BAB III
METODOLOGI PENELITIAN
3.1 Bahan 3.1.1 Benda Kerja
Benda kerja yang digunakan untuk penelitian ini adalah baja AISI 4340
yang telah dilakukan proses pengerasan (hardening process). Pengerasan dilakukan sampai bahan mencapai kekerasan 45-50 HRc.
Pada penelitian ini, dimensi baja AISI 4340 yang digunakan adalah
diameter 80 mm dan panjang 250 mm dengan komposisi bahan kimia dan sifat
mekanis tertera pada bab 2.
Gambar 3.1 Baja AISI 4340
3.1.2 Mata Pahat
Mata pahat yang digunakan untuk penelitian ini adalah pahat karbida PVD
(Physical Vapour Deposition) berlapis. Pahat yang digunakan Bermerk Taegutec dengan seri SNMG 120408 MT TT8020
Dimana:
- S = Bentuk pahat segiempat
- N = Sudut 0°
- TT8020 = Pahat PVD untuk Pengerjaan Stainless Steel,
High-Temp. Alloys, Low Carbon Alloy Steel, dan Low Carbon Steel.
Gambar 3.3 Penjelasan mengenai Kelas Toleransi Pahat
3.2 Peralatan
Peralatan yang digunakan dalam penelitian ini adalah sebagai berikut:
1. Mesin bubut CNC
Mesin bubut CNC yang digunakan untuk menguji benda kerja. Pada
penelitian ini, mesin bubut CNC yang digunakan adalah merek GSK
928TEa yang berada di SMKN Percut Sei Tuan.
- Merk : GSK CNC 928TEa
- Serial : FE-NC-LTH-157
- Daya : 9.5 KVA
- Voltase : 380 V
- Frekuensi : 50 Hz
Gambar 3.3 Mesin bubut CNC GSK928TEa
Gambar 3.4. Set-up mesin
Dimana:
1. Benda kerja
2. Tool holder
3. Pahat karbida PVD berlapis
2 1
3
4. Tailstock
5. Chuck
Langkah-langkah penggunaan mesin bubut CNC:
1. Mesin bubut CNC dihidupkan,
2. Dimasukkan G-code untuk pemesinan yang telah ditentukan,
3. Benda kerja dipasangkan, dan dicek specimen telah center,
4. Mata pahat beserta tool holder dipasangkan pada tool post mesin
CNC,
5. Dilakukan pemotongan untuk kondisi pemotongan yang telah
ditentukan.
2. Tool holder
Tool holder digunakan sebagai dudukan mata pahat pada toolpost
mesin bubut CNC. Pada penelitian ini, tool holder yang digunakan
adalah jenis MSDNN 2020 K12 dengan keterangan sebagai berikut:
- M = pengunci ganda
- S = Bentuk sisipan segiempat
- D = Sudut potong pahat 45°
- N = Sudut pahat 0°
- N = Arah pahat netral
- Tebal Holder (20x20) mm - K = Panjang holder 125 mm
Gambar 3.5 Tool Holder
3. Mikroskop
Mikroskop digunakan untuk mengamati keausan yang terjadi pada
mata pahat yang diuji. Berikut spesifikasi mikroskop Dyno-Lite
AM4515T8 :
- Resolusi = 1.3 MP (1280x1024)
- Perbesaran = 700 – 900 kali
- Koneksi = USB 2.0
- Ukuran = 10,5 cm(H)x3,2 cm(D)
- 8 lampu LED putih
- Automatic Magnification Reading (AMR) - Pengukuran perangkat lunak dan kalibrasi
Gambar 3.6 Mikroskop dyno-lite
Langkah- langkah penggunaan Mikroskop dyno-lite:
1. Pertama letakkan mikroskop dan penyangga pada meja ukur
2. Sambungkan pada computer dan kalibrasi mikroskop pada
perbesaran yang diinginkan
3. Setelah kalibrasi atur naiknya dan turunnya mikroskop untuk
memfokuskan pahat
4. Ukur tingkat keausan yang terjadi pada pahat.
4. Stopwatch
Stopwatch digunakan untuk mengukur umur pahat dengan
menjumlahkan waktu pemesinan dari pahat tersebut sampai tidak bisa
digunakany lagi (aus).
Gambar 3.7 Stopwatch
3.3 Metodologi Penelitian 3.3.1. Desain eksperimen
Metode desain eksperimen yang digunakan pada penelitian ini merupakan
metode eksperimental dengan perancangan data berdasarkan metode faktorial
(mn). Dalam hal ini “n” adalah jumlah variabel bebas dan “m” adalah variasi
magnitude dari kondisi pemotongan yaitu Low (L), dan High (H). Karena terdapat 3 variabel bebas yaitu: kecepatan potong (v), laju pemakanan (f), dan
kedalaman potong (a), maka metode faktorial tersebut dapat ditulis 23 = 8, yaitu
terdapat 8 kondisi pemotongan.
Pada desain 23 ini menggunakan 3 faktor yang merupakan variabel
bebas, yaitu: faktor A merupakan kecepatan potong v (m/min), faktor B
merupakan pemakanan f (mm/rev), dan faktor C merupakan kedalaman potong a
(mm).
Kedelapan kondisi tersebut menempati pojok dari kubus percobaan
dan kedelapan kondisi pemotongan yang dipasangkan sebagai susunan
pelaksanaan penelitian ini dapat dilihat pada tabel 3.1 dan 3.2.
Gambar 3.8 Desain faktorial bentuk geometri
Tabel 3.1. Variasi Nilai Parameter Kondisi Pemotongan 23
Parameter Low High
v (m/min) 65 75
f (mm/rev) 0,1 0,15
Tabel 3.2. Susunan Data 8 Kondisi Pemotongan
Tabel 3.3. Susunan Data 8 Kondisi Pemotongan Aktual
No Run v (m/min) f (mm/rev) a (mm)
Kondisi pemotongan pada tabel 3.3 dilakukan dengan merujuk pada
kriteria tertentu sebagaimana dimaksud oleh standar ISO-3685 yaitu:
1. Batas maksimum aus sisi (flank wear) yaitu VBmaks 0,3mm.
2. Masa pakai pahat (umur pahat/ tool life) minimum 5 menit dan maksimum 20 menit.
3. Kondisi pemotongan yang dihasilkan berada pada rentang yang akan
Setelah data diperoleh, maka akan digunakan metode ekperimental untuk
memperoleh kondisi pemotongan optimum dengan respon variabel TL yang
dilakukan dengan perangkat lunak Design Expert, berdasarkan kriteria : a. v, paling tinggi paling baik
b. f, paling rendah paling baik
c. a, paling tinggi paling baik
d. TL, paling tinggi paling baik
Dari 8 kondisi pemotongan yang diteliti akan ditarik kesimpulan berupa
hasil analisa regresi dan varians yang menghasilkan permsamaan matematis umur
pahat dengan fungsi variabel (v, f, dan a).Setelah mendapat hasil dari Design Expert, maka akan dilakukan perhitungan dengan menggunakan Microsoft Office Excel dengan membandingkan perubahan-perubahan variabel v, f, dan a terhadap TL, dan akan diurutkan variabel yang mempengaruhi kenaikan TL. Dan hasil
antara kedua perangkat lunak tersebut akan dibandingkan, apakah keduanya
Gambar 3.9 Diagram Alir Metodologi Penelitian
Persiapan proses pembubutan:
• Pahat up dan jalankan
mesin CNC
Gambar 3.10 Sambungan Diagram Alir Metodologi Penelitian
A
Proses Pembubutan
Pengumpulan data berupa:
• Waktu pembubutan
• VB
• Ra
• Suhu pemotongan
Mengamati dan mengukur kondisi mata pahat Menyusun data waktu
pembubutan dengan kondisi batas VB 0,2 – 0,22 mm dan
VB 0,3 mm
Melakukan analisis varians (ANOVA) pada data kekasaran
permukaan dengan menggunakan software design
expert
Menghasilkan hasil berupa persamaan, tabel, dan
grafik
Kesimpulan
3.3.2 Software design expert dan ANOVA
Design expert terlihat pada gambar 3.10 merupakan salah satu software
yang dirancang dan diprogram untuk membantu mendesain dan menafsirkan
percobaan dengan faktor atau variabel yang banyak. Perangkat Lunak ini juga
menawarkan desain yang luas, termasuk rancangan variabel, variabel sebagian,
dan variabel dari perancangan campuran (composite design). Design Expert
mampu menganalisa data – data dari hasil percobaan dengan mencari hubungan
antara variabel bebas terhadap variabel terikat (respon), serta mampu melakukan
analisa regresi sederhana ataupun berganda sehingga menghasilkan suatu
persamaan disertai hasil analisa varians (ANOVA).
Dalam penelitian menggunakan eksperimen, misalnya untuk melihat ada
atau tidak adanya perbedaan nyata mengenai efek tiga perlakuan terhadap
respon, analisisnya dilakukan menggunakan analisis varians (ANOVA) berdasarkan model dan desain eksperimen yang cocok untuk permasalahannya.
Banyak perlakuan yang dilibatkan dalam eksperimen kita pandang sebagai
peubah bebas (tepatnya menurut istilah dalam desain eksperimen adalah faktor)
sedangkan sebagai efek perlakuan merupakan peubah tak bebas atau respon.
Untuk penelitian ini, digunakan perangkat lunak design expert dengan penggunaan free trial selama 30 hari untuk menganalisa regresi serta varians dari hasil data eksperimen. Hasil data eksperimen terdapat sebanyak 12 kali
percobaan dengan variabel bebas terdiri atas 3 jenis yaitu, kecepatan potong (v),
pemakanan (f), dan kedalaman potong (a) serta 1 variabel terikat yaitu umur
pahat (TL). Semua variabel bebas dan terikat diubah terlebih dahulu dalam
bentuk skala logaritma.
BAB IV
HASIL DAN DISKUSI
4.1 Hasil
4.1.1 Tahap Ekesperimen Sensitivitas
Total 8 kondisi pemotongan sebagimana telah ditentukan, ditampilkan pada tabel
4.1
Tabel 4.1 Kondisi Pemotongan Eksperimen
No.
v
f
a
Note
Aus pahat
Pada awal penelitian, nilai v yang direncanakan untuk kondisi High adalah
sebesar 300m/min dan kondisi low sebesar 200m/min. Akan tetapi, ketika
pembubutan pertama dilakukan dengan v = 300m/min, maka terjadi catastrophic failure karena pahat yang digunakan tidak hanya langsung habis tetapi langsung rusak pada saat pembubutan kurang dari setengah panjang pemotongan yaitu
dibawah 100mm.
Maka dilakukan penggantian sisi mata pahat pada pahat pertama dengan
menentukan kondisi High pada penelitian ini adalah sebesar 200m/min dan
kondisi low adalah 100m/min. Pada percobaan kedua ini, pahat juga aus pada run
pertama, tetapi aus terjadi pada saat panjang pemotongan sekitar 100mm.
Maka dilakukan penggantian sisi mata pahat lagi, dalam hal ini sebuah
pahat yang digunakan dalam penelitian memiliki 8 sisi yang dapat digunakan. Dan
ditentukan bahwa kondisi High adalah sebesar 100m/min dan Low pada 75m/min.
100m/min tidak dapat digunakan dalam penelitian karena tool life dalam kondisi
High harus mencapai nilai minimum sebesar 5 menit.
Maka dilakukan pengujian keempat dengan kondisi High sebesar 75m/min
dan Low sebesar 55m/min. Dan dengan gerak makan (f) sebesar 0,3mm untuk
High dan 0,2mm untuk Low. Akan tetapi tidak dapat bertahan sampai 5 menit,
maka diturunkan nilai f menjadi 0,1mm dan 0,2mm. Kemudian setelah berdiskusi
maka nilai f untuk kondisi High diturunkan menjadi 0,15mm. Sedangkan untuk
nilai kedalaman potong (a) yang awalnya 2mm untuk kondisi High diturunkan
karena pahat PVD yang digunakan tidak dapat memotong sama sekali maka nilai
a diturunkan menjadi 1,5mm. Maka diputuskan untuk kondisi High-High-High
nilai v, f, dan a beruturut-turut adalah 75m/min, 0,15mm/rev, dan 1,5mm. Dan
didapatkan nilai Tc (umur pahat) sebesar 5 menit 28 detik.
Setelah didapatkan umur pahat untuk kondisi High-High-High maka
dilakukan untuk mendapatkan umur pahat untuk kondisi Low-Low-Low yang
nilai v, f, dan a berturut-turut adalah 55m/min, 0,1mm/rev dan 0,1mm didapatkan
umur pahat diatas 80menit. Maka kecepatan potong yang awalnya sebesar
55m/min dinaikkan menjadi 65m/min. dan didapatkan umur pahat sekitar 52
menit. Dan data yang harus dikumpulkan pada awalnya berjumlah 12 data dengan
metode Box-Behnken diganti menjadi 8 data dengan metode factorial yang
dikarenakan jarak antara High dan Low terlampau sedikit, maka diputuskan dalam
penelitian ini digunakan metode factorial dengan nilai parameter High-High-High
dan Low-Low-Low adalah sebagai berikut:
Kondisi v f a
High-High-High 75m/min 0,15mm/rev 0,15mm
Low-Low-Low 65m/min 0,10mm/rev 0,10mm
Harga variabel v,f, dan a ditetapkan dalam perencanaan pemesinan untuk
menentukan korelasi antara umur pahat dengan ketiga variabel diatas. Penentuan
harga masing-masing v, f, dan a dilakukan dengan membaginya kedalam 2
golongan yaitu H (high) dan L (low). Namun, setelah dilakukan pengujian harga
dari variabel v (kecepatan pemotongan) tidak bisa dijaga pada kecepatan yang
komposisi dari material lebih keras dari yang diprediksikan. Kemudian untuk nilai
variabel f dan a, pahat PVD tidak mampu untuk melakukan pemesinan sampai
kepada waktu pemesinan sebesar 5 menit, maka diputuskan agar penelitian
dilaksanakan dengan f antara 0,10 sampai dengan 0,15 dan a antara 1,0 dan 1,5.
4.1.2 8 KONDISI PEMOTONGAN EKSPERIMEN
Berikut adalah tabel dari hasil percobaan lengkap dengan nilai VB akhir dan umur
pahat.
Tabel 4.2 Hasil Kondisi Pemotongan
No. v f a VB TL
m/min mm/min mm mm Min Sec Total Min
1 75 0,15 1,5 0,33 5 28 5,47
2 75 0,15 1,0 0,22 11 15 11,25
3 75 0,10 1,5 0,23 15 56 15,93
4 75 0,10 1,0 0,22 21 43 21,71
5 65 0,15 1,5 0,30 14 13 14,21
6 65 0,15 1,0 0,22 41 30 41,50
7 65 0,10 1,5 0,24 36 23 36,38
8 65 0,10 1,0 0,30 52 43 52,71
Setelah dilakukan pengujian dan hasil pengujian menunjukkan
Gambar 4.1 Umur Pahat vs Aus Tepi untuk Kondisi Pemotongan 1
Gambar 4.1 memberikan informasi tentang hubungan antara waktu
pemotongan (tc) dan keausan yang dialami oleh pahat (VB). Dapat dilihat dari
grafik bahwa untuk mencapai VB sebesar 0.33mm dibutuhkan waktu selama
kurang lebih 5 menit. Grafik dimulai dari nol yang kemudian menanjak naik
sampai VB 0.05mm sampai menit pertama. Setelah menanjak, grafik kemudian
melandai sampai kepada VB 0.09mm. Grafik landai ini terjadi pada menit pertama
sampai kepada menit ketiga. Kemudian grafik menanjak kembali secara cepat.
Setelah diamati diperoleh VB pengukuran terakhir dari grafik menunjukkan harga
0.33mm dengan waktu 5menit.
-0,05
0,00 2,00 4,00 6,00
VB(mm)
Tool Life (min)
HHH
HHH
Gambar 4.2 Keadaan Initial Wear pada kondisi pemotongan High-High-High
Gambar 4.3 Keadaan aus sisi terjadi Chipping pada kondisi pemotongan
Gamba 4.4 Umur Pahat vs Aus Tepi untuk Kondisi Pemotongan 2
Pada kondisi pengujian kedua diperlihatkan pada grafik 4.2. Informasi
yang diberikan oleh grafik adalah terjadi grafik yang menanjak sesaat ketika
proses pembubutan sampai pada VB sebesar 0.072mm selama waktu kurang lebih
2 menit. Garik kemudian menjadi landai seiring dengan bertambah waktu
pemotongan, ini terjadi pada menit ke 5 sampai dengan meni ke 7. VB yang
dialami pahat sampai menit ke 7 adalah sebesar 0.124mm. kemudian grafik
kembali menanjak secara cepat sampai pada VB 0.225mm pada menit ke 11.
Gambar 4.5 Initial Wear pada kondisi pemotongan High-High-Low
Gambar 4.6 Gradual Wear pada kondisi pemotongan High-High-Low
Gambar 4.7 Abrupt Wear dan terjadi Chipping pada kondisi pemotongan
Gambar 4.8 Umur Pahat vs Aus Tepi untuk Kondisi Pemotongan 3
Setelah diamati dari grafik, initial wear terjadi sampai diperoleh VB
0.06mm dengan waktu 2 menit. Kemudian grafik mulai landai dari menit ke 2
sampai dengan menit ke 8 yaitu VB sebesar 0.099mm. Bagian landai ini disebut
gradual wear yang menunjukkan hubungan antara waktu pemotongan dan keausan
yang dialami adalah konstan. Kemudian grafik menanjak kembali dengan cepat
sampai kepada VB 0.237mm pada menit ke 13.
Gambar 4.9 Intial Wear pada kondisi pemotongan High-Low-High
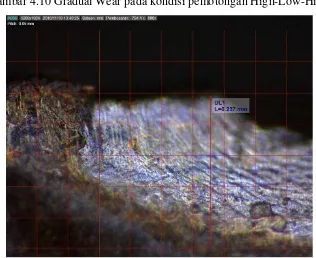
Gambar 4.10 Gradual Wear pada kondisi pemotongan High-Low-High
Gambar 4.12 Umur Pahat vs Aus Tepi untuk Kondisi Pemotongan 4
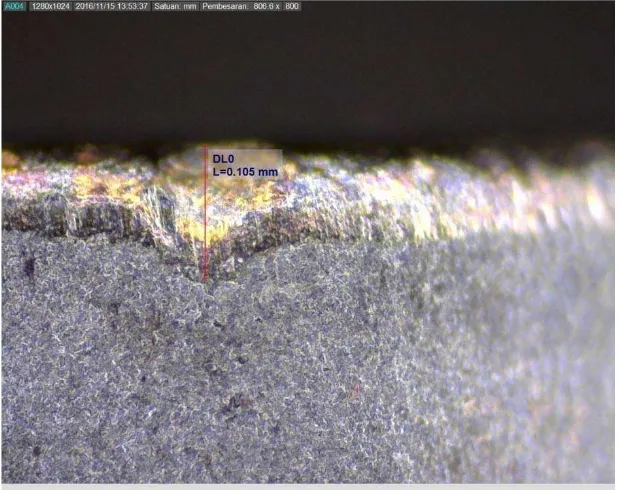
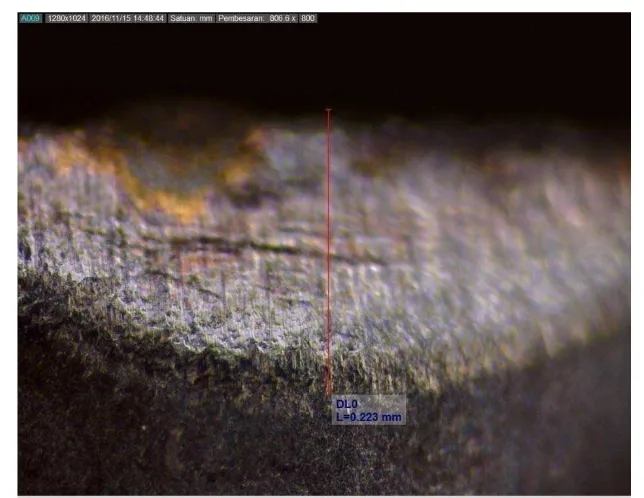
Gambar 4.12 menunjukkan pembubutan berlangsung selama 19 menit.
Grafik menunjukkan kenaikkan yang curam pada saat dimulai proses pembubutan
sampai kepada menit ke 4 dan VB sebesar 0.105mm. Kemudian grafik mulai
landai kembali sampai kepada menit ke 13 dengan nilai VB 0.14mm. Terjadi
pertumbuhan aus pahat yang sangat cepat pada kondisi menanjak yang disebut
abrupt wear dan didapatkan nilai VB sebesar 0.223mm dengan waktu pemotongan
19 menit.
Gambar 4.13 Intial Wear pada kondisi pemotongan High-Low-Low
Gambar 4.14 Gradual Wear pada kondisi pemotongan High-Low-Low
Gambar 4.16 Umur Pahat vs Aus Tepi untuk Kondisi Pemotongan 5
Plot pertumbuhan aus yang dialami oleh pahat pada kondisi pemotongan
ke 5 ditunjukkan pada gambar 4.9. Berdasarkan gambar, grafik menunjukkan
kondisi yang menanjak sampai kepada 4 menit 30 detik. Harga keausan pahat
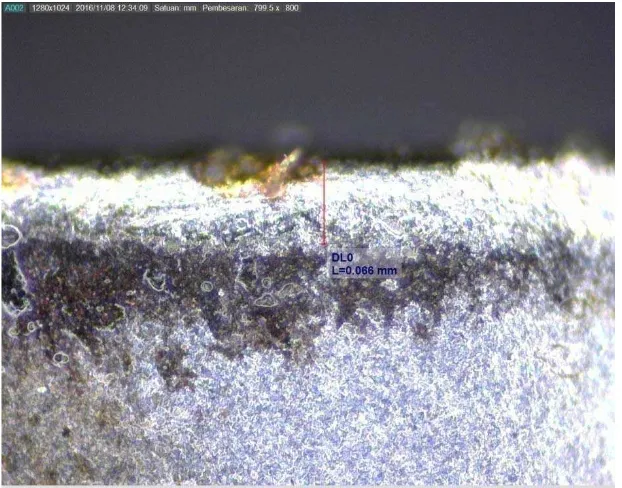
yang diperoleh selama kondisi menanjak mula ini sebesar 0.066mm. Kemudian
grafik menunjukkan perubahan dari kondisi curam menjadi landai, ini terjadi dari
menit ke 4 sampai dengan menit ke 8. Daerah grafik landai ini menunjukkan
bahwa terjadi kenaikan pertumbuhan pahat yang konstan sejalan dengan
bertambahnya waktu pemotongan. Kemudian grafik kembali menanjak, berarti
terjadi pertumbuhan aus yang cepat pada selang waktu ini. Setelah dilakukan
pengukuran didapatkan keausan terbesar atau VB max sebesar 0.3mm, waktu
yang diperlukan untuk mencapai VB max adalah sebesar 14menit.
Gambar 4.17 Intial Wear pada kondisi pemotongan Low-High-High
Gambar 4.19 Abrupt Wear pada kondisi pemotongan Low-High-High
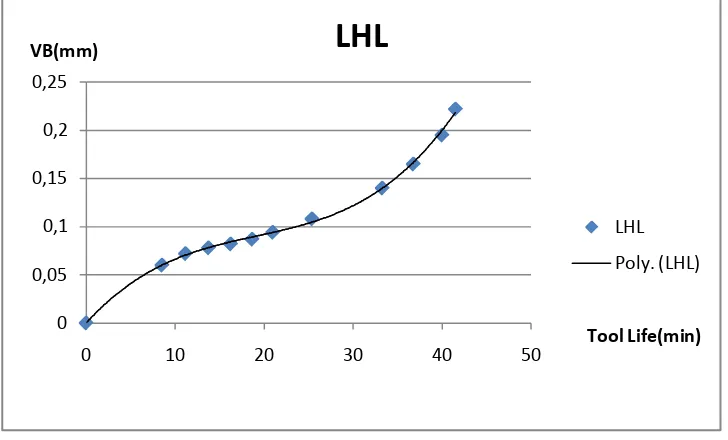
Gambar 4.20 Umur Pahat vs Aus Tepi untuk Kondisi Pemotongan 6
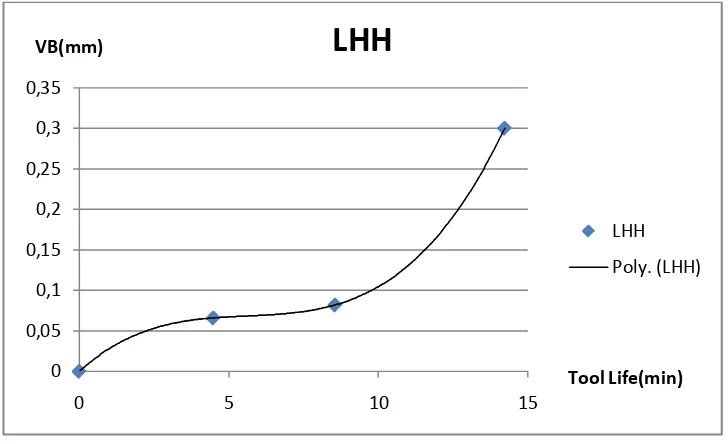
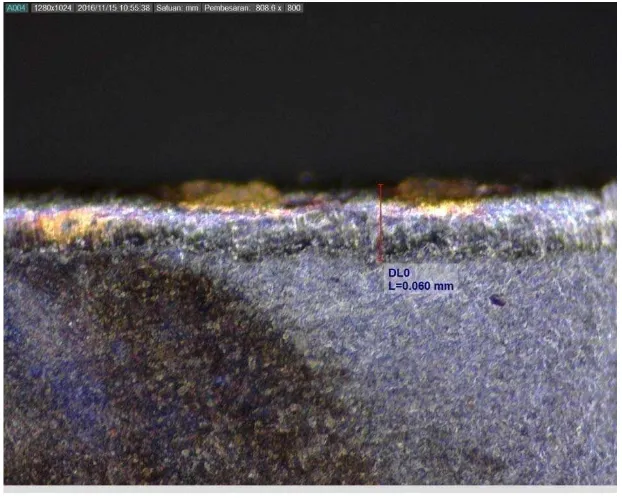
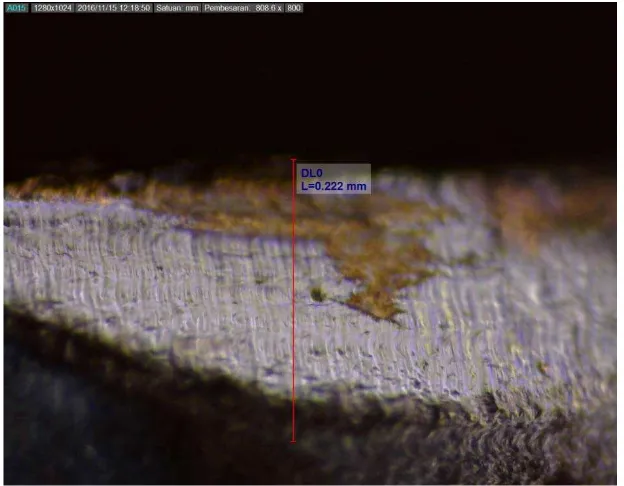
Plot pada pengujian keenam ditunjukkan pada gambar 4.11. Grafik pada
gambar tersebut menunjukkan bahwa grafik menanjak hingga VB sebesar
0.06mm pada 8menit 30detik. Dan grafik kemudian menjadi landai sampai
kepada VB 0.108mm pada menit ke 27. Dan Grafik menjadi curam kembali
sampai VB mencapai 0.222mm dengan waktu pemotongan sebesar 41.5 menit.
0 0,05 0,1 0,15 0,2 0,25
0 10 20 30 40 50
VB(mm)
Tool Life(min)
LHL
LHL
Gambar 4.21 Intial Wear pada kondisi pemotongan Low-High-Low
Gambar 4.23 Abrupt Wear pada kondisi pemotongan Low-High-Low
Gambar 4.24 Umur Pahat vs Aus Tepi untuk Kondisi Pemotongan 7
Plot pada pengujian ke 7 ditunjukkan pada gambar 4.12. Grafik pada
gambar tersebut menunjukkan bahwa grafik menanjak hingga VB sebesar
0.054mm pada menit ke 6. Dan grafik kemudian menjadi landai sampai kepada
VB 0.093mm pada menit ke 23. Dan Grafik menjadi curam kembali sampai VB
mencapai 0.244mm dengan waktu pemotongan sebesar 36.4 menit.
0 0,05 0,1 0,15 0,2 0,25 0,3
0 10 20 30 40
VB(mm)
Tool Life(min)
LLH
LLH
Gambar 4.25 Intial Wear pada kondisi pemotongan Low-Low-High
Gambar 4.27 Abrupt Wear pada kondisi pemotongan Low-Low-High
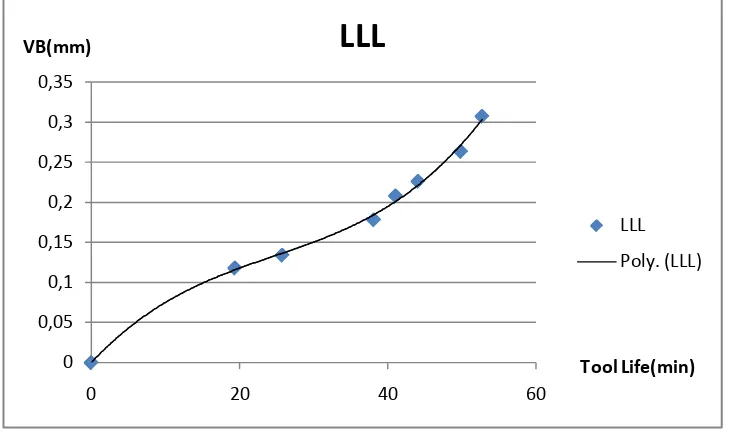
Gambar 4.28 Umur Pahat vs Aus Tepi untuk Kondisi Pemotongan 8
Pada kondisi pemotongan terakhir yaitu v pada 65m/min, f 0.1mm dan a
1.0mm. Daerah initial wear terjadi sampai VB sebesar 0.118mm dengan waktu
pemotongan sebesar 19 menit. Kemudian daerah gradual wear terjadi sampai VB
mencapai nilai 0.134mm dengan waktu sebesar 25menit. Kemudian VB mencapai
0.307mm ketika waktu pemotongan mencapai 52menit.
Gambar 4.29 Intial Wear pada kondisi pemotongan Low-Low-Low
Gambar 4.31 Abrupt Wear pada kondisi pemotongan Low-Low-Low
4.1.3 8 Kondisi Pemotongan Akutual
Berikut adalah nilai TL (Tool Life) ketika VB = 0,22mm:
Tabel 4.3 Hasil Kondisi Pemotongan untuk VB = 0,22mm
No, v f a VB TL
m/min mm/min mm mm min
1 75 0,15 1,5
0,22
4,9
2 75 0,15 1,0 11,25
3 75 0,10 1,5 13,15
4 75 0,10 1,0 19,51
5 65 0,15 1,5 13,2
6 65 0,15 1,0 41,5
7 65 0,10 1,5 34,6
8 65 0,10 1,0 44,1
Dalam berbagai situasi proses pemesinan tidak akan berlangsung terus
sebagaimana yang dikehendaki karena akin lama pahat akan menunjukkan
tanda-tanda yang menjurus pada kegagalan proses pemesinan. Selama proses
fungsinya yang normal karena berbagai sebab (jenis material benda kerja, material
pahat, kecepatan potong, kedalaman potong, gerak pemakanan, dan geometri
pahat). Keausan secara bertahap membesar pada bidang aktif pahat. Keausan
pahat akan tumbuh atau membesar dengan bertambahnya waktu pemotongan
sampai pada pahat yang bersangkutan dianggap tidak dapat digunakan lagi karena
telah ada tanda-tanda tertentu yang menunjukkan bahwa umur dari pahat telah
habis. Semakin besar keausan/kerusakan yang diderita pahat maka kondisi pahat
akan semakin kritis. Jika pahat masih tetap digunakan maka pertumbuhan keausan
akan semakin cepat dan pada suatu saat ujung pahat akan rusak.
Dilakukan proses pengujian terhadap 8 kondisi pemotongan yang berbeda
yaitu dengan cara member variasi harga dari variabel v, f, dan a. Didapatkan
bahwa jenis keausan yang dialami oleh pahat adalah jenis flank wear(VB),
diketahui dari bidang yang mengalami keausan adalah bidang utama/mayor.
Bidang utama adalah bidang yang bersentuhan langsung dengan benda kerja. Ini
terjadi karena pahat mengalami gesekan dengan benda kerja serta geram yang
dihasilkan dari pahat yang tidak center, apabila pahat dipasang dibawah center
pahat akan menerima beban lebih besar dan terjadi peningkatan keausan pada
bidang bgeruk bahkan pahat bisa sampai retak atau pecah.
Keausan tepi secara dominan dipengaruhi oleh kecepatan potong. Semakin
tinggi kecepatan potong maka akan semakin cepat pahat mengalami keausan, dan
itu berarti akan mempersingkat umur dari pahat.
Setelah pemaparan mengenai pertumbuhan aus pahat, maka didapatkanlah
gambar dari keadaan akhir dari pahat. Keadaan akhir dari pahat yang telah diuji
menunjukkan keadaan aus ditampilkan pada gambar 4.32 sampai dengan gambar
Gambar 4.32 Penampakan utuh keausan pahat pada Kondisi Pemotongan High-High-High
Gambar 4.34 Penampakan utuh keausan pahat pada High-Low-High
Gambar 4.36 Penampakan utuh keausan pahat pada Low-High-High
Gambar 4.38 Penampakan utuh keausan pahat pada Low-Low-High
4.2 Analisis Varians (ANOVA)
Pada analisis ini digunakan metode faktorial. Software Design Expert digunakan untuk pecontohan dari beberapa hasil pelaksanaan eksperimen untuk menginvestigasi
pengaruh antara 3 parameter input (variabel bebas), yaitu kecepatan potong (v), pemakanan
(f), dan kedalaman potong (a) terhadap variabel respon umur pahat (TL). Pada penelitian ini,
nilai TL yang digunakan adalah saat VB max dengan tujuan untuk mendapat model
matematik dan statistik dari hasil akhir.
4.2.1 ANOVA untuk 8 kondisi pemotongan
Tabel 4.4 Hasil Logaritma Kondisi Pemotongan pada VB 0.22mm
Run Log v Log f Log a Log TL
Hasil data eksperimen dari proses pembubutan dalam skala logaritma tertunjuk pada
Tabel 4.4. Data eksperiman tersebut akan diregresi dan dianalisa oleh software design expert.
Hasil dari analisa varians akan ditunjukkan pada Tabel 4.5 yang memperlihatkan model umur
pahat (log TL) tersebut signifikan dengan nilai F = 64,49 . Dengan catatan bahwa nilai
p-value (Prob>F) lebih besar daripada 0,05 maka pemodelan tersebut tidak signifikan, akan
tetapi variabel a (log v) lebih berpengaruh daripada variabel B (log f) dan C (log a) karena
nilai dari variabel a paling kecil diantara ketiga variabel tersebut.
Berikut persamaan TL dalam coded factors dari regresi oleh software design expert
�� = 1,30−0,22� −0,16� −0,13� −0,03��+ 0,022�� −0,61��… … … . (4.1)
Berikut persamaan TL dalam actual factors dari regresi oleh software design expert
sebagai berikut:
log�� = 32,368−17,323 log�+ 18,659 log� −23,502 log� −10,716 log� �log�
+ 8,071 log� �log� −7,784 log��log� … … … (4.2)
Tabel 4.5 Hasil Analisis Varians untuk Logaritma Umur Pahat
Source Sum of
4.2.2 Variabel yang berpengaruh pada umur pahat
Dari tabel 4.5 diatas dapat kita lihat bahwa p-value dari variabel v, f, dan a diatas 0.05
yang menyebabkan ketiga variabel tidak berpengaruh, akan tetapi dari ketiga variabel
adalah variabel yang paling berpengaruh terhadap umur pahat versi Design Expert trial version.
Untuk membandingkannya, maka penulis melakukan perbandingan umur pahat
dengan kenaikan variabel v, f, dan a tersebut dengan menggunakan software Microsoft Office Excel 2007, dimana hasil yang diberikan adalah variabel v yang paling signifikan. Nilai kenainkan umur pahat variabel v adalah sebesar 62%, kemudian untuk variabel f adalah
sebesar 49% dan untuk variabel a adalah sebesar 44%.
Berikut adalah tabel perhitungan dengan menggunakan Microsoft Office Excel 2007.
Tabel 4.6 Kenaikan atau Penurunan Umur Pahat akibat Kedalaman Potong
Tabel 4.7 Kenaikan atau Penurunan Umur Pahat akibat Laju Pemakanan
v
Kenaikan umur pahat akibat perubahan laju
pemakanan
Kenaikan umur pahat akibat
perubahan kedalama potong rata-rata
Tabel 4.8 Kenaikan atau Penurunan Umur Pahat akibat Kecepatan Potong
kenaikan umur pahat akibat perubahan kecepatan
potong
4.3.1 Perilaku Pertumbuhan Aus Pahat
Selama proses pemesinan berlangsung terjadi interaksi antara pahat dengan benda
kerja dimana benda kerja terpotong sedangkan pahat mengalami gesekan. Gesekan yang
dialami pahat oleh permukaan geram yang mengalir dan permukaan benda kerja yang telah
terpotong. Akibat gesekan ini pahat pmengalami keausan. Keausan pahat ini akan makin
membesar sampai batas tertentu sehingga pahat tidak apat dipergunakan lagi atau pahat telah
mengalami kerusakan. Lamanya waktu untuk mencapai batas keausan ini yang didefinisikan
sebagai umur pahat(Tool Life), dengan demikian kecepatan pertumbuhan keausan
menentukan laju saat berakhirnya masa guna pahat. Keausan pahat tidak ahanya dipengaruhi
oleh geometri dari pahat itu sendiri, tetapi juga dipengaruhi oleh semua faktor yang berkaitan
dengan proses pemesinan antara lain material benda kerja, material dari pahat, kondisi
pemotongan (kecepatan potong, kedalaman potong dan gerak pemakanan).
Pada penelitian ini kondisi pemotongan dirancang dengan memvariasikan harga dari
masing-masing parameter (v, f, dan a) menjadi 8 kondsisi pemotongan. Dari 8 kondisi
pemotongan tersebut dibagi menjadi 2 golongan yaitu High dan Low.
Kondisi pemotongan pertama berdasarkan Tabel 4.1 yaitu pada kondisi HHH dengan
pemakanan yang tinggi (high) juga. Kondisi ini dikatakan sebagai kondisi yang paling
ekstrim diantara 8 kondisi pemotongan tersebut.
Ketika pahat pertama kali memotong benda kerja terjadi reduksi kecepatan yang
signifikan. Pada saat awal pemotongan kondisi 1 ini terjadi pertumbuhan aus yang cepat yang
dialami oleh pahat. Ini terjadi karena pahat mengalami beban yang besar. Setelah
pembubutan dilakukan satu kali, pahat hanya mengalami goresan yang hanya terjadi aus
dibagian hidung pahat saja dan mengikis bagian kulit luar yang diakibatkan oleh aliran geram
yang melewati bidang pahat. Ketika dilakukan pembubutan selanjutnya pahat mengalami
pertumbuhan konstan setara dengan bertambahnya waktu kondisi pemotongan.
Kondisi ini terjadi dikisaran menit ke 1 sampai menit ke 3. Pada saat diukur dijumpai
keausan yang sudah mulai Nampak merata (VB uniform). Ketika dilakukan pembubutan
kembali pahat mengalami pertumbuhan keausan yang tiba-tiba. Keausan tersebut terjadi
secara cepat dan ditandai dengan criteria terjadinya getaran, penurunan kekasaran permukaan
termesin, adanya kenaikan gaya potong. Kenaikan gaya potong akan mengakibatkan
kegagalan dari pahat.
Kondisi pemotongan kedelapan berdasarkan Tabel 4.1 adalah pada kondisi LLL, yaitu
dengan kecepatan potong yang renda (low) sebesar 65m/min, kedalaman potong rendah (low)
yaitu 1mm dan gerak makan yang rendah (low) sebesar 0.1mm/min. Pada kondisi
pemotongan ini pahat juga mengalami beban yang kecil karena kondisi pemotongannya
berada di variabel yang rendah. Kondisi pemotongan yang seperti ini pertumbuhan keausan
terjadi secara lambat. Keausan mula yang dialami menyebabkan beberapa kekasaran
permukaan pada sisi pahat. Semakin besar nilai kekasaran dari permukaan sisi pahat, semakin
tinggi gesekan pada pahat dan benda kerja. Panas yang dihasilkan akibat gesekan dari pahat
akan semakin besar yang dapat menyebabkan kegagalan dari pahat. Keausan mula ini terjadi
pada menit ke 1 sampai dengan menit ke 20. Pada kondisi ini pahat hanya mengalami
gesekan dan goresan akibat dari gesekan antara benda kerja dan pahat. Gesekan tersebut
hanya mengikis kulit luar dari pahat. Keausan ini terjadi secara mendadak dari saat pahat
pertama digunakan. Setelah melewati keadaan ini pahat mengalami pertumbuhan aus yang
konstan sejalan dengan bertambahnya waktu pemotongan. Pada kondisi ini terjadi di menit ke
kulit sudah terkikis semua (bukan hanya mengalami goresan), dan ditemui VB sudah
uniform. Dimenit ke 26 sampai ke menit ke 52 pahat mengalami pertumbuhan keausan yang
sangat cepat. Apabila pembubutan terus dilakukan maka dikhawatirkan akan terjadi
kegagalan dari pahat dan merusak benda kerja. Ternyata pertumbuhan aus pahat pada kondisi
LLL membutuhkan waktu sebesar 52 menit untuk mencapai keausan 0.307mm.
Berdasarkan pengujian yang telah dilakukan, terdapat fasa-fasa pada pertumbuhan
keausan. Fas keausan dapat dibagi menjadi 3 fasa (phase) yaitu: initial wear, gradual wear
dan abrupt wear.
Merujuk pada Rajshekhar dalam Limianto (2016) menyebutkan bahwa keausan dapat
dibagi dalam 3 fasa yang berbeda seperti ditemukan dalam pengujian. Dimulai dengan
pertumbuhan yang relatif cepat sesaat setelah pahat digunakan. Keadaan ini disebut sebagai
fase initial wear (keausan mula). Initial wear menyebabkan beberapa kekasaran permukaan
pada keausan sisi tepi (flank wear). Semakin besar nilai kekasaran dari permukaan keausan
sisi tepi, semakin tinggi gesekan pada pahat dan benda kerja, maka panas yang dihasilkan
akan semakin besar yang bisa menyebabkan gagal pahat. Pada fasa keausan mula ini (initial
wear) pahat hanya mengalami goresan-goresan kecil pada sisi pahat. Goresan ini diakibatkan
oleh aliran geram yang melewati sisi padat pada saat proses bubut berlangsung. Pada saat
geram melewati sisi pahat terjadi tarik menarik dengan partikel kecil pahat.
Setelah itu diikuti dengan pertumbuhan linear dimana pertumbuhan pahat konstan
dengan bertambahnya waktu pemotongan (jumlah waktu yang digunakan untuk proses
memotong). Keadaan ini dikenal dengan sebutan fase gradual wear (keausan konstan). Pahat
mengalami goresan yang terus-menerus sehingga kulit luar dari pahat terkikis semua (bukan
hanya goresan). Seiring bertambahnya waktu pembubutan keausan yang dialami pahat
semakin membesar dan melebar. Keausan sudah hampir merata (VB uniform).
Setelah melewati fasa gradual maka pertumbuhan yang cepat akan terjadi lagi.
Pertumbuhan keausan yang cpat ini diakibatkan karena pahat mengalami gesekan yang
sangat lama antara pahat dan benda kerja, dan juga akibat aliran geram pada sisi pahat.
Pertumbuhan keausan yang cepat ini dianggap sebagai batas umur dari pahat. Saat proses
pemesinan berangsung bahwa pahat telah mencapai batas keausan yang telah ditetapkan
- Adanya kenaikan gaya potong,
- Terjadinya getaran/chatter, yaitu benda hasil bubutan tidak lagi mulus.
- Penurunan kehalusan permukaan hasil pemesinan, dan/atau
- Perubahan dimensi/geometri produk.
Keadaan ini dikenal sebagai fase sudden wear/ very-rapid wear. Saat pahat mengalami
fase ini, pahat mengalami keausan yang sangat cepat. Jika pembubutan terus dilanjutkan
maka akan menunjukkan kegagalan pahat tersebut. Kerusakan fatal seperti ini tidak boleh
terjadi sebab gaya pemotongan akan sangat tinggi sehingga dapat merusak keseluruhan dari
pahat, mesin, dan benda kerja, serta dapat membahayakan operator yang menggunakan mesin
tersebut.
4.3.2 STUDI PADA KEAUSAN PAHAT DAN KRITERIA UMUR PAHAT
Pengujian dilakukan dengan 8 kondisi pemotongan yang berbeda, yang dapat
diklasifikasikan dengan High dan Low. Sehingga didapatkan plot grafik seperti pada gambar
4.40 dam 4.41.
Gambar 4.42 Plot kondisi High
-0,05
0,00 5,00 10,00 15,00 20,00 25,00
Plot pada grafik kondisi high menunjukkan bahwa pahat pengujian pertama waktu
yang diperlukan untuk mencapai kriteria aus 0.3mm kurang dari 5 menit. Pada pengujian 1
ini pahat mengalami keadaan yang sangat ekstrim yaitu kecepatan potong, kedalaman potong
dan gerak makan dalam kondisi paling tinggi atau HHH. Untuk mencapai VB kriteria dalam
kondisi pemotongan high dibutuhkan waktu dengan rentang antara 5 menit sampai dengan 20
menit.
Gambar 4.43 Plot kondisi Low
Selanjutnya adalah kondisi pemotongan low. Pada kondisi ini pahat tidak mengalami
beban yang begitu berat. Seperti pada gambar 4.41, untuk mencapai VB kriteria dalam
kondisi pemotongan Low dibutuhkan rentang waktu antara 10 menit sampai dengan 45
menit. Grafik yang paling landai adalah kondisi pemotongan LLL. Dimana kecepatan potong
rendah, kedalaman potong rendah dan gerak makan yang rendah. Pada pengujian kondisi
LLL pahat mengalami fasa initial wear yang paling lama yaitu sekitar menit ke 20, sedangkan
untuk LHH pahat mengalami fasa intial wear yang paling cepat sekitar 4menit 30detik.
Sedangkan untuk kondisi LHL dan LLH diperlukan waktu sekitar 10 menit untuk mencapai
kondisi initial wear. Kriteria umur pahat pada kondisi low ada pada sekitaran 0.22mm.
Berdasarkan gambar diatas, terdapat 2 jenis plot grafik yang berbeda yaitu kondisi
pemotongan high dan kongisi pemotongan low. Penggolongan kondisi pemotongan ini
dilakukan berdasarkan kecepatan pemotongan, yaitu suatu harga yang diperlukan dalam
menentukan kecepatan pada proses penyayatan atau pemotongan benda kerja. Kedalaman
potong yaitu kedalaman yang dilakukan dalam sekali proses pemububutan. Serta gerak
makan dari suatu proses pembubutan.
4.3.3 Diskusi umur pahat saat VB = 0.22mm
Persamaan 4.1 merupakan persamaan linear dengan nilai F sebesar 64,49 menunjukkan
model tersebut memiliki pengaruh yang signifikan terhadap tc. Sebagai tambahan variabel A
(v) juga memiliki pengaruh terhadap persamaan 4.1. Pada gambar 4.43 Normal Probability Plot menunjukkan bahwa penyebaran dari data residual antara nilai TL aktual terhadap yang diprediksikan menyerupai suatu garis diagonal yang melintang dari sisi kiri bagian bawah
grafik menuju sisi kanan atas. Agar penyebaran dari nilai residual mendekati normal, maka
dipasangkan garis diagonal pada grafik tersebut.
Pada Gambar 4.42 Plot Perturbation menunjukkan dan membandingkan pengaruh variabel kondisi pemotongan terhadap Tool Life dengan memperhatikan sumbu x, yaitu:
1. TL semakin menurun dengan bertambahnya kecepatan potong (A),
2. TL semakin menurun dengan bertambahnya pemakanan (B),
3. TL semakin menurun dengan bertambahnya kedalaman potong (C).
Pada Gambar 4.44 mengilustrasikan pengaruh dua faktor yaitu f (B) dan v (A) terhadap
TL dengan nilai a sebesar 0.088 (dalam logaritma) yang dijaga konstan. Hal ini dapat dilihat
pada gambar bahwa dengan kecepatan potong yang tinggi dan pemakanan yang tinggi akan
Gambar 4.45 Normal Probability Plot (VB=0.22mm)
Normal Plot of Residuals
Gambar 4.46 Pengaruh Log f dan Log v terhadap Log TL (VB= 0.22mm)
4.3.4 ANOVA untuk variable respon aus pahat
Hasil data eksperimen dari proses pembubutan dalam skala aus pahat (Vb) akan
ditunjukkan pada tabel 4.14. Data eksperimen tersebut akan diregresi dan dianalisa oleh
software design expert. Hasil analisa yang memeperlihatkan model temperatur tersebut
tidak signifikan terhadap eksperimen dengan nilai F = 7,05. Dengan catatan nilai p-value (Prob>F) lebih besar daripada 0,05, maka pemodelan tersebut tidak signifikan. Dikarenakan data yang dihasilkan tidak signifikan maka diambil nilai yang terendah dari
p-value yaitu model BC.
Tabel 4.9 Analysis of Variance untuk VB
Residual 3,125E-004 1 3,125E-004
Cor Total 0,014 7
Std. Dev. 0,018 R-Squared 0,9769
Mean 0,26 Adj R-Squared 0,8383
C.V. % 6,77 Pred R-Squared -0,4789
Hasil analisis dari software ini menghasilkan persamaan sebagai berikut:
Vb = 2,95750 – 0,029950v – 14,15000f – 1,24100a + 0,12400vf + 0,010400va + 4,64000fa
4.4 Optimasi Kondisi Pemotongan
Pada optimasi akhir ini, fungsi desirability optimasi variabel bebas pada respon surface methodology telah dilakukan pada optimasi respon. Manfaat dari optimasi respon surface adalah untuk membantu mencari harga optimal dari parameter kondisi pemotongan
untuk memberikan nilai tc yang optimal selama melakukan proses pembubutan. Proses
tersusun pada tabel 4.6 yang menunjukan pembatasan untuk optimasi kondisi parameter
pemotongan. Tabel 4.7 menunujukan hasil optimasi umur pahat / tool life (TL).
Tabel 4.10 Optimasi Kondisi Pemotongan dalam Skala Logaritma untuk VB=0.22mm
Kondisi Goal Lower Limit Upper Limit
A:Log v is in range 1,812 1,875
B:Log f is in range -1 -0,823
C:Log a is in range 0 0,176
TL maximize -0,737 1,721
Pada tabel 4.10 hanya ditunjukkan 10 solusi software design expert, ditunjukkan 93 solusi optimasi umur pahat/Tool Life.
Tabel 4.11 Hasil Optimasi Umur Pahat Skala Logaritma untuk VB = 0.22mm Number Log v Log f Log a Log tc Desirability
Dari tabel hasil optimasi umur pahat yang dihasilkan oleh softwaredesignexpert versi
trial maka didapatkan bahwa nilai variabel-variabel untuk v, f, a, dan TL dalam nilai logaritma dan telah dikonversikan dengan antilog menjadi:
v = 65,012m/min
f = 0,101mm/rev
a = 1,004mm
BAB V
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Berdasarkan hasil penelitian, analisa dan diskusi persamaan umur pahat maka dapat
ditarik kesimpulan, yaitu:
1. Aus pahat yang terjadi pada penelitian penulis adalah flankwear (keausan tepi). 2. Ada 3 jenis fasa keausan yang terjadi pada penelitian adalah initial wear, gradual
wear, dan abruptwear.
3. Pada kondisi pemotongan High-High-High, terjadi flank wear beserta excessive chipping, kemudian pada kondisi HHL terjadi flank wear dan chipping, pada kondisi pemotongan HLH terjadi flank wear dan excessive chipping, pada kondisi pemotongan HLL hanya terjadi flank wear dan Built-up Edges. Sedangkan pada
kondisi Low-High-High, terjadi flank wear beserta Built-up Edges, pada kondisi LHL terjadi uniform flank wear, dan pada LLH dan LLL terjadi flank wear.
4. Persamaan umur pahat Taylor dan aus pahat yang dihasilkan oleh software Design Expert adalah
5. Optimasi umur pahat yang paling optimum adalah pada kondisi v = 65,012m/min; f =
0,101mm/rev; a = 1,004mm; TL = 52,84min.
6. Variabel yang paling berpengaruh dalam umur pahat adalah variabel v ( kecepatan
potong), kemudian variabel f (kecepatan pemakanan) dan variabel a ( kedalaman
5.2 Saran
Adapun saran dari penulis untuk penelitian mengenai proses pembubutan kering dan
keras terhadap baja AISI 4340, yaitu:
1. Alangkah baiknya, pada penelitian selanjutnya yang menggunakan baja yang telah di
heat treatment telah silindris, agar tidak membuang waktu penelitian untuk
menyiapkan benda kerja tersebut menjadi silindris.
2. Alangkah baiknya agar jurusan menyediakan perangkat lunak Design Expert full version agar dapat digunakan oleh peneliti selanjutnya.
3. Pada saat dilakukan pengukuran, alangkah baiknya pengukuran dilakukan diatas meja
ukur.
4. Disarankan agar melakukan survey sekali lagi untuk mendapatkan mesin CNC yang
lebih baik dari yang digunakan dalam penelitian penulis.
5. Disarankan agar mengulangi peneltian penulis dengan menggunakan pahat PVD yang
memiliki spesifikasi sama akan tetapi beda produsen, agar dapat membandingkan