BAB IV
HASIL DAN PEMBAHASAN
4.1 Gambaran Umum PT Krakatau Steel
PT Krakatau Steel sebagai perusahaan baja terpadu yang terbesar dan pertama di Indonesia merupakan salah satu asset negara yang patut dikelola dengan baik. PT. Krakatau Steel merupakan industri baja yang berdiri dan beroperasi di Kota Cilegon. Lokasi PT. Krakatau Steel berada pada tempat yang strategis, yaitu berada dekat pelabuhan yang merupakan sarana transportasi untuk mendapatkan bahan baku dan pendistribusian produk baik ke dalam negeri maupun ke luar negeri.
PT. Krakatau Steel berada di Kota Cilegon, dimana sebelah utara terdapat pelabuhan Merak, sebelah barat terdapat pelabuhan Cigading, sebelah timur dan selatan terdapat Kabupaten Serang, yang semuanya masuk dalam Provinsi Banten. Penjelasan mengenai sejarah, visi-misi perusahaan, struktur organisasi, sertifikasi, lokasi pabrik, hingga kegiatan produksi akan diuraikan pada sub-bab berikut.
4.1.1 Sejarah Berdirinya PT Krakatau Steel
menyelesaikan dan mengoperasikan proyek industri baja bekas bantuan Rusia dan mengembangkan industri baja di Indonesia dalam arti luas. Gagasan didirikannya industri baja ini berasal dari Perdana Menteri Ir. Juanda tahun 1956. Namun gagasan ini baru terealisasi pada tahun 1960 dengan ditandatanganinya kontrak pembangunan pabrik baja Cilegon antara RI dengan All Export Import Corporation (Tjazpromex Pert) of Moscow, dengan kontrak nomor 080 tanggal 7 Juni 1960.
Usaha untuk membangun industri besi baja di tanah air sebenarnya telah dimulai dengan mendirikan dua proyek, yaitu proyek besi Lampung dan proyek baja Cilegon. Besi yang dihasilkan di Lampung dilebur bersama-sama dengan besi tua di Cilegon serta baja yang dihasilkan pada proses lebih lanjut menjadi barang-barang baja jadi yang berupa besi beton, besi profil dan kawat. Namun proyek besi Lampung dihentikan karena bahan baku yang berasal dari bijih besi setempat tidak cukup banyak. Sedangkan proyek baja Cilegon sempat terhenti karena adanya pemberontakan G30S/PKI.
Pemerintah melalui PP No. 35 tahun 1970 pada tanggal 30 Agustus 1970 menetapkan kelanjutan proyek Pabrik Baja Cilegon dengan merubahnya kedalam bentuk badan hukum Perseroan Terbatas. Sejak saat itu pabrik baja Cilegon berubah menjadi PT Krakatau Steel. Sementara itu pada tanggal 23 Oktober 1971 akte pendirian PT Krakatau Steel ditandatangani dihadapan notaris.
Teknologi yang dipilih adalah pembuatan besi dengan Direct Reduction dengan peleburan di dapur listrik (Elektric Arc Furnace), yang bahan bakunya berasal dari bijih besi import. Peningkatan kapasitas produksi baja dari rencana semula yang hanya 100.000 ton/tahun ditingkatkan menjadi 500.000 ton/tahun untuk pembuatan billet, dan 1,5 juta ton/tahun untuk pembuatan slab. Berdasarkan proyeksi kebutuhan baja dalam negeri dan hasil negosiasi dengan kontraktor-kontraktor dari Jerman, disusunlah rencana untuk pengembangan PT Krakatau Steel selanjutnya untuk jangka waktu 1975-1985. Pembangunan yang dilaksanakan sampai sekarang masih mengikuti rencana induk tersebut, hanya beberapa proyek yang diatur kembali jadwal pembangunannya untuk disesuaikan dengan keadaan penyelesaian dari tiap-tiap tahap selalu ditandai dengan peresmian oleh presiden yaitu:
1. Peresmian HSM, Bulan Februari 1983 2. Peresmian CRM, Tahun 1985
Peletakan batu pertama perluasan PT Krakatau Steel dilaksanakan pada 10 November 1990 oleh Menteri Muda Perindustrian RI, Ir. Tungky Ariwibowo selaku Direktur Utama PT Krakatau Steel. Proyek perluasan ini direncanakan selesai sekitar tahun 1993/1994. Diantara proyek perluasan adalah pabrik besi sponge, DR IHYL III, SSP dan HSM. Sasaran program perluasan dan modernisasi pabrik PT Krakatau Steel adalah:
1. Peningkatan kapasitas produksi dari 1,5 juta ton/tahun menjadi 2,5 juta ton/tahun.
2. Peningkatan kualitas.
3. Peragaman jenis baja yang dihasilkan. 4. Efisisensi produksi.
1) Modernisasi dan perluasan HSM (1,2 juta – 2 juta ton per- tahun)
2) Modernisasi HSM (peningkatan mutu dan efisiensi produksi)
3) Perluasan pelabuhan pellet bijih besi (kapasitas pembongkar-an dari 3 juta menjadi 6 juta per tahun)
4.1.2 Visi, Misi, dan Nilai Budaya Perusahaan 1. Visi Perusahaan
Visi Perusahaan PT Krakatau Steel ialah: “Perusahaan baja terpadu dengan keunggulan kompetitif untuk tumbuh dan berkembang secara berkesinambungan menjadi perusahaan terkemuka di dunia.”
2. Misi Perusahaan
Misi Perusahaan PT Krakatau Steel ialah: “Menyediakan produk baja bermutu dan jasa terkait bagi kemakmuran bangsa.”
3. Nilai Budaya Perusahaan
Terdapat empat nilai budaya perusahaan di PT Krakatau Steel, dijelaskan sebagai berikut:
a. Competence
Mencerminkan kepercayaan akan
kemampuan diri serta semangat untuk meningkatkan pengetahuan, ketrampilan, keahlian, dan sikap mental demi peningkatan kinerja yang berkesinambungan.
b. Integrity
Mencerminkan komitmen yang tinggi terhadap setiap kesepakatan, aturan dan ketentuan serta undang-undang yang berlaku, melalui loyalitas profesi dalam memperjuangkan kepentingan perusahaan.
c. Reliable
Mencerminkan kesiapan, kecepatan dan tanggap dalam merespon komitmen dan janji, dengan mensinergikan berbagai kemampuan untuk meningkatkan kepuasan dan kepercayaan pelanggan.
d. Innovative
4.1.3 Struktur Organisasi Perusahaan
PT Krakatau Steel sebagai perusahaan baja terpadu yang terbesar di Indonesia memiliki dewan direksi yang bertanggung jawab menjalankan perusahaan sesuai dengan Anggaran Dasar dan Anggaran Rumah Tangga (AD/ART). Struktur organisasi di PT Krakatau Steel berdasarkan fungsional dengan jabatan direktur utama tidak termasuk dalam struktur kepegawaian, karena direktur utama diangkat langsung oleh menteri perindustrian.
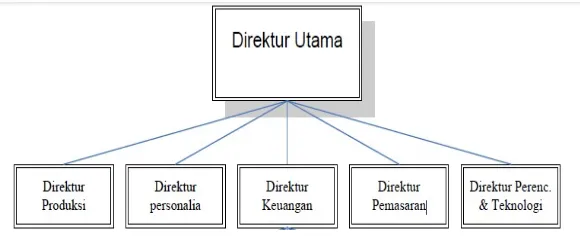
Organisasi perusahaan PT Krakatau Steel merupakan struktur organisasi besar yang dipimpin oleh seorang direktur utama dan dibawahi 6 (enam) direktorat, yaitu:
1. Direktorat Teknologi dan Perencanaan
Direktorat Teknologi dan Perencanaan bertugas merencanakan, melaksanakan, mengambangkan dan mengevaluasi usaha, pengolahan data, pengadaan prasarana penunjang kawasan industri dan masalah konstruksi. Selain itu bertugas menangani masalah-masalah yang berkaitan dengan teknologi yang bersifat jangka panjang.
2. Direktorat Produksi
Direktur produksi bertugas merencanakan, melaksanakan dan mengembangkan kebijakan di bidang pengoperasian dan perawatan sarana produksi, metalurgi, serta koordinasi kegiatan produk.
3. Direktorat Sumberdaya Manusia dan Umum
4. Direktorat Keuangan
Direktur keuangan bertugas merencanakan, melaksanakan, dan mengembangkan kebijaksanaan di bidang keuangan dan logistik.
5. Direktorat Pemasaran
Direktur pemasaran bertugas merencanakan, melaksanakan dan mengembangkan kebijakan di bidang pemasaran produk.
Susuran masing-masing direktorat dipimpin oleh seorang direktur yang dibawahi oleh direktur utama. Direktorat Produksi dipimpin oleh seorang Direktur Produksi, Direktorat Sumberdaya Manusia dan Umum dipimpin oleh seorang direktur Personalia, Direktorat Keuangan dipimpin oleh seorang Direktur Keuangan, Direktorat Pemasaran dipimpin oleh seorang Direktur Pemasaran, dan Direktorat Perencanaan dan Teknologi dipimpin oleh seorang Direktur Perencanaan dan Teknologi. Diagram kepemimpinan direktur dibawah Direktur Utama dapat dilihat pada gambar berikut.
Direktur utama membawahi sekretaris perusahaan dan tiga kasubdit atau general manager yang terdiri dari:
a. General Manager anak perusahaan dan perusahaan patungan (AP/PP)
b. General Manager satuan pengawas intern c. General Manager keamanan
Susunan selanjutnya adalah manager, kepala dinas (superintendent), kepala seksi (supervisor), kepala regu (foreman/analis), dan operator.
4.1.4 Sertifikasi PT Krakatau Steel
Sertifikasi yang telah diraih oleh PT Krakatau Steel ialah meliputi sertifikasi pada produk maupun jasa, sebagaimana berikut ini
1. Sertifikasi jaminan mutu (ISO 9002) tentang manajemen kualitas
2. ISO 14001 tentang lingkungan
3. Sertifikasi dari beberapa Negara dengan standarnya seperti Jepang (JIS), Amerika (ASTM), dan Standar Nasional Indonesia (SNI).
4.1.5 Lokasi Pabrik
PT Krakatau Steel terletak sekitar 110 km dari Kota Jakarta dengan luas keseluruhannya 350 Ha. PT Krakatau Steel terletak di kawasan industri Krakatau, tepatnya di jalan Industri No.5 PO BOX 14 Cilegon 42435. Kantor pusat PT Krakatau Steel terletak di Wisma Baja, dan Gatot Subroto Kav 54 Jakarta.
Beberapa hal yang menjadi pertimbangan pemilihan lokasi pabrik adalah sebagai berikut:
2. Dekat dengan daerah pemasaran (Ibu kota DKI Jakarta)
3. Tanah yang tersedia untuk pabrik cukup luas. 4. Sumber air cukup memadai.
5. Adanya jaringan rel kereta api dan jalan raya yang memadai untuk pengangkutan
Lokasi PT Krakatau Steel yang strategis merupakan pilihan yang tepat dalam kemudahan menjalankan proses bisnis perusahaan. Berdasarkan arah mata angin, lokasi PT Krakatau Steel dibatasi oleh :
1. Arah Utara berbatasan dengan kawasan industri Krakatau. 2. Arah Selatan berbatasan jalan raya Anyer.
3. Arah Barat berbatasan dengan Selat Sunda.
4. Arah Timur berbatasan dengan kawasan industri Krakatau. Selain lokasinya yang strategis, PT Krakatau Steel juga memiliki susunan dan tata letak di wilayah pabrik untuk mencapai efisiensi dan kenyamanan dalam proses produksi. Tata letak pabrik dan susunannya yang strategis di wilayah pabrik bertujuan sebagai berikut :
1. Memudahkan jalur transportasi dalam pabrik untuk menunjang proses produksi dan pengangkutan bahan baku serta produk, serta kemudahan transportasi di dalam wilayah pabrik, dengan diadakannya bus resmi khusus sebagai transportasi karyawan untuk perjalanan antar pabrik yang cukup jauh.
2. Memudahkan pengendalian proses produksi, karena adanya pengelompokkan peralatan dan bangunan selektif berdasarkan proses masing-masing pabrik.
3. Adanya bengkel dalam kawasan pabrik sehingga memudahkan perbaikan perawatan dan pembersihan alat. 4. Jalan yang cukup luas sehingga memudahkan pekerja
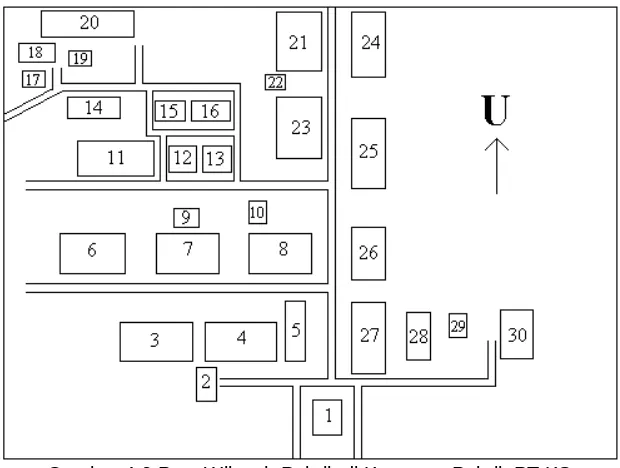
Gambar 4.2 Peta Wilayah Pabrik di Kawasan Pabrik PT KS
Keterangan gambar dijelaskan sebagai berikut:
1. Posko Billet 16. EDPC
2. PPBS 17. PCRM
3. Pabrik Besi Spons II 18. ABD CRM 4. Pabrik Besi Spons I 19. Masjid
5. K. PBS 20. Pabrik Baja Lembaran Dingin 6. Pabrik Slab Baja II 21. Kantor Keamanan
7. Pabrik Slab Baja I 22. Masjid
8. Pabrik Billet 23. Pabrik Batang Kawat
9. Masjid 24. Gedung Teknologi
10. Pemadam Kebakaran 25. Gudang 11. Pabrik HSM 26. CWS II
12. PPC 27. Gedung Produksi
13. PHP 28. PE
14. Gedung Perencanaan 29. Masjid
4.1.6 Keselamatan dan Kesehatan Kerja di PT Krakatau Steel
Proses produksi di PT Krakatau Steel merupakan rangkaian proses produksi yang menggunakan teknologi dengan potensial bahaya yang cukup tinggi. Hal ini telah diantisipasi oleh perusahaan dengan membuat peraturan tertulis dan baku tentang keselamatan dan kesehatan kerja.
4.1.6.1 Keselamatan Karyawan
PT Krakatau Steel sangat memperhatikan keselamatan kerja para karyawan. Keselamatan kerja PT Krakatau Steel diawasi oleh pihak safety yang bertanggung jawab atas keselamatan seseorang yang berada di area pabrik. Keselamatan kerja berkaitan dengan alat kerja, bahan dan proses pengolahan lingkungan, serta cara-cara melakukan pekerjaan. Tenaga kerja perlu mendapatkan perlindungan terhadap bahaya-bahaya lingkungan kerja, sehingga tercipta lingkukngan kerja yang sehat, aman dan nyaman. Adapun macam alat pelindung diri yang digunakan yaitu :
a. Safety Helmet
b. Pelindung telinga (ear plug) c. Glasses (kacamata) dan masker d. Safety Shoes, Safety Belt
e. Pakaian kerja yang terbuat dari bahan jeans dan tahan panas
f. Timbal hitam untuk melindungi badan dari lokasi rawan listrik
keselamatan kerja menjadi poin penting perusahaan dalam menjalankan proses produksi.
4.1.6.2 Kesejahteraan Karyawan
Selain memperhatikan keselamatan dan kesehatan kerja, PT Krakatau Steel juga telah mengatur system gaji dan tunjangan, adapun selain gaji dan tunjangan yang diberikan, perusahaan juga berusaha meningkatkan kesejahteraan karyawannya dengan cara memberikan fasilitas-fasilitas, antara lain seperti:
1. Asuransi tenaga kerja
Asuransi tenaga kerja terdiri dari asuransi kematian dan asuransi kecelakaan melalui asuransi sosial tenaga kerja.
2. Jaminan kesehatan
Jaminan kesehatan berupa pemeriksaan, pengobatan dan perawatan untuk karyawan dan keluarganya yang sedang sakit baik fisik maupun mental. Karyawan yang berhak menerima jaminan ini adalah karyawan yang telah diangkat menjadi karyawan tetap, selain karyawanm, istri atau suami karyawan yang sah dan terdaftar di Divisi Personalia dan anak-anak kandung karyawan yang sah yang terdaftar di Divisi Personalia dengan belum mencapai umur 21 tahun dan belum memiliki penghasilan tetap, juga dapat menerima jaminan ini.
3. Jaminan hari tua
Jaminan ini diberikan kepada karyawan yang memenuhi ketentuan telah mencapai umur 55 tahun atau pensiun dipercepat karena cacat. Selain itu juga diberikan fasilitas pendidikan dan tunjangan Hari Raya.
Selain memiliki peraturan terstruktur dalam Keselamatan dan Kesehatan Kerja, PT Krakatau Steel juga memiliki system kepegawaian dan system kerja yang telah dibuat sesuai dengan aturan yang berlaku dan menjadi arsip dokumentasi perusahaan.
1. Status Kepegawaian
Dalam organisasi perusahaan PT Krakatau Steel dikenal dua status kepegawaian karyawan, yaitu
a. Karyawan Organik
Karyawan ini merupakan karyawan tetap yang diangkat karena telah memenuhi kriteria direksi, yang bertugas melaksanakan pekerjaan yang diberikan dalam jangka panjang dan berstatus karyawan BUMN. Yang termasuk karyawan ini adalah tenaga staf dan karyawan biasa.
b. Karyawan Non-Organik
Karyawan non-organik adalah karyawan yang diangkat dalam waktu tertentu yang terdiri dari karyawan lepas dan karyawan honorer. Karyawan non-organik yang ada saaat ini disediakan oleh labour supply sesuai dengan jenis pekerjaan dan jangka waktu tertentu (kontrak) antara PT Krakatau Steel dengan labour supply itu sendiri.
2. Sistem Kerja
Dalam upaya untuk memenuhi target yang telah ditentukan, maka pabrik harus beroperasi secara maksimal, untuk itu PT Krakatau Steel menyusun program kerja bagi karyawan sebagai berikut:
A. Karyawan Non-Shift
Waktu kerja per hari di PT Krakatau Steel 8 jam per hari atau 40 jam per minggu, dengan waktu istirahat selama 60 menit. Rincian jam kerja di PT Krakatau Steel dijelaskan sebagai berikut:
2. Hari jum’at masuk jam 08.00 s.d. 17.00, waktu istirahat jam 11.30 s.d. 13.30
B. Karyawan Shift
Untuk karyawan shift waktu kerja diatur secara bergilir selama 24 jam, dengan pembagian waktu kerja 3 shift. Masing-masing shift bekerja selama 8 jam dengan sistem kerja dilakukan oleh group shift, dimana 3 group shift bekerja selama 24 jam, dan 1 group shift libur. Untuk pembagian sistem ini adalah sebagai berikut :
1. Shift I bekerja pukul 22.00 s.d. 06.00 2. Shift II bekerja pukul 06.00 s.d. 14.00 3. Shift III bekerja pukul 14.00 s.d. 22.00
PT Krakatau Steel telah menetapkan suatu aturan untuk cuti tahunan selama 12 hari waktu kerja. Cuti besar 30 hari kalender yang diambil setiap 3 tahun sekali. Dari cuti tersebut karyawan mendapat bantuan uang cuti masingmasing 100% gaji untuk cuti tahunan, dan 200% untuk cuti besar.
4.2 Kegiatan Produksi di PT Krakatau Steel
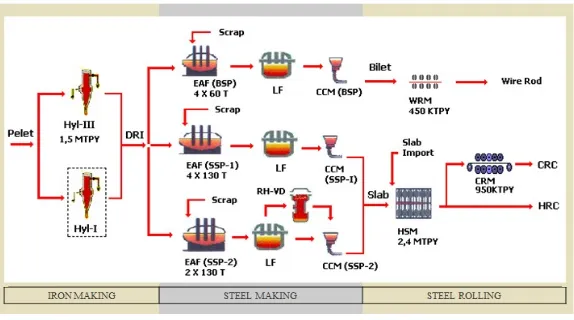
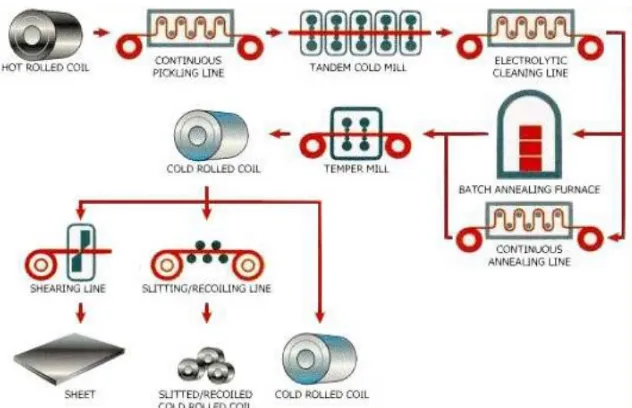
Gambar 4.3 Skema Proses Produksi Baja PT Krakatau Steel
Proses Iron Making merupakan proses awal pembuatan bijih besi, yang dilakukan di Hyl-III dan Hyl-I yang terintegrasi dalam pabrik Direct Reduction Plant. Tahap selanjutnya yaitu proses Steel Making, yaitu proses inti pembuatan baja yang dilakukan dengan teknologi Electric Arc Furnace di Pabrik Billet Baja (Billet Steel Plant) dan Pabrik Slab Baja (Slab Steel Plant). Proses akhir yaitu pembentukan baja yang dilakukan di Pabrik HSM, Pabrik CRM dan Pabrik WRM.
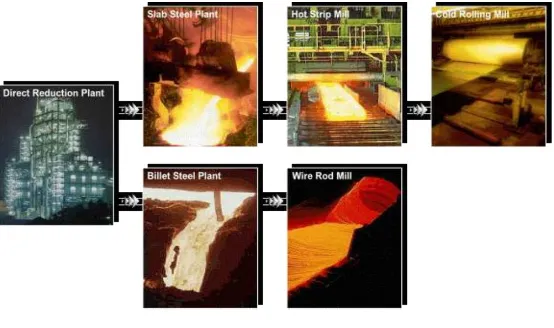
Gambar 4.4 Proses Produksi Baja di PT Krakatau Steel
Produk slab baja selanjutnya diolah dengan pemanasan ulang dan pengerolan di Pabrik Baja Lembaran Panas (Hot Strip Mill). Hasil dari Pabrik Baja lembaran Panas banyak dimanfaatkan untuk pipa, bangunan, bahan konstruksi kapan, dan lainnya. Lebih lanjut lagi, baja lembaran panas diolah melalui proses pengerolan ulang dan proses secara kimia di Pabrik Baja Lembaran Dingin (Cold Rolling Mill). Produk baja yang dihasilkan berupa baja lembaran dingin yang banyak digunakan untuk komponen bagian dalam mobil atau motor, peralatan rumah tangga, kaleng, dan lainnya.
Produk baja billet yang dihasilkan oleh pabrik baja billet mengalami proses pengerollan di pabrik batang kawat (Wire Rod Mill) sehingga dihasilkan batang kawat baja yang banyak diaplikasikan untuk senar piano, mur, paku, baut, pegas, kawat baja, dan lainnya.
Adapun keenam pabrik tersebut yaitu Pabrik Besi Spons, Pabrik Baja Billet, Pabrik Baja Slab, Pabrik Pengerolan Baja Lembaran Panas, Pabrik Pengerolan Baja Lembaran Dingin, dan Pabrik Batang Kawat.
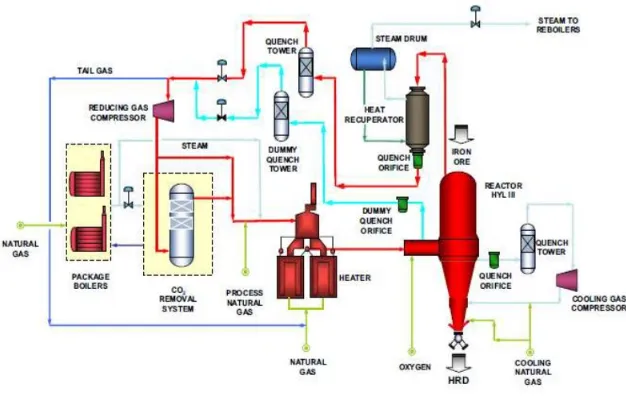
4.2.1 Pabrik Besi Spons (Direct Reduction Plant)
Direct Reduction Plant adalah pabrik yang mengolah Iron Ore Pellet (IOP) menjadi Sponge Iron (besi sponge). Pabrik ini, mengolah bahan baku biji besi dalam bentuk pellet menjadi besi spons yang berbentuk pellet. Iron Ore Pellet yang diolah di pabrik ini didatangkan dari Swedia, India, dan Brazil. Bahan baku yang paling sering digunakan adalah bahan baku yang berasal dari Swedia, karena tidak mudah pecah. Disini, bijih besi (pellet) direaksikan dengan gas alam dalam unit pembuatan biji spons, yang masing-masing berkapasitas 1 juta ton/tahun. Pabrik ini menggunakan proses reduksi langsung atau tanpa dilebur, yaitu dengan mereaksikan pellet dan gas pereduksi yang dihasilkan dari gas alam dan steam dalam sebuah reformer.
Proses reaktor Hyl-III secara umum terdiri dari 3 area utama yaitu :
1. Area Proses Reformasi 2. Area Proses Reduksi 3. Area Sistem Penunjang
Proses Reformasi adalah proses reaksi antara natural gas dengan steam yang terjadi di dalam pipa – pipa katalis di reformer. Sedangkan proses reduksi adalah proses reaksi bijih besi dan gas proses yang terjadi di dalam reaktor.
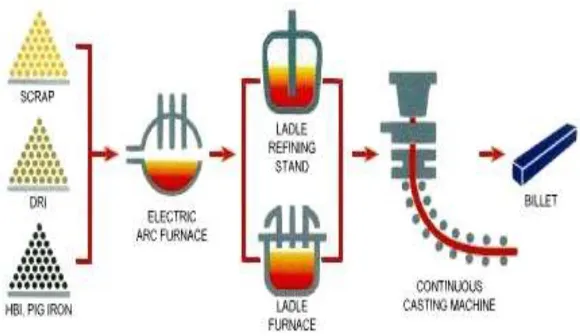
Gambar 4.5 Skema Proses Produksi Besi Sponge 4.2.2 Pabrik Baja Billet (Billet Steel Plant)
Pabrik billet baja adalah pabrik yang membuat baja dalam bentuk batangan yang digunakan sebagai bahan baku untuk pembuatan baja profil, baja tulang beton, dan baja kawat. Bahan baku pabrik ini adalah besi spons, besi tua (scrap) dan paduan ferro yang dilebur dan diolah di dalam dapur listrik (Eletric Arc Furnace) untuk dicairkan. Berdasarkan asalnya, scrap ini didapat dari beberapa sumber yaitu :
1. Home Scrap
Home scrap yaitu scrap yang diperoleh dari produk pabrik sendiri yang tidak terpakai (reject) misalnya scrap dari bagian bar mill, bagian section mill, dan bagian Wire Rod Mill.
2. Local scrap
3. Import scrap
Import scrap yaitu scrap yang berasal dari luar negeri, bisanya PT Krakatau Steel mengimpor scrap dari Amerika dan Australia yang diangkut dari pelabuhan khusus Cigading.
4. Scull scrap
Scull scrap merupakan scrap yang umumnya cukup besar dan masih mengandung material non konduktor (slag, refraktor). Contohnya adalah Tundish scull atau baja terbuang yang tidak dapat tercetak lagi. Scrap yang baik adalah yang mengandung unsur pemadunya sedikit dan belum teroksidasi.
Gambar 4.6 Skema Proses Produksi Baja Billet
Pabrik ini menggunakan sumber radioaktif untuk mengukur level dari baja cair. Penampang billet pada pabrik baja ini diproduksi dalam tiga macam :
1. Ukuran 100 x 100 mm, 110 x 110 mm, 120 x 120 mm.
2. Standard panjangnya adalah 6 m, 10 m, dan 12 m.
3. Ukuran 130 x 130 mm.
Hasil dari produk tersebut dipakai untuk bahan baku wire rod bar dan section mill di Pabrik Batang Kawat (Wire Rod Mill).
Berikut diuraikan komponen utama peralatan proses produksi di Pabrik Baja Billet.
1. Electric Arc Furnace (EAF)
EAF ialah tanur yang menghasilkan baja cair dari bahan baku berupa besi spons, besi scrap dan kapur untuk mengontrol kandungan fosfor dan sulfur.
Ladle Furnace adalah mesin proses pemurnian baja cair yang dilakukan untuk melayani dapur listrik proses dan menyediakan bahan baku baja cair ke mesin pengecoran kontinyu. Aktivitas utama di dalam Ladle Furnace adalah:
a. Menurunkan kandungan oksigen dalam baja dengan menggunakan aluminium;
b. Homogenisasi temperatur dan komposisi kimia dengan bubbling argon;
c. Menambahkan alloy untuk mendapatkan spesifikasi yang diinginkan.
3. Continuous Casting Machine
Mesin Continuous Casting ialah mesin cetak yang melakukan proses lanjutan dari besi cair yang telah didinginkan dan sekaligus merupakan mesin pemotong besi dengan ukuran yang ditetapkan.
Baja billet diperoleh dari proses pencetakan kontinyu dimana perlindungan menggunakan gas argon diperlukan antara ladle dan tundish. Ukuran billet yang dihasilkan berdimensi 110x110 mm, 120x120 mm, 130x130 mm, dan panjang maksimum mencapai 12.000 mm.
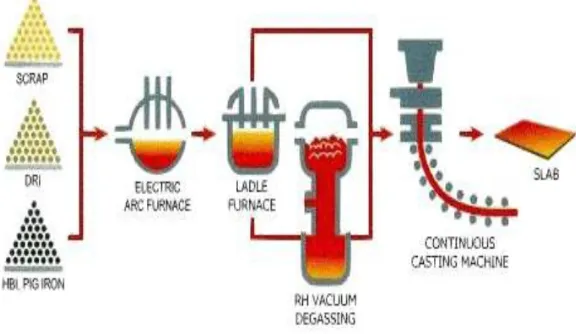
4.2.3 Pabrik Baja Slab (Slab Steel Plant) 1 dan Pabrik Baja Slab (Slab Steel Plant) 2
Alpine dari Austria dan memiliki kapasitas produksi sebesar 800 ribu ton per tahun.
Bahan baku utama pabrik baja slab adalah berasal dari besi sponge dan scrap ditambah dengan batu kapur, serta dicampur dengan unsur-unsur lain seperti C, Fe, Si. Pabrik ini memproduksi baja slab dengan ukuran : tebal 200 mm, lebar 950-2080 mm, dan panjang maksimum 12.000 mm. dengan berat maksimum 30 ton. Berikut ialah skema proses produksi Baja Slab di Pabrik Baja Slab, baik Pabrik Baja Slab-1 (SSP-1) maupun Pabrik Baja Slab-2 (SSP-2).
Gambar 4.8 Pabrik Baja Slab – 1 (Slab Steel Plant-1)
Beberapa mesin berteknologi yang digunakan pada unit proses produksi di Pabrik Baja Slab, dijelaskan sebagai berikut:
1. Electric Arc Furnace (EAF)
Sama seperti Pabrik Baja Billet, EAF pada Pabrik Baja Slab menghasilkan baja cair dari bahan baku berupa besi spons, besi scrap dan kapur untuk mengontrol kandungan fosfor dan sulfur.
2. Ladle Furnace
Merupakan mesin proses pemurnian baca cair dengan aktivitas utama sebagai berikut:
a. Menurunkan kandungan oksigen dalam baja dengan menggunakan aluminium;
b. Homogenisasi temperatur dan komposisi kimia dengan bubbling argon; dan
c. Menambahkan alloy untuk mendapatkan spesifikasi yang diinginkan.
3. RH-Vacuum Degassing
memenuhi permintaan produk baja kualitas tinggi dari konsumen.
4. Continuous Casting Machine (CCM)
Pada mesin CCM inilah Baja dicetak dalam bentuk Slab. Baja slab diperoleh dari proses pencetakan kontinyu dimana perlindungan menggunakan gas argon diperlukan antara ladle dan tundish. Ukuran slab yang dihasilkan berdimensi tebal 200 mm, lebar 800-2080 mm, dan panjang maksimum 12.000 mm.
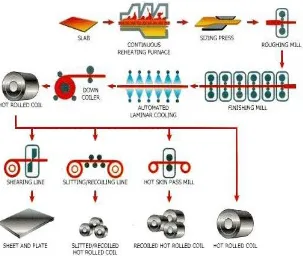
4.2.4 Pabrik Pengerolan Baja Lembaran Panas atau Pabrik Hot Strip Mill (HSM)
Pabrik Baja Lembaran panas atau Hot Strip Mill (HSM) merupakan pabrik yang menghasilkan baja lembaran yang lebih tipis berupa coil, plat dan sheet dengan proses pemanasan sampai suhu ± 12500C, yang merupakan pemrosesan lanjutan dari baja lembaran yang dihasilkan oleh pabrik slab baja dan kemudian dilakukan pengerolan panas (milling).
Pabrik Pengerolan Baja Lembaran panas atau Hot Strip Mill (HSM) mempunyai kapasitas produksi 2 juta ton/tahun. Pengendalian proses dilakukan secara otomatis dengan control set up computer, sehingga dapat menjamin kualitas produk yang dihasilkan dalam hal kekuatan mekanik, toleransi ukuran maupaun kualitas bentuk (shape) Perlengkapan utama Pabrik Pengerolan Baja Lembaran Panas adalah :
1. Dua buah dapur pemanas dengan kapasitas 300 ton/jam dengan bahan bakar gas alam, yang berfungsi untuk memanaskan slab.
2. Sebuah sizing press yang digunakan untuk mengatur lebar.
5. Enam buah finishing stand yang dilengkapi dengan alat ukur pengontrol lebar, panjang, tebal dan temperatur strip secara otomatis.
6. Dua buah measuring house
Adapun bahan baku yang digunakan untuk Proses Produksi di Hot Strip Mill adalah slab baja dari Slab Steel Plant. Pabrik ini mulai beroperasi pada tahun 1983 dengan menghasilkan produk dengan ukuran – ukuran sebagai berikut :
a. Tebal : 18 – 25 mm b. Lebar : 650 – 2080 mm
c. Berat maksimal : 30 ton per gulung
Gambar 4.9 Skema Proses Produksi Baja Lembaran Panas 4.2.5 Pabrik Pengerolan Baja Lembaran Dingin atau Pabrik
Pabrik ini diselesaikan tahun 1986 dengan menggunakan teknologi CLECIM dari Prancis. Pabrik Pengerolan Baja Lembaran Dingin atau Cold Rolling Mill (CRM) merupakan pabrik yang menghasilkan baja lembaran tipis seperti produk di Pabrik Hot Strip Mill (HSM), tetapi hasil produksinya berdimensi lebih tipis, dengan proses tarik dan tekan yang merupakan pemrosesan lanjutan dari baja produksi HSM. Hasil produksi dalam bentuk gulungan atau coil. Coil yang dihasilkan berukuran:
a. Lebar : 600 - 1300 mm b. Tebal : 0,18 - 3 mm
Kapasitas dari pabrik CRM yaitu 850 ribu ton/tahun. Bahan bakunya berasal dari pabrik Hot Strip Mill (HSM) yang kemudian mengalami pengerolan untuk mendapatkan produk baja lembaran yang tebalnya 0,18 hingga 3 mm.
Kapasitas produksi di pabrik Cold Rolling Mill sebesar 850 ribu ton per tahun yang dapat dikembangkan menjadi 1,5 juta ton per tahun. Baja lembaran tersebut kemudian dapat diolah kembali menjadi kaleng kemasan makanan atau produk lain.
Pada prosesnya di Pabrik Cold Rolling Mill tidak digunakan teknologi EAF, karena hanya merupakan proses pembentukan hasil produk dari pabrik Hot Strip Mill dengan suhu yang lebih rendah.
Gambar 4.10 Skema Proses Produksi Baja Lembaran Dingin 4.2.6 Pabrik Batang Kawat (Wire Rod Mill)
Pabrik batang kawat atau wire rod beroperasi pada tahun 1979 dengan kapasitas awal 220.000 ton per tahun, menggunakan teknologi SMS dari Jerman. Kapasitasnya meningkat menjadi 300.000 ton/tahun pada tahun 1992 karena penambahan equipment dari Morgan USA. Pabrik ini menggunakan bahan setengah jadi dari pabrik baja billet sebagai bahan baku utama untuk diolah menjadi batang baja kawat. Kapasitas produksi saat ini sebesar 450 ribu ton/tahun batang kawat baja.
Berbagai jenis dan variasi produk yang dihasilkan dari Pabrik Batang Kawat ialah sebagai berikut:
c. Batang kawat untuk cold heading dengan diameter 5,5 mm, 8 mm, 10 mm dan 12 mm.
Pabrik kawat baja ini dilengkapi dengan 6 mesin pembuat kawat dan unit pelapis seng pabrik ini menghasilkan kawat baja dengan kadar karbon rendah. Bahan baku yang digunakan berasal dari Pabrik Baja Billet (Billet Steel Plant) yaitu dalam bentuk billet, untuk dijadikan kawat batangan, Electro Dallas, dan bahan mur. Ukuran dan dimensi produk yang dihasilkan adalah sebagai berikut :
a. Penampang : 110 x 110 mm b. Panjang : 10 m
c. Berat : 900 kg
d. Diameter : 5,5 mm ; 8 mm ; 10 mm ; 12 mm.
Gambar 4.11 Skema Proses Produksi Batang Kawat
Terdapat beberapa unit penunjang agar pabrik dapat berjalan dengan baik yang merupakan anak perusahaan dari PT Krakatau Steel, disamping unit – unit produksi seperti pabrik- pabrik utama yang dijelaskan sebelumnya, yaitu sebagai berikut :
1. PT Krakatau Daya Listrik (KDL)
Perusahaan ini memiliki Pembangkit Listrik Tenaga Uap (PLTU) berkapasitas 400 MW yang terdiri dari 5 unit turbin dan masing – masing berkapasitas 80 MW, selain itu juga dilengkapi dengan sistem jaringan dan distribusi sampai ke konsumen.
2. PT Krakatau Bandar Samudra (KBS)
Saat ini perusahaan ini memiliki dermaga dengan panjang total 1098 m dan kedalaman 14 m, pelabuhan Cigading yang dikelola PT KBS mampu melayani bongkar muat kapal dengan bobot mati hingga 70.000 DWT.
3. PT Krakatau Tirta Industri (KTI)
Debit air yang dihasilkan PT KTI sebesar 2000 liter/detik, maka dihasilkan cukup untuk memenuhi kebutuhan proses industri di seluruh kawasan PT Krakatau Steel maupun untuk kebutuhan hidup bagi warga kompleks perumahan.
4. PT KHI Pipe Industries (PTKHI)
Memproduksi pipa - pipa baja untuk penyaluran minyak, gas, air ataupun struktur bangunan. Pada saat ini PT KHI mampu memproduksi pipa dengan diameter 4 – 80 inchi dengan spesifikasi AKI sampai dengan grade SLX – 70.
PT KE bergerak dalam bidang usaha engineering, procurement, construction, proyek management dan prediktif management (PEC MM) yang didukung oleh 468 orang tenaga profesional yang telah berpengalaman.
6. PT Krakatau Wajatama (PT KW)
PT KW menghasilkan baja tulangan beton, baja profil ukuran medium ke bawah serta kawat paku, dengan kapasitas masing- masing 150 ton per tahun, 45 ribu ton per tahun dan 18 ribu ton per tahun.
7. PT Krakatau Information Technology (PT KIT) PT KIT didukung oleh 131 orang tenaga profesional yang telah berpengalaman di bidang pengelolaan dan pengembangan sistem, otomasi pabrik, jaringan dan komunikasi dan Value Added Network.
8. PT Pelat Timah Nusantara (PTLatinusa)
PT Latinusa mampu menghasilkan 130.000 ton per tahun timplate (coil, sheet) dengan kualitas prime, assorted waste dan nassorted waste yang dapat digunakan untuk can/ food critical, general can/ non critical dengan pasar domestik.
9. PT Krakatau Industri Estate Cilegon (PT KIEC) PT Krakatau Industri Estate Cilegon berperan sebagai pengelola aset lahan Perusahaan baik untuk kepentingan produksi maupun kepentingan jasa perindustrian.
10. PT Krakatau Medika (PT KM)
4.4 Divisi Health, Safety and Environmet PT Krakatau Steel
Divisi Health, Safety and Environment yang selanjutnya disingkat HSE (Keselamatan Kerja, Kesehatan Kerja dan Lingkungan Hidup) berada di bawah direktorat Produksi. Divisi Health, Safety and Environment dipimpin oleh seorang Manager. Manager membawahi 4 (empat) Dinas yang masing-masing dipimpin oleh Superintendent. Dinas-dinas yang terdapat di Divisi Health, Safety and Environment PT Krakatau Steel antara lain yaitu:
a. Dinas Keselamatan Kerja
Dinas Keselamatan Kerja bertanggung jawab terhadap penyelenggaraan keselamatan kerja instalasi berbahaya, proses dan sarana produksi, serta keselamatan kerja karyawan, kontraktor, labour suplay dan tamu perusahaan.
b. Dinas Hyperkes
Dinas Hyperkes bertanggung jawab terhadap penyelenggaraan perlindungan kesehatan tenaga kerja secara promotif dan preventif, pelayanan fasilitas P3K, pengawasan dan pembinanaan higiene sanitasi tempat kerja dan pengawasan serta bertanggung jawab terhadap pembinanaan penyelenggaraan norma ergonomi di tempat kerja.
c. Dinas Laboratorium Lingkungan
Dinas Laboratorium Lingkungan bertanggung jawab terhadap pemantauan, pengujian, penelitian parameter lingkungan kerja dan lingkungan hidup. d. Dinas Pengendalian Lingkungan
Sebagai Divisi yang menangani Keselamatan Kerja, Kesehatan Kerja dan Lingkungan Hidup, Divisi Health, Safety and Environment bertanggungjawab dalam :
a. Menyusun dan mengkoordinasikan pelaksanaan program K3LH.
[image:32.420.78.356.162.329.2]b. Menetapkan norma Keselamatan Kerja, Kesehatan Kerja, dan Lingkungan Hidup.
Gambar 4.12 Struktur Organisasi Divisi Health, Safety and Environment
Tugas pokok Divisi Health, Safety and Environment dibagi menjadi tugas pokok setiap Dinas. Tugas pokok setiap dinas adalah sebagai berikut:
1. Pengelolaan Lingkungan
Program-program kerja yang terdapat di Dinas Pengendalian Lingkungan adalah:
a. Pengelolaan limbah industri.
b. Pengelolaan kualitas limbah cair dan gas menurut baku mutu lingkungan.
c. Pencegahan, pengendalian dan penilaian.
Sasaran dari Program Kerja ini yaitu pencapaian proper kategori biru menuju hijau. Adapun tingkatan proper dari rendah ke tinggi adalah Hitam, Merah, Biru, Hijau dan Emas.
2. Pencegahan dan Pengendalian Kecelakaan Kerja Program Kerja yang terdapat pada tugas pokok ini yaitu sebagai berikut:
a. Peningkatan pengendalian kondisi dan tindakan tidak aman.
b. Peningkatan pengendalian resiko K3.
Sasaran Program Kerja ini adalah menurunkan indeks kecelakaan kerja (IFR dan ISR) dibawah control line dan melakukan pencegahan dan pengendalian Penyakit Akibat Kerja (PAK) serta peningkatan derajat kesehatan karyawan.
3. Pencegahan dan Pengendalian Penyakit Akibat Kerja (PAK) di Lingkungan Pabrik
Program Kerja yang terdapat pada tugas pokok ini yaitu:
a. Peningkatan ergonomi lingkungan fisik, higiene dan sanitasi tempat kerja.
b. Peningkatan kualitas kesehatan kerja.
c. Implementasi program K3LH bidang ergonomi dan kesehatan kerja.
d. Promosi K3 dan lingkungan.
Adapun sasaran pencapaian tugas pokok ini ialah menurunkan angka mangkir sakit (FRS dan FRD) dibawah control line.
4. Peningkatan Komitmen Manajemen K3
Program Kerja dari tugas pokok Peningkatan Komitmen Manajemen K3 adalah peningkatan implementasi SMKS bidang ISO 14001, SMKS dan ISO 17025 bidang laboratorium lingkungan. Sasaran Utama dari kegiatan ini adalah mengendalikan CAR, Audit dan Eksternal.
5. Pembinaan K3 dan Lingkungan
Pembinaan K3 dan Lingkungan memiliki program kerja sebagai berikut:
a. Promosi kesehatan dan Promosi K3LH.
b. Peningkatan kompetensi pada karyawan tentang K3.
c. Pembinaan K3 terhadap karyawan kontraktor. Sasaran tugas pokok pembinaan K3 dan Lingkungan adalah untuk meningkatkan kepedulian karyawan dan manajemen unit kerja tentang penerapan K3LH di perusahaan.
6. Pemenuhan Perizinan K3
Sasaran Utama dari tugas pokok ini adalah dalam peningkatan pemenuhan peraturan bidang K3 di lingkungan perusahaan.
Selain memiliki tugas pokok, Divisi Health, Safety and Environment memiliki beberapa kegiatan kerja. Kegiatan Divisi Health, Safety and Environment yang telah disusun adalah :
a. Menyelenggarakan kegiatan pembinaan, penelitian, pemantauan, pengujian dan pencegahan dalam bidang Keselamatan Kerja, Kesehatan Kerja serta Pengendalian Lingkungan Industri.
c. Menyelenggarakan kegiatan pemeriksaan dan uji ulang peralatan serta instalasi berbahaya di lingkungan pabrik.
d. Mengembangkan dan memelihara Sistem Manajemen Lingkungan (SML) dan ISO 14001 serta pengembangan Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3).
Fasilitas-fasilitas yang terdapat di Divisi Health, Safety and Environment meliputi fasilitas yang terdapat pada tiap-tiap Dinas Kerja. Beberapa fasilitas yang terdapat di Divisi Health, Safety and Environment adalah sebagai berikut:
a. Laboratorium lingkungan untuk menganalisa dan mengevaluasi kandungan unsur–unsur kimia, fisika, biologi dari air limbah, gas dan debu serta padatan. b. Peralatan analisa yang digunakan antara lain :
Spektrofotometer, AAS, Reaktor, Oven, Furnace, Coloni Counte, Rotator, Senterifuge, Autoclave, PH Meter, Conduktivimeter, Sturer dan Hot Plate.
c. Peralatan sampling atau monitor lingkungan seperti peralatan sampling udara (gas dan debu), air limbah, tekanan panas, kebisingan, iklim atau klimatologi (suhu, kelembaban dan cahaya matahari).
d. Laboratorium gizi kerja (uji kualitatif dan kuantitatif makanan dan minuman).
e. Perlengkapan medis Kesehatan Kerja (Audiometer, Sound Level Meter, Noise Dosi Meter, Spirometer, Antropometer.
g. Divisi K3LH berupaya untuk mengembangkan SDM, melalui kegiatan - kegiatan sebagai berikut :
h. Program–program pendidikan dan latihan baik di lingkungan PT. Krakatau Steel (In House Training) maupun diluar PT. Krakatau Steel (Outside Training) yang berhubungan dengan pekerjaannya atau bidang keahliannya.
i. Meningkatkan mobilitas dan fleksibilitas karyawan untuk meningkatkan utilitas karyawan sesuai dengan tuntutan pekerjaan.
j. Ketentuan pelaksanaan tentang Keselamatam dan Kesehatan Kerja serta Lingkungan Hidup ditetapkan dengan surat keputusan Direksi.
4.5 Proses Pengolahan Air Pada Sistem Water Treatment Plant-1 PT Krakatau Steel: Pabrik SSP-1 dan BSP
Pada praktek kerja lapang yang dilaksanakan di Dinas Pengendalian Lingkungan Divisi Health, Safety and Environment di PT Krakatau Steel ini, praktikan melakukan kajian secara teoritis, melakukan observasi lapang dan peninjauan secara langsung pada proses Water Treatment di Water Treatment Plant 1 yang melakukan pengelolaan air di Pabrik Baja Slab-1 (Slab Steel Plant-1) atau selanjutnya disingkat SSP-1 dan Pabrik Baja Billet (Billet Steel Plant) atau selanjutnya disingkat BSP.
Salah satu fasilitas yang terdapat pada pabrik Slab Steel Plant dan Billet Steel Plant ialah Water Treatment Plant atau selanjutnya disingkat WTP yang terdiri atas WTP 1, WTP 2 dan WTP 3.
Adapun terdapat tiga pabrik yang menggunakan fasilitas Water Treatment Plant, yaitu
1. Pabrik Slab Steel Plant – 1 (selanjutnya disingkat SSP-1) ;
2. Pabrik Slab Steel Plant – 2 (selanjutnya disingkat SSP – 2) ; dan
3. Pabrik Billet Steel Plant (selanjutnya disingkat BSP). Unit Water Treatment Plant 1 melakukan pelayanan pada proses pengolahan air untuk Pabrik BSP dan Pabrik SSP-1 dengan menggunakan 3 buah sistem pengolahan yaitu Closed Cooling System, Open Direct System dan Open Indirect Cooling System.
Unit Water Treatment Plant 2 melakukan pelayanan proses pengolahan air hanya untuk Pabrik SSP-2, sedangkan unit Water Treatment Plant 3 melakukan pelayanan proses pengolahan air untuk ketiga pabrik yaitu baik BSP; SSP-1; dan SSP-2.
4.5.1 Gambaran Umum Water Treatment Plant - 1
Water Treatment Plant-1 atau selanjutnya disingkat WTP-1 merupakan unit penunjang produksi yang menangani proses pengolahan air untuk Pabrik Billet Steel Plant (BSP) dan Pabrik Slab Steel Plant-1 (SSP-1) dimulai sekitar tahun 1983. Pada awalnya, unit Water Treatment Plant-1 (WTP-1) ini beroperasi pada tahun 1978 dan hanya melayani kebutuhan air pendingin untuk pabrik Baja Billet. Secara umum proses pengolahan airnya pada Water Treatment Plant-1 (WTP-1) yaitu dari proses pengisian air hingga masuk ke plant dan digunakan kembali sebagai bahan baku. Istilah yang digunakan untuk proses pengisian air baku dari PT Krakatau Tirta Industri yaitu make up water.
dari hasil olahan anak perusahaan PT Krakatau Steel yaitu PT Krakatau Tirta Industri dengan debit sebesar 2000 liter per harinya, yang bersumber dan disuplai dari Waduk Krenceng. Lokasi Waduk Krenceng tidak jauh dari lokasi pabrik, yaitu berada di sebelah selatan kawasan pabrik.
Air baku selanjutnya dilakukan suplai melalui proses make up water menuju unit Water Treatment Plant-1 untuk kemudian digunakan sebagai air produksi dan air sirkulasi pendingin. Terdapat tiga sistem pendingin yang digunakan pada unit Water Treatment Plant-1 yaitu Sistem Pendinginan Terbuka Langsung, Sistem Pendinginan Terbuka Tidak Langsung, dan Sistem Pendinginan Tertutup. Ketiga sistem tersebut digunakan dalam proses sirkulasi air produksi untuk pendinginan mesin-mesin di Pabrik Billet Steel Plant dan Pabrik Slab Steel Plant.
Air baku yang disuplai tersebut harus memiliki kriteria parameter untuk pengolahannya yang telah sesuai dengan standard air baku yang ditetapkan. Standard air baku untuk Sistem Pendinginan Terbuka tidak sama dengan standard air baku untuk Sistem Pendinginan Tertutup.
Gambar 4.13 Tampak Depan Dinas WTP-1
Dinas Water Treatment Plant-1 sebelumnya ialah bernama Dinas Fluid Center, yang berada dibawah Divisi Utility. Lokasi Dinas Water Treatment Plant-1 tidak jauh dengan pabrik Slab Steel Plant-1, sehingga memudahkan dalam melakukan operasional dan pengelolaan air untuk proses produksi di Pabrik Slab Steel Plant-1 dan Pabrik Billet Steel Plant. Dinas Water Treatment Plant-1 dipimpin oleh Superintendent yang selanjutnya memimpin seorang Supervisor dan operator.
4.5.2 Bahan Baku dan Produk
Water Treatment Plant-1 memiliki air baku yang digunakan untuk proses pengolahan air di Water Treatment Plant-1. Air baku yang digunakan ialah air baku yang berasal dari Waduk Krenceng dari proses pengolahan oleh anak Perusahaan yaitu PT Krakatau Tirta Industri. Parameter air baku yang diolah telah sesuai dengan standard yang telah ditetapkan.
1. Utility Water
Utility water ialah air yang diolah untuk memenuhi kebutuhan air minum, wastafle, air toilet dan kebutuhan lainnya diluar kebutuhan air industri. Utility water biasanya digunakan pada kantor-kantor, emergency hospital, laboratorium, central workshop, gudang, dan lain-lain.
2. Air Produksi atau Air Industri
Air industri adalah suatu jenis air yang di treatment secara khusus sehingga memenuhi persyaratan untuk keperluan industri dan dipergunakan antara lain untuk pendinginan mesin-mesin serta peralatan industri lainnya pada Pabrik Billet Steel Plant, Pabrik Slab Steel Plant, Oxigent Plant dan Main Station.
3. Hydrant Water
Hydrant water ialah sistem air yang didistribusikan dan dipergunakan khusus untuk keperluan pemadam kebakaran dan emergency pada seluruh bagian pabrik.
[image:40.420.43.401.384.544.2]Kualitas standar air pendingin untuk setiap sistem berbeda- beda. Kualitas standar air pendingin yang disuplai dari PT Krakatau Tirta Industri dapat dilihat pada tabel berikut ini.
Tabel 4.1 Parameter Kualitas Standar Air Pendingin
No Parameter Open Cooling System Closed Cooling System Dire
ct Indirect Soft WaterSSP Soft WaterBSP Cell
Terdapat tiga sistem yang digunakan untuk proses pengolahan air pada Water Treatment Plant-1 (WTP-1) yaitu Closed Cooling System, Open Direct Cooling System, dan Open Indirect Cooling System. Seperti yang telah dijelaskan bahwa setiap system pendinginan memiliki karakteristik dan standard khusus yang berbeda-beda, hal tersebut dikarenakan kebutuhan air pendingin untuk proses pendinginan terbuka lebih kompleks dari pada kebutuhan air pendingin untuk proses pendinginan tertutup.
4.5.3 Sistem Sirkulasi dan Proses Pengelolaan Air di Water Treatment Plant-1
Air industri hasil pengolahan di Fluid Center dipergunakan untuk proses pendinginan dan proses Resirkulasi. Air limbah proses resirkulasi tersebut akan diolah dan digunakan kembali untuk proses produksi dan tidak ada yang dibuang ke badan sungai. Terdapat tiga sistem yang digunakan pada proses pengelolaan air di Water Treatment Plant – 1 Pabrik SSP-1 dan BSP, yaitu Closed Cooling System, Open Direct Cooling System, dan Open Indirect Cooling System.
4.5.3.1Closed Cooling System atau Sistem Pendinginan Tertutup
menggunakan unit sistem Heat Exchanger, yaitu unit sistem yang menggunakan prinsip pertukaran panas sehingga dapat men-treatment air kembali seperti dengan karakteristik yang ditetapkan. Heat Exchanger (HE) adalah alat yang digunakan untuk memindahkan panas dari sistem ke sistem lain tanpa perpindahan massa dan bisa berfungsi sebagai pemanas maupun sebagai pendingin. Sistem ini dipakai untuk pendinginan mould (Mould Cooling Water), dan Pendinginan Closed Machine.
Gambar 4.14 Unit Heat Exchanger di WTP-1
Pada Mould Cooling, air mendinginkan bagian mesin pencetak (Mould) di Continous Casting Machine di Pabrik Baja Billet dan Pabrik Baja Slab. Untuk Closed Machine Cooling, air mendinginkan mesin pada bagian-bagian Straigthener, mesin potong (billet), Cooling Bed di Continuous Casting Machine Pabrik Billet dan Pabrik Slab.
Proses pengelolaan soft water pada awalnya ialah air masuk dari pusat penjernihan air Krenceng oleh PT Krakatau Tirta Industri. Air masuk dengan pompa P16.1/2 melewati filter F10/F11, kemudian masuk di Cation Exchanger C01/C02 yang berisi resin untuk menangkap ion-ion magnesium (Mg) dan Calsium (Ca), setelah itu air kemudian masuk kembali melalui Degasser D01 yang dilengkapi dengan blower V03,1 untuk menghilangkan karbon yang terkandung di dalam air sehingga dihasilkan air lunak (soft water) dengan total hardness nol (Trace).
Selama cation exchanger beroperasi, terjadi penukaran ion positif yang ada di dalam air (khususnya Ca++) dengan ion yang ada pada resin (ion H+) sehingga air yang keluar dari cation exchanger bebas Ca++ / sampai 5 ppm CaCO3, dengan reaksi sebagai berikut:
R – H R
R – H + Ca++ R Ca + 2H+
Resin air Resin air soft
Gambar 4.15 Unit Bak Netralisasi
Proses penukaran ion H+ pada HCl dengan ion Ca++ yang ada pada resin dijelaskan dengan reaksi sebagai berikut:
R R – H
R Ca + HCl R – H + CaCl2
Resin air asam resin air buangan
dimana tiap unit sistem Heat Exchanger tersebut memiliki masing-masing 2 buah pompa.
4.5.3.2 Open Direct Cooling Sistem
Open Direct Cooling Sistem atau Sistem Pendinginan Terbuka Langsung merupakan sistem terbuka dimana fluida terkontak langsung dengan material produksi. Pada sistem resirkulasi terbuka langsung, digunakan unit sistem Cooling Tower untuk proses pendinginan air agar dapat digunakan kembali. Pada sistem Open Direct System atau Sistem Terbuka Langsung ini, digunakan Air baku yang berasal dari PT Krakatau Tirta Industri masuk menuju ke Cooling Tower Cell A, kemudian dipompakan ke areal pabrik dengan pompa-pompa sebagai berikut:
Gambar 4.16 Unit Sistem Cooling Tower Cell A
Gambar 4.17 Tangki Settling Cyclone
Di Settling Cyclone, scale dan air yang dipompa akan berpisah, scale akan turun menuju Silo, dan apabila sudah penuh akan di blowdown dan dibuang ke sampah industri dengan kendaraan FAUN. Sedangkan air bersih yang tertinggal di settling cyclone akan dipompakan kembali ke cooling tower cell A dengan filter-filter tank F01-F05 dan F07-F09.
Setelah melalui Settling Cyclone, air sirkulasi masuk ke Gravel Filter dan disaring. Pada unit gravel filter ini terdapat dua saluran utama yaitu saluran inlet dan saluran outlet. Selain berfungsi menyaring air sirkulasi, gravel filter juga berfungsi sebagai proses backwash. Ketika air sirkulasi dilewatkan dari inlet dan disaring, lalu keluar menuju outlet, terdapat kotoran yang tertahan pada gravel filter. Pada proses backwash inilah dilakukan pencucian dengan sistem yang terbalik, artinya air backwash dialirkan dengan arah sebaliknya yaitu dari saluran outlet, kemudian membersihkan bagian dalam gravel filter, air hasil backwash tersebut akan keluar melalui saluran inlet.
Solid (TDS) yang sangat tinggi, sedangkan air yang akan kembali di sirkulasi menuju Cooling Tower memiliki nilai TDS yang rendah namun masih mengandung TSS (Total Suspended Solid)
Gambar 4.18 Tampak Atas Unit Gravel Filter
Gambar 4.18 Gedung Khusus Unit Sludge Mixing Cyclone
58 Keterangan:
1. Cooling Tower 2. Concast 3. Block Rake
Parameter utama yang dianalisa pada performance Gravel Filter yaitu kekeruhan, Suspended Solid, Nitrit, Nitrat serta minyak dan lemak. Nilai dari parameter kimia dan fisika yang ada pada proses backwash pada
pengolahan air sirkulasi pada Gravel Filter ditunjukkan pada tabel berikut.
Tabel 4.2 Data Sekunder Analisa Permormance Gravel Filter 3 WTP-1 Pada Tanggal 30 Juni 2014
No Parameter
30-Jun-14
%Peng-urangan Running hours Inlet
filter
Outlet filter
1 Turbidity, NTU 12 2 83.33%
2 jam
2 Suspended Solid 11 2 81.82%
3 Nitrite, ppm <0.1 <0.1 -4 Nitrate, ppm <0.1 <0.1 -5 Total Oil and
Grease 7 2
71.43%
Selain untuk pendinginan di mesin, air dari cell A juga digunakan untuk backwash filter-filter mesin tersebut bila sudah kotor. Air bekas backwash akan jatuh ke kanal dan mengalir ke bak penampungan mixing cyclone, dan dengan pompa P29.1/2 air ini dipompakan lagi ke Settling Cyclone SO4, bersamaan dengan itu diinjeksikan Floculant Drewfloe dengan dosis lebih kurang 1 ppm, guna mempercepat pengendapan lumpur-lumpur di Settling Cyclone tersebut. Setelah melalui proses pengendapan selama lebih kurang 4 jam, air akan dipompakan kembali menuju Cooling Tower Cell A.
4.5.3.3 Open Indirect Cooling System
bagian-bagian Ring Roof, Elbow Dedusting, Slag Gate, Cooling Jacket, Trafo, Elektrode Arm, dan lain sebagainya.
[image:51.420.95.372.167.355.2]Setelah melakukan pendinginan, air akan ditampung ke Return Furnace dan akan dipompakan kembali menuju Cooling Tower Cell B/C/D yang dilengkapi dengan fan blower pada tiap cell nya.