BAB II
G
GA
AM
MB
BA
AR
RA
AN
N
U
UM
MU
UM
M
P
PE
ER
RU
US
SA
AH
HA
AA
AN
N
2
2..11.. SSeejjaarraahhPPeerruussaahhaaaann
Kebun Gunung Para adalah salah satu kebun tradisional PT. Perkebunan Nusantara III terletak di kecamatan Dolok Merawan Kabupaten Serdang Bedagai Propinsi Sumatera Utara. Berdasarkan letak geografisnya PT. Perkebunan Nusantara III ini berada pada (03º09’- 03º11’ LU) dan (99º04’- 99º06’ BT). Dimana jarak perusahaan ini ± 112 km dari Medan dengan ketinggian 96 – 114 meter diatas permukaan laut, dengan jenis podsolik kuning dan letak topografinya berbukit dan bergelombang.
Perusahaan ini berasal dari milik perusahaan Belanda CMO (Cultur Myde
Ooskut) yang diambil alih oleh negara pada tanggal 10 Desember 1957
(Nasionalisme) dalam perjalan ini telah beberapa kali berganti namanya. Berikut adalah pergantian nama-nama PT. Perkebunan Nusantara :
1. Kebun Gunung Para dahulu bernama CMO (Culturs Misde Oeskust) milik
Belanda.
2. Pada tanggal 10 Desember 1957 dinasionalisasi
3. Tahun 1957 - 1960 bernama Perkebunan Negara Baru (PPN Baru)
4. Tahun 1961 - 1962 bernama PPN Kesatuan Sumut VII
5. Tahun 1963 - 1968 bernama PPN Karet IV
8. Sejak 14 Februari 1996 sampai sekarang bernama PT Perkebunan Nusantara III (Persero), disingkat PTPN III, berdasarkan PP No. 8. Tahun 1996 yaitu penggabungan PTP III, PTP IV dan PTP V ( Akte No.36 Tanggal 11 Maret 1996 dari Notaris Harun Kamil SH).
2.2. Ruang Lingkup Bidang Usaha
Pabrik karet kebun Gunung Para terdiri dari dua jenis pengolahan yaitu pabrik pengolahan sheet dan pabrik pengolahan crumb rubber. Pabrik Pengolahan
Sheet atau RSS (Ribbed Smoke Sheet) mulai beroperasi pada tahun 1960 dengan hasil produksi:
1. RSS-I
2. RSS- II
3. RSS- III
4. Cutting
Kapasitas Olah Pabrik = 16.800 kg kering/ hari
Kebutuhan Air = 20 – 25 m³/ ton KK
Kebutuhan kayu asap = 3.5 m³/ ton KK
Kebutuhan Formic Acid = 7.5 – 9.00 kg / ton KK
Bahan baku latex berasal dari kebun sendiri (kebun milik perusahaan) 68 % dan 32 % dari kebun milik perseorangan. Hasil olahan sebagian besar di ekspor dan selebihnya diipasarkan di dalam negeri (lokal).
2.2.1. Visi Perusahaan
PTP Nusantara III Kebun Gunung Para memiliki visi menjadi perusahaan Agrobisnis Perkebunan yang tangguh dan mampu bersaing, baik di sektor hulu dan hilir di tingkat nasional dan regional.
2.2.2. Misi Perusahaan
Misi dari PTP Nusantara III adalah sebagai berikut:
1. Menjalankan usaha agrobisnis perkebunan di bidang perkebunan karet
serta menghasilkan produk rubber sheet,serta produk turunannya yang
berkualitas untuk memberikan kepuasan bagi konsumen.
2. Meningkatkan daya saing produk secara terus menerus yang didukung
oleh sistem, cara kerja dan lingkungan kerja yang mendorong munculnya kreativitas dan inovasi untuk meningkatkan produktivitas dan efisiensi.
3. Menghasilkan laba yang berkesinambungan untuk menjamin pertumbuhan
dan kesehatan perusahaan serta memberikan manfaat dan nilai tambah yang optimal bagi pemegang saham, karyawan, dan stakeholder lainnya.
4. Mengolah usaha secara profesional untuk meningkatkan nilai perusahaan
dengan berpegang teguh pada nilai-nilai etika bisnis dan senantiasa berpedoman pada tata kelola perusahaan secara sehat.
5. Memberikan perhatian dan peran yang sungguh-sungguh dalam
membangun kemitraan dan mengembangkan masyarakat lingkungan serta kelestarian lingkungan hidup.
2.3. ORGANISASI DAN MANAJEMEN 2.3.1. Struktur Organisasi Perusahaan
Organisasi adalah merupakan sekelompok orang yang bekerjasama untuk mencapai suatu tujuan. Dengan adanya organisasi, setiap tugas dan kegiatan dapat di distribusikan dan dikerjakan oleh setiap anggota kelompok secara efisien sehingga tujuan yang ditetapkan dapat tercapai.
Sedangkan manajemen adalah suatu proses yang melibatkan perencanaan, pengorganisasian, pengarahan dan pengawasan dari sumber daya yang ada untuk mendapatkan suatu tujuan yang diinginkan. Sumber daya haruslah dapat dikelola dengan baik dalam sistem organisasi yang tepat agar tercipta kerjasama yang baik dalam mencapai tujuan yang diinginkan.
Struktur organisasi biasanya digambarkan dalam bentuk bagan organisasi
(organization chart) yang memperlihatkan susunan fungsi-fungsi,
departemen-departemen dalam organisasi dan menunjukkan bagaimana hubungan kerja baik secara horizontal maupun vertikal.
Organisasi perusahaan telah disusun sedemikian rupa dan mempunyai struktur organisasi dalam bentuk organisasi garis atau lini, fungsional dan staf. Struktur organisasi perusahaan dapat dilihat pada gambar 2.1. dibawah ini.
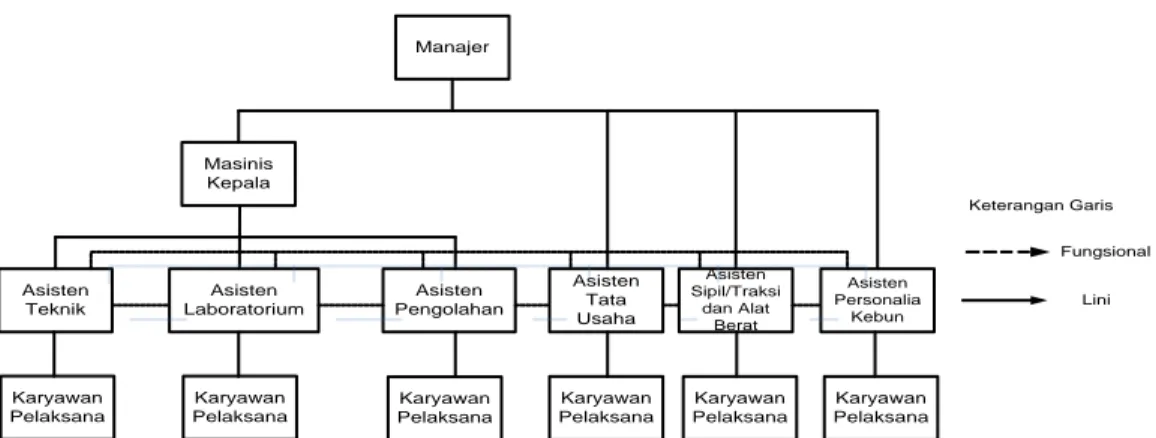
Adapun struktur organisasi yang digunakan pada Pabrik Karet PTP Nusantara III Gunung Para adalah struktur organisasi fungsional dan lini yaitu sebagai berikut :
Asisten Teknik Asisten Laboratorium Asisten Pengolahan Asisten Tata Usaha Asisten Sipil/Traksi dan Alat Berat Asisten Personalia Kebun Masinis Kepala Manajer Fungsional Lini Karyawan Pelaksana Karyawan Pelaksana Karyawan Pelaksana Karyawan Pelaksana Karyawan Pelaksana Karyawan Pelaksana Keterangan Garis
Gambar 2.1. Struktur Organisasi PT. Nusantara III Gunung Para
Berdasarkan Gambar 2.1. di atas maka dapat dikatakan bahwa bentuk struktur organisasi PTPN III Gunung Para adalah berbentuk campuran fungsional dan lini. Dikatakan berbentuk fungsional karena terdapat pembagian bidang-bidang seperti bagian keuangan, bagian produksi dan bagian yang lainnya. Organisasi dikatakan berbentuk lini, karena pada struktur organisasi dapat dilihat ada perintah langsung dari masing-masing bagian seperti bagian keuangan dengan administrasi keuangan dan bagian personalia dengan administrasi personalia dan seterusnya.
Struktur organisasi yang dipakai pada PT. Perkebunan Nusantara III Kebun Gunung para adalah bentuk fungsional dan lini karena :
1. Pembidangan tugas yang sesuai dengan lingkungan yang stabil dan
mempertinggi efisiensi kerja.
2. Menunjang pengembangan keahlian.
3. Memberi kesempatan bagi karyawan spesialisasi yang dapat
Hanya memerlukan koordinasi minimal karena masing-masing sudah mempunyai pengertian yang mendalam mengenai bidangnya.
2.3.2. Pembagian Tugas dan Tanggung Jawab
Adapun tugas dan tanggung jawab karyawan PTP Nusantara III Gunung Para adalah sebagai berikut :
1. Manager
a. Memimpin rapat manajemen dan rapat tenaga kerja.
b. Meninjau kontrak dari pelanggan
c. Menilai dan mengevaluasi laporan kerja produksi, administrasi, teknik dan personalia.
d. Menandatangani seluruh surat-surat keluar.
e. Memberi disposisi untuk seluruh surat masuk, baik internal maupun
eksternal.
f. Membuka dan menutup pelaksanaan pelatihan.
g. Melaporkan kinerja sistem manajemen lingkungan direksi
h. Merancang struktur organisasi sistem.
2. Masinis Kepala
a. Mengevaluasi, meninjau laporan kebutuhan bahan teknik dan produksi
b. Memimpin rapat kerja bulanan.
c. Ikut serta meninjau kontrak dari pelanggan.
d. Memantau kegiatan produksi dan perawatan mesin-mesin dan
e. Memberikan pelatihan manajemen, mutu, produksi dan teknik kepada kepala staf baru.
f. Mengkoordinir kegiatan harian pabrik.
g. Menggantikan manajer bila berhalangan.
3. Kepala Pabrik
a. Membantu membuat rancangan rencana jangka pendek dan jangka
panjang (kebutuhan belanja bahan) produksi.
b. Membuat rancangan proses pengolahan sesuai dengan order yang telah
diterima sesuai kebijaksanaan yang ditetapkan manajer.
c. Menyelenggarakan administrasi laporan kerja dan harga pokok pabrik.
d. Mengendalikan seluruh aktivitas termasuk penggunaan bahan-bahan
processing.
e. Mengevaluasi aspek penting lingkungan proses produksi
f. Menjamin pelaksanaan komunikasi prosedur dan istruksi kerja sampai
kepada bawahannya.
4. Asisten Pengolahan
a. Membuat rencana produksi mingguan di coumpound dan extruction
section sesuai dengan planning yang diterima dari kepala pabrik.
b. Mempersiapkan mesin-mesin yang digunakan untuk proses produksi.
c. Mempertanggung jawabkan laporan produksi harian, umum,
minggua n, bulanan dengan dibantu oleh supervisor.
d. Menandatangani check sheet dan form-form sesuai yang diisyaratkan dalam prosedur.
e. Menjamin kebersihan lingkungan di areal kerja.
5. Asisten Tata Usaha
a. Memeriksa dan mengevaluasi masing-masing barang yang dibutuhkan
dalam bon permintaan barang dengan pertimbangan anggaran.
b. Memeriksa dan menandatangani memo permintaan, order pembelian
lokal dan kebutuhan penawaran barang.
c. Mengidentifikasi kebutuhan training untuk semua personalia.
d. Melakukan tindakan koreksi atas ketidaksesuaian dan temuan audit
mutu internal.
e. Memelihara semua dokumen yang ada di bagian pembagian seperti
prosedur, instruksi kerja, dokumen pendukung dan sasaran mutu. f. Menginformasikan bahan lateks yang di tolak kepada para supplier.
g. Melaksanakan tugas-tugas yang diinstruksikan manajer.
h. Mengkomunikasikan prosedur dan instruksi kepada bawahannya serta
mengkoordinir penerapan di lapangan.
6. Asisten Laboratorium
a. Menjalankan tugas yang direncanakan oleh kepala pabrik.
b. Mempersiapkan formulasi compound dan pengembangan produk baru.
c. Mengevaluasi, pengendalian dan mengawasi bahan kimia lateks dan
bahan pembantu.
d. Mempersiapkan permintaan kebutuhan di chemical laboratory and
efflvent treatment termasuk kebutuhan bahan-bahanpembantu setiap
e. Mengendalikan/mengawasi perlengkapan dan keamanankerja serta mengevaluasi kebersihan di chemical laboratory.
7. Asisten Teknik
a. Bertugas melakukan kegiatan perbengkelan untuk kelancaran proses
pengolahan.
b. Membuat laporan perawatan mesin-mesin dan peralatan kegiatan
produksi.
8. Asisten Personalia Kebun
a. Mengawasi pelaksanaan penanaman dan perawatan kebun perusahaan.
b. Mengatur Sistem kerja penanaman dan pengambilan hasil kebun.
c. Membuat anggaran kebutuhan pembibitan dan penanaman karet.
d. Membuat laporan kegiatan di areal lahan karet.
9. Asisten Tanaman
a. Mengawasi kualitas tanaman karet di lahan karet milik perusahaan.
b. Menjalankan proses pembibitan karet.
c. Mengatasi permasalahan yang timbul di kebun, misalnya adanya hama
yang mengakibatkan kerusakan pada tanaman karet. 10.Asisten Sipil/Traksi dan Alat Berat
a. Mendatangkan alat-alat berat untuk mengangkut hasil Kebun.
b. Mengatur kedatangan alat-alat berat untuk mengangkut produk yang
2.3.3. Tenaga Kerja dan Jam Kerja
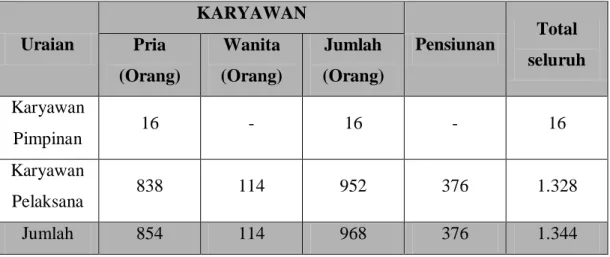
Tenaga kerja yang terdapat di PT. Nusantara III Gunung Para dapat dilihat pada tabel 2.1. di bawah ini :
Tabel 2.1. Situasi Tenaga Kerja di PTP Nusantara III Gunung Para
Uraian KARYAWAN Pensiunan Total seluruh Pria (Orang) Wanita (Orang) Jumlah (Orang) Karyawan Pimpinan 16 - 16 - 16 Karyawan Pelaksana 838 114 952 376 1.328 Jumlah 854 114 968 376 1.344
Waktu kerja di PTP Nusantara III Gunung Para terdiri dari dua bagian yaitu waktu kerja karyawan kantor dan waktu kerja karyawan produksi. Adapun pembagian waktu kerja tersebut adalah sebagai berikut:
a. Waktu kerja karyawan kantor
Senin-Jumat 08.00-16.00
Sabtu 08.00-12.00
b. Waktu kerja karyawan produksi
Untuk karyawan produksi terbagi atas 3 shift (Senin-Minggu), yaitu:
Shift I : 07.30 – 15.00 WIB
Shift II : 15.00 – 22.00 WIB
2.3.4. Sistem Pengupahan Dan Fasilitas Lainnya
Sistem Pengupahan karyawan diberikan gaji pokok menurut golongan sesuai dengan skala gaji sebagaimana tercantum dalam lampiran II PKB ini. Bagi karyawan dengan golongan terendah mengacu kepada sekurang – kurangnya 75 % dari upah minimum. Disamping gaji pokok kepada karyawan karyawan diberikan tunjangan tetap sebesar 25 % dari gaji. Besarnya gaji untuk golongan terendah akan disesuaikan sejalan dengan penetapan upah minimum yang berlaku. Apabila perusahaan tidak mampu untuk melaksanakan penyesuaian upah minimum.
Kompensasi atas hasil kerja karyawan diwujudkan dalam bentuk upah dan fasilitas-fasilitas yang menunjang kesejahteraan karyawan. Sistem pengupahan yang berlaku pada perusahaan adalah sebagai berikut :
1 Karyawan musiman dibayar setiap akhir minggu. Besar upah yang diterima adalah sesuai dengan UMR (Upah Minimum Regional).
1. Untuk karyawan tetap ada dua sistem penggajian yaitu :
a. Karyawan tetap harian, gaji dibayarkan sebesar 30 hari kerja dipotong hari kerja yang absen.
b. Karyawan tetap bulanan, gaji dibayarkan setiap bulan pada tanpa
potongan hari kerja absen.
Untuk pelayanan kesehatan perusahaan memiliki unit P3K. Apabila penyakit yang diderita tidak dapat ditanggulangi oleh P3K maka karyawan dapat berobat ke rumah sakit yang ditunjuk oleh perusahaan.
Fasilitas-fasilitas karyawan yang ada dalam PT. Perkebunan Nusantara III Kebun Gunung Para adalah sebagai berikut :
1. Tempat tinggal (sewa rumah)
Kepada karyawan yang tidak mendapat fasilitas perumahan dari perusahaan diberikan bantuan sewa rumah yang besarnya :
a. 1. 50 % dari Gaji pokok (untuk karyawan Kandir, GPIHK dan
PRTRA)
a. 2. 35 % dari gaji pokok (untuk karyawan kebun / unit)
b. Air = 15 % dari sewa rumah (untuk semua karyawan)
c. Transport = 30 % dari gaji pokok ( khusus karyawan kandir)
d. Listrik = 25 % dari sewa rumah (untuk semua karyawan)
2. Jamsostek.
3. Kenderaan dinas.
Selain upah yang diberikan perusahaan juga memperhatikan keselamatan karyawan dalam bentuk jaminan sosial tenaga kerja (jamsostek). Seluruh pekerja memperoleh jaminan atas keselamatannya selama melaksanakan pekerjaan.
2.4. Proses Produksi
2.4.1. Bahan Yang Digunakan 2.4.1.1. Bahan baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk dan memiliki persentase yang relatif besar dalam produk dibandingkan dengan bahan-bahan lain. Bahan baku pada produk sheet yang digunakan adalah latex
2.4.1.2. Bahan Tambahan
Bahan tambahan adalah suatu bahan pelengkap yang ditambahkan ke dalam proses pembuatan produk untuk meningkatkan citra atau mutu produk yang dihasilkan dan merupakan bagian dari produk akhir. Bahan tambahan yang digunakan adalah asam formit/semut dengan konsentrasi 3%-5%, cuka 7.5 kg/ton, amoniak 6.5 kg/ton.
2.4.1.3. Bahan Penolong
Bahan penolong adalah bahan yang diperlukan dalam proses produksi untuk menambah mutu produk. Bahan penolong yang dipakai adalah plastik, dan kardus.
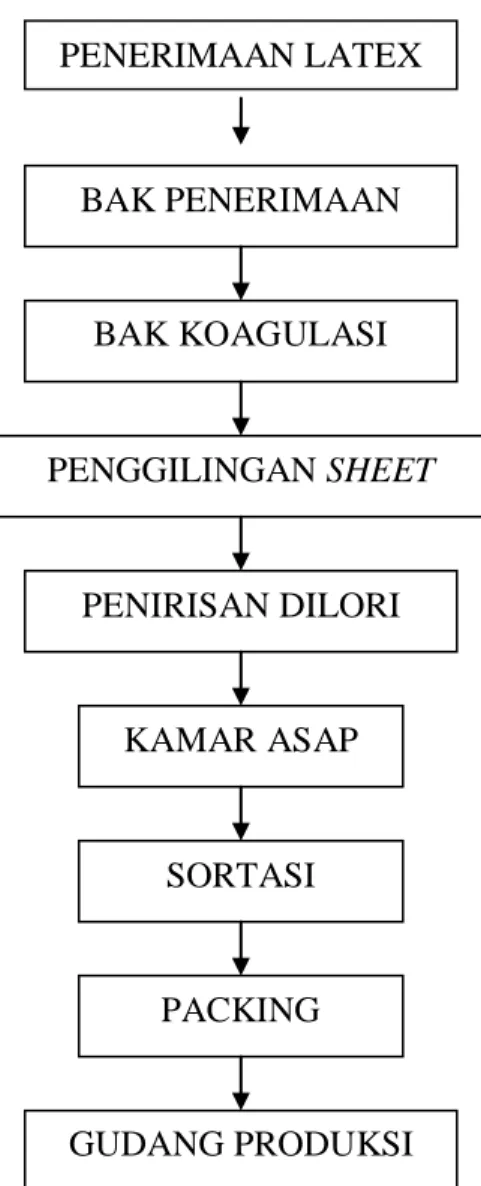
2.4.2. Uraian Proses Produksi
Flow process pabrik Ribbed Smoked Sheet Gunung Para kapasitas 16.800 Kg kering per hari adalah sebagai berikut :
Gambar 2.2. Skema Pengolahan Ribbed Smoked Sheet Pabrik Gunung Para
Penerimaan Lateks di Pabrik
Lateks yang datang dari kebun-kebun sebelum dimasukkan dalam main
bak terlebih dahulu dilakukan pengukuran volume lateks dalam tangki dengan memakai talang ukuran tangki dan kemudian penuangan lateks ke main bak harus
disaring menggunakan saringan 20 mesh dan di tampung dalam main bak
penampungan yang juga berfungsi untuk tempat pengenceran lateks. Penerimaan PENERIMAAN LATEX BAK PENERIMAAN BAK KOAGULASI PENGGILINGAN SHEET PENIRISAN DILORI KAMAR ASAP SORTASI PACKING GUDANG PRODUKSI
lateks di pabrik harus ditentukan kadar karet keringnya (DRC) dengan menggunakan alat metrolac.
1. Cara menentukan DRC dengan metrolac
Setiap tangki lateks afdeling diambil contoh lateks sebanyak 500 cc, kemudian ditambahkan air sebanyak 1000 cc (perbandingan 1 : 2), aduk perlahan-lahan sampai campuran lateks dengan air merata, lalu dimasukkan kedalam tabung. Busa lateks yang ada di atas permukaan dihilangkan untuk
menghindarkan kesalahan baca pada skala metrolac. Kemudian masukkan
metrolac kedalam tabung yang berisi contoh lateks, penunjukan skala metrolac
pada batas permukaan contoh lateks tersebut dikali tiga kali, maka itulah kadar
karet keringnya (DRC). Misalnya metrolac menunjukkan skala ke 7 % maka
kadar karet keringnya = 7.3 = 21.
2. Cara lain untuk menentukan DRC (Dry Rubber Counteen)
Untuk mengetahui kadar karet kering selain menggunakan metrolac dapat juga ditentukan dengan cara mencari faktor pengeringannya sebagai berikut :
a. Ambil contoh lateks yang datang ke pabrik sebanyak 200 cc
b. Tambahkan asam semut ± 2 cc
c. Diaduk sampai menggumpal ± 1 jam
d. Digiling dengan jumlah penggilingan 8 kali dengan tebal lembaran
kira-kira 2.5 mm
f. Kemudian lembaran karet basah ditimbang dan dicatat berat basahnya lalu dikeringkan di kamar asap, setelah kering ditimbang lagi dan dicatat keringnya.
3. Pengenceran Lateks
Pengenceran lateks dilakukan sampai kadar karet bakunya 15 %. Tujuan pengenceran adalah sebagai berikut :
a. Untuk melunakkan bekuan, sehingga tenaga giling tidak terlalu besar.
b. Untuk memudahkan penghilangan gelembung udara.
c. Untuk memudahkan pencampuran asam semut.
Selama pengenceran lateks di main bak harus dilakukan pengadukan
dengan suatu alat yang dinamakan agitator agar pencampuran lateks dengan air merata atau homogen.
Pembekuan/Koagulasi
Setelah lateks diencerkan sampai 15 % kemudian dialirkan melalui
gutther (talang) dan dimasukkan kedalam bak pembekuan setelah terlebih dahulu melewati saringan 60 mesh. Setelah permukaan lateks mencapai ketinggian tertentu, aliran lateks dihentikan dan pindah ke bak berikutnya. Busa yang terbentuk pada permukaan lateks harus diambil dengan alat serok, atau saringan 60 mesh.
Tambahan asam formit/semut 500 cc-600 cc dengan konsentrasi 3 %-5 % bak pembekuan, waktu pembekuan 6-8 jam. Selama penuangan asam semut harus diikuti dengan pengadukan dari belakang sebanyak 14-16 kali. Sebelum dituangkan asam semut tersebut harus diencerkan terlebih dahulu menjadi
konsentrasi 3 %-5 % dengan cara menambahkan air 9 liter. Busa yang terbentuk setelah pengadukan diambil lagi dengan serok busa dari alumunium.
Pemasangan sekat (sisir) di mulai dari tengah kemudian kedua bagian yang terbentuk dibagi dua lagi dan seterusnya, untuk mengurangi gelembung- gelembung yang melekat pada sekat-sekat maka sekat ini harus dibasahi terlebih dahulu dengan air.
Penggilingan
Penggilingan koagulum dilakukan dengan gilingan sheet yang
konstruksinya terdiri dari 6 buah rol yang disebut “six in one” gilingan rol 1 sampai dengan 5 rolnya licin (tidak berbunga) sedangkan gilingan rolnya terakhir atau finisher rolnya diberi berbunga (grooving). Tujuan diberi bunga adalah agar lebih mudah dalam pengeringan dan tidak lengket bila ditumpuk, masing-masing rol gilingan dilengkapi dengan saluran air pelican, di depan gilingan terakhir dibuat bak air empat persegi, untuk pencucian terakhir lembaran sheet.
Adapun tujuan penggilingan yaitu :
1. Mengeluarkan kandungan air dari koagulum
2. Menghilangkan/membuang lendir dan serum yang terdapat di permukaan
lembaran
3. Menipiskan koagulum menjadi lembaran sheet setebal 2-4 mm.
Pengenceran
Untuk menentukan pengenceran yang standart di pabrik karet yaitu 13 %-15 % dengan isi lateks dalam bak pembekuan 600 liter dengan beratnya lateks kering 90 kg.k.
Terlebih dahulu kita mengetahui yaitu : Panjang bak = 3 m
Lebar bak = 0,72 m
Tinggi bak = 0,39 m
Maka untuk mencari ketinggian lateks pengenceran, lateks dalam bak pembekuan terlebih dahulu kita mencari bak pembekuan 1 cm maka kita gunakan dalam meter yaitu 1 cm = 0,01 m maka didapat yaitu :
Panjang bak = 3 m
Lebar bak = 0.72
Tinggi bak = 0.1 m
Maka didapatlah tinggi air dalam 0,01 m yaitu :
Ap = P x L x T
= 3 m x 0.72 m x 0,01 m = 0.0216 x 1000
= 21.6 air/cm
Pengeringan dan Pengasapan
Tujuan pengeringan adalah untuk menurunkan kadar air sehingga di dapat
sheet yang kering, agar kondisi mutu dapat dipertahankan selama penyimpanan dan pengangkutan. Sedangkan fungsi asap adalah untuk memberikan warna coklat terang pada sheet dan untuk mencegah pertumbuhan spora/jamur.
Cara pengeringan dan pengasapan dilakukan dengan menggantungkan
sheet di atas gantar-gantar bambu/kayu, laori dengan kapasitas lebih kurang 504 lembar/lori. Sebelum lori-lori yang berisi sheet dimasukkan ke kamar pengeringan
terlebih dahulu dibiarkan atau ditiriskan di luar selama 2 jam atau lebih supaya air
yang terdapat di permukaan lembaran sheet jatuh ke bawah sheet untuk
menghindarkan kelembaban yang tinggi di dalam kamar pengeringan, setelah pengasapan selama satu malam lori-lori tersebut di keluarkan dan dilakukan penyambretan, selama pengeringan 4-5 hari.
a. Pengaturan suhu di dalam kamar asap
a. Hari I suhu 40-450 Ventilasi terbuka penuh b. Hari II suhu 40-550 Ventilasi setengah terbuka c. Hari III suhu 55-600 Ventilasi seperempat terbuka d. Hari IV suhu 60-650 Ventilasi tertutup
e. Hari V suhu 650 Ventilasi tertutup b. Spesifikasi kamar asap
a. Type : subur kamar
Jumlah kamar : 8 kamar Kapasitas kamar : 6 lori/kamar
b. Type : airwood
Jumlah kamar : 6 kamar Kapasitas kamar : 12 lori/kamar
Pengepresan
Pengepresan dilakukan pada mesin press hidrolik, pada setiap sisi
dipasang cantelan atau gelengan dari besi yang berfungsi untuk menahan lembaran sheet yang di press setelah terpenuhi dengan ukuran :
1. Panjang : 55 cm – 57 cm
2. Lebar : 50 cm –56 cm
3. Tinggi : 40 cm - 47 cm
Setelah pengepresan cantelan (gelangan) besi jangan dibuka, biarkan sheet
berada dalam peti press selama satu malam, keesokan harinya baru di buka
cantelan (gelangan) besinya.
Pengepakan
Pembungkusan dilakukan dengan menusuk-nusuk lembaran pembungkus dengan alat tusuk dari baja yang runcing, sehingga pembungkusan benar-benar melekat. Setelah selesai pembungkusan, ball tersebut di kapur.
2.4.3. Mesin dan Peralatan 2.4.3.1. Mesin Produksi
Pada PT. Nusantara III Gunung Para mesin-mesin yang digunakan untuk
proses pengolahan sheet adalah sebagai berikut: 1. Mesin Sheeter
Mesin Sheeter berfungsi mengiling koagulum dari bak koagulasi menjadi lembaran Sheet dengan tebal 3 mm.
Merk : Lindeteves
2. Balling Press
Balling Press berfungsi untuk memadatkan lembaran sheet menjadi bentuk bandela seberat 33. ⅓ Kg dan ball 113 kg (lose ball).
Merk : Lindeteves
Kapasitas : 1000 kg / jam
3. Mesin Agigator
Mesin Agigator berfungsi untuk menghomogenkan air dengan lateks
murni (karet alam).
Merk : Crompton Parkinson
Rpm : 1420
Agar proses produksi tidak terganggu, maka perawatan mesin harus dilakukan secara rutin yang ditanggungjawabi oleh Kepala Dinas Teknik. Di Kebun PTP. Nusantara III Kebun Gunung Para perawatan mesin ini terdiri dari perawatan terencana dan perawatan tidak terencana.
1. Perawatan Terencana
Perawatan terencana dilakukan setiap hari dengan mengecek mesin-mesin. Selain itu setelah satu minggu digunakan, pada hari Minggu juga dilakukan perawatan dengan memberi minyak dan mengganti bagian-bagian mesin yang telah aus. Perawatan mesin seperti ini biasa pula disebut sebagai pencegahan terhadap kemungkinan terjadinya gangguan proses produksi.
Perawatan tidak terencana dilakukan jika terjadi gangguan mesin produksi pada saat mesin sedang berproduksi. Hal seperti ini sangat dihindari karena dapat mengganggu jalannya produksi.
2.4.3.2. Peralatan
Pada PT. Nusantara III Gunung Para peralatan yang digunakan untuk
proses pengolahan sheet adalah sebagai berikut :
1. Bak Penerimaan
Bak penerimaan berfungsi tempat penerimaan latex dari lapangan
sekaligus proses pengenceran latex menjadi DRC 13-15 %.
2. Bak Koagulasi
Bak koagulasi berfungsi sebagai tempat latex yang telah diencerkan untuk
pembekuan dengan Formic acid 7.5-9.00 kg/ton kering dengan kapasitas
bak 650 liter/bak. Panjang : 3 meter Lebar : 0.72 meter Tinggi : 0.39 meter Isi : 650 liter Penyekat : 74 buah
Banyak lembaran : 75 lembar
Jumlah bak : 80 buah Jarak antara sekat : 10 cm
3. Lori sheet
Lori sheet berfungsi tempat penjemuran sheet/pengeringan sheet sebelum masuk kamar Asap kapasitas Lori sheet = 456 lembar.
a. Tempat kayu kilas terbuat dari kayu Satu baris terbuat dari : 42 batang Satu batang terdiri dari : 3 lembar Banyaknya tingkatannya ada: 4 tingkatan Satu lembar beratnya ada : 4 tingkat Satu lembar beratnya :1,2 kg
Berat sheet 1 lori 42 x 3 x 4 x 1.2 = 662.4 kg Banyaknya lembaran sheet 42 x 3 x 4 = 504 lembar b. Tempat kayu kilas terbuat dari besi
Satu baris terbuat dari : 46 batang Satu batang terdiri dari : 3 lembar Banyaknya tingkatannya ada: 4 tingkatan Satu lembar beratnya ada : 4 tingkat Satu lembar beratnya :1,2 kg
Berat sheet 1 lori 46 x 3 x 4 x 1.2 = 662.4 kg Banyaknya lembaran sheet 46 x 3 x 4 = 552 lembar
4. Kamar Asap
Kamar asap berfungsi untuk mengeringkan sekaligus membentuk warna
sheet selama 5 hari temperatur 45-65 ºC, kapasiatas kamar asap = 3000 kg/kamar, dengan tahapan temperatur :
Hari Pertama : 40-45 ºC Hari kedua : 45-50 ºC Hari Ketiga : 50-55 ºC Hari Keempat : 55-60 ºC Hari Kelima : 60-65 ºC Kamar asap subur
Jumlah kamar : 8 kamar Kapasitas kamar : 6 lori/kamar
Kamar asap air wood
Jumlah kamar : 6 kamar
Kapasitas kamar : 12 lori/kamar
5. Ruangan Sortasi
Ruangan sortasi berfungsi menyortir lembaran sheet untuk memperoleh
mutu RSS-I, RSS-II, RSS-III, dan cutting. Dimana RSS-I adalah harus
bebas dari segala kotoran dan gelembung-gelembung, karet cukup kering, bebas jamur, dan elastisitas cukup baik tidak melekat. RSS-II adalah harus bebas dari segala kotoran, gelembung-gelembung yang sangat halus serta terpencar-pencar masih dibenarkan, sedangkan syarat lain sama dengan mutu RSS-I. RSS-III adalah dibenarkan sedikit kotoran serta gelembung-gelembung yaitu gelembung-gelembung-gelembung-gelembung halus merata dan gelembung-gelembung besar yang menumpuk terpencar-pencar, bekas-bekas jamur yang telah dibersihkan, serta lembaran yang koyak dapat dibenarkan. Sedangkan
cutting adalah bekas-bekas potongan kecil dari lembaran sheet sewaktu pensortiran, ukuran cutting maximal 15 cm persegi.
6. Packing
Packing lose ball menjadi 113 kg/ball dan untuk bentuk pallet 1200 kg/
pallet.
7. Gudang Produksi
Untuk menyimpan produksi siap ekspor.
Sarana pendukung pada Kebun PT. Nusantara III Kebun Gunung Para antara lain :
b. Listrik
Energi listrik diperoleh dari PLN dan jika listrik padam digunakan genset untuk menggerakkan mesin-mesin.
c. Air
Air yang digunakan oleh Kebun PTP. Nusantara III Kebun Gunung Para berasal dari PDAM Tirtanadi Medan.