PRAKATA
Puji dan syukur penulis ucapkan ke hadirat Tuhan Yang Maha Esa, atas rahmat-Nya laporan Kuliah Praktik Indutri ini dapat terselesaikan dengan baik.
Kuliah Praktik Industri yang dilakukan di PT. Toba Pulp Lestari, Tbk ini dilaksanakan mulai 11 Juli 2023 sampai 11 Agustus 2023.
Dalam penulisan Laporan Kuliah Praktik Industri ini, penulis telah banyak mendapatkan bimbingan dan bantuan dari berbagai pihak baik secara langsung maupun tidak langsung. Pada kesempatan ini penulis mengucapkan terima kasih kepada:
1. Prof. Dr. Ir. Rosdanelli Hasibuan MT selaku Dosen Pembimbing Kerja Praktek Departemen Teknik Kimia Fakultas Teknik Sumatera Utara.
2. Bapak Suhunan Sirait selaku Energy Head Departement di PT. Toba Pulp Lestari, Tbk yang membimbing kami saat berada di PT. Toba Pulp Lestari, Tbk.
3. Bapak Jefferson Sitorus selaku Section Head Liquor Side di PT. Toba Pulp Lestari, Tbk.
4. Ir. Maya Sarah, S.T., M.T., Ph.D, IPM selaku Ketua Program Studi Teknik Kimia, Fakultas Teknik, Universitas Sumatera Utara
5. Dr. Ir. Iriany, M.Si., selaku Koordinator Kuliah Praktik Industri Program Studi Teknik Kimia, Universitas Sumatera Utara
6. Seluruh staff dan karyawan PT. Toba Pulp Lestari Tbk yang telah membantu Kuliah Praktik Industri
7. Orangtua dan keluarga yang memberikan dukungan dan doa kepada penulis 8. Teman-teman Teknik Kimia Universitas Sumatera Utara yang memberikan
semangat dan motivasi selama Kerja Praktek di PT. Toba Pulp Lestari, Tbk.
9. Pihak lain yang telah membantu penulis dalam penyelesaiaan Laporan Kuliah Praktik Industri
Penulis menyadari banyak kekurangan dalam penyusunan Laporan Kuliah Praktik Industri. Oleh karena itu penulis sangat mengharapkan saran dan kritik untuk kesempurnaan laporan. Semoga laporan ini dapat memberikan manfaat bagi kita semua.
Porsea, 2024
Penulis I Penulis II
(Agnes Kartika Manurung) (Tiatira Dermawati Napitupulu)
DAFTAR ISI
PRAKATA...i
DAFTAR ISI...iii
DAFTAR GAMBAR...vi
DAFTAR TABEL...vii
DAFTAR LAMPIRAN...viii
BAB I PENDAHULUAN...1
1.1 Latar Belakang...1
1.2 Tujuan Kerja Praktek...1
1.2.1 Tujuan Umum...1
1.2.2 Tujuan Khusus...2
1.3 Manfaat Kerja Praktek...2
1.3.1 Bagi Perusahaan...2
1.3.2 Bagi Perguruan Tinggi...2
1.3.3 Bagi Mahasiswa...2
1.4 Waktu dan Tempat Pelaksanaan...3
1.5 Ruang Lingkup Kerja Praktek...3
BAB II GAMBARAN UMUM PERUSAHAAN...5
2.1 Sejarah Perusahaan...52.2 Lokasi Perusahaan ...5
2.3 Struktur Organisasi Perusahaan...6
2.4 Jam Kerja Perusahaan 8 2.5 Fasilitas Perusahaan...11
BAB III URAIAN PROSES PENGOLAHAN...12
3.1 PROSES PRODUKSI...12
3.1.1 Bahan Baku...12
3.1.2 Persiapan Bahan Baku...12
3.1.3 Pemasakan Chip (Serpihan Kayu)...13
3.1.4 Washing dan Screening...14
3.1.5 Proses Pemutihan Pulp...15
3.1.6 Pulp Machine...16
3.2 PENGOLAHAN BLACK LIQUOR...17
3.2.1 Evaporator...17
3.2.2 Recovery Boiler...20
3.2.3 Ash Leaching...25
3.2.4 Incinerator...26
3.2.5 Recaustizing...29
3.2.6 Lime Kiln...30
3.2.7 Turbin Uap...30
3.2.8 Multifuel Boiler...31
BAB IV UTILITAS DAN PENGOLAHAN LIMBAH...33
4.1 UTILITAS...33
4.1.1 Unit Pengolahan Air...33
4.1.2 Demineralization Plant...33
4.1.3 Water Cycle...35
4.2 PENGOLAHAN LIMBAH...36
4.2.1 Limbah Padat...36
4.2.2 Limbah Cair...36
4.2.3 Limbah Gas...37
BAB V TUGAS KHUSUS...38
5.1 Latar Belakang...38
5.2 Rumusan Masalah...39
5.3 Tujuan Tugas Khusus...39
5.4 Ruang Lingkup...40
5.5 Tinjauan Pustaka...40
5.5.1 Recovery Boiler...40
5.5.2 Pembakaran Black Liquor...42
5.5.3 Udara Pembakaran dan Flue Gas...45
5.5.4 Kandungan White Liquor, Black Liquor dan Green Liquor....46
5.5.5 Hal-Hal yang Mempengaruhi Kandungan Na2S Pada Black Liquor...47
5.5.6 Metodologi Pengambilan Data...47
5.7 HASIL DAN PEMBAHASAN...49
5.7.1 Pengaruh %TS terhadap Na2S...49
5.7.2 Pengaruh Penambahan Na2SO4 terhadap Na2S...50
BAB VI KESIMPULAN DAN SARAN...51
6.1 KESIMPULAN...51
6.2 SARAN...52 DAFTAR PUSTAKA 53
DAFTAR GAMBAR
Y
Gambar 2.1 Lokasi PT Toba Pulp Lestari, T
Gambar 3.1 Persiapan Bahan Baku...13
Gambar 3.2 Pemasakan Chip di Digester...14
Gambar 3.3 Proses Washing...15
Gambar 3.4 Proses Bleaching...16
Gambar 3.5 Proses Pembentukan Lembaran Pulp...17
Gambar 3.6 Tangki Evaporator...17
Gambar 3.7 Recovery Boiler...21
Gambar 3.8 Proses Ash Leaching...25
Gambar 3.9 CNCG Plant...27
Gambar 3.10 DNCG Plant...27
Gambar 3.11 Recaustizing Lime Kiln Plant...29
Gambar 3.12 Turbin Uap Plant...31
Gambar 3.13 Multifuel Boiler...31
Gambar 4.1 Proses Water Treatment...33
Gambar 5.1 Grafik Pengaruh %TS HBL terhadap Na2S dalam Green Liquor………...….49
Gambar 5.2 Grafik Pengaruh Penambahan Na2SO4 terhadap Na2S pada Recovery Boiler………...… 50 Gambar L.B.1 Ash leaching Plant………..……..LB-1 Gambar L.B.2 Demineralization Plant………...……..LB-1 Gambar L.B.3 Evaporator………..…….. LB- 2
Gambar L.B.4 Methanol Plant………. LB- 2
Gambar L.B.5 Water Treatment Plant………... LB- 3
Gambar L.B.6 Recovery Boiler………..….. LB- 3
Gambar L.B.7 Multifuel Boiler……….... LB-4 Gambar L.B.8 Heavy Black Liquor Tank ………...…….. LB- 4
Gambar L.B.9 Wood Yard………... LB- 5
Gambar L.B.10 Foto dengan pembimbing lapangan...LB-5
DAFTAR TABEL
Tabel 5.1 Kandungan Senyawa pada Green Liquor...46 Tabel 5.2 Data Aktual Recovery Boiler...48
Y
DAFTAR LAMPIRAN
LAMPIRAN A SPESIFIKASI PERALATAN...LA-1 LAMPIRAN B DOKUMENTASI KULIAH PRAKTIK INDUSTRI...LB-1 LAMPIRAN C CATATAN KEMAJUAN KULIAH PRAKTIK
INDUSTRI (LOG BOOK)...LC-1
BAB I PENDAHULUAN
1.1 LATAR BELAKANG
Dalam mempersiapkan kematangan mahasiswa di dunia kerja, maka diadakan suatu usaha yang telah disusun dengan kurikulum sebagai syarat untuk menyelesaikan studi Strata-1 (S-1) yaitu dengan menyelesaikan Kuliah Praktik Industri (KPI). Hal ini bertujuan untuk memperhadapkan mahasiswa dengan dunia kerja yang sebenarnya dan dapat mengaitkan antara teori yang dipelajari di perkuliahan dengan ilmu yang didapat di lapangan secara fisik.
Di samping itu, mahasiswa dituntut untuk memiliki kompetensi dan daya saing yang tinggi sehingga mahasiswa harus memiliki kemampuan dan wawasan yang luas tentang dunia profesi dan dunia kerja. Dengan demikian, Universitas Sumatera Utara (USU) sebagai salah satu perguruan tinggi yang menekan profesional yang bertujuan untuk menghasilkan lulusan terbaik yang siap diterjunkan ke dunia kerja. Untuk itu, setiap Mahasiswa Teknik Kimia USU diwajibkan untuk melaksanakan KPI di perusahaan-perusahaan yang terkait.
Dengan adanya kegiatan KPI ini, mahasiswa diharapkan dapat melebur atau berkolaborasi dengan karyawan pada perusahaan terkait.
1.2 TUJUAN KULIAH PRAKTIK INDUSTRI 1.2.1 Tujuan Umum
1. Menjadikan mahasiswa sebagai sumber daya manusia yang memiliki kemampuan profesional yang dibutuhkan dalam dunia kerja.
2. Agar mahasiswa dapat mengetahui secara langsung pekerjaan dan kegiatan yang ada di industri sehingga dapat mengaplikasikan ilmu pengetahuan yang diperoleh di bangku kuliah ke dunia kerja.
1.2.2 Tujuan Khusus
1. Memahami proses-proses pembuatan pulp dan pengolahan black liquor pada Departemen Energy.
1.3 MANFAAT KULIAH PRAKTIK INDUSTRI 1.3.1 Bagi Perusahaan
1. Dapat menjalin hubungan baik dengan lembaga pendidikan khususnya Program Studi Teknik Kimia Universitas Sumatera Utara.
2. Sebagai bahan masukan dan sumbangan bagi pimpinan perusahaan dalam rangka memajukan pembangunan dan peningkatan efisiensi di bidang pendidikan.
3. Perusahaan akan semakin dikenal oleh lembaga pendidikan sebagai pemasok tenaga kerja dengan tuntutan secara efektif dan efisien yang berkualitas bagi perusahaan.
1.3.2 Bagi Perguruan Tinggi
1. Mempererat kerjasama dan menjalin hubungan baik antara Program Studi Teknik Kimia dengan perusahaan sehingga memungkinkan kerjasama ketenagakerjaan dan kerjasama lainnya.
2. Mendapat umpan balik untuk meningkatkan kualitas pendidikan sehingga sesuai dengan perkembangan dunia industri.
1.3.3 Bagi Mahasiswa
1. Dapat memahami dan mengetahui berbagai macam aspek kegiatan perusahaan.
2. Dapat membandingkan teori yang telah diperoleh dengan kondisi kegiatan industri.
3. Memperoleh kesempatan untuk melatih keterampilan dalam melakukan pekerjaan kegiatan lapangan serta interaksi terhadap pekerja perusahaan.
4. Dapat membina hubungan yang baik dengan industri sehingga memungkinkan untuk dapat bekerja di industri tempat pelaksanaan praktik industri setelah lulus nanti.
1.4 WAKTU DAN TEMPAT PELAKSANAAN
Waktu pelaksanaan Kuliah Praktik Industri ini dilakukan oleh penulis dimulai pada 11 Juli 2023 sampai dengan 11 Agustus 2023 dan bertempat di PT.
Toba Pulp Lestari, Tbk yang terletak di Desa Sosor Ladang, Kecamatan Parmaksian, Kabupaten Toba Samosir, Provinsi Sumatera Utara.
1.5 RUANG LINGKUP KULIAH PRAKTIK INDUSTRI
Ruang lingkup kuliah praktik industri yang dilakukan adalah untuk memahami proses pembuatan pulp dan pengolahan black liquor pada Departemen Energy. Metode pengumpulan data yang digunakan adalah sebagai berikut:
1. Observasi lapangan merupakan metode yang dilakukan dengan cara pengamatan langsung pada proses produksi yang ada di Departemen Energy.
2. Dokumentasi atau referensi merupakan metode yang dilaksanakan dengan cara pengambilan data melalui dokumen tertulis maupun referensi yang tersedia dari PT. Toba Pulp Lestari, Tbk.
3. Studi litaratur merupakan metode yang dilaksanakan dengan cara pengumpulan sumber-sumber literatur yang berkaitan dengan laporan ini.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1 SEJARAH DAN PERKEMBANGAN PERUSAHAAN
PT. Toba Pulp Lestari, Tbk merupakan salah satu perusahaan yang kegiatan utamanya adalah mendirikan dan menjalankan industri bubur kertas (pulp) serta mendirikan, menjalankan, dan mengadakan pembangunan hutan tanaman industri untuk mendukung bahan baku dari industri tersebut. Perusahaan mulai berproduksi secara komersial pada tanggal 1 April 1989. Saat ini perusahaan hanya memproduksi bubur kertas (pulp) dan hasil produksi perusahaan dipasarkan di dalam dan di luar negeri.
Gambar 2.1. Lokasi Pabrik PT Toba Pulp Lestari, Tbk
Lokasi pabrik terletak di Desa Pangombusan, Kecamatan Parmaksian Kabupaten Toba Samosir, Sumatera Utara. Industri ini berstatus Penanaman Modal Asing (PMA) yang dioperasikan berdasarkan surat keputusan bersama Menteri Negara Riset dan Teknologi/ Ketua BPPT dan Menteri Negara Kependudukan dan Lingkungan Hidup No. SK/681/M/BPPT/XI/1998 dan No.KEP/43/MNKLH/11/1986 bertanggal 13 November 1986 berdasarkan keputusan Menteri Investasi/ Ketua Badan Koordinasi Penanaman Modal No. 07/V/1990, status perusahaan ini telah berubah dari
Penanaman Modal Dalam Negeri (PMDL) menjadi Penanaman Modal Asing III-2 (PMA). Saham perusahaan ini telah dijual di Bursa Saham Jakarta dan Surabaya sejak 1992 dan New York Stock Exchange.
Kegiatan produksi pulp secara komersial dimulai tahun 1998, dimana produksi sekitar 70% diekspor ke mancanegara, sisanya untuk kebutuhan pasar domestik. Kapasitas produksi terpasang pabrik adalah 180.000 sampai 240.000 ton pulp/tahun. Dalam upaya mendukung kegiatan produksi, PT Toba Pulp Lestari, Tbk mendapat izin Usaha Pemanfaatan Hasil Hutan Kayu pada Hutan Tanaman (IUPHHK-HT) yang didasari SK. Menteri Kehutanan SK-58/menhut- 11/2011 tertanggal 28 Februari 2011 tentang pemberian Hak Pengusahaan Hutan Tanaman Industri kepada perusahaan dengan luas 188.055 Ha.
PT Toba Pulp Lestari, Tbk memiliki konsesi hutan kayu terbesar pada beberapa sektor hutan yaitu Aek Nauli, Habinsaran, Aek Raja, Tele dan Padang Sidempuan di Provinsi Sumatera Utara, Indonesia.
Pada tahun 2016, jumlah karyawan tetap sebanyak 1022 orang yang berada dalam divisi operasional pabrik dan divisi operasional perkebunan. Salah satu tujuan perusahaan untuk meningkatkan tingkat profesionalisme karyawan adalah dengan menaikkan tingkat pendidikan karyawan yang dilakukan melalui sistem seleksi yang ketat dan program graduated trainee. Program graduated trainee diprogramkan untuk mempersiapkan pimpinan dan manajer di masa depan sebagai bagian dari program suksesi perusahaan..
2.2 LOKASI PERUSAHAAN
PT Toba Pulp Lestari, Tbk berada di Desa Sosor Ladang, Kecamatan Parmaksian Kabupaten Toba Samosir dan berkantor pusat di Jakarta berada di Building 10th floor, Jl. Jendral Soedirman kav 778, Jakarta Selatan 12930. Lokasi pabrik terdiri atas 150 Ha tanah termasuk perumahan nursery seluas 10 Ha dan di dekat sungai Asahan sekaligus sebagai sumber air untuk memenuhi kebutuhan perusahaan dan perumahan. Areal usaha (daerah kerja) dari PT Toba Pulp Lestari, Tbk ada dua, yaitu:
1. Mill area (daerah pabrik) yang terletak di desa Sosor Ladang, Kecamatan Parmaksian, Kabupaten Toba Samosir sekitar 220 km dari Kota Medan,
perumahan dan daerah pembibitan (nursery) seluas 10 Ha. Desa Sosor Ladang dipilih karena dekat dengan hutan sebagai sumber kayu untuk bahan bakar, persediaan air cukup banyak (karena dekat dengan sungai asahan), dekat dengan jalan lintas Sumatera, tidak terlalu jauh dari pelabuhan Belawan serta banyak tersedia tenaga kerja di sekitar pabrik.
2. Forestry area (daerah hutan) PT Toba Pulp Lestari, Tbk yang terdiri dari 5 sektor yang masing-masing sektor berada pada wilayah geografis yang terpisah yaitu:
a. Sektor Tele berada pada Kabupaten Samosir yang meliputi Kecamatan H. Boho, Sumbul, Parbuluan, Kerajaan, Sidikalang dan Salak pada 2°
15’ 00” - 2° 50’ 00” LU dan 98° 20’ 00” BT - 98° 50’ 00” BT.
b. Sektor Padang Sidempuan berada pada Kabupaten Tapanuli Selatan yang meliputi Kecamatan Padang Bolak, Sosopan, Padang Sidempuan, dan Sipirok pada 1° 15’ 00” LU - 1° 50’ 00” LU dan 99° 13’ 00” BT - 99° 33’00” BT.
c. Sektor Aek Nauli berada pada Kabupaten Simalungun yang meliputi Kecamatan Dolok Panribuan, Tanah Jawa, Sidamanik dan Jorlang pada 2° 40’ 00” LU - 2° 50’ 00” LU dan 98° 50’ 00” BT - 99° 10’ 00”
BT.
d. Sektor Habinsaran berada di Kabupaten Toba Samosir yang meliputi kecamatan Siborong-borong, Sipahutar, Habinsaran, Silaen dan Laguboti pada 2° 7’ 00” LU - 2° 2’ 00” dan 99° 05’ 00”
BT - 99° 18’ 00” BT.
e. Sektor Tarutung berada di Kabupaten Tapanuli Utara yang meliputi Kecamatan Dolok Sanggul, Sipoholon, Onan Ganjang.
2.3 STRUKTUR ORGANISASI PERUSAHAAN
PT Toba Pulp Lestari, Tbk memiliki struktur organisasi dimana setiap bidang memiliki tugas dan tanggungjawab masing-masing. Berikut merupakan struktur organisasi PT Toba Pulp Lestari, Tbk.
Adapun tugas dan wewenang dari setiap bidang di PT Toba Pulp Lestari, Tbk adalah:
1. Managing Director
a. Mengelola perusahaan secara keseluruhan.
b. Mengkoordinir serta mengontrol keahlian teknis, usulan proyek, penjualan, dan pembelanjaan.
c. Memberikan wewenang dan persetujuan atas surat-surat ekstern dan intern, pesanan pembelian, penjualan, pengeluaran keuangan, serta bertanggung jawab kepada Dewan Komisaris.
2. Officer Service Coordinator
a. Bertugas mengkoordinir segala kegiatan yang berhubungan dengan pelayanan kantor.
b. Bertanggung jawab kepada managing director.
3. Deputy General Manager
a. Bertugas membantu managing director dalam mengkoordinir dan mengontrol kegiatan pabrik sehari-hari seperti bagian-bagian teknisi dan juga menerima usulan-usulan proyek.
b. Bertanggung jawab kepada managing director.
4. Fiber General Marketing
a. Bertugas menyediakan bahan baku untuk dikirim ke area pabrik seluruh sektor.
b. Bertugas terhadap administrasi yang berkaitan dengan proses produksi.
Departemen ini membawahi lima departemen yaitu: Plantation Department, Wood Supply Department, Planning Department, PIR Department, dan Sector Department.
Plantation Department
Bertugas melakukan penanaman hutan kembali untuk hutan tanaman industri yang hasilnya telah dimanfaatkan sebelumnya oleh perusahaan.
Wood Supply Department
Bertugas mempersiapkan penyediaan jumlah bahan baku yang akan diproses pada pembuatan pulp.
Planning Department
Bertugas untuk membuat rencana kerja dan perbaikan material kayu sebagai bahan baku. Dalam departemen inilah dipersiapkan, diatur dan direncanakan kegiatan-kegiatan dalam Forestry Department dan membahas setiap persoalan departemen dan merencanakan penanganannya.
PIR Department
Bertugas untuk membuat rencana kerja dan bekerja sama dengan masyarakat dalam usaha pembibitan tanaman, pemberian pupuk serta skill yang dibutuhkan.
Sector Department
Bertugas melakukan koordinasi kepada seluruh sektor tanaman industri dan bertugas mengetahui beberapa areal tanaman yang kosong dan beberapa areal tanaman yang telah ditebang.
5. Mill General Manager
a. Bertugas terhadap kebijaksanaan produksi dan kelancaran produksi dimulai dari persiapan kayu menjadi lembaran pulp yang siap dipasarkan dan bertanggung jawab pada managing director.
Departemen ini membawahi beberapa departemen, yaitu: Production Department, Maintenance and Engineer Department, Technical Department, LP&C Department, Material Department, dan Sales and Administration Department.
Production Department
Bertugas mengawasi jalannya proses produksi antara lain: wood preparation, fiberline, chemical plant, dan departemen ini bertanggung jawab terhadap General Manager Mill
Maintenance dan Engineer Department
Bertugas melakukan koordinasi kepada seluruh sektor tanaman industri dan bertugas mengetahui beberapa areal tanaman yang kosong dan beberapa areal tanaman yang telah ditebang.
LP&C Department
Bertugas menjaga keselamatan kerja karyawan serta lingkungan kerja dan membentuk tim pemadam kebakaran untuk menghindari terjadinya kebakaran serta bertanggung jawab kepada General Manager Mill.
Technical Department
Bertugas untuk memeriksa dan menganalisa bahan baku yang masuk, mengawasi dan mengontrol proses pengolahan bahan baku, dan membuat laporan hasil quality control produk dan pengolahan limbah.
Material Department
Bertugas membantu kelancaran proses dalam pabrik dalam hal
menyediakan material ataupun spare part (logistic) serta bertanggung jawab kepada General Manager Mill.
Sales and Administration Department
Bertugas dalam memasarkan produk dan menentukan beberapa jumlah order serta stok produk yang dikirim.
6. Society Security Lisence Director
a. Bertugas menangani masalah keamanan, perizinan, dan persoalan-persoalan dengan masyarakat serta bertanggung jawab terhadap managing director.
7. Human Resource Department (HRD)
a. Bertugas dalam mengatur masalah personal administrasi yang meliputi bagian penerimaan, pemindahan pegawai, pemutusan hubungan kerja (PHK), dan hal lain yang berhubungan dengan ketenagakerjaan, training, serta menyediakan fasilitas bagi kesejahteraan karyawan.
8. Financial Director
a. Bertugas menyusun budget pendapatan kerja dan belanja perusahaan sesuai dengan hasil yang diharapkan.
b. Bertugas terhadap pengaturan, pencatatan, dan pelaporan keuangan perusahaan.
c. Melaporkan segala jenis pengeluaran biaya-biaya perusahaan dalam prosesnya.
2.4 JAM KERJA PERUSAHAAN
Jam kerja yang berlaku di PT Toba Pulp Lestari, Tbk terbagi atas dua bagian, yaitu:
a. General Time
General time merupakan jam kerja yang berlaku untuk karyawan dikantor, seperti HRD, bagian administrasi, dll. Jam kerja yang berlaku pada general time adalah:
Bekerja : 08.00 – 12.00
Istirahat : 12.00 – 13.24
Bekerja : 13.24 – 17.00
b. Shift
Shift Time merupakan jam kerja yang digunakan pada proses pengolahan di pabrik. Produksi di PT Toba Pulp Lestari, Tbk berlangsung selama 24 jam, sehingga jam kerja karyawan dibagi atas tiga shift kerja. Pembagian shift kerja tersebut adalah:
Shift I : 00.00 – 08.00
Shift II : 08.00 – 16.00
Shift III : 16.00 – 24.00
2.5 FASILITAS PERUSAHAAN
PT. Toba Pulp Lestari, Tbk selalu berusaha untuk mendorong karyawan agar dapat bekerja lebih baik. Kepada setiap karyawan, baik karyawan tetap maupun karyawan tidak tetap, PT. Toba Pulp Lestari, Tbk juga menyediakan berbagai fasilitas yang dapat mendukung efektivitas karyawan dalam bekerja.
Fasilitas-fasilitas tersebut diantaranya adalah sebagai berikut:
a. Fasilitas Perumahan b. Fasilitas Pengobatan c. Fasilitas Ibadah d. Fasilitas Olahraga e. Fasilitas Pendidikan f. Fasilitas Rekreasi g. Fasilitas Transportasi
h. Fasilitas Kerja berupa penyediaan APD (Alat Pelindung Diri) i. Fasilitas Kantin
BAB III
URAIAN PROSES PENGOLAHAN
3.1 PROSES PRODUKSI 3.1.1 Bahan Baku
Bahan baku yang digunakan untuk proses pembuatan pulp di PT. Toba Pulp Lestari adalah kayu Eucalyptus yang merupakan jenis kayu yang ditanam di areal Hutan Tanaman Industri yang ada di beberapa sektor hutan yang berfungsi untuk memenuhi kebutuhan produksi pulp.
3.1.2 Persiapan Bahan Baku
Secara umum persiapan kayu meliputi penimbunan kayu, pengupasan kulit kayu, pencucian, pemotongan dan pengayakan sehingga diperoleh serpihan kayu yang disebut dengan chips. Kayu yang telah ditimbang, dibongkar dari truk oleh goliat crane (kone crane) atau alat berat dan ditimbun kayu yang pertama masuk harus pertama diproses untuk menghindari terjadinya pembusukan.
Kayu yang telah dijemur kemudian diolah dan dikupas kulitnya dengan alat yang disebut debarking drum. Dalam debarking drum, kayu yang satu dengan yang lain saling bertumbukan atau bergesekan sewaktu drum berputar, sehingga pada ujung drum kulit kayu telah terlepas. Debarking drum dilengkapi dengan celah sebagai pembuangan kulit kayu dan sisa kayu lainnya ke conveyor sebagai bahan bakar.
Selanjutnya kayu dicuci di washing station dengan cara penyemprotan air melalui infeed belt conveyor untuk dibawa ke disc chipper. Di infeed belt conveyor gelondongan kayu dideteksi oleh metal detector agar logam yang berupa paku yang tertinggal pada kayu tidak terikut masuk ke disc chipper. Kemudian gelondongan kayu yang telah bersih dari logam dialirkan ke disc chipper untuk
memotong kayu menjadi kecil yang disebut chips. Penyerpihan ini bertujuan untuk menghasilkan chips yang seragam sehingga pada proses pemasakan dispersi penyerapan bahan kimia pada chips terjadi secara merata. Alur keluaran dari disc chipper kemudian dialirkan ke chips screening system untuk memisahkan chips yang memenuhi ukuran dengan chips yang kebesaran atau kekecilan karena adanya pemotongan kayu yang ukurannya tidak merata. Alur keluaran chips screening system merupakan chips dengan ukuran ±25mm , tebal ±5mm dan lebar ±8mm yang kemudian akan dialirkan accept conveyor, tetapi apabila keluaran disc chipper tidak sesuai dengan ukuran yang ditetapkan chips akan dikembalikan ke disc chipper, setelah didapat ukuran yang sesuai chips akan dialirkan ke accept conveyor yang kemudian akan dialirkan ke dalam chip stocker.
Gambar 3.1 Persiapan Bahan Baku
3.1.3 Pemasakan Chip (Serpihan Kayu)
Serpihan kayu (chips) dikirim ke digester untuk dilakukan proses pemasakan dengan menggunakan cairan pemasak white liquor (kandungan utama NaOH, Na2S dan Na2CO3). Pemasakan dilakukan dalam batch digester berkapasitas 20m3, dengan temperatur operasi 165-170oC, tekanan 6,5 – 7,5 kg/cm2 dan lamanya proses pemasakan yang dimulai dari pengisian chips sampai selesainya pemasakan berlangsung sekitar 4-6 jam. NaOH dan Na2S berfungsi untuk menguraikan selulosa dan melepaskan lignin yang terdapat dalam chips.
Chips yang sudah masak berubah menjadi pulp berwarna coklat dan cairan
pemasak berubah menjadi black liquor. Setelah proses pemasakan selesai, bubur pulp dari digester yang masih bercampur dengan black liquor masuk ke dalam blow tank sekaligus berfungsi sebagai tangki penyimpanan sementara. Campuran pulp dan black liquor tersebut kemudian dimasukkan ke dalam knotter guna memisahkan mata kayu (knot) yang belum masak, dan selanjutnya dimasukkan ke digester bersama dengan serpihan kayu (chips) baru untuk proses pemasakan kembali.
Gambar 3.2 Pemasakan Chip di Digester 3.1.4 Washing and Screening
Tahapan selanjutnya adalah washing dimana tahap washing ini dilakukan empat tahapan. Aliran air pencuci berlawanan dengan aliran pulp (counter current).
1. De-knotting
De-knotting merupakan proses penghilangan mata kayu (knot) karena sebagian besar pulp tersebut masih mengandung mata kayu.
2. Screening
Proses screening bertujuan untuk memisahkan kotoran-kotoran berdasarkan berat dan dimensi yang lebih besar daripada seratnya. Alat yang digunakan adalah pressure screen dimana pulp dan black liquor dipisahkan, kemudian
kembali untuk digunakan pada proses cooking.
3. Washer
Washer berfungsi untuk memisahkan kotoran-kotoran dari serat yang larut dalam air. Washer adalah alat pencuci yang berputar untuk mencuci pulp yang masih coklat.
4. Oxygen Delignification
O2 delignification merupakan tahap free bleaching yang bertujuan untuk menurunkan kadar lignin yang masih terikut dalam pulp sebelum dilakukan proses pemutihan (bleaching).
Gambar 3.3 Proses Washing
3.1.5 Proses Pemutihan Pulp
Proses pemutihan (bleaching) pulp yang masih berwarna kecoklatan ini dilakukan dalam empat tahap yaitu Do-E/OP-D1-D2 atau Do-E/OP-D1-EP2, yang dimana :
DO : Pemutihan dengan menggunakan Klor Dioksida (ClO2) E/OP : Ekstraksi lignin dan zat warna kayu dari bubur pulp dengan NaOH dan delignification lebih lanjut dengan O2
dan H2O2
D1 : Pemutihan dengan menggunakan ClO2
D2 : Pemutihan dengan menggunakan ClO2
Pulp yang telah diputihkan kemudian ditampung di dalam tangki penyimpanan (bleached pulp storage tank) dan proses selanjutnya adalah tahap pembentukan lembaran pulp.
Gambar 3.4 Proses Bleaching
3.1.6 Pulp Machine
Bubur kertas (pulp) yang ditampung di dalam bleached pulp storage tank diubah menjadi lembaran pulp di pulp machine yang terdiri dari lima bagian yaitu:
a. Wire Part yaitu untuk memisahkan air dari pulp dengan cara penyaringan dan dihasilkan lembaran pulp basah.
b. Press Part yaitu untuk mengeluarkan air dari lembaran pulp basah dengan cara pengepresan.
c. Dryer Part yaitu untuk mengeringkan lebih lanjut lembaran-lembaran dengan cara menguapkan sisa-sisa air yang masih terdapat dalam lembaran pulp. Pemanasan dilakuan dengan cara memanaskan udara kering dengan steam kering. Udara kering tersebut disirkulasikan oleh circulation fan.
d. Cutter yaitu untuk memotong lembaran pulp yang sudah kering menjadi lembaran-lembaran berukuran panjang 80 cm dan lebar 60 cm, tebal lembaran 1,5 mm diatur di head box.
e. Baling, yaitu untuk pengikatan dan pengepakan lembaran-lembaran pulp dan siap untuk dikirim ke gudang bahan jadi (pulp).
Gambar 3.5 Proses Pembentukan Lembaran Pulp
3.2 PENGOLAHAN BLACK LIQUOR 3.2.1 Evaporator
Evaporator merupakan alat yang digunakan sebagai tempat berlangsungnya evaporasi. Evaporasi atau penguapan adalah suatu operasi dimana suatu fluida berubah dari keadaan cairan menjadi keadaan uap. Penguapan dapat dipakai untuk tujuan pemisahan pelarut (solven) dari larutan yang lebih pekat.
Perpindahan panas dan perpindahan massa adalah dua proses dasar yang terjadi dalam penguapan atau evaporasi (Ismiyati dan Sari, 2020). Hasil keluaran proses ini berupa produk zat cair yang sangat kental dan kondensat.
Gambar 3.6 Tangki Evaporator
Jenis evaporator berdasarkan metode operasi:
a. Single Effect Evaporator, merupakan evaporator dimana produk hanya melalui satu ruang penguapan dan panas diberikan oleh satu luas permukaan perpindahan panas.
b. Double Effect Evaporator, merupakan evaporator yang telah dimodifikasi dengan proses penguapan berganda dan bekerja pada tekanan dibawah 1 atm.
Prinsip evaporator ini yaitu energi uap yang dihasilkan dari penguapan bahan di ruang evaporasi pada tangki pertama dapat dihemat dengan menggunakan kembali untuk penguapan di tangki kedua, begitupun selanjutnya (sesuai dengan jumlah evaporator). Evaporator ini tidak memiliki sensitivitas bahan terhadap panas.
c. Multiple Effect Evaporator, merupakan evaporator penguapan berganda dimana proses penguapan bahan dapat digunakan majemuk dalam sekali proses. Penggunaannya berprinsip pada penggunaan uap yang dihasilkan oleh evaporator sebelumnya. Evaporator ini dirancang untuk menghemat panas secara keseluruhan sehingga meminimalisir biaya produksi.
Jenis evaporator yang digunakan di PT Toba Pulp Lestari, Tbk adalah Multi Effect Evaporator dengan kapasitas 332 t/hr. Tujuan evaporator adalah untuk menguapkan kandungan air pada black liquor sehingga konsentrasi solidnya meningkat. Hasil pencucian pulp dari washing plant disebut weak black liquor yang mengandung 14-17% solid dan masih banyak mengandung air. Selain terjadinya pertukaran panas, dalam evaporator juga terjadi proses kedua yaitu
pemisahan uap dari cairan. Karena dalam WBL masih terkandung banyak air, maka dilakukan evaporator bertahap sampai didapatkan konsentrasi yang diinginkan yaitu antara 68-73%. Dengan konsentrasi 68-73% tersebut, WBL berganti nama menjadi Heavy Black Liquor (HBL). Pada evaporator ini juga di hasilnya Non Condensable Gasses (NCG), dimana NCG merupakan gas-gas yang tidak dapat terkondensasi. NCG terbagi menjadi 2 jenis yakni Concentrated Non Condensable Gases (CNCG) dan Diluted Non Condensable Gases (DNCG).
Sebelum masuk evaporator, black liquor ditampung di dalam black liquor tank.
Kemudian weak black liquor dipompa menuju evaporator effect 3A dan 3B secara paralel. Weak black liquor kemudian mengalami evaporasi dengan cara pemanasan melalui kontak uap (vapor) dari stripper condenser, evaporator effect 2A dan 2B. Proses perpindahan panas vapor dengan black liquor terjadi di dalam plat-plat evaporator yang disebut lamella. Proses evaporasi dibantu dengan desain sistem vakum pada evaporator dengan tujuan agar air yang terkandung di dalam black liquor dapat menguap lebih cepat. Hal ini dikarenakan pada sistem vakum, tekanan vakum lebih rendah dari tekanan lingkungan sehingga diharapkan temperatur didih air lebih rendah dari temperatur didih normal. Untuk mendapatkan tekanan tersebut digunakan vacuum pump atau steam ejector. Vapor dari stripper condenser, evaporator effect 2A dan 2B yang telah mengalami pendinginan disebut disebut dengan A-condensate. Vapor yang dihasilkan dari evaporasi black liquor di effect 3A dan 3B digunakan untuk proses kemudian, akan dipompakan menuju evaporator effect 4 dan mengalami evaporasi dengan memakai uap dari evaporator effect 3A dan 3B. Black liquor hasil evaporator effect 4 akan dialirkan menuju evaporator effect 5 dan mengalami evaporasi dengan memakai uap dari evaporator effect 4. Kemudian black liquor dari effect 5 dialirkan melewati Liquid Preheater 4 (LPH 4) untuk dipanaskan dengan memanfaatkan vapor dari evaporator effect 3A dan 3B serta melewati LPH 3 dengan memanfaatkan vapor dari stripper condensor, evaporator effect 2A dan 2B. Tujuan pemanasan black liquor pada liquor preheater adalah untuk menaikkan temperatur black liquor pada effect 4 dan 5 yang mengalami penurunan. Penurunan temperatur effect 4 dan 5 mengakibatkan proses perpindahan panas tidak baik. Dari liquor preheater (LPH) 4 dan 3, black liquor
kemudian dialirkan menuju stripper condensor. Kemudian black liquor dialirkan menuju evaporator effect 2A untuk dievaporasi dengan memanfaatkan vapor dari evaporator effect 1E dan 1ABC. Black liquor dari evaporator effect 2A dialirkan menuju 2B untuk dievaporasi dengan memanfaatkan vapor dari stripper condenser. Kemudian aliran black liquor dari evaporator effect 2B dialirkan menuju evaporator effect 1ABC. Black liquor pada evaporator 1ABC dievaporasi dengan memanfaatkan LP (Low Pressure) Steam. Steam yang mengalami pendinginan menghasilkan live steam condensat.
Aliran pada evaporator effect 1B, 1C, dan sebagian 1A dialirkan menuju flash tank untuk menurunkan tekanan sehingga akan menghasilkan wash liquor.
Sedangkan sebagian aliran evaporator effect 1A yang lain dialirkan menuju evaporator effect 1E untuk dievaporasi dengan memanfaatkan LP Steam. Black liquor yang telah dievaporasi kemudian dialirkan menuju flash tank yang lain sehingga menghasilkan heavy black liquor dengan konsentrasi sebesar 72,8- 73,2%. Vapor hasil evaporasi dari semua effect akan berakhir di effect 5, kemudian akan dikondensasi di surface condenser. Hasil kondensasi vapor di surface kondenser berupa cairan (condensate) dan sejumlah gas yang tidak dapat dikondensasi (non-condensable gaseous). Sementara vapor yang digunakan untuk evaporasi semua effect akan mengalami pendinginan (kondensasi) menjadi kondensat. Kondensat yang dihasilkan dari pemakaian vapor di effect 2A, 2B, 3A, 3B, LPH 3 disebut A-condensate. Kondensat yang dihasilkan dari pemakaian vapor di effect 4, 5, LPH 3, dan surface condenser disebut B-condensate, serta kondensat dihasilkan dari pemakaian steam di effect 1 ABC dan 1E disebut live steam condensate.
Kapasitas design evaporator adalah:
1. Feed Liquor Quantity : 323 ton/jam
% Solid : 15.7%
Density : 1 050
Temperature : 90oC
2. Product Liquor : 68 ton/jam
% Solid : 72.8-73.2 %
Density : 1406-1410
Temperature : 130 oC
3. Flow Steam : 60 ton/jam
4. Kapasitas Evaporasi : 332 ton/jam
5. Steam Economy : 4.6
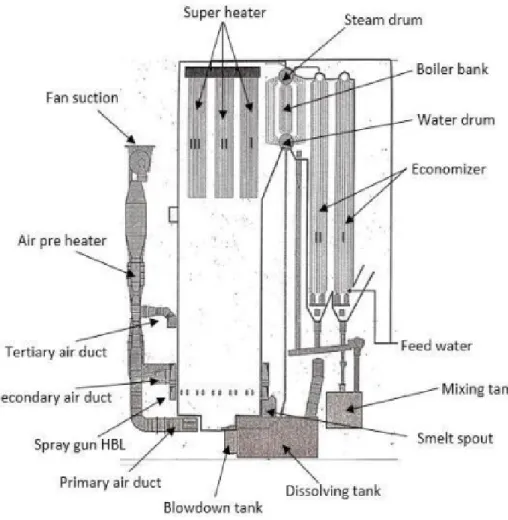
3.2.2 Recovery Boiler
Recovery Boiler adalah serangkaian peralatan proses dalam pemanfaatan kembali bahan kimia pada heavy black liquor yang dialirkan dari evaporator plant melalui proses pembakaran. Kapasitas recovery boiler yang digunakan adalah sebesar 1360 TDS. Heavy black liquor yang masuk ke dalam recovery boiler mengandung solid black liquor sebesar 72,8-73,2% dengan kandungan senyawa anorganik berupa Na2SO4 ±50%, Na2CO3 ±40%, dan NaOH ± 10% dan senyawa organik berupa lignin dan hemiselulosa.
Recovery boiler dimaksudkan untuk mereduksi Na2SO4 menjadi senyawa Na2S yang merupakan larutan pemasak yang digunakan kembali pada proses pemasakan pulp. Berikut gambar dari recovery boiler beserta bagian-bagian dalam recovery boiler.
Gambar 3.7 Recovery Boiler Dalam RB terdapat beberapa unit yaitu:
Furnace
Dissolving tank
Steam drum
Water Drum
Economizer 1,2
Superheater 1,2,3
ESP (Electro Static Precipitator)
Preheater
Heavy black liquor dari evaporator akan ditampung di heavy black liquor (HBL) tank, kemudian dari heavy black liquor tank dialirkan menuju mixing tank recovery boiler sebelum dibakar di recovery boiler. Untuk menjaga kandungan Natrium dalam black liquor yang hilang selama proses pembuatan pulp di mill, maka ditambahkan salt cake (Na2SO4) ke dalam mixing tank. Kemudian campuran dalam mixing tank akan dilewatkan ke direct dan indirect heater dengan pompa untuk memanaskan sehingga temperaturnya naik menjadi 115oC. Selanjutnya heavy black liquor masuk ke dalam ruang pembakaran (furnace) dengan cara disemprotkan melalui spray gun. Pada awal pembakaran digunakan burner untuk membakar black liquor hingga terbentuk tumpukan arang (char bed) di dasar furnace. Temperatur reaksi reduksi Na2SO4 berada diatas 900oC. Proses pembakaran black liquor di dalam furnace, senyawa organik berupa lignin dan hemi selulosa pada black liquor akan terbakar. Sementara senyawa inorganik pada black liquor akan membentuk char bed. Kandungan senyawa inorganik pada char bed berupa Na2SO4 yang kemudian akan di-recovery (dipulihkan) menjadi cairan pemasakan pulp pada digester. Char bed berfungsi mempertahankan temperatur pembakaran yang akan digunakan untuk pembakaran black liquor selanjutnya serta menyempurnakan proses reduksi smelt. Proses reduksi smelt di dalam furnace sebagai berikut:
𝑁�2𝑆�4 + 2� → 𝑁�2𝑆 + 2��2
Temperatur pembakaran black liquor di dalam furnace mencapai 1100 C.⁰ Untuk mendukung proses pembakaran di dalam furnace, maka digunakan udara dari lingkungan menggunakan fan. Udara dipanaskan terlebih dahulu menggunakan preheater sebelum disemprotkan ke dalam furnace. Terdapat tiga jenis udara yang digunakan dalam proses pembakaran di furnace yaitu primary air (udara primer), berfungsi untuk menjaga char bed agar tidak menempel di dinding furnace, dikarenakan char bed mengandung senyawa yang dapat menyebabkan korosi pada dinding furnace seperti KCl. Udara primer akan dipanaskan hingga temperatur 170 C⁰ . Secondary air (udara sekunder), berfungsi menjaga black liquor agar tidak langsung terbakar sekaligus mengeringkan kandungan air pada black liquor. Udara sekunder dipanaskan hingga temperatur 160 C. ⁰ Tertiary air (udara tersier), berfungsi menghalangi char bed yang terbawa
(carry over) akibat dorongan udara primer dan udara sekunder sekaligus menyempurnakan pembakaran. Temperatur udara tersier menggunakan temperatur lingkungan sekitar 30 C. ⁰
Selama proses pembakaran black liquor, ketinggian char bed di dalam furnace dijaga dengan cara mendorong/mengalirkan char bed menuju dissolving tank. Char bed yang mengalir menuju dissolving tank disebut smelt dengan temperatur sekitar 800-900 C. Untuk menjaga agar tidak terjadi ⁰ overheating di dalam dissolving tank, smelt spout dilengkapi sistem pendingin dengan menyemprotkan air yang disuplai dari smelt spout cooling water system serta menembakkan LP steam dengan tujuan agar smelt terpecah menjadi lebih kecil.
Kemudian smelt dilarutkan dengan air hasil pencucian alat (weak wash) yang mengandung senyawa kimia dari proses recausticizing. Proses pelarutan smelt dan weak wash di dalam dissolving tank dibantu dengan menggunakan dua agitator untuk menghomogenkan larutan. Hasil pelarutan smelt dan weak wash menghasilkan sejumlah gas-gas berbahaya berupa dissolving tank vent gas yang akan dijadikan sebagai campuran udara pembakaran. Campuran smelt dengan weak wash kemudian disebut green liquor yang mengandung senyawa Na2S, Na2CO3, dan NaOH. Green liquor kemudian dibawa ke proses recausticizing dan lime kiln untuk diproses kembali menjadi white liquor sebagai bahan pemasak pada digester.
Selain untuk me-recovery bahan kimia, recovery boiler juga digunakan untuk menghasilkan steam bertekanan tinggi dari pemanasan air umpan boiler dengan memanfaatkan panas hasil pembakaran heavy black liquor berupa flue gas. Sebelum digunakan, air umpan boiler dipanaskan terlebih dahulu hingga temperatur 130 C dan dialirkan menggunakan pompa. Proses pemanasan awal air⁰ umpan boiler terjadi di dalam tube economizer 1 melalui kontak flue gas yang akan memanaskan air umpan boiler hingga temperatur 180 C. Selanjutnya, air⁰ keluaran economizer 1 masuk menuju economizer 2 untuk dipanaskan hingga temperatur 258 C. Hasil pemanasan dari economizer 1 dan 2 masuk ke ⁰ steam drum dengan tujuan untuk memisahkan air dalam fase gas dan liquid. Pada saat air dari economizer 1 dan 2 menuju steam drum, air akan kembali mengalami pemanasan. Sehingga temperatur air di stream drum menjadi 283 C. Setengah⁰
volume steam drum terisi oleh air dengan tujuan agar pemisahan uap berjalan dengan baik. Di dalam steam drum terdapat cyclone yang berfungsi untuk memisahkan air fase uap dan air serta raisers sebagai filter agar air tidak ikut terbawa menuju superheater. Uap hasil pemisahan steam drum kemudian masuk ke superheater sementara air akan masuk ke water drum. Air dari water drum akan dialirkan kembali ke dalam steam drum melalui pipa downcomer yang terhubung dengan pipa-pipa pada dinding furnace. Pemanasan uap di dalam superheater terjadi secara bertahap. Uap akan dipanaskan hingga 306 C pada⁰ superheater 1, kemudian uap keluaran superheater 1 masuk ke superheater 2 dan dipanaskan hingga 366 C. ⁰ Uap dari superheater 2 akan masuk ke superheater 3 lalu dipanaskan hingga 455 C. ⁰ Tujuan pemanasan bertahap pada superheater 1,2 dan 3 adalah untuk mengontrol/menjaga temperatur steam pada superheater yaitu sekitar 455 C dan tekanan 65 bar (⁰ superheated steam). Kapasitas steam flow yang dihasilkan adalah 175 t/h. Ketika melebihi temperatur yang diinginkan, maka digunakan desuperheater untuk menurunkan temperatur steam dengan menyemprotkan air ke dalam superheater. Superheated steam yang dihasilkan oleh recovery boiler akan digunakan untuk menggerakkan turbin sehingga diperoleh energi listrik. Selain itu, superheated steam juga digunakan oleh sootblower untuk membersihkan abu yang menempel pada dinding superheater, boiler bank, dan economizer. Sementara flue gas yang digunakan untuk membangkitkan steam, mengandung abu dari hasil pembakaran black liquor yang kemudian dibawa menuju electrostatic precipitator (ESP). Temperatur flue gas masuk ESP sekitar 180°C. Di dalam ESP terdapat sebuah plat yang disebut dengan collecting plate yang terhubung dengan kawat berarus listrik yang disebut emitter. Tujuan collecting plate ini adalah untuk menangkap/mengikat abu yang dibawa oleh flue gas dengan muatan listrik di permukaan plat. Abu kemudian disingkirkan dari plat dengan menggunakan hammer yang akan dibenturkan dengan plat sehingga abu terjatuh dari plat. Abu yang terjatuh dari plat akan diterima oleh conveyor yang ada dalam ESP. Kemudian abu dibawa ke proses ash leaching. Sedangkan flue gas yang telah melewati collecting plate akan dibuang ke udara melalui cerobong.
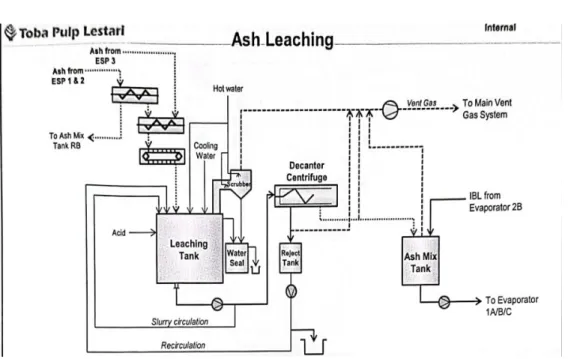
3.2.3 Ash Leaching
Ash leaching adalah pencucian abu (ash) hasil pembakaran black liquor di Recovery Boiler. Tujuan/fungsi ash leaching yaitu untuk memisahkan K dan Cl dari abu dan untuk me-recovery Na, SO4, dan CO3 yang akan digunakan kembali ke evaporator. Kandungan yang terdapat dalam ash adalah:
1. CO3
2. Na 3. SO4
4. K
5. Cl
Gambar 3.8 Proses Ash Leaching
Pada tahap ash leaching, abu yang ditangkap di electrostatic preciptator (ESP) kemudian dibawa oleh conveyor menuju leaching tank. Pada alat tersebut, abu yang terkumpul, dilarutkan dengan hot water dengan temperatur 90-100oC yang berasal dari tangki condensate-B atau dapat menggunakan air dari feed water boiler. Untuk mempercepat proses pemisahan solid dan liquid, maka ditambahkan asam sulfat sebagai katalis. Campuran abu dan hot water di dalam leaching tank disebut slurry dengan temperatur yang dijaga sekitar 80-85OC.
Setelah itu, slurry akan dipompakan menuju decanter centrifuges yang berfungsi untuk memisahkan solid dan liquid. Di dalam alat decanter centrifuges, terdapat
conveyor jenis screw yang bekerja dengan cara memutarkan slurry berdasarkan gaya sentrifugal sehingga solid dan liquid dapat terpisah. Kecepatan putaran yang digunakan yaitu sekitar ± 2100 rpm (tergantung dari besar torsi). Liquid yang dihasilkan decanter centrifuges memiliki kandungan K dan Cl yang paling besar, sehingga liquid kemudian dibawa ke dalam reject tank. Pemisahan K dan Cl ini dilakukan untuk menghindari adanya scaling yang terjadi pada dinding alat proses. Liquid tersebut terbagi menjadi dua aliran yaitu: aliran menuju effluent (pengolahan limbah) dan aliran menuju leaching tank untuk direcycle. Hal ini dikarenakan di dalam liquid tersebut masih mengandung Na, SO4, dan CO3 yang dapat digunakan lagi. Sedangkan solid yang dihasilkan memiliki kandungan Na, SO4, dan CO3 yang paling besar, sehingga solid kemudian dibawa ke dalam mixing tank (ash leaching). Padatan tersebut kemudian dicampur dengan black liquor yang berasal dari evaporator effect 2B. Hal ini dikarenakan kandungan solid pada effect 2B sudah cukup tinggi, sehingga dapat mengurangi beban effect 2B serta untuk memperkaya kandungan Na, SO4, dan CO3 pada black liquor.
Kemudian dari effect 2B dipompakan ke evaporator effect 1ABC untuk melanjutkan tahap evaporasi selanjutnya.
3.2.4 Incinerator
NCG (Non Condesable Gases) adalah hasil proses berupa gas yang tidak
dapat dikondensasi kembali. NCG terbagi menjadi dua jenis yaitu:
1. CNCG (Concentrated Non Condensable Gases)
Berasal dari vapor evaporator dan metanol plant
Kandungan sulfur lebih tinggi
Tekanan tinggi
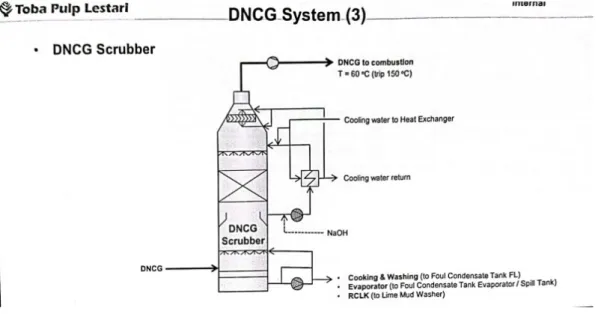
Gambar 3.9 CNCG Plant 2. DNCG (Diluted Non Condesable gases)
Berasal dari vapor tangki - tangki penyimpanan (WBL, HBL, Tangki condensate A,B,C)
Kandungan sulfur lebih sedikit, namun tinggi oksigen
Tekanan atmosfer
Gambar 3.10 DNCG Plant
Vapor dari seluruh effect evaporator dialirkan melalui effect 5 menuju
surface condenser dan new segregated condenser. Kedua kondensor tersebut berfungsi sama yaitu untuk proses kondensasi vapor seluruh effect evaporator menggunakan air pendingin sehingga menghasilkan NCG. Aliran NCG kemudian ditarik dengan vacuum pump menuju collection tank. Collection tank diisi dengan air dingin sebanyak setengah dari volume tangki yang bertujuan untuk mengikat kondensat yang sudah terikat ke bawah dan vapor akan naik ke atas yang merupakan produk CNCG. Produk CNCG tersebut kemudian dialirkan menuju recovery boiler, lime kiln, incinerator. Kondensat yang ada pada collection tank kemudian ditampung ke tangki C-condensate. Kondensat yang ada di dalam tangki C-condensate dipompakan menuju stripping column untuk dikontakkan dengan LP steam. Hasil dari pengontakan steam dengan kondesat menghasilkan gas stripper column. Kondensat dari stripper column dialirkan menuju tangki A- condensate. Gas stripper column dibawa menuju stripper condenser untuk proses kondensasi gas tersebut dan dilanjutkan dengan proses kondensasi di trim condenser. Gas hasil dari proses kondensasi tersebut disebut stripper off gas (SOG). Sedangkan kondensat dari hasil kondensasi tersebut dialirkan menuju tangki A-condensate. Selanjutnya pada tahap methanol plant, SOG dialirkan menuju methanol column dan dikontakkan secara langsung dengan LP steam sehingga gas akan naik ke partial condensor untuk proses kondensasi dengan menggunakan media air dingin. Kondensat dari methanol column kemudian dialirkan ke tangki A-condensate. Hasil dari partial condenser berupa vapor dialirkan menuju final condenser untuk proses kondensasi terakhir untuk mendapatkan metanol. Proses tersebut juga menggunakan air dingin sebagai media perpindahan panas. Sehingga hasil metanol berupa liquid dialirkan menuju methanol tank, sedangkan vapor dialirkan kembali menuju collection tank untuk memperoleh produk CNCG kembali. Produk metanol digunakan sebagai bahan bakar di lime kiln, recovery boiler, incinerator. DNCG diperoleh dari hasil vapor tangki penyimpanan, baik dari area fiber line maupun area energy. Vapor tersebut dialirkan menggunakan blower menuju cooling scrubber. Dalam cooling scrubber, terdapat spray yang digunakan untuk menyemprot air dengan tujuan untuk mengikat kandungan SO2 di dalam vapor (DNCG), sementara vapor yang terkondensasi dan air menjadi kondensat. Cooling scrubber memiliki dua unit
yang berbeda, dimana kedua unit tersebut dipisahkan berdasarkan aliran sumber vapor yang masuk. Kondensat yang dihasilkan kemudian dikumpulkan dan disimpan dalam tangki kondensat, sedangkan hasil DNCG kemudian dikontakkan dengan LP steam. Sehingga DNCG dapat digunakan sebagai bahan bakar di recovery boiler, multi fuel boiler, dan incinerator.
3.2.5 Recausticizing
Recausticizing merupakan serangkaian proses pengolahan green liquor dari recovery boiler. Green liquor mengandung Na2S, Na2CO3 dan NaOH. Pada recausticizing, senyawa Na2CO3 akan direaksikan dengan senyawa kapur CaO untuk membentuk CaCO3.
Gambar 3.11 Recaustizing Lime Kiln Plant
Green liquor dimasukkan ke dalam surge untuk dihomogenkan menggunakan agitator. Kemudian dimasukkan ke green liquor clarifier untuk mengendapkan kotoran berupa dreg. Selanjutnya green liquor dipanaskan dengan steam menggunakan green liquor heater mencapai 85°C sebelum diumpankan ke slaker. Slaker merupakan unit pencampuran antara green liquor dengan zat kapur (CaO) dari hot lime silo. Temperatur pencampuran sekitar 106°C. Na2CO3 pada green liquor akan bereaksi dengan CaO dan air membentuk NaOH dan CaCO3. Dari alat slaker white liquor akan diolah lagi pada tangki causiticizer yang berjumlah 3 unit dialirkan secara overflow, dari causiticizer 1 ke causiticizer 2 dan causiticizer 3. Causiticizer ini membuat kandungan NaOH dari white liquor berkonsentrasi rendah menjadi konsentrasi tinggi. Kemudian white liquor yang
masih bercampur dengan lumpur dipompakan ke white liquor tank. White liquor tank dilengkapi dengan agitator yang dapat memisahkan white liquor dengan lumpur (lime mud). Selanjutnya white liquor akan dimasukkan ke white liquor storage dan lime mud akan dicuci di lime mud washer tank dengan cara pengadukan. Lime mud akan mengendap dan cairan bagian atas disebut weak wash liquor yang akan dipompakan ke dissolving tank untuk digunakan kembali pada unit recovery boiler. Lime mud yang telah dicuci dimasukkan ke dalam lime mud storage tank untuk selanjutnya dipompa ke lime mud filter dan diumpankan kembali ke lime kiln.
3.2.6 Lime Kiln
Lime kiln merupakan suatu alat yang dapat mengkalsinasi batu kapur (limestone) dan lime mud untuk mendapatkan kalsium oksida. Lime kiln merupakan tungku pembakaran yang bekerja berputar dengan kecepatan 1,6 rpm, diameter 3 meter dan panjang 79 meter. Bahan bakar yang digunakan pada lime kiln adalah minyak solar melalui sprayer yang ditambah dengan udara sehingga terjadi proses pembakaran. Proses pembakaran lime kiln diawali dengan penghancuran batu kapur hingga diperoleh serpihan dengan ukuran 2 – 12 mm.
Selanjutnya serpihan ini akan ditransportasikan menggunakan belt conveyor kemudian dicampurkan dengan lime mud dari lime mud filter pada proses recausticizing untuk dikalsinasi. Panas yang timbul akibat pembakaran induced draft fan (IDF) dan abu hasil pembakaran akan 82 terhisap sehingga pencemaran lingkungan dapat dikurangi. Produk hasil lime kiln berupa CaO yang digunakan pada proses recausticizing.
3.2.7 Turbin Uap
Turbin yang digunakan di PT. Toba Pulp Lestari Tbk adalah suatu penggerak dengan prinsip mengubah energi potensial uap bertekanan tinggi (high pressure steam) yang dialirkan dari multi-fuel boiler dan recovery boiler menjadi energi kinetik untuk selanjutnya diubah menjadi energi mekanis yang akan mneggerakkan generator yang akan menghasilkan energi listrik sekitar 29-31MW untuk kebutuhan seluruh pabrik. Turbin akan mengubah high pressure steam menjadi low pressure steam dan medium pressure steam. Steam yang dihasilkan
dari turbin uap dapat dialirkan ke berbagai plant/unit yang ada di pabrik seperti digester, evaporator, preheater pada recovery boiler dan lain-lain.
Gambar 3.12 Turbin Uap Plant
3.2.8 Multifuel Boiler
Gambar 3.13 Multifuel Boiler
Multi-Fuel Boiler merupakan boiler yang berjenis pipa air dengan kapasitas uap yang dihasilkan adalah 200 ton/hari pada tekanan 84 kg/cm2, sedangkan steam yang dihasilkan berada pada temperatur 490°C. Ketel uap atau boiler ini memanfaatkan bahan bakar dengan jenis biomassa seperti kulit kayu hasil pemotongan, cangkang sawit, dan serabut kelapa sawit, untuk
melalui proses pindah panas oleh gas nyala pada pipa air di sepanjang sisi dapur pembakaran pada temperatur 700 – 900°C. Uap yang dihasilkan melalui pembakaran tersebut akan digunakan untuk menggerakkan turbin untuk pembangkit listrik di mill dan komplek perumahan.
Tahapan multi fuel boiler ini tidak jauh berbeda dengan tahapan pada recovery boiler. Yang membedakan hanya bahan bakar dan kegunaannya.
Biomassa akan didistribusian menggunakan conveyor menuju bak penampungan sementara sebelum dibakar. Lalu pada MFB ini tidak ada water drum seperti pada RB, namun steam drum, economizer, dan ESP tetap ada dengan fungsi yang sama.
BAB IV
UTILITAS DAN PENGOLAHAN LIMBAH
4.1 UTILITAS
4.1.1 Unit Pengolahan Air
Air sungai yang masuk ke rapid mixing (sebanyak 4 buah) dilakukan penambahan poly aluminum chloride, hypo, caustic, dan alum sebagai koagulan.
Air yang telah ditambahkan bahan-bahan kimia tersebut kemudian masuk ke bagian slow mixing (sebanyak 3 buah) yang masing-masing dilengkapi dengan slow speed mixer yang bekerja secara seri untuk tujuan pengendapan secara kimia dan proses penggumpalan dengan dilakukan penambahan polimer sebagai flokulan. Air selanjutnya masuk ke tempat setting basin (sebanyak 12 buah) mengalir ke saluran dimana sebagian air masuk ke tangki penampungan clarified water dan sebagian lagi dilewatkan melalui 16 gravity filter dan selanjutnya ke tangki penampungan filter water.
Gambar 4.1 Proses Water Treatment 4.1.2 Demineralization Plant
Di dalam pabrik pulp untuk pengisian boiler dibutuhkan suatu air yang
jernih dan bebas dari mineral- mineral (air demineralisasi). Penggunaan air bebas mineral pada boiler untuk mencegah terjadinya korosi akibat adanya logam - logam kesadaan seperti Ca, Mg, CO3 2-, S04 2-, dan Cr sehingga dibutuhkan pengolahan air dengan tahap sebagai berikut:
1. Tahapan Filtrasi
Air keluar dari tangki penjernihan (filter water tank) di area water treatment plant masih mengandung sedikit kotoran yang terbawa dari residual klorin. Dan pada tahap filtrasi ini, kotoran-kotoran yang terbawa tersebut disaring dan air yang keluar menjadi lebih jernih dan mempunyai kekeruhan (turbidity) yang rendah serta batas maksimal residual klorin 1 ppm. Alat penyaring tersebut dinamakan karbon filter. Terdapat 3 unit karbon filter dan ketiganya dioperasikan menurut keperluan air yang diperlukan.
2. Tahapan Pertukaran Ion
Air proses yang sudah disaring dengan carbon filter akan dihilangkan (terutama ion-ion zat anorganik) dengan resin penukar ion, agar air yang dihasilkan tidak menyebabkan korosi oleh ion-ion Ca, Mg, SiO2, dan sebagainya dan yang menyebabkan korosi (oleh ion ion SO4 2-, Cl, dan sebagainya) pada pemakaian air untuk kriteria yang tinggi (umpan air boiler, air pendingin diesel dan sebagainya). Air yang sudah jernih tadi masih mengandung ion-ion dari logam dan sisa asam seperti Ca2+, Mg2+, Co32-, SO42-, Fe2+, Cl-. Selanjutnya air itu dikirim ke tahapan pengolahan untuk penghilangan/pertukaran ion agar dihasilkan air yang bebas mineral (demineralisasi water) melalui cation exchanger dan anion exchanger.
3. Mix Bed
Mix bed tank berfungsi untuk mengikat sisa-sisa dari anion dan kation, bisa dilakukan sekaligus dari kation ditambah dengan anion agar yang masuk kedalam mixing tank bebas dari kation dan anion. Metode regenerasi juga mempengaruhi kapasitas resin, jika regenerasi tidak sempurna, maka otomatis kapasitas resin akan menurun. Setelah air dari sungai Asahan diproses di clarified water pada water treatment plant,
maka dilanjutkan dengan proses demineralisasi. Pada proses ini bertujuan untuk menghilangkan kandungan Mg, Ca, Fe dengan mengelola air secara kimia. Tahapan ini dimulai dengan mengalirkan air dari water treatment plant ke activated carbon filter. Pada activated carbon filter menggunakan karbon aktif dalam proses penyaringan dimana bertujuan untuk penyempurnaan penyaringan air dari gravity filter. Jumlah activated carbon filter digunakan sebanyak 3 buah. Setelah melalui tahap penyaringan dari activated carbon filter, selanjutnya dilakukan pemisahan kandungan ion pada air. Pemisahan ion yang dilakukan pada tahap awal adalah dengan menggunakan cation exchanger, dimana pada unit ini ditambahkan resin trap (perangkap resin) yang berfungsi untuk mengikat kandungan ion positif dari air. Cation exchanger bertujuan untuk memisahkan kandungan ion positif dari air dan digunakan cation exchanger sebanyak 4 buah. Setelah kandungan ion positif dari air telah dipisahkan, maka dilakukan proses gasifikasi pada gasifier, dimana bertujuan untuk menghilangkan kandungan gas dalam air dan apabila dalam air terdapat kandungan gas maka dapat menyebabkan korosifitas pada alat yang digunakan. Selanjutnya, air dialirkan ke anion exchanger bertujuan untuk memisahkan kandungan ion negatif pada air dan ditambahkan resin trap ke dalam anion exchanger dan digunakan sebanyak 4 buah. Setelah dilakukan proses pemisahan kandungan ion pada air, maka air dialirkan ke dalam demin tank. Dari demin tank, air dialirkan ke mix bed, dimana pada tahap ini dilakukan kembali penghilangan kandungan ion negatif dan positif pada air dengan menambahkan resin trap. Lalu air dialirkan ke heat exchanger dengan input yaitu air dari mix bed dan juga kondensat dari tangki kondensat dengan output yaitu air yang akan dialirkan ke mixing tank dan air yang dialirkan ke deacrator dimana dari deacrator akan dialirkan kembali ke mixing tank. Selanjutnya air dari mixing tank dialirkan ke water heater dengan keadaan tekanan steam yang rendah (low pressure steam).
4.1.3 Water Cycle
Dalam proses produksinya industri pulp membutuhkan banyak air dalam
jumlah yang sangat besar. Air dari sisa produksi (proses washing, screening dan bleaching) akan diolah kembali dan dimanfaatkan kembali. Kegiatan dalam mengolah air sisa produksi adalah dengan menambah zat kimia untuk memisahkan serat dengan air dari black liqour. Serat yang berhasil dipisahkan akan di press untuk mengurangi kadar air kemudian dikirim ke tempat penyimpanan bahan baku untuk diproses kembali. Sedangkan air bersih akan dikirim ke tangki air untuk digunakan kembali sebagai bahan baku dalam proses produksi. Alat yang digunakan untuk memisahkan serat dan air dikendalikan dengan menggunakan komputer di ruang Distribution Control System. Pengolahan air sisa produksi merupakan upaya untuk menghemat penggunaan air dan mengurangi volume limbah cair yang harus diolah oleh unit pengolahan limbah.
4.2 PENGOLAHAN LIMBAH
PT. Toba Pulp Lestari memiliki Departement Environment yang melakukan pengendalian limbah (padat, cair, dan gas) dengan menerapkan prinsip reduce, reuse, recycle, dan recovery. Unit Pengolahan Limbah (UPL) cair berfungsi untuk mengolah limbah cair sebelum dibuang ke sungai Asahan, limbah padat seperti sludge dan kulit kayu digunakan kembali sebagai bahan bakar, dan limbah gas diolah terlebih dahulu melalui filter di mana emisi gas yang keluar tidak boleh melebihi ambang batas yang ditetapkan oleh pemerintah. Sehingga PT. Toba Pulp Lestari telah memperoleh Green PROPER karena telah mampu menjaga emisi < 50% yang ditetapkan pemerintah.
4.2.1 Limbah Padat
Limbah padat yang dihasilkan berupa kulit kayu hasil pencacahan bahan baku. Limbah kulit kayu tersebut dimanfaatkan sebagai bahan bakar pada unit Multifuel Boiler. Sementara debu hasil pembakaran dikendalikan dengan menggunakan alat pengendali berupa Electrostatic Presipitator (ESP), kemudian di recycle kembali dan dicampur dengan heavy black liqour sebelum dibakar.
4.2.2 Limbah Cair
Limbah cair yang dihasilkan berupa hasil pengolahan dari ash leaching yang mengandung chloride dan potassium yang mana sebagian hasil pengolahan
dari ash leaching diolah kembali di leaching tank dan sebagian lagi langsung masuk ke effluent.
4.2.3 Limbah Gas
Limbah gas yang dihasilkan pada proses bleaching yaitu gas ClO2
(chlorine dioxide). Proses pengelolaan limbah gas ini dilakukan dengan menggunakan scrubber di mana semua gas ClO2 dialirkan sehingga kadar ClO2
dapat berkurang. Selanjutnya gas tersebut di monitoring dengan CEMS agar berada pada ambang batas minimal. Limbah gas yang berasal dari multifuel boiler, recovery boiler, lime kiln diolah dengan ESP (Electrostatic Precipitator).
Gas yang dihasilkan ditangkap berdasarkan muatan elektron yang dimilikinya.
Muatan elektron pada limbah gas ditangkap dengan muatan elektron pada ESP sehingga partikel tersebut jatuh ke bawah. Partikel yang jatuh tersebut dapat diolah kembali. Pada lime kiln partikelnya diolah kembali untuk proses kalsinasi dan partikel yang sangat kecil atau tidak bermuatan dilepaskan ke udara