iv Universitas Kristen Maranatha
ABSTRAK
Perusahaan CV. Little Step adalah perusahaan yang bergerak di bidang garmen. Produk yang dihasilkan oleh perusahaan antara lain kemeja, kaos, dan celana tidur. Produk-produk tersebut dipasarkan di daerah Jakarta, Bali, Jawa Barat dan sekitarnya. Saat ini perusahaan mengalami peningkatan permintaan terhadap produk yang dihasilkan. Permintaan tidak hanya datang dari dalam negeri saja, tapi juga berasal dari negara-negara tetangga seperti Australia dan New Zealand. Kapasitas produksi yang dimiliki oleh perusahaan saat ini tidak dapat untuk memenuhi semua permintaan tersebut, dimana terdapat lebih dari 50% permintaan yang tidak dapat terpenuhi. Untuk memenuhi semua permintaan maka perusahaan berencana untuk membangun sebuah pabrik baru dengan memperhatikan penyusunan tata letak mesin pada lantai produksinya. Perancangan tata letak mesin perlu disusun dengan baik agar dapat memperoleh nilai ongkos material handling yang kecil. Jika ongkos material handling kecil, maka secara tidak langsung dapat menekan biaya produksi yang berpengaruh terhadap harga jual produk.
Perancangan akan dilakukan dengan menggunakan 3 metode yaitu by
Process, by Group Technology (GT), dan by Fractal. Perancangan dimulai
dengan menghitung jumlah kebutuhan mesin berdasarkan hasil peramalan dari data permintaan yang diberikan oleh perusahaan. Perhitungan jumlah kebutuhan mesin dihitung dengan menggunakan routing sheet. Tahap selanjutnya adalah perhitungan Matrix Clustering dan perhitungan jumlah mesin berdasarkan pengelompokan Clustering. Setelah menghitung jumlah mesin yang dibutuhkan maka dihitung luas lantai yang dibutuhkan. Selanjutnya Perhitungan ongkos material handling (OMH) awal yang akan digunakan dalam perhitungan Flow to
Chart (FTC), Outflow, Inflow dan Skala Prioritas. Berdasarkan skala prioritas
yang diperoleh maka selanjutnya adalah pembentukan Activity Relationship
Diagram (ARD). ARD yang telah disusun tersebut akan digunakan untuk
menghitung ongkos material handling (OMH) perbaikan.
Berdasarkan hasil pengolahan data dengan menggunakan ketiga metode tersebut, maka diperoleh nilai ongkos material handling untuk metode By Process sebesar Rp. 78.683,681/bulan, by GT Non Duplikasi sebesar Rp. 75.750,556/bulan, by GT Duplikasi sebesar Rp. 63.761,195/bulan, dan by Fraktal sebesar Rp. 38.511,855/bulan. Metode By Fractal memiliki nilai ongkos material
handling terkecil dibandingkan metode yang lain, sehingga metode By Fractal
viii Universitas Kristen Maranatha
DAFTAR ISI
COVER ...i
LEMBAR PENGESAHAN ... ii
SURAT PERNYATAAN HASIL KARYA PRIBADI ... iii
ABSTRAK ...iv
KATA PENGANTAR ... v
DAFTAR ISI ... viii
DAFTAR TABEL ...xi
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvii
BAB 1 PENDAHULUAN
1.1 Latar Belakang Masalah ... 1-1 1.2 Identifikasi Masalah ... 1-2 1.3 Pembatasan Masalah ... 1-2 1.4 Asumsi ... 1-2 1.5 Perumusan Masalah ... 1-3 1.6 Tujuan Penelitian ... 1-3 1.7 Sistematika Penulisan ... 1-3
BAB 2 TINJAUAN PUSTAKA
ix Universitas Kristen Maranatha 2.7.2 Karakteristik Peramalan yang Baik ... 2-18 2.7.3 Prinsip-prinsip Peramalan ... 2-18 2.7.4 Kegunaan Peramalan ... 2-19 2.7.5 Dasar Penyusunan Peramalan ... 2-19 2.7.6 Koefisien Variansi (CV) ... 2-20 2.7.7 Beberapa Metode Peramalan ... 2-21 2.7.8 Ukuran Kesalahan Peramalan ... 2-22 2.7.9 Uji Tracking Signal ... 2-23 2.8 Karakteristik Metode-metode Group Technology ... 2-24 2.9 Ongkos Material Handling ... 2-26 2.10 Peta Dari-Ke (From to Chart), Outflow-Inflow, Skala Prioritas ... 2-26 2.11 Activity Relationship Diagram (ARD) ... 2-28 2.12 Metode-metode Perhitungan Jarak ... 2-29
BAB 3 METODOLOGI PENELITIAN
3.1 Penelitian Pendahuluan ... 3-5 3.2 Pembatasan Masalah dan Asumsi ... 3-5 3.3 Perumusan Masalah ... 3-5 3.4 Penentuan Tujuan Penelitian ... 3-5 3.5 Studi Pustaka ... 3-5 3.6 Penentuan Metode Pemecahan Masalah ... 3-6 3.7 Pengumpulan Data ... 3-6 3.8 Pengolahan Data ... 3-6 3.9 Analisis ... 3-14 3.10 Kesimpulan dan Saran ... 3-14
BAB 4 PENGUMPULAN DATA
x Universitas Kristen Maranatha 4.2 Data Produksi
4.2.1 Data Hasil Produksi Perusahaan ... 4-5 4.2.2 Jenis Alat Material Handling ... 4-7 4.2.3 Peta Proses Operasi ... 4-7
BAB 5 PENGOLAHAN DATA DAN ANALISIS
5.1 Pengolahan Data ... 5-1 5.1.1 Peramalan Permintaan ... 5-1 5.1.2 Perhitungan Routing Sheet dan Multi Product Chart (MPPC) ... 5-3 5.1.3 Matrix Clustering ... 5-8 5.1.4 Luas Lantai Produksi By Process dan By GT ... 5-15 5.1.5 Ongkos Material Handling Awal By Process dan By GT... 5-19 5.1.6 ARD dan OMH Perbaikan By Process dan By GT ... 5-32 5.1.7 Perhitungan By Fraktal ... 5-69 5.1.7.1 Pengalokasian ... 5-69 5.1.7.2 Luas Lantai By Fraktal ... 5-71 5.1.7.3 Penyusunan Mesin di Dalam Fraktal ... 5-75 5.1.7.4 ARD Keseluruhan ... 5-96 5.1.7.5 Perhitungan Jarak Antar Mesin ... 5-96 5.1.7.6 Penugasan Fraktal ... 5-96 5.1.7.7 Ongkos Material Handling By Fraktal ... 5-98 5.1.8 Rangkuman OMH ... 5-101 5.2 Analisis ... 5-102 5.2.1 Analisis Kebutuhan Mesin Untuk Setiap Metode ... 5-102 5.2.2 Analisis Penentuan Jumlah Fraktal, Pembagian Mesin di dalam
xi Universitas Kristen Maranatha
BAB 6 KESIMPULAN DAN SARAN
6.1 Kesimpulan ... 6-1 6.2 Saran ... 6-2
DAFTAR PUSTAKA ... xviii
KOMENTAR DOSEN PENGUJI ...xix
DATA PENULIS ... xx
xii Universitas Kristen Maranatha
DAFTAR TABEL
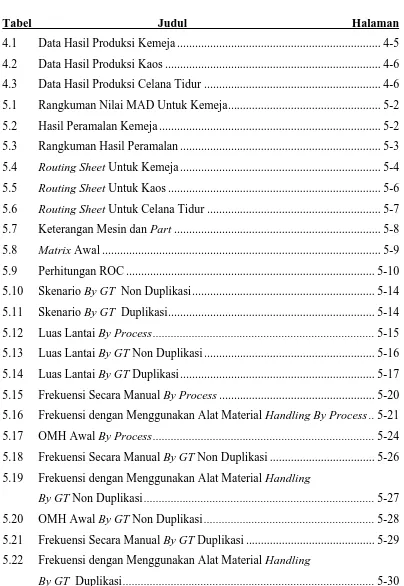
Tabel Judul Halaman
4.1 Data Hasil Produksi Kemeja ... 4-5 4.2 Data Hasil Produksi Kaos ... 4-6 4.3 Data Hasil Produksi Celana Tidur ... 4-6 5.1 Rangkuman Nilai MAD Untuk Kemeja ... 5-2 5.2 Hasil Peramalan Kemeja ... 5-2 5.3 Rangkuman Hasil Peramalan ... 5-3 5.4 Routing Sheet Untuk Kemeja ... 5-4
5.5 Routing Sheet Untuk Kaos ... 5-6
5.6 Routing Sheet Untuk Celana Tidur ... 5-7
5.7 Keterangan Mesin dan Part ... 5-8 5.8 Matrix Awal ... 5-9
5.9 Perhitungan ROC ... 5-10 5.10 Skenario By GT Non Duplikasi ... 5-14 5.11 Skenario By GT Duplikasi ... 5-14 5.12 Luas Lantai By Process ... 5-15 5.13 Luas Lantai By GT Non Duplikasi ... 5-16 5.14 Luas Lantai By GT Duplikasi ... 5-17 5.15 Frekuensi Secara Manual By Process ... 5-20 5.16 Frekuensi dengan Menggunakan Alat Material Handling By Process .. 5-21 5.17 OMH Awal By Process ... 5-24 5.18 Frekuensi Secara Manual By GT Non Duplikasi ... 5-26 5.19 Frekuensi dengan Menggunakan Alat Material Handling
By GT Non Duplikasi ... 5-27
5.20 OMH Awal By GT Non Duplikasi ... 5-28 5.21 Frekuensi Secara Manual By GT Duplikasi ... 5-29 5.22 Frekuensi dengan Menggunakan Alat Material Handling
xiii Universitas Kristen Maranatha 5.23 OMH Awal By GT Duplikasi ... 5-31 5.24 FTC Per Produk By Process ... 5-33 5.25 FTC, Outflow, dan Inflow Keseluruhan By Process ... 5-34 5.26 Skala Prioritas Outflow Keseluruhan By Process ... 5-35 5.27 Skala Prioritas Inflow Keseluruhan By Process ... 5-35 5.28 Lintasan Outflow By Process ... 5-37 5.29 OMH Perbaikan Outflow By Process ... 5-38 5.30 Lintasan Inflow By Process ... 5-39 5.31 OMH Perbaikan Inflow By Process ... 5-40 5.32 FTC Cell 2 By GT Non Duplikasi ... 5-42 5.33 Outflow Cell 2 By GT Non Duplikasi ... 5-42
5.34 Inflow Cell 2 By GT Non Duplikasi ... 5-42
5.35 Skala Prioritas Outflow Cell 2 By GT Non Duplikasi ... 5-43 5.36 Skala Prioritas Outflow Cell 2 By GT Non Duplikasi ... 5-43 5.37 FTC Keseluruhan By GT Non Duplikasi ... 5-45 5.38 Outflow Keseluruhan By GT Non Duplikasi ... 5-46
5.39 Inflow Keseluruhan By GT Non Duplikasi... 5-46
5.40 Skala Prioritas Outflow Keseluruhan By GT Non Duplikasi ... 5-46 5.41 Skala Prioritas Inflow Keseluruhan By GT Non Duplikasi ... 5-46 5.42 Lintasan Outflow By GT Non Duplikasi ... 5-49 5.43 OMH Perbaikan Outflow By GT Non Duplikasi ... 5-50 5.44 Lintasan Inflow By GT Non Duplikasi ... 5-51 5.45 OMH Perbaikan Inflow By GT Non Duplikasi ... 5-52 5.46 FTC Cell 1 By GT Duplikasi ... 5-54 5.47 Outflow Cell 1 By GT Duplikasi ... 5-54
5.48 Inflow Cell 1 By GT Duplikasi ... 5-54
5.49 Skala Prioritas Outflow Cell 1 By GT Duplikasi ... 5-55 5.50 Skala Prioritas Inflow Cell 1 By GT Duplikasi ... 5-55 5.51 FTC Cell 2 By GT Duplikasi ... 5-57 5.52 Outflow Cell 2 By GT Duplikasi ... 5-57
xiv Universitas Kristen Maranatha 5.54 Skala Prioritas Outflow Cell 1 By GT Duplikasi ... 5-58 5.55 Skala Prioritas Inflow Cell 1 By GT Duplikasi ... 5-58 5.56 FTC Keseluruhan By GT Duplikasi ... 5-60 5.57 Outflow Keseluruhan By GT Duplikasi ... 5-60
5.58 Inflow Keseluruhan By GT Duplikasi ... 5-60
xvi Universitas Kristen Maranatha
DAFTAR GAMBAR
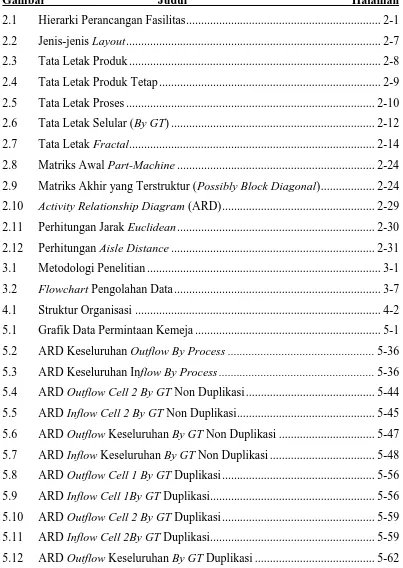
Gambar Judul Halaman
2.1 Hierarki Perancangan Fasilitas ... 2-1 2.2 Jenis-jenis Layout ... 2-7 2.3 Tata Letak Produk ... 2-8 2.4 Tata Letak Produk Tetap ... 2-9 2.5 Tata Letak Proses ... 2-10 2.6 Tata Letak Selular (By GT) ... 2-12 2.7 Tata Letak Fractal... 2-14 2.8 Matriks Awal Part-Machine ... 2-24 2.9 Matriks Akhir yang Terstruktur (Possibly Block Diagonal) ... 2-24 2.10 Activity Relationship Diagram (ARD) ... 2-29
2.11 Perhitungan Jarak Euclidean ... 2-30 2.12 Perhitungan Aisle Distance ... 2-31 3.1 Metodologi Penelitian ... 3-1 3.2 Flowchart Pengolahan Data ... 3-7
xviii Universitas Kristen Maranatha
DAFTAR LAMPIRAN
Lampiran Judul Halaman
Lampiran L-1
Laporan Tugas Akhir Universitas Kristen Maranatha
1. Peramalan Permintaan
Peramalan Permintaan Kaos
Perhitungan nilai CV Kemeja 0,114
MA 1.084,261 1.050,182 1.186,587 1.363,238 WMA 1.084,261 1.101,121 1.283,561 1.522,925
SES 1.084,261
DES 1.084.261
Nilai MAD
Bulan Ke- Demand Demand Penyesuaian Round Up
Lampiran L-2
Laporan Tugas Akhir Universitas Kristen Maranatha
Peramalan Permintaan Celana Tidur
Perhitungan nilai CV Kemeja 0,144
MA 1.220,261 1.203,500 1.272,397 1.525,537 WMA 1.220,261 1.249,903 1.397,048 1.727,675
SES 1.217,200
DES 1.216,256
Nilai MAD
Lampiran L-3
Laporan Tugas Akhir Universitas Kristen Maranatha
Lampiran L-4
Lampiran L-5
Lampiran L-6
Laporan Tugas Akhir Universitas Kristen Maranatha
Lampiran L-7
4. Perhitungan Nilai c (cost) Material Handling
Hand Pallet Rp 1.200.000 5 Rp 240.000 Rp 120.000 Rp 13.000.000 Rp 13.360.000 2400000 Rp 5,57 Operator Rp - 0 Rp - Rp - Rp 13.000.000 Rp 13.000.000 3600000 Rp 3,61
Gaji Operator
(tahun) Total Biaya
Total
Jarak Cost (Rp/m) Material
Handling Investasi Umur Pakai Biaya Depresiasi
Biaya Perawatan
Contoh perhitungan untuk handpallet :
Biaya investasi diperoleh dari perusahaan yaitu sebesar Rp. 1.200.000,00 dengan umur pakai 5 tahun
Biaya depresiasi menggunakan metode Stright Line Depreciation.
Biaya depresiasinya adalah Rp. 1.200.000,00 dibagi 5 tahun menjadi Rp. 240.000,00
Biaya perawatan adalah Rp. 120.000,00
Gaji operator adalah Rp. 13.000.000,00
Total biaya = biaya depresiasi + biaya perawatan + gaji operator Total biaya = Rp. 240.000 + Rp. 120.000 + Rp. 13.000.000 Total biaya = Rp. 13.360.000
Total jarak :
Kecepatan MH = 1 km/jam dikonversi menjadi 0,278 m/s
F6-M8
Fraktal 1 Fraktal 2 Fraktal 3 Fraktal 4 Fraktal 5 Fraktal 6 OUTFLOW
Lampiran L-8
Laporan Tugas Akhir Universitas Kristen Maranatha
Lampiran L-9
Laporan Tugas Akhir Universitas Kristen Maranatha
Lampiran L-10
Laporan Tugas Akhir Universitas Kristen Maranatha
Lampiran L-11
Laporan Tugas Akhir Universitas Kristen Maranatha
Lampiran L-12
Laporan Tugas Akhir Universitas Kristen Maranatha
Lampiran L-13
Laporan Tugas Akhir Universitas Kristen Maranatha
KOMENTAR DOSEN PENGUJI
Nama Mahasiswa : Riski Yunicha Elisa
NRP : 0823066
Judul Tugas Akhir : Usulan Perancangan Tata Letak Mesin di CV. Little Step Bandung
Komentar dan Saran Dosen Penguji :
1. Slide presentasi cukup baik, tetapi ada beberapa kalimat yang terlalu panjang
2. Perbaiki tata kalimat dan tingkatkan kemampuan dalam menulis naskah ilmiah
3. Alasan tidak menggunakan by product dapat lebih diperjelas lagi
4. Dalam penugasan dan monitoring dengan menggunakan by fractal memerlukan ketelitian yang tinggi karena sangat rumit dalam mengaplikasikannya
5. Perlu dpertimbangkan masalah pengawasan dalam penerapan metode by
fractal
DATA PENULIS
Nama : Riski Yunicha Elisa
Alamat di Bandung : Jl. Dangdeur Indah 2 no 8A, Bandung
Alamat Asal : Perum. Tiban Koperasi Blok Va no 26 Batam No. Telp Asal : -
No.Handphone : 081802020621 / 081286860902 Alamat Email : [email protected] Pendidikan : SMA Negeri 1 Batam (2005-2008)
Jurusan Teknik Industri Universitas Kristen Maranatha, Bandung
Nilai Tugas Akhir : A
1-1 Universitas Kristen Maranaha
BAB I
PENDAHULUAN
1.1 Latar Belakang Masalah
Dalam era globalisasi ini persaingan di bidang industri semakin ketat. Persaingan yang cukup terasa adalah banyak perusahaan yang berlomba-lomba untuk menjual produknya dengan harga yang murah. Sebuah perusahaan harus mampu bertahan dalam menghadapi persaingan yang ada agar perusahaan tidak kalah dan tersingkir dari pasar. Tidak dapat dipungkiri lagi bahwa perilaku konsumen saat ini adalah memilih produk dengan harga yang murah tapi berkualitas tinggi. Untuk itu perusahaan harus mampu mengikuti keadaan pasar saat ini yaitu dengan menurunkan biaya produksi sehingga harga jualnya semakin murah tapi juga tetap menjaga kualitas dari produk yang diproduksi. Salah satu caranya adalah dengan mengurangi ongkos material handling.
Bab 1 Pendahuluan 1-2
Laporan Tugas Akhir Universitas Kristen Maranatha
Dalam pembangunan pabrik baru tersebut, pemilik perusahaan bermaksud membangun sebuah pabrik dengan memperhatikan susunan tata letak mesin pada lantai produksi. Penyusunan mesin-mesin pada lantai produksi perlu diatur sedemikian rupa agar dapat memperoleh ongkos material handling yang kecil.
1.2 Identifikasi Masalah
CV Little Step ingin membangun sebuah pabrik baru guna untuk memenuhi setiap permintaan konsumen yang semakin tinggi selain itu pemilik perusahaan tersebut ingin mengembangkan perusahaan tersebut menjadi perusahaan yang memiliki kapasitas produksi yang lebih besar. Perancangan tata letak mesin sangat dibutuhkan dalam pembangunan pabrik baru yang akan didirikan agar dapat memperoleh ongkos material handling yang kecil.
1.3 Pembatasan Masalah
Pembatasan masalah adalah sebagai berikut : 1. Layout yang diamati adalah layout fabrikasi
2. Layout yang diteliti berdasarkan Distance Based Objective yaitu
minimasi ongkos material handling
3. Data permintaan masa lalu yang digunakan adalah data permintaan periode Januari 2010 sampai dengan Desember 2011.
1.4 Asumsi
Asumsi yang digunakan dalam penelitian ini adalah sebagai berikut :
Allowance yang digunakan untuk luas stasiun kerja adalah 75% dan luas
Bab 1 Pendahuluan 1-3
Laporan Tugas Akhir Universitas Kristen Maranatha
1.5 Perumusan Masalah
Berdasarkan latar belakang dan identifikasi masalah yang telah dibuat maka dapat dirumuskan masalah sebagai berikut :
1. Bagaimana layout usulan yang diberikan bagi perusahaan ?
2. Apakah kelebihan dengan menggunakan layout usulan yang terpilih bagi perusahaan ?
1.6 Tujuan Penelitian
Adapun tujuan penelitian yang dilakukan oleh penulis, antara lain:
1. Memberikan layout usulan bagi perusahaan
2. Mengetahui kelebihan dari layout usulan yang terpilih bagi perusahaan.
1.7 Sistematika Penulisan
Laporan Tugas Akhir ini disusun dalam 6 (enam) bab yang saling berkaitan dan ditulis berdasarkan sistematika sebagai berikut :
BAB 1 PENDAHULUAN
Bab ini berisi latar belakang masalah yang dihadapi, identifikasi masalah, pembatasan masalah dan asumsi, perumusan masalah, tujuan penelitian, manfaat, serta sistematika penulisan.
BAB 2 TINJAUAN PUSTAKA
Bab ini berisi teori-teori yang berhubungan dengan masalah yang diteliti dan digunakan sebagai dasar pemikiran penulis dalam memecahkan permasalahan.
BAB 3 METODOLOGI PENELITIAN
Bab 1 Pendahuluan 1-4
Laporan Tugas Akhir Universitas Kristen Maranatha
BAB 4 PENGUMPULAN DATA
Bab ini berisi data umum perusahaandan data-data yang diperlukan untuk melakukan pengolahan data.
BAB 5 PENGOLAHAN DATA DAN ANALISIS
Bab ini berisi pengolahan data dari data-data yang telah diperoleh pada bab sebelumnya untuk memecahkan masalah yang terjadi dan menganalisis hasil dari pengolahan data yang telah dilakukan.
BAB 6 KESIMPULAN DAN SARAN
6-1 Universitas Kristen Maranatha
BAB VI
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Berdasarkan pengolahan data dan analisis yang dilakukan oleh penulis dalam Bab 5, maka penulis dapat mengambil beberapa kesimpulan, yaitu :
Layout Usulan Bagi Perusahaan
Penulis melakukan pengolahan data dengan menggunakan 3 metode untuk mendapatkan nilai ongkos material handling yang kecil yaitu dengan menggunakan metode by process, by GT, dan by fraktal. Berdasarkan hasil perhitungan dengan menggunakan ketiga metode tersebut, diperoleh nilai ongkos material handling yang terkecil dihasilkan oleh metode by fraktal (inflow) dengan nilai ongkos material handling sebesar Rp. 38.511,866/ bulan. Metode by fraktal menjadi metode yang terpilih untuk menjadi layout usulan untuk pabrik baru yang akan dibangun oleh perusahaan.
Kelebihan Layout Usulan yang Terpilih
Kelebihan dari layout usulan yang diberikan oleh penulis adalah sebagai berikut :
1. Memiliki ongkos material handling terkecil dengan pergerakan aliran material yang smooth sehingga menghasilkan jarak perpindahan yang pendek.
2. Adanya fraktal yang berfungsi sebagai center of facility untuk fraktal-fraktal lainnya.
Bab 6 Kesimpulan dan Saran 6-2
Laporan Tugas Akhir Universitas Kristen Maranatha
6.2 Saran
Berdasarkan hasil pengolahan data dan analisis serta kesimpulan yang telah dibuat oleh penulis, maka penulis memberikan saran yang baik untuk pihak perusahaan maupun untuk penelitian selanjutnya, yaitu sebagai berikut :
Perusahaan
Perusahaan dapat melakukan training terlebih dahulu mengenai penugasan produk agar semua pihak yang bersangkutan dapat memahami cara kerja dari metode ini. Dan dapat membuat papan informasi disetiap fraktal yang berisikan informasi mengenai produk-produk yang akan diproses dan ditugaskan pada fraktal tersebut, agar saat melakukan penugasan suatu proses produksi difraktal tersebut tidak terjadi kesalahan.
Penelitian Selanjutnya
xviii Universitas Kristen Maranatha
DAFTAR PUSTAKA
1. Apple, James, M.; “Tata letak Pabrik dan Pemindahan Bahan”, ITB, 1990.
2. Francis, McGinnis, White,; “Facility Layout And Location An Analytical Approach”, Prentice Hall, Inc., New Jersey, 1992.
3. Gasperz, Vincent, “Production Planning And Inventory Control”, Edisi Revisi, Gramedia, Jakarta, 2002.
4. Heragu, Sunderesh.; “Facilities Design”, PWS Publishing Company, Boston,
1997.
5. Montreuil B., Venkatadri U., and Rardin R.L.;“A Design Methodology for Fractal layout Organization”. IIE Transactions. 29. 911-924, 1997.
6. Meyers, F.E. “Plant Layout and Material Handling”. Prentice Hall
Internasional. New Jersey, 1993.
7. Narasimhan, “Production Planning and Inventory Control”, Prentice Hall, 2nd edition, 1995.
8. Purnomo, Hari.; “Perencanaan & Perancangan Fasilitas”, Graha Ilmu,
Yogyakarta, 2008.
9. Sule, D.R.; “Manufacturing Facilities Location, Planning, and Design”,
PWS Publishing Company, Boston, 1994.