66
PERBAIKAN KEBIJAKAN PENGENDALIAN
PERSEDIAAN
JUST IN TIME
KOMPONEN PRODUK
MAIN FLOOR SIDE LH
PADA PT GAYA MOTOR
Bella Suciana Istiqomah1, Iveline Anne Marie 2
Abstract: PT . Gaya Motor is a manufacturing company that is engaged in the assembly and production of automotive components incorporated in the group of PT Astra International.Perusahaan implement inventory control system Just In Time.Kanban’s supplier with safety stock of 0.5 days plus a safety stock of 0.5 extra days beyond the kanban. The study was conducted on the material supply products Main Floor Side LH SA - 001 , SA - 002 , SA - 003 , SA - 004 , SA - 005 , SA - 006 , SA - 007 , SA - 008 and SA - 009. Problems faced by the company are the high amount of inventory caused by inaccurate inventory systems and fault current in raw material procurement procedures. The purpose of this study was to evaluate the company's current inventory control system and propose improvements inventory control system that can minimize inventory costs compared to the cost of inventory at the company's current inventory system.Kanban inventory method supplier company currently has a total cost of inventory of Rp 318.861.462,00. Supplier kanban inventory control methods with safety stock kanban 0.1 days has a total cost of inventory of Rp 158.703.378,00. Inventory control methods Two - Bin Replenishment has a total inventory cost of Rp 98.497.214,00. From the results of these calculations, the minimum inventory cost obtained by using the method of inventory Two - Bin Replenishment, and made proposals related to changes in inventory control system.
Keywords: Just In Time, kanban supplier, Two-Bin replenishment, biaya persediaan
PENDAHULUAN
Perusahaan menggunakan sistem produksi just in time, dimana sistem produksi seperti ini mengharuskan perusahaan untuk memiliki sistem pengendalian persediaan yang adaptif terhadap laju permintaan, agar tidak terjadi stock out ataupun kelebihan bahan baku. Persediaan yang optimal adalah persediaan yang menjamin tersedianya sumber daya pada waktu dan jumlah yang tepat, serta dengan pengalokasian biaya total persediaan yang minimum.
Saat ini, perusahaan menggunakan metode kanban supplier dalam sistem persediaan. Metode kanban supplier merupakan salah satu alat yang digunakan untuk mencapai kondisi just in time pada persediaan, karena pada metode ini pemesanan dilakukan sejumlah kartu kanban yang telah terpakai. Kondisi aktual di gudang bahan baku tidak menunjukkan kondisi just in time, karena terjadi penumpukan bahan baku di gudang. Penumpukan bahan baku disebabkan karena kesalahan perhitungan jumlah kartu kanban yang beredar, yang disebabkan adanya penambahan konstanta terkait sifat perusahaan yang bukan pengambil resiko dan adanya safety stock
1Laboratorium Sistem Produksi, Jurusan Teknik Industri, Universitas Trisakti
Jl. Kyai Tapa No. 1 Grogol - Jakarta 11440, Indonesia Email: bellasuciana@ymail.com
2Laboratorium Sistem Produksi, Jurusan Teknik Industri, Universitas Trisakti
Jl. Kyai Tapa No. 1 Grogol - Jakarta 11440, Indonesia Email: ivelineannemarie@yahoo.com
67
tambahan diluar kanban sebesar 0,5 hari untuk setiap bahan baku. Penumpukan bahan baku juga diperburuk dengan terjadinya kesalahan prosedur pengambilan kanban yang membuat pengadaan terhadap bahan baku berlebih.
Terjadinya kesalahan pada kontrol keadaan persediaan saat ini memberikan dampak adanya penumpukan sejumlah bahan baku di gudang. Investasi bahan baku dalam persediaan mengakibatkan adanya nilai uang yang terkait dalam bentuk persediaan (Venkatesh, dkk., 1996). Hal ini menimbulkan biaya yang harus ditanggung oleh perusahaan, yaitu biaya pemesanan, biaya penyimpanan, dan biaya pengaman. Pengalokasian persediaan yang terlalu besar dibandingkan dengan kebutuhan memperbesar penyusutan karena rusak, sehingga berpengaruh terhadap kualitas barang jadi yang dihasilkan.
Penelitian ini melakukan evaluasi terhadap sistem pengendalian persediaan perusahaan saat ini dan mengusulkan sistem pengendalian persediaan untuk meminimasi biaya persediaan dengan membandingkan sistem persediaan perusahaan saat ini dengan sistem persediaan usulan.
Konsep Just In Time (JIT) yang dikembangkan oleh Jepang, mengusung produksi sesuai dengan kebutuhan, dalam jumlah yang dibutuhkan serta pada saat yang dibutuhkan. Segala bentuk sumber daya yang tidak menambahkan nilai terhadap produk adalah pemborosan. Setiap pemborosan harus diminimasi dan atau bahkan dihilangkan (Tersine, 1994; Ristono, 2009).
Persediaan (inventory) adalah stok material yang ada pada suatu waktu tertentu atau aset nyata yang dapat dilihat, diukur dan dihitung atau dapat juga dinyatakan sebagai sumber daya menganggur yang menunggu untuk di proses lebih lanjut (Tersine, 1994). Sistem persediaan JIT mencoba meminimumkan biaya persediaan dengan memproduksi pada jumlah yang minimum. Kanban, istilah dalam bahasa Jepang untuk kartu atau catatan terlihat, digunakan untuk memberikan tanda kapan boleh mulai berproduksi. Sistem JIT telah berhasil mengurangi persediaan sampai pada tingkat minimum (orientasi tingkat persediaan nol/zero inventory).
Beberapa istilah dasar yang sering digunakan dalam pembahasan persediaan yaitu (Elsayed & Boucher, 1994):
a. Lead time, merupakan selang waktu antara waktu pemesanan dilakukan hingga waktu dimana bahan baku diterima dari supplier.
b. Safety stock, merupakan sejumlah bahan baku yang dialokasikan penggunaannya untuk mencegah terjadinya kekurangan bahan baku pada proses produksi ketika jumlah permintaan yang diterima tidak pasti atau faktor-faktor lainnya seperti keterlambatan dan kelalaian supplier dalam pengiriman pesanan bahan baku. c. Reorder point, merupakan jumlah bahan baku minimun yang menunjukkan
perlunya dilakukan pemesanan bahan baku.
d. Replenishment, merupakan pemesanan kembali atau pemenuhan ulang. Kuantitas tiap pemesanan berbeda-beda tergantung sistem yang diterapkan oleh perusahaan.
Tujuan utama dari persediaan yaitu untuk mendapatkan jumlah yang tepat untuk barang yang dipesan di tempat yang tepat, waktu yang tepat dan biaya yang minimum. Terdapat beberapa komponen biaya yang dapat digunakan dalam sistem persediaan yaitu (Hansen, dkk., 2001):
a. Biaya pembelian (purchase cost)
b. Biaya pemesanan (order cost atau setup cost) c. Biaya simpan (holding cost), yang terdiri atas:
68 iv. Biaya kadaluarsa
v. Biaya asuransi
vi. Biaya administrasi dan pemindahan
d. Biaya kekurangan persediaan (shortage cost), yang berupa: i. Biaya kehilangan penjualan (lost sales cost)
ii. Biaya pesanan menunggu (backorder cost)
Menurut Pardede (2005), dalam pengendalian persediaan terdapat berbagai jenis model yang dapat digunakan untuk perencanaan dan pengendalian. Secara umum, model persediaan dapat dikelompokkan menjadi dua yaitu:
a. Model deterministik, yang ditandai oleh karakteristik permintaan dan periode kedatangan yang dapat diketahui secara pasti sebelumnya.
b. Model probabilistik, yang ditandai oleh karakteristik permintaan dan periode kedatangan pesanan yang tidak dapat diketahui secara pasti sebelumnya, sehingga perlu didekati dengan distribusi probabilitas.
Kanban adalah suatu alat untuk mencapai produksi JIT. Dalam sistem kanban Toyota, setiap jenis komponen atau nomor komponen mempunyai wadah kotak khusus yang didesain untuk mewadahi jumlah yang tepat dari komponen dalam kuantitas yang kecil diusahakan terdapat dua kartu, yang kemudian akan diacu dengan kanban yang berada di setiap wadah kanban yang memuat nomor tiap komponen dalam wadah, serta keterangan-keterangan tentang kanban.
Kanban pemasok (supplier) merupakan kanban yang berisi perintah yang meminta pemasok untuk mengirim komponen (Bahagia. 2006). Fungsi dari kanban jenis ini adalah sebagai petunjuk penyediaan komponen. Setiap kanban menghadirkan kembali satu wadah dari komponen, kelebihan kanban berarti kelebihan persediaan di gudang. Jumlah kanban dapat diperoleh dari:
=
( ) .... (1)dimana :
D = permintaan (dalam unit), = kapasitas wadah,
L = waktu tunggu,
= faktor persediaan pengaman.
Salah satu metode kanban yang banyak digunakan adalah two-bin replenishment method (Fogarty, dkk., 1991). Metode ini menggunakan dua buah bin, yaitu A dan B. Persediaan diambil dari bin A sampai bin tersebut habis digunakan. Sebuah pemesanan sejumlah kuantitas secara tetap dilakukan, dan sementara itu persediaan menggunakan bin B. Standar persediaan untuk bin B adalah sejumlah permintaan selama masa replenishment ditambah safety stock. Ketika pesanan tiba, bin B sudah kosong dan dilakukan pemesanan, kemudaan persediaan ada di bin A, dan terus seperti itu pergantian siklusnya. Banyaknya bin yang dibutuhkan adalah:
Jumlah bin = max(LT;OI)*DMD + SS .... (2) dimana :
LT = lead time, OI = order interval,
69
METODOLOGI PENELITIAN
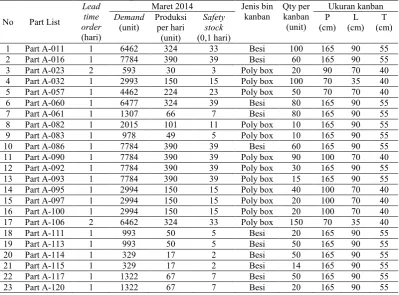
Pengamatan dilakukan dengan cara observasi langsung ke PT. Gaya Motor dan melakukan wawancara dengan pihak pihak terkait untuk mendukung orisinalitas data. Pengambilan data dilakukan dengan cara observasi langsung ke gudang bahan baku Daihatsu dan office logistic. Data pengamatan yang dilakukan pengolahan adalah data bulan Januari 2014 sampai dengan Maret 2014. Adapun data-data yang dibutuhkan adalah demand produk, BOM produk, lead time order, quantity per kanban, biaya pesan, biaya simpan, dan biaya pembelian.
Data-data yang telah terkumpul dilakukan pengolahan data dengan menggunakan perhitungan untuk menentukan jumlah kebutuhan bahan baku dan penentuan jumlah kanban yang dibutuhkan di lantai produksi. Perhitungan untuk menentukan jumlah persediaan dilakukan dengan menggunakan metode kanban supplier secara teoritis dan menggunakan metode two bin replenishment. Adapun untuk perhitungan biaya persediaan, dilakukan dengan menggunakan metode continuous review dan metode periodic review.
Setelah itu dilakukan analisis kondisi persediaan dengan membandingkan hasil yang diperoleh dari perhitungan antara menggunakan metode kanban supplier dan metode two bin replenishment. Adapun analisis dengan metode continuous review dan periodic review, dilakukan untuk menghitung biaya persediaan yang harus ditanggung perusahaan.
Dari hasil analisis yang diperoleh, maka dibuat usulan perbaikan pada kedua metode persediaan yang dapat diterapkan perusahaan, yaitu metode kanban supplier dan metode two bin replenishment.
HASIL DAN PEMBAHASAN
Permintaan produk yang digunakan adalah periode Januari 2014 sampai dengan Maret 2014. Dari total jumlah permintaan produk perbulan dapat dicari jumlah kebutuhan bahan baku part penyusun produk per bulan. Tabel 1 menunjukkan jenis part yang membentuk produk main floor side lh.
Tiap jenis main floor side lh memiliki susunan kebutuhan part yang berbeda-beda bergantung dari jenis mobilnya. Setelah dilakukan pemerataan dari demand per bulan maka didapatkan jumlah kebutuhan bahan baku per bulan.
Langkah pertama dalam perhitungan kondisi persediaan perusahaan saat ini adalah menentukan jumlah jam kerja perhari untuk menentukan daily use rate dari bahan baku.
Berikut adalah cara perhitungan jumlah bahan baku per hari. Contoh perhitungan part A-011 untuk bulan Januari 2014, diketahui:
Part A-011 dipakai pada tipe: - SA-001 = 1.654 unit - SA-005 = 4.581 unit - SA-007 = 201 unit
Total kebutuhan Part A-011 = 6.436 unit Jumlah hari kerja = 20 hari
Total kebutuhan part per hari = .... (3)
= .
70
Tabel 1. Part penyusun produk main floor side lh
Part List Tipe Part List Tipe Part List Tipe Part List Tipe
Selanjutnya dilanjutkan dengan perhitungan kondisi kanban supplier (perusahaan) dengan safety stock kanban 0,5 hari ditambah safety stock tambahan 0,5 hari diluar perhitungan kanban, dengan rumusan sebagai berikut (contoh part A-011 pada bulan Maret 2014):
Perhitungan safety stock yang digunakan perusahaan saat ini:
S = h × h h .... (6)
71
yang takut terjadi shortage case, baik backorder case ataupun lost sales. Dapat dilihat pada rumus 5 dan 6 pengaruh koefisien kanban berdampak pada penambahan jumlah kartu kanban. Semakin panjang cycle issue, maka akan semakin besar koefisien kanban. Semakin banyak jumlah kartu kanban, maka semakin banyak komponen yang disimpan dalam bentuk persediaan.
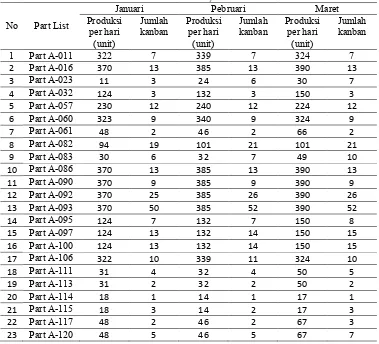
Dari perhitungan jumlah kanban pada tabel 2, dapat dilihat bahwa kebutuhan jumlah kanban berubah tiap bulannya, tergantung pada jumlah kebutuhan material per hari. Pada bulan Januari 2014, total jumlah kartu kanban ada sebanyak 231 buah. Pada bulan Februari 2014, sebanyak 242 buah dan pada bulan Maret 2014 sebanyak 253 buah.
Tabel 2. Jumlah kanban supplier (perusahaan) dengan safety stock kanban 0,5 hari +
SS tambahan 0,5 hari
kanban Produksi per hari (unit)
Jumlah
kanban Produksi per hari (unit)
Total biaya persediaan perusahaan saat ini adalah sebesar Rp 318.861.462,00. Pengendalian persediaan yang dilakukan perusahaan saat ini kurang optimal, karena tingginya tingkat safety stock kanban dan alokasi sejumlah safety stock ekstra. Perusahaan yang menggunakan sistem JIT dan dengan kondisi sistem yang stabil, tingkat safety stock seharusnya sebesar 0,1 hari. Selain itu kurang optimalnya sistem persediaan saat ini juga disebabkan oleh terjadinya kesalahan pengambilan material pada kanban oleh operator picker, yang membuat pengadaan semakin menumpuk di gudang.
72
diadaptasi di perusahaan. Sebagai contoh, perhitungan untuk part A-011 pada bulan Maret 2014, sebagai berikut:
Produksi per hari (P) = 324 unit
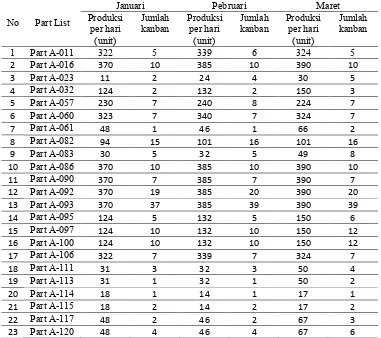
Berikut disajikan perhitungan metode pengendalian persediaan menggunakan kanban supplier (teori) dengan safety stock kanban 0,5hari.
Tabel 3. Jumlah kanban menggunakan kanban supplier (teori) dengan safety stock
kanban 0,5 hari
kanban Produksi per hari (unit)
Jumlah
kanban Produksi per hari (unit)
73
Dengan perhitungan metode kanban supplier secara teoritis dengan safety stock kanban 0,5 hari dan peniadaan alokasi safety stock ekstra diluar kanban, maka didapatkan hasil total biaya persediaan sebesar Rp 160.090.362,00.
Perhitungan kanban supplier secara teoritis dilakukan dalam beberapa kondisi, yaitu kondisi safety stock kanban 0,5 hari, 0,4 hari, 0,3 hari, 0,2 hari dan 0,1 hari. Hal ini dilakukan untuk mengetahui pengaruh tingkat safety stock terhadap unit persediaan, jumlah kartu kanban, dan total biaya persediaan. Tabel 4 menyajikan hasil rangkuman perhitungan kanban supplier pada setiap kondisi safety stock.
Tabel 4. Rangkuman hasil perhitungan persediaan kanban supplier pada setiap
kondisi safety stock
Rangkuman perhitungan metode kanban supplier (Maret 2014)
Safety stock kanban (hari) 0,5 0,4 0,3 0,4 0,5
Total jumlah kartu kanban 194 184 168 155 146
Biaya persediaan (Rp) 160.090.362,- 159.653.148,- 159.288.978,- 158.862.828,- 158.703.378.-
Dari tabel rangkuman diatas dapat dilihat bahwa total jumlah kartu kanban dan total biaya persediaan minimum didapat dari perhitungan metode kanban supplier dengan safety stock kanban 0,1 hari.
Metode Two-Bin Replenishment
Pada perhitungan dengan metode persediaan two bin replenishment tidak semua part dilakukan perhitungan jumlah dan ukuran bin, perhitungan jumlah dan ukuran bin hanya dilakukan terhadap part part yang sering terjadi kesalahan pengambilan material yaitu part-part yang disimpan dalam poly-box yang nantinya akan berlanjut ke tahap pembuatan usulan rak metode two bin replenishment. Sedangkan part-part yang disimpan dalam box besi tidak dilakukan perhitungan ukuran bin, namum tetap mengaplikasikan konsep replenishment dengan metode two bin. Pada metode ini, perhitungan dilakukan dengan menghitung kapasitas bin. Sebagai contoh, untuk perhitungan part A-023 pada bulan Maret 2014, sebagai berikut:
LT = 2 hari
OI = Order interval (khas 2-bin sistem tidak menggunakan Interval Order) DMD = 30 unit per hari
SS = 0,1 hari
Jumlah bin = max(LT, OI)* DMD +SS .... (8) Jumlah bin = 2 * 30 + 3= 63 unit
Total biaya persediaan yang dihasilkan oleh penggunaan metode two bin replenishment adalah sebesar Rp 98.497.214,00.
Analisis
74
dan biaya pesan. Rangkuman total biaya persediaan setiap metode ditunjukkan pada tabel 6.
Tabel 5. Contoh perhitungan metode two-bin replenishment
No Part List
Tabel 6. Rangkuman perhitungan total biaya persediaan bahan baku
main floor side lh
Total rangkuman biaya persediaan (Rp ,00) Perusahaan saat
ini Kanban (0,1 hari) supplier replenishment Two bin Continuous review Periodic review
318.861.462 158.703.378 98.497.214 113.669.222 114.334.409
Pada penelitian ini juga dilakukan perhitungan pengendalian persediaan dengan metode continuous review dan periodic review. Perhitungan ini dilakukan untuk menunjukkan bahwa biaya pesan perusahaan cukup mahal, sehingga dalam penggunaan metode periodic review total biaya persediaan lebih murah. Namun pada metode persediaan periodic review terdapat sejumlah bahan baku yang disimpan untuk pemenuhan demand produksi selama periode peninjauan. Hal itu berarti tidak sesuai dengan konsep Just In Time yang telah dianut perusahaan. Metode ini bisa saja dipakai oleh perusahaan, namum ada konsekuensi yang harus dipertimbangkan perusahaan. Salah satunya adalah penambahan luas gudang mengingat akan ada sejumlah bahan baku yang akan disimpan dan perusahaan harus melakukan re-layout terhadap gudang saat ini.
75
yang berlebih. Metode ini pun sesuai dengan konsep just in time yaitu bahan baku akan datang ketika dibutuhkan, metode persediaan two bin replenishment adalah metode persediaan terbaik bagi perusahaan.
Usulan
Usulan yang dibuat adalah usulan rancangan rak untuk mendukung operasional kerja dari metode-metode yang diajukan. Rancangan rak dilakukan berdasarkan optimalisasi dan adaptasi dari setiap metode terhadap rak bahan baku poly box saat ini, seperti pada gambar 1.
Gambar 1. Rak Kanban Saat Ini
Penyimpanan box kanban terdiri dari 3 tingkat rak, dimana pada setiap rak terdapat 2 kolom penyimpanan box dengan maksimum 2 tumpukan. Dengan adanya dua kolom penyimpanan box menyebabkan operator melakukan pengambilan berdasarkan box yangpaling dekat dan mudah diraih, bukan dengan pertimbangan penggunaan box yang harus dihabiskan terlebih dahulu.
Beberapa usulan diajukan untuk mendukung kelancaran proses pengendalian persediaan, diantaranya:
1. Optimalisasi rak kanban supplier
Rak dilengkapi dengan roll untuk membantu pengambilan kanban namun belum bekerja secara maksimal karena kondisi roll yang mendatar.
76
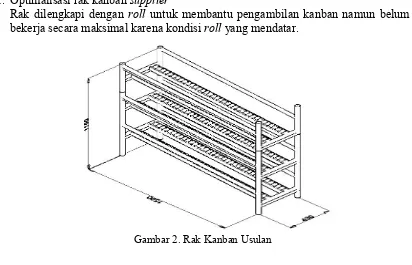
Dengan desain rak yang hanya terdiri dari satu kolom box penyimpanan diharapkan dapat menghilangkan terjadinya kesalahan material, karena operator harus menghabiskan box paling depan. Rak dilengkapi dengan roll yang memiliki sudut kemiringan sebesar 5 derajat (lihat gambar 2). Dari optimalisasi desain rak yang diusulkan akan mengurangi area bahan baku sebesar 28% dari rak sebelumnya dan kapasitas rak bertambah sebesar 35 % dari rak sebelumnya. 2. Usulan rak metode two bin replenishment
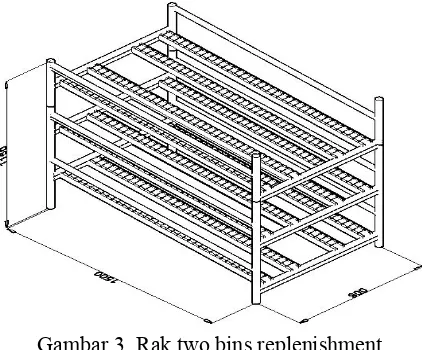
Usulan prosedur penyimpanan jika menggunakan metode two bin replenishment mengharuskan adanya pembuatan ukuran polybox yang baru terkait kapasitas bin. Optimalisasi rak kanban yang saat ini dapat diusulkan, seperti pada gambar 3.
Gambar 3. Rak two bins replenishment
Penambahan panjang sebanyak 50 cm dibutuhkan untuk menampung dua bin dalam satu tingkatan rak, dilakukan penambahan fungsi terhadap roll yaitu dengan penambahan sudut kemiringan dari 0 derajat ke 5 derajat yang bertujuan unutk mempermudah proses replenishment.
KESIMPULAN
Kesimpulan dari penelitian ini adalah :
1. Permasalahan yang terjadi di perusahaan adalah penumpukan bahan baku yang diakibatkan dari kesalahan perhitungan jumlah kartu kanban supplier, alokasi safety stock ekstra diluar kanban sebesar 0,5 hari (8 jam) yang tidak tepat guna dan kesalahan prosedur pengambilan material yang menyebabkan pengadaan bahan baku tidak pada waktunya. Dari perhitungan kanban supplier perusahaan saat ini didapatkan jumlah kartu kanban sebesar 253 buah dengan total biaya persediaan sebesar Rp 318.861.462,00.
2. Metode persedian kanban supplier teoritis dihitung dengan 5 kondisi safety stock kanban, yaitu safety stock kanban 0,5 hari, 0,4 hari, 0,3 hari, 0,2 hari dan 0,1 hari. Kodisi terbaik dicapai pada perhitungan kanban supplier teoritis dengan safety stock 0,1 hari yaitu dengan jumlah kartu kanban sebanyak 146 buah dengan total biaya persediaan sebesar Rp 158.703.378,00. Usulan pembuatan prosedur pengambilan material dan optimalisasi design rak kanban dibuat untuk mendukung kelancaran prosedur metode persediaan kanban. Dari optimalisasi design rak yang diusulkan akan didapatkan reducing area bahan baku sebesar 28% dan kapasitas rak bertambah sebesar 35 % dari design rak sebelumnya.
77
perusahaan saat ini. Penggunaan sistem dua buah bin dengan quantity bin yang disesuaikan dengan penggunaan bahan baku pada periode tersebut membuat jumlah bahan baku yang disimpan hanya sebesar satu buah bin atau sebesar kebutuhan bahan baku selama satu shift. Untuk kelancaran prosedur pengambilan bahan baku dan proses replenishment maka diusulkan pembuatan rak untuk metode two bin replenishment, yaitu dengan optimalisasi penggunaan rak kanban perusahaan saat ini dengan penambahan panjang sebesar 50 cm dan penambahan fungsi roll dengan sudut kemiringan 5 derajat.
Daftar Pustaka
Bahagia, S.N. 2006. Sistem Inventory. Bandung: Penerbit ITB.
Elsayed, E.A.; Boucher, T.O., 1994, Analysis and Control Production System, Prentice-Hall International Inc, New Jersey.
Fogarty, D.W.; Blackstone, J.H.; Hoffman, T.R. 1991. Production and Inventory Management. USA: South-western Publishing Co.
Hansen, D.R.; Mowen. M.M.; Guan, L. 2001. Cost Management: Accounting and Control. Second Edition. USA: South-Western College Publishing.
Pardede, P.M. 2005. Manajemen Operasi dan Produksi. PT Andi, Yogyakarta. Ristono, A. 2009. Sistem Produksi Tepat Waktu. Yogyakarta: Graha Ilmu.
Tersine, R.J. 1994. Principles of Inventory and Materials Management. 4th edition. New Jersey: Prentice Hall, Inc.