PERANCANGAN DAN IMPLEMENTASI NEURO FUZZY TRACKING OPTIMAL BERBASISKAN REAL TIME UNTUK PENGATURAN TEMPERATUR PADA FURNACE
Fitriyani - 2207.100.652
Jurusan Teknik Elektro – FTI, Institut Teknologi Sepuluh Nopember Kampus ITS, Surabaya – 60111
Email : fitriyani [email protected]
Abstrak
Pada aplikasi di industri furnace biasa digunakan untuk keperluan pembakaran, pemanasan dan peleburan. Furnace yang digunakan pada penelitian ini berfungsi untuk memanaskan cetakan emas yang terbuat dari gips, tujuan dari pemanasan yaitu untuk mengeluarkan sisa–sisa bahan paraffin (lilin) yang terdapat didalam cetakan agar tidak cepat rusak. Untuk memenuhi tujuan tersebut, digunakan pola pemanasan tertentu yang mengikuti fungsi waktu dengan kendali tracking pada sistem closed–loop. Kontrol Neuro-Fuzzy berfungsi untuk mengurangi dan menghilangkan osilasi yang terjadi akibat perubahan atau kestabilan temperatur pada furnace. Sedangkan untuk mengatasi non linearitas dari sistem tersebut digunakan tracking optimal. Oleh karena itu perlu dibuat suatu kontrol tracking optimal dengan harapan keluaran yang akan diperoleh hasilnya lebih optimal terhadap fungsi waktunya dan dapat menjaga perubahan temperatur pada furnace.
Kata Kunci: Furnace, Neuro Fuzzy, Tracking Optimal,
Delphi 7.0.
I. PENDAHULUAN
Seiring dengan perkembangan teknologi
kontrol khususnya dalam dunia industri, banyak menggunakan implementasi teori kontrol pada sebuah plant nyata. Dengan sistem kontrol yang semakin baik maka akan semakin banyak aplikasi yang dapat dibuat dan digunakan di dunia industri.
Furnace di dunia industri merupakan sebuah alat yang digunakan sebagai pemanas, peleburan, dan banyak lagi aplikasi lain. Dalam penelitian ini furnace dibuat sebagai bentuk implementasi yang dapat diterapkan pada bidang industri emas. Dibutuhkan sebuah kontroler untuk mengatur perubahan temperatur yang tinggi. Hal ini membutuhkan sebuah akurasi kontroler. Neuro Fuzzy sebagai salah satu dari sekian banyak jenis kontroler dengan akurasi yang tinggi dapat menjadi sebuah pilihan.
Fuzzy logic pertama kali diperkenalkan oleh Prof. Lotfi Zadeh (1965) [1] sebagai pengendali dan proses yang samar. Banyak fuzzy logic telah dikembangkan untuk menyediakan algoritma proses pengolahan informasi yang tepat. Dalam hubungannya dengan Neural-Network, perkembangan dari fuzzy logic mempunyai sejarah yang sama. Teori dasar dan algoritma fuzzy logic dikembangkan pada akhir tahun 60-an dengan aplikasi kontrol yang pertama ditemukan oleh Mamdani. Selama tahun 70-an Mamdani mengembangkan risetnya sehingga menemukan self-organizing fuzzy control. Pada tahun 80-an, hanya sebagian kecil riset yang dilakukan di Inggris dan Amerika Serikat, tetapi di Jepang aplikasi kontrol fuzzy logic banyak sekali dikembangkan [2].
Penggabungan antara metode NN dengan fuzzy logic biasa disebut sebagai metode Neuro Fuzzy. Aplikasi pada metode Neuro Fuzzy memiliki beberapa
struktur yang dihasilkan dari pengkombinasian dua metode penyusunnya. Pada penelitian ini digunakan struktur Neural Network dengan modifikasi fuzzy pada bagian inisialisasi awal dan aturan penentuan rule base-nya. Pada pengaturan temperatur furnace, metode Neuro Fuzzy digunakan sebagai kontroler untuk keperluan Tracking Optimal. Metode Tracking Optimal yang di gunakan bertujuan untuk meminimalisasi energi dan kesalahan. yang memiliki kemampuan untuk menjaga kestabilan temperatur yang diinginkan dan juga mampu mempercepat respon dari plant untuk mencapai nilai setpoint-nya. Sebelum kontroler ini dipergunakan perlu dilakukan suatu proses learning agar diperoleh suatu nilai yang optimal untuk setiap parameter yang diinginkan. Untuk mengamati medan panas yang terjadi pada seluruh elemen kawat aluminium digunakan sensor temperatur agar diketahui proses distribusi panas yang diinginkan pada elemen kawat yang terdapat dalam furnace tersebut. Selanjutnya sinyal yang terbaca oleh sensor temperatur yang berupa sinyal analog dirubah terlebih dahulu kebentuk sinyal digital dengan menggunakan DAC dan mikrokontroler dengan internal ADC yang mana keduanya (DAC dan mikrokontroler dengan internal ADC) dapat difungsikan sebagai data akuisisi yang kemudian data tersebut dikirimkan ke PC (Personal Computer) dengan menggunakan port serial yang selanjutnya data-data tersebut ditampilkan pada monitor PC dalam bentuk grafik dan juga dapat di-setting untuk diteruskan ke DAC lalu mengatur suhu pada furnace dan menghidupkan blower pada suhu tertentu dengan menggunakan software Delphi 7.0
Neuro Fuzzy dan Kontrol PI akan dijelaskan pada Bagian II. Pada Bagian ke III Neuro Fuzzy Tracking Optimal. Simulasi dan Eksperimen akan dijelaskan pada bagian IV, dan yang terakhir adalah Penutup.
II. NEURO FUZZY
Kontroler Neuro Fuzzy yang digunakan untuk memonitoring perubahan suhu pada furnace pada dasarnya menggunakan arsitektur Neural Network dengan aturan fuzzy. Pada Sistem Neuro Fuzzy menggabungkan prinsip belajar dari neural network untuk adaptasi fungsi keanggotaan dari fuzzy. Prinsip
belajar yangdigunakan adalah menggunakan
backpropagation dengan tiga lapis Neural Network. Backpropagation merupakan algoritma pembelajaran yang terawasi dan biasanya digunakan oleh perceptron dengan banyak lapisan untuk mengubah bobot-bobot yang terhubung dengan neuron-neuron yang ada pada lapisan tersembunyinya. Algoritma backpropagation menggunakan kesalahan keluaran untuk mengubah nilai bobot-bobotnya dalam arah mundur (backward).Untuk mendapatkan kesalahan ini, tahap perambatan maju (forward propagation) harus dikerjakan terlebih dahulu.
Pada saat perambatan maju, neuron-neuron diaktifkan dengan menggunakan fungsi aktivasi. Bobot jaringan direpresentasikan sebagai fungsi keanggotaan set fuzzy. Selanjutnya kesalahan dari sistem dipropagasikan balik untuk mencari bobot jaringan yang artinya mencari parameter fungsi keanggotaan dari set fuzzy yang optimal.
Penerapan kombinasi antara teori Neuro Fuzzy dengan
konsep fuzzy pada prinsipnya adalah usaha
mengeliminasi kekurangan konsep yang satu dengan kelebihan yang dimiliki konsep yang lain. Dalam hal ini kemampuan adaptasi dan belajar dari Neural Network dimanfaatkan oleh fuzzy untuk melakukan tuning terhadap parameter fuzzy (kekurangan fuzzy yang tidak memiliki kemampuan belajar).
Struktur Neuro Fuzzy adalah menempatkan parameter fuzzy yaitu:
1. Parameter fungsi keanggotaan (center, simpangan dll),
2. Jumlah basis kaidah.
Proses belajar Neural selanjutnya akan melakukan perubahan terhadap bobot ke dalam bobot jaringan neural.
Kemampuan identifikasi dari Neuro Fuzzy didasarkan pada dua karakteristiknya yaitu:
1. Kemampuan aproksimasi fungsi oleh logika fuzzy, 2. Kemampuan proses belajar oleh jaringan neural Dua kemampuan tersebut memberikan gambaran bahwa Neuro-Fuzzy dapat mendekati dinamika sistem dan
melakukan proses belajar untuk meminimisasi
kesalahan.
Sedangkan Penggunaan kontrol tracking optimal yaitu untuk mengurangi osilasi pada kestabilan temperatur. Pada dasarnya dalam menyelesaikan persoalan kontrol optimal, yaitu dengan mencapai suatu aturan untuk menentukan pengambilan keputusan sistem kontrol, dengan beberapa kendala tertentu, yang akan meminimumkan suatu ukuran simpangan dari perilaku idealnya. Ukuran ini biasanya ditetapkan berdasarkan kriteria optimasi atau indeks performansi. Indek performasi merupakan suatu fungsi yang harganya menunjukkan seberapa baik performansi sistem yang sebenarnya mendekati performansi yang diinginkan. Pada sebagian besar kasus praktis perilaku sistem dioptimalkan dengan memilih vektor kontrol
sedemikian rupa sehingga indek performansi
diminimumkan atau dimaksimumkan. Indek
performansi merupakan hal yang penting karena sangat menentukan sifat kontrol optimal yang diperoleh.
A. Neural Network untuk kasus Optimal Tracking
Secara umum kasus optimal tracking sistem kontinyu dituliskan sebagai berikut:
𝐽𝑁= 1 2(𝑦𝑁− 𝑟𝑁) 𝑇 𝑃 𝑦 𝑁− 𝑟𝑁 + ⋯ … +1 2 (𝑦𝑘− 𝑟𝑘) 𝑇 𝑄 𝑦 𝑘− 𝑟𝑘 + 𝑢𝑇 𝑅𝑢 𝑁−1 𝑘 =1 (1)
Penggunaan parameter 𝑢𝑇 𝑅𝑢 pada indek
performansi agar turunan fungsi kriteria memiliki solusi
dalam 𝑢∗. Sedangkan pada kontroler Neural Network
atau Jaringan Saraf Tiruan (JST) Cerdas hal ini tidak diperlukan karena tidak diperlukan solusi analitik sehingga fungsi kriteria cukup di tulis sebagai berikut : 𝐽𝑁= 1 2(𝑦𝑁− 𝑟𝑁) 𝑇 𝑃 𝑦 𝑁− 𝑟𝑁 + ⋯ … + (𝑦𝑘− 𝑟𝑘)𝑇 𝑄 𝑦𝑘− 𝑟𝑘 𝑁−1 𝑘 =1 (2) Untuk sistem SISO
𝐽𝑁= 1 2 𝑃(𝑦𝑁− 𝑟𝑁) 2+1 2 𝑄(𝑦𝑘− 𝑟𝑘) 2 𝑁−1 𝑘=1 (3) Selisih waktu awal dan waktu akhir cukup satu sampling, sehingga : 𝐽𝑁+1= 1 2 𝑃(𝑦𝑁− 𝑟𝑁) 2+1 2 𝑄(𝑦𝑘− 𝑟𝑘) 2 𝑁−1 𝑘=𝑁−1 (4) Atau 𝐽 = 1 2 𝑃(𝑦𝑘+1− 𝑟𝑘+1) 2+1 2𝑄(𝑦𝑘− 𝑟𝑘) 2 (5) Dalam Indek Performansi pada kontrol optimal terdapat parameter P, Q. Parameter P dan Q ini dalam kontrol optimal yang ada pada furnace parameter P dimisalkan sebagai sinyal kontrol yang mewakili penggunaan energi, sedangkan parameter Q dimisalkan sebagai kesalahan yang akann diminimalkan, maka :
1. Semakin besar harga Q, semakin memperkecil kesalahan P dan mempercepat sistem untuk mencapai keadaan tunak
2. Semakin besar harga P, maka akan memperkecil penggunaan energi .
III. NEURO FUZZY TRACKING OPTIMAL
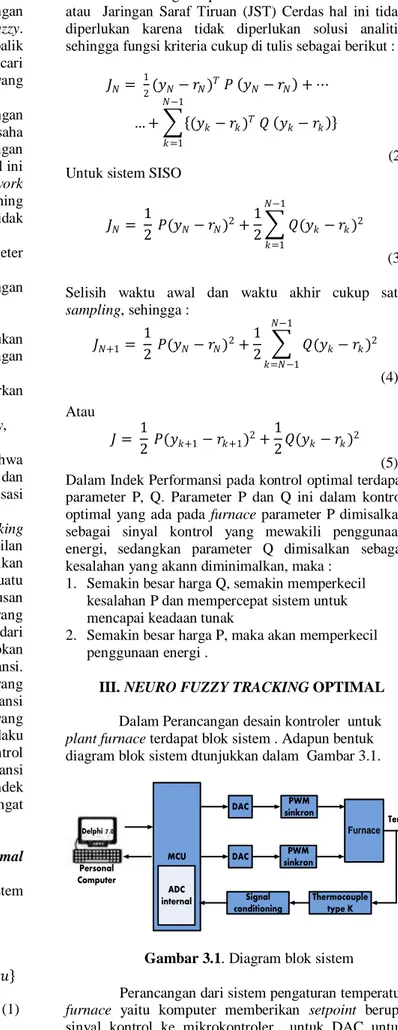
Dalam Perancangan desain kontroler untuk plant furnace terdapat blok sistem . Adapun bentuk diagram blok sistem dtunjukkan dalam Gambar 3.1.
Personal Computer Delphi 7.0 MCU DAC PWM sinkron DAC Signal conditioning PWM sinkron Thermocouple type K ADC internal Temperatur Furnace
Gambar 3.1. Diagram blok sistem
Perancangan dari sistem pengaturan temperatur furnace yaitu komputer memberikan setpoint berupa sinyal kontrol ke mikrokontroler untuk DAC untuk sinyal digital ke analog yang diteruskan ke rangkaian
PWM untuk mengatur duty cycle blower serta panas dari heater yang terdapat di dalam furnace.
Pemantauan suhu dari furnace digunakan termokopel tipe k yang memiliki range suhu dari – 190oC hingga +1260oC. hasil keluaran dari termokopel
berupa tegangan dengan resolusi 40 mikroVolt/oC. hasil
keluaran diteruskan serta dikuatkan dengan
menggunakan non – inverting amplifier sebesar 10 X.
Plant Kontroler Z-1 Z-1 z NFC Learning NFC* Mapping Q e(k) ŷ(k) u(k-1) y(k-2) y(k-1) ŷ(k+1) Z-1 y(k) u(k) P yr(k+1) e(k+1) e(k) yr y(k-1) Z-1 u(k-2) y(k) e(k) Z-1 u(k-1) Z-1 u(k)
Gambar 3.2 Blok diagram Neuro Fuzzy Tracking
Optimal
Data dibaca oleh ADC internal yang terdapat didalam AVR 8535 dan ditampilkan ke monitor sebagai visualisasi
Blok diagram Neuro Fuzzy Tracking Optimal
ditunjukkan pada Gambar 3.2, yang terdiri dari 4 bagian utama, yaitu :
1. Neuro Fuzzy Learning
Pada bagan ini meliputi terdapat proses back propagation, dengan masukan u(k-1), u(k-2),
y(k-1), y(k-2), sehingga keluarannya y (k). Terjadi
perbedaan antara nilai keluaran target y(k) dengan nilai keluaran estimasi y (k). Perbedaan tersebut menimbulkan kesalahan, kesalahan digunakan
untuk proses backpropagasi memperbaiki
pembobot yang baru, agar memiliki nilai yang lebih baik.
2. Neuro Fuzzy Mapping
Bagan ini hanya mengalami proses forward sehingga hasil dari Neuro Fuzzy mapping secara langsung dapat dibandingkan dengan keluaran refrensi hasil estimasi yr(k+1)
3. Kontroler
Salah satu fungsi komponen kontroler adalah meminimalkan sinyal kesalahan yaitu perbedaan antara setpoint dan sinyal aktual. Hal ini sesuai dengan tujuan sistem kontrol yaitu mendapatkan sinyal aktual yang senantiasa (diinginkan) sama dengan sinyal setpoint
4. Plant
Pada prinsipnya, Neuro Fuzzy Tracking Optimal dibangun oleh Neural Network, Fuzzy logic serta
model Tracking Optimal. Penggunaan struktur dari neural network serta aturan – aturan dari adaptasi Fuzzy logic yang diterapkan pada metode tersebut.
Gambar 4.1 Sruktur Neuro Fuzzy Mamdani
Pada sruktur Neuro Fuzzy Mamdani terdapat fungsi Minimum dan Maksimum yang akan menentukan jaringan neuron yang tersambung.
Metode mamdani sering juga dikenal dengan nama metode min–max. Metode
ini diperkenalkan oleh Ebrahim Mamdani pada tahun 1975. Untuk mendapatkan
output diperlukan 4 tahapan, diantaranya : 1. Pembentukan himpunan fuzzy
Pada metode mamdani baik variabel input maupun variabel output dibagi menjadi satu atau lebih himpunan fuzzy.
2. Aplikasi fungsi implikasi
Pada Metode Mamdani, fungsi implikasi yang digunakan adalah min.
3. Komposisi aturan
Metode yang digunakan dalam melakukan inferensi sistem fuzzy, yaitu Metode max (maximum). Secara umum dapat dituliskan :
μsf[Xi] = max (μsf [Xi], μkf [Xi]) Dengan :
μsf[Xi] = nilai keanggotaan solusi fuzzy sampai aturan ke i
μkf [Xi]) = nilai keanggotaan konsekuan fuzzy aturan ke i
4. Penegasan (defuzzy)
Defuzzyfikasi pada komposisi aturan mamdani dengan menggunakan metode
centroid. Dimana pada metode ini, solusi crisp diperoleh dengan cara mengambil
titik pusat daerah fuzzy. Secara umum dirumuskan:
𝜇 𝑥 = 𝑥 𝜇 𝑥 𝑑𝑥 𝑏 𝑎 𝜇 𝑥 𝑑𝑥𝑎𝑏 Atau 𝜇 𝑥 = 𝑥𝑖 𝑛 𝑖=1 𝜇 (𝑥𝑖 ) 𝜇 (𝑥𝑖 ) 𝑛 𝑖=1
10 20 30 40 50 60 70 80 90 100 0 100 200 300 400 500 600 Time Sampling(menit) T em p era tu r(d era ja t Ce lc iu s)
Ada dua keuntungan menggunakan metode centroid, yaitu (Kusumadewi, 2002):
1. Nilai defuzzyfikasi akan bergerak secara halus sehingga perubahan dari suatu
himpunan fuzzy juga akan berjalan dengan halus. 2. Lebih mudah dalam perhitungan.
IV. SIMULASI DAN EKSPERIMEN
Pada plant dilakukan proses pengambilan data dengan tanpa penggunaan kontroler dan hasilnya dapat dilihat pada Gambar 4.1
Gambar 4.1 Simulasi Respon furnace tanpa kontroler
Pengujian furnace tanpa kontroler pada Gambar 4.1 menggunakan simulasi pada Matlab orde 1dengan tujuan untuk mengetahui respon dari furnace. Dari gambar dapat dilihat bahwa respon kenaikan temperaturnya naik secara linier. Sehingga saat percobaan ke 2 furnace di beri gangguan. Gangguan di sini berupa blower yang akan meniupkan udara ke dalam furnace.
Gambar 4.2 Respon plant furnace dengan blower
Pada gambar 4.2 tampak apabila furnace di beri gangguan maka kenaikan grafiknya tidak naik secara linier.
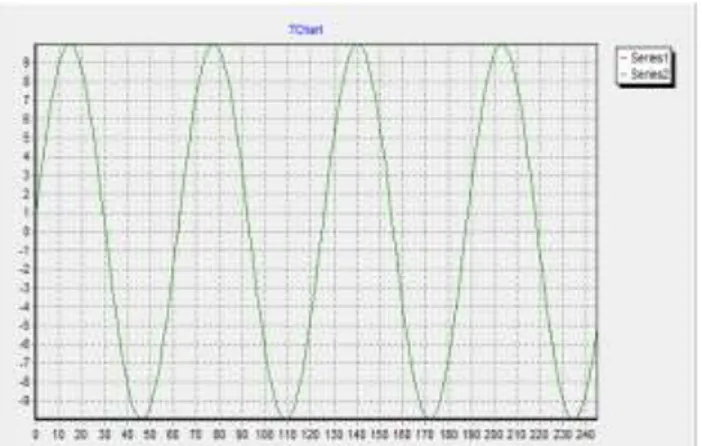
Mencoba membuat simulasi dengan masukan gelombang sinus dengan amplitudo 10 pada tampilan grafik dengan nilai alpha/ learning rate yang dapat diubah untuk mengetahui kecepatan tracking pada sinusnya.
Gambar 4.3. Tampilan set point masukan sinus
Dengan masukan sinyal sinus seperti Gambar 4.3 maka simulasi tracking sinyal masukan dengan learning rate yang berbeda-beda dapat dilihat pada Gambar 4.4
Gambar 4.4 Tracking sinus dengan alpha 0.001
Gambar 4.5. Temperatur furnace Tanpa gangguan
Pengujian temperatur furnace dimulai dengan kondisi dingin, serta untuk kondisi awal (ruang) dianggap nol “ 0 “. Pengujian ini dilakukan dengan menggunakan tegangan 220 volt. Kondisi mula – mula dari temperatur furnace masih bernilai nol hingga didapatkan perubahan temperatur saat berkisar pada waktu ke - 127 detik dengan perubahan temperatur
sebesar 11 bit (21,568oC). Perubahan temperatur mulai
berangsur – angsur naik hingga temperatur maksimum yaitu sebesar 132 bit (258,824oC).
10 20 30 40 50 60 70 80 90 100 -100 0 100 200 300 400 500 600 700 Time Sampling(menit) T e m p e r a tu r ( de r a ja t C e lci u s )
Gambar 4.6. Temperatur furnace dengan gangguan
25 detik
Saat temperatur furnace pada kondisi
maksimum, kemudian diberikan gangguan selama 25 detik terjadi penurunan temperatur menjadi 108 bit
(211,765oC).dan waktu kembali yang dibutuhkan untuk
kembali ke keadaan set point + 5,5 menit .
Gambar 4.7. Temperatur furnace dengan gangguan 5
menit
Pada Gambar 4.8. dapat diketahui pada saat temperatur diberi gangguan selama 5 menit, temperatur furnace yang saat kondisi temperatur tinggi (132 bit/258.824oC)
mengalami penurunan mencapai 85 bit (166,77oC).
Untuk mencapai temperatur furnace sesuai dengan set point memerlukan waktu sebesar 6,25 menit.
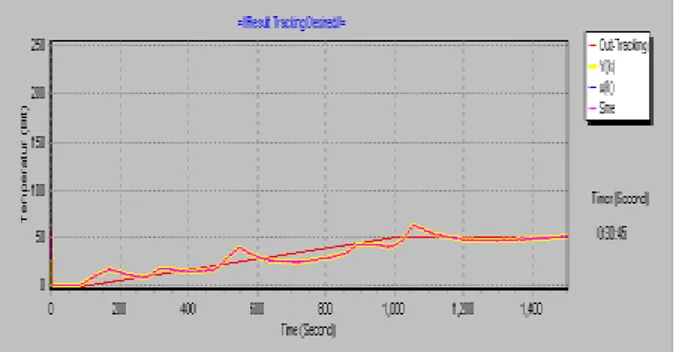
Gambar 4.8. Grafik keluaran tracking dan keluaran u(k)
Pengujian simulasi tracking dengan menggunakan setpoint yang telah ditentukan sebelumnya dengan menggunakan software pemrograman Delphi 7.0. Penggunaan simulasi kontroler neuro fuzzy tracking optimal dengan tujuan untuk mengetahui grafik sinyal
tracking perubahan temperatur, sehingga dapat diketahui apakah keluaran furnace masih tertinggal terhadap masukan terhadap waktu. Grafik tracking pengaturan temperatur furnace dapat ditunjukkan pada Gambar 4.9.
Gambar 4.9. Grafik sinyal tracking
Grafik sinyal tracking dapat ditentukan dengan cara memasukkan nilai temperatur yang diinginkan, serta nilai waktu yang akan datang, yaitu berupa nilai setpoint yang telah ditetapkan sebelumnya sebagai masukan untuk plant.
Setelah diketahui tentang penggunaan tracking
maka dilakukan pengujian kontroler neuro fuzzy
tracking optimal secara real time yang terhubung secara online dengan plant furnace yang dapat ditunjukkan pada Gambar 4.10
Gambar 4.10 Grafik keluaran respon aktual furnace
tanpa tracking
Series 1 (Red line) merupakan keluaran aktual dari plant furnace, sedangkan series 2 (Green line) digunakan sebagai nilai setpoint dari kontroler, dari Gambar 4.10 sistem masih belum dapat dikatakan stabil. Karena hasil keluaran aktual plant masih belum bisa mengikuti dari nilai setpoint yang telah ditentukan secara sempurna. Nilai aktual melebihi atau kurang dari nilai setpoint karena pengaruh learning rate, serta nilai pembobot yang terbaik masih belum dapat digunakan
secara maksimal dalam kontroler neuro tracking
optimal, sehingga belum didapatkan hasil keluaran aktual yang maksimal untuk pengaturan temperatur furnace. Nilai kesalahan yang terjadi masih terlalu besar yakni sebesar 14,28% dari nilai setpoint yang telah ditentukan. Hal ini lah yang menyebabkan sistem pengaturan temperatur furnace belum dikatakan stabil.
Penggunaan tracking untuk pengaturan temperatur furnace dengan tujuan untuk mengetahui perubahan temperatur plant terhadap waktu secara nyata (real time). Selain itu, penggunaan tracking dalam memprediksi kejadian yang akan dating agar dapat diketahui berdasarkan sinyal keluaran plant, sinyal keluaran tidak terlambat terhadap nilai sinyal masukan
(setpoint). Penggunaan metode neuro fuzzy tracking
optimal, berdasarkan real time untuk pengaturan temperatur pada furnace yang telah diberi tracking dapat dilihat pada Gambar 4.11.
Gambar 4.11. Grafik sinyal keluaran temperatur
furnace dengan menggunakan tracking
Sinyal masukan berupa setpoint (tracking/Red line)
diatur berdasarkan waktu nyata yakni dengan
temperatur 0 bit (0oC) sampai 150 bit (294oC), pengaturan temperatur pada furnace menggunakan waktu proses yang lama. Ini disebabkan perubahan temperatur tidak dapat terjadi secara cepat atau signifikan. Pada gambar 4.11 menunjukkan bahwa sinyal keluaran temperatur furnace (Orange line) berusaha untuk mendekati atau menyesuaikan dengan nilai tracking. Penggunaan learning rate serta perbaikan
nilai pembobot pada metode neuro fuzzy tracking
optimal, berguna untuk mempercepat dan menghasilkan keluaran yang baik dari sistem kerja kontroler, dan sinyal keluaran temperatur pada furnace sehingga dapat menyesuaikan dengan nilai masukan yang berupa sinyal tracking.
Gambar 4.12. Grafik sinyal keluaran temperatur
furnace selama 1000 detik
Penggunaan tracking temperatur untuk pemanasan cetakan logam mulia (emas) berdasarkan dari temperatur dan waktu yang dibutuhkan untuk memanaskan cetakan emas. Pada Gambar 4.5, temperatur furnace memiliki kemampuan maksimum
sebesar 132 bit (258,8oC) maka dalam pengunaan
tracking temperatur furnace diberikan batasan
maksimum hanya sampai dengan 100 bit (196oC). Pada
Gambar 4.12 diberikan tracking temperatur furnace
yakni temperatur sebesar 50 bit (98oC) dan waktu 1000
detik. Nilai kesalahan yang terjadi yaitu sebesar 10 bit
(19,6oC). Berdasarkan penggunaan waktu tracking yang
lama, terlihat grafik temperatur furnace lebih landai jika dibandingkan dengan gambar grafik sebelumnya (Gambar 4.9). Perubahan temperatur yang sebenarnya (temperatur furnace) terjadi mengikuti atau bahkan mendekati sesuai dengan tracking perubahan temperatur dan waktu yang telah ditetapkan.
Gambar 4.13. Grafik sinyal keluaran temperatur
furnace saat 50 bit (90,039oC)
Pada gambar 4.13 memperlihatkan bahwa
penggunaan waktu hingga 1500 detik serta temperatur yang konstan bertujuan untuk mengetahui kestabilan dari temperatur furnace. Nilai kesalahan yang terjadi sebesar 2 bit (3.92oC). Selain penggunaan temperatur yang konstan, juga bertujuan untuk mendapatkan derajat
panas temperatur furnace yang merata dalam
pemanasan cetakan emas yang telah ditentukan berdasarkan waktu serta temperatur yang diinginkan.
Gambar 4.14. Grafik sinyal keluaran temperatur
furnace selama 1800 detik
Secara umum, perubahan temperatur furnace dan berdasarkan waktu yang dibutuhkan dapat dilihat pada gambar 4.14 yang terlihat yaitu temperatur furnace secara aktual (orange line) berusaha mendekati temperatur furnace yang telah ditetapkan berdasarkan grafik tracking yang berwarna merah (red line). Waktu yang telah ditetapkan yaitu 1845 detik dengan temperatur furnace yaitu sebesar 80 bit (156,863oC) serta memiliki nilai kesalahan rata-rata sebesar 5,6 bit (11.11oC).
V. PENUTUP
Secara garis besar dari penelitian yang telah dilakukan dapat diperoleh manfaat dari pengembangan metode fuzzy neural network dari seluruh parameter termasuk tuning secara simultan. Pendekatan Neuro Fuzzy diimplementasikan pada plant furnace yang telah banyak diketahui di literatur-literatur dan data pada proses pemanasan yang banyak digunakan di industri.
Kontrol Neuro Fuzzy tracking optimal didesain dengan tujuan untuk perbandingan dengan pendekatan dengan metode lain yang telah dilakukan sebelunya. Hasilnya menunjukkan bahwa metode yang digunakan mampu meminimalkan error dari proses awal hingga akhir proses dibandingkan dengan pendekatan kontroler lainnya.
DAFTAR PUSTAKA
[1] Zadeh L A, A New Approach to the Analysis of
Complex Systems and Decision Process, IEEE
Transaction, System, Man, and Cybernetics, Vol 5, no. 1, 2000 pp.35-50.
[2] Schwartz D. G. , Klir G.J. , Fuzzy Logic Flower in
Japan, IEEE Spectrum, July, 1999, pp. 32-35.
[3] Frank L. Lewis, Vassilis L. Syrmos .,1995. “Optimal Control”, John Wiley & Sons. Inc., New York
[4] Agustinah,. Trihastuti.,2006,. “Diktat Kuliah : Sistem Pengaturan Optimal 1.2 Version”. Electrical Engineering Dept, Sepuluh Nopember Institute of Technology,
[5] Mansyur, Muhammad., 2001., “Implementasi
Kontroler Optimal Dengan Pendekatan Hiperbolik Pada Motor DC”,.Buku Tugas Akhir – Electrical Engineering Dept, Sepuluh Nopember Institute of Technology,
[6] Sugeno M, Industrial Applications of Fuzzy Control, Elsevier Science Pub Co., 1985
[7] Tolle H. , Ersi E. Neurocontrol: LearningControl Systems Inspired by Neural Architecture and Human Problem Solving, 1999 Springer-Verlag, Berlin.
[8] Kosko B.(Ed), Neural Network for Signal
Processing, Prentice Hall Englewood Cliffs, NJ, 1992
RIWAYAT PENULIS
Fitriyani dilahirkan di
Sumenep, pada tanggal 12 Juni 1986, merupakan putri ke enam dari enam bersaudara dari pasangan Almarhum Ayahanda H. Ach. Ramli dan Ibunda Hj. Zakiyah. Bertempat tinggal di Dukuh Kupang Barat gg IX/ 59 Surabaya. Setelah lulus dari sekolah menengah atas di SMA Negeri 1 Sumenep tahun 2004, pada tahun yang sama penulis melanjutkan studi di Diploma Teknik Elektro Universitas Gajah Mada Yogyakarta. Pada tahun 2007 penulis melanjutkan studinya melalui Program Lintas Jalur di Jurusan
Teknik Elektro dengan bidang studi yang ditekuni Teknik Sistem Pengaturan.