1
Bab I - Pendahuluan
I.1 Latar Belakang
Indonesia sebagai negara berkembang, memiliki banyak perusahaan industri yang bergerak diberbagai bidang produksi, salah satunya Kabupaten Bandung yang terkenal akan Industri Tekstil. Industri tekstil dan produk tekstil (TPT) Indonesia secara teknis dan struktur terbagi dalam 3 sektor industri dari hulu sampai hilir, yaitu:
1. Sektor Industri Hulu (upstream), adalah industri yang memproduksi serat/fiber (natural fiber dan man-made fiber atau synthetic) dan proses pemintalan (spinning) menjadi produk benang (unblended dan blended yarn). 2. Sektor Industri Menengah (midstream), meliputi proses penganyaman (interlacing) benang enjadi kain mentah lembaran (grey fabric) melalui proses pertenunan (weaving) dan rajut (knitting) yang kemudian diolah lebih lanjut melalui proses pengolahan pencelupan (dyeing), penyempurnaan (finishing) dan pencapan (printing) menjadi kain-jadi.
3. Sektor Industri Hilir (downstream), adalah industri manufaktur pakaian jadi (garment) termasuk proses cutting, sewing, washing dan finishing yang menghasilkan ready-made garment. (Ismy, 2008)
Salah satu perusahaan yang menghasilkan sektor industri hilir adalah PT. Adetex Filament I (PT. AF I) Departemen Printing yang memproduksi kain grey menjadi kain bercorak. Anak perusahaan (selanjutnya disebut Departemen Printing dan atau PT. AF 1) ini memiliki posisi yang penting dibanding anak perusahaan lain. Departemen yang didirikan pada tahun 1973 ini merupakan pelopor kain polyester printing di Indonesia, sehingga menyediakan produk yang berkualitas tinggi dan mempunyai daya saing sudah menjadi kewajiban. Sejalan dengan misi PT.AF I yaitu selalu berupaya untuk menjadi yang terbaik dalam hal yang berkaitan dengan produk dan pelayanan, perusahaan juga harus memiliki kemampuan
2
improvement secara continue karena permintaan konsumen sangat cepat berubah mengikuti zaman. (PT. Adetex, 1995)
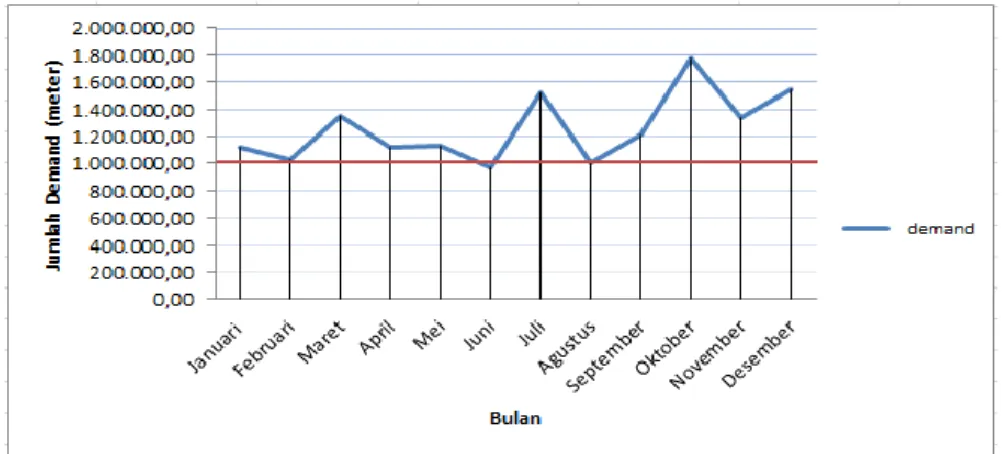
Perusahaan yang telah bersertifikat ISO 9001:2008 sejak tahun 2010 ini memiliki jumlah desain yang produksi dapat mencapai 12 desain perhari, sedangkan kapasitas produksi kurang lebih 1 juta meter dalam 1 bulan dengan menggunakan 3 buah mesin yaitu 2 mesin flat printing dan 1 mesin rotary printing dengan tipe
demand yang bersifat bervariasi sehingga jumlah demand yang diterima setiap bulannya tidaklah sama, namun tercapai sesuai dengan pesanan pelanggan, yang ditunjukan pada gambar I.1
Gambar I.1 Grafik demand pada tahun 2013 (PT. Adetex, 1995)
PT. AF I lebih membidik pasar ekspor dunia untuk memasarkan produk mereka, sehingga deadline produksi dan pengiriman produk adalah suatu hal yang penting. Aliran proses pemesanan dan produksi yang terjadi pada PT. AF I diuraikan pada gambar I.2
PPIC
Finishing
Shipment Tracing Strike off Engraving Printing
Marketing
Gambar I.2 Proses Pemesanan dan Produksi (PT. Adetex, 1995)
3
Proses pemesanan dimulai dari proses penerimaan pesanan di bagian sales marketing, setelah diproses maka pesanan menuju PPIC (production planning inventory control) yaitu desain dari pelanggan akan di buat perencanaan produksi, output dari proses ini adalah form rencana desain. Lalu mulai masuk ke ke dalam proses produksi. Proses pertama yaitu unit tracing dimana supervisor akan menerima order dalam bentuk sampel kain, desain atau artwork dalam bentuk file,
output dari proses ini adalah pembuatan gambar screen desain dan warna untuk unit strike off. Pada saat yang bersamaan, PPIC juga akan memberikan order
kepada unit strike off yang berisi kain yang digunakan, agar dibuat sampel pasta berdasarkan warna acuan dan screen. Setelah dibuat, sampel pasta strike off
mengkonfirmasikan kepada customer melalui bagian marketing. Setelah sampel diterima, proses ini akan berputar kembali ke bagian PPIC untuk dilakukan inventori, lalu masuk kembali pada unit tracing untuk dilakukan proses masking. Proses selanjutnya engraving yaitu proses membentuk cetak sablon pada lempengan alumunium, proses pengukiran ini dilakukan dengan mesin engraving. Lempengan alumunium akan mencap design yang sudah di oleskan dengan pasta kedalam kain grey, proses ini dinamakan dengan printing. Lalu pada proses terakhir yaitu unit finishing merupakan proses pelembutan sampai dengan pembungkusan kain jadi yang nantinya akan dikirim ke unit shipment marketing
dan akan dikirim langsung ke tangan customer.
Berdasarkan wawancara, perusahaan lebih memperhatikan output daripada proses, karena yang terpenting adalah waktu penyelesaian produk menjadi lebih cepat dan menghasilkan keuntungan yang besar sehingga manajer dan pegawai akan berupaya untuk memberikan ide kreatifitasnya dalam mencapai waktu yang ditentukan dan sebisa mungkin menghindari kerugian akibat keterlambatan. Manager mengatakan bahwa hasil produk memenuhi harapan pelanggan, karena selama ini tidak ada keluhan terhadap produk sehingga dapat dikatakan efektif karena tepat sasaran atau tujuan, namun manager merasakan bahwa hal ini tidak efisien dari segi proses.
4
Hasil wawancara dan observasi menunjukan bahwa unit tracing dan strike off
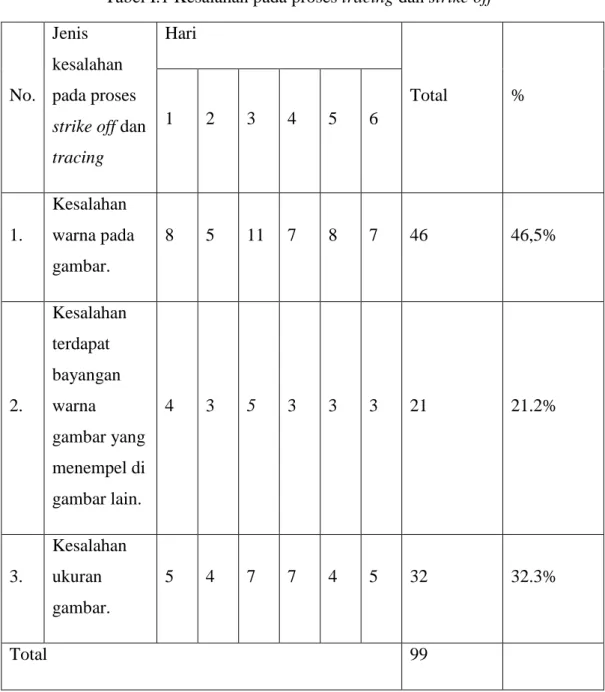
merupakan salah satu unit yang sering mengalami kesalahan. Kesalahan pada kedua unit mengakibatkan desain sampel ditolak oleh customer sehingga pegawai akan membuat desain ulang sample. Kesalahan ini apabila tidak diperbaiki akan mengakibatkan cacat produk tetapi jika diperbaiki akan memperpanjang waktu proses pembuatan kain jadi. Kesalahan pada unit tracing dan strike off diuraikan pada tabel I.1
Tabel I.1 Kesalahan pada proses tracing dan strike off
No.
Jenis kesalahan pada proses
strike off dan
tracing Hari Total % 1 2 3 4 5 6 1. Kesalahan warna pada gambar. 8 5 11 7 8 7 46 46,5% 2. Kesalahan terdapat bayangan warna gambar yang menempel di gambar lain. 4 3 5 3 3 3 21 21.2% 3. Kesalahan ukuran gambar. 5 4 7 7 4 5 32 32.3% Total 99
5
Tabel I.1 menguraikan bahwa kesalahan di unit strike off dan tracing. Kesalahan di unit strike off antara lain kesalahan warna pada gambar sering terjadi, biasanya
pantone warna terlalu terang juga kadang terlalu gelap dengan presentasi sebesar 46.5%, hal ini diakibatkan oleh penggunaan zat pigmen yang terlalu banyak atau sedikit dan pantone warna kurang tepat. Selain itu kesalahan lain yang sering terjadi adalah warna gambar membayang dengan presentase sebesar 21.2% yang diakibatkan oleh cat terlalu kental dan screen yang dilalui tidak baik. Kemudian terdapat kesalahan ukuran gambar juga tidak sesuai sebesar 32.3%. Untuk kesalahan desain pada proses tracing dapat diatasi dengan perubahan desain pada komputer, untuk kesalahan yang terletak pada warna maka diatasi di proses strike off, namun hal ini dapat memperpanjang waktu proses. Apalagi bila design
tersebut termasuk dalam jenis pemesanan abnormal, maka pegawai akan mengalami waktu lembur,
Wawancara dan observasi yang telah dilakukan dengan Kepala Produksi serta pegawai tracing dan strike off menunjukan bahwa kesalahan pada tabel I.1 diduga disebabkan oleh faktor manusia dan SOP tracing dan strike off yang panjang. Karyawan yang telah memahami proses bisnis strike off cenderung menggunakan pengalaman individu. Hal serupa juga terjadi di unit tracing. Pada SOP tracing
terdapat banyaknya pengecekan yang dilakukan dan cenderung membuat staf mengalami kelelahan. Dampak dari hal ini adalah proses yang berlangsung tidak seragam atau tidak konsisten sehingga mengakibatkan terjadinya kesalahan-kesalahan, apalagi kedua proses ini berkaitan erat terhadap desain dan warna dari produk.
Kemudian beberapa masalah juga terdapat pada Standard Operational Procedure
(SOP) printing yaitu adanya tahapan proses yang terlalu singkat yang menyebabkan ketidakjelasan aktivitas dalam Standard Operational Procedure
(SOP) yang harus dikerjakan oleh tenaga pelaksana. Seperti dalam salah satu alur proses unit printing, setelah kain print di steam maka dilakukan proses pencucian dan di cek apakah warna sudah mengikis, apabila sudah maka dikirim ke proses
6
serta penggunaan kata yang memiliki arti sama dapat membuat karyawan mengalami kebingungan, padahal unit printing memiliki 3 shift kerja yang karyawannya berstatus kontrak, sehingga memungkinkan hadirnya karyawan baru. Apabila karyawan ini tidak memahami alur produksi, maka hasil yang didapatkan tidak akan maksimal. Hal ini terjadi karena pihak departemen tidak melakukan evaluasi Standard Operational Procedure (SOP) secara berkelanjutan sejak tahun 2010.
Permasalahan yang terjadi pada PT. AF I menyebabkan perlunya dilakukan perbaikan dan standardisasi pada proses produksi. Perbaikan dan standarisasi proses bisnis pada perusahaan dapat dilakukan dengan berbagai metode. Salah satu metode yang banyak digunakan yaitu melakukan perbaikan dan standarisasi proses bisnis yang ada dengan melakukan peningkatan (improvement) di beberapa bagian tertentu secara bertahap dan continue, atau sering disebut metode Business Process Improvement (BPI). BPI memberikan suatu sistem yang membantu dalam proses penyederhanaan (streamlining) proses-proses bisnis, dengan memberikan jaminan bahwa pelanggan internal dan pelanggan eksternal dari organisasi akan mendapat output yang baik. (Harrington, 1991, hal. 20-21)
Penelitian ini berfokus pada perbaikan Standard Operational Procedure (SOP) dengan perbaikan proses bisnis Departemen Printing atau AF 1 yang diduga
menjadi akar permasalahan yang menggunakan metode Business Process
Improvement (BPI). Sehingga pada akhirnya didapatkan Standard Operational Procedure (SOP) usulan yang memuat aliran informasi yang jelas serta memuat proses yang efektif dan efesien, dan pada akhirnya diharapkan dapat memperbaiki kinerja karyawan dan dapat meningkatkan performansi perusahaan.
I.2 Rumusan Masalah
Adapun rumusan masalah yang menjadi dasar dilakukannya penelitian ini adalah sebagai berikut.
7
2. Bagaimana rancangan perbaikan Standar Operating Prosedure (SOP) proses bisnis PT. Adetex Filament 1 (PT. AF I) yang menggunakan Bussiness Process Improvement (BPI)?
I.3 Tujuan Penelitian
Mengacu pada perumusan masalah, maka tujuan dari dilakukannya penelitian adalah sebagai berikut.
1. Merperbaiki proses bisnis PT. Adetex Filament 1 (PT. AF I).
2. Merancang perbaikan Standar Operating Prosedure (SOP) proses bisnis PT. Adetex Filament 1 (PT. AF I) dengan menggunakan Metode Bussiness Process Improvement (BPI).
I.4 Manfaat Penelitian
Manfaat yang dapat diperoleh dari penelitian ini adalah:
1. Memberikan masukan dalam desain perbaikan proses bisnis PT. Adetex Filament I (PT. AF I) berdasarkan Process Business Improvement (BPI) yang dapat memperbaiki kinerja pegawai.
2. Memberikan rekomendasi perbaikan Standard Operational Procedure (SOP)
proses bisnis PT. Adetex Filament 1 (PT. AF I) dengan tujuan untuk mengurangi kesalahan-kesalahan yang terjadi pada proses bisnis Departement Printing.
I.5 Batasan Masalah
Batasan dari masalah ini adalah:
1. Penelitian yang dilakukan di departemen printing dibatasi hingga pengajuan usulan perbaikan dan tidak sampai pada tahap implementasi dari rekomendasi proses bisnis.
2. Penelitian dilakukan di departemen printing atau disebut PT. AF 1 atau proses produksi.
8 I.6 Sistematika Penulisan
Penelitian ini diuraikan dengan sistematika penulisan sebagai berikut: I. Pendahuluan
Berisi tentang latar belakang masalah mengapa masalah ini diangkat menjadi topik penelitian, perumusan masalah yang akan diselesaikan, batasan dan asumsi yang digunakan dalam penelitian, tujuan yang ingin dicapai, manfaat yang akan diperoleh dari penelitian, dan sistematika penulisan yang menjabarkan kerangka penulisan dari penelitian ini.
II. Landasan Teori
Bab ini menjabarkan teori–teori yang yang menjadi landasan penulis sebagai menunjang penelitian untuk pemecahan masalah dan pembuatan laporan tugas akhir. Landasan teori tersebut bertujuan sebagai sarana untuk mempermudah pembaca dalam memahami konsep yang digunakan dalam penelitian. Teori–teori yang digunakan pada penelitian tugas akhir bersumber dari berbagai buku, penelitian–penelitian sebelumnya, dan jurnal serta artikel terkait. Selain itu juga dipaparkan metode atau pendekatan yang berkaitan dengan penelitian.
III. Metodologi Penelitian
Bab ini dijelaskan mengenai langkah-langkah yang digunakan dalam penelitian tugas akhir. Di dalamnya dibahas mengenai tahapan-tahapan yang dilakukan penulis dalam pemecahan masalah. Dimulai dari identifikasi masalah, pengumpulan dan pengolahan data, analisa dan interpretasi data serta kesimpulan dan saran.
IV. Pengumpulan dan Pengolahan Data
Bab ini menguraikan mengenai hasil pengumpulan dan pengolahan data berupa profil perusahaan PT. AF I dan proses bisnis yang dilakukan pada produksi PT. AF I mulai dari proses bisnis tracing sampai dengan proses bisnis finishing. Tahap selanjutnya adalah melakukan analisis streamlining
terhadap masing-masing aktivitas proses bisnis . V. Analisis dan Usulan
9
Bab ini akan dilakukan perancangan untuk PT. AF I, dan setelah dilakukan tahap perancangan, akan dilakukan proses verifikasi, apakah rancangan yang dibuat sesuai dengan kondisi perusahaan atau tidak. Setelah dilakukan proses verifikasi, selanjutnya adalah tahap proses analisis hasil perancangan. VI. Kesimpulan dan Saran
Bab kesimpulan dan saran merupakan tahap terakhir dalam penelitian ini. Kesimpulan ditarik dari hasil penelitian untuk menjawab rumusan masalah penelitian, sedangkan saran ditujukan kepada PT. AF I dan untuk usulan penelitian selanjutnya.