LAPORAN PRAKTIKUM PENGUJIAN MATERIAL
ELECTROPLATING
Disusun Oleh :
Nama : Rival Ramadhan
NIM : 231234029
Kelas : TPKM 1A
Kelompok : 4
Dosen Pembimbing:
Destri Muliastri, S.Si, MT
PROGRAM STUDI TEKNIK PERANCANGAN DAN KONSTRUKSI MESIN JURUSAN TEKNIK MESIN
POLITEKNIK NEGERI BANDUNG
DAFTAR ISI
DAFTAR ISI...2
BAB I PENDAHULUAN A. Latar Belakang...3
B. Rumusan Masalah...3
C. Tujuan...4
BAB II LANDASAN TEORI A. Elektroplating...5
B. Natrium Hidroksida...7
C. Asam Klorida...8
D. Larutan Silika...9
E. Larutan electroplating (Chrome)...9
F. Korosi...10
BAB III METODOLOGI PRAKTIKUM A. Alat...13
B. Bahan...16
C. Prosedur kerja...18
BAB IV HASIL DAN ANALISIS DATA A. Analisis data...19
B. Pembahasan...21
BAB V KESIMPULAN DAN SARAN A. Kesimpulan...22
B. Saran...22
DAFTAR PUSTAKA...23
LAMPIRAN...24
BAB I
PENDAHULUAN
A. Latar Belakang
Dalam sehari-hari banyak sekali masyarakat yang menggunakan barang- barang yang terbuat dari logam seperti sendok, garpu, pisau, panci dan masih banyak lagi. Namun bahan logam ini cenderung mengalami penurunan kualitas dikarenakan korosi akibat dari kelembapan suhu atau proses oksidasi logam dan oksigen, sehingga mengakibatkan penggunaan logam menjadi kurang maksimal atau terganggu, seperti berkurangnya kekuatan logam menjadi lebih mudah patah atau dari penampilannya yang berkarat. Dari permasalahan di atas tentu diperlukan penanganan dengan tujuan untuk melindungi logam dari bahaya korosi yaitu dengan melakukan pelapisan logam untuk meningkatkan ketahanan logam terhadap korosi dan meningkatkan sifat teknis/mekanisnya.
Ada beberapa macam cara pelapisan logam, salah satunya adalah electroplating. Electroplating adalah proses pelapisan logam yang dilakukan secara elektrolisa, yaitu dengan menggunakan bantuan arus listrik dan senyawa tertentu guna memindahkan partikel logam pelapis ke logam yang dilapis. Biasanya proses electroplating dilakukan dalam suatu bejana atau cawan yang terdiri dari elektroda yang dihubungkan dengan arus listrik searah (DC) dimana rangkaian ini disebut sel elektrolisa. Peranan utama electroplating adalah melindungi logam dari korosi. Di samping itu, dapat menambah daya tahan gesekan dan menambah kekerasan. Pada dasarnya electroplating dilakukan dengan maksud memberikan perlindungan terhadap bahaya korosi, membentuk sifat keras permukaan, dan sifat teknis atau mekanis tertentu, terhadap logam dasar.
B. Rumusan Masalah
1. Bagaimana proses pelapisan logam dengan metode electroplating?
2. Apa manfaat dari dilakukannya proses pelapisan logam dengan metode electroplating?
3. Apa alasan dari dilakukannya proses pelapisan logam dengan metode electroplating?
4. Bagaimana proses terjadinya korosi pada logam?
5. Apa Faktor yang mempengaruhi terjadinya korosi pada logam?
C. Tujuan
1. Melakukan pelapisan pada baja st 37 dengan metode electroplating.
2. Menganalisa hasil pelapisan.
3. Melakukan pelapisan logam dengan Cr
BAB II
LANDASAN TEORI
A. Elektroplating
1. Pengertian
Dalam teknologi pengerjaan logam, proses electroplating dikategorikan sebagai proses pengerjaan akhir (metal finishing). Secara sederhana, electroplating dapat diartikan sebagai proses pelapisan logam, dengan menggunakan bantuan arus listrik dan senyawa kimia tertentu guna memindahkan partikel logam pelapis ke material yang hendak dilapis.
Pelapisan logam dapat berupa lapis seng (zink), galvanis, perak, emas, brass, tembaga, nikel dan krom. Penggunaan lapisan tersebut disesuaikan dengan kebutuhan dan kegunaan masing-masing material. Perbedaan utama dari pelapisan tersebut selain anoda yang digunakan, adalah larutan elektrolisisnya. Dalam penelitian yang baru belakangan ini (tahun 2004), dilakukan oleh Tadashi Doi dan Kazunari Mizumoto, mereka menemukan larutan baru (elektrolisis) yang dinamakan larutan citrate(kekerasan deposit mencapai 440 VHN).
Proses electroplating mengubah sifat fisik, mekanik, dan sifat teknologi suatu materialSalah satu contoh perubahan fisik ketika material dilapis dengan nikel adalah bertambahnya daya tahan material tersebut terhadap korosi, serta bertambahnya kapasitas konduktifitasnya. Adapun dalam sifat mekanik, terjadi perubahan kekuatan tarik maupun tekan dari suatu material sesudah mengalami pelapisan dibandingkan sebelumnya. Karena itu, tujuan pelapisan logam tidak luput dari tiga hal, yaitu untuk meningkatkan sifat teknis/mekanis dari suatu logam, yang kedua melindungi logam dari korosi, dan ketiga memperindah tampilan (decorative).
2. Proses Electroplating
Proses pemolesan
Proses pemolesan dengan listrik dapat berlangsung, apabila ada sumber arus searah. Untuk mendapatkan arus searah tersebut dapat digunakan alat-alat seperti akumulator, penyearah arus (rectifier), atau generator DC.
Proses pencelupan nikel
Proses pencelupan nikel dengan listrik terjadi karena adanya perpindahan ion-ion nikel dari anoda dan larutan, sesuai arus listrik yang dialirkan dan mengendap pada permukaan katoda atau benda kerja.
Proses pencelupan chorme
Proses pencelupan chorme juga dapat dilakukan untuk bahan plastik atau bahan non logam lain, dengan syarat material tersebut harus dicat terlebih dahulu menggunakan cat yang mengandung logam untuk membangkitkan listrik.
Analisis hasil electro palting
Benda kerja untuk proses electro plating yang belum dikrom harus di bersihkan terlebih dahulu supaya dalam proses electro plating hasilnya lebih baik.
Hasil pengujian
Proses electro plating untuk campuran pada bak nickel plating dan bak chrome dalam waktu pencelupan banda kerja.
3. Manfaat
1. Memperbaiki tampak rupa (decoratif) misalnya; pelapisan emas, perak, kuningan dan tembaga.
2. Melindungi subtrat dan dekorasi, yaitu:
a. Melindungi subtrat dengan logam yang lebih mulia, misalnya;
pelapisan platina, emas dan baja.
b. Melindungi logam dasar dengan yang kurang mulia, misalnya;
pelapisan seng dan baja.
c. Meningkatkan ketahanan produk terhadap gesekan (abrasi), misalnya; pelapisan chromium keras.
d. Memperbaiki kehalusan atau bentuk permukaan toleransi logam dasar misalnya; pelapisan nikel, chromium dan lain sebagainya.
e. Elektroforming, yaitu: membentuk benda kerja dengan cara endapan.
B. Natrium Hidroksida
Natrium Hidroksida ( NaOH ) merupakan salah satu senyawa ion yang bersifat basa kuat, kaustik dan memiliki sifat korosif dan higroskopik ( suka menyerap air ). Dalam kehidupan kita sehari-hari,senyawa ini biasa kita sebut dengan nama "soda api" atau "kaustik soda",namun untuk nama resmi atau nama perdagangnganya senyawa ini biasa disebut dengan nama "Sodium Hidroksida".
Tingkat kelarutan senyawa natrium hidroksida di dalam air cukup tinggi. Pada suhu 0 C, kelarutan natrium hidroksida berada pada kisaran 418 g/L. Pada suhu 20 C, kelarutan natrium hidroksida berada pada kisaran 1150 g/L.
Reaksi Pengendapan Oleh NaOH Dengan menggunakan NaOH, kita dapat mengendapakan senyawa-senyawa logam yang memiliki tingkat kelarutan yang sangat rendah seperti logam golongan transisi dan logam golongan utama seperti
timbal (Pb) dan timah (Sn). Berikut ini reaksi pengendapan senyawa-senyawa logam oleh NaOH :
ZnCl2 + NaOH → Na2ZnO2 + H2O
PbSO4 + NaOH → Na2PbO2 + H2O
CuSO4 + NaOH → Cu(OH)2 + H2O
C. Asam Klorida
Asam klorida yang juga dikenal sebagai asam muriatik, hidronium klorida, sprite garam dan garam acidum merupakan bahan kimia anorganik tidak berwarna yang memperoleh bau khas. HCl larut dalam media berair hingga semua proporsi atau komposisi. Oleh karena itu, ia diklasifikasikan sebagai bahan kimia yang sangat asam. Secara teknis kadar HCl tersedia dalam jumlah 33% –37% yang memiliki warna agak kuning. Seorang alkemis, J. ibn Hayyan menemukan HCl sekitar tahun 800 M [1] . Konsentrasi elektrolit berbasis HCl yang berbeda digunakan untuk keperluan industri dan akademik. Umumnya, konsentrasi HCl yang lebih rendah digunakan untuk tujuan akademis dan larutan HCl dengan konsentrasi tinggi digunakan untuk keperluan industri. Salah satu penggunaan larutan HCl yang paling umum dalam industri adalah pengawetan asam di mana larutan HCl dengan konsentrasi tinggi digunakan untuk menghilangkan pengotor permukaan seperti karat dan kerak yang ada di permukaan logam. Umumnya, pengawetan asam dilakukan pada suhu rendah, biasanya di bawah 15°C.
D. Larutan Silika
Silika adalah suatu mineral yang penyusun utamanya berupa silikon dioksida (SiO2). Silika tersusun dari dua unsur yang terdiri dari silikon (Si) dan oksigen (O2) dimana keduanya merupakan unsur yang paling banyak di alam.
Diperkirakan 60% dari kerak bumi ini tersusun dari silika. Silika yang ada di bumi ini biasanya ditemukan dalam bentuk silikat (Lujan, 2007).
Silika terdiri dari berbagai bentuk yaitu: silika kristalin, silika mikrokristalin, silika vitreous (supercooled liquid glesses), dan silika amorf. Berdasarkan struktur molekulnya silika dibagi menjadi dua bagian yaitu: silika kristalin dan silika amorf. Silika kristalin adalah silika yang susunan molekulnya membentuk pola tertentu (kristal) sedangkan silika amorf adalah silika yang susunan molekulnya tidak teratur. Silika sebagai senyawa yang terdapat di alam berstuktur kristalin, sedangakn sebagai senyawa sintetisnya berupa amorf. Secara sintetis senyawa silika dapat dibuat dari larutan silikat atau dari pereaksi silan.
E. Larutan Electroplating (Chrome)
Kromium adalah elemen yang secara alamiah ditemukan dalam konsentrasi yang rendah pada batuan, hewan, tanah, debu, juga gas. Logam Cr murni tidak pernah ditemukan di alam, logam ini seiring ditemukan dalam bentuk
persenyawaan padat atau mineral dengan unsur-unsur yang lain (Mukaromah, 2008). Kromium merupakan logam transisi, memiliki massa atom 51,996 gram/mol, nomor atom 24, titik lebur 1907°C, dan massa jenis 7,19 g/cm³ (Callister, 2007). Logam ini memiliki tingkat oksidasi +2 sampai +6, namun sering dijumpai adalah tingkat oksidasi +3 dan +6 (Cavaco, 2009).
F. Korosi
1. Pengertian.
Kata korosi berasal dari bahasa latin “Corrosion” yang artinya perusakan logam atau berkarat. Menurut Roberge(2004). Korosi adalah peristiwa rusaknya logam karena reaksi dengan lingkungannya, sedangkan menurut (Gunaltun, 2005). Korosi adalah fenomena elektrokimia dan hanya menyerang logam, ada pula definisi lain yang mengatakan bahwa karat merupakan rusaknya logam karena adanya zat penyebab karat. Pada dasarnya peristiwa korosi adalah reaksi elektrokimia. Secara alami pada permukaan logam dilapisi oleh suatu lapisan film oksida (FEO, OH). Pasivitas dari lapisan film ini akan merusak karena adanya pengaruh dari lingkungan, misalnya adanya penurunan pH atau alkalinitas dari lingkungan ataupun serangan dari ion klorida. Pada proses karat terjadi reaksi antara ion-ion dan juga antar elektron karat atau perkaratan sangat lazim terjadi. Dampak dari peristiwa karat bersifat sangat merugikan, korosi merupakan dari oksidasi logam..
2. Proses terjadinya korosi.
Korosi adalah proses degradasi /deteorisasi /perusakan material yang disebabkan oleh pengaruh lingkungan dansekitarnya. Ada pengertian dari pakar lain, yaitu :
1. Korosi adalah perusakan material tanpa perusakan material 2. Korosi adalah kebalikan dari metalurgi ekstraktif
3. Korosi adalah system thermodinamika logam dengan lingkungan ( udara, air, tanah ), yang berusaha mencapai kesetimbangan.
3. Faktor yang mempengaruhi terjadinya korosi pada logam.
Kelembaban udara yang tinggi, sangat cepat menimbulkan karat karena pada uap air didalam udara terkandung unsur garam yang dapat mempercepat terjadinya korosi. Temperatur udara yang sangat tinggi dapat memudarkan lapisan pelindung pada plat baja. Karena terjadi oksidasi dari lapisan pelindung tersebut akibat dari temperatur yang tinggi. Dengan berkurangnya lapisan pelindung pada plat baja tersebut, maka akan lebih mudah terjadi korosi karena lapisan tersebut sudah terbuka terhadap udara luar yang dapat mengakibatkan terjadinya korosi pada lapisan tersebu
menurut Roberge merupakan suatu proses degradasi dari suatu logam yang dikenalkan terjadinya reaksi kimia antara logam tersebut dengan lingkungannya. Korosi menimbulkan banyak kerugian karena mengurangi umur berbagai barang atau bangunan yang menggunakan besi atau baja.
Sebenarnya korosi dapat di cegah dengan mengubah besi menjadi baja tahan karat (stainless stell). Korosi atau perkaratan merupakan fenomina kimia pada bahan-bahan logam yang dasarnya merupakan reaksi logam menjadi ion pada permukaan logam yang kontak langsung dengan lingkungan berair dan oksigen. Contoh yang paling umum, yaitu kerusakan logam besi dengan terbentuknya korosi oksigen. Dengan demikian, korosi menimbulkan banyak kerugian.
Kontak langsung logam dengan air (H20) dan Oksigen (O2) Jika jumlah oksigen dan air yang mengalami kontak dengan permukaan logam semakin banyak, maka semakin cepat berlangsungnya korosi pada permukaan logam. Zat pengotor di permukaan logam dapat menyebabkan terjadinya reaksi reduksi tambahan sehingga lebih banyak atom logam yang teroksidasi dan mempercepat korosi pada permukaan logam. Keberadaan elektrolit, seperti garam dalam air laut dapat mempercepat laju korosi dengan
menambah terjadinya reaksi tambahan. Konsentrasi elektrolit yang besar dapat meningkatkan laju aliran elektrolit sehingga laju korosi meningkat.
kecepatan reaksi redoks pada peristiwa korosi. Secara umum, semakin tinggi temperatur maka semakin cepat terjadinya korosi. Peristiwa korosi pada kondisi asam, yakni pada kondisi pH >7 semakin besar, karena adanya reaksi reduksi tambahan yang berlangsung pada katode. adanya reaksi reduksi tambahan pada katode menyebabkan lebih banyak atom logam yang teroksidasi sehingga laju korosi padapermukaan logam semakin besar.
Adanya koloni mikroba pada permukaan logam dapat menyebabkan peningkatan korosi padalogam.
BAB III
METODOLOGI PRAKTIKUM
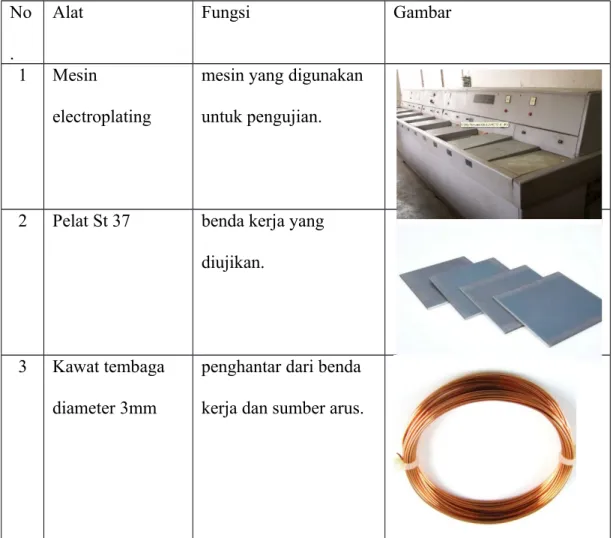
A. Alat
Tabel 1.1 No .
Alat Fungsi Gambar
1 Mesin electroplating
mesin yang digunakan untuk pengujian.
2 Pelat St 37 benda kerja yang diujikan.
3 Kawat tembaga diameter 3mm
penghantar dari benda kerja dan sumber arus.
4 Thermogun untuk mengukur suhu larutan zat kimia.
5 Jangka sorong untuk mengukur lebar dan panjangnya benda kerja.
6 Tang untuk membengkokan
kawat tembaga.
7 Amplas untuk memperhalus
benda kerja.
8 Mikrometer sekrup
untuk mengukur ketebalan benda kerja.
9 Penjepit untuk menjepit kawat pada saat mencelupkan benda kerja ke larutan zat kimia yang sudah dialiri arus listrik.
10 Batu Langsol untuk memoles hasil plating agar terlihat mengkilap.
11 Power supply menyuplai arus DC dan voltase pada larutan.
12 Stop watch untuk mengatur waktu lamanya proses electroplating masing- masing benda.
13 Mur dan baut untuk menepelkan benda kerja dan kawat tembaga.
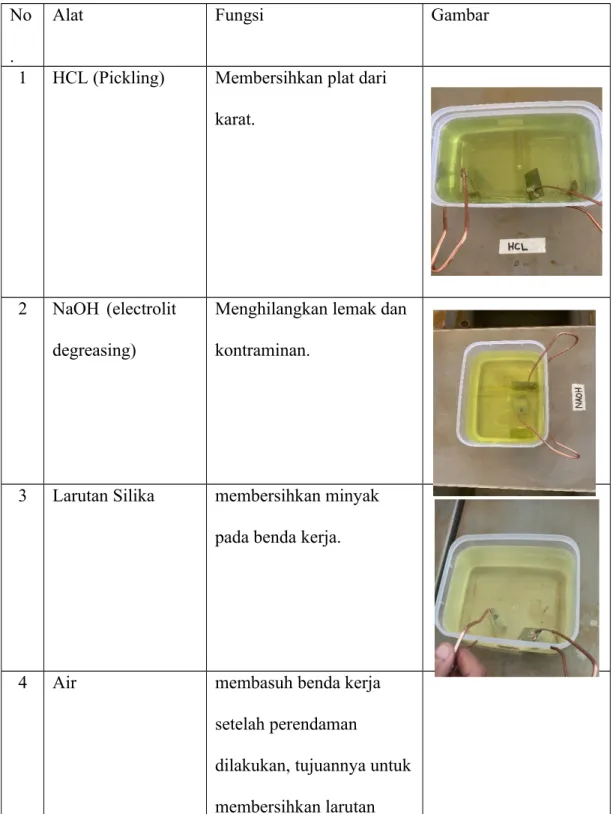
B. Bahan
Tabel 1.2 No .
Alat Fungsi Gambar
1 HCL (Pickling) Membersihkan plat dari karat.
2 NaOH (electrolit degreasing)
Menghilangkan lemak dan kontraminan.
3 Larutan Silika membersihkan minyak pada benda kerja.
4 Air membasuh benda kerja
setelah perendaman dilakukan, tujuannya untuk membersihkan larutan
yang menempel pada benda kerja, sebelum melakukan proses tahap perendaman selanjutnya.
5 Larutan electroplating (Chrome)
Sebagai pelapis benda kerja.
C. Prosedur Kerja
1. Melakukan pembersihan permukaan benda kerja menggunakan amplas.
2. Melakukan pengukuran benda kerja dari lebar, panjang dan tebal.
3. Melakukan perendaman benda kerja pada larutan NaCI (natrium chloride) yaitu proses chemical degreasing selama 3 menit pada masing-masing benda kerja.
4. Melakukan pembasuhan dengan cara merendamkan benda kerja pada air selama 15 detik
5. Melakukan perendaman benda kerja untuk kedua kalinya pada larutan NaOH (natrium hidroksida) yaitu proses electrolite degreasing selama 3 menit pada masing-masing benda kerja.
6. Melakukan pembasuhan kembali dengan cara merendamkan benda kerja pada air selama 15 detik
7. Melakukan proses perendaman kembali benda kerja pada larutan HCI (asam klorida) yaitu proses pickling selama 3 menit pada masing-masing benda kerja.
8. Melakukan pembasuhan kembali dengan cara merendamkan benda kerja pada air selama 15 detik
9. Selanjutnya yaitu proses plating yaitu merendamkan 3 benda kerja sekaligus dengan dengan waktu yang berbeda pada masing-masing benda kerja
10. Selanjutnya benda kerja di angkat dan ditiriskan kemudia di amplas agar permukaan benda kerja halus.
11. Setelah itu dilakukan pengukuran kembali benda kerja menggunakan jangka sorong dan diameter sekrup.
12. Tahap akhir yaitu melakukan pemolesan pada benda kerja menggunakan batu langsol untuk hasil akhir yang mengkilap.
BAB IV
PEMBAHASAN DAN ANALISIS DATA
A. Analisis Data
1. Secara praktikum Tabel 1.3
Langkah kerja
Waktu Arus Suhu Tebal Hasil
Chemical Degreasing
1. 3 menit
2. 3menit 24.9° 1. 0.6 mm
2. 0.56 mm 1 - 2 - Elektro
Degreasing
1. 3 menit
2. 3 menit 24.2° 1. 0.6 mm
2. 0.56 mm 1 - 2 - Pickling 1. 3 menit
2. 3 menit 24.6° 1. 0.6 mm
2. 0.56 mm 1 - 2 - Chromium 1. 15 menit
2. 20 menit 0.8 A 80° 1. 0.6 mm
2. 0.56 mm
1. 0.5 mm 2. 0.55 mm 2. Secara Teori
Benda Kerja 1
- Luas Penampang(A0) = 2(𝑝𝑥�)+(𝑝𝑥�)+(�𝑥�)
= 2(51,5×25,7) + (51,5×0,6) + (25,7×0,6)
= 2.739,74 mm2
= 27,3974 cm2 - Luas Penampang(A1) = 2(𝑝𝑥�)+(𝑝𝑥�)+(�𝑥�)
= 2(51,2×25,5) + (51,2×0,5) + (25,5×0,5)
= 2.687,9 mm2
= 26,879 cm2
- Kerapatan Arus(I) = �/�0
= 0,8/27,3974 cm2
= 0,002191792 Ampere/cm2 - Masa endapan (W1) = I × T × B / Z × F
= 0,002191792×900×51,9961/6×96.500
= 16,4868 gram
- Volume = w/P st 37(7,78 gram/cm3)
= 16,4868/7,78
= 2,11913 cm2
- Ketebalan =V/A1
= 2,11913/26,879
= 0,450877 cm
Benda kerja 2
- Luas Penampang(A0) = 2(𝑝𝑥�)+(𝑝𝑥�)+(�𝑥�)
= 2(50,7×26,5) + (50,7×0,56) + ( 26,5×0,56)
= 2730,332 mm2
= 27,30332 cm2 - Luas Penampang(A1) = 2(𝑝𝑥�)+(𝑝𝑥�)+(�𝑥�)
= 2(50,5×26,49) + (50,5×0,55) + (26,49×0,55)
= 2717,8345 mm2
= 27,178345 cm2 - Kerapatan Arus(I) = �/�0
= 0.8/27,30332 cm2
= 0,00293005 Ampere/cm2
- W1 = I × T × B / Z × F
= 0,00293005×900×51,9961/6×96.500
= 22,0528 cm2
- Volume = w/P st 37 (7,78 gram/cm3)
= 22,0528/7,78
= 2,83455 cm2
- Ketebalan =V/A1
= 2,83455/27,178345
= 0,10441 cm
B. Pembahasan
Dari hasil proses elektroplating yang telah dilaksanakan, terdapat beberapa hal yang memengaruhi benda kerja yaitu, pengaruh waktu dan besarnya arus yang digunakan pada proses elektroplating terhadap tebal lapisan berakibat pada ketebalan lapisan, apabila waktu proses semakin lama dan arus yang digunakan semakin besar maka akan semakin meningkat pula ketebalan lapisan.
Besar arus yang dialirkan pada proses elektroplating ± 8V, kemudian waktu tinggal proses elektroplatingg sekitar 15 menit pada benda kerja 1 dan 20 menit pada benda kerja 2. pada data tabel 1.2 hasil menunjukan pengurangan ketebalan benda kerja, hal ini terjadi dikarenakan proses pelapisan benda kerja tidak sempurna atau terkikisnya benda kerja oleh larutan zat kimia, selain itu bisa juga karena pengukuran ketebalan benda yang dilakukan tidak teliti.
Pada benda kerja hasil elektroplating juga terdapat kegosongan, hal ini kemungkinan karena proses pelapisan pada benda kerja tidak sempurna.
BAB V
KESIMPULAN DAN SARAN
A. Kesimpulan
1. Pada praktikum proses elektroplating dapat disimpulkan bahwa ketebalan benda kerja hasil proses electroplating mengurang, kemungkinan terjadi karena terkikisnya benda kerja oleh zat larutan kimia atau pada saat dilakukan pengukuran ketebalan benda kerja yang kurang teliti. Karena pada dasarnya proses elektroplating yang dilakukan dengan benar dan baik serta ketelitian yang tinggi akan menghasilkan benda kerja bertambah ukuran pada ketebalannya seiring arus yang digunakan besar dan waktu tinggal yang lama.
2. Kebersihan dan kehalusan spesimen sangat berpengaruh terhadap hasil proses elektroplating.
3. Ketelitian dalam pengukuran dan melakukan praktikum sesuai dengan prosedur kerja juga berpengaruh terhadap hasil proses elektroplating.
B. Saran
1. Pada proses pelapisan logam dengan metode
elektroplating harus memperhatikan elektrolit yang digunakan, pH larutan, kuat arus, suhu larutan, kebersihan dan kehalusan benda kerja, serta waktu tinggal proses elektroplating.
2. Sarana dan prasana fasilitas yang digunakan
dalam proses elektroplating perlu diperhatikan untuk kenyamanan pada saat praktikum dan keberhasilan praktikum.
DAFTAR PUSTAKA
MFM Hasan. 2020. Proses Electro Plating.
(https://perpustakaan.poltektegal.ac.id/index.php?p=fstream pdf&fid=23429&bid=4209109)
Muhammad Fuad Mutaqqin Hasan, Zaenal Abidin. 2020. Proses Electro Plating.
(https://ojs.unigal.ac.id/index.php/jmt/article/download/2797/2114) M Muhammad. 2018. Pengertian Korosi. (http://repository.unimar- amni.ac.id/2580/1/BAB%202.pdf)
Budi Utomo. 2009. Jenis Korosi Dan Penanggulangannya.
(https://ejournal.undip.ac.id/index.php/kapal/article/download/2731/2421) Dahlina Alami. 2015. Dasar Teori Pembetukan HCL.
(https://id.scribd.com/doc/262468429/Dasar-Teori-Pembetukan-Hcl)
TA Makaminan. 2019. Silika SiO2. (http://eprints.polsri.ac.id/7786/3/FILE%203- converted.pdf)
Repository BKG. 2012. (http://repository.ub.ac.id/id/eprint/11510/2/BAB%20II.pdf)
LAMPIRAN
Lampiran 1.
Gambar proses praktikum pelapisan logam electroplating