Juanawati Marpaung : Perencanaan Produksi yang Optimal dengan Pendekatan Goal Programming di PT. Gold Coin Indonesia, 2010.
P E R E N C A N A A N P R O D U K S I Y A N G O P T I M A L
DENGAN PENDEKATAN GOAL PROGRAMMING
DI PT. GOLD COIN INDONESIA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat TUGAS SARJANA
Memperoleh Gelar Sarjana Teknik
Oleh
JUANAWATI MARPAUNG
040403056
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
ABSTRAK
PT. Gold Coin Indonesia merupakan perusahaan yang bergerak dalam bidang produksi pakan ternak. Perusahaan menghasilkan produk dalam jumlah yang besar dengan jenis produk yang sudah dibakukan. Sesuai dengan operasi dan variasi produk, perusahaan ini bersifat flow shop.
Perencanaan produksi umumnya dilakukan dengan taksiran berdasarkan peramalan masa lalu. Namun, pada kenyataannya, perusahaan sering dihadapkan dengan suatu keadaan dimana adanya ketidaksesuaian produksi dengan volume permintaan karena volume permintaan tergantung kepada permintaan pelanggan. Pada bulan Desember 2008 terjadi penumpukan produk jadi 30,8% untuk pakan bentuk tepung (mess), 25,2% untuk pellet, dan 26,6% untuk crumble. Dalam hal ini, perusahaan diperhadapkan dengan pada pengambilan keputusan dalam menentukan jumlah produk yang optimal yang akan diproduksi.
Penggunaan Goal Programming mampu menentukan jumlah produksi yang optimal karena metode Goal Programming potensial untuk menyelesaikan aspek-aspek yang bertentangan antara elemen-elemen dalam perencanaan produksi. Dalam Goal Programming terdapat variabel deviasional dalam fungsi kendala yang digunakan untuk menampung penyimpangan hasil penyelesaian terhadap sasaran yang hendak dicapai yaitu penyimpangan hasil penyelesaian di atas sasaran dan juga di bawah sasaran. Jika penyimpangan di atas sasaran merupakan kondisi yang diinginkan, maka yang diminimumkan adalah penyimpangan di bawah sasaran dan sebaliknya, jika penyimpangan di bawah sasaran merupakan kondisi yang diinginkan, maka diminimumkan adalah penyimpangan di atas sasaran. Artinya, salah satu dari variabel penyimpangan di dalam tujuan berharga sama dengan nol. Sehingga variabel ini mengubah makna kendala menjadi sasaran untuk mewujudkan sasaran-sasaran yang dikehendaki.
KATA PENGANTAR
Puji syukur penulis ucapkan kepada Tuhan Yang Maha Esa yang telah memberi enugerah dan kekuatan kepada penulis untuk menyelesaiakan tugas sarjana yang berjudul ”Perencanaan Produksi yang Optimal dengan Pendekatan Goal Programming di PT. Gold Coin Indonesia”
Tugas sarjana ini dibuat sebagai salah satu syarat dalam menempuh ujian Sarjana untuk memperoleh gelar Sarjana Teknik pada Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Dalam Penulisan Tugas sarjana ini, penulis telah berusaha untuk memberi yang terbaik. Namun, penulis menyadari bahwa Tugas Sarjana ini masih memiliki kekurangan. Untuk itu, penulis mengharapkan saran dan kritik yang membangun untuk lebih menyempurnakan Tugas sarjana ini. Semoga Tugas Sarjana ini dapat bermanfaat bagi pembaca.
Universitas Sumatera Utara,
Medan, Juli 2009
UCAPAN TERIMA KASIH
Laporan ini tidak akan pernah terwujud tanpa bantuan dan dukungan dari berbagai pihak. Pada kesempatan ini penulis mengucapkan terima kasih yang tulus kepada :
1. Ibu Ir. Rosnani Ginting, MT, selaku Ketua Departemen Teknik Industri Fakultas Teknik Universitas Sumatera Utara.
2. Bapak Ir. Aulia Ishak, MT & Ir. Sugih Arto Pujangkoro, MM selaku Koordinator Tugas Akhir Departemen Teknik Industri Fakultas Teknik Universitas Sumatera Utara.
3. Bapak Prof. Ir. Sukaria Sinulingga, M.Eng, selaku Ketua Bidang Manufaktur Departemen Teknik Industri Fakultas Teknik Universitas Sumatera Utara.
4. Bapak Ir. Tanib S. Tjolia, M.Eng selaku pembimbing I, yang telah meluangkan waktunya untuk memberikan motivasi, bimbingan arahan dan koreksi dalam penulisan Tugas Sarjana ini.
5. Ibu Ir. Elisabeth Ginting, MSi selaku pembimbing II, yang telah sangat sabar dan telah banyak meluangkan waktu untuk memberikan motivasi, bimbingan, arahan dan koreksi agar Tugas Sarjana ini dapat selesai.
7. Bapak Usman Sapta selaku Kepala Bagian Personalia PT. Gold Coin Indonesia, yang telah membantu memberikan kesempatan dan izin kepada penulis untuk melakukan penelitian di PT Gold Coin.
8. Bang Bowo, Kak Dina, Bang Mijo, Bang Nurmansyah, dan Bu Ani yang telah membantu penulis dalam setiap urusan administrasi yang penulis butuhkan dan juga buat setiap kerjasama dan semangat yang diberikan 9. Orangtuaku tercinta M. Marpaung dan N. Pandiangan, yang sudah tidak
sabar menanti-nantikan puterinya untuk menyandang gelar Sarjana Teknik, serta Abang dan adik-adik yang senantiasa memberi motivasi kepada penulis agar dapat segera menyelesaikan Tugas Sarjana ini.
10.Keluarga Bang Christmas dan Kak Yuli beserta adik-adik yang selalu memberikan semangat kepada penulis untuk terus berjuang dan selalu menjadi sumber sukacita bagi penulis ketika menghadapi berbagai pergumulan.
11.Adik-adik kelompokku, Raganda, Silvia, Indri, Indah, Paska, Junarta, Robet, Ferri dan David yang senantiasa menyemangati dan mendoakan penulis selama pengerjaan Tugas Sarjana ini..
12.Teman satu tim kerja pelayanan, Bang Gandi dan Kak Leni yang senantiasa memberi semangat, perhatian dan mendukung penulis dalam doa selama pengerjaan Tugas Sarjana ini.
14.Teman-teman seperjuangan penulis Mariaty, Erna, Anggiat, Ronal beserta teman-teman stambuk 2004 yang selalu memberi semangat untuk penulis untuk senantiasa berjuang.
15.Teman-temanku Desima, Wenny, Misna, Valentine, Elfrida, Dameyanti, Hana, Kak Bela, dan Kak Plorensi, yang membuat penulis lebih percaya diri dan lebih berharap kepada Tuhan Yesus Kristus dalam setiap hal yang penulis hadapi.
16.Teman-teman di Kost Harmonika 50 yang selalu memberi semangat dan sukacita buat penulis, terkhusus buat adikku Juliana Nadapdap.
17.Dan buat semua pihak yang secara langsung atau tidak langsung terlibat dalam pembuatan laporan ini, terima kasih karena tanpa kalian penulis bukan siapa-siapa.
Demikian ucapan terimakasih penulis sampaikan, semoga Tugas Sarjana ini dapat memberikan manfaat bagi kita semua.
DAFTAR ISI
BAB Halaman
HALAMAN JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKASI EVALUASI TUGAS SARJANA ... iii
ABSTRAK ... iv
KATA PENGANTAR ... v
UCAPAN TERIMA KASIH ... vi
DAFTAR ISI ... ix
DAFTAR GAMBAR ... xiv
DAFTAR TABEL ... xv
DAFTAR LAMPIRAN ... xviii
DAFTAR PUSTAKA ... xix
I. PENDAHULUAN
1.1. Latar Belakang Permasalahan ... I-1 1.2. Rumusan Masalah... I-3 1.3. Tujuan dan Manfaat Penelitian... I-3 1.4. Batasan Masalah ... I-4 I.5. Asumsi-Asumsi ... I-4 1.6. Sistematika Penulisan Tugas Akhir ... I-4
II. GAMBARAN UMUM PERUSAHAAN
DAFTAR ISI... (Lanjutan)
DAFTAR ISI... (Lanjutan)
2.9.8. Proses Crumble ... II-24 2.9.9. Pengepakan ... II-24
III. TINJAUAN PUSTAKA
3.1. Perencanaan Produksi ... III- 1 3.1.1. Arti dan Pentingnya Perencanaan Produksi ... III- 1 3.1.2. Sifat-sifat Perencanaan Produksi ... III- 2 3.2. Peramalan ... III-7 3.2.1. Konsep Dasar dan Pengertian Peramalan ... III- 7 3.2.2. Karakteristik Peramalan yang Baik ... III- 8 3.2.3. Sifat Hasil Peramalan ... III- 9 3.2.4. Teknik Peramalan ... III- 10 3.2.5. Klasifikasi Teknik Peramalan ... III-12 3.3.Program Linier ... III-18 3.3.1. Metode Grafik ... III-18 3.3.2. Metode Simpleks ... III-20 3.4. Goal Programming ... III-22
DAFTAR ISI... (Lanjutan)
IV. METODOLOGI PENELITIAN
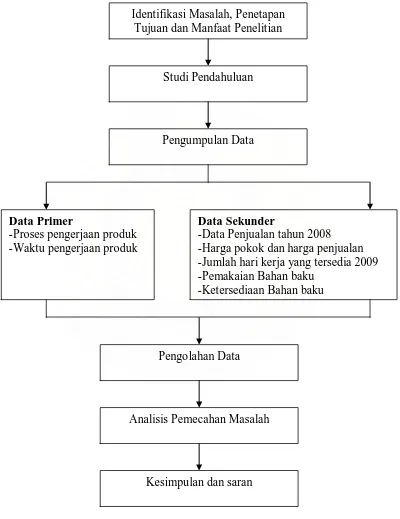
4.1. Lokasi dan Waktu Penelitian ... IV-1 4.2. Sifat Penelitian ... IV-1 4.3. Tahapan Penelitian ... IV-1
4.3.1. Identifikasi masalah, Penetapan Tujuan, dan
Manfaat Penelitian ... IV- 1 4.3.2. Studi Pendahuluan ... IV- 2 4.3.3. Pengumpulan Data ... IV- 2 4.3.4. Pengolahan Data ... IV- 3 4.3.5. Analisis Pemecahan Masalah ... IV- 7 4.3.6. Kesimpulan dan Saran ... IV- 7
V. PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data... V- 1 5.1.1. Data Penjualan Pakan Ternak Tahun 2008 ... V-1 5.1.2. Data Pokok dan Harga Penjualan ... V-1 5.1.3. Waktu Penyelesaian Produk ... V-2 5.1.4. Data Jam Kerja Tersedia ... V-3 5.1.5. Pemakaian Bahan Baku ... V-4 5.2. Pengolahan Data ... V- 5
5.2.1. Meramalkan Permintaan untuk tiap produk
DAFTAR ISI... (Lanjutan)
5.2.2. Perhitungan Waktu Penyelesaian Produk dan
Ketersediaan Waktu Kerja ... V-16 5.2.3. Perhitungan Pemakaian dan Ketersediaan
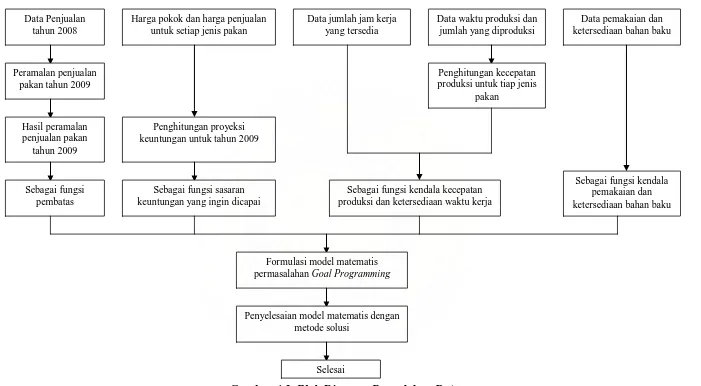
Bahan Baku ... V-17 5.2.4. Memformulasikan Fungsi Sasaran ... V-20 5.2.5. Memformulasikan Fungsi Pencapaian
Goal Programming ... V-22 5.2.6. Penyelesaian Fungsi Pencapaian Goal Programming
dengan menggunakan bantuan software komputer ... V-24
VI. ANALISIS
6.1. Analisis Hasil Peramalan ... VI-1 6.2. Analisis Perencanaan Produksi ... VI-2
VII. KESIMPULAN DAN SARAN
DAFTAR GAMBAR
DAFTAR TABEL
DAFTAR....(Lanjutan)
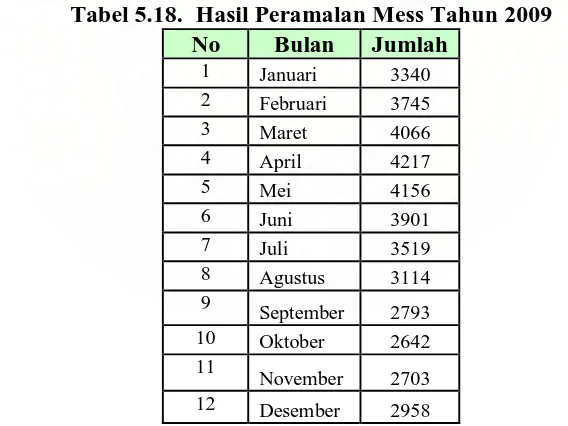
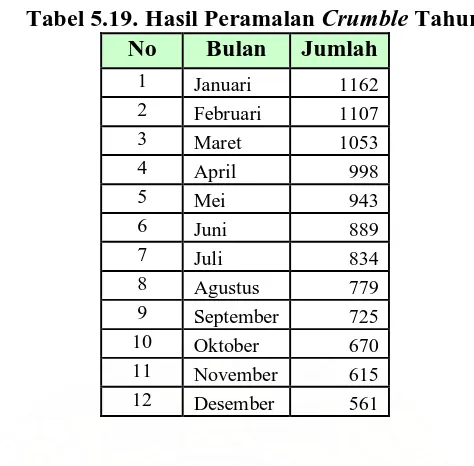
5.14. Perhitungan SEE untuk Metode Eksponensial ... V-13 5.15. Rekapitulasi Hasil Perhitungan SEE untuk Penjualan Mash... V-13 5.16. Perhitungan Hasil Verifikasi... V-14 5.17. Hasil Peramalan Pakan Bentuk Mash Tahun 2009 ... V-15 5.18. Hasil Peramalan Pakan Bentuk PelletTahun 2009 ... V-15 5.19. Hasil Peramalan Pakan Bentuk Crumble Tahun 2009 ... V-16 5.20. Kecepatan Mesin Produksi ... V-17 5.21. Pemakaian Bahan Baku ... V-18 5.22. Proyeksi Keuntungan Penjualan Pakan Ternak ... V-22 5.23. Formulasi Perencanaan Bulan Mei, Juni, dan Juli ... V-24 5.24. Solusi Optimal dengan pendekatan Goal Programming ... V-30 6.1. Metode Peramalan yang Digunakan untuk Meramalkan Permintaan
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Perencanaan produksi merupakan salah satu hal yang penting dalam perusahaan manufaktur. Perencanaan produksi berhubungan dengan penentuan volume, ketepatan waktu penyelesaian, utilisasi kapasitas, dan pemerataan beban. Di dalam praktek, manajer produksi harus membuat keputusan mengenai rencana produksi yang tepat untuk periode yang akan datang agar diperoleh biaya yang paling minimum sehingga keuntungan yang akan didapatkan bisa semaksimal mungkin.
Perencanaan produksi umumnya dilakukan dengan taksiran berdasarkan pengalaman masa lalu. Untuk mencapai keuntungan maksimum pada prinsipnya dibutuhkan perencanaan produksi yang teliti dengan memperhatikan kendala-kendala yang terdapat pada sistem produksi. Untuk menyelesaikan persoalan seperti ini, model-model perencanaan produksi telah banyak dikembangkan.
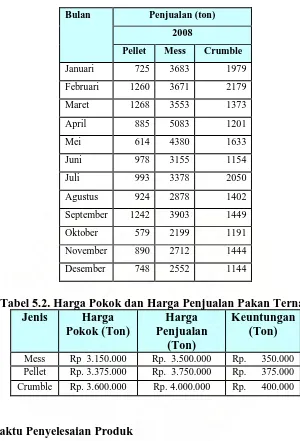
Desember 2008, jumlah pakan yang diproduksi adalah 3690 ton (mess), 1000 ton (pellet), dan 1560 ton (crumble). Sementara penjualan (permintaan) yang terjadi adalah 2552 ton (mess), 748 ton (pellet) dan 1144 ton (crumble). Ini berarti terjadi penumpukan (kelebihan) 30,8% (mess), 25,2% (pellet), dan 26,6% (crumble). Dalam hal ini, perusahaan diperhadapkan pada pengambilan keputusan dalam menentukan rencana produksi yang optimal. Untuk itu, diperlukan pendekatan yang tepat sehingga dapat menghasilkan keputusan yang tepat. Perencanaan produksi dengan menggunakan Goal Programming merupakan salah satu metode yang dapat mengoptimalkan perencanaan produksi.
Goal Programming adalah salah satu model matematis yang dipandang
1.2. Rumusan Permasalahan
Berdasarkan latar belakang permasalahan diatas, maka pokok permasalahan yang akan dicari pemecahannya dalam penelitian ini adalah menyusun rencana produksi yang optimal apabila terjadi deviasional pada salah satu atau beberapa variabel keputusan. Dimana penentuan jumlah produksi yang menjadi permasalahan dalam perusahaan ini dikaitkan dengan upaya memaksimalkan laba dan juga pencapaian beberapa sasaran dengan mempertimbangkan berbagai faktor-faktor pembatas.
1.3. Tujuan dan Manfaat Penelitian
Tujuan yang ingin dicapai dalam penelitian ini adalah untuk mendapatkan sebuah rencana produksi yang optimal sehingga dapat dijadikan sebagai alternatif pemecahan masalah dalam meningkatkan keuntungan dengan menggunakan pendekatan Goal Programming.
Manfaat yang diharapkan dapat diperoleh dari penelitian ini adalah:
a. Memberikan kesempatan kepada mahasiswa untuk dapat menganalisis kesinkronisasian antara teori dengan penerapannya dilapangan.
b. Meningkatkan kemampuan bagi mahasiswa dalam menerapkan teori yang didapat di bangku kuliah dengan mengaplikasikannya di lapangan.
1.4. Batasan Masalah
Batasan masalah yang digunakan dalam penelitian ini adalah:
a. Data penjualan yang digunakan untuk meramalkan permintaan adalah data penjualan tahun 2008.
b. Penelitian ini dilakukan untuk produk pakan ternak ayam bentuk tepung (mess), pellet dan crumble.
c. Penelitian ini dilakukan hanya sampai penentuan jumlah produksi yang optimal.
d. Jangka waktu yang ditinjau dalam penelitian ini dibatasi hanya untuk 3 bulan.
1.5. Asumsi-asumsi
Asumsi-asumsi yang digunakan dalam penelitian ini adalah :
a. Proses produksi yang berlangsung di perusahaan beroperasi secara normal. b. Harga bahan baku dan harga jual produk tidak berubah selama penelitian
1.6. Sistematika Penulisan
Siatematika penulisan ini bertujuan memberikan gambaran umum tentang penelitian yang dilakukan. Sistematika penulisan penelitian ini adalah :
BAB I PENDAHULUAN
BAB II GAMBARAN UMUM PERUSAHAAN
Menjelaskan tentang sejarah umum perusahaan, struktur organisasi, produk yang dihasilkan serta proses produksi.
BAB III LANDASAN TEORI
Menjelaskan tentang dasar teori yang digunakan dalam analisis dan pemecahan masalah yang dirumuskan untuk mencapai tujuan dan sasaran studi.
BAB IV METODOLOGI PENELITIAN
Berisi tentang metode penelitian yang digunakan sebagai kerangka pemecahan masalah, baik dalam mengumpulkan data ataupun dalam menganalisis data.
BAB V PENGUMPULAN DAN ANALISIS DATA
Bab ini memuat data yang diperoleh dan pengolahannya untuk pemecahan masalah sesuai dengan langkah-langkah yang telah diuraikan.
BAB VI ANALISIS DAN EVELUASI
Berisi uraian pembahasan-pembahasan yang dilakukan untuk menyelesaikan masalah yang dihadapi dan mengevaluasi perbedaan-perbedaan yang terlihat antara hasil studi dengan fakta-fakta di lapangan, serta memberikan penjelasan secara ilmiah. BAB VII KESIMPULAN DAN SARAN
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Gold Coin Group dengan merek dagang GOLD COIN merupakan bagian dari Zuellig Group yang berada di Swiss yang berdiri sejak tahun1953. Sedangkan di Indonesia diberi nama PT. Gold Coin Indonesia, yang merupakan salah satu cabang yang bertempat di Medan, Sumatera Utara. Perusahaan Gold Coin Group bergerak dalam usaha produksi pakan ternak yaitu udang, ikan, unggas, sapi, kambing, babi dan hewan peliharaan lainnya di wilayah Asia Pasifik. Pabrik dan kantor pemasaran Gold Coin Group ada di Malaysia, Singapura, Thailand, Indonesia, Philipina, Vietnam, China, Laos, Srilangka, dan India. Peluang pasar yang semakin terbuka mendorong PT. Gold Coin untuk melakukan usaha produksi pakan ternak, yang pendiriannya dilakukan secara bertahap. Pembangunan proyek PT. Gold Coin dilakukan pada Januari 1981, seiring dengan perkembangan usaha yang dilakukan, PT. Gold Coin Indonesia melakukan uji coba terhadap produksi koperasi, dan selanjutnya dilakukan produksi koperasi komersil pada Desember 1981.
berpengalaman sehingga kualitas/mutu pakan ternak yang dihasilkan dapat dijaga dan dipertahankan.
2.2. Ruang Lingkup Bidang Usaha
Bidang usaha yang digeluti oleh Gold Coin Group bergerak dalam usaha produksi pakan ternak di wilayah Asia Pasifik. Pakan ternak yang dihasilkan terdiri dari pakan utama dan juga pakan khusus. Yang menjadi produk utama terdiri dari pakan unggas, babi, sapi, dan kambing. Sedangkan untuk pakan khusus terdiri dari pakan ikan, udang, katak dan hewan peliharaan lainnya. Produk yang dihasilkan setiap tahunnya mencapai 300.000 ton pakan ternak, baik itu produk utama maupun juga pakan khusus.
2.3. Lokasi Perusahaan
PT. Gold Coin Indonesia memiliki beberapa tempat yang tersebar di tiga lokasi, yaitu:
1. Bekasi : Jl. Raya Bekasi KM 28, Desa Medan Satria
2. Surabaya : Jl. Margo Mulya Industri Kav G 1-3 Tandes Surabaya
3. Medan : Jl. Pulau Bali No.2 KIM II, Jl. Medan-Belawan KM 10,5, Medan Sumatera Utara
2.4. Struktur Organisasi
Pengorganisasian merupakan langkah menuju pelaksanaan rencana (planning) yang telah disusun sebelumnya. Dengan demikian struktur, corak, maupun ukuran (size) setiap organisasi akan disesuaikan dengan sasaran, tujuan maupun target yang ingin dicapai oleh organisasi. Sebagai sebuah proses manajemen, proses pengorganisasian akan meliputi rangkaian kegiatan yang bermula pada orientasi terhadap tujuan yang direncanakan untuk dicapai dan berakhir pada saat struktur organisasi yang dibuat telah dilengkapi dengan prosedur, metode kerja, kewenangan, personalia dan fasilitas yang dibutuhkan.
Stuktur organisasi PT. Gold Coin Indonesia adalah berbentuk gabungan lini dan fungsional. Hubungan lini karena pembagian tugas dilakukan dalam bidang pekerjaan perusahaan dimana beberapa departemen membawahi beberapa fungsi organisasi. Hubungan fungsional dapat dilihat dari masing-masing departemen terdiri atas seksi-seksi yang memiliki tugas dan tanggung jawab yang berbeda sesuai dengan fungsi masing-masing unit dalam organisasi tersebut. Terdapat beberapa tujuan pembagian tugas yang dilakukan di PT. Gold Coin Indonesia yaitu:
1. Memberi kemudahan dalam melaksanakan pekerjaan 2. Waktu yang digunakan relatif singkat
3. Pelaksanaan tugas tidak tumpang tindih
4. Meningkatkan keahlian dan kreatifitas pegawai
Juanawati Marpaung : Perencanaan Produksi yang Optimal dengan Pendekatan Goal Programming di PT. Gold Coin Indonesia, 2010. Deputy General Manager Branch manager Secretary Factory Manager Production Supervisor Control Room Feed Additive Dumping Sacking Off Pellet Operator Maintenance Supervisor Mechanical Electrical Boiler Stock Supervisor Prod. Admin Store Keeper Receiving Delivery Security Temporary Sweeper Truck Transportation Sweeper Operator Forklift Weight Bridge Operator DO Admin. GL&Tax Personal Officer Temporary Cleaning Service Gardener Driver Mesenger Operator telepon/ resepsionis Sales Manager Purc. Executive Mill Controller
Exe. Staff Acc. Payble Admin. Credit Controller Sales Admin. QAO Chemist Technical Service Prod. Planning Inv. Control
2.5. Tenaga Kerja dan Jam Kerja
Tenaga Kerja yang dimiliki oleh PT. Gold Coin Indonesia saat ini jumlahnya 106 tenaga kerja yang dikelompokkan ke dalam tingkat yang sesuai dengan pendidikannya yaitu S1 ke atas, D III, SMU ke bawah.
Tenaga kerja di PT. Gold Coin Indonesia dengan tingkat pendidikan SMU ke bawah dibagi menjadi MWK (Monthly Worker) dan DWK (Daily Worker). PT. Gold Coin Indonesia juga mengadakan kontrak kerja dan kontrak kerja ini bersifat sementara. Kontrak kerja tersebut disesuaikan dengan permintaan departemen masing-masing dan jenis pekerjaan yang akan dikerjakan. Jumlah keseluruhan tenaga kerja adalah 106 orang yang dapat dilihat pada tabel 2.1.
Tabel 2.1. Tenaga Kerja PT. Gold Coin Indonesia
No Jabatan Jumlah
1 Branch Manager 1 Orang
2 Deputi General Manager 1 Orang
3 Secretary 1 Orang
4 Sales Manager 1 Orang
5 Purchasing Executive 1 Orang
6 Mill Controller 1 Orang
7 Personel Offiser 1 Orang
8 Factory Manager 1 Orang
9 Production Planning Inventory Control 2 Orang
10 Technical Service 3 Orang
11 Chemist/Quality Control 3 Orang 12 Quality Ansurance Officer 1 Orang
13 Executive Staff 4 Orang
14 Account Payable Admin 1 Orang
15 GL & Tax 1 Orang
16 Cost Account 1 Orang
Tabel 2.1. Tenaga Kerja….(Lanjutan)
18 Delivery Order Admin 1 Orang 19 Sales Administration 1 Orang
20 Credit Controller 1 Orang
21 Security Coordinator 1 Orang 22 Members of Security 6 Orang
23 Operator 1 Orang
24 Messenger 1 Orang
25 Driver 2 Orang
26 Temporary Cleaning Service 2 Orang
27 Temporary Gardener 1 Orang
28 Stock Supevisor 1 Orang
29 Production Supervisor 2 Orang 30 Maintenance Supervisor 1 Orang 31 Production Administration 2 Orang
32 Store Keeper 1 Orang
33 Receiving 3 Orang
34 Delivery 1 Orang
35 Weight Bridge 1 Orang
36 Forklift Operator 4 Orang
37 Sweeper 1 Orang
38 Bird Feed Stock 1 Orang
39 Truck Transfortation 2 Orang
40 Temporary Sweeper 3 Orang
41 Controll Room 3 Orang
42 Feed Additive 3 Orang
43 Dumping 2 Orang
44 Hand Dumping 2 Orang
45 Mixer 2 Orang
46 Sacking Off 2 Orang
47 Pellet Operator 2 Orang
48 Temporary Sweeper 2 Orang
49 Temporary Sacking Off 8 Orang
50 Temporary Dumping 5 Orang
51 Mechanical 1 Orang
52 Electrical 2 Orang
53 Stock Keeper 1 Orang
54 Boiler 2 Orang
55 Generator Maintence 1 Orang
56 Lab. Asisstant 2 Orang
57 Asistant QAO 1 Orang
Total 106 Orang
Operasi yang terjadi di PT. Gold Coin Indonesia berlangsung secara kontinu selama 16 jam/hari. Tenaga kerja secara umum bekerja 40 jam/minggu.
PT. Gold Coin Indonesia mengelompokkan waktu kerja karyawannya menjadi dua shift, yaitu:
1. Waktu Kerja Shift I
a. Senin-Jumat : Pukul 08.00-17.00 WIB b. Sabtu : Libur
2. Waktu Kerja Shift I
a. Senin-Jumat : Pukul 17.00-01.00 WIB b. Sabtu : Libur
2.6. Sistem Pengupahan
Sistem pengupahan yang dilakukan di PT. Gold Coin Indonesia diberikan sesuai dengan peraturan pemerintah yaitu dengan memberikan gaji/upah karyawan di atas Upah Minimum Regional (UMR). Pada PT. Gold Coin Indoneia terdapat 80 orang pekerja tetap dan 26 orang pekerja kontrak. Pemberian upah pada setiap pekerja kontrak dilakukan dengan sistem borongan. Jumlah upah yang diterima dihitung berdasarkan beban kerja yang dilakukan dalam hitungan ton bahan baku yang dibeli dan barang jadi yang diproduksi. Sistem borongan ini ditetapkan bukan dalam pekerja inti, dengan kata lain hanya pada bongkar muat.
Sistem pengupahan dilakukan dengan dua cara, yaitu:
2. Pekerja dapat menerima seluruh upah selama satu bulan kerja dalam dua tahap pembayaran, yaitu pada minggu ke dua dalam setiap bulannya, pekerja dapat menerima setengah dari upah pokok ditambah dengan overtime dan dikurangi dengan pajak penghasilan.
Fasilitas-Fasilitas lain yang mendukung keselamatan kerja dan kesejahteraan karyawan juga disediakan oleh PT. Gold Coin Indoneia. Hal ini dilakukan untuk memperoleh sumber daya manusia yang berkualitas dan memiliki kinerja yang tinggi. PT. Gold Coin Indonesia menyediakan fasilitas-fasilitas yang dibutuhkan oleh segenap karyawan sebagai berikut:
1. Pemberian tunjangan hari raya, bonus tahunan, dan tunjangan uang makan. 2. Mendaftarkan pekerja ke JAMSOSTEK dan asuransi lainnya.
3. Bekerja sama dengan rumah sakit tertentu untuk pelayanan kesehatan karyawan.
4. Adanya acara tahunan bersama seluruh karyawan beserta keluarga karyawan PT. Gold Coin Indoneia-Medan.
5. Tersedia sarana transportasi untuk para karyawan.
2. 7. Bahan Baku, Bahan Tambahan, dan Bahan Penolong
2.7.1. Bahan Baku
1. Jagung
Jagung mengandung zat karbohidrat yang tinggi, selain itu jagung juga memiliki zat protein sehingga dapat menjadi sumber yang baik. Jenis jagung yang digunakan pada PT. Gold Coin Indonesia dibedakan atas jagung lokal dan juga jagung impor.
2. Dedak
Dedak yang digunakan sebagai bahan baku untuk produksi pakan ternak adalah dedak gandum dan dedak beras. Dedak gandum yang digunakan adalah
whaet pollard, yaitu dedak yang berasal dari kulit ari gandum. Dedak beras
dibedakan atas dua jenis yaitu dedak halus dan dedak kasar. Dedak halus merupakan kulit ari beras yang diperoleh dari proses penyosohan beras,sedangkan dedak kasar merupakan hasil hancuran padi.
3. Bungkil Kacang Kedelai (Soya Bean Meal/SBM)
Bungkil kacang kedelai mengandung nilai protein yang tinggi, karena didalamnya terkandung asam amino lisin, yaitu asam amino yang paling esensial diantara asam-asam amino yang lainnya.
4. Tepung Ikan
Tepung ikan merupakan hasil dari pengolahan ikan yang diolah menjadi tepung. Kandungan tepung ikan meliputi protein, lemak dan juga kalsium. 5. Tepung Tulang dan Daging (Meat Bone Mea/MBMl)
6. Kopra
Kopra digunakan sebagai bahan baku dalam pembuatan pakan ternak karena mengandung persentase serat yang tinggi.
7. Minyak Sawit (CPO)
CPO memiliki nilai biologis yang tinggi yang diperlukan dalam pembuatan pakan ternak.
8. Ampas Sawit (Palm Kernel)
Ampas sawit ini mengandung nilai protein dan lemak yang tinggi yang sangat diperlukan dalam pembuatan pakan ternak.
2.7.2. Bahan Tambahan
Bahan yang dibutuhkan untuk menyelesaikan suatu produk, tetapi pemakaiannya sangat sedikit yang dapat mempengaruhi kualitas produk dinamakan bahan tambahan. Bahan tambahan yang digunakan adalah:
1. Garam dan mineral, seperti sodium, pig minera, dan poultry mineral
Dibutuhkan untuk pertumbuhan tulang, untuk menjaga keseimbangan asam basa dalam cairan tubuh ternak, dan juga untuk mekanisme transportasi dalam tubuh ternak.
2. Vitamin, seperti lysine, luprosi, dan finase
3. Minyak nabati, seperti canola oil, dan palm oil
Minyak nabati berfungsi untuk melengkapi kekurangan sumber energi dalam bahan pakan. Keberadaan minyak ini juga akan mempermudah adonan pakan melewati lubang alat penggiling daging dan saringan.
4. Zat aditif, seperti tapioca
Zat aditif berfungsi untuk memperbaiki pencernaan dan mempercepat pertumbuhan dan juga mendorong pertumbuhan bobot ternak.
5. Bahan liquid, seperti rhodimet dan choline Cl
Cairan ini berfungsi untuk memperhalus permukaan pakan
2.7.3. Bahan Penolong
Bahan yang tidak tampak dalam produk jadi tetapi hanya menolong proses produksi agar berjalan dengan lancar dan digunakan sebagai pelengkap produk saja dinamakan bahan penolong. Adapun bahan penolong yang digunakan adalah: 1. Solar
Solar berfungsi sebagai bahan bakar untuk dryer 2. Minyak pelumas
Minyak pelumas berfungsi sebagai pelumas peralatan-peralatan produksi 3. Karung plastik
Berfungsi sebagai pembungkus produk jadi. 4. Benang jahit
5. Stiker atau cap pabrik
Berfungsi untuk menunjukkan jenis produk, komposisi, dan zat gizi yang terkandung dalam produk jadi.
2.8. Mesin-mesin dan Peralatan Produksi
2.8.1. Mesin-Mesin Produksi
1. Vibrator Shifter
Fungsi : Menyaring material yang halus dan kasar Jumlah : 2 unit
Merek : Van Arsen Tipe : E-1534, E-1524
Motor : 3,4 KW/380 v, 2,7 KW/380 v Kecepatan : 1500 rpm
2. Hammer Mill
Fungsi :Menggiling (menghaluskan) bahan baku kasar Jumlah : 2 unit
Merek : Fimet / Electrim Tipe : 700-2D
3. Mixer
Fungsi : Mencampur bahan baku Jumlah : 1 unit
Motor : 30 KW Merek : NORD Kecepatan : 22 rpm Kapasitas : 4 ton/jam
4. Pellet Mill
Fungsi : Menghasilkan pakan berbentuk pellet Jumlah : 1 unit
Merek : Fimet / Elect Tipe : C 750/250 Motor : 200 KW/380 V Kecepatan : 1500 rpm
5. Cooler
Fungsi : Mendinginkan pakan dari mesin pellet Jumlah : 1 unit
Merek : Van Arsen Tipe : TK 2600-1900 Motor : 30 KW
6. Crumble
Fungsi : Membentuk crumble Jumlah : 2 unit
Merek : Rotor Tipe : KR 16.2 Motor : 1,5 KW Kecepatan : 22 rpm Kapasitas : 15 ton/jam
7. Blower
Fungsi : Menarik udara panas dari dalam Hamer Mill sekaligus mempercepat turunnya material
Jumlah : 2 unit Merek : Van Arsen Motor : 7,5 KW Putaran : 3000 rpm
8. Chain Conveyor
Fungsi : Mengangkut raw material ke bucket elevator Jumlah : 10 unit
9. Elevator
Fungsi : Mengangkut raw material ke tempat yang lebih tinggi Jumlah : 10 unit
Tipe : 250 LG
Merek : Van Arsen, Rotor, Nord Motor : 2,2 KW
Kecepatan : 85 rpm
Tinggi : 8110 mm, 15.500 mm, 37.400 mm, 34.250 mm. Kapasitas : 50 ton/jam, 26,25 ton/jam
10. Screw Conveyor
Fungsi : Mengangkut material dari satu proses ke proses selanjutnya
Jumlah : 31 unit Tipe : 250 LG Merek : van Arsen Motor : 1,5 KW Kecepatan : 1500 rpm Panjang : 3800 mm Kapasitas : 30 ton/jam
2.8.2. Peralatan Produksi
1. Intake Jagung
2. Intake I dan II
Fungsi : Tempat penuangan bahan baku berupa SBM, MBM, CY, RB, RSM, dan lain-lain
Jumlah : 2 unit
3. Slide gate
Fungsi : Membatasi material yang akan digunakan Jumlah : 35 unit
Merek : Festo
Tipe : VEGA Kb5014, VK 260 Tegangan : 24 VDC
4. Magnet
Fungsi : Menarik logam-logam yang masuk bersama bahan baku Jumlah : 3 unit
Merek : Van Arsen Tipe : PM 3
5. Drum Shiever
Fungsi : Menyaring plastik dan bahan yang dapat menghambat raw material melewati conveyor dan elevator
Jumlah : 3 unit Merek : Van Arsen Tipe : TZ 700 x 2300 Motor : 2,2 KW
6. Dryer
Fungsi : Mengurangi kadar air bahan baku samapai 17% Jumlah : 3 unit
Merek : GSI Kapasitas : 10 ton/jam Suhu : 2000F - 2500F
7. Buffer Bin
Fungsi : Sebagai tangki penyimpanan bahan sementara Jumlah : 1 unit
Kapasitas : 3 ton/jam
8. Bin Penyimpanan
Fungsi : Tempat penyimpanan raw material berupa SBM, MBM, CY, RB, RSM, dan lain-lain yang akan diproduksi. Jumlah : 24 unit
Type : HM-2EEF
9. Dosing Weigher
Fungsi : Alat penimbang bahan baku dan produk jadi Jumlah : 2 unit
Daya : 0,75 KW/24 VDC Merek : Benzler
10. Cyclon
Fungsi : Sebagai pemisah partikel-partikel halus Jumlah : 1 unit
Merek : Van Arsen
Tipe : 1600 / 450 x 908 RECHTS
11. Dust Collector
Fungsi : Menyaring bahan-bahan agar material yang digiling tidak terbuang ke udara
Jumlah : 2 unit Merek : Van Arsen Tipe : CAE 215
12. Air Lock
Fungsi : Mencegah kebocoran udara sekaligus menarik bahan- bahan yang terdapat dalam 1 cyclon
Jumlah : 1 unit Merek : Van Arsen Tipe : HT 250 Motor : 0,12 KW
13. Bin Finish Product
14. Forklift
Fungsi : Mangangkut raw material dan produk jadi pada saat bongkar muat ke atau dari gudang
Jumlah : 3 unit Kapasitas : 3 ton/jam
2.8.3. Utilitas
1. Genset
Fungsi : Pembangkit listrik apabila listrik PLN padam Jumlah : 1 unit
Merek : Perkin Daya : 1000 KVA
2. Boiler
Fungsi : Membangkitkan stem Jumlah : 1 unit
Kapasitas : 2 ton/jam Tekanan : 8 bar
3. Compressor
Fungsi : Sebagai penggerak sistem pneumatic pada mesin produksi.
Jumlah : 2 unit
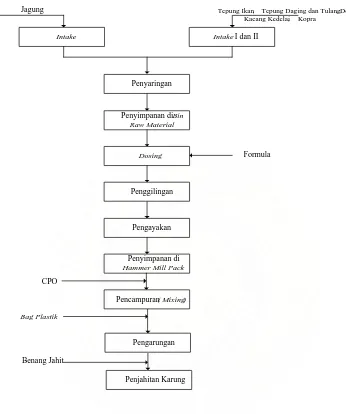
2.9. Uraian Proses Produksi
Proses produksi pakan ternak di PT. Gold Coin Indonesia-Medan Mill dilakukan melalui beberapa tahapan, mulai dari proses penuangan bahan baku sampai kepada produk jadi. Tahap-tahap proses produksi di lantai produksi dapat diuraikan sebaai berikut :
2.9.1. Penuangan (intake section)
Proses pengolahan pakan ternak dimulai dengan menuangkan bahan baku yang disebut dengan Intake section. Intake section terbagi dua bagian yaitu intake jagung dan intake bahan baku yang berbentuk tepung. Jagung yang dituang melalui intake akan dimasukkan ke cylo dengan menggunakan bucket elevator, sedangkan bahan baku yang berbentuk tepung akan dimasukkan ke bin raw
material dengan menggunakan chain conveyor dan bucket elevator.
2.9.2. Penyaringan
Proses penyaringan dilakukan untuk membersihkan bahan baku dari kotoran. Sebelum masuk ke dalam bin, bahan baku akan melewati sistem magnet untuk memisahkan kotoran besi dan logam-logam dari bahan baku. Setelah itu, bahan baku akan melalui drum pengayak (drum shiever) sehingga bahan baku dibersihkan dari kotoran seperti plastik, kayu dan benda keras lainnya.
2.9.3. Pengeringan
dalam proses produksi memiliki kadar air 17%. Oleh karena itu, jagung harus dikeringkan terlebih dahulu sebelum diolah agar tidak busuk dan dapat bertahan lama. Jagung basah yang masuk melalui intake, dimasukkan ke wet cylo kemudian dikeringkan dengan menggunakan dryer, kemudian dibawa ke dry cylo dengan menggunakan chain conveyor dan bucket elevator. Selanjutnya udara akan dialirkan ke dry cylo dengan menggunakan blower agar jagung tidak panas akibat bertumpuknya jagung-jagung, dan dari dry cylo, jagung ini akan dibawa ke bin
raw material dengan menggunakan chain conveyor dan bucket elevator.
2.9.4. Penimbangan (Dosing)
Bahan baku yang berada di bin raw material kemudian ditimbang terlebih dahulu sesuai dengan formula yang diinginkan sampai mencapai kuantitas 1 batch (3 ton). Bahan baku ditimbang dengan menggunakan 2 buah timbangan, yaitu timbangan I dengan kapasitas 3000 kg dan timbangan II dengan kapasitas 1500 kg. Bahan yang telah ditimbang dibawa ke bin hopper dengan menggunakan
chain conveyor dan bucket elevator.
2.9.5. Penggilingan (grinding)
masuk ke dalam bin tower hammer mill. Proses penggilingan dilakukan dengan menggunakan 2 buah mesin hammer mill dengan kapasitas 22 ton/jam , kecepatan putar 3000 rpm, dan daya 132 kW. Putaran yang terjadi dalam mesin, membuat bahan baku terpukul dan terlempar ke sepanjang sisi mesin penggiling.
Proses penggilingan yang terjadi pada mesin akan menghasilkan udara panas, dimana udara panas ini akan dihisap oleh blower melalui jet filter dan dibuang ke udara.
2.9.6. Pencampuran (mixer)
Bahan baku yang berada di bin tower hammer mill masuk ke mixer melalui slide gate untuk dicampur hingga rata. Pada proses ini, terjadi penambahan obat-obatan seperti Rhodimet, CPO, Choline, garam, dan zat aditive sampai tercampur dengan semua bahan.
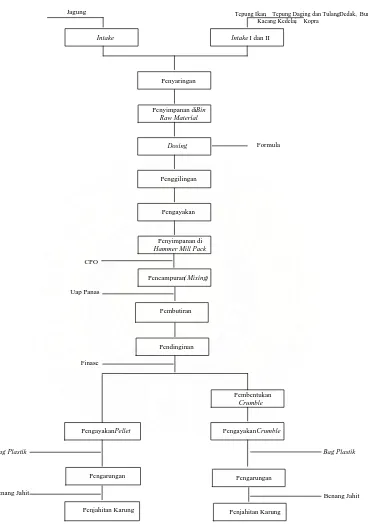
2.9.7. Pembutiran (pelletizing)
Pelletizing atau pembutiran merupakan pengolahan lebih lanjut terkhusus
untuk produk yang berbentuk pellet. Campuran yang berbentuk mess (tepung) dibawa ke pellet mill melalui bin pellet. Sebelum mengalami pemanasan, tepung yang masuk ke bin pellet disaring terlebih dahulu, kemudian dipanaskan pada suhu 850 pada tekanan 8-9 bar. Panas yang digunakan berasal dari uap kering yang dihasilkan dari boiler.
Bahan yang telah dipanaskan kemudian dibentuk menjadi pellet dengan menggunakan mesin press yang terdiri dari ring die press yang mempunyai lubang-lubang dengan ukuran tertentu yang disesuaikan dengan produk yang akan dihasilkan. Die ring berputar dengan kecepatan 1500 rpm dan kapasitas 15 ton/jam dengan daya 200 kW, pada bagian tengahnya terdapat 2 buah rol yang berputar searah dengan putaran die ring press dengan kecepatan yang sama dan saling menekan. Dengan demikian bahan campuran yang masuk akan berputar dan ditekan keluar melalui lubang-lubang yang terdapat pada ring die press.
Selanjutnya, di luar ring die press terdapat pisau yang akan memotong hasil pellet, sehingga ukuran panjang sesuai dengan yang diinginkan. Hasil pemotongan dari pellet mill dibawa ke mesin cooler untuk didinginkan sampai pada batas temperatur yang telah ditentukan oleh alat sensor. Hasil dari mesin
cooler akan dibawa ke bin finase untuk disemprotkan cairan finase yang
2.9.8. Proses Crumble (crumbling)
Crumbling merupakan pengolahan lebih lanjut terkhusus jika produk yang
diinginkan dalam bentuk crumble. Pellet yang dihasilkan melalui pellet mill akan dibawa ke mesin crumble. Pada mesin ini, terjadi proses pemotongan pellet menjadi ukuran yang lebih kecil sesuai dengan yang diinginkan. Mesin crumble ini berputar dengan kecepatan 22 rpm dan daya 1,5 kW.
Crumble yang dihasilkan kemudian disaring menggunakan vibrator. Hasil
penyaringan dibawa ke bin finase untuk disemprotkan cairan finase yang bertujuan untuk menghaluskan permukaan crumble dan selanjutnya dibawa ke bin
finish product. Sementara abu yang dihasilkan dari vibrator dibawa kembali ke
mixer dengan menggunakan chain conveyor dan bucket elevator untuk diolah
kembali.
2.9.9. Pengepakan (sacking)
Produk jadi dari proses pengolahan pakan ternak ini terdiri atas 3 bentuk yaitu mess, pellet, dan crumble, dimana semuanya akan masuk ke bin finish
product yang telah ditentukan sesuai dengan jenisnya. Produk jadi ini akan
dicurahkan ke karung plastik melalui slide gate sebanyak 50 kg/karung. Proses ini berlangsung secara otomatis melalui sebuah mesin yang telah di program terlebih dahulu. Karung yang telah diisi kemudian dijahit dengan menggunakan sewing
machine dan kemudian dibawa ke gudang produk jadi dengan menggunakan alat
Intake Intake I dan II
Penyaringan
Penyimpanan di Bin Raw Material
Formula Dosing
Penggilingan
Jagung Tepung Ikan, Tepung Daging dan Tulang, Dedak, Bungkil
Kacang Kedelai, Kopra
CPO
Pencampuran ( Mixing) Penyimpanan di Hammer Mill Pack
Pengayakan
Penjahitan Karung Pengarungan Bag Plastik
[image:45.595.116.462.137.551.2]Benang Jahit
Intake Intake I dan II
Penyaringan
Penyimpanan di Bin Raw Material
Formula Dosing
Penggilingan
Jagung Tepung Ikan, Tepung Daging dan Tulang, Dedak, Bungkil Kacang Kedelai, Kopra
CPO
Pencampuran ( Mixing) Penyimpanan di Hammer Mill Pack
Pengayakan
Pembutiran Uap Panas
Penjahitan Karung Finase
Pendinginan
Pengayakan Pellet
Pembentukan Crumble
Pengayakan Crumble
Pengarungan Bag Plastik
Benang Jahit
Penjahitan Karung Pengarungan
Bag Plastik
[image:46.595.125.493.127.654.2]Benang Jahit
Gambar 2.3. Block Diagram Pembuatan Pakan Berbentuk Pellet dan
BAB III
LANDASAN TEORI
3.1. Perencanaan Produksi
3.1.1 Arti dan Pentingnya Perencanaan Produksi
Perencanaan produksi merupakan penentuan arah awal dari tindakan yang harus dilakukan di masa yang akan datang, apa yang harus dilakukan, berapa banyak dan kapan harus melakukannya.
Hasil dari perencanaan produksi adalah sebuah rencana produksi. Tanpa adanya rencana produksi yang baik, maka tujuan tidak akan dapat dicapai dengan efektif dan efisien, sehingga faktor-faktor produksi yang ada akan dipergunakan secara boros. Oleh karena itu, perencanaan produksi merupakan spesifikasi tujuan perusahaan yang ingin dicapai serta cara-cara yang akan ditempuh untuk mencapai tujuan tersebut.
Kegunaan atau pentingnya diadakan suatu rencana produksi adalah sebagai berikut :
1. Suatu perencanaan meliputi usaha untuk menetapkan tujuan atau memformulasikan tujuan yang dipilih untuk dicapai, maka dengan adanya perencanaan produksi, dapat membedakan arah bagi setiap kegiatan produksi yang jelas. Dengan adanya kejelasan arah tersebut maka kegiatan akan dapat dilaksanakan dengan efisiensi dan efektifitas setinggi mungkin.
telah dicapai atau tidak. Dengan demikian, koreksi-koreksi terhadap penyimpangan dari tujuan yang telah ditetapkan dapat diketahui seawal mungkin. Akibat dari penilaian berdasarkan tujuan yang telah direncanakan ini, pemborosan dan usaha yang tidak menunjang pencapaian tujuan dapat dihindari.
3. Memudahkan pelaksanaan kegiatan untuk mengidentifikasikan hambatan-hambatan yang mungkin timbul dalam usaha tujuan tersebut. Dengan memperhitungkan hambatan-hambatan tersebut, persiapan untuk mengatasinya menjadi lebih terarah.
4. Menghindarkan pertumbuhan dan perkembangan yang tidak terkendali. Misalnya dalam pengembangan usaha, kita selalu mempunyai kecenderungan untuk selalu menambah jumlah dan jenis tenaga kerja dari yang sudah kita miliki untuk memperbaiki mutu serta jumlah output
3.1.2. Sifat-Sifat Perencanaan Produksi
Sifat-sifat yang harus dimiliki oleh sebuah perencanaan produksi adalah sebagai berikut :1
1. Berjangka waktu
Proses produksi merupakan proses yang sangat kompleks yang memerlukan keterlibatan bermacam-macam tingkat keterampilan tenaga kerja, peralatan, modal, dan informasi yang biasanya dilakukan secara terus-menerus dalam jangka waktu yang sangat lama. Lingkungan yang dihadapi perusahaan, pola
1
permintaan, tersedianya bahan baku dan bahan penunjang, iklim usaha, peraturan pemerintah, persaingan, dan lain-lain selalu menunjukkan pola yang tidak menentu dan akan selalu berubah dari waktu ke waktu. Oleh karena itu, suatu perusahaan tidak mungkin dapat membuat suatu rencana produksi yang dapat digunakan selamanya. Rencana baru harus dapat dibuat bila keadaan yang digunakan sebagai dasar pembuatan rencana yang lama sudah berubah. Karena perubahan yang akan terjadi bersifat sulit untuk diramalkan sebelumnya, maka secara periodik harus diadakan pengecekan apakah rencana produksi yang sudah dibuat masih berlaku. Pendekatan yang biasa dilakukan adalah dengan membuat rencana produksi yang mencakup periode waktu tertentu dan akan diperbaharui bila periode waktu tersebut sudah dicapai
Ada tiga jenis perencanaan produksi yang didasarkan pada periode waktu, yaitu :
a. Perencanaan produksi jangka panjang b. Perencanaan produksi jangka menengah c. Perencanaan produksi jangka pendek 2. Bertahap
Berdasarkan pengelompokan perencanaan produksi atas dasar jangka waktu diatas, maka dapat dijelaskan sebagai berikut :
a. Perencanaan produksi jangka panjang biasanya melihat 5 tahun atau lebih ke depan. Jangka waktu terpendeknya adalah ditentukan oleh berapa lama waktu yang dibutuhkan untuk mengubah kapasitas yang tersedia. Hal ini meliputi waktu yang dibutuhkan dalam menyelesaikan desain dari bangunan dan peralatan pabrik yang baru, konstruksinya, instalasinya, dan hal-hal lainnya sampai fasilitas baru tersebut siap dioperasikan.
b. Perencanaan produksi jangka menengah mempunyai horizon perencanaan antara 1 sampai 12 bulan, dan dikembangkan berdasarkan kerangka yang telah ditetapkan pada perencanaan produksi jangka panjang. Perencanaan jangka menengah didasarkan pada peramalan permintaan tahunan dari bulan dan sumber daya produktif yang ada (jumlah tenaga kerja, tingkat persediaan, biaya produksi, jumlah suplier dan sub kontraktor), dengan asumsi kapasitas produksi relatif tetap
3. Terpadu
Perencanaan produksi akan melibatkan banyak faktor, seperti bahan baku, mesin/peralatan, tenaga kerja, dan waktu, dimana ke semua faktor tersebut harus sesuai dengan kebutuhan yang direncanakan dalam mencapai target produksi tertentu yang didasarkan atas perkiraan. Masing-masing faktor tersebut tidak harus direncanakan sendiri-sendiri sesuai dengan keterbatasan yang ada pada masing-masing faktor yang dimiliki perusahaan, tetapi rencana tersebut harus dibuat dengan mengacu pada satu rencana terpadu untuk produksi. Rencana produksi tersebut juga harus terkait dengan rencana produksi, seperti pemeliharaan, rencana tenaga kerja, rencana pengadaan material, dan sebagainya. Keterpaduan ini tidak hanya secara horizontal saja, tetapi juga secara vertical. Hal ini berarti rencana jangka pendek harus mengacu pada rencana jangka menengah harus terpadu dengan rencana jangka panjang, demikian juga sebaliknya.
4. Berkelanjutan
5. Terukur
Selama pelaksanaan produksi, realisasi dari rencana produksi akan selalu dimonitor untruk mengetahui apakah terjadi penyimpangan dari rencana yang telah ditetapkan. Untuk mengetahui ada tidaknya penyimpangan, maka rencana produksi harus menetapkan suatu nilai yang dapat diukur, sehingga dapat digunakan sebagai dasar untuk menetapkan ada tidaknya penyimpangan. Nilai-nilai tersebut dapat berupa target produksi dan jika dalam realisasinya tidak memenuhi target produksi, maka kita dengan mudah dapat mengukur berapa besar penyimpangan menyusun rencana berikutnya.
6. Realistis
7. Akurat
Perencanaan produksi harus dibuat berdasarkan informasi-informasi yang akurat tentang kondisi internal dan eksternal sehingga angka-angka yang dimunculkan dalam target produksi dapat dipertanggungjawabkan. Kesalahan dalam membuat perkiraan nilai parameter produksi harus dilakukan seteliti mungkin, sehingga tidak akan terjadi kesalahan yang sama
8. Menantang
Meskipun rencana produksi harus dibuat serealistis mungkin, hal ini bukan berarti rencana produksi harus menetapkan target yang dengan mudah dapat dicapai dengan usaha yang sungguh-sungguh.
3.2. Peramalan
3.2.1. Konsep Dasar dan Pengertian Peramalan
Peramalan adalah proses untuk memperkirakan beberapa kebutuhan di masa datang yang meliputi kebutuhan dalam ukuran kuantitas, kualitas,waktu dan lokasi yang dibutuhkan dalam rangka memenuhi permintaan barang ataupun jasa.2
Pada hakekatnya, peramalan hanya merupakan suatu perkiraan, tetapi dengan menggunakan teknik-teknik tertentu, maka peramalan menjadi lebih sekedar perkiraan. Dalam kegiatan produksi, peramalan dilakukan untuk menentukan jumlah permintaan terhadap suatu produk dan merupakan langkah awal dari proses perencanaan dan pengendalian produksi. Tujuan peramalan
2
dalam kegiatan produksi adalah untuk meredam ketidakpastian, sehingga diperoleh suatu perkiraan yang mendekati keadaan yang sebenarnya.
3.2.2. Karakteristik Peramalan yang Baik
Peramalan yang baik mempunyai beberapa kriteria penting, antara lain : a. Akurasi
Akurasi dari suatu hasil peramalan diukur dengan hasil kebiasaan dan kekonsistenan peramalan tersebut. Hasil peramalan dikatakan bias bila peramalan tersebut terlalu tinggi atau terlalu rendah dibandingkan dengan kenyataan yang sebenarnya terjadi. Hasil peramalan dikatakan konsisten bila besarnya kesalahan peramalan relative kecil. Peramalan yang terlalu rendah akan mengakibatkan kekurangan persediaan, sehingga permintaan konsumen tidak dapat dipenuhi segera akibatnya perusahaan dimungkinkan kehilangan pelanggan dan kehilangan keuntungan penjualan. Peramalan yang terlalu tinggi akan mengakibatkan tyerjadinya penumpukan persediaan, sehingga banyak modal yang terserap sia-sia. Keakuratan dari hasil peramalan ini berperan penting dalam menyeimbangkan persediaan yang ideal.
b. Biaya
Pemilihan metode peramalan harus diesuaikan dengan dana yang tersedia dan tingkat akurasi yang ingin didapat, misalnya item-item yang penting akan diramalkan dengan metode yang sederhana dan murah.
c. Kemudahan
Penggunaan metode peramalan yang sederhana, mudah dibuat, dan mudah diaplikasikan akan memberikan keuntungan bagi perusahaan. Adalah percuma memakai metode yang canggih, tetapi tidak dapat diaplikasikan pada system perusahaan karena keterbatasan dana, sumberdaya manusia, maupun peralatan teknologi.
3.2.3. Sifat Hasil Peramalan
Dalam membuat peramalan atau menerapkan hasil suatu peramalan, maka ada beberapa hal yang harus dipertimbangkan, yaitu :
1. Peramalan pasti mengandung kesalahan, artinya peramal hanya bisa mengurangi ketidakpastian yang akan terjadi, tetapi tidak dapat menghilangkan ketidakpastian tersebut.
2. Peramalan seharusnya memberikan informasi tentang berapa ukuran kesalahan, artinya karena peramalan pasti mengandung kesalahan, maka adalah penting bagi peramal untuk menginformasikan seberapa besar kesalahan yang mungkin terjadi.
semakin panjang periode peramalan, maka semakin besar pula kemungkinan terjadinya perubahan faktor-faktor yang mempengaruhi permintaan.
3.2.4. Teknik Peramalan
Peramalan sebenarnya upaya untuk memperkecil resiko yang timbul akibat pengambilan keputusan dalam suatu perencanaan produksi. Semakin besar upaya yang dikeluarkan tentu resiko yang dapat dihindari semakin besar pula. Faktor-faktor yang mempengaruhi pemilihan teknik peramalan, antara lain :
1. Horizon Peramalan
Horizon waktu yang berhubungan dengan masing-masing metode peramalan yaitu cakupan waktu di masa yang akan datang dan jumlah periode yang diinginkan
2. Tingkat Ketelitian
Tingkat ketelitian yang dibutuhkan sangat erat hubungannya dengan tingkat perincian yang dibutuhkan dalam suatu peramalan. Untuk beberapa pengambilan keputusan, variasi atau penyimpangan atas ramalan yang dilakukan antara 10 sampai 15 persen.
3. Ketersediaan Data
hubungan antara variabel-variabel yang saling mempengaruhi, maka sebaiknya digunakan metode kausal atau korelasi
4. Bentuk Pola Data
Dasar utama dari metode peramalan adalah anggapan bahwa jenis dari pola yang didapati di dalam data yang diramalkan akan berkelanjutan. Adanya perbedaan kemampuan metode peramalan untuk mengidentifikasikan pola-pola data, maka perlu adanya usaha penyesuaian antara pola-pola data yang telah diperkirakan terlebih dahulu dengan teknik dan metode peramalan yang akan digunakan.
5. Biaya
Biaya-biaya yang tercakup dalam penggunaan suatu prosedur peramalan yaitu, biaya-biaya pengembangan, penyimpangan data, operasi pelaksanaan dan kesempatan penggunaan teknik dan metode lainnya
6. Jenis dari Model
Jenis dari model yang ada sangat penting diperhatikan, karena masing-masing model tersebut mempunyai kemampuan yang berbeda-beda dalam analisis keadaaan untuk pengambilan keputusan.
7. Mudah tidaknya Penggunaan dan aplikasinya
Prinsip umum dalam penggunaan metode dari peramalan adalah bahwa metode-metode tersebut dapat dimengerti dan mudah diaplikasikan dalam pengambilan keputusan.
metode peramalan sangat berguna untuk dapat memperkirakan secara sistematis dan pragmatis atas dasar data yang relevan pada masa yang lalu, dengan demikian metode peramalan diharapkan dapat memberikan obyektivitas yang lebih besar.
Di samping itu, metode peramalan juga memberikan urutan pengerjaan dan pemecahan atas pendekatan suatu masalah dalam peramalan. Sehingga bila digunakan pendekatan yang sama atas permasalahan dalam suatu kegiatan peramalan, maka akan didapat dasar pemikiran dan pemecahan yang sama, karena argumentasinya sama. Selain itu, metode peramalan memberikan cara pengerjaan yang teratur dan terarah, sehingga dengan demikian dapat dimungkinkannya penggunaan teknik-teknik penganalisaan yang lebih maju. Dengan penggunaan teknik-teknik tersebut, maka diharapkan dapat memberikan tingkat kepercayaan dan keyakinan yang lebih besar, karena dapat diuji dan dibuktikan penyimpangan atau deviasi yang terjadi secara ilmiah
3.2.5. Klasifikasi Teknik Peramalan
Dalam sistem peramalan, penggunaan berbagai model peramalan akan memberi nilai ramalan yang berbeda. Salah satu seni dalam melakukan peramalan adalah memilih model peramalan yang terbaik yang mampu mengidentifikasi dan menanggapi pola aktivitas historis dari data.
Pada umumnya, teknik peramalan dapat dibedakan dalam dua kategori utama, yaitu :3
3
1. Peramalan Kualitatif
Yaitu peramalan yang didasarkan atas kualitatif pada masa lalu. Hasil peramalan yang dibuat sangat tergantung pada orang yang menyusunnya. Hal ini penting karena hasil peramalan tersebut ditentukan berdasarkan pemikiran yang bersifat intuisi, judgement atau pendapat, dan pengetahuan serta pengalaman dari penyusunnya. Biasanya peramalan secara kualitatif ini didasarkan atas hasil penyelidikan. Meskipun demikian, peramalan dengan metode kualitatif tidak berarti hanya menggunakan intuisi, tetapi juga bisa mengikutsertakan model-model statistik sebagai bahan masukan dalam melakukan keputusan, dan dapat dilakukan secara perseorangan maupun kelompok.
Metode peramalan kualitatif dapat digolongkan sebagaiberikut : a. Metode Delphi
Sekelompok pakar mengisi kuisioner, moderator menyimpulkan hasilnya dan memformulasikan menjadi suatu kuisioner baru yang diisi kembali oleh kelompok tersebut, demikian seterusnya. Hal ini merupakan proses pembelajaran dari kelompok tanpa adanya tekanan atau intimidasi individu.
b. Dugaan Manajemen
opini yang kritis dan relevan. Teknik akan dipergunakan dalam situasi dimana tidak ada situasi dimana tidak ada alternatif lain dari model peramalan yang dapat diterapkan.
c. Riset pasar
Merupakan metode peramalan berdasarkan hasil-hasil dari survey pasar yang dilakukan oleh tenaga-tenaga pemasar produk atau yang mewakilinya. Metode ini akan menjaring informasi dari pelanggan atau pelanggan potensialberkaitan dengan rencana pembelian mereka di masa mendatang.
d. Analogi histories
Merupakan teknik peramalan berdasarkan pola data masa lalu dari produk-produk yang dapat disamakan secara analogi. Analogi histories cenderung akan menjadi terbaik untuk penggantian produk di pasar dan apabila terdapat hubungan substitusi langsung dari produk dalam pasar.
2. Peramalan Kuantitatif
Dalam peramalan kuantitatif, prosedur umum yang digunakan adalah : a. Definisikan tujuan peramalan
b. Pembuatan diagram pencar
c. Pilih minimal dua metode peramalan yang dianggap sesuai d. Hitung parameter-parameter fungsi peramalan
e. Hitung kesalahan setiap metode peramalan f. Memilih metode yang terbaik
g. Melakukan verifikasi peramalan
Metode peramalan kuantitatif dibedakan atas dua bagian, yaitu :
a. Metode Time Series, digunakan untuk menganalisa serangkaian data yang merupakan fungsi dari waktu. Metode ini mengasumsikan beberapa pola atau kombinasi pola selalu berulang sepanjang waktu, dan pola dasarnya dapat diidentifikasikasi semata-mata atas dasar data histories dari serial itu. Ada empat komponen yang mempengaruhi analisis ini, yaitu :
- Pola siklis, terjadi apabila data memiliki kecenderungan untuk naik atau turun terus-menerus.
- Pola musiman, terjadi apabila nilai data sangat dipengaruhi oleh musim, misalnya permintaan bahan baku, jagung untuk makanan ternak pada pabrik pakan ternak.
- Pola horizontal, terjadi apabila nilai data berfluktusi di sekitar nilai rata-rata.
Metode Time Series terdiri atas tiga metode, antara lain : - Metode Penghalusan (Smoothing)
Metode ini digunakan untuk mengurangi ketidakteraturan musiman dari data yang lalu, dengan membuat rata-rata tertimbang dari sederetan data masa lalu. Ketepatan dengan metode ini akan terdapat pada peramalan jangka pendek, sedangkan untuk peramalan jangka panjang kurang akurat. Metode ini terdiri dari metode rata-rata bergerak yang terdiri dari single moving average, linier moving average, double moving average,
weigthed moving average. Metode eksponensial smoothing terdiri atas
single eksponensial smoothing, dan double eksponensial smoothing.
- Metode proyeksi kecenderungan dengan regresi
Metode ini merupakan dasar garis kecenderungan untuk suatu persamaan, sehingga dengan dasar persamaan tersebut dapat di proyeksikan hal-hal yang akan diteliti pada masa yang akan datang. - Metode dekomposisi
b. Metode Kausal
Metode ini mengasumsikan faktor yang diperkirakan menunjukkan adanya hubungan sebab akibat dengan sat atau beberapa variable bebas. Misalnya, jumlah pendapatan berhubungan dengan faktor-faktor seperti jumlah penjualan, harga jual, dan tingkat promosi. Kegunaan dari metode kausal adalah untuk menemukan bentuk hubungan antara variabel tersebut dan menggunakannya untuk meramalkan milai dari variabel tidak bebas.
Metode kausal terdiri atas beberapa metode, antara lain : - Metode regresi dan korelasi
Metode regresi dan korelasi pada penetapan suatu persamaan estimasi menggunakan teknik “least squares”. Hubungan yang ada pertama-tama dianalisis secara statistic. Metode ini banyak digunakan untuk peramalan penjualan, perencanaan keuntungan, peramalan permintaan dan peramalan keadaan ekonomi.
- Metode ekonometrik
Metode ini didasarkan atas peramalan system peramalan regresi yang diestimasikan secara simultan. Metode ini selalu digunakan untuk peramalan penjualan menurut kelas produk, atau peramalan keadaan ekonomi masyarakat, seperti permintaan harga dan penawaran.
- Metode Input-output
3.3. Program Linier
Program linier adalah metode atau teknik matematik yang digunakan dalam pengambilan keputusan. Secara umum, masalah dalam program linier adalah pengalokasian sumber daya yang terbatas seperti tenaga kerja, bahan baku, jam kerja mesin, dan modal dengan cara sebaik-baiknya sehingga diperoleh maksimisasi keuntungan atau minimisasi biaya produksi. Cara terbaik yang dimaksudkan adalah keputusan terbaik yang diambil berdasarkan pilihan dari berbagai alternative.
Suatu penyelesaian program linier perlu dibentuk formulasi secara matematik dari masalah yang sedang dihadapi dengan syarat sebagai berikut : 1. Adanya variabel keputusan yang dinyatakan dalam symbol matemaik dan
variabel keputusan ini tidak negatif.
2. Adanya fungsi tujuan dari variabel keputusan yang menggambarkan criteria pilihan terbaik. Fungsi tujuan ini harus dapat dibuat dalam suatu sel fungsi linier yang dapat berupa maksimum atau minimum.
3. Adanya kendala sumber daya yang dapat dibuat dalam satu set fungsi linier. Model program linier diaplikasikan untuk menyelesaikan berbagai masalah diantaranya adalah :
a. Masalah kombinasi produk, yaitu menentukan berapa jumlah dan jenis produk yang harus dibuat agar diperoleh keuntungan maksimum atau biaya minimum dengan memperhatikan sumber daya yang dimiliki.
investmen atau net present value dengan memperhatikan sumber daya yang
dimilki.
c. Masalah perencanaan produksi dan persediaan, yaitu menentukan berapa banyak produk yang akan diproduksi setiap periode, agar meminimumkan biaya persediaan, sewa, lembur, dan biaya sub kontrak.
d. Masalah perencanaan promosi, yaitu berapa banyak dana yang akan dikeluarkan untuk kegiatan promosi agar diperoleh efektivitas penggunaan media promosi.
e. Masalah distribusi, yaitu jumlah produk yang akan dialokasikan ke setiap lokasi pemasaran.
Untuk membuat formulasi model program linier, terdapat tiga langkah utama yang harus dilakukan, yaitu :
1. Tentukan variabel keputusan atau variabel yang ingin diketahui dan gambarkan dalam symbol matematik.
2. Tentukan tujuan dan gambarkan dalam satu sel fungsi linier dari variabel keputusan yang dapat berbentuk maksimum atau minimum.
3. Tentukan kendala dan gambarkan dalam bentuk persamaan linier atau ketidaksamaan linier dari variabel keputusan.
3.3.1. Metode Grafik
metode grafik. Metode grafik terbatas pada penyelesaian model yang memiliki dua variabel keputusan dengan langkah-langkah sebagai berikut :
1. Gambarkan semua kendala daerah kelayakan yaitu daerah yang diliputi oleh semua kendala. Dalam menggambarkan grafik, kendala yang bertanda lebih kecil sama dengan, arah grafik yang membentuk daerah layak adalah menuju titik nol. Kendala berbentuk lebih besar sama dengan, arah grafik yang membentuk daerah layak adalah menjauhi titik nol. Sedangkan kendala berbentuk sama dengan (=), daerah layak adalah sepanjang garis tujuan.
2. Gambarkan grafik tujuan.
3. Tentukan daerah layak yang optimum dengan cara menggeser fungsi tujuan ke kanan atas hingga memotong salah satu atau lebih titik elstrim yang terdapat dalam daerah layak.
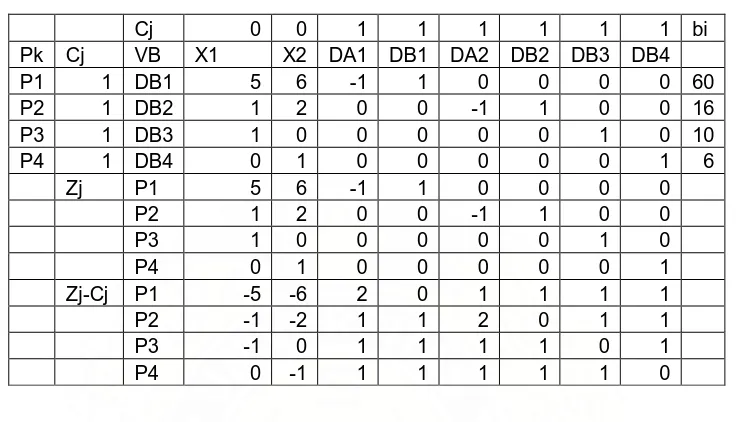
3.3.2. Metode Simpleks
Metode simpleks merupakan salah satu metode yang dapat digunakan untuk menyelesaikan model formulasi program linierdangan cara iterasi table. Metode simpleks dapat digunakan untuk menyelesaikan model model formulasi program linier yang memiliki dua atau lebih variabel keputusan.
Penyelesaian model program linier dengan metode simpleks diperlukan pengubahan model formulasi ke dalam bentuk standar dengan syarat-ayarat sebagai berikut :
dengan cara menambahkan slack variable yang bernilai satu. Jika menghadapi kendala berbentuk lebih besar sama dengan (≥ ), dapat diubah ke dalam bentuk persamaan dengan cara mengurangkan dengan surplus variabel yang bernilai minus satu.
2. Nilai ruas kanan setiap kendala bertanda positif, jika menghadapi kendala yang memiliki nilai ruas kanan bertanda negative, maka harus diubah menjadi positif dengan cara mengalikannya dengan minus satu.
3. Semua nilai variabel keputusan non negatif.
Langkah-langkah metode simpleks adalah sebagai berikut :
1. Membuat tabel simpleks awal dengan memasukkan semua nilai yang terdapat pada kendala dan fungsi tujuan ke dalam tabel simpleks
2. Tentukan kolom kunci, yaitu kolom yang memiliki negatif terbesar pada baris Zj-Cj.
3. Tentukan baris kunci, yaitu baris yang memiliki angka indeks (nilai bj/nilai kolom kunci) terkecil tetapi bukan negatif.
4. Cari angka baru yang terdapat pada kolom kunci dengan cara membagi semua angka pada kolom kunci dengan baris kunci.
5. Mencari angka baru pada baris yang lain dimana nilai pada baris lama dikurangi dengan perkalian antara angka baru baris kunci dengan koefisien kolom kunci.
Zj-Cj berharga lebih kecil sama dengan nol untuk maksimisasi dan berharga lebih besar sama dengan nol untuk minimisasi.
3.4. Goal Programming
3.4.1. Pengertian dan Konsep Dasar Goal Programming
Goal Programming adalah salah satu model matemetis yang dipakai
sebagai dasar dalam mengambil keputusan untuk menganalisis dan membuat solusi persoalan yang melibatkan banyak tujuan sehingga diperoleh alternative pemecahan masalah yang optimal.
Model Goal Programming merupakan perluasan dari model pemrograman linier yang dikembangkan oleh A. Charles dan W. M. Cooper pada tahun 1956. Pemrograman linier adalah sebuah metode matematis yang berkaraktristik linier untuk menemukan suatu penyelesaian optimal dengan cara memaksimumkan atau meminimumkan fungsi tujuan terhadap satu kendala susunan. Model pemrograman linier mempunyai tiga unsur utama, yaitu variable keputusan, fungsi tujuan dan fungsi kendala.
Beberapa asumsi dasar yang diperlukan dalam goal programming adalah:4 1. Linieritas
Asumsi ini menunjukkan perbandingan antara input yang satu dengan input yang lain atau untuk suatu input dengan output besarnya tetap dan terlepas pada tingkat produksi. Hubungannya bersifat linier.
4
2. Proporsionalitas
Asumsi ini menyatakan bahwa jika peubah pengambilan keputusan berubah, maka dampak perubahannya akan menyebar dalam proporsi yng sebanding dengan fungsi tujuan dan juga fungsi kendalanya. Jadi tidak berlaku hukum kenaikan hasil yang semakin berkurang.
3. Aditivitas
Asumsi ini menyatakan nilai parameter suatu kriteria optimasi merupakan jumlah dari nilai individu-individu. Dampak total terhadap kendala ke-I merupakan jumlah dampak individu terhadap peubah pengambilan keputusan 4. Divisibilitas
Asumsi ini menyatakan bahwa peubah pengambilan keputusan, jika diperlukan dapat dibagi ke dalam pecahan-pecahan.
5. Deterministik
Asumsi ini menghendaki agar semua parameter tetap dan diketahui atau ditentukan secara pasti.
Ada beberapa istilah yang digunakan dalam Goal Programming, yaitu : a. Variabel keputusan (decision variables), adalah seperangkat variabel yang
tidak diketahui yang berada di bawah kontrol pengambilan keputusan, yang berpengaruh terhadap solusi permasalahan dan keputusan yang akan diambil. Biasanya dilambangkan dengan Xj (j = 1, 2, 3, …, n)
c. Koefisien teknologi (technology coefficient), merupakan nilai-nilai numeric yang dilambangkan dengan aij yang akan dikombinasikan dengan variable keputusan, dimana akan menunjukkan penggunaan terhadap pemenuhan nilai kanan.
d. Variabel deviasional (penyimpangan), adalah variabel yang menunjukkan kemungkinan penyimpangan –penyimpangan negatif dan positif dari nilai sisi kanan fungsi tujuan. Variabel penyimpangan negatif berfungsi untuk menampung penyimpangan yang berada di bawah sasaran yang dikehendaki, sedangkan variabel penyimpangan positif berfungsi untuk menampung penyimpangan yang berada di atas sasaran. Dalam model Goal Programming dilambangkan dengan di- untuk penyimpangan negative dan di+ untuk penyimpangan positif dari nilai sisi kanan tujuan.
e. Fungsi tujuan, adalah fungsi matematis dari variabel-variabel keputusan yang menunjukkan hubungan dengan nilai sisi kanannya. Dalam Goal
Programming, fungsi tujuan adalah meminimumkan variabel deviasional.
f. Fungsi pencapaian, adalah fungsi matematis dari variabel-variabel simpangan yang menyatakan kombinasi sebuah objektif.
g. Fungsi tujuan mutlak, merupakan tujuan yang tidak boleh dilanggar dengan pengertian mempunyai penyimpangan positif dan atau negative bernilai nol. Prioritas pencapaian dari fungsi tujuan ini berada pada urutan pertama, solusi yang dapat dihasilkan adalah terpenuhi atau tidak terpenuhi.
Programming. Sistem urutan tersebut menempatkan tujuan-tujuan tersebut
dalam susunan dengan hubungan seri.
i. Pembobotan, merupakan timbangan matematis yang dinyatakan dengan angka ordinal yang digunakan untuk membedakan variabel simpangan I dalam suatu tingkat prioritas k.
3.4.2. Model Umum Goal Programming
Misalnya dalam perusahaan terdapat keadaan, Z = C1X1 + C2X2 + C3 X3 + ... + Ci Xi ST : a1X1 + a2X2 + a3X3 + ...+ biXi ≤ Yi
b1X1 + b2X2 + b3X3 + ...+ biXi ≤ Di dimana : Z : Fungsi Tujuan
ST : Fungsi Pembatas
Xi : Jumlah produk i yang diproduksi Yi : Jumlah tenaga kerja yang tersedia Di : Jumlah bahan baku yang tersedia
Maka, hal ini dapat diselesaikan dengan model Goal Programming sebagai berikut :
Min Z = P1(d1+ + d1-) + P2(d2+ + d2-) + ... + Pi(di+ + di-) ST :
∑
=n i 1aiXi + di+ + di- ≤ Yi
∑
=n i 1Dimana : Pi = Tujuan-tujuan yang ingin dicapai di- = Penyimpangan negatif
di+ = Penyimpangan positif
3.4.3. Perumusan Masalah Goal Programming
Beberapa langkah perumusan permasalahan Goal Programming adalah sebagai berikut :
1. Penentuan variabel keputusan, merupakan dasar dalam pembuatan model keputusan untuk mendapatkan solusi yang dicari. Makin tepat penentuan variabel keputusan akan mempermudah pengambilan keputusan yang dicari. 2. Penentuan fungsi tujuan, yaitu tujuan-tujuan yang ingin dicapai oleh
perusahaan.
3. Perumusan fungsi sasaran, dimana setiap tujuan pada sisi kirinya ditambahkan dengan variabel simpangan, baik simpangan positif maupun simpangan negatif. Dengan ditambahkannya variabel simpangan, maka bentuk dari fungsi sasaran menjadi fi(xi) + di- - di+ = bi
4. Penentuan prioritas utama. Pada langkah ini dibuat urutan dari tujuan-tujuan. Penentuan tujuan ini tergantung pada hal-hal berikut :
a. Keinginan dari pengambil keputusan b. Keterbatasan sumber-sumber yang ada
6. Penentuan fungsi pencapaian. Dalam hal ini, yang menjadi kuncinya adalah memilih variabel simpangan yang benar untuk dimasukkan dalam fungsi pencapaian Dalam memformulasikan fungsi pencapaian adalah menggabungkan setiap tujuan yang berbentuk minimasi variabel penyimpangan sesuai dengan prioritasnya.
7. Penyelesaian model Goal Programming dengan metodologi solusi.
3.4.4. Metode Pemecahan Masalah
Ada dua macam metode yang digunakan untuk menyelesaikan model Goal
Programming, yaitu metode grafis dan metode algoritma simpleks.
1. Metode Grafis
Metode grafis digunakan untuk menyelesaikan masalah Goal Programming dengan dua variable
Langkah-langkah penyelesaian dengan metode grafis adalah :
a. Menggambar fungsi kendala pada bidang kerja sehingga diperoleh daerah yang memenuhi kendala.
b. Meminimumkan variabel deviasional agar sasaran