ANALISA MESIN BOILER HOKEN BERKAPASITAS 5 TON
DENGAN OEE (OVERALL EQUIPMENT EFFECTIVENESS)
DI PT. KALBE FARMA Tbk.
Diajukan guna melengkapi sebagian syarat dalam mencapai gelar Sarjana Strata Satu (S1)
Disusun Oleh :
Nama : Ari Wibowo Teguh Soleman
NIM : 41611110073
Program Studi : Teknik Industri
PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNIK
UNIVERSITAS MERCU BUANA
JAKARTA
Puji syukur kami panjatkan kehadirat Allah SWT atas rahmat dan hidayahnya sehingga laporan Tugas Akhir ini dapat terselesaikan dengan baik. Laporan ini dibuat untuk memenuhi salah satu persyaratan dalam mencapai gelar Strata Satu (S1) pada Program Studi Teknik Industri Fakultas Teknik Universitas Mercu Buana.
Dalam melakukan penelitian dan penyusunan laporan Tugas Akhir ini telah melibatkan berbagai pihak, untuk itu tidak lupa ucapan terima kasih kami sampaikan kepada :
1. Bp. Awaludin selaku operator senior di utility dan khususnya pada mesin boiler hoken yang telah menyediakan waktunya untuk menjadi narasumber utama penelitian ini.
2. Bp.Rudi Giodion selaku Manager Dept. Teknik di PT. Kalbe Farma Tbk.
3. Bp. Ir. Herry Agung Prabowo, M. Sc. selaku dosen pembimbing yang telah menyediakan waktunya dalam memberikan bimbingan dan petunjuk hingga terselesaikannya laporan Tugas Akhir ini.
4. Bp. Ir. Muhammad Kholil, M. T. selaku Kaprodi Teknik Industri.
5. Kedua orang tua Ibu,Bapak serta Istri dan Anak saya yang telah memberikan saran dan support hingga terselesaikannya laporan Tugas Akhir ini.
Saya menyadari bahwa penulisan laporan ini masih jauh dari sempurna, oleh karena itu saya mengharapkan adanya kritik dan saran yang bersifat membangun dari pembaca guna menyempurnakan laporan di masa akan datang.
Akhir kata semoga Laporan Tugas Akhir ini dapat memberikan masukan bagi perusahaan untuk melakukan perbaikan serta menambah pengetahuan bagi pembaca.
Tangerang, 14 juni 2015
HALAMAN JUDUL ... i
HALAMAN PERNYATAAN ... ii
HALAMAN PENGESAHAN ... iii
ABSTRAK ... iv
KATA PENGANTAR ... vi
DAFTAR ISI ... vii
DAFTAR TABEL ... x
DAFTAR GAMBAR ... xi
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah ... 1
1.2 Rumusan Masalah ... 4
1.3 Batasan Masalah ... 4
1.4 Tujuan dan Manfaat Penelitian ...5
1.5 Sistematika Penulisan ... 6
BAB II LANDASAN TEORI 2.1 Total Productive Maintenance ... 8
2.1.1 Definisi Total Productive Maintenance ... 9
2.1.2 Keuntungan Total Productive Maintenance ... 11
2.2 Pengertian dan Tujuan Maintenance ... 12
2.2.1 Pengertian Maintenance ... 12
2.2.2 Tujuan Maintenance ... 13
2.3 Jenis – Jenis Maintenance ... 14
2.3.1 Planned Maintenance ... 14
2.3.2 Unplanned Maintenance ... 16
2.3.3 Autonomous Maintenance ... 16
2.4 Tugas dan Pelaksanaan Maintenance ... ...18
3.2 Studi Lapangan ... 23
3.3 Perumusan Masalah ... 24
3.4 Tujuan Penelitian ... 24
3.5 Pengolahan Data ... 24
3.6 Analisa Pemecahan Masalah ... 24
3.7 Kesimpulan dan Saran ... 25
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1 Tinjauan Umum Perusahaan ... 28
4.2. Sejarah Perkembangan Perusahaan ... .28
4.3. Tugas Pokok dan Fungsi Unit Kerja ... 32
4.4. Pengertian Boiler ... 33
4.4.1 Jenis Bolier...38
4.4.2 Pengujian Boiler...39
4.5 Peta Lokasi Perusahaan ... .41
4.6 Struktur Organisasi ... 41
4.7 Jumlah Karyawan ... 42
4.8 Metodologi Pengumpulan Data ... 42
4.8.1 Pengumpulan Data Mesin Boiler Hoken……...…...…...…………..43
5.8 Perhitungan Overall Equipment Effectiveness (OEE) ... 45
BAB V ANALISA DAN PEMBAHASAN 5.1 Pembahasan ... 50-51 Diagram pareto ... 52
5.2 5.1.1 Availability Ratio Tinggi... ... 53
Availability Ratio Rendah………..54
5.1.2 Performance Efficiency Tinggi ... ... 55
Rate of Quality Terendah ... 58
5.1.4 Overall Equipment Effectiveness Tinggi ... 59 Overall Equipment Effectiveness Rendah ... 60
BAB VI KESIMPULAN DAN SARAN
6.1 Kesimpulan ... 61 6.2 Saran ... 62
TABEL 4.1 Identitas Perusahaan ... 16
TABEL 4.2 Data Delay Mesin Boiler Hoken ... 44
TABEL 4.3 Data Konsumsi bahan Bakar ... 44
TABEL 4.4 Data Jumlah Produk Reject ... 45
TABEL 4.5 Data Nilai Availability Ratio Mesin Boiler……... ... 46
TABEL 4.6 Data Performance Efficiency Ratio Mesin Boiler ... 47
TABEL 4.7 Data Nilai Perhitungan Rate of Quality ... 48
TABEL 4.8 Data Nilai Perhitungan Overall Equipment Effectiveness ... 49
TABEL 5.1 Availability, performance efficiency, rate of quality dan OEE ... 50
TABEL 5.2 Diagram Pareto faktor penyebab tingginya down time mesin ... 52
TABEL 5.3 Diagram Fishbone Availability Ratio Tertinggi ... 53
TABEL 5.4 Diagram Fishbone Performance Efficiency Tertinggi ... 54
TABEL 5.5 Diagarm Fishbone Rate of Quality Terbesar ... 55
TABEL 5.6 Diagarm Fishbone OEE Terendah ... 56
DAFTAR GAMBAR
GAMBAR 2.1 Diagram Fishbone ... 22
GAMBAR 3.1 Diagram Alir Penelitian ... 27
GAMBAR 4.1 Tungku Pengapian (Furnace) ... 34
GAMBAR 4.2 Steam Drum ... 35
GAMBAR 4.3 Air Heater ... 35
GAMBAR 4.4 Pipa Pembuangan Gas (Asap) ... 36
GAMBAR 4.5 Safety Valve ... 37
GAMBAR 4.6 Gelas Penduga ... 37
GAMBAR 4.7 Boiler Pipa Api ... 38
GAMBAR 4.8 Water Tube ... 39
GAMBAR 4.9 Peta lokasi PT. Kalbe Farma Tbk. ... 41
PT. Kalbe Farma merupakan perusahaan farmasi yang memproduksi obat-obatan sebagai produk utama. Selain memproduksi obat, PT. Kalbe Farma juga memproduksi suplemen dan vitamin untuk dewasa maupun anak-anak. Suplemen
dan vitamin merupakan obat yang tergolong untuk menambah daya tahan tubuh
terhadap penyakit, namun dalam memproduksi obat-obatan,suplemen dan vitamin di butuhkan mesin untuk proses produksi / pembuatan. Mesin- mesin yang digunakan untuk proses produksi sangat tergantung pada kelancaran jalannya mesin utility sebagai support khususnya mesin boiler hoken. Mesin boiler hoken ini sering mengalami breakdown sehingga mesin tersebut tidak dapat beroperasi. Penelitian ini bertujuan untuk menghitung efektifitas mesin Boiler Hoken
berkapasitas 5 ton menggunakan metode Overall Equipment Effectiveness (OEE). Overall Equipment Effectiveness (OEE) merupakan suatu metode yang
digunakan untuk mengukur efektivitas suatu mesin atau peralatan. Data yang digunakan dalam penelitian ini terdiri dari data prime r dan data sekunder. Data primer berisi tentang hasil wawancara dengan operator Mesin boiler tentang penyebab breakdown mesin tersebut, sedangkan data sekunder berisi tentang data
delay mesin,dan data reject mesin. Hasil perhitungan OEE periode bulan Januari –
Desember 2014 menunjukkan bahwa efektivitas mesin Boiler hoken masih rendah yaitu berkisar antara 25.67% - 74.35%. Penyebab utama (internal) rendahnya nilai OEE mesin Boiler Hoken adalah adanya trouble saat start-up mesin boiler hoken.
PT Kalbe Farma is a pharmaceutical company that produces medicines as the main product. In addition to producing the drugs, PT Kalbe Farma also produces supplements and vitamins for adults and children. Supplements and vitamins are classified as drugs to increase the body's resistance to disease, but in producing medicines, supplements and vitamins in need machines to process production / manufacture. The machines used for the production process is highly dependent on the smooth running machine as a support utility boiler Hoken particular machine. Hoken boiler machine is often a breakdown so that the machine can not operate. This study aimed to quantify the effectiveness of Boiler Hoken engine capacity of 5 tons using Overall Equipment Effectiveness (OEE).
Overall Equipment Effectiveness (OEE) is a method used to measure the effectiveness of a machine or equipment. The data used in this study consisted of primary data and secondary data. Co ntains primary data on the results of interviews with boiler machine operator about the cause of the breakdown of the engine, while secondary data contains the data delay machine, and the machine reject the data. OEE calculation results of the period January - December 2014 shows that the effectiveness of the machine Boiler Hoken is still low and it ranged between 25.67% - 74.35%. The main cause of (internal) low value of the OEE machine Boiler Hoken is the trouble at start-up boiler Hoken
PENDAHULUAN
1.1 Latar Belakang Masalah
Di dunia Industri- industri seperti farmasi untuk menunjang kelancaran pelayanan dan pengoprasian dibutuhkan mesin- mesin yang memadahi antaranya adalah boiler di mana berfungsi sebagai penghasil uap,uap panas yang di hasilkan akan di gunakan untuk memanaskan atau sebagai sember energi untuk mengoperasikan mesin- mesin produksi Boiler di tuntut untuk selalu dapat menghasilkan uap panas yang mencukupi sesuai kebutuhan di produksi. Tersedianya uap panas merupakan hal yang mutlak bagi kelancaran operasional mesin- mesin yang membutuhkan uap panas dan bertekanan. Produksi dan pelayanan dapat terganggu jika penghasilan uap panas ada masalah karena kita tidak tahu cara pengoperasian dan perawatannya yang aman dan benar sehingga boiler mengalami gangguan atau mengalami kerusakan atau bahkan mengalami breakdown yang tidak di duga dan tentunya tidak di inginkan bagi teknisi.
Di latar belakangi pentingnya pengoperasian boiler yang aman dan benar untuk menunjang kinerjanya agar sela lu dalam keadaan yang selalu siap beroperasi dan prima. Mesin boiler tersebut tidak bisa dibiarkan begitu saja tanpa adanya pemeliharaan dan perawatan. Boiler semakin lama akan mengalami
penurunan kinerja dan apabila dibiarkan terus- menerus akan mengalami kerusakan (breakdown) yang pada akhirnya akan menyebabkan kerugian waktu operasi (downtime). Permasalahan yang muncul akibat downtime ini misalnya keterlambatan produk, keterlambatan produksi, hilangnya waktu efektif untuk berproduksi sehingga mempengaruhi produktivitas perusahaan. Selain itu, kerusakan juga menyebabkan biaya yang dikeluarkan oleh perusahaan menjadi meningkat akibat adanya biaya perbaikan mesin ataupun juga biaya untuk pembelian mesin baru. Oleh karena itu, perusahaan akan mengalami kerugian yang dapat menghilangkan keuntungan yang seharusnya dapat diperoleh perusahaan.
Rendahnya produktivitas mesin/peralatan yang menimbulkan kerugian bagi perusahaan sering diakibatkan oleh penggunaan mesin/peralatan yang tidak efektif dan efisien yang terdapat dalam enam faktor yang disebut enam kerugian besar (six big losses). Adapun enam kerugian besar tersebut adalah :
1. Startup Loss, dikategorikan sebagai quality loss karena adanya scrap/reject saat startup produksi yang disebabkan oleh kekeliruan setup mesin, proses
warm-up yang kurang, dan sebagainya.
2. Setup/Adjustment Loss, dikategorikan sebagai downtime loss karena adanya waktu yang “tercuri” akibat waktu setup yang lama yang disebabkan oleh
changeover produk, tidak adanya material (material shortages), tidak adanya
operator (operator shortages), adjustment mesin, warm-up time, dan sebagainya.
3. Cycle Time Loss, dikategorikan sebagai speed loss karena adanya penurunan kecepatan proses yang disebabkan oleh beberapa hal, misal: mesin sudah aus,
di bawah kapasitas yang tertulis pada nameplate-nya, di bawah kapasitas yang diharapkan, ketidakefisienan operator, dan sebagainya.
4. Chokotei Loss, dikategorikan sebagai speed loss karena adanya minor
stoppage yaitu mesin berhenti cukup sering dengan durasi tidak lama
biasanya tidak lebih dari lima menit dan tidak membutuhkan personel
maintenance. Ini dikarenakan mesin hang sehingga harus reset, adanya
pembersihan/pengecekan, terhalangnya sensor, terhalangnya pengiriman, dan sebagainya.
5. Breakdown Loss, dikategorikan sebagai downtime loss karena adanya kerusakan mesin dan peralatan, perawatan tidak terjadwal, dan sebagainya. 6. Defect Loss, dikategorikan sebagai quality loss karena adanya reject selama
produksi berjalan.
Dari keenam kerugian di atas dapat disimpulkan bahwa terdapat tiga jenis kerugian terkait dengan proses produksi yang harus diantisipasi, yaitu:
A. Downtime loss yang mempengaruhi Availability Rate B. Speed loss yang mempengaruhi Performance Rate
C. Quality loss yang mempengaruhi Quality Rate atau disebut juga FTT (first
time through).
Perusahaan yang dipilih oleh penulis sebagai tempat untuk melaksanakan kerja praktek adalah PT kalbe farma tbk yang merupakan sebuah perusahaan yang bergerak di bidang farmasi tidak terlepas dari masalah yang berkaitan dengan efektivitas mesin/peralatan pendukung. Hal ini dapat terlihat dengan frekuensi kerusakan yang terjadi pada mesin/peralatan karena kerusakan tersebut sehingga produksi tidak tercapai.
Akibat lain yang ditimbulkan kerusakan mesin/peralatan boiler yaitu dalam hal kualitas produk yang dihasilkan dimana produk yang tidak sesuai dengan standar yang di butuhkan mesin produksi dalam beroperasi. Oleh karena itulah diperlukan langkah- langkah yang efektif dan efisien dalam pemeliharaan mesin/peralatan untuk dapat menanggulangi dan mencegah masalah tersebut. Analisa yang dilaksanakan di PT. KALBE FARMA Tbk ini dilakukan untuk mendapatkan gambaran tentang kesesuaian faktor- faktor yang menentukan kebutuhan penerapan TPM dengan kondisi perusahaan dan melihat faktor mana dari six big losses tersebut yang dominan mempengaruhi terjadinya penurunan efektivitas mesin/peralatan boiler. Dengan demikian maka penulisan ini akan memberikan usulan / evaluasi tentang “PENGOPERASIAN BOILER SERTA CARA PEMELIHARAANNYA” melalui penerapan TPM.
1.2 Rumusan Masalah
Saat ini masih banyak sekali masalah- masalah yang terkait dengan pemeliharaan alat/mesin di P T. Kalbe Farma dimana salah satunya adalah pemeliharaan mesin boiler, pemeliharaan mesin tersebut masih menemui banyak kendala mengingat belum semua teknisi yang mendapatkan sertifikat dalam pengoprasian,pemeliharaan sehingga mesin tersebut sering mengalami breakdown sehingga masih rendahnya nilai availability pada mesin boiler.
1.3 Batasan Masalahan
Sehubungan latar belakang permasalahan diatas masalah pokok yang menjadi fokus pembahasan dalam penelitian ini adalah:
1. Penelitian ini dilakukan di departement utility mesin induk di PT. Kalbe Farma Tbk.
2. Mesin yang menjadi bahan penelitian adalah mesin boiler hoken berkapasitas 5 ton dengan jenis boiler pipa api (fire tube).
3. Metode yang akan di gunakan dalam penelitian ini adalah OEE (Overall
Equipment Effectiveness).
1.4 Tujuan dan Manfaat Penelitian
Tujuan umum dari penelitian ini adalah :
1) Untuk menghitung waktu dan penyebab breakdown dari mesin boiler sebagai bahan pertimbangan dalam penerapan TPM di perusahaan. 2) Melakukan analisis terhadap faktor yang menjadi prioritas utama
sebagai dasar untuk dilakukan perbaikan menggunakan metode OEE Sedangkan manfaat dari penelitian ini antara lain :
1) Memberikan solusi kepada perusahaan untuk penerapan dan pelaksanaan TPM dengan benar dan tepat sehingga akan mengurangi waktu breakdown mesin.
2) Menjadi bahan masukkan bagi perusahaan untuk meningkatkan efisiensi mesin boiler dengan memaksimalkan efektivitas penggunaan mesin.
3) Memberikan masukkan kepada perusahaan pada umumnya dan
operator /teknisi pada khususnya untuk memperbaiki metode dalam
4) Memperoleh pengalaman untuk dapat memecahkan masalah masalah tentang maintenance mesin boiler dengan menerapkan ilmu yang didapat selama menjalani perkuliahan.
1.5 Sistematika Penulisan
Guna memudahkan penulisan Laporan ini dan untuk menentukan gambaran secara keseluruhan, maka penulis menyusun secara sistematika menjadi 6 (enam) bab dengan rincian sebagai berikut :
BAB I PENDAHULUAN
Bab ini menjelaskan secara singkat permasalahan yang meliputi latar belakang masalah,perumusan masalah,pembatasan masalah,tujuan penelitian,mamfaat penelitian dan sistematika penulisan.
BAB II LANDASAN TEORI
Bab ini menjelaskan teori yang di jadikan sebagai dasar acuan dalam pembahasan masalah,yaitu OEE (Overall Equipment Effectiveness).
BAB III METODOLOGI PENELITIAN
Dalam bab ini berisi tentang langkah- langkah yang di lakukan dalam penelitian ini secara tahap demi tahap.
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini Menjelaskan tentang proses pengumpulan dan pengolah data secara tahap demi tahap.
BAB V ANALISA DAN PEMBAHASAN
Pada bab ini penulis memberikan analisa dan membahas masalah yang ditemui yaitu breakdown pada mesin BOILER, pada bab ini penulis mencoba untuk mengurai akar dari masalah mesin tersebut.
BAB VI KESIMPULAN DAN SARAN
Pada bab yang terakhir ini, penulis menyampaikan kesimpulan yang diperoleh dari hasil pembahasan pada bab-bab sebelumnya serta memberikan saran yang dapat digunakan untuk meningkatkan kinerja untuk masa yang akan datang.
LANDASAN TEORI
2.1 Total Productive Maintenance (TPM)
Total Productive Maintenance (TPM) menurut Sieiichi Nakajiwa Vice
Chairman Of The Japan Institute of Plan Maintenance (JIPM) Mendefinisikan
Total Productive Maintenance (TPM) sebagai suatu pendekatan yang inovatif
dalam maintenance dengan cara mengoptimasikan keefektifan peralatan, mengurangi / menghilangkan kerusakan mendadak (Breakdown) dan melakukan perawatan mandiri oleh operator (Aotonomus Maintenance by operator).
inovatif dari orang-orang Jepang. Asal mula dari TOM bisa dilacak pada tahun 1951 dimana pemeliharaan pencegahan pertama kali diperkenalkan di Jepang. Bagaimanapun juga konsep dari pemeliharaan pencegahan diambil dari Amerika Serikat. Nippon denso adalah perusahaan pertama yang yang memperkenalkan penerapan pemeliharaan pencegahan secara luas di 1960an. Pemeliharaan pencegahan adalah konsep yang dimana, operator memproduksi barang menggunakan mesin dan grup pemeliharaan didedikasikan dengan kerja pemeliharaan mesin, bagaimanpun dengan automasi dari Nippondenso, pemeliharaan menjadi sebuah permasalahan ketika ada banyak personel
pemeliharaan yang dibutuhkan. Sehingga manjemen memutuskan bahwa operator akan membawa pemeliharaan rutin dari peralatan.
Nippondenso, yang sudah siap untuk mengikuti pemeliharaan pencegahan, juga menambahkan pemeliharaan Aotomasi yang dikerjakan oleh operator produksi. Kru pemeliharaan beralih dalam modifikasi perlengakapan untuk improfisasi secara nyata. Hal ini melaju kepada pemeliharaan pencegahaan. Modifikasi dilakukan untuk untuk bisa berkoorperasi dalam perlengkapan yang baru. Pencegahan pemeliharaan bersama dengan Maintanance Prevention melahirkan Produktif Maintanance.
2.1.1 Definisi Total Productive Maintenance (TPM)
Total Productive Maintenance (TPM) merupakan suatu sistem pemeliharaan dan perbaikan pada mesin atau peralatan yang melibatkan semua di visi dan karyawan mulai dari operator hingga manajemen puncak berdasarkan komitmen yang telah disepakati bersama. Konsep Total Productive Maintenance (TPM) pertama kali diterapkan di Jepang pada tahun 1971. Pada awalnya, Jepang belajar pemeliharaan produktifitas dari Amerika, lalu digabungkan dengan kebudayaan Jepang (kerja tim). TPM merupakan pencapaian efisiensi pemeliharaan mandiri melalui satu sistem yang lengkap berdasarkan keikut sertaan seluruh karyawan. Selain itu, TPM gabungan dari beberapa ilmu tingkah laku (manusia dan mesin), rekayasa sistem, ekologi (perub ahan mesin), dan logistik.
TPM dirancang untuk mencegah terjadinya suatu kerugian karena terhentinya aktivitas produksi, yang disebabkan oleh kegagalan fungsi dari suatu peralatan (mesin) , kerugian yang disebabkan oleh hilangnya kecepatan produksi mesin yang diakibatkan oleh kegagalan fungsi suatu komponen tertentu dari suatu
mesin produksi , dan kerugian karena cacat yang disebabkan oleh kegagalan fungsi komponen atau mesin produksi. Jadi dapat di simpulkan secara sederhana bahwa tujuannya diaplikasikannya TPM adalah untuk mengoptimalkan efisiensi sistem produksi secara keseluruhan melalui aktivitas pemeliharaan dan perbaikan secara terorganisir.
Pada dasarnya, masalah pemeliharaan dan perbaikan sudah timbul sejak pemilihan instalasi atau peralatan. Hal ini disebabkan karena suatu sistem pemeliharaan dan perbaikan hanya dapat dilakukan dengan baik dan benar jika sekurang-kurangnya telah dipahami prinsip kerja dan karakteristik instalasi, konstruksi dan filsafat perancangannya, bahan dan energi yang digunakan, serta jumlah dan kualifikasi operator dan teknisi yang menanganinya. Dimana system pemeliharaan dan perbaikan meliputi semua usaha untuk menjamin agar instalasi senantiasa dapat berfungsi dengan baik, efisien dan ekonomis, sesuai dengan spesifikasi dan kemampuannya. Sementara disisi lain hal yang perlu diperhatikan bahwa biaya pemeliharaan dan perbaikan haruslah dapat ditekan seminimal mungkin.
Definisi lengkap TPM memuat 5 hal JIPM (Japan Institute of Plant
Maintenance) 1971 antara lain:
1. Memaksimalkan efektifitas menyeluruh alat / mesin.
2. Menerapkan sistem preventive maintenance yang komprehensif sepanjang umur mesin / peralatan.
3. Melibatkan seluruh departemen perusahaan.
4. Melibatkan semua karyawan dari top management sampai karyawan lapangan.
5. Mengembangkan preventive maintenance melalui manajemen motivasi aktivitas kelompok kecil mandiri.
2.1.2 Keuntungan TPM
Apabila TPM berhasil diterapkan, maka keuntungan-keuntungan yang akan diperoleh perusahaan sebagai berikut:
1) Untuk Operator mesin boiler
Proses supplay uap steam ke produksi tidak terganggu
Kerusakan ringan dari mesin dapat langsung diselesaikan o leh operator.
Efektivitas mesin itu sendiri dapat ditingkatkan.
Kesempatan operator untuk menambah keahlian dan pengetahuan serta melakukan perbaikan dan metode kerja yang lebih baik dan lebih efisien.
2) Untuk Departemen Pemeliharaan
Mesin, peralatan, dan lingkungan kerja selalu bersih dan dalam kondisi yang baik dan siap pakai sewaktu-waktu.
Frekuensi dan jumlah pemeliharaan darurat semakin berkurang, departemen pemeliharaan hanya mengerjakan pekerjaan yang membutuhkan keahlian khusus saja.
Waktu untuk melakukan preventive maintenance lebih banyak dan mempunyai kesempatan untuk meningkatkan ketrampilan dan pengetahuan.
2.2 Pengertian dan Tujuan Maintenance 2.2.1 Pengertian Maintenance
Menurut Lindley R. Higgis & R. Keith Mobley, maintenance atau pemeliharaan adalah suatu kegiatan yang dilakukan secara berulang-ulang dengan tujuan agar peralatan selalu memiliki kondisi yang sama dengan keadaan awalnya. Maintenance juga dilakukan untuk menjaga peralatan tetap berada dalam kondisi yang dapat diterima oleh penggunanya. (Maintenance Enginering Handbook, Sixth Edition McGraw-Hill, 2002), maka biasanya kita selalu berusaha untuk tetap dapat mempergunakan mesin/peralatan sehingga kegiatan produksi dapat berjalan lancar. Dalam usaha untuk dapat menggunakan terus mesin/peralatan agar kontinuitas produksi dapat terjamin, maka dibutuhkan kegiatan kegiatan pemeliharaan dan perawatan yang meliputi :
1) Kegiatan pengecekan. 2) Pelumasan (lubrication).
3) Perbaikan/reparasi atas kerusakan-kerusakan yang ada. 4) Penyesuain/penggantian spare part atau komponen. Ada dua jenis penurunan kemampuan mesin / peralatan yaitu :
Natural Deterioration yaitu menurunnya kinerja mesin/peralatan secara alami akibat terjadi pemburukan/keausan pada fisik mesin/peralatan selama waktu pemakaian walaupun penggunaan secara benar.
Accelerated Deterioration yaitu menurunnya kinerja mesin/peralatan akibat kesalahan manusia (human error) sehingga dapat mempercepat
keausan mesin/peralatan karena mengakibatkan tindakan dan perlakuan yang tidak seharusnya dilakukan terhadap mesin/peralatan.
Dalam usaha mencegah dan berusaha untuk menghilangkan kerusakan yang timbul ketika proses produksi berjalan, dibutuhkan cara dan metode untuk mengantisipasinya dengan melakukan kegiatan pemeliharaan mesin/peralatan. Pemeliharaan (maintenance) adalah kegiatan untuk memelihara atau menjaga mesi/peralatan dan mengadakan perbaikan atau penyesuaian/penggantian yang diperlukan agar terdapat suatu keadaan operasi produksi yang memuaskan sesuai dengan apa yang direncanakan. Jadi dengan adanya kegiatan maintenance maka mesin/peralatan dapat dipergunakan sesuai dengan rencana dan tidak mengalami kerusakan selama dipergunakan untuk proses produksi atau sebelum jangka waktu tertentu direncanakan tercapai
2.2.2 Tujuan Maintenance
Menurut Miko Hasriyono (2009), Maintenance adalah kegiatan pendukung bagi kegiatan komersil, maka seperti kegiatan lainnya, maintenance harus efektif,
efisien dan berbiaya rendah. Dengan adanya kegiatan maintenance ini, maka
mesin/peralatan produksi dapat digunakan sesuai dengan rencana dan tidak mengalami kerusakan selama jangka waktu tertentu yang telah direncanakan tercapai.
Beberapa tujuan maintenance yang utama antara lain :
1. Kemampuan berproduksi dapat memenuhi kebutuhan sesuai dengan rencana produksi.
2. Menjaga kualitas pada tingkat yang tepat untuk memenuhi apa yang dibutuhkan oleh produk itu sendiri dan kegiatan produksi yang tidak terganggu.
3. Untuk membantu mengurangi pemakaian dan penyimpangan yang diluar batas dan menjaga modal yang diinvestasikan dalam perusahaan selama waktu yang ditentukan sesuai dengan kebijakan perusahaan mengenai investasi tersebut.
4. Untuk mencapai tingkat biaya maintenance secara efektif dan efisien keseluruhannya.
5. Untuk menjamin keselamatan orang yang menggunakan sarana tersebut. 6. Memaksimumkan ketersedian semua peralatan sistem produksi
(mengurangi downtime).
7. Untuk memperpanjang umur/masa pakai dari mesin/peralatan.
2.3 Jenis-Jenis Maintenance
2.3.1 Planned Maintenance (Pemeliharaan Terencana)
Menurut R. Keith Mobley (2004), Planned maintenance
(pemeliharaa terencana) adalah pemeliharaan yang terorganisir dan dilakukan dengan pemikiran ke masa depan, pengendalian dan pencatatan sesuai dengan rencana yang telah ditentukan sebelumnya. Oleh karena itu program maintenance yang akan dilakukan harus dinamis dan memerlukan pegawasan dan pengendalian secara aktif dari bagian maintenance melalui informasi dari catatan riwayat mesin/peralatan.
Konsep planned maintenance ditujukan untuk dapat mengatasi masalah yang dihadapi manajer dengan pelaksanaan kegiatan maintenance. Komunikasi dapat diperbaiki dengan informasi yang dapat memberi data yang lengkap untuk mengambil keputusan. Adapun data yang penting dalam kegiatan maintenance antara lain laporan permintaan pemeliharaan, laporan pemeriksaan, laporan perbaikan, dan lain- lain. Pemeliharaan terencana (planned maintenance) terdiri dari tiga bentuk pelaksanaan, yaitu :
1) Preventive maintenance (pemeliharaan pencegahan)
Preventive maintenance adalah kegiatan pemeliharaan dan perawatan yang
dilakukan untuk mencegah timbulnya kerusakan-kerusakan yang tidak terduga dan menemukan kondisi atau keadaan yang dapat menyebabkan fasilitas produksi mengalami kerusakan pada waktu digunakan dalam proses produksi. Dengan demikian semua fasilitas produksi yang diberikan
preventive maintenance akan terjamin kelancarannya dan selalu diusahakan
dalam kondis atau keadaan yang siap dipergunakan untuk setiap operasi atau proses produksi pada setiap saat. Sehingga dapatlah dimungkinkan pembuatan suatu rencana dan jadwal pemeliharaan dan perawatan yang sangat cermat dan rencana produksi yang lebih tepat.
2) Corrective maintenance (Pemeliharaan Perbaikan )
Corrective maintenance adalah suatu kegiatan maintenance yang dilakukan setelah terjadinya kerusakan atau kelalaian pada mesin/peralatan sehingga tidak dapat berfungsi dengan baik.
3) Predictive maintenance
Predictive maintenance adalah tindakan-tindakan maintenance
yang dilakukan pada tanggal yang ditetapkan berdasarkan prediksi hasil analisa dan evaluasi data operasi yang diambil untuk melakukan predictive
maintenance itu dapat berupa data getaran, temperature, vibrasi, flow rate,
dan lain- lainnya. Perencanaan predictive maintenance dapat dilakukan berdasarkan data dari operator di lapangan yang diajukan melalui work order ke departemen maintenance untuk dilakuakan tindakan tepat sehingga tidak akan merugikan perusahaan.
2.3.2 Unplanned Maintenance (Pemeliharaan Tak Terencana)
Unplanned maintenance biasanya berupa breakdown/emergency maintenance. Breakdown/emergency maintenance (pemeliharaan darurat) adalah
tindakan maintenance yang tidak dilakukan pada mesin peralatan yang masih dapat beroperasi, sampai mesin/peralatan tersebut rusak dan tidak dapat berfungsi lagi. Melalui bentuk pelaksanaan pemeliharaan tak terencana ini, diharapkan penerapan pemeliharaan tersebut akan dapat memperpanjang umur dari mesin/peralatan, dan dapat memperkecil frekuensi kerusakan.
2.3.3 Autonomous Maintenance (Pemeliharaan Mandiri)
Menurut Miko Hasriyono (2009), Autonomous maintenance atau pemeliharaan mandiri merupakan suatu kegiatan untuk dapat meningkatkan
produktivitas dan efisiensi mesin/peralatan melalui kegiatan-kegiatan yang
tangani sendiri. Prinsip-prinsi yang terdapat pada lima S, merupakan prinsip yang mendasari kegiatan autonomous maintenance yaitu :
1. Seiri (clearing up): Menyingkirkan benda-benda yang tidak diperlukan.
2. Seiton (organazing): Menempatkan benda-benda yang diperlukan dengan rapi.
3. Seiso (cleaning): Membersikan peralatan dan tempat kerja.
4. Seikatsu (standarizing): Membuat standar kebersihan, pelumasan dan inspeksi.
5. Shitsuke (training and discipline): Meningkatkan skill dan moral.
Autonomous maintenance diimplementasikan melalui 7 langkah yang akan
membangun keahlian yang dibutuhkan operator agar mereka mengetahui tindakan apa yang harus dilakukan.
Tujuh langkah kegiatan yang terdapat dalam autonomous maintenance adalah : 1) Membersihkan dan memeriksa (clean and inspect).
2) Membuat standar pembersihan dan pelumasan.
3) Menghilangkan sumber masalah dan area yang tidak terjangkau (eliminate
problem and anaccesible area).
4) Melaksanakan pemeliharaan mandiri (conduct autonomous maintenance). 5) Melaksanakan pemeliharaan menyeluruh (conduct general inspection). 6) Pemeliharaan mandiri secara penuh (fully autonomous maintenance). 7) Pengorganisasian dan kerapian (organization and tidines).
2.4 Tugas dan Pelaksanaan Kegiatan Maintenance
Menurut Miko Hasriyono (2009), Semua tugas-tugas atau kegiatan dari pada maintenance dapat digolongkan ke dalam salah satu dari lima tugas pokok yang berikut:
Inspeksi (Inspections)
Kegiatan inpeksi meliputi kegiatan pengecekan dan pemeriksaan secara berkalas (routine schedule check) terhadap mesin/peralatan sesuai dengan rencana yang bertujuan untuk mengetahui apakah perusahaan selalu mempunyai fasilitas mesin/peralatan yang baik untuk menjamin kelancaran proses produksi.
Kegiatan Teknik (Engineering)
Kegiatan teknik meliputi kegiatan percobaan atas peralatan yang baru dibeli dan kegiatan pengembangan komponen atau peralatan yang perlu diganti, serta melakukan penelitian-penelitian terhadap kemungkinan pengembangan komponen atau peralatan, juga berusaha mencegah terjadinya kerusakan.
Kegiatan Produksi
Kegiatan produksi merupakan kegiatan pemeliharaan yang sebenarnya yaitu dengan memperbaiki seluruh mesin/peralatan produksi.
Kegiatan Administrasi
Kegiatan administrasi merupakan kegiatan yang berhubungan dengan pencatatan-pencatatan mengenai biaya-biaya yang terjadi dalam
melakukan kegiatan pemeliharaan, penyusunan planning dan schedulling, yaitu rencana kapan kegiatan suatu mesin / peralatan tersebut harus diperiksa, diservice dan diperbaiki.
Pemeliharaan Bangunan
Kegiatan pemeliharaan bangunan merupakan kegiatan yang tidak termasuk dalam kegiatan teknik dan produksi dari bagian maintenance.
2.5 Seven Tools
Menurut Rami Hikmat Fouad dan Adnan Mukattash (2010), Qc seven tool adalah salah satu metode yang digunakan untuk mengkontrol kualitas (quality control) dari suatu produk dan untuk mengambil suatu tindakan yang diperlukan lebih lanjut sehingga suatu proses dapt terkontrol dengan baik. QC Seven tools sendiri terdiri dari :
1. Check sheet
Fungsi lembar cek adalah untuk menyajikan informasi dalam bentuk grafis yang efisien. Hal ini dapat dicapai dengan membuat daftar item yang sederhana. Namun, dalam beberapa kasus pada lembar cek dapat dimasukkan sistem analisi. 2. Pareto chart
Grafik Pareto digunakan untuk mengidentifikasi faktor-faktor yang memiliki efek kumulatif terbesar pada sistem sehingga dapat menyaring faktor-faktor yang kurang signifikan dalam suatu analisis. sehingga akan memudahkan pengguna untuk memusatkan perhatian pada faktor penting dalam suatu proses.
Diagram alur adalah representasi bergambar dari sebuah proses. Dengan memecah proses menjadi bagian-bagian dari langkah- langkah penyusunnya, diagram alur dapat berguna dalam mengidentifikasi di mana kesalahan yang mungkin ditemukan dalam suatu sistem. Dalam peningkatan kualitas kerja, diagram alur sangat berguna untuk menampilkan bagaimana proses saat ini bekerja atau idealnya suatu proses.
4. Histogram
Histogram adalah jenis khusus dari diagram batang dimana titik data individu
dikelompokkan bersama-sama didalam suatu kelas/interval, sehingga bisa dengan mudah menganalisa seberapa sering data dalam masing- masing kelas/interval terjadi dengan melihat pada kumpulan data karena histogram sendiri memberikan tampilan grafis sederhana dari sebuah akumulasi data-data.
5. Scatter diagram
Scatter diagram adalah alat grafis yang berfungsi untuk menggambarkan pengaruh suatu variable terhadap variable-variabel yang lain. Diagram scatter umumnya menampilakan poin-point yang mewakili dari suatu nilai variable-variabel yang diamati.
6. Control chart
Control chart atau dalam bahasa Indonesia sering disebut dengan “peta
kendali” adalah salah satu alat yang digunakan oleh produksi untuk mengendalikan proses produksi secara statistik. Variabel- variabel yang digunakan oleh control char adalah berupa angka-angka misalkan waktu tunggu, suhu, biaya dan lain- lain. Grafik Variabel biasanya digunakan secara berpasangan
dimana salah satu grafik mempelajari variasi dalam suatu proses , sedangkan variable lainnya mempelajari rata-rata dari suatu proses .
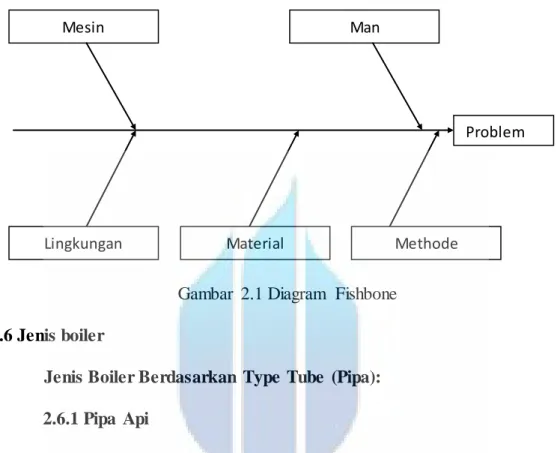
7. Diagram Sebab Akibat (Fishbone/Cause and Effect Diagram)
Diagram sebab akibat adalah gambar pengubahan dari garis dan simbol yang didesain untuk mewakili hubungan yang bermakna antara akibat dan penyebabnya. Dikembangkan oleh Dr. Kaoru Ishikawa pada tahun 1943 dan terkadang dikenal dengan diagram Ishikawa.
Diagram sebab akibat adalah suatu pendekatan terstruktur yang memungkinkan analisis yang lebih terperinci untuk menemukan penyebab-penyebab suatu masalah, ketidaksesuaian dan kesenjangan yang ada. Diagram sebab akibat dapat digunakan apabila pertemuan diskusi dengan menggunakan
brainstorming untuk mengidentifikasi mengapa suatu masalah terjadi, diperlukan
analisis lebih terperinci dari dari suatu masalah dan terdapat kesulitan untuk memisahkan penyebab dan akibat. Terjadinya penyimpangan kualitas hasil kerja maka orang akan selalu mendapatkan bahwa ada 5 faktor penyebab utama signifikan yang perlu diperhatikan, yaitu:
Manusia (man)
Metode Kerja (work method)
Mesin/peralatan kerja lainnya (machine/equipment)
Bahan Baku (raw material)
Lingkungan Kerja (work environment)
Cause and effect diagram seperti pada Gambar 2.1 dapat digunakan untuk hal- hal
sebagai berikut :
2. Untuk mengidentifikasi kategori dan sub-kategori sebab-sebab yang mempengaruhi suatu karakteristik kualitas tertentu.
Gambar 2.1 Diagram Fishbone
2.6 Jenis boiler
Jenis Boiler Berdasarkan Type Tube (Pipa): 2.6.1 Pipa Api
Pada boiler ini memiliki dua bagian didalamnya yaitu bagian tube yang merupakan tempat terjadinya pembakaran dan bagin barrel/tong yang berisi fluida. Tipe boiler pipa api ini memiliki karakteristik yaitu menghasilkan jumlah steam yang rendah serta kapasitas yang terbatas. Prinsip Kerjanya: Proses pengapian terjadi didalam pipa dan panas yang dihasilkan diantarkan langsung kedalam boiler yang berisi air. Kelebihan: Proses pemasangan cukup mudah dan tidak memerlukan pengaturan yang khusus, tidak membutuhkan area yang besar dan memiliki biaya yang murah.
Mesin Man
Problem
Kekurangan : Memiliki tempat pembakaran yang sulit dijangkau saat hendak dibersihkan, kapasitas steam yang rendah dan kurang efisien karena banyak kalor yang terbuang sia-sia.
Gambar 4.7, Boiler Pipa Api
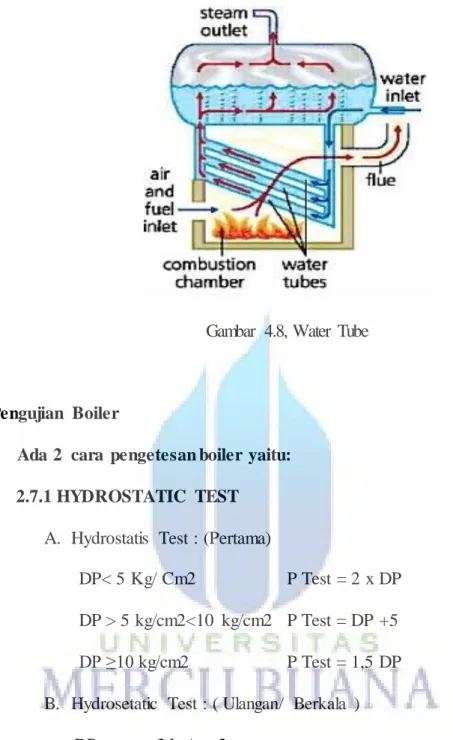
2.6.2 Water Tube.
Memiliki kontruksi yang hampir sama dengan jenis pipa api, jenis ini juga terdiri dari pipa dan barel, yang menbedakan hanya sisi pipa yang diisi oleh air sedangkan sisi barrel merupakan tempat terjadinya pembakaran. Karakteristik pada jenis ini ialah menghasilkan jumlah steam yang relatif banyak.
Prinsip Kerja: Proses pengapian terjadi pada sisi luar pipa, sehingga panas akan terserap oleh air yang mengalir di dalam pipa.
Kelebihan: Memiliki kapasitas steam yang besar, nilai efesiensi relatif lebih tinggi dan tungku pembakaran mudah untuk dijangkau saat akan dibersihkan.
Kekurangan: Biaya investasi awal cukup mahal, membutuhkan area yang luas dan membutuhkan komponen tambahan dalam hal penanganan air.
Gambar 4.8, Water Tube
2.7 Pengujian Boiler
Ada 2 cara pengetesan boiler yaitu: 2.7.1 HYDROSTATIC TEST
A. Hydrostatis Test : (Pertama)
DP< 5 Kg/ Cm2 P Test = 2 x DP DP > 5 kg/cm2<10 kg/cm2 P Test = DP +5 DP ≥10 kg/cm2 P Test = 1,5 DP B. Hydrosetatic Test : ( Ulangan/ Berkala )
DP + max. 3 kg/ cm2 Notes :
DP = Tekanan rancang = tekanan kerja max. yang diijinkan Hydrostatic Test
Tujuan : Untuk mengetahui apakah konstruksi ketel uap tersebut mampu menahan pemadatan air sesuaI dengan ketentuan peraturan perundangan
maupun standar yang berlaku dengan pengertian tidak terdapat bocoran/ rembesan atau perubahan bentuk bentuk yang menetap.
2.7.2 STEAM TEST
Tujuan : Untuk mengetahui normal tidaknya semua alat perlengkapan dari Pesawat Uap yang bersangkutan.
2. SETTING SAFETY VALVE
Sv1: Dapat disetting dibawah tekanan max yang diijinkan
SV2 : Dapat disetting pada tekanan max. yang diijinkan atau disetting pada tekanan yang lebih tinggi, tetapi tidak boleh melebihi 3% dari Tekanan Kerja Max. yang diijinkan.
Perbedaan setting SV1 dan SV2 tidak boleh melebihi 10 % dari tekanan tertinggi.
SV pada waktu menutup, toleransi penurunan tekana minimum : 1% dan maksimal 4 %
BAB III
METODOLOGI PENELITIAN
Bab ini akan menguraikan secara ringkas mengenai langkah- langkah pemecahan masalah yang di ambil,yaitu langkah-langkah yang di lakukan dalam penyususnan penelitian ini agar hasil dari penelitian sesua dengan tujuan yang telah ditetapkan di awal. Adapun langkah- langkah penelitian dalam penelitian ini adalah:
3.1 Studi Literatur
Studi literatur dalam sebuah penelitian untuk mendapatkan gambaran yang menyeluruh tentang apa yang sudah dikerjakan orang lain dan bagaimana orang mengerjakannya yang di anggap relevan dan dapat membantu dalam penelitian ini. Studi pustaka yang digunakandiperoleh dari jurnal-jurnal pedoman,media teknologi (internet) serta dari sumber-sumber yang mendukung penyusunan landasan teori dalam penelitian ini .Diskusi di tujukan untuk mengetahu keadaan nyata yang ada di lapangan.
3.2 Studi Lapangan
Sebelum melakukan penelitian lebih lanjut maka hal pertama yang perlu di lakukan adalah studi lapangan,yaitu mengamati secara langsung ke lokasi agar
kita dapat mengetahui alur proses penggunaan mesin boiler,langkah- langkah kerja serta semua yang berkaitan dengan TPM yang di jalankan.
3.3 Perumusan Masalah
Masalah yang dirumusakan dalam penelitian ini di dapatkan dari studi literatur dan studi lapangan berdasarkan keadaan yang terjadi pada mesin BOILER di PT.Kalbe Farma Tbk. Mengenai efektifitas.
3.4 Tujuan Penelitian
Merupakan perluasan atau penjabaran dari permasalahan yang telah di rumuskan. Tujuan penelitian juga merupakan hasil- hasil atau tindakan yang ingin dicapai atau dilakukan pada sebuah penelitian.Pada penelitian ini,tujuan di arahkan pada langkah-langkah yang di lakukan untuk menjawab perumusan masalah,serta memberikan usulan penerapan TPM dalam pengoprasian mesin boiler hoken.
3.5 Pengolahan Data
Pada tahap ini dilakukan perhitungan efektifitas mesin boiler menggunakan rumus Overall equipment effectiveness (OEE).
3.6 Analisa Pemecahan Masalah
Analisa terhadap data yang diperoleh adalah sebagai berikut:
1. Analisa OEE Merupakan hasil yang di dapat dari lapangan dan studi literatur yang akan digunakan untuk mengumpulkan,mengolah data serta menghitung besarnya OEE mesin boiler.
3.7 Kesimpulan dan Saran
Merupakan tahapan terakir dari penelitian yang berisi kesimpulan secara keseluruhan terhadap hasil penelitian yang dilengkapi denga n saran-saran perbaikan untuk pengembangan penelitian yang mungkin di lakukan pada masa yang akan datang.
Studi lapangan Studi literatur Buku, Jurnal,
Skripsi, Web
Perumusan masalah:
Faktor apa saja yang menjadi penyebab utama rendahnya nilai availability mesin boiler
Penetapan tujuan:
Meningkatkan nilai availability mesin boiler di Pt Kalbe Farma tbk
A
Gambar 3.1 Diagram alir penelitian.
Tidak
A
Kesimpulan dan Saran
Pengumpulan data periode januari 2014-desemmber 2014: 1. Data delay mesin boiler
2. Data sampel dan total cycle time
Pengolahan data periode januari 2014-desemmber 2014: 1. Perhitungan availability rate
2. Perhitungan performance rate 3. Perhitungan rate of quality 4. Perhitungan OEE
Data sesuai?
Ya
Analisa nilai OEE menggunakan Seven Tools sebagai dasar usulan perbaikan bagi perusahaan
BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Tinjauan Umum Perusahaan
Tabel 4.1 Identitas perusahaan Nama Perusahaan PT. Kalbe Farma Tbk. Nama Pemilik Perusahaan Dr. Boenjamin Setiawan
Bentuk Badan Hukum PT. Tbk Perseroan Terbatas, Terbuka. Alamat Perusahaan Kawasan industri delta sillicon
no .371 Jl. MH Thamrin Blok A3-1, Lippo Cikarang Bekasi
Cikarang Jawa Barat
4.2 Sejarah Perkembangan Perusahaan
PT. Kalbe Farma merupakan salah satu industri farmasi di Indonesia didirikan pada tanggal 10 September 1966 oleh Dr. B. Setiawan yang kemudian mengambil gelar Ph.D. di bidang farmakologi. Keinginannya untuk mendirikan perusahaan ini didorong oleh rasa ingin ikut mengambil bagian dalam pembanguna nasional, terutama dalam usaha meningkatkan kesejahteraan masyarakat dengan pelayanan pengobatan yang baik.
Perusahaan yang didirikannya, pertama kali berdiri di Jl. Simpang 1/1 Tanjung Priok, Jakarta Utara. Aktivitas produksinya baru dimulai pada tahun 1967 dengan produksi yang terbatas hanya pada jenis obat sirup. Seiring dengan perkembangan tersebut, ternyata lokasi yang terletak di Tanjung Priok tidak mungkin lagi untuk dilakukan pengembangan lebih lanjut. Maka pada tahun 1970 pusat kegiatan dipindahkan ke lokasi yang baru di Jl. Ahmad Yani, yaitu di kawasan Pulo Mas, Jakarta Timur. Pada tahun 1974 jaringan PT. Kalbe Farma telah menguasai pasar di seluruh wilayah Indonesia dengan kekuatan penjualan produk PT. Kalbe Farma.
Pada pertengahan tahun 1997, PT. Kalbe Farma berpindah lokasi di kawasan Industri Delta Silikon, Jl. M.H Thamrin Blok A3-1 Lippo Cikarang, Bekasi 17550 dengan PO BOX 371 Bekasi 17073, Indonesia Pabrik baru PT, Kalbe Farma Tbk. Memiliki luas area 105.130 m2 dengan luas bangunan sekitar 41.027 m2 dibagi menjadi sarana produksi yang terdiri dari gedung kantor, gedung produksi dan teknik, gudang dan sarana pendukung lain seperti tempat pengolahan limbah, lapangan parkir, koperasi, kantin dan city water.
Sampai saat ini, PT. Kalbe Farma selalu berusaha untuk meningkatkan kualitas dan kuantitas dari produk yang memenuhi persyaratan peraturan untuk industri farmasi dari Departemen Kesehatan RI sehingga PT. Kalbe Farma dinyatakan telah memenuhi persyaratan pemerintah sejak tahun 1974. Persyaratan-persyaratan tersebut antara lain :
1. Peraturan produksi obat tentang perlengkapan dan kelengkapan alat-alat produksi.
2. Peraturan/ surat keputusan Menteri Kesehatan RI tentang persyaratan perlengkapan dan kelengkapan suatu industri farmasi.
3. Peraturan tentang dasar-dasar pengawasan mutu obat dan cara-cara yang baik dalam pengawasan mutu obat-obatan.
4. Peraturan-peraturan lain mengenai bidang industri farmasi.
Pada tanggal 15 Agustus 1974, PT. Kalbe Farma memperoleh status Perusahaan Modal Dalam Negeri (PMDN) atau perusahaan yang menanamkan modal untuk kemajuan industri, sesuai dengan keputusan The Investment Coordination Board No. 352/4/BKPM/74/PMDN. Pada Tahun 1974 PT. Kalbe Farma mendirikan gedung perkantoran, kemudian pada tahun 1978 didirikan gedung SPNS (Solid Product Non
Steril).Gedung ini bertingkat tiga, baru pada tahun 1985 dilakukan rekontruksi menjadi
bertingkat enam.
Sebagian besar kegiatan berlangsung di bagian R&D, QA, PPIC dan produksi. Pada tahun 1988 mulailah dikembangkan Cara Pembuatan Obat yang Baik (CPOB) yang harus diterapkan oleh seluruh industri farmasi d i Indonesia, sejalan dengan dikeluarkannya Surat Menteri Kesehatan RI No. 43/MENKES/SKII/1988. Oleh karena itu, dalam rangka penerapan CPOB serta untuk meningkatkan kapasitas produksi sebanyak tiga kali lipat, sejak tahun 1994 dibangun suatu plant baru di daerah kompleks industri Delta Silicon, Lippo Cikarang, Bekasi, Jawa Barat sesuai dengan progam pemerintah. Pabrik baru tersebut diresmikan pada tanggal 17 Desember 1998 bersamaan dengan diterimanya sertifikat ISO 9001. Hingga kini PT. Kalbe Farma telah me lakukan upgrade dan memperoleh pengakuan ISO 9001 versi tahun 2000 yang lebih menekankan pada kepuasan pelanggan terhadap produk yang dihasilkan dan perbaikan yang berkesinambungan. Dalam rangka peningkatan standar kualitas secara keseluruhan, pada bulan Oktober tahun 2004 PT. Kalbe Farma akan mulai menerapkan
integrated system untuk memenuhi persyaratan ISO 14001, OHSAS 18001, dan ISO 9001.
Hingga saat ini, PT. Kalbe Farma tetap merupakan produsen terbesar di pasaran dalam negeri, baik untuk produk Ethical(obat dengan resep dokter) maupun produk
OTC (Over The Counter). Selain melayani pasar dalam negeri, sejak tahun 1988
produk-produk dari PT. Kalbe Farma sudah diekspor ke luar negeri seperti Malaysia, Singapura, Filipina, Vietnam, Srilanka, Nigeria, Myanmar dan lain lain.
PT. Kalbe Farma mempunyai visi dan misi untuk tetap memproduksi produk-produk kesehatan yang menjadi dan menjangkau permintaan pasar secara menyeluruh demi memenuhi kebutuhan beragam konsumen tidak hanya di seluruh Indonesia tetapi juga internasional (untuk ekspor). Kesuksesan yang berlanjut akan membantu pemegang saham dan masyarakat untuk mencapai hidup yang lebih baik.
Misi dari Kalbe Farna yaitu “To Improve Health For A Better Life”. Sedangkan Visi Kalbe Farma yaitu “To Be The Best Indonesian Health Care Company, Driven By
Innovation, Strong Brands And Excellent Management”.
Selain itu juga terdapat dasar-dasar dari Kalbe Farma yang disebut sebagai Kalbe Panca Srhada, yaitu :
a. Trust is the glue of life
Kepercayaan adalah perekat di antara kami b. Mindfullness is the foundation of our action
Kesadaran penuh adalah dasar dari setiap tindakan kami c. Innovation is the key to our success
d. Strive to be the best
Bertekad menjadi yang terbaik.
e. Interconnectedness is universal a way of our life
Saling keterkaitan adalah panduan hidup kami
Seiring dengan pengembangan zaman, pada saat ini PT. Kalbe Farma telah mendapatkan ISO 9001 sebagai wujud nyata terhadap pengendalian dan pengawasan mutu produk yang dihasilkan. Di samping itu PT. Kalbe Farma Tbk. Telah menggalakan suatu program manajemen yang diberlakukan kepada segenap sumber daya manusianya yang bertujuan untuk mengarahkan sumber daya manusia tersebut kepada pelayanan yang berbasis pada keunggulan mutu dan k epuasan pelanggan, guna tetap mengukuhkan kedudukan dan tetap mengeksiskan PT. Kalbe Farma Tbk di tengah persaingan dalam dunia farmasi saat ini.
4.3 Tugas Pokok dan Fungsi Unit Kerja
Departemen utility adalah salah satu departemen yang mempunyai tugas pokok melakukan pengontrolan mesin- mesin induk, apakah sesuai dengan target, standar yang telah ditentukan, atau sesuai kesepakatan dengan mesin produksi.
Adapun unit kerja departemen utility tugas pokok dan fungsinya antara lain :
Departerment utility Adalah suatu bagian yang mengoprasikan mesin- mesin induk seperti boiler,chiller,compressore, pompa CW dan pompa hydran dan memastikan semua mesin berjalan sesuai dengan standar yang ada.
4.4 Pengertian Boiler
Pada dasarnya boiler adalah alat yang berfungsi untuk mema naskan air dengan menggunakan panas dari hasil pembakaran bahan bakar, panas hasil pembakaran selanjutnya panas hasil pembakaran dialirkan ke air sehingga menghasilkan steam (uap air yang memiliki temperatur tinggi). Dari pengertian tersebut berarti kita dapat menyimpulkan bahwa boiler berfungsi untuk memproduksi steam (uap) yang dapat digunakan untuk proses/kebutuhan selanjutnya. Seperti yang kita ketahui bahwa steam dapat digunakan untuk menjaga suhu dalam kolom destilasi minyak bumi dan proses evaporasi pada evaporator. Umumnya bakar yang digunakan untuk memanaskan boiler yaitu batu bara, gas, dan bahan bakar minyak.
Bagian-Bagian Pada Boiler dan Fungsinya :
Boiler tersusun dari berbagai macam bagian-bagian dengan fungsinya masing- masing, berikut penjelasannya:
1. Tungku Pengapian (Furnace)
Bagian ini merupakan tempat terjadinya pembakaran bahan bakar yang akan menjadi sumber panas, proses penerimaan panas oleh media air dilakukan melalui pipa yang telah dialiri air, pipa tersebut menempel pada dinding tungku pembakaran. Proses perpindahan panas pada furnace terjadi dengan tiga cara :
Radiasi, dimana akan terjadi pancaran panas dari api atau gas yang akan menempel pada dinding tube.
Konduksi, Panas mengalir melalui hantaran dari sisi pipa yang menerima panas kedalam sisi pipa yang memberi panas pada air.
Konveksi. panas yang terjadi dengan singgungan molekul- molekul air sehingga panas akan menyebar kesetiap aliran air.
Didalam furnace, ruang bakar terbagi atas dua bagian yaitu ruang pertama dan ruang kedua. Pada ruang pertama akan tejadi pemanasan langsung dari sumber panas yang diterima langsung oleh tube (pipa), sedangkan pada ruang kedua yang terdapat pada bagian atas, panas yang diterima berasal dari udara panas hasil pembakaran dari ruang pertama.
Gambar 4.1, Tungku Pengapian (Furnace) 2. Steam Drum
Steam drum berfungsi sebagai tempat penampungan air panas serta tempat terbentuknya uap, drum ini menampung uap jenuh (saturated steam) beserta air dengan perbandingan antara 50% air dan 50% uap. untuk menghindari agar air tidak terbawa oleh uap, maka dipasangi sekat-sekat, air yang memiliki suhu rendah akan turun ke bawah dan air yang bersuhu tinggi akan naik ke atas dan menguap.
Gambar 4.2, Steam Drum
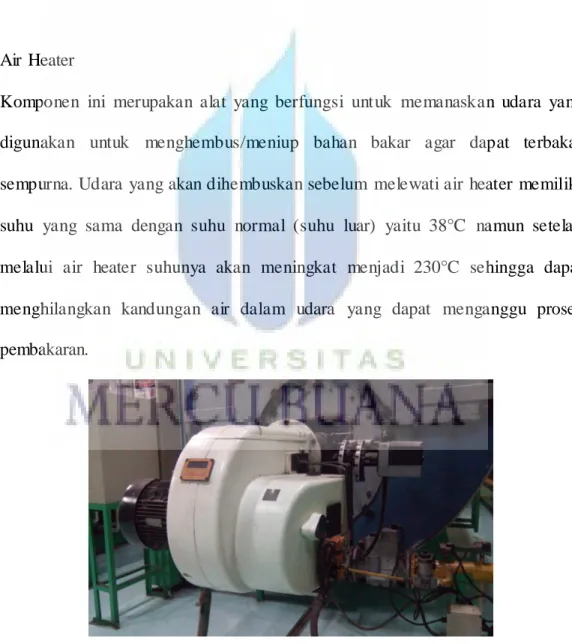
3. Air Heater
Komponen ini merupakan alat yang berfungsi untuk memanaskan udara yang digunakan untuk menghembus/meniup bahan bakar agar dapat terbakar sempurna. Udara yang akan dihembuskan sebelum melewati air heater memiliki suhu yang sama dengan suhu normal (suhu luar) yaitu 38°C namun setelah melalui air heater suhunya akan meningkat menjadi 230°C sehingga dapat menghilangkan kandungan air dalam udara yang dapat menganggu proses pembakaran.
4. Pengatur pembuangan gas bekas (asap)
Asap dari ruang pembakaran dihisap oleh blower IDF ( induced draft fan) melalui dust collector selanjutnya akan dibuang melalui cerobong asap. damper pengatur gas asap diatur terlebih dahulu sesuai kebutuhan sebelum IDF dinyalakan, karena semakin besar damper dibuka maka akan semakin besar isapan yang akan terjadi dari dalam dapur.
Gambar 4.4, Pengatur pembuangan gas bekas (asap)
5. Safety Valve (Katup pengaman)
Alat ini berfungsi untuk membuang uap apabila tekanan uap telah melebihi standar yang telah ditentukan. katup ini terdiri dari dua buah yaitu katup pengaman uap basah dan katup pengaman uap kering. safety valve ini dapat diatur sesuai dengan aspek maksimum yang telah ditentukan, pada uap basah biasanya diatur pada tekanan 9.5 bar, sedangkan untuk katup pengaman uap kering diatur pada tekanan 10.5 bar.
Gambar 4.5, Safety Valve (Katup pengaman)
6. Gelas Penduga (Sight Glass)
Gelas penduga dipasang pada drum bagian atas yang berfungsi untuk mengetahui ketinggian air di dalam drum agar memudahkan pengontrolan jumlah air dalam ketel selama proses operasi berlangsung. Gelas penduga ini harus dicuci secara berkala untuk menghindari terjadinya penyumbatan yang membuat level air tidak dapat dibaca.
4.5 Peta Lokasi Perusahaan
Gambar 4.9 Peta lokasi PT. Kalbe Farma Tbk.
4.6 Struktur Organisasi
Gambar 4.10 Struktur Organisasi PT. Kalbe Farma Tbk.
4.7 Jumlah Karyawan
Jumlah karyawan pt kalbe farma mencapai 2000-3000 orang terdiri dari semua departement yang ada di PT. Kalbe Farma Tbk.
4.8 Metodologi Pengumpulan Data
Metode pengumpulan data merupakan suatu teknik atau cara yang dilakukan untuk mengumpulkan data. Secara umum pengumpulan data, baik primer maupun sekunder dapat dibagi atas beberapa cara, yaitu :
Metode pengumpulan data yang dilakukan dalam melaksanakan penelitian ini adalah:
Data Primer merupakan data yang diperoleh dari pengamatan dan penelitian secara langsung di lapangan. Pengumpulan data primer ini dilakukan dengan cara mengamati secara langsung proses operasi mesin boiler dan melakukan wawancara terhadap pihak-pihak yang terlibat dalam operasional mesin boiler seperti operator boiler dan maintenance. Data yang diperoleh antara lain data mengenai uraian proses produksi dan cara kerja mesin.
Data Sekunder merupakan data yang tidak langsung diamati oleh peneliti. Data ini merupakan dokumentasi perusahaan, hasil penelitian yang sudah lalu dan data lainnya.
Data yang dikumpulkan nantinya digunakan dalam pengolahan data, data yang dikumpulkan antara lain:
Data delay mesin boiler tahun 2014
Data jumlah sampel dan total cycle time tahun 2014 Data jumlah frekuensi breakdown tahun 2014
4.8.1 Pengumpulan Data Mesin Boiler Hoken
PT. Kalbe Farma Tbk merupakan perusahaan yang bergerak di bidang farmasi sebagai produk utama. Pengujian mesin boiler dilakukan di Department utility dimana jam kerja dimulai dari hari senin 04:00 sampai sabtu 23:00 yang terdiri dari 3 shift
setiap harinya. Data yang dikumpulkan selama Januari -Desember 2014 adalah sebagai berikut :
A. Data delay mesin.
Dari hasil pengamatan dan dari data monitoring mesin boiler hoken, faktor-faktor yang mempengaruhi delay pada mesin boiler tersebut adalah :
Pengisian air, yaitu proses pengisian air di dalam tangki boiler di lakukan setiap akan mengoprasikan mesin boiler selama 30 menit.
Pengisian bahan bakar gas agar bahan bakar gas siap di gunakan saat boiler akan di nyalakan dengan cara membuka valve supply gas ke boiler membutuhkan waktu 5 menit sampay siap untuk di gunakan.
Menyalakan compressor portable fungsinya untuk supply angin ke boiler saat boiler akan di nyalakan membutuhkan waktu 5 menit sampai siap untuk di gunakan.
Start up dan warming up, yaitu proses menunggu pressure dan temperature tercapai hingga 7 bar dan 165°c setelah menyalakan mesin boiler dan proses pengujian standar pressure untuk mengetahui perubahan nilai retention time. Start up dan warming up dilakukan selama 8 jam (480 menit ).
Shutdown, yaitu proses mematikan mesin boiler membutuhkan waktu 10 menit.
Kerusakan mesin, merupakan kondisi dimana terjadi kerusakan pada mesin boiler itu sendiri atau dari supply bahan bakar (aingin,air dan gas).
Tabel 4.2 Data delay mesin boiler hoken.
Table 4.3 Data konsumsi bahan bakar.
- Harga bahan bakar gas CNG -> Rp 9200,- / liter setara diesel (indikasi), Rp 9800,- / Kg setara LPG (indikasi)
Keuntungan menggunakan bahan bakar cng adalah:
perawatan
* Tekanan gas dapat disesuaikan dengan kebutuhan mesin boiler hoken Note: sudah termasuk losses di transportasi, penyimpanan dan biaya lain.
B. Data jumlah produk reject
Jumlah produkl reject, yaitu jumlah produkl yang tidak sesuai spesifikasi dikarenakan alat ultrameter menunjukan angaka di atas standar conductivity >1.3 µs dan Ph <5->8.
4.9 Perhitungan OEE
Dari data yang telah dikumpulkan tersebut maka selanjutnya akan diolah untuk melakukan analisa terhadap permasalahan yang terjaadi. Adapun tahap-tahap pengolahan data dalam penelitian ini akan dijelaskan sebagai berikut:
1. Availability ratio
Availability ratio merupakan perbandingan antara waktu operasi mesin dengan waktu yang tersedia (jam kerja).dengan demikian formula yang di gunakan untuk mengukur availability ratio adalah:
Perhitungan availability ratio bulan Januari 2014 adalah sebagai berikut : Availability = Operation time x 100%
Loading time
= Loading time – Down time x 100% Loading time
= 8640 – 4610 x 100% 8640
= 46.64%
Setelah dilakukan perhitungan dengan cara yang sama maka nilai availability
ratio bulan Januari 2014-Desember 2014 disajikan dalam table 4.5.
Table 4.5 Data nilai availability ratio.
2. Performance efficiency
Performance ratio merupakan suatu ratio yang menggambarkan kemampuan
dari peralatan dalam melakukan pengujian sampel. Dengan demikian formula perhitungan performance efficiency adalah:
Perhitungan performance efficiency untuk bulan Januari 2014 adalah:
Setelah dilakukan perhitungan dengan cara yang sama maka nilai performance
Tabel 4.6 Nilai Performance Efficiency Ratio mesin boiler.
3. Rate Of Quality Product
Rate of quality product merupakan suatu rasio yang menggambarkan
kemampuan peralatan dalam menghasilkan pengujian produk yang sesuai dengan standar. Formula yang digunakan untuk pengukuran rasio ini adalah:
Perhitungan Rate of Quality Product untuk bulan Januari 2014 adalah:
Setelah dilakukan perhitungan dengan cara yang sama maka nilai rate of quality periode bulan Januari - Desember 2014 disajikan dalam tabel 4.7.
Tabel 4.7 Nilai Perhitungan Rate of Quality.
4. Overall Equipment Effectiveness
Untuk mengetahui besarnya efektivitas mesin boiler hoken secara keseluruhan di PT. Kalbe Farma tbk, maka terlebih dahulu harus diperoleh nilai- nilai
availability ratio, performance efficience dan rate of quality product. Nilai OEE
dihitung dengan rumus:
Perhitungan OEE untuk bulan Januari 2014 adalah: OEE = 46.64% x 57.15% x 96.32%
= 25.67%
Setelah dilakukan perhitungan dengan cara yang sama, maka perhitungan
overall equipment effectiveness untuk bulan Januari 2014 sampai dengan
Tabel 4.8 Nilai Perhitungan Overall Equipment Effectiveness.
BAB V
ANALISA HASIL
5.1 Pembahasan
Dari data hasil perhitungan availability ratio, Performance Efficiency
Ratio, Rate of Quality dan OEE bulan Januari sampai dengan Desember 2014
kemudian digambarkan dalam grafik histogram 5.1.
Grafik 5.1 Histogram availability, performance efficiency, rate of quality dan
Dari data dan grafik histogram di atas dapat dilihat bahwa avalibility ratio terendah terjadi pada bulan Januari 2014 yaitu sebesar 25.67% dan yang tertinggi terjadi pada bulan maret 2014 yaitu sebesar 74.35%, untuk performance efficiency nilainya terendah terjadi pada bulan januari dan februari 57.14% dan nilai tertinggi pada bulan agustus 100%. Nilai OEE terendah terjadi pada bulan januari 25.67% yaitu sebesar 74.35% terjadi pada bulan. Dari nilai availability ratio,
performance efficiency, dan OEE tersebut maka akan dilakukan analisa
menggunakan diagram fishbone untuk mengetahui akar permasalahan yang terjadi.
5.1.1 Availability Ratio
Availibility ratio bulan januari 2014 adalah yang terendah dikarenakan
adanya downtime alat yang sangat tinggi sebesar 4610 menit. Berikut merupakan diagram pareto dari faktor-faktor yang menyebabkan tingginya down time mesin boiler pada bulan januari 2014:
Grafik 5.2 Diagram pareto faktor penyebab tingginya down time mesin pada bulan Januari 2014
5.1.1 Availibility ratio `
Availibility ratio bulan Maret dan Agustus 2014 adalah yang tertinggi dikarenakan Down time paling rendah yaitu 2120
menit.
Gambar 5.3 Diagram fishbone availability ratio tertinggi
Availability Ratio tinggi
Machine Methode
Man
Environtment Material
Alat beroperasi dengan baik
Supplay gas lancar Karyawan disiplin
Alat harus menyala tepat waktu
Alat beroperasi dengan baik
Mesin dalam kondisi baik dan siap beroperasi
Availibility ratio bulan Januari 2014 adalah yang terendah dikarenakan Down time paling tinggi yaitu 4610 menit.
Gambar 5.3 Diagram fishbone availability ratio terendah.
Availability Ratio terendah
Machine Methode
Man
Environtment Material
Alat beroperasi dengan baik
Supplay gas lancar Karyawan disiplin
Alat harus menyala tepat waktu
Alat beroperasi dengan baik
Mesin dalam kondisi baik dan siap beroperasi
5.1.2 Performance Efficiency
Performance Efficiency menunjukkan nilai yang sempurna yaitu 100%, hal ini dikarenakan Jumlah bahan bakar yang digunakan
sesuai atau sama dengan pemakaian normal.
Gambar 5.4 Diagram fishbone performance efficiency tertinggi.
Man Machine Methode
Performance Efficiency tinggi
Material Environtment
Preventive maintenance terjadwal dengan baik.
Supply bahan bakar dalam kondisi yang baik
2 jam sekali dilakukan pengecekan
Disiplin dalam memonitor mesin