PENGUKURAN BEBAN KERJA DAN OPTIMALISASI
JUMLAH KARYAWAN BAGIAN PRODUKSI DENGAN
MENGGUNAKAN METODE WORK LOAD ANALYSIS (WLA)
(Studi Kasus Di PT. ALTIA CLASSIC AUTOMOTIVE
MANUFACTURING RUNGKUT INDUSTRI – SURABAYA)
SKRIPSI
OLEH :
NILA TRIO RUSTARIA
0632010195
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
JAWA TIMUR
DAFTAR ISI
LEMBAR PENGESAHAN
KATA PENGANTAR
DAFTAR ISI
DAFTAR TABEL
DAFTAR GAMBAR
DAFTAR LAMPIRAN
ABSTRAKSI
BAB I PENDAHULUAN 1
1.1 Latar Belakang ... 1
1.2 Perumusan Masalah ... 2
1.3 Batasan Masalah ... 3
1.4 Asumsi ... 3
1.5 Tujuan Penelitian ... 4
1.6 Manfaat Penelitian ... 4
1.7 Sistematika Penelitian ... 5
BAB II TINJAUAN PUSTAKA 7 2.1 Pengertian Evaluasi Beban Kerja dan Optimalisasi ... 7
2.2 Pengertian Efisiensi, Efektif dan Produktivitas ... 8
2.3 Manajemen Sumber Daya Manusia (MSDM) ... 10
2.3.1 Pembagian Kerja dan Ruang Lingkup Manajemen Sumber Daya Manusia ... 13
2.3.2 Perencanaan Sumber Daya Manusia ... 14
2.4.1 Langkah - langkah Menyusun Deskripsi atau Uraian
Jabatan ... 18
2.5 Pengukuran Kerja ( Work Measurement ) ... 19
2.5.1 Pengukuran Waktu Kerja Dengan Jam Henti ( Stop Watch Time Study ) ... 20
2.5.1.1 Pengukuran dan Pencatatan Waktu Kerja ... 23
2.5.1.2 Langkah – langkah Pelaksanaan Pengukuran Waktu Kerja ... 25
2.5.1.3 Melakukan Pengukuran Waktu Kerja ... 30
2.5.1.4 Penetapan Waktu Baku ... 35
2.5.2 Sampling Kerja ( Work Sampling ) ... 36
2.5.2.1 Bekerjanya Sampling Pekerjaan ... 37
2.5.2.2 Kegunaan Sampling Kerja ... 38
2.5.2.3 Langkah-langkah Sebelum Melakukan Sampling Kerja ... 34
2.5.2.4 Melakukan Sampling ... 41
2.5.2.5 Penentuan Jumlah Sample Pengamatan Yang Dibutuhkan ... 42
2.6 Faktor Penyesuaian ( Performance Ratting ) dan Kelonggaran ( Allowance ) ... 43
2.7 Kelonggaran ( Allowance ) ... 51
2.8 Work Load Analysis ( WLA ) ... 55
BAB III METODE PENELITIAN 58
3.1 Lokasi dan Waktu Penelitian ... 58
3.1.1 Tahapan Proses Produksi ... 58
3.2 Idntifikasi dan Definisi Operasional Variabel ... 59
3.3 Langkah Pemecahan Masalah ... 61
3.4 Metode Pengumpulan Data ... 67
3.5 Metode Pengolahan Data ... 67
3.5.1 Uji Keseragaman Data ... 68
3.5.2 Uji Kecukupan Data ... 68
3.5.3 Metode Work Load Analysis ( WLA ) ... 70
BAB IV ANALISA DAN PEMBAHASAN 72 4.1 Hasil Penelitian ... 72
4.1.1 Jumlah Karyawan Tiap Stasiun Kerja ... 72
4.1.2 Perancangan Alat Pengumpulan Data ... 73
4.1.3 Identifikasi Elemen-elemen Kerja ... 73
4.1.4 Identifikasi Varibel ... 75
4.2 Data Pengamatan ... 75
4.2.1 Data Kegiatan Produktif dan Kegiatan Non Produktif .. 75
4.2.2 Pengukuran Jumlah Waktu Yang Dibutuhkan Untuk Menyelesaikan Aktivitas ... 78
4.3 Pengolahan Data ... 80
4.3.1 Uji Keseragaman dan Uji Keseragaman Data ... 80
4.3.3 Penentuan Allowance ( Kelonggaran ) Tiap Jabatan ... 95
4.3.4 Perhitungan Beban Kerja Tiap Jabatan ... 98
4.3.5 Penentuan Jumlah Karyawan Yang Optimal ... 99
4.3.6 Hasil dan Pembahasan ... 102
BAB V KESIMPULAN DAN SARAN 105 5.1 Kesimpulan ... 105
5.2 Saran ... 107
DAFTAR PUSTAKA
DAFTAR TABEL
2.1 Pengelompokan Data ... 31
2.2 Penyesuaian Menurut Westinghouse... 44
2.3 Besarnya Kelonggaran Berdasarkan Faktor-faktor Yang Berpengaruh .... 52
4.1 Jumlah Karyawan Tiap Stasiun Kerja ... 72
4.2 Elemen Kerja Proses Extruder ... 73
4.3 Elemen Kerja Proses Trimming ... 74
4.4 Elemen Kerja Proses Wellding... 74
4.5 Elemen Kerja Proses Sewwing ... 74
4.6 Elemen Kerja Proses Packing ... 75
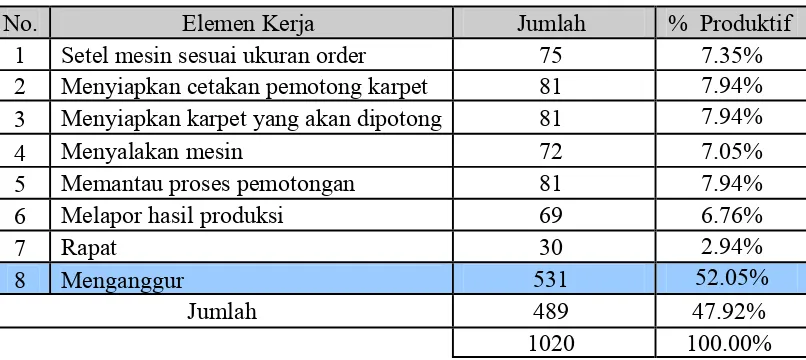
4.7 Produktif Berdasarkan Elemen Kerja Proses Extruder ... 76
4.10 Produktif Berdasarkan Elemen Kerja Proses Trimming ... 76
4.13 Produktif Berdasarkan Elemen Kerja Proses Wellding ... 77
4.17 Produktif Berasarkan Elemen Kerja Proses Sewwing ... 77
4.20 Produktif Berdasarkan Elemen Kerja Proses Packing ... 78
4.22 Frekuensi Pengamatan Proses Extruder... 80
4.25 Frekuensi Pengamatan Proses Trimming ... 83
4.28 Frekuensi Pengamatan Proses Wellding ... 85
4.32 Frekuensi Pengamatan Proses Sewwing ... 88
4.35 Frekuensi Pengamatan Proses Packing ... 90
4.37 Performance Ratting Berdasarkan Westinghouse ... 94
4.38 Allowance Berdasarkan Faktor-faktor Yang Berpengaruh ... 96
4.40 Rekomendasi Jumlah Tenaga Kerja ... 104
DAFTAR GAMBAR
2.1 Hubungan Efisiensi, Efektivitas Dan Produktivitas ... 10
2.2 Distribusi Kemampuan Kerja ... 28
DAFTAR LAMPIRAN
Lampiran 1 Gambaran Umum Perusahaan
Lampiran 2 Jumlah Karyawan Tiap Stasiun Kerja
Lampiran 3 Identifikasi Elemen-elemen Kerja
Lampiran 4 Data Kegiatan Produktif Dan Kegiatan Non Produktif
Lampiran 5 Pengukuran Jumlah Waktu Yang Dibutuhkan Untuk Menyelesaikan
Aktivitas
Lampiran 6 Uji Keseragaman Data Dan Uji Kecukupan Data
Lampiran 7 Waktu Pengamatan Secara Acak
Lampiran 8 Perhitungan Beban Kerja Berdasarkan Elemen-elemen Kerja
Lampiran 9 Perhitungan Manual Penentuan Performance Rating, Allowance
Dan Beban Kerja Tiap Bagian
ABSTRAKSI
Saat ini perusahaan-perusahaan memberikan perhatian khusus pada efesiensi, efektifitas, dan produktivitas. Hal ini dapat dipenuhi apabila perusahaan melakukan pengaturan terhadap jadwal penyelesaian permintaan dengan sebaik-baiknya. Salah satu faktor yang berpengaruh agar pesanan dapat diselesaikan atau tenaga kerja yang terlibat langsung didalam bagian proses produksi.
Sebagai perusahaan yang bergerak di bidang pembuatan karpet mobil dengan bahan baku utama adalah karpet. Salah satu faktor yang mempengaruhi kualitas karyawan adalah beban kerja yang diberikan oleh perusahaan. Untuk itu pihak perusahaan harus memperhatikan beban kerja yang akan diberikan karyawan agar tercapai produktifitas karyawan yang optimal
Untuk mengatasi masalah pengukuran beban kerja pada PT. Altia Classic Automotive Manufacturing, maka dalam penelitian ini menggunakan metode (WLA). Metode Work Load Anlysis adalah gambaran deskriptif dari beban kerja yang dibutuhkan dalam suatu unit perusahaan. Metode ini akan memberikan informasi mengenai pengalokasian sumber daya manusia karyawan untuk menyelesaikan beban kerja yang ada.
Berdasarkan hasil pengukuran beban kerja pada PT. Altia Classic Automotive Manufacturing dengan menggunakan metode Work Load Analysis (WLA) dapat di simpulkan bahwa rata-rata beban kerja karyawan pada bagian proses Extruder 94.38% dengan jumlah karyawan yang optimal adalah 3 orang, pada bagian proses Trimming rata-rata beban kerja sebelum dilakukan penelitian adalah 66.28% dengan jumlah karyawan 3 orang, setelah dilakukan pengurangan karyawan rata-rata beban kerja menjadi 99.42% dengan jumlah karyawan yang optimal adalah 2 orang. Pada bagian proses Wellding rata-rata beban kerja sebelum dilakukan penelitian adalah 71.17% dengan jumlah karyawan 4 orang, setelah dilakukan pengurangan karyawan rata-rata beban kerja menjadi 94.89% dengan jumlah karyawan yang optimal adalah 3 orang. Pada bagian proses Sewwing rata-rata beban kerja 98.48% dengan jumlah karyawan 3 orang, oleh karena rata-rata beban kerjanya sudah optimal maka tidak perlu dilakukan perubahan komposisi karyawan. Pada bagian proses Packing rata-rata beban kerja sebesar 97.10% dengan jumlah karyawan 2 orang, oleh karena rata-rata beban kerjanya sudah optimal maka tidak perlu dilakukan perubahan komposisi karyawan.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Dalam era globalisasi, banyak perusahaan yang memberikan perhatian
khusus pada efisiensi, efektifitas dan produktivitas. Karena dari ketiga hal
tersebut, perusahaan dapat melihat penggunaan optimal dari sumber daya yang
dimiliki serta pencapaiannya terhadap target yang diinginkan oleh suatu
perusahaan. Hal ini dapat dipenuhi apabila perusahaan melakukan pengaturan
terhadap jadwal penyelesaian permintaan dengan sebaik-baiknya. Salah satu
faktor yang berpengaruh agar pesanan dapat diselesaikan atau terpenuhi sesuai
dengan jadwal yang ditetapkan yaitu faktor waktu, pekerja atau tenaga kerja yang
terlibat langsung didalam bagian proses produksi.
PT. Altia Classic Automotive Manufacturing adalah perusahaan yang
bergerak dibidang pembuatan karpet mobil dengan bahan baku utama adalah
karpet dan SBS. Sebagian besar produk‐produknya di ekspor ke Jepang, Amerika
Serikat, dan lain sebagainya.
Permasalahan PT. Altia Classic Automotive Manufacturing adalah
sering terjadinya penurunan hasil produksi karpet yang disebabkan kinerja
karyawan yang kurang optimal. Sehingga dapat menyebabkan kerugian PT. Altia
Classic Automotive Manufacturing – Surabaya.
yang diakibatkan oleh aktivitas-aktivitas tersebut. Dari Work Load Analysis
(WLA) ini akan diperoleh sejumlah aktivitas yang dilakukan oleh karyawan
beserta dengan frekuensi terjadinya aktivitas tersebut dan waktu yang diperlukan
guna menyelesaikan aktivitas tersebut sehingga dapat memberikan saran jumlah
karyawan yang optimal.
Berdasarkan permasalahan di PT. Altia Classic Automotive Manufacturing
diharapkan dengan penerapan metode Work Load Analysis (WLA) dapat diketahui
kinerja karyawan yang optimal. Sehingga diharapkan dapat meningkatkan
efisiensi kinerja karyawan dan jumlah karyawan yang optimal sehingga dapat
memenuhi permintaan buyer yang berperan sebagai konsumen, dan akhirnya visi
misi perusahaan akan tercapai.
1.2. Perumusan Masalah
Berdasarkan latar belakang tersebut diatas, peneliti merumuskan
permasalahan dan dirumuskan sebagai berikut :
“Berapa besar beban kerja dan jumlah karyawan yang optimal pada
bagian Produksi di PT. Altia Classic Automotive Manufacturing
1.3. Batasan Masalah
Beberapa batasan masalah dalam pengukuran beban kerja dan tingkat
efisiensi kerja di PT. Altia Classic Automotive Manufacturing agar dalam
pemecahan masalah nantinya tidak menyimpang dan meluas dari lingkup yang
ditentukan, antara lain :
1. Penelitian dilakukan pada tenaga kerja bagian produksi ( bagian shift 1 )
dalam pembuatan karpet mobil.
2. Acuan dalam pengukuran beban kerja adalah deskripsi kerja (Job Description)
yang diberikan oleh pihak manajemen PT. Altia Classic Automotive
Manufacturing.
3. Pengukuran dibatasi dengan menggunakan pendekatan metode Work Load
Analysis (WLA) sampai dihasilkan suatu penelitian evaluasi beban kerja dan
optimalisasi jumlah karyawan pada bagian produksi sedangkan implementasi
diserahkan kepada pihak manajemen.
4. Proses Produksi dilakukan secara semi otomatis.
1.4. Asumsi
Asumsi yang digunakan dalam penelitian ini adalah :
1. Sarana dan prasarana baik mesin maupun peralatannya dianggap bekerja
2. Mutu barang yang dihasilkan dianggap baik kualitasnya dan telah memenuhi
standart costumer.
3. Biaya tenaga kerja tidak menjadi pembahasan dalam penentuan jumlah
karyawan yang optimal.
4. Tidak terjadi perubahan job description pada karyawan bagian produksi
selama periode penelitian.
1.5. Tujuan Penelitian
Tujuan yang ingin dicapai dalam penelitian tugas akhir ini adalah sebagai
berikut :
1. Mengetahui besar rata-rata beban kerja dari tiap stasiun kerja bagian produksi.
2. Menentukan jumlah tenaga kerja yang optimal pada bagian produksi.
1.6. Manfaat Penelitian
Dalam penelitian ini manfaat yang ingin dicapai adalah :
1. Bagi Perusahaan
a.Mengetahui beban kerja tiap karyawan bagian Produksi.
b.Mengetahui jumlah karyawan yang optimal dibagian Produksi yang
dibutuhkan.
Dengan adanya penelitian ini penulis dapat belajar dan menerapkan metode
Work Load Analysis (WLA) dan mengimplementasikan pendidikan yang
dicapai di Perguruan Tinggi.
3. Bagi Universitas
Hasil analisa ini dapat digunakan sebagai pembendaharaan perpustakaan, agar
dapat berguna bagi mahasiswa dan menambah ilmu pengetahuan.
1.7. Sistematika Penulisan
Untuk mempermudah pemahaman atas materi-materi yang dibahas dalam
tugas akhir ini, maka berikut ini akan penulis uraikan secara garis besar isi dari
masing-masing bab sebagai berikut :
BAB I : PENDAHULUAN
Pada bab ini akan menguraikan tentang berbagai hal yang melatar belakangi
dari penelitian ini, perumusan masalah, tujuan penelitian, batasan masalah,
asumsi-asumsi yang digunakan, manfaat penelitian, serta sistematika
penulisan skripsi.
BAB II : TINJAUAN PUSTAKA
Pada bab ini akan menguraikan mengenai landasan-landasan teori atau
literatur yang digunakan untuk menyelesaikan penelitian ini. Teori-teori
yang digunakan dalam bab ini kan digunakan sebagai landasan peneliti
BAB III : METODE PENELITIAN
Pada bab ini berisi tentang waktu lokasi dan penelitian, menguraikan tentang
metode pengumpulan data yang digunakan, pemaparan data-data yang telah
dikumpulkan selama penelitian serta langkah-langkah yang digunakan untuk
pemecahan masalah dan pencapaian tujuan.
BAB IV : HASIL DAN PEMBAHASAN
Pada bab ini menguraikan tentang aktifitas pengumpulan dan pengolahan
data. Aktifitas pengumpulan data meliputi aktifitas dari posisi/jabatan dan
waktu penyelesaian aktifitas.
BAB V : KESIMPULAN DAN SARAN
Pada bab ini akan memberikan kesimpulan atas analisa terhadap hasil
pengolahan data. Kesimpulan tersebut harus dapat menjawab tujuan
penelitian yang telah dirumuskan sebelumnya. Selain itu juga berisi tentang
saran penelitian.
DAFTAR PUSTAKA
BAB II
TINJAUAN PUSTAKA
2.1. Pengertian Evaluasi Beban Kerja dan Optimalisasi
Kata evaluasi berasal dari Bahasa Inggris Evaluation yang berarti penilaian
atau penaksiran. Sedangkan menurut pengertian istilah evaluasi merupakan
keseluruhan kegiatan pengumpulan data dan informasi, pengolahan, penafsiran,
dan pertimbangan untuk membuat keputusan ( Wakhinuddin’s Weblog ).
Sementara itu menurut Menpan (1997), pengertian beban kerja adalah
sekumpulan atau sejumlah kegiatan yang harus diselesaikan oleh suatu unit
organisasi atau pemegang jabatan dalam jangka waktu tertentu.
Di samping itu, Menpan (1997 : 5) juga menyatakan, bahwa pengukuran
beban kerja diartikan sebagai suatu teknik untuk mendapatkan informasi tentang
efisiensi dan efektivitas kerja suatu unit organisasi, atau pemegang jabatan yang
dilakukan secara sistematis dengan menggunakan teknik analisis jabatan, teknik
analisis beban kerja atau teknik manajemen lainnya.
Secara umum optimalisasi adalah pencarian nilai “terbaik dari yang
tersedia” dari beberapa fungsi yang diberikan pada suatu konteks ( Wakhinuddin’s
2.2. Efisien, Efektif dan Produktivitas
Pengertian efesiensi menurut Sumanth adalah perbandingan atau rasio dari
keluaran (output) dengan masukkan (input). Efisiensi mengacu pada bagaimana
baiknya sumber daya digunakan untuk menghasilkan output.
Sedangkan efektivitas adalah derajat pencapaian tujuan dari sistem yang
diukur dengan perbandingan atau rasio dari keluaran ( output aktual ) yang
dicapai dengan keluaran (output ) standart yang diharapkan. (Sumanth, D. J, 1985)
Efisiensi merupakan penghematan penggunaan sumber daya dalam kegiatan
organisasi, dimana efisiensi pada “daya guna”. Efisiensi dimaksudkan pemakaian
sumber daya yang lebih sedikit untuk mencapai hasil yang sama. Efisiensi
merupakan ‘ukuran’ yang membandingkan rencana penggunaan masukan (input)
dengan realisasi penggunannya. Efisiensi 100% sangat sulit dicapai, tetapi
efisiensi yang mendekati 100% sangat diharapkan. Konsep ini lebih berorientasi
pada input daripada output.
Efektivitas merupakan ukuran yang menyatakan seberapa baik atau seberapa
jauh sasaran (kualitas, kwantitas dan waktu) telah tercapai. Nilai efektivitas
dicerminkan oleh perbandingan nilai output akhir dengan output yang
direncanakan. Makin besar sasaran yang dicapai, makin tinggi tingkat efektivitas.
Konsep efektivitas yang tinggi belum tentu menunjukkan efisien yang tinggi pula.
Suatu proses dikatakan lebih efektif bila dengan masukan (input) yang sama
diperoleh keluaran (output) yang lebih besar, hasil yang lebih baik atau dalam
waktu lebih singkat.
Berdasarkan Sumanth (1985), produktivitas adalah rasio antara output
pula seberapa efektif proses produksi yang telah digunakan untuk meningkatkan
output dan seberapa efisien pula sumber – sumber input yang telah berhasil
dihemat.
Secara umum menurut Sumanth (1985) terdapat tiga tipe dasar dari
produktivitas yang akan didefinisikan berikut ini, antara lain:
1. Produktivitas Parsial (Partial Productivity)
Produktivitas parsial merupakan rasio dari output terhadap satu jenis input
tertentu. Sebagai contoh: produktivitas tenaga kerja (rasio dari output terhadap
input tenaga kerja), produktivitas material (rasio dari output terhadap input material) ataupun produktivitas modal (rasio output terhadap input modal).
2. Produktivitas Total Faktor (Total Factor Productivity)
Produktivitas total faktor merupakan rasio dari “net ouput” terhadap jumlah
faktor input langsung. Net output disini adalah total output dikurangi barang
setengah jadi maupun servis yang diberikan.
3. Produktivitas Total (Total Productivity)
Produktivitas total merupakan rasio dari total output terhadap jumlah dari
seluruh faktor input yang ada.
Jadi, suatu produktivitas total merefleksikan dampak gabungan dari semua
input dalam memproduksi output.
Produktivitas dan efisiensi adalah 2 (dua) konsep penting dalam mengukur
performance. Produktivitas seperti yang sudah dijelaskan diatas dapat didefinisikan sebagai rasio output dengan input. Definisi ini mudah dan dapat
diterangkan dengan jelas oleh suatu kondisi produksi dimana ada satu output dan
Efisiensi dapat didefinisikan sebagai tingkat penggunaan sumber daya yang
sebesar-besarnya (berhubungan dengan utilitas sumber daya).
Input Produksi
Hasil Usaha
Hasil Sampling
Produktivitas
Efisiensi Kualitas Efektifitas
Gambar 2.1 Hubungan Efisiensi, Efektivitas Dan Produktivitas
(Sumber : “Productivity Engineering And Management”, Sumanth, 1985)
Menurut Gaspersz (1998) untuk mencari produktivitas dapat dihitung dengan rumus :
Produktivitas =
igunakan Inputyangd
iperoleh Ouputyangd
Produktivitas =
kan yangdiguna Sumberdaya
icapai Hasilyangd
Produktivitas =
Efisiensi s Efektivita
2.3. Manajemen Sumber Daya Manusia (MSDM)
Tenaga kerja atau sumber daya manusia (SDM) merupakan satu-satunya
asset perusahaan yang bernapas atau hidup di samping asset-aset lain yang tidak
bernapas atau bersifat kebendaan seperti modal, bangunan gedung, mesin,
peralatan kantor. Persediaan barang, dsb. Keunikan asset SDM ini mensyaratkan
perasaan,dan perilaku, sehingga dikelola dengan baik mampu memberi
sumbangan bagi kemajuan perusaan secara aktif.
Untuk itu, perusahaan perlu lebih mengenal karyawannya. Pengetahuan
tentang setiap karyawan bisa didapat jika perusahaan memiliki informasi tentang
karyawanya, bukan tentang identitas, melainkan lebih dalam lagi, misalnya
tentang sikap kerja karyawan, motivasi kerja karyawan, komunikasi
antarkaryawan, tingkat stress karyawan, kepuasaan kerja, dsb.
Informasi tentang factor-faktor yang melandasi kerja karyawan sangat
dibutuhkan perusaan, tidak hanya untuk menghindari kesalahan membuat
keputusan SDM yang tidak efektif, namun juga sebagai sarana mendayagunakan
tenaga kerja, sehingga mampu meningkatkan produktivitas kerja karyawan. Jika
karyawan memiliki produktivitas tinggi, kinerja perusahaan secara keseluruhan
menjadi lebih baik. (Istijanto, 2003)
Manusia (MSDM). Contoh bidang yang ada dalam dunia perindustrian
seperti Human Resource Development Department.
Menurut Flippo (1995), manajemen personalia adalah perencanaan,
pengorganisasian, pengarahan dan pengawasan kegiatan-kegiatan, pengadaan,
pengembangan, pemberian kompensasi, pengintegrasian, pemeliharaan dan
pelepasan sumber daya manusia agar tercapai berbagai tujuan individu, organisasi
dan masyarakat.
Sedangkan menurut French (1991), mendefinisikan manajemen personalia
sebagai penarikan, seleksi, pengembangan, penggunaan dan pemeliharaan sumber
daya manusia oleh organisasi. Berdasarkan dua definisi tersebut dapat digunakan
pengembangan, pemeliharaan, dan penggunaan sumber daya manusia untuk
mencapai baik tujuan-tujuan individu maupun organisasi.
Manajemen sumber daya manusia sangat diperlukan guna meningkatkan
produktivitas kerja serta efektivitas dan efisiensi didalam penggunaan sumber
daya manusia. Sehingga apa yang menjadi tujuan dari organisasi akan dapat
tercapai sebagaimana mestinya.
Hal yang penting untuk diperhatikan oleh organisasi adalah bagaimana
memperoleh tenaga kerja sesuai dengan kebutuhan dan posisi yang akan diduduki,
bagaimana mengembangkannya dan memelihara tenaga kerja, menggunakan serta
mengevaluasi hasil kerjanya.
Tujuan manajemen sumber daya manusia pada prinsipnya ada dua jenis ,
yaitu :
1. Production Mainded, merupakan usaha-usaha pihak organisasi atau perusahaan agar para tenaga kerja bersedia memberikan prestasi yang
sebesar-besarnya (mencapai produktivitas yang maksimum) ini dapat dicapai dengan
melalui fungsi-fungsi manajemen yang ada dalam organisasi atau perusahaan.
2. People Mainded, mempunyai pengertian hanya dengan perhatian yang
sungguh-sungguh dari pihak perusahaan kepada tenaga kerja antara lain
dengan pelayanan yang sebaik mungkin, sistem birokrasi yang pendek,
kondisi pekerjaan dan lingkungan kerja yang layak, jaminan-jaminan sosial
2.3.1 Pembagian Kerja dan Ruang Lingkup Manajemen Sumber Daya
Manusia
Fungsi manajemen sumber daya manusia adalah penarikan tenaga kerja,
seleksi tenaga kerja sampai ditempatkan, latihan dan pengembangan,
mempromosikan kejenjang yang lebih tinggi, kompensasi, koordinasi dan
pemensiunan dan pemutusan hubungan kerja. Bahwa tugas sumber daya manusia
merupakan tanggung jawab seluruh manajer yang ada di dalam suatu organisasi
atau perusahaan menurut hirarki kewenangannya.
Dalam perusahaan kecil, semua fungsi personalia dilakukan dan ditangani
langsung oleh manajer puncak, lain dengan perusahaan besar fungsi personalia
didelegasikan kepada masing-masing manajer termasuk manajer personalia.
Dalam perusahaan yang besar setiap manajer mempunyai fungsi dan tanggung
jawab dibidang personalia di departemennya masing-masing sesuai dengan
wewenangnya. Manajer personalia berfungsi memberikan layanan dibidang
personalia kepada manajer-manajer yang ada dalam perusahaan, sehingga tidak
terjadi dualisme fungsi personalia.
Ruang lingkup manajemen sumber daya manusia terdiri atas penarikan
tenaga kerja baru guna memperoleh pelamar yang mempunyai kualifikasi sesuai
dengan kebutuhan oragnisasi atau perusahaan yang didapat melalui proses seleksi.
Pemberian kompensasi yang adil dan layak sesuai dengan prestasi yang telah
diberikan. Bentuk kompensasi ini mencakup pengupahan atau penggajian dan
tunjangan-tunjangan lainnya. (Mukhyi dkk, 1993)
Ada empat macam pendekatan manajemen sumber daya manusia guna
1. Pendekatan Sumber Daya Manusia.
Manajemen sumber daya manusia adalah pengelolaan dan pendayagunaan
sumber daya manusia. Martabat dan kepentingan hidup manusia hendaknya
tidak diabaikan agar kehidupan mereka layak dan sejahtera.
2. Pendekatan Manajerial.
Analisis prestasi pekerja dan kehidupan kerja setiap karyawan tergantung pada
atasan langsungnya dimana karyawan berada.
3. Pendekatan Sistem.
Bagian personalia merupakan sub sistem dari sistem organisasi atau
perusahaan, maka perlu dievaluasi dengan kriteria besarnya kontribusi yang
dibuat organisasi. Manajemen sumber daya manusia adalah suatu sistem
terbuka dan terdiri dari bagian-bagian yang saling berinteraksi.
4. Pendekatan Proaktif.
Manajemen sumber daya manusia dapat meningkatkan kontribusinya kepada
karyawan, manajer dan organisasi melalui antisipasinya terhadap
masalah-masalah yang timbul.
2.3.2 Perencanaan Sumber Daya Manusia
Perencanaan sumber daya manusia adalah proses mengantisipasi dan
membuat ketentuan (persyaratan) untuk mengatur arus gerakan tenaga kerja
kedalam dan keluar organisasi yang bertujuan untuk mempergunakan SDM
seefektif mungkin dan agar memiliki pekerja yang memenuhi
persyaratan/kualifikasi dan mengisi posisi yang mengalami kekosongan.
Menurut Torrington dan Tan Chwee Huat (2002), Perencanaan sumber daya
sumber daya manusia perusahaan, baik kebutuhan jangka pendek maupun
kebutuhan jangka panjang. Dalam bentuk yang lebih operasional adalah kegiatan
yang berkaitan dengan memprediksi atau memperkirakan seberapa banyak orang
atau pegawai yang dibutuhkan untuk melakukan tugas-tugas, baik jumlahnya
maupun jenisnya, berapa yang akan tersedia, dan apa yang dilakukan untuk
memastikan bahwa penawaran sama dengan permintaan pada waktu yang
bersamaan.
Menurut William B. Wether dan Keith David dalam buku Manajemen
Sumber Daya Manusia karangan Efendi (2002), perencanaan sumber daya
manusia merupakan proses yang sistematis untuk meramalkan kebutuhan pegawai
(demand) dan ketersediaan (supply) pada masa yang akan datang, baik jumlah
maupun jenisnya, sehingga departemen sumber daya manusia dapat
merencanakan pelaksanaan rekrutmen, seleksi, pelatihan, dan aktivitas yang lain
dengan lebih baik.
Berdasarkan kedua definisi diatas dapat dikatakan bahwa perencanaan
sumber daya manusia merupakan proses penentuan kebutuhan pegawai pada masa
yang akan datang berdasarkan perubahan-perubahan yang terjadi dan persediaan
tenaga kerja yang ada.
Manfaat dari perencanaan sumber daya manusia adalah:
1) meningkatkan sistem informasi sumber daya manusia .
2) untuk mempermudah pelaksanaan koordinasi sumber daya manusia oleh
3) untuk jangka panjang bermanfaat bagi organisasi/perusahaan untuk
memperkirakan kondisi dan kebutuhan pengelolaan sumber daya manusia
dimasa yang akan yang akan datang.
4) untuk jangka pendek bermanfaat untuk mengetahui posisi/jabatan atau
pekerjaan yang lowong pada tahun mendatang. (Efendi H.2002, Manajemen
Sumber Daya Manusia, halaman 75).
2.4. Deskripsi atau Uraian Jabatan (Job Description)
Analisis jabatan adalah proses menguraikan data jabatan menjadi
informasi jabatan. Data jabatan tersebut meliputi informasi tentang identitas
jabatan, hasil kerja, bahan kerja, perangkat kerja, pelaksanaan kerja, hubungan
jabatan, kondisi pelaksanaan dan syarat jabatan.
Di dalam pelaksanaan kerja sebenarnya terdapat informasi tentang
kewajiban yang harus dilakukan oleh seorang pemegang jabatan. Kewajiban
dibedakan menjadi dua, yaitu : kewajiban yang berkaitan langsung dengan proses
pelaksanaan kerja dan kewajiban yang bukan dalam proses pelaksanaan kerja.
Sedangkan kewajiban yang merupakan proses pelaksanaan kerja yang sebenarnya
merupakan rangkaian tindak kerja atau yang merupakan proses kerja ini, disebut
dengan tugas. Uraian tugas (task description) dapat diberikan pengertian sebagai
deskripsi atau uraian jabatan (job description) dalam arti sempit. Job description
sering diberikan terjemahannya dengan “Deskripsi” atau “Uraian Jabatan”, tetapi
sering pula dengan “Deskripsi atau Uraian Pekerjaan”.
Moekijat (1999) menerjemahkan dengan uraian pekerjaan, yaitu
yang harus dilakukan oleh seorang pegawai yang sebelumnya sudah dibuatkan
analisis pekerjaannya. Dalam job description sudah harus dimuat pula tentang
persyaratan-persyaratan (qualification) yang diperlukan untuk dapatnya
melakukan pekerjaan tersebut.
Moekijat (1999) memberikan terjemahan dengan “gambaran jabatan”,
yaitu keterangan singkat yang ditulis secara cermat dan teliti mengenai
kewajiban-kewajiban dan tanggung jawab-tanggung jawab dari suatu jabatan tertentu.
Berdasarkan uraian-uraian diatas dapat disimpulkan bahwa job description
mengandung dua macam pengertian, yaitu :
a. Pengertian sempit, job description hanya diberikan pengertian sebagai uraian
tugas saja (task description) atau uraian tentang apa yang dikerjakan oleh
seorang pekerja atau pemegang jabatan tanpa disertai informasi lain, seperti :
hubungan kerja dan syarat jabatan.
b. Pengertian luas, job description diberikan pengertian baik uraian tugas
maupun informasi lainnya, seperti : hubungan kerja, syarat jabatan, standar
pekerjaan dan latihan yang diperlukan.
Deskripsi atau uraian jabatan adalah suatu dokumen tertulis yang bersifat
deskriptif dan merupakan suatu catatan yang mengidentifikasikan pekerjaan yang
harus dilaksanakan beserta tanggung jawabnya, hubungannya dengan
jabatan-jabatan lain, persyaratan-persyaratan pelaksanaannya, frekuensi atau luas lingkup
2.4.1 Langkah-langkah Menyusun Deskripsi atau Uraian Jabatan
Deskripsi atau uraian jabatan dilakukan dalam unit organisasi terendah.
Proses penyusunannya adalah sebagai berikut :
a. Menetapkan satu unit organisasi terendah yang akan dideskripsikan atau
diuraikan jabatannya.
b. Menginventarisasikan tugas yang ada dalam unit tersebut, yaitu yang dilakukan
oleh seluruh pegawai yang berada di dalamnya, termasuk yang dilakukan oleh
kepala unit yang bersangkutan. Perlu diingat juga bahwa mungkin saja tugas
tersebut tidak sedang dilakukan.
c. Mendeskripsikan atau menguraikan syarat-syarat setiap tugas. Syarat ini
meliputi pendidikan, bakat, temperamen dan minat kerja, upaya fisik atau
mental dan fungsi kerja. Perlu diingat bahwa untuk jabatan tertentu, selain
syarat-syarat tersebut di atas mungkin ada syarat yang perlu dipertimbangkan
juga, seperti : pelatihan, pengalaman dan kondisi fisik. Sebaliknya, untuk
jabatan yang sederhana, syarat-syarat tersebut mungkin dapat dikurangi.
d. Memperkirakan waktu setiap tugas. Untuk menghitung waktu setiap tugas
dapat digunakan 2 cara yaitu :
- Menghitung secara riil volume waktu yang diperlukan untuk setiap tugas.
Perhitungan ini dilakukan dengan mengingat frekuensi tugas, yaitu ada tugas
harian, periodik (mingguan, bulanan, triwulan dan seterusnya) dan
insidentil. Perhitungan tersebut dapat dengan mengambil ukuran per hari
(400 menit), per minggu (40 jam) dan per bulan (160 jam).
- Memperkirakan volume waktu yang diperlukan untuk setiap tugas menurut
e. Mengelompokkan tugas-tugas menurut syarat jabatan yang baik.
Dalam mengelompokkan tugas menurut syarat-syaratnya perlu diingat
bahwasannya unit kerja pada umumnya terdapat 2 macam tugas, yaitu tugas
manajerial dan tugas teknik.
f. Menghitung waktu untuk setiap kelompok tugas, untuk menetapkan jumlah
pemegang jabatan.
Menghitung waktu setiap kelompok tugas dimaksudkan untuk melihat layak
atau tidaknya sekelompok tugas tersebut menjadi jabatan dari segi materiil.
Apabila layak secara materiil, maka menghitung jumlah pemegang jabatannya
berdasarkan waktu minimal untuk satu hari per orang per kerja.
g. Menyusun deskripsi atau uraian jabatan yang pasti atas dasar langkah-langkah
yang diambil.
Kelompok-kelompok tugas yang layak dirumuskan menjadi jabatan, kemudian
disusun dalam suatu bentuk deskripsi atau uraian jabatan. Setelah disusun
menjadi satu bentuk deskripsi atau uraian jabatan, biasanya akan diketahui
perlunya adanya penyesuaian dan penyerasian antar butir informasi.
(Soeyanto Rais.1997, Analisis Jabatan, halaman 58).
2.5. Pengukuran Kerja (Work Measurement)
Salah satu kriteria pengukuran kerja adalah pengukuran waktu (time study).
Pengukuran kerja yang dimaksudkan adalah pengukuran waktu standar atau waktu
baku. Pengertian umum pengukuran kerja adalah suatu aktivitas untuk
menentukan waktu yang dibutuhkan oleh seseorang operator dalam melaksanakan
Proses pengukuran waktu dapat dikelompokkan menjadi dua kelompok
besar, yaitu pengukuran waktu secara langsung dan pengukuran waktu secara
tidak langsung. Disebut secara langsung karena pengamat berada di tempat di
mana objek sedang diamati. Pengamat secara langsung melakukan pengukuran
atas waktu kerja yang dibutuhkan oleh seorang operator (obyek pengamatan)
dalam menyelesaikan pekerjaannya. Pengukuran secara langsung terdiri dari dua
cara, yaitu pengukuran dengan menggunakan stop watch dan sampling kerja.
Sedangkan pengukuran waktu secara tidak langsung adalah pengamat tidak berada
secara langsung di lokasi (objek) pengukuran. (Hari Purnomo.2004,Pengantar
Teknik Industri, halaman 42).
2.5.1 Pengukuran Waktu Kerja Dengan Jam Henti (Stop Watch Time
Study)
Pengukuran waktu kerja dengan jam henti (stop watch time study)
diperkenalkan pertama kali oleh Frederick W. Taylor sekitar abad 19 yang lalu.
Metoda ini terutama sekali baik diaplikasikan untuk pekerjaan-pekerjaan yang
berlangsung singkat dan berulang-ulang (repetitive). Dari hasil pengukuran maka
akan diperoleh waktu baku untuk menyelesaikan suatu siklus pekerjaan, yang
mana waktu ini akan dipergunakan sebagai standard penyelesaian pekerjaan bagi
semua pekerja yang akan melaksanakan pekerjaan yang sama seperti itu. Secara
garis besar langkah-langkah untuk pelaksanaan pengukuran waktu kerja dengan
Definisi pekerjaan yang akan diteliti untuk diukur waktunya dan
beritahukan maksud dan tujuan pengukuran ini kepada pekerja yang
dipilih untuk diamati dan supervisor yang ada.
Catat semua informasi yang berkaitan erat dengan penyelesaian
pekerjaan seperti lay out, karakteristik/spesifikasi mesin atau
peralatan kerja lain yang digunakan dan lain-lain.
Bagi operasi kerja dalam elemen-elemen kerja sedetail-detailnya tapi
masih dalam batas-batas kemudahan untuk pengukuran waktunya.
Amati, ukur dan catat waktu yang dibutuhkan oleh operator untuk
menyelesaikan elemen-elemen kerja tersebut.
Tetapkan jumlah siklus kerja yang harus diukur dan dicatat. Teliti
apakah jumlah siklus kerja yang dilaksanakan ini sudah memenuhi
syarat atau tidak ? Test pula keseragaman data yang diperoleh.
Tetapkan rate of performance dari operator saat melaksanakan
aktivitas kerja yang diukur dan dicatat waktunya tersebut. Rate of
performance ini ditetapkan untuk setiap elemen kerja yang ada dan hanya ditujukan untuk untuk performance operator. Untuk elemen
kerja yang secara penuh dilakukan oleh mesin maka performance
dianggap normal (100%).
Sesuaikan waktu pengamatan berdasarkan performance yang
ditunjukkan oleh operator tersebut sehingga akhirnya akan diperoleh
waktu kerja normal.
Tetapkan waktu longgar (allowance time) guna memberikan
kondisi-kondisi seperti kebutuhan personil yang bersifat pribadi,
faktor kelelahan, keterlambatan material dan lain-lainnya.
Tetapkan waktu kerja baku (standard time) yaitu jumlah total antara
waktu normal dan waktu longgar.
Berdasarkan langkah-langkah tersebut terlihat bahwa pengukuran kerja
dengan jam henti ini merupakan cara pengukuran yang obyektif karena disini
waktu ditetapkan berdasarkan fakta yang terjadi dan tidak cuma sekedar
diestimasi secara subyektif. Disini juga berlaku asumsi-asumsi dasar sebagai
berikut :
Metode dan fasilitas untuk menyelesaikan pekerjaan harus sama dan
dibakukan terlebih dahulu sebelum kita mengaplikasikan waktu baku
ini untuk pekerjaan yang serupa.
Operator harus memahami benar prosedur dan metoda pelaksanaan
kerja sebelum dilakukan pengukuran kerja. Operator-operator yang
akan dibebani dengan waktu baku ini diasumsikan memiliki tingkat
ketrampilan dan kemampuan yang sama dan sesuai untuk pekerjaan
tersebut. Untuk ini persyaratan mutlak pada waktu memilih operator
yang akan dianalisa waktu kerjanya benar-benar memiliki tingkat
kemampuan yang rata-rata.
Kondisi lingkungan fisik pekerjaan juga relatif tidak jauh berbeda
dengan kondisi fisik pada saat pengukuran kerja dilakukan.
Performance kerja mampu dikendalikan pada tingkat yang sesuai
Aktivitas pengukuran kerja dengan jam henti (stop watch) umumnya
diaplikasikan pada industri manufacturing yang memiliki karakteristik kerja yang
berulang-ulang, terspesifikasi jelas dan menghasilkan output yang relatif sama.
Meskipun demikian aktivitas ini bisa pula diaplikasikan untuk
pekerjaan-pekerjaan non manufacturing seperti yang bisa dijumpai dalam aktivitas kantor
gudang atau jasa pelayanan lainnya asalkan kriteria-kriteria tersebut dibawah ini
bisa terpenuhi : (Sritomo, 2003, Ergonomi, Studi Gerak dan Waktu, halaman
173).
Pekerjaan tersebut harus dilaksanakan secara repetitive
(berulang-ulang) dan uniform.
Isi/macam pekerjaan itu harus homogen.
Hasil kerja (output) harus dapat dihitung secara nyata (kuantitatif)
baik secara keseluruhan maupun untuk tiap-tiap elemen kerja yang
berlangsung.
Pekerjaan tersebut cukup banyak dilaksanakan dan teratur sifatnya
sehingga akan memadai untuk diukur dan dihitung waktu bakunya.
2.5.1.1 Pengukuran dan Pencatatan Waktu Kerja
Tiga metode yang umum dipakai dalam mengukur elemen-elemen kerja
dengan menggunakan jam henti (stop watch), yaitu :
1. Pengukuran waktu secara terus menerus (continuous timing)
Dalam pengukuran ini pengamat kerja kan menekan tombol stop watch
pada saat elemen kerja pertama dimulai dan membiarkan jarum penunjuk stop
pengamat kerja terus menerus mengamati jalannya jarum stop watch dan mencatat
pembacaan waktu yang ditunjukkan setiap akhir dari elemen-elemen kerja pada
lembar waktu pengamatan. Waktu sebenarnya dari masing-masing elemen
diperoleh dari pengurangan pada saat pengukuran waktu selesai dilaksanakan.
2. Pengukuran waktu secara berulang-ulang (repetitive timing)
Pengukuran ini kadang-kadang disebut sebagai snap-back method. Pada
metode ini jarum petunjuk stop watch akan dikembalikan (snap back) komposisi
semula atau nol pada setiap akhir dari elemen kerja yang diukur. Setelah dilihat
dan dicatat waktu kerja yang diukur kemudian tombol ditekan lagi untuk dan
segera jarum penunjuk bergerak untuk mengukur elemen kerja berikutnya.
Demikian seterusnya sampai akhir dari elemen, tombol ditekan lagi untuk
mengembalikan jarum ke nol. Dengan cara demikian maka data waktu untuk
setiap elemen kerja yang diukur akan dapat dicatat secara langsung tanpa ada
pekerjaan tambahan untuk pengukuran seperti yang dijumpai dalam metode
continuous timing (terus menerus).
3. Pengukuran waktu secara penjumlahan (Accumulative Timing)
Pada pengukuran waktu kerja ini memungkinkan pembaca membaca data
waktu secara langsung untuk masing-masing elemen kerja yang ada. Disini akan
digunakan dua atau lebih stop watch yang akan bekerja secara bergantian. Dua
atau tiga stop watch dalam hal ini akan didekatkan sekaligus pada papan
pengamatan dan dihubungkan dengan suatu tuas. Apabila stop watch pertama
dijalankan, maka stop watch nomor dua dan tiga berhenti (stop) dan jarum tetap
pada posisi nol. Apabila elemen kerja sudah berakhir maka tuas ditekan yang akan
watch kedua untuk mengukur elemen kerja berikutnya, demikian seterusnya. Metode akumulatif memberikan keuntungan didalam hal pembacaan akan mudah
dan lebih teliti karena jarum stop watch tidak dalam keadaan bergerak pada saat
pembacaan data waktu dilaksanakan seperti halnya yang kita jumpai untuk
pengukuran kerja dengan menggunakan satu stop watch. (Sritomo, 2003,
Ergonomi, Studi Gerak dan Waktu, halaman 181).
2.5.1.2 Langkah-langkah Pelaksanaan Pengukuran Waktu Kerja
Persiapan sebelum melakukan pengukuran kerja adalah sangat penting
karena hal ini tersebut akan sangat mempengaruhi kualitas pengukuran yang
dilaksanakan. Adapun langkah-langkah yang perlu dilakukan sebelum pengukuran
waktu kerja secara langsung dengan jam henti :
1. Penetapan Tujuan Pengukuran
Sebagaimana halnya dalam melakukan berbagai kegiatan, tujuan
melakukan kegiatan harus ditetapkan terlebih dahulu. Dalam pengukuran waktu,
hal-hal penting yang harus diketahui dan ditetapkan adalah untuk apa hasil
pengukuran digunakan, berapa tingkat ketelitian dan tingkat keyakinan yang
diinginkan dari hasil pengukuran.
Apabila waktu baku akan dikaitkan dengan upah perangsang maka segala
pihak yang akan terlibat dalam masalah ini seperti operator, supervisor dan
lainnya haruslah ikut bertanggung jawab untuk suksesnya pelaksanaan
pengukuran kerja tersebut supervisor terutama harus betul-betul bertanggung
wajar (normal) pada saat diteliti dan mengikuti segala prosedur dan metode kerja
yang distandardkan sebelumnya.
2. Melakukan Penelitian
Tujuan utama dari aktivitas pengukuran kerja adalah waktu baku yang
harus dicapai oleh seorang untuk menyelesaikan suatu pekerjaan. Suatu kondisi
yang ada dapat dicari waktu baku harus dicapai tersebut. Artinya akan didapat
juga waktu baku yang pantas untuk menyelesaikan pekerjaan dengan kondisi yang
bersangkutan. Suatu perusahaan biasanya menginginkan waktu kerja yang
sesingkat-singkatnya agar dapat meraih keuntungan yang sebesar-besarnya.
Keuntungan demikian tidak akan diperoleh jika kondisi kerja dari pekerjaan yang
ada di perusahaan tersebut tidak menunjang.
Selain itu penelitian pendahuluan juga dilakukan dengan maksud agar
dapat mengetahui sistem yang ada, sudah baik atau belum guna melaksanakan
pengukuran. Jika dalam pengukuran pendahuluan terdapat kejanggalan pada
sistem kerja yang ada, maka sistem kerja yang ada harus diatur dan diperbaiki
terlebih dahulu. Hal ini dilakukan untuk mendapatkan hasil waktu baku yang
benar-benar dapat diwakili pengukuran waktu dalam sistem kerja tersebut.
3. Memilih Operator
Operator yang akan diukur untuk pekerjaan bukanlah orang yang begitu
saja diambil dari pabrik. Operator harus memahami benar prosedur dan metode
pelaksanaan kerja sebelum dilakukan pengukuran kerja. Operator-operator yang
akan dibebani dengan waktu baku ini diasumsikan memiliki tingkat ketrampilan
persyaratan mutlak pada waktu memilih operator yang akan dianalisa waktu
kerjanya benar-benar memilih tingkat kemampuan yang rata-rata.
Berdasarkan penyelidikan, terlihat bahwa orang-orang yang
berkemampuan rendah dan berkemampuan tinggi jumlahnya sedikit. Sedangkan
orang yang berkemampuan rata-rata jumlahnya banyak. Bila dilihat dari tujuan
pengukuran waktu yaitu mendapatkan waktu penyelesaian, maka dengan melihat
kenyataan kemampuan pekerja, orang yang dicari bukanlah orang yang
berkemampuan tinggi atau rendah, karena orang-orang demikian hanya meliputi
sebagian kecil saja dari keseluruhan pekerja yang ada. Jadi yang dicari adalah
waktu penyelesaian pekerjaan secara wajar diperlukan oleh pekerjaan normal dan
ini adalah orang—orang yang berkemampuan rata-rata.
Disamping itu operator yang dipilih adalah orang yang pada saat
pengukuran dilakukan mau bekerja secara wajar dan dalam pemilihan operator
juga harus memperhatikan bahwa kondisi operator yang akan melakukan
pekerjaan yang diukur tersebut dalam keadaan sehat, sehingga dalam pengukuran
nantinya operator bekerja seperti biasanya.
Distribusi kemampuan pekerja umumnya akan mengikuti seperti yang
diperlihatkan pada gambar 2.2. Dari gambar dibawah ini, terlihat bahwa
orang-orang yang berkemampuan rendah dan berkemampuan tinggi jumlahnya sedikit.
Sedangkan orang yang berkemampuan rata-rata jumlahnya banyak. Secara
statistik distribusi demikian dapat dibuktikan berdistribusi normal atau dapat
Jumlah pekerja
[image:37.595.139.466.77.298.2]rendah Rata-rata tinggi
Gambar 2.2 Distribusi Kemampuan Kerja
(Sumber : “Teknik Tata Cara Kerja”, Sutalaksana, 1979)
4. Melatih Operator
Setelah operator yang baik didapatkan, perlu adanya perhatian terhadap
operator tersebut terutama jika kondisi dan cara kerja yang didapat tidak sama
dengan yang dijalankan operator. Hal ini terjadi jika pada saat penelitian
pendahuluan kondisi kerja atau cara kerja sudah mengalami perubahan.
Dalam keadaan tersebut operator harus dilatih terlebih dahulu karena
sebelum diukur operator harus terbiasa dengan kondisi dan cara kerja yang
ditetapkan (telah dibakukan) itu. Yang perlu diingat adalah waktu penyelesaian
pekerjaan yang didapat dari suatu penyelesaian yang wajar dan bukan
penyelesaian dari orang-orang yang bekerja kaku dengan berbagai kesalahan.
5. Mengurai Pekerjaan Atas Elemen Pekerjaan
Cara terbaik untuk menggambarkan suatu operasi adalah dengan membagi
kedalam elemen-elemen kerja yang lebih detail dan mampu untuk diukur dengan
mudah secara terpisah. Elemen-elemen yang terjadi secara reguler biasanya
lainnya yang juga merupakan bagian dari pekerjaan tetapi tidak akan terjadi dalam
siklus kerja secara berulang-ulang. Awal dan akhir dari elemen-elemen kerja ini
harus bisa diindikasikan secara jelas sehingga bisa mempermudah pengukuran
atau pencatatan waktu.
Besarnya waktu baku dapat ditetapkan berdasarkan elemen-elemen
pekerjaan yang ada. Dengan mengetahui waktu baku untuk elemen-elemen kerja
dalam hal ini dikenal dengan elemen waktu baku atau standart data maka
memungkinkan untuk menetapkan total waktu baku untuk setiap operasi kerja.
Dengan membagi kedalam elemen-elemen kerja maka akan dapat dianalisa
waktu-waktu yang berlebihan untuk tiap-tiap elemen yang ada atau waktu yang
terlalu singkat untuk elemen kerja yang lain. Yang terakhir ini umumnya terjadi
proses inspeksi. Demikian juga analisa yang dibuat untuk suatu elemen kerja yang
bisa melihat adanya perbedaan (variasi) kecil dari metode kerja yang
diaplikasikan yang mana hal ini tidak akan terlihat dengan mudah bila dilakukan
analisa studi untuk operasi secara keseluruhan.
Seorang operator dapat bekerja dengan tempo yang berbeda-beda untuk
setiap siklus kerja berlangsung. Dengan membagi operasi kerja ini kedalam
elemen-elemen kerja maka performansi rating untuk setiap elemen kerja ini akan
bisa diaplikasikan.
6. Menyiapkan Alat-alat Pengukuran
Peralatan yang dibutuhkan untuk aktivitas pengukuran kerja dengan jam
henti ini adalah :
a. Jam henti (stop watch)
c. Pena atau pensil
d. Papan pengamatan (time study board)
e. Kalkulator
Jam henti (stop watch) tersebut nantinya digunakan sebagai alat dalam
pengukuran waktu tiap elemen-pekerjaan. Stop watch yang digunakan adalah stop
watch digital dengan tingkat ketelitian samapai seperseratus detik.
Lembar-lembar pengamatan digunakan sebagai tempat mencatat hasil-hasil
pengukuran. Agar catatan ini baik biasanya lembaran-lembaran pengamatan
disediakan sebelum pengukuran dengan kolom yang memudahkan pencatatan dan
pembacaan kembali. Pena atau pensil digunakan untuk mencatat segala yang
diperlukan pada lembaran-lembaran pengamatan. Papan pengamatan
dimaksudkan untuk dipakai sebagai las lembaran pengamatan sehingga
memudahkan pencatatan. (Sutalaksana.1979. Teknik Tata Cara Kerja, halaman
119).
2.5.1.3 Melakukan Pengukuran Waktu Kerja
Setelah dilakukan langkah-langkah persiapan tersebut, kemudian
dilaksanakan pengukuran kerja. Adapun langkah-langkah yang dikerjakan selama
pengukuran waktu kerja berlangsung, antara lain : (Sutalaksana.1979, Teknik Tata
Cara Kerja, halaman 133).
1. Pengukuran Pendahuluan
Pengukuran pendahuluan dimaksudkan untuk mengetahui berapa kali
didapat dari hasil perhitungan waktu pengamatan. Biasanya pengukuran waktu
dilakukan sebanyak 25 kali pengukuran.
2. Uji Keseragaman Data
Proses analisa keseragaman data ini dilakukan dengan menggunakan
kontrol yang diperoleh dari pengamatan. Data-data yang didapat dari pengamatan
kemudian dikelompokkan kedalam beberapa sub grup dan diselidiki apakah
rata-rata sub grup tersebut berada dalam batas kontrol.
Adapun langkah-langkah pengujian yang dilakukan adalah sebagai berikut :
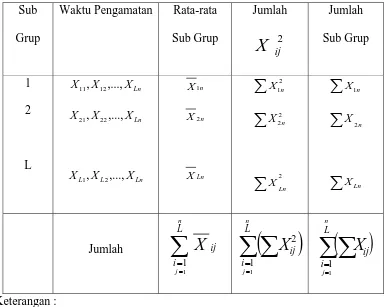
a. Mengelompokkan data kedalam subgrup-subgrup yang sama besar secara
[image:40.595.132.517.409.716.2]berturut-turut.
Tabel 2.1 Pengelompokan Data
(Sumber : “Manajemen Sumber Daya Manusia (Manajemen Kepegawaian)”, Moekijat, 1999) Sub
Grup
Waktu Pengamatan Rata-rata
Sub Grup Jumlah 2 ij
X
Jumlah Sub Grup 1 2 L Ln X X X11, 12,...,Ln
X X
X21, 22,...,
Ln L
L X X
X 1, 2,...,
n X1 n X2 Ln X
2 1n X
2 2n X 2 Ln X
X1nn
X 2
XLnJumlah
n j L i ij
X
11
n j L i ij
X
1 12
n j L i ijX
1 1 Keterangan : ij(i = 1,2,3,...,n ; j = 1,2,3,...,n)
n = Jumlah per sub grup
L = Ukuran sub grup
N = Jumlah seluruh pengamatan
b. Menghitung harga rata-rata dari rata-rata sub grup.
L X X
ijc. Menghitung standard deviasi dari waktu pengamatan.
1 2
N X Xij ij
d. Menghitung standard deviasi sebenarnya dari waktu pengamatan.
L
X
e. Menghitung derajat ketelitian tiap operator (degree of accurancy).
S= 100%
X X
f. Menghitung tingkat keyakinan atau tingkat kepercayaan (convidence level).
CL = 100 % - S %
g. Menentukan Batas Kontrol Atas (BKA) dan Batas Kontrol Bawah (BKB).
BKA = X kX
BKB =
X
k X
h. Analisa Keseragaman Data
Data yang dihasilkan dapat dikatakan seragam jika harga rata-rata dari sub
Setelah data terkumpul, maka diteruskan dengan mengidentifikasikan data yang
terlalu ekstrim. Yang dimaksud ekstrim adalah data yang terlalu besar atau yang
terlalu kecil dan menyimpang dari harga-harga yang disebabkan hal-hal tertentu.
Data yang ekstrim ini dikeluarkan dari perhitungan berikutnya.
3. Uji Kecukupan Data
Uji kecukupan data dapat dilakukan setelah seluruh data dari hasil
pengukuran telah seragam. Uji kecukupan data dapat dihitung dengan rumus
sebagai berikut :
2 2 2 '
ij ij ij X X X N s k N Dimana :N’ = Jumlah pengamatan teoritis yang seharusnya dilakukan
s = Tingkat ketelitian
K = Koefisien distribusi normal sesuai dengan tingkat keyakinan/tingkat
kepercayaan
Untuk tingkat keyakinan 68 % harga k adalah 1 Untuk tingkat keyakinan 95 % harga k adalah 2 Untuk tingkat keyakinan 99 % harga k adalah 3
Kesimpulan dari perhitungan yang diperoleh yaitu :
a. Apabila N’ N (jumlah pengamatan teoritis lebih kecil atau sama dengan
pengamatan yang sebenarnya dilakukan), maka data tersebut dinyatakan telah
mencukupi untuk tingkat keyakinan dan derajat ketelitian yang diinginkan
tersebut, sehingga data tersebut dapat diolah untuk mencari waktu baku.
b. Tetapi jika sebaliknya, dimana N’ > N (jumlah pengamatan teoritis lebih besar
dari jumlah pengamatan yang ada), maka data tersebut dinyatakan tidak cukup.
Dan agar data tersebut dapat diolah untuk mencari waktu baku, maka data
pengamatan harus ditambah lagi sampai lebih besar dari jumlah data
pengamatan teoritis.
2.5.1.4 Penetapan Waktu Baku
Waktu baku adalah waktu yang diperlukan oleh seseorang operator yang
berkualifikasi baik untuk menyelesaikan pekerjaannya, dimana sudah terdapat
pengaruh dari kelonggaran. (Sritomo.1995. Studi Gerak dan Waktu, halaman
202).
Waktu Baku = Waktu Normal x
allowance %
% 100
% 100
2.5.1.5 Perhitungan Output Standard
Perhitungan output standard merupakan langkah berikutnya setelah
dilakukan pengukuran waktu kerja dan dilakukan uji keseragaman dan kecukupan
data. Untuk mendapatkan output standard perlu ditempuh langkah-langkah
sebagai berikut : (Sutalaksana.1979. Teknik Tata Cara Kerja, halaman 137).
a. Menghitung waktu siklus rata-rata untuk tiap elemen kegiatan (Ws)
Ws =
b. Menghitung waktu normal (Wn)
Wn = Ws x p
Dimana p adalah faktor penyesuaian yang digunakan untuk menormalkan
waktu pengamatan yang diperoleh, jika pekerja dinilai bekerja secara tidak
wajar.
c. Menghitung waktu baku (Wb)
Wb = Wn x
allowance %
% 100
% 100
Dimana allowance merupakan faktor kelonggaran yang dinyatakan dalam %
dari waktu normal dan diberikan kepada pekerja untuk menyelesaikan
pekerjaannya disamping waktu normal.
d. Menghitung ouput standard (OS)
Os =
Wb 1
2.5.2 Sampling Kerja (Work Sampling)
Terdapat berbagai cara mengemukakan bagaimana cara menetapkan waktu
baku dimana terdapat diantaranya sampling pekerjaan, cara ini bersama – sama
dengan menggunakan pengukuran waktu jam henti, yang merupakan cara
langsung untuk dilakukan dengan menggunakan pengukuran langsung ditempat
kegiatan pekerjaan dilakukan yakni kegiatan kerja ketika di mulai hingga akan
berhenti (disudahi). Berbeda dengan cara jam henti, adalah pada sampling
pekerjaan pengamat tidak terus menerus berada di tempat bekerja melainkan
mengamati hanya pada sesaat – sesaat, dan pada waktu – waktu yang ditentukan
Cara ini dikembangkan oleh L.H.C.Trippet di Inggris, cara tersebut
digunakan di pabrik – pabrik tekstil di Inggris pada masa–masa tersebut (era
revolusi industri ). Cara Sampling Pekerjaan ini menggunakan ilmu statistik pada sebenarnya, tetapi pada sampling pekerjaan hal ini akan lebih tampak nyata.
Sehingga dapat kita simpulkan bahwa, Sampling Pekerjaan adalah suatu
prosedur pengukuran yang dilakukan pada waktu – waktu yang ditentukan secara acak. Agar dapat memahami berbagai kegunaan sampling pekerjaan, perlu
diketahui terlebih dahulu metode pengukuran dengan sampling pekerjaan ini.
(Sutalaksana.1979. Teknik Tata Cara Kerja, halaman 155).
2.5.2.1 Bekerjanya Sampling Pekerjaan
Telah disebutkan diatas, bahwa sampling pekerjaan dilakukan secara
sesaat-sesaat pada waktu–waktu yang telah ditentukan secara acak. Sebenarnya
pengamat melakukan sesaat–sesaat pada waktu yang acak, seperti halnya tidak
berbeda dengan melakukan kunjungan kerumah teman antar mahasiswa.
Kunjungan dilakukan pada saat–saat yang tidak tentu, mungkin seminggu sekali
atau kurang dari itu. Jika mahasiswa melakukan kegiatan seperti itu, yang
melakukan kegiatan tidak tentu, dengan demikian dapat dikatakan dia telah
melakukan kunjungan pada waktu-waktu yang acak. Misalkan mahasiswa tersebut
melakukan kunjungan sebanyak 10 kali berkunjung, dan diantaranya dia tidak
mengunjungi temannya dikarenakan temannya tidak berada di rumah. Jika dia
telah melakukan kunjungan lagi, katakanlah sebanyak 100 kali berkunjung, dan ke
– 100 kunjungan ini temannya tidak dijumpai sebanyak 75 kali, maka dapat
Ilustrasi diatas menunjukkan bagaimana kesimpulan tentang ada tidaknya
suatu kejadian dapat disimpulkan melalui kunjungan – kunjungan. Terlihat pula
semakin banyak kunjungan dilakukan semakin kuat dasar untuk mengambil
kesimpulan. Begitu pula kurang lebih apa yang terjadi dengan sampling
pekerjaan. Kunjungan – kunjungan dilakukan untuk mengetahui apa yang terjadi
ditempat kerja yang bersangkutan. Dari catatan yang dilakukan setiap kali
kunjungan dapat dilihat berbagai kegiatan yang terjadi serta seberapa sering
(frekuensi) kegiatan itu teramati.
(Sutalaksana.1979. Teknik Tata Cara Kerja, halaman 155).
2.5.2.2 Kegunaan Sampling Kerja
Sampling kerja memiliki kegunaan lain di bidang produksi sampling untuk
menghitung waktu penyelesaian , kegunaan tersebut adalah sebagai berikut :
a. Untuk mengetahui distribusi pemakaian waktu sepanjang waktu kerja oleh
pekerja atau kelompok pekerja .
b. untuk mengetahui tingkat pemanfaatan mesin–mesin atau alat pabrik yang
akan digunakan atau telah digunakan.
c. untuk menentukan waktu baku bagi pekerja tidak langsung.
d. untuk memperkirakan kelonggaran bagi suatu pekerjaan.
Distribusi pemakaian waktu kerja atau kelompok pekerja dan tingkat
pemanfaatan mesin atau berupa alat, akan lebih mudah diketahui dengan
mempelajari frekwensi setiap kegiatan atau pemakaian dari catatan pengamatan
setiap melakukan kunjungan. Kegunaan sampling pekerjaan yang telah
Pada sampling pekerjaan dengan mudah dijalankan, yaitu dengan
melakukan pengamatan kepada beberapa pekerjaan dalam setiap kunjungan
kegiatan kerja. Begitu pula dengan pekerja tidak langsung, yang tidak mudah
diukur dengan jam henti, karena tidak menentunya kegiatan mereka. Kemampuan
sampling kerja, dapat memperkirakan kelonggaran, yang merupakan hal penting
yang perlu di catat.
Tentang lamanya pengamatan, umumnya cara sampling pekerjaan
membutuhkan waktu lebih lama. Misalnya, jika tingkat ketelitian dan keyakinan
yang diinginkan sebesar 5%, dan 90%. Maka, untuk suatu kegiatan yang
menghabiskan waktu 20% dari seluruh waktu yang disediakan diperlukan 6400
kali kunjungan. Berarti memakan banyak waktu 183 hari jika ditambah 5 kali
kunjungan dilakukan setiap jam, setiap hari yang mempunyai 7 jam waktu kerja.
Dengan kata lain, jika hendak yang diukur waktu baku hanyalah satu pekerjaan
saja.
2.5.2.3 Langkah – Langkah sebelum Melakukan Sampling Pekerjaan
Langkah – langkah yang dijalankan sebelum melakukan sampling
dilakukan, adalah sebagi berikut :
a. Menetapkan Tujuan Pengukuran, yaitu untuk apa sampling dilakukan,
yang akan menentukan besarnya tingkat ketelitian dan keyakinan.
b. Jika sampling ditunjukkan untuk mendapatkan waktu baku, dilakukan
penelitian pendahuluan untuk mengetahui ada tidaknya sistem kerja yang
baik. Bila belum, perbaikan – perbaikan sistem kerja yang baik, atau
Untuk mendapatkan waktu penyelesaian yang singkat, maka perbaikan
cara kerja perlu dilakukan. Mempelajari kondisi kerja dan cara kerja
kemudiaan memperbaikinya, adalah apa yang dilakukan dalam langkah
penelitian pendahuluan. Tentunya ini berlaku jika pengukuran dilakukan
atas pekerjaan yang telah ada dan bukan pekerjaan yang baru. Dalam
keadaan seperti yang terakhir, maka yang dilakukan bukanlah
memperbaiki melainkan merancang kondisi dan cara kerja yang baik yang
baru sama sekali. Untuk memperbaiki kondisi dan cara kerja yang ada
diperlukan pengetahuan dan penerapan perancangan sistem kerja yang
baik.
c. Memilih operator, atau operator yang baik. Operator yang akan melakukan
pekerjaan yang diukur bukanlah orang yang begitu saja diambil dari
pabrik. Orang ini harus memenuhi beberapa persyaratan tertentu agar
sampling pekerjaan dapat berjalan baik dan dapat diandalkan hasilnya.
Syarat – syarat tersebut adalah berkemampuan normal dan dapat diajak
bekerja sama. Disamping itu operator yang dipilih adalah orang yang pada
saat melakukan pengukuran mau bekerja secara wajar.
d. Bila perlu mengadakan latihan bagi para operator yang dipilih agar dapat
trampil dan cakap untuk kegiatan yang akan dilakukan .
e. Melakukan pemisahan kegiatan sesuai pengamatan yang ingin diamati .
Pada cara sampling kegiatan, yang ingin diukur dipisahkan dari kegiatan –
kegiatan lain yang mungkin terjadi. Bentuk yang paling sederhana adalah
memisahkan seluruh kegiatan menjadi dua bagian yaitu yang pertama yang ingin
Sehubungan dengan pemisahan kegiatan-kegiatan tersebut diatas ada satu
hal yang perlu diperhatikan yaitu bahwa kegiatan-kegiatan tersebut harus mutually
exclusive. Mutually exclusive artinya satu kegiatan terpisah sama sekali dari
lainnya, dan jumlah semua kegiatan tersebut adalah semua kegiatan yang mungkin
terjadi ditempat pekerjaan berlangsung.
2.5.2.4 Melakukan Sampling
Cara melakukan sampling pengamatan dengan sampling pekerjaan
tidaklah berbeda dengan yang dilakukan untuk cara jam henti , yakni terdiri dari :
a. Mengambil sejumlah data, disini dilakukan sejumlah kunjungan yang
banyaknya ditentukan oleh pengukur biasanya tidak kurang dari 30
(banyaknya kunjungan tiap kali pengamatan).
b. Menguji keseragaman data;
Dengan menentukan batas-batas kontrolnya dengan menggunakan rumus
sebagai berikut :
BKA = p + 3
np p1
BKB =
n p p p3 1
Dimana :
p = Prosentase terjadinya kejadian rata-rata yang dinyatakan dalam bentuk
angka desimal ; n = Jumlah pengamatan per siklus waktu kerja.
c. Menghitung jumlah kunjungan yang diperlukan .
Uji kecukupan data dapat dihitung dengan menggunakan rumus sebagai
p S
p k
N 2
2 1
'
Dimana :
N’ = Jumlah pengamatan teoritis yang dilakukan
k = Harga indeks yang besarnya tergantung dari tingkat keyakinan yang
diambil.
Untuk tingkat keyakinan 68 % harga k adalah 1 Untuk tingkat keyakinan 95 % harga k adalah 2 Untuk tingkat keyakinan 99 % harga k adalah 3
Langkah – langkah tersebut dilakukan terus, hingga jumlah kunjungan
mencukupi, sesuai dengan tingkat keyakinan yang digunakan.
2.5.2.5 Penentuan Jumlah Sample Pengamatan Yang Dibutuhkan
Banyaknya pengamatan yang harus dilakukan dalam sampling kerja akan
dipengaruhi oleh 2 faktor utama, yaitu :
Tingkat ketelitian (degree of accuracy) dari hasil pengamatan Tingkat kepercayaan (level of convidence) dari hasil pengamatan
Dengan asumsi bahwa terjadinya kejadian seorang operator akan bekerja
atau menganggur mengikuti pola distribusi normal, maka untuk mendapatkan
jumlah sample pengamatan yang harus dilaksanakan dapat dicari berdasarkan
rumus berikut :
Sp = k
N p p1
Dimana :
P = Prosentase terjadinya kejadian yang diamati dan juga dinyatakan dalam
bentuk desimal.
N = Jumlah pengamatan yang harus dilakukan untuk sampling kerja.
K = Harga indeks yang besarnya tergantung dari tingkat keyakinan yang diambil.
Untuk tingkat keyakinan 68 % harga k adalah 1 Untuk tingkat keyakinan 95 % harga k adalah 2 Untuk tingkat keyakinan 99 % harga k adalah 3
2.6. Faktor Penyesuaian (Performance Rating) dan Kelonggaran (Allowance)
Tidak semua orang mempunyai kecepatan yang sama dalam melakukan
pekerjaan karena berbagai faktor. Lambat atau cepat seseorang bekerja dapat
disengaja atau tidak disengaja. Kondisi ini yang biasa orang bekerja tidak wajar.
Menurut Sutalaksana dkk, 1979, ketidakwajaran tersebut karena bekerja tanpa
kesungguhan, sangat cepat karena seolah-olah diburu waktu, atau menjumpai
kesulitan-kesulitan seperti karena kondisi ruanan yang buruk. Kondisi yang tidak
wajar ini harus dinormalkan yaitu dengan mengalikan waktu riil dengan faktor
penyesuaian (p). Seorang bekerja diatas normal atau terlalu cepat maka p > 1, dan
sebaliknya untuk orang yang bekerja lambat maka p < 1, serta orang yang bekerja
wajar maka p = 1. Ada beberapa cara untuk menghitung nilai p, salah satunya
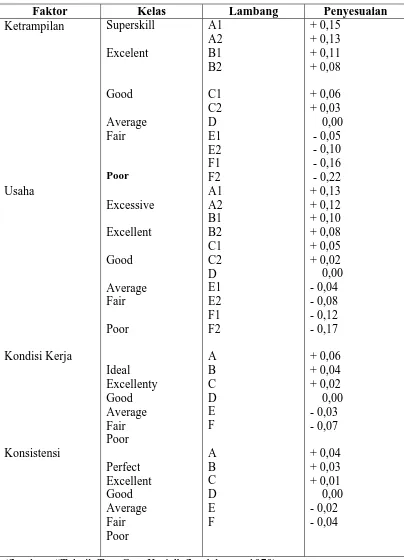
adalah cara westinghouse, yaitu menghitung nilai p dengan mempertimbangkan
Tabel 2.2 Penyesuaian Menurut Westinghouse
Faktor Kelas Lambang Penyesuaian
Ketrampilan Usaha Kondisi Kerja Konsistensi Superskill Excelent Good Average Fair Poor Excessive Excellent Good Average Fair Poor Ideal Excellenty Good Average Fair Poor Perfect Excellent Good Average Fair Poor A1 A2 B1 B2 C1 C2 D E1 E2 F1 F2 A1 A2 B1 B2 C1 C2 D E1 E2 F1 F2 A B C D E F A B C D E F + 0,15 + 0,13 + 0,11 + 0,08 + 0,06 + 0,03 0,00 - 0,05 - 0,10 - 0,16 - 0,22 + 0,13 + 0,12 + 0,10 + 0,08 + 0,05 + 0,02 0,00 - 0,04 - 0,08 - 0,12 - 0,17 + 0,06 + 0,04 + 0,02 0,00 - 0,03 - 0,07 + 0,04 + 0,03 + 0,01 0,00 - 0,02 - 0,04
Penyesuaian menurut Westinghouse mengarahkan penilaian pada 4 faktor
yang dianggap menentukan kewajaran atau ketidakwajaran dalam bekerja yaitu
ketrampilan, usaha, kondisi kerja dan konsistensi.
Ketrampilan atau skill didefinisikan sebagai kemampuan mengikuti cara
kerja yang ditetapkan. Latihan dapat meningkatkan ketrampilan, tetapi hanya
sampai ketingkat tertentu saja, tingkat mana merupakan kemampuan maksimal
yang dapat diberikan pekerja yang bersangkutan. Untuk keperluan penyesuaian
ketrampilan dibagi menjadi enam kelas dengan ciri-ciri dari setiap kelas sebagai
berikut :
SUPER SKILL :
1. Secara bawaan cocok sekali dengan pekerjaannya.
2. Bekerja dengan sempurna.
3. Tampak seperti telah terlatih dengan sangat baik.
4. Gerakan-gerakannya halus tetapi sangat cepat sehingga sulit untuk diikuti.
5. Kadang-kadang terkesan tidak berbeda dengan gerakan-gerakan mesin.
6. Perpindahan dari satu elemen pekerjaan ke elemen lainnya tidak terlampau
terlihat karena lancarnya.
7. Tidak terkesan adanya gerakan-gerakan berpikir dan merencana tentang
apa yang dikerjakan (sudah sangat otomatis).
8. Secara umum dapat dikatakan bahwa pekerja yang bersangkutan adalah
pekerja yang baik.
EXELLENT SKILL :
1. Percaya pada diri sendiri.
3. Terlihat telah terlatih baik.
4. Bekerjanya teliti dengan tidak banyak melakukan pengukuran-pengukuran
atau pemeriksaan-pemeriksaan.
5. Gerakan-gerakan kerjanya beserta urutan-urutannya dijalankan tanpa
kesalahan.
6. Menggunakan peralatan dengan baik.
7. Bekerjanya cepat tanpa mengorbankan mutu.
8. Bekerjanya cepat tetapi halus.
9. Bekerja berirama dan terkoordinasi.
GOOD SKILL :
1. Kwalitas hasil baik.
2. Bekerjanya tampak lebih baik dari pada kebanyakan pekerjaan pada