LAPORAN PRAKTIKUM
PLC 1
Disusun oleh :
TEKNIK OTOMASI MANUFAKTUR DAN MEKATRONIKA POLITEKNIK MANUFAKTUR NEGERI BANDUNG
Jl. Kanayakan no. 21, DAGO 40235, Tromol Pos 851 BANDUNG 40008 INDONESIA Phone : 62 022 2500241 Fax : 62 022 2502649 Homepage : http ://www.polman-bandung.ac.id
e-mail : [email protected]
2014
REZA MALIKI AKBAR
214341097
DAFTAR ISI
1.4Masukan-masukan PLC ... 10
1.5Keluaran PLC ... 10
1.6Fungsi PLC ... 12
BAB II LANDASAN TEORI 2.1Pengenalan Hardware PLC Zelio SR2 B201 BD ………... 13
2.2Pengenalan Software Zelio ………. 16
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Allah SWT yang telah memberikan rahmat dan
karunia-Nya, sehingga penulis dapat menyelesaikan Laporan Praktikum PLC 1.
Laporan ini merupakan realisasi dari hasil kegiatan perkuliahan berupa praktikum di
Laboratorium PLC/FMS yang penulis lakukan untuk melaksanakan kewajiban sebagai
Mahasiswa kepada dosen mata kuliah PLC.
Dalam penulisan laporan ini penulis banyak mendapatkan pengalaman dan ilmu. Berkat
panduan, bimbingan, juga dorongan baik secara langsung dari berbagai pihak secara langsung
maupun tidak langsung dari berbagai pihak yang membantu pengerjaan serta penyelasaian
laporan ini. Maka melalui kesempatan yang sangat berharga ini saya menyampaikan ucapan
terima kasih yang sebesar-besarnya kepada semua pihak yang telah membantu dalam
pelaksanaan praktikum dan proses penyelesaian laporan ini, terutama kepada:
1. Ismail Rokhim, S.T. selaku dosen mata kuliah PLC
2. Rekan-rekan kelas 2AEA
Mohon maaf apabila dalam laporan ini masih terdapat banyak kekurangan. Penulis masih
banyak memiliki kekurangan dan kesalahan dalam penulisan ataupun penyusunan laporan.
Untuk itu, penulis mengharapkan saran dan kritik untuk lebih menyempurnakan laporan ini dan
menjadi bahan pertimbangan penulisan dan penyusunan laporan yang selanjutnya.
Oktober 2014
BAB I PENDAHULUAN
1.1Programmable Logic Controller (PLC)
Berdasarkan namanya, konsep Programmable Logic Controller adalah sebagai berikut :
1. Programmable, menunjukkan kemampuan dalam hal memori untuk menyimpan program
yang telah dibuat yang dengan mudah diubah-ubah fungsi atau kegunaannya.
2. Logic, menunjukkan kemampuan dalam memproses input secara aritmatik dan logic
(ALU), yakni melakukan operasi membandingkan, menjumlahkan, mengalikan, membagi,
mengurangi, negasi, AND, OR, dan lain sebagainya.
3. Controller, menunjukkan kemampuan dalam mengontrol dan mengatur proses sehingga
menghasilkan output yang diinginkan.
PLC merupakan suatu piranti basis kontrol yang dapat diprogram bersifat logik, yang
digunakan untuk menggantikan rangkaian sederetan relay yang dijumpai pada sistem kontrol
proses konvensional. PLC bekerja dengan cara mengamati masukan (melalui sensor terkait),
kemudian melakukan proses dan melakukan tindakan sesuai yang dibutuhkan, seperti
menghidupkan atau mematikan keluarannya.
Dengan kata lain, PLC menentukan aksi apa yang harus dilakukan pada instrument keluaran
berkaitan dengan status suatu ukuran atau besaran yang diamati. PLC merupakan suatu alat
pengontrol yang bisa diprogram dengan bahasa program seperti ladder diagram, statment list,
dan function chart.
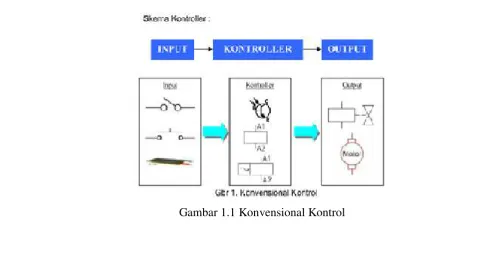
Gambar 1.2 PLC Kontrol
Dari gambar diatas didapat kesimpulan bahwa fungsi dari PLC adalah
untukmenggantikan fungsi dari relay, counter, dan 5ias5try5v lainnya sehingga kemudahan
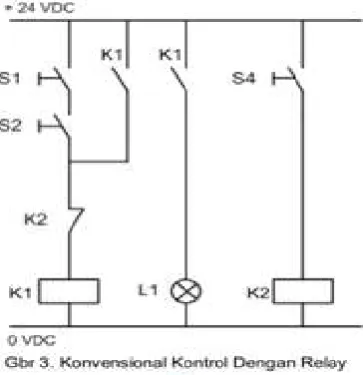
dalam penggunaan teknologi. Jika kita mempunyai rangkaian konvensional menggunakan relay :
Maka rangkaian tersebut kita ganti dengan menggunakan PLC, makarangkaiannya
menjadi sebagai berikut :
Gambar 1.4 PLC Kontrol Dengan Ladder Diagram
1.2Sejarah PLC
PLC yang pertama adalah MODICON 084 yakni pada tahun 1969 yangditemukan oleh
Dick Morley. Sebuah perusahaan yang ada di Amerika menggunakannya untuk mengganti 6ias6t
6ias6tr mesin yang menggunakan relai dan mengurangi beban ongkos perawatan. Begitu banyak
masalah yang timbul karena adanya tuntutan proses produksi yang meningkat dan harus 6ias6try.
Membutuhkan perawatan yang cermat dan cepat, sehingga ini harus diganti dengan 6ia
Sekitar tahun 1970-an, teknologi PLC yang sering digunakan adalahmesin sequence dan
CPU yang berbasis bit-slice. Prosesor AMD 2901 dan 2903 cukup digunakan dalam MODICON
dan PLC A-B. Pada awal tahun 1973 berkembang PLC dengan kemampuan komunikasi. Sistem
yang pertama adalah Modbus dari MODICON dan sukses secara komersial yaitu model 184,
yang didesain oleh Michael Greenberg Pada tahun 1980-an terjadi standarisasi komunikasi milik
General Motor.
Pada tahun 1990-an dilakukan reduksi baru dan mederenisasi lapisan fisik dari protokol
yang ada pada tahun 1980-an Standard terakhir yaitu IEC 1131-3, berusaha menggabungkan
bahasa pemograman PLC dibawah satu standard.
1.3Bagian – Bagian Pada PLC
PLC terdiri dari beberapa bagian yang dijelaskan dibawah ini :
1. Central Processing Unit (CPU)
CPU merupakan bagian utama dan merupakan otak dari PLC. CPU ini berfungsi untuk
melakukan komunikasi denngan PC atau Consule, interkoneksi pada setiap bagian PLC,
Terdiri atas 3 bagian penting :
Mikroprosesor, merupakan pusat pengolahan operasi matematikadan logika
Memory, tempat penyimpan data
Power supply, sebagai sumber untuk PLC, 7ias AC atau DC
b. Programmer/Monitor (PM)
Sebuah device yang digunakan untuk komunikasi dengan circuit dalam sebuah PLC.
Contohnya adalah sebuah PC (Personal Computer)
c. I/O module
Input Modul memiliki terminal yang menghubungkan signal dari luar PLC menuju ke dalam
PLC, seperti sensor atau tranduser. Untuk jumlahnya itu ada yang terbatas atau dibatasi, dan ada
juga yang bias ditambah. Output modul juga memiliki terminal yang menghubungkan signal dari
dalam PLC ke luar PLC, dan nantinya dapat dihubungkan dengan berbagai 7ias7try, seperti
lampu, 7ias7try, motor, bahkan relay.
d. Rack dan Chasis
Tempat dimana bagian-bagian PLC ditempatkan, seperti, CPU, Power Supply, I/O modul, dll
a. Konfigurasi PLC System
Gambar 1.5 PLC Kontrol Dengan Ladder Diagram
Keuntungan dalam penggunaan PLC :
Desain lebih mudah diubah karena menggunakan software
Modifikasi lebih mudah dilakukan
Lebih murah
Perawatan lebih mudah
Kehandalan tinggi
PLC sesungguhnya merupakan sistem mikrokontroler khusus untuk industri, artinya seperangkat
perangkat lunak dan keras yang diadaptasi untuk keperluan aplikasi dalam dunia industri.
Elemen-elemen sebuah PLC terdiri atas :
a. Central Processing Unit (CPU)
Adalah otak dalam PLC, merupakan tempat mengolah program sehingga sistem kontrol yang
telah di desain akan bekerja seperti yang telah diprogramkan.
b. Terminal masukan (Power Supply )
Adalah terminal untuk memberi tegangan dari power supply ke CPU (100 sampai 240 VAC
atau 24 VDC). Modul ini berupa switching power supply.
c. Terminal pertanahan fungsional (Functional Earth Terminal)
Adalah terminal pertanahan yang harus diketanahkan jika menggunakan tegangan sumber
AC.
d. Terminal keluaran Power Supply
ZELIO SR2 B201 BD Keluaran scheneider elektrik dengan sumber tegangan AC dilengkapi
dengan keluaran 24 VDC untuk mensuplai keluaran.
e. Terminal masukan (Terminal Input)
Adalah terminal yang menghubungkan ke rangkaian masukan.
f. Terminal keluaran (Terminal Output)
Adalah terminal yang menghubungkan ke rangkaian keluaran.
g. Indikator PC
Indikator yang memperlihatkan atau menampilkan status operasi atau mode dari PC
h. Terminal pertanahan pengaman (Protective Out Terminal)
Adalah terminal pengaman pertanahan untuk mengurangi resiko kejutan listrik.
i. Indikator masukan (Indikator Input)
Menyala saat terminal masukan ON.
j. Indikator keluaran (Indikator Output)
Menyala saat terminal keluaran ON.
k. Memori PLC
Bagian memori ini digunakan untuk menyimpan status keluaran dan masukan PLC.
2) SR (Special Relay)
Special relay adalah relai yang mempunyai fungsi-fungsi khusus seperti untuk pencacah,
interupsi dan status flags (misalnya pada intruksi penjumlahan terdapat kelebihan digit
pada hasilnya (carry flag), kontrol bit PLC, informasi kondisi PLC, dan sistem clock
(pulsa 1 detik; 0,2 detik dan sebagainya).
3) Ar (Auxilary Relay)
Terdiri dari flags dan bit untuk tujuan-tujuan khusus. Dapat menunjukkan kondisi PLC
yang disebabkan oleh kegagalan sumber tegangan, kondisi spesial I/O, kondisi input atau
output unit, kondisi CPU PLC, kondisi memori PLC.
4) LR (Link Relay)
Digunakan untuk data link pada PLC link system. Artinya untuk tukar-menukar
informasi antara dua PLC atau lebih dalam suatu sistem kontrol yang saling berhubungan
satu dengan yang lain dan menggunakan banyak PLC.
5) HR (Holding Relay)
Holding Relay digunakan untuk mempertahankan kondisi kerja rangkaian PLC yang
sedang dioperasikan apabila terjadi gangguan pada sumber tegangan dan akan
menyimpan kondisi kerja PLC walaupun sudah dimatikan
6) TR (Temporary Relay)
Berfungsi untuk penyimpanan sementara kondisi logika program pada ladder diagram
yang mempunyai titik percabangan khusus
7) DM (Data Memory)
Berfungsi untuk penyimpanan data-data program karena isi DM tidak akan hilang (reset)
walaupun sumber tegangan PLC mati.
l. Peripheral port
Penghubung antara CPU dengan PC atau peralatan peripheral lainnya, yaitu dengan
menggunakan kabel data RS 232C adaptor atau RS 422).
m. Exspanssion I/O
1.4 Masukan–masukan PLC
Kecerdasan sebuah sistem terotomasi sangat tergantung pada kemampuan sebuah PLC untuk
membaca sinyal dari berbagai macam jenis sensor dan piranti-piranti masukan lainnya. Untuk
bisa melakukan perubahan pada memori status masukan tersebut, dibutuhkan sumber tegangan
untuk memicu masukan. Pada gambar 12 ditunjukkan contoh menghubungkan sebuah sensor
dengan tipe keluaran sinking(menyedot arus) dengan masukan PLC yang bersifat
sourcing(memberikan arus).
Gambar 1.6 Contoh menghubungkan sensor masukan
1.5 Keluaran PLC
Sistem terotomasi tidaklah akan lengkap jika tidak ada fasilitas keluaran, beberapa alat atau
piranti yang banyak digunakan adalah motor, solenoida, relai, lampu indikator dan sebagainya.
ZELIO SR2 B201 BD Keluaran scheneider elektrik menggunakan keluaran berupa relai, dengan
adanya relai ini, menghubungkan dengan piranti eksternal menjadi lebih mudah. Pada gambar 13
ditunjukkan gambar rangkaian internal rangkaian relai sebagai keluaran pada ZELIO SR2 B201
Gambar 1.7 Relai sebagai keluaran
Pada gambar diatas tampak bahwa CPU PLC betul-betul terisolasi dari luar, pertama dengan
menggunakan komponen optoisolator dan dari optoisolator ini digunakan untuk menggerakkan
relai(terminal A dan B)dan sebuah dioda yang dipasang pararel dengan relai sebagai pengaman
arus balik yang terjadi saat pensaklaran.
Gambar 1.8 Contoh menghubungkan keluaran PLC dengan lampu
timing , counting , dan aritmatika untuk mengontrol suatu mesin industri atau proses industri sesuai dengan yang diinginkan. PLC mampu mengerjakan suatu proses terus menerus sesuai variabel masukan dan memberikan keputusan sesuai keinginan pemrograman sehingga nilai keluaran tetap terkontrol.
Menurut forumsains.com, PLC merupakan “komputer khusus” untuk aplikasi dalam industri,
untuk memonitor proses, dan untuk menggantikan hard wiring control dan memiliki bahasa pemrograman sendiri. Akan tetapi PLC berbeda dengan perangkat komputer karena dirancang untuk instalasi dan perawatan oleh teknisi dan ahli listrik di industri yang tidak harus mempunyai kemampuan elektronika tinggi dan memberikan kendali yang fleksibel berdasarkan eksekusi instruksi logika.
Menurut Capiel (1982), PLC adalah sistem elektronik yang beroperasi secara digital dan didisain untuk pemakaian di lingkungan industri, dimana sistem ini menggunakan memori yang dapat diprogram untuk penyimpanan secara internal instruksi-instruksi yang
mengimplementasikan fungsi-fungsi spesifik seperti logika, urutan, perwaktuan, pencacahan dan operasi aritmatik untuk mengontrol mesin atau proses melalui modul-modul I/O digital maupun analog.
1.6 Fungsi PLC
Fungsi dan kegunaan dari PLC dapat dikatakan hampir tidak terbatas. Tapi dalam prakteknya dapat dibagi secara umum dan khusus.
Secara umum fungsi dari PLC adalah sebagai berikut : 1. Kontrol Sekuensial
Memproses input sinyal biner menjadi output yang digunakan untuk keperluan pemrosesan teknik secara berurutan (sekuensial), disini PLC menjaga agar semua step / langkah dalam proses sekuensial berlangsung dalam urutan yang tepat.
2. Monitoring Plant
Memonitor suatu sistem (misalnya temperatur, tekanan, tingkat ketinggian) dan mengambil tindakan yang diperlukan sehubungan dengan proses yang dikontrol (misalnya nilai sudah melebihi batas) atau menampilkan pesan tersebut ke operator.
BAB II
LANDASAN TEORI
2.1 Pengenalan Hardware PLC Zelio SR2 B201 BD
PLC (Programmable Logic Control) Zelio SR2 B201 BD merupakan smart relay yang terdiri beberapa input dan output. Smart relay adalah suatu alat yang dapat diprogram oleh bahasa tertentu yang biasa digunakan pada proses automasi. Smart relay memiliki ukuran yang kecil dan relatif ringan. Zelio logic smart relay didesain untuk automasi sistem yang biasa digunakan pada aplikasi industri dan komersial. Untuk keperluan industri biasanya digunakan untuk aplikasi small finishing, packaging dan juga proses produksi. Selain itu juga digunakan untuk mesin-mesin yang berskala kecil sampai dengan yang berskala besar dan terkadang juga digunakan untuk home industry . Untuk sektor komersial atau bangunan biasanya digunakan untuk alat penggulung, pintu masuk, instalasi listrik , compressor dan lain-lain yang menggunakan sistem automasi.
Terdapat 2 tipe smart relay yaitu tipe compact dan tipe modular. Perbedaannya adalah pada tipe modular dapat ditambahkan extension module sehingga dapat ditambahkan input dan output. Meskipun demikian penambahan modul tersebut tetap terbatas yaitu hanya bisa ditambahkan sampai dengan 40 I/O. Selain itu untuk tipe modular juga dapat dimonitor jarak jauh dengan penambahan modul.
Smart relay merupakan suatu bentuk khusus dari pengontrol berbasis mikroprosesor yang memanfaatkan memori yang dapat diprogram untuk menyimpan instruksi-instruksi dengan aturan tertentu dan dapat mengimplementasikan fungsi-fungsi khusus seperti fungsi logika,
sequencing , pewaktuan (timing), pencacahan (counting) dan aritmatika yang bertujuan untuk mengontrol mesin-mesin dan proses-proses yang akan dilakukan secara otomatis dan berulang-ulang. Smart relay ini dirancang sebaik mungkin agar mudah dioperasikan dan dapat diprogram oleh non-programmer khusus.
Keuntungan menggunakan Zelio Smart Relay adalah:
1. Pemrograman yang sederhana. Dengan adanya layar LCD yang besar dan dilengkapi dengan backlight memungkinkan dilakukannya pemrograman melalui front panel atau menggunakan Zelio Soft 2 Software .
2. Instalasi yang mudah.
3. Harga lebih murah dibandingkan dengan menggunakan PLC.
4. Fleksibel, kompak dan dapat ditambahkan modul tambahan bila diperlukan, dual
programming language , dan multiple power capabilities (12 VDC, 24 VDC, 24 VAC dan 120 VAC).
5. Open connectivity . Sistem Zelio dapat dimonitor secara jarak jauh dengan cara menambahkan extension modul berupa modem. Juga tersedia modul modbus sehingga Zelio dapat menjadi slave OLC dalam suatu jaringan PLC. Pemrograman yang digunakan pada smart relay telemecanique dapat dilakukan dengan dua cara yaitu dengan cara menggunakan tombol-tombol yang terdapat pada smart relay sehingga dapat mengubah program secara langsung dari smart relay tersebut. Selain itu pemrograman juga dapat
dilakukan dengan komputer yang menggunakan software ”Zelio Soft 2”.
Tujuan diciptakannya Smart Relay :
1. Untuk menggantikan logika dan pengerjaan sirkit 15ias15tr relay yang merupakan
instalasi langsung.
2. Dengan smart relay rangkaian cukup dibuat secara software.
3. Smart Relay dirancang untuk instalasi dan perawatan oleh teknisi elektrik 15ias15try
yang tidak harus mempunyai skill elektronika tinggi.
Keunggulan Smart Relay :
1. Sangat mudah untuk diimplementasikan dan waktu implementasi proyek lebih cepat.
2. Bersifat fleksibel dan sangat handal.
3. Mudah dalam modifikasi (dengan software).
4. Lebih ekonomis dari pada PLC untuk aplikasi yang sederhana memerlukan waktu
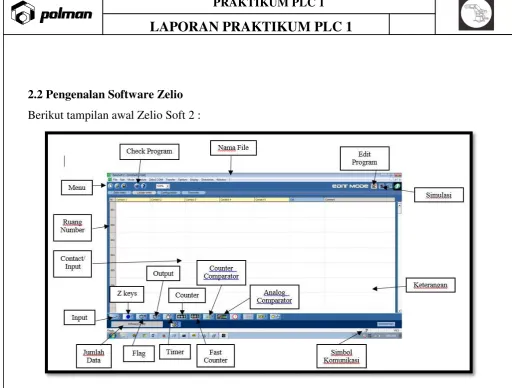
2.2 Pengenalan Software Zelio
Berikut tampilan awal Zelio Soft 2 :
Gambar 2.1Tampilan Awal Software Zelio
Fungsi dari setiap menu :
1. Menu : menyediakan opsi cepat seperti membuat baru file, membuka file, menyimpan
file dan lain – lain.
2. Check Program : untuk mengecheck program yang kita buat.
3. Ruang Number : ruang nomor dari setiap waktu penyeleksianya.
4. Contact/input : fungsi ini bias berupa masukan seperti Push button, Contact NO dan
Contact NC.
5. Input : fungsi ini berupa masukan awal seperti push button atau switch.
6. Z keys : Tombol yang diberikan oleh zelio untuk Push button internal pada perangkat
hardwarenya.
7. Jumlah data: banyaknya data yang digunakan pada saat membuat ladder diagram.
8. Flag : fungsi ini sama seperti memory, untuk menyimpan 1 bit data.
9. Output : output yang di bicarakan disini adalah relay internal dari PLC zelio tersebut.
10.Timer : fungsi timer untuk membuat delay, mempercepat atau membuat waktu data
11.Counter : fungsinya untuk membuat output keluaran tertunda sesuai dengan impulse yang
masuk, dan impulse masukan yang di inginkan kita dapat atur.
12.Fast counter : untuk menghitung counter yang cepat dengan tepat.
13.Symbol komunikasi : Port Com yang dipakai pada saat menggunakan PC ke PLC
14.Analaog Comparator : Pembanding dengan menggunakan input analog.
15.Counter Comparator : Pembanding dengan menggunakan input Counter.
16.Output Coil : Menampilkan hasil dari output yang telaj kita eksekusi.
17.Edit Program : opsi praktis untuk edit Program.
18.Simulasi : opsi praktis untuk mensimulasikan program.
2.3 Cara Pengoperasian Zelio Soft 2
1. Aktifkan software Zelio, tampilan yang akan muncul pertama kali adalah sebagai berikut:
4. Pemilihan tipe program, program yang akan dibuat dalam bentuk Ladder diagram atau dalam bentuk FDB. Pilih salah satu lalu klik Next.
5. Jika memillih Ladder diagram maka tampilannya seperti gambar diatas, kemudian program dapat dibuat sesuai kebutuhan.
6. Setelah program dibuat, untuk mengirimkan program pada PLC maka lalukan
7. Setelah itu akan muncul tampilan sebagai berikut. Lalu pilih port com yang cocok dengan mengecek di Control Panel lalu Device manager. Lalu Test kemudian klik OK jika tidak ada masalah.
BAB III
JOBDESK
3.1Project PLC
3.1.1 Cerdas Cermat (dengan 1 juri dan 7 peserta)
a. Deskripsi
Pada rangkain cerdas cermat ini terdapat 8 buah input dan 8 buah output. Satu buah push
button berada di meja juri dan 7 lainnya berada di masing masing meja peserta. Lampu ready
pada juri akan menyala langsung ketika cerdas cermat dimulai. Pada saat salah satu peserta
telah menekan tombol maka lampu menyala dan peserta lain tidak bisa menekan tombol. Juri
akan mereset nyala lampu yang berada pada kelompok yang menekan tombol tadi apabila
jawaban sudah dijawab oleh kelompok tersebut.
d. Wiring
f. Flowchart
h. Penjelasan Program dan Analisa
Ketika program dimulai, lampu Q1 (juri) nyala terlebih dahulu dari awal (NC)
menunjukkan status lomba siap. PB I2 hingga PB I8 baru bisa ditekan, dikarenakan
kontak NC PB I1 ada pada di semua rung PB I2 hingga I8. PB I2 ditekan maka, PB I3
hingga I8 tidak bisa di aktifkan karena kontak NC PB I2 ada di semua rung PB I2 hingga
I8, begitu pun jika menekan salah satu tombol maka tombol yang lain tidak bisa aktif.
Untuk mengaktifkannya lagi harus menekan tombol reset (I1) untuk menormalkan
semuanya.
3.1.2 Lampu Flip-Flop
a. Deskripsi
Pada kasus ini sederhana, terdapat 8 buah lampu yang nantinya harus dinyalakan, lampu
tersebut nyalanya bergantian dari lampu pertama hingga ke-delapan (ke-terakhir). Setelah itu
terjadi looping atau pengulangan yang menciptakan siklus tiada henti, setelah nyala dari lampu
ke-delapan, kembali lagi nyala ke lampu pertama, sebelum ditekan tombol stop siklus tidak akan
b. List I/O
1. Input
Tombol Start = I1 Tombol Stop = I2
2. Output
Lampu 1-8 = Q1-Q8
d. Wiring
g. Program Ladder
h. Penjelasan Program Ladder dan Analisa
Ketika saklar I1 di tekan, maka relai internal M1 akan menerima sinyal masukan
dan akan memberikan sinyal masukan pada seluruh rung pada Ladder Diagram. Relai
internal M1 juga digunakan sebagai saklar pengunci pada rangkaian Start/Stop rangkaian
pengendali ini.
Sinyal masukan dari M1 akan diterima oleh relai TDR TT1, dan akan menghitung
mundur waktu sampai saklar NO aktuasi dari TT1 akan menghubungkan sinyal masukan
menuju TT2. TT1 menyala bersamaan dengan dengan relai aktuator Q1 dan relai akan
kehilangan sinyal akibat teraktuasinya saklar NC dari M2 hasil penerimaan sinyal yang di
hubung kopelkan dari TT1. Setelah TT2 menerima sinyal masukan dari saklar NO TT1, relai
TDR TT2 mulai menghitung mundur waktu dan mengaktifkan saklar saklar NO aktuasi
menuju relai TDR TT3, dan relai akan kehilangan sinyal akibat teraktuasinya saklar NC dari
M3 hasil penerimaan sinyal yang di hubung kopelkan dari TT2.
Proses ini akan terus berlangsung sampai pada program Flip – Flop lampu Q8. Ini dikarenakan setiap bagian rung yang mengendalikan relai TDR akan terikat dengan rung
pemutus sinyal yang berasal dari aktuasi saklar NC TDR itu sendiri. Sampai pada di tiitik
program telah menjalani tahapnya sampai pada TT8, maka saklar NO dari TT8 akan
memberikan sinyal masukan kembali pada relai Q1.
Saklar NC I2 akan selalu ada pada setiap rung yang memiliki TDR guna
3.1.3 Konveyor
a. Deskripsi
Pada kasus ini, sistem akan bekerja ketika seluruh sistem konveyor telah di aktifkan.
Apabila terdapat sebuah benda melewati sensor, maka sensor akan membentuk sebuah sinyal
dan sinyal tersebut akan diterjemahkan menjadi jumlah bilangan hingga nilai tertentu.
apabila nilai bilangan pada PLC counter telah memenuhi nilai tertentu, maka PLC akan
mengirimkan sinyal berhenti pada konveyor, dan kembali bekerja dengan jeda waktu yang
telah ditentukan.
b. List I/O
1. Input
I1 = Push Button (Tombol Start)
I3 = Push Button (Tombol Stop)
I2 = Sensor Proximity
2. Output
Q1 = Konveyor
d. Wiring
f. Flowchart
g. Program Ladder
h. Penjelasan Program Ladder dan Analisa
Pada saat Push Button I2 ditekan, maka konveyor akan bekerja. Pada saat I2 telah
sumber bagi seluruh sistem pengendalian. Ketika konveyor bekerja, benda yang dipindahkan
oleh konveyor akan mengenai titik sensor I1. Dan sensor I1 nantinya akan memindai benda
tersebut, yang kemudian hasil pindaian tersebut akan dirubah menjadi sinyal masukan (NO)
pada relai CC1. Apabila jumlah benda yang melewati sensor I1 telah memenuhi nilai yang
telah ditentukan, maka relai CC1 akan menggrakan kontak NO pada penghubung antara
sumber sinyal M1 dan relai TDR TT1. Ketika sinyal telah masuk pada TT1, maka TT1 akan
memutuskan sinyal Q1 (motor konveyor) dengan saklar NC nya hingga beberapa saat. Dan
setelah itu konveyor dapat bekerja kembali dan kontak NO pada T1 akan menghubungkan
sensor penghitung masuk, sensor penghitung keluar, sensor palang keluar. Sistem ini dibuat
untuk memudahkan dalam efisiensi manajamen parkir kendaraan bermotor pada suatu
bangunan contohnya mall, perkantoran. Sistem parkir ini memiliki pembatasan jumlah parkir
sampai 10 kendaraan, apabila penuh, kendaraan selanjutnya tidak akan dapat parkir. Sensor
yang pertama berfungsi untuk pembuka palang ketika kendaraan masuk, sensor kedua
berfungsi untuk menghitung jumlah kendaraan yang masuk (up counting). Lalu ketika keluar
sensor yang ketiga berfungsi untuk membuka palang keluar, sensor keempat berfungsi untuk
menghitung jumlah kendaraan yang keluar (down counting).
b. List I/O
1. Input
I1 = Sensor Palang Masuk
I2 = Sensor Penghitung Masuk
I3 = Sensor Palang Keluar I4 = Sensor Penghitung Keluar
2. Output
Q1 = Palang Masuk
c. Diagram Blok I/O
g. Program Ladder
h. Penjelasan Program Ladder dan Analisa
Ketika kendaraan masuk sensor I1 sebagai palang masuk akan mendeteksi, lalu palang
akan terbuka. Kendaraan masuk, tahap selanjutnya melalui sensor I2 sebagai penghitung
naik, dimana jumlah kendaraan di status sistem kendali akan bertambah. Ketika sensor I2
mendeteksi kendaraan, I2 akan kontak dengan T1, untuk pembukaan palang selama 5 detik,
setelah 5 detik palang masuk akan menutup otomatis. Ketika kendaraan sudah memenuhi
batas jumlah yaitu 10 kendaraan, kendaraan ketika melalui sensor palang masuk, palang
tidak akan terbuka. Lalu untuk kasus kendaraan keluar dari tempat parkir, kendaraan akan
dideteksi oleh sensor I3 sebagai palang keluar, lalu palang akan terbuka. Kendaraan masuk
tahap selanjutnya keluar melalui sensor I4 sebagai penghitung turun, dimana jumlah
kendaraan di status sistem kendali akan berkurang. Ketika sensor I4 mendeteksi kendaraan,
I4 akan kontak dengan T2, untuk pembukaan palang selama 5 detik, setelah 5 detik palang
keluar akan menutup otomatis. Begitu pun seterusnya untuk siklusnya.
3.1.5 Tangki Level Air
a. Deskripsi
Terdapat sebuah tangki air yang memiliki beberapa kondisi yaitu apabila push button start
telah ditekan maka pompa akan menyala dan indicator low level menyala hingga mengisi tangki
melebihi 9V maka pompa 1 akan mati dan indicator high level menyala. Kemudian saat air
dalam tangki dipakai hingga level 2V maka otomatis pompa akan menyala. Begitu pun
seterusnya sehingga menciptakan suatu siklus.
b. List I/O
1. Input
Tombol Start/Reset = I1
Sensor Pengisian Tangki Air (Ib <=2) = A1 Sensor Pengisian Berhenti (Ib >= 9) = A2
2. Output
Indikator Ready = Q1 Indikator Low Level = Q2 Indikator High Level = Q2 Motor = Q3
d. Wiring
f. Flowchart
g. Program Ladder
h. Penjelasan Program Ladder dan Analisa
Ketika tombol Start/Reset (I1) ditekan maka lampu indikator ready menyala.
Kontak NO Q1 aktif dan ketika sensor ketinggian dalam keadaan Ib<=2 maka pompa
air akan menyala dan lampu indikator low juga menyala. Ketika sensor ketinggian
ketinggian sudah dalam keadaan Ib>=9 maka pompa air akan padam dan lampu
indikator high menyala dan ketika sensor ketinggian dalam keadaan Ib<=9 maka
lampu indikator high akan padam. Begitu seterusnya motor akan bekerja sesuai sensor
ketinggian.
3.1.6 Traffic Light
a. Deskripsi
Traffic light ini beroperasi seperti traffic light pada umumnya. Lampu merah (Q1) akan
menyala selama 10 detik, kemudian pada saat detik ke 8 lampu kuning (Q2) menyala bersamaan
lampu merah, 2 detik kemudian keduanya mati, lalu lampu hijau (Q3) menyala selama 10 detik
d. Wiring
e. Time Chart
g. Program Ladder
h. Penjelasan Program Ladder dan Analisa
Cara kerja program traffic light ini ialah ketika tombol I1 ditekan maka TT1 akan
langsung aktif selama dan mengaktifkan Q1 selama 10s karena TT1 menggunakan timer on
pulse one shot, kemudian ketika detik ke 8 TT2 aktif dan mengaktifkan Q2 karena TT2 ini
menggukan timer active, control held down dimana timer akan menghitung terlebih dahulu lalu
mengaktifkan Q2 sehingga Q1 dan Q2 menyala keduanya, setelah 2s kemudian keduanya mati,
dan mengaktifkan TT3 yang mengaktifkan Q3 selama 10s dengan jenis timer on pulse one shot.
BAB IV PENUTUP
4.1 Kesimpulan
PLC adalah sebuah peralatan kontrol otomatis yang mempunyai memori untuk
menyimpan program masukan guna mengontrol peralatan atau proses melalui modul
masukan dan keluaran baik digital maupun analog.
Pada PLC 2, komponen yang digunakan adalah smart relay zelio tipe SR2B201DB yang
memiliki 6 input analog, 6 input digital, dan 8 output digital
Pada praktikum yang dilakukan, smart relay zelio digunakan sebagai pengganti
rangkaian kontrol untuk mengendalikan suatu sistem.
Software yang digunakan untuk memrogram kontrol suatu sistem sebelum ditransfer kedalam modul relay PLC adalah Zelio Soft 2.
Kelebihan menggunakan smart relay zelio dibandingkan dengan memakai rangkaina
rangkaian kontrol konvensional adalah:
a. Wiringrelatif sedikit.
b. PLC mengkonsumsi daya lebih rendah dibandingkan dengan system kontrol proses
konvensional (berbasis relai).
c. Fungsi diagnostik pada sebuah kontroler PLC membolehkan pendeteksian kesalahan
yang mudah dan cepat.
d. Perubahan pada urutan operasional atau proses atau aplikasi dapat dilakukan dengan
mudah, hanya dengan melakukan perubahan atau penggantian program, baik melalui
terminal konsol maupun komputer PC.
e. Tidak membutuhkan spare part yang banyak, perangkat kontroler sederhana.
f. Lebih murah dibandingkan dengan sistem konvensional.
g. Ketahanan PLC jauh lebih baik dibandingkan dengan relai automekanik.
h. Gambar sistem lebih sederhana dan mudah dimengerti.
i. Standarisasi sistem kontrol lebih mudah diterapkan.
j. Troubleshootinglebih mudah.