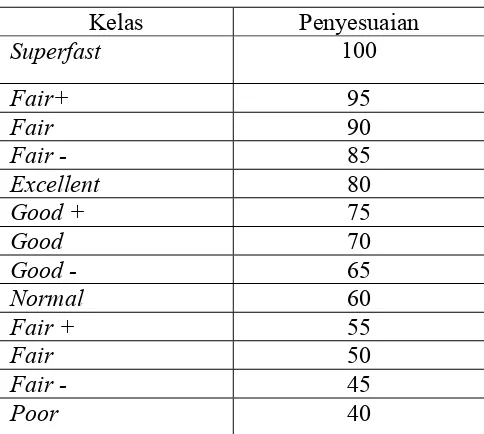
b. Cara Shumard memberikan patokan-patokan penelitian melalui kelas performansi kerja dimana setiap kelas mempunyai nilai sendiri-sendiri
Tabel 2.2. Faktor Penyesuaian Menurut Shumard
Kelas Penyesuaian
Superfast 100
Fair+ 95
Fair 90
Fair - 85
Excellent 80
Good + 75
Good 70
Good - 65
Normal 60
Fair + 55
Fair 50
Fair - 45
Poor 40
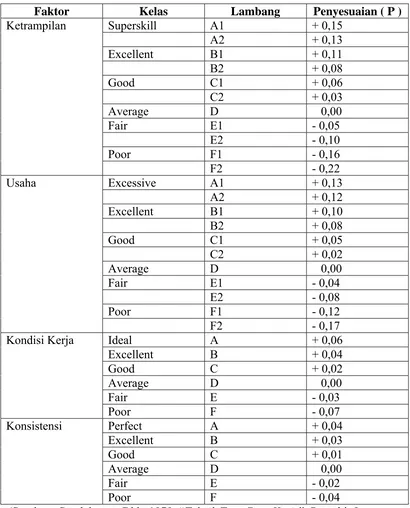
[image:104.595.213.455.385.602.2]c. Cara Westinghouse mengarahkan penilaian pada 4 faktor yang dianggap menentukan kewajaran atau ketidakwajaran dalam bekerja yaitu
Keterampilan, Usaha, Kondisi kerja, dan Konsistensi. Dengan pembagian
4 faktor ini pengukur akan lebih terarah dalam menilai kewajaran pekerja
dilihat dari berbagai segi. Karenanya faktor penyesuaian yang nantinya
Tabel 2.3. Faktor Penyesuaian Menurut Westinghouse.
Faktor Kelas Lambang Penyesuaian ( P )
Superskill A1 + 0,15
A2 + 0,13
Excellent B1 + 0,11
B2 + 0,08
Good C1 + 0,06
C2 + 0,03
Average D 0,00
Fair E1 - 0,05
E2 - 0,10
Poor F1 - 0,16
Ketrampilan
F2 - 0,22
Excessive A1 + 0,13
A2 + 0,12
Excellent B1 + 0,10
B2 + 0,08
Good C1 + 0,05
C2 + 0,02
Average D 0,00
Fair E1 - 0,04
E2 - 0,08
Poor F1 - 0,12
Usaha
F2 - 0,17
Ideal A + 0,06
Excellent B + 0,04
Good C + 0,02
Average D 0,00
Fair E - 0,03
Kondisi Kerja
Poor F - 0,07
Perfect A + 0,04
Excellent B + 0,03
Good C + 0,01
Average D 0,00
Fair E - 0,02
Konsistensi
Poor F - 0,04
Cara pemberian nilai
Cara pemberian nilai setiap karyawan yaitu nilai performance kerja seseorang karyawan dibagi dengan nilai performance seorang karyawan yang dipandang bekerja normal. Apabila faktor penyesuian (p) > 1 maka
karyawan bekerja cepat, faktor penyesuaian (p) = 1 maka karyawan
bekerja normal, dan faktor penyesuaian (p) < 1 maka karyawan bekerja
lambat.
Disini selain kecakapan dan usaha sebagai faktor yang
mempengaruhi performance manusia, cara Westinghouse menambahkan lagi dengan kondisi kerja dan konsistensi dari operator di dalam
melakukan kerja.
Ketrampilan atau skill adalah kemampuan mengikuti cara kerja yang ditetapkan. Untuk keperluan penyesuaian ketrampilan dibagi menjadi
enam kelas dengan ciri-ciri dari setiap kelas seperti yang dikemukakan
berikut ini :
SUPER SKILL :
1. Secara bawaan cocok sekali dengan pekerjaannya.
2. Bekerja dengan sempurna.
3. Tampak seperti telah terlatih dengan sangat baik.
4. Gerakan-gerakannya halus tetapi sangat cepat sehingga sulit untuk diikuti.
5. Kadang-kadang terkesan tidak berbeda dengan gerakan-gerakan mesin.
6. Perpindahan dari satu elemen pekerjaan ke elemen lainnya tidak
7. Tidak terkesan adanya gerakan-gerakan berpikir dan merencanakan
tentang apa yang dikerjakan (sudah sangat otomatis)
8. Secara umum dapat dikatakan bahwa pekerja yang bersangkutan adalah
pekerja yang baik
EXELLENT SKILL :
1. Percaya pada diri sendiri
2. Tampak cocok dengan pekerjaannya.
3. Terlihat telah terlatih baik.
4. Bekerjanya teliti dengan tidak banyak melakukan pengukuran-pengukuran
atau pemeriksaan- pemeriksaan.
5. Gerakan-gerakan kerjanya beserta urutan-urutannya dijalankan tanpa
kesalahan.
6. Menggunakan peralatan dengan baik.
7. Bekerjanya cepat tanpa mengorbankan mutu.
9. Bekerjanya cepat tetapi halus.
10.Bekerjanya berirama dan terkoordinasi.
GOOD SKILL : 1. Kualitas hasil baik
2. Bekerjanya tampak lebih baik daripada kebanyakan pekerjaan pada
umumnya.
3. Dapat memberi petunjuk-petunjuk pada pekerja lain yang ketrampilnya
lebih rendah
4. Tampak jelas sebagai pekerja yang cakap
6. Tiada keragu-raguan.
7. Bekerjanya “stabil”.
8. Gerakan-gerakannya terkoordinasi dengan baik
9. Gerakan-gerakannya cepat.
AVERAGE SKILL :
1. Tampak adanya kepercayaan pada diri sendiri.
2. Gerakannya cepat tapi tidak lambat.
3. Terlihat adanya pekerjaan-pekerjaan yang perencanaan.
4. Tampak sebagai pekerja yang cakap.
5. Gerakan-gerakannya cukup menunjukkan tiadanya keragu-raguan.
6. Mengkoordinasi tangan dan pikiran dengan cukup baik.
7. Tampak cukup terlatih dan karenanya mengetahui seluk-beluk
pekerjaannya.
8. Bekerjanya cukup teliti.
9. Secara keseluruhan cukup memuaskan.
FAIR SKILL :
1. Tampak terlatih tetapi belum cukup baik.
2. Mengenal peralatan dan lingkungan secukupnya.
3. Terlihat adanya perencanaan-perencanaan sebelum melakukan gerakan.
4. Tidak mempunyai kepercayaan diri yang cukup.
5. Tampaknya seperti tidak cocok dengan pekerjaannya tetapi telah
ditempatkan dipekerjaan itu sejak lama.
7. Sebagian waktu terbuang karena kesalahan-kesalahn sendiri.
8. Jika tidak bekerja sungguh-sungguh outputnya akan sangat rendah.
9. Biasanya tidak ragu-ragu dalam menjalankan gerakan-gerakannya.
POOR SKILL :
1. Tidak bisa mengkoordinasikan tangan dan pikiran.
2. Gerakan-gerakannya kaku
3. Kelihatan ketidakyakinannya pada urut-urutan gerakan.
4. Seperti yang terlatih untuk pekerjaan yang bersangkutan.
5. Tidak terlihat adanya kecocokan dengan pekerjaannya.
6. Ragu-ragu dalam menjalankan gerkan-gerakan kerja.
7. Sering melakukan kesalahan-kesalahan.
8. Tidak adanya kepercayaan pada diri sendiri.
9. Tidak bisa mengambil inisiatif sendiri.
Usaha adalah kesungguhan yang ditunjukan atau diberikan operator ketika
melakukan pekerjaanya. Berikut ini ada enam kelas usaha dengan ciri-cirinya,
yaitu :
EXCESSIVE EFFORT :
1. Kecepatan sangat berlebihan.
2. Usahanya sangat bersungguh-sungguh tetapi dapat membahayakan
kesehatannya.
3. Kecepatan yang ditimbulkannya tidak dapat dipertahankan sepanjang hari
EXELLENT EFFORT :
1. Jelas terlihat kecepatan kerjanya yang tinggi.
2. Gerakan-gerakan lebih “ekonomis” daripada operator-operator biasa.
3. Penuh perhatian pada pekerjaannya.
4. Banyak memberi saran-saran.
5. Menerima saran-saran dan petunjuk dengan senang.
6. Percaya kepada kebaikan maksud pngukuran waktu.
7. Tidak dapat bertahan lebih dari beberapa hari.
8. Bangga atas kelebihannya
9. Gerakan-gerakan yang salah terjadi sangat jarang sekali
10.Bekerjanya sistematis.
11.Karena lancarnya, perpindahan dari suatu elemen-elemen lain tidak
terlihat.
GOOD EFFORT : 1. Bekerja berirama.
2. Saat-saat menganggur sangat sedikit, bahkan kadang-kadang tidak ada.
3. Penuh perhatian pada pekerjaannya.
4. Senang pada pekerjaannya.
5. Kecepatannya baik dan dapat dipertahankan sepanjang hari.
6. Percaya pada kebaikan maksud pengukuran waktu.
7. Menerima saran-saran dan petunjuk-petunjuk dengan senang.
8. Dapat memberi saran-saran untuk perbaikan kerja.
11.Memelihara dengan baik kondisi peralatan.
AVERAGE EFFORT :
12.Tidak sebaik good, tetapi lebih baik dari poor.
13.Bekerja dengan stabil.
14.Menerima saran-saran tetapi tidak melaksanakannya.
15.Set up dilaksanakan dengan baik.
16.Melakukan kegiatan-kegiatan perencanaan.
FAIR EFFORT :
1. Saran-saran perbaikan diterima dengan kesal.
2. Kadang-kadang perhatian tidak ditujukan pada pekerjaannya.
3. Kurang sungguh-sungguh.
4. Tidak mengeluarkan tenaga dengan secukupnya.
5. Alat-alat yang dipakainya tidak selalu yang terbaik.
6. Terlihat adanya kecenderungan kurang perhatian pada pekerjaanya.
7. Terlampau hati-hati.
8. Sistematika kerjanya sedang-sedang saja.
9. Gerakan-gerakannya tidak terencana.
POOR EFFORT :
1. Banyak membuang-buang waktu.
2. Tidak memperhatikan adanya minat bekerja.
3. Tidak mau menerima saran-saran.
4. Tampak malas dan lambat bekerja.
5. Melakukan gerkan-gerakan yang tidak perlu untuk mengambil alat-alat
6. Tempat kerjanya tidak teratur rapi.
7. Tidak peduli pada cocok/baik tidaknya peralatan yang dipakai.
8. Mengubah-ubah tata letak tempat kerja yang telah diatur.
9. Set up kerjanya terlihat tidak baik.
Kondisi kerja atau condition adalah kondisi fisik lingkungannya seperti keadaan pencahayaannya, temperatur dan kebisingan ruangan. Sedangkan
konsistensi atau consistency adalah faktor yang perlu diperhatikan karena kenyataan bahwa pada setiap pengukuran waktu angka-angka yang dicatat
tidak pernah semuanya sama, waktu penyelesaian yang ditunjukkan pekerja
selalu berubah-ubah dari satu siklus ke siklus lainnya, dari jam ke jam, bahkan
dari hari ke hari.
d. Cara obyektif memperhatikan dua faktor yaitu kecepatan kerja dan tingkat
kesulitan pekerja. Kecepatan kerja adalah dalam melakukan pekerjaan
dalam pengertian biasa. Disini pengukur harus melakukan penilaian
tentang kewajaran kecepatan kerja yang ditujukan oleh operator. Untuk
kesulitan kerja menunjukan berbagi keadaan kesulitan kerja seperti apakah
pekerjaan tersebut memerlukan banyak anggota badan, apakah
penggunaan tangan, dan lain-lain.
Pada penelitian tugas akhir ini menggunakan cara Westing house karena cara ini dianggap lebih lengkap dibandingkan cara-cara yang telah disebutkan
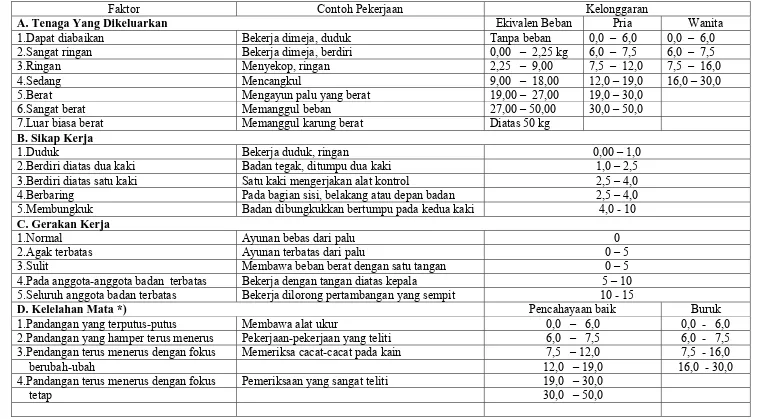
2.6. Kelonggaran (Allowance)
Kelonggaran ini adalah waktu dimana karyawan melakukan interupsi dari
proses berlangsung karena hal-hal tertentu tidak dapat dihindarkan. Waktu yang
dibutuhkan dalam menginterupsi proses yang sedang berlangsung ini dapat
diklasifikasikan menjadi :
1. Kelonggaran untuk membutuhkan pribadi (Personal Allowance)
Yang termasuk kedalam kebutuhan pribadi adalah hal-hal seperti minum
sekedar menghilangkan rasa haus, kekamar kecil, sholat, Bercakap-cakap
dengan teman kerja untuk menghilangkan ketegangan ataupun dalam bekerja.
Kebutuhan ini jelas terlihat sebagai sesuatu yang mutlak, misalnya : seseorang
diharuskan terus bekerja dengan rasa haus atau melarang pekerja untuk sama
sekali tidak bercakap-cakap sepanjang jam-jam kerja. Lara